JP2004362014A - Icカード及びicカードの製造方法 - Google Patents
Icカード及びicカードの製造方法 Download PDFInfo
- Publication number
- JP2004362014A JP2004362014A JP2003156225A JP2003156225A JP2004362014A JP 2004362014 A JP2004362014 A JP 2004362014A JP 2003156225 A JP2003156225 A JP 2003156225A JP 2003156225 A JP2003156225 A JP 2003156225A JP 2004362014 A JP2004362014 A JP 2004362014A
- Authority
- JP
- Japan
- Prior art keywords
- card
- adhesive
- layer
- sheet material
- chip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Landscapes
- Credit Cards Or The Like (AREA)
Abstract
【課題】断裁性、生産性、曲げ耐久性、衝撃性が向上する。
【解決手段】第1のシート材1と、第2のシート材2との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、A/Bの比率が2.5以上15以下である。
【選択図】図2
【解決手段】第1のシート材1と、第2のシート材2との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、A/Bの比率が2.5以上15以下である。
【選択図】図2
Description
【0001】
【発明の属する技術分野】
この発明は、ICチップを有するICモジュールを内蔵した自動車免許証等の免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等のICカード及びICカードの製造方法に関するものである。
【0002】
【従来の技術】
従来から、身分証明書カードや、キャッシュカード、クレジットカード等のIDカードには、磁気記録方式によりデータを記録する磁気カードが広く利用される場合が多い。磁気カードはデータの書き換えが比較的容易にできるため、データの改ざん防止が十分でないこと、媒体が磁気のため外的な影響を受けやすく、データの保護が十分でないこと、更には、記録できる容量が少ないなどの問題点がある。
【0003】
そこで、近年、ICチップを有するICモジュールを内蔵したICカードが普及し始めている。ICカードは、表面に設けられた電気接点や、カード内部のループアンテナを介して外部の機器とデータの読み書きをするようになされる。ICカードは磁気カードに比べて記憶容量が大きく、安全性も大きく向上している。
【0004】
このようなICカードとして、例えば表面シート材と裏面シート材とが接着剤を介して貼り合わされ、その接着剤層中にICチップを有するICモジュールを封入するものがある。特に、ICカードはICチップ、アンテナを実装した回路基板を有するICモジュールを、2枚のPETベースの間に挿入し、湿気硬化型接着剤やUV硬化型、2液混合型接着剤などを用いて貼り合わせ、硬化後にカード状に打ち抜いて作成され、カードの少なくとも一面にはサインパネルなどの筆記面のついた筆記層を有することが一般的である(例えば、特許文献1乃至特許文献3)。
【0005】
【特許文献1】
特開2002−79618号公報(第1〜第6頁、図1)
【0006】
【特許文献2】
特開平5−278320号公報(第1〜第5頁、図1〜図6)
【0007】
【特許文献3】
特開平8−238876号公報(第1〜第8頁、図1)
【0008】
【発明が解決しようとする課題】
ところで、このようなICカードでは、硬化後にカード状に打ち抜いて作成されることが一般的であり、これらの接着剤の中でも、耐久性の面からカードに柔軟性を持たせるため、柔軟性のある湿気硬化型接着剤が好ましく用いられている。
【0009】
しかしながら、ICカードに耐久性を持たせるために接着剤が柔らかくなるように弾性率を低下させると、上下のシート材で接着剤を挟み込んだシート材をカード形態に断裁する際に、通常使われるハサミや打ち抜きに使われるパンチの刃のように、90℃付近の角度を持つ刃で断裁すると、断裁時のシート材を断裁する時に挟み込んだ接着剤が柔らかいために飛び出してしまい、ICカードの断面がひどくざらついてしまう。このざらつきがあると、このICカードの外観に印字や印画をする際に用いるプリンタ等で搬送不良が生じ、印字や印画が不可能になってしまう。
【0010】
もっとも、このざらつきを減らすために、断裁刃の角度を狭く、いわゆる鋭角刃にする手段があるが、鋭角刃は刃がすぐに摩耗してしまい、常にメンテナンスが必要であり、数日おきに刃を交換、修理しなければならず、生産性には適していない。
【0011】
一方、断裁性を向上させるために、接着剤を固く、すなわち弾性率を上昇させると、ICチップ上に強い衝撃がある場合に、その衝撃を吸収できず、ICチップがすぐに破損してしまという重大な問題が生じるため、解決する手段が必要となっている。
【0012】
一方、ICカード自体が曲げられた場合に平らな状態に戻ることができないといった困難な問題が生じており、解決が強く望まれていた。
【0013】
この発明は、かかる点に鑑みてなされたもので、断裁性、生産性、曲げ耐久性、衝撃性が向上するICカード及びICカードの製造方法を提供することを目的としている。
【0014】
【課題を解決するための手段】
前記課題を解決し、かつ目的を達成するために、この発明は、以下のように構成した。
【0015】
請求項1に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤が完全に硬化し、かつ、10℃における前記接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、
A/Bの比率が2.5以上15以下であることを特徴とするICカードである。
【0016】
この請求項1に記載の発明によれば、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における接着剤の弾性率をBとしたとき、A/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0017】
請求項2に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤の硬化後の−30℃以上+10℃未満における前記接着剤の弾性率が70kgf/mm2以上300kgf/mm2以下であり、かつ30℃以上90℃以下における前記接着剤の弾性率が1kgf/mm2以上30kgf/mm2以下であることを特徴とするICカードである。
【0018】
この請求項2に記載の発明によれば、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0019】
請求項3に記載の発明は、10℃以上30℃以下における前記接着剤の弾性率が30kgf/mm2以上70kgf/mm2以下であることを特徴とする請求項1または請求項2に記載のICカードである。
【0020】
この請求項3に記載の発明によれば、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0021】
請求項4に記載の発明は、80度以上100度以下の刃角で構成された断裁刃により断裁されて作成されることを特徴とする請求項1乃至請求項3のいずれか1項に記載のICカードである。
【0022】
この請求項4に記載の発明によれば、80度以上100度以下の刃角で構成された断裁刃により断裁され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0023】
請求項5に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記ICモジュールは、前記ICチップ周囲の前記接着剤の弾性率が10℃以上30℃以下において、
5kgf/mm2以上30kgf/mm2以下であることを特徴とするICカードである。
【0024】
この請求項5に記載の発明によれば、ICモジュールは、ICチップ周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップの破損を防止することができる。
【0025】
請求項6に記載の発明は、前記接着剤が前記ICチップと、このICチップを補強する補強板との接着に用いられていることを特徴とする請求項1乃至請求項5のいずれか1項に記載のICカードである。
【0026】
この請求項6に記載の発明によれば、接着剤がICチップと、このICチップを補強する補強板との接着に用いられ、ICチップ周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップの破損を防止することができる。
【0027】
請求項7に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤に円筒型のチューブ形態の物質を含有することを特徴とするICカードである。
【0028】
この請求項7に記載の発明によれば、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。
【0029】
請求項8に記載の発明は、前記円筒形チューブの直径が0.1nm以上10nm以下であることを特徴とする請求項7に記載のICカードである。
【0030】
この請求項8に記載の発明によれば、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。
【0031】
請求項9に記載の発明は、前記円筒形チューブがカーボンで構成されていることを特徴とする請求項7または請求項8に記載のICカードである。
【0032】
この請求項9に記載の発明によれば、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0033】
請求項10に記載の発明は、前記第1のシート材と、前記第2のシート材の、少なくとも片面に受像層を有し、
前記受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、
少なくとも一部に筆記可能な筆記層を設けていることを特徴とする請求項1乃至請求項9のいずれか1項に記載のICカードである。
【0034】
この請求項10に記載の発明によれば、受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、少なくとも一部に筆記可能な筆記層を設け、免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等に好ましく用いることができる。
【0035】
請求項11に記載の発明は、前記氏名、顔画像を含む個人識別情報を設けた上面に透明保護層が設けられ、
前記透明保護層が活性光線硬化樹脂からなることを特徴とする請求項10に記載のICカードである。
【0036】
この請求項11に記載の発明によれば、氏名、顔画像を含む個人識別情報が透明保護層により保護され、耐久性が向上する。
【0037】
請求項12に記載の発明は、前記ICチップが顔画像部分と重なる位置に存在しないことを特徴とする請求項1乃至請求項11のいずれか1項に記載のICカードである。
【0038】
この請求項12に記載の発明によれば、ICチップが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上する。
【0039】
請求項13に記載の発明は、前記ICモジュールが非接触式であることを特徴とする請求項1乃至請求項12のいずれか1項に記載のICカードである。
【0040】
この請求項13に記載の発明によれば、ICモジュールが非接触式であり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0041】
請求項14に記載の発明は、ICカード表面のICチップ周辺部の平面凹凸が±10μm以内であることを特徴とする請求項1乃至請求項13のいずれか1項に記載のICカードである。
【0042】
この請求項14に記載の発明によれば、ICカード表面のICチップ周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0043】
請求項15に記載の発明は、請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することを特徴とするICカードの製造方法である。
【0044】
この請求項15に記載の発明によれば、ICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することで、取扱が容易で、かつ打ち抜き精度が向上する。
【0045】
請求項16に記載の発明は、請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことを特徴とするICカード製造方法である。
【0046】
この請求項16に記載の発明によれば、ICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【0047】
【発明の実施の形態】
以下、この発明のICカード及びICカードの製造方法の実施の形態を、図面に基づいて詳細に説明するが、この発明は、この実施の形態に限定されない。また、この発明の実施の形態は、発明の最も好ましい形態を示すものであり、この発明の用語の意義は、これに限定されない。
【0048】
図1はICカードの作成工程の概略構成図である。
【0049】
このICカードの作成工程では、長尺シート状の第1のシート材(裏シート)1が第1のシート材供給部Aに配備され、長尺シート状の第2のシート材(表シート)2が第2のシート材供給部Bに配備される。第2のシート材2に接着剤供給部Cから接着剤を供給して塗工し、接着剤加熱部Dで加熱してインレット供給部Eへ送る。
【0050】
インレット供給部Eでは、ICチップ、アンテナを有するICモジュールを含む部品のインレット3が供給され、第2のシート材2の所定位置に載置され、この第2のシート材2をバックローラ部Fへ送る。
【0051】
第1のシート材1に接着剤供給部Gから接着剤を供給して塗工し、接着剤加熱部Hで加熱してバックローラ部Fへ送る。
【0052】
バックローラ部Fは、温度調節可能なラミネートローラ4を有し、このラミネートローラ4を用いて第1のシート材1と第2のシート材2とを貼り合わせる。このラミネートローラ4の対ローラ4a,4bの温度差が0℃以上100℃以下である。この実施の形態では、第2のシート材2が受像層を有し、第1のシート材1が筆記層を有し、対ローラ4a,4bは、受像層側のローラの温度が筆記層側のローラの温度より低い温度である。
【0053】
このバックローラ部Fの後段に加熱部Iが配置され、バックローラ部Fにより貼り合わせ後に加熱部Iの対ローラ5a,5bにより加熱する。このように、第1のシート材1と第2のシート材2とを貼り合わせる前にシート材の塗工された接着剤層を再加熱し、キャタピラプレス部Jへ送る。
【0054】
バックローラ部F、加熱部I、キャタピラプレス部Jは、貼り合わせの同一ライン上にキャタピラプレス部Jが配置され、キャタピラプレス部Jは、加熱プレス部J1と冷却プレス部J2とを有し、加熱加圧した後に冷却加圧する。キャタピラプレス部Jにより加熱加圧、冷却加圧された後に、貼り合わせ品が裁断部Kへ送られる。裁断部Kでは、貼り合わせ品を枚葉シート状に断裁する。その後に、打ち抜き部Lへ送り、カード状に打ち抜く。この打ち抜き部Lでカード状に打ち抜く前に、第1のシート材1と第2のシート材2のいずれか一方にフォーマット印刷を施す。
【0055】
カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁すること、取扱が容易で、かつ打ち抜き精度が向上する。また、カード状に打ち抜く前に、フォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【0056】
図2はICカードの貼り合わせ品の画像形成体の断面図である。ICカードの貼り合わせ品のICカード基材は、第1のシート材1と第2のシート材2との間に所定の厚みの電子部品3aを備えている。電子部品3aは、アンテナ3a1、ICチップ3a2等からなり、この電子部品3aのICモジュールはインレット3に備えられている。第1のシート材1と第2のシート材2との間にインレット3を配置し、接着剤層6,7を介在して積層した積層構造である。ICチップ3a2は補強板3bで覆われ、この補強板3bはICチップ3a2より大きな形状であり、ICチップ3a2を保護している。
【0057】
この第1のシート材1または第2のシート材2の、少なくとも片面に、この実施の形態では第2のシート材2の片面に受像層8aを有し、熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報8bを設けている。また、氏名、顔画像を含む個人識別情報8bを設けた上面に透明保護層8cが転写箔の転写によって設けられ、この透明保護層8cが活性光線硬化樹脂からなる。個人識別情報8bを設けた上面に透明保護層8cを設けることで、個人識別情報8bが保護され、耐久性が向上する。
【0058】
また、この実施の形態では、第1のシート材1の片面に、筆記可能な筆記層9aを設けている。また、ICチップ3aは、顔画像の部分と重なる位置以外の位置に配置し、ICチップ3aが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上するICカードを得ることができる。
【0059】
このように、ICカードは、ICモジュールを有し、非接触式カードであり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0060】
この実施の形態では、第1のシート材1と、第2のシート材2との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードであり、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、A/Bの比率が2.5以上15以下であり、このA/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0061】
また、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率が70kgf/mm2以上300kgf/mm2以下であり、かつ30℃以上90℃以下における接着剤の弾性率が1kgf/mm2以上30kgf/mm2以下であり、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0062】
また、10℃以上30℃以下における前記接着剤の弾性率が30kgf/mm2以上70kgf/mm2以下であり、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0063】
また、ICカードは、80度以上100度以下の刃角で構成された断裁刃により断裁されて作成され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0064】
また、ICモジュールは、ICチップ周囲の前記接着剤の弾性率が10℃以上30℃以下において、5kgf/mm2以上30kgf/mm2以下であり、ICモジュールは、ICチップ3a2周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ3a2上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップ3a2の破損を防止することができる。
【0065】
また、接着剤がICチップ3a2と、このICチップ3a2を補強する補強板3bとの接着に用いられ、ICチップ3a2周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップ3a2の破損を防止することができる。
【0066】
また、接着剤に円筒型のチューブ形態の物質を含有し、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。この円筒形チューブの直径が0.1nm以上10nm以下であり、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。また、円筒形チューブがカーボンで構成され、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0067】
また、ICカード表面のICチップ3a2周辺部の平面凹凸が±10μm以内であり、ICチップ3a2周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0068】
次に、この発明の構成を詳細に説明する。
[接着剤の破断伸度]
接着剤の破断伸度とは、接着剤を一定の速さで引っ張り続けると、ある時点で接着剤がちぎれて破断する。その時までに伸びた接着剤の伸び率のことである。一般に破断伸度が小さいとはさみ状の刃物で断裁を行うときに切れやすく、破断伸度が大きいと接着剤が切れるまでの伸びが大きいため、はさみ状の刃物で断裁するときには切れにくく不利である。 一方、カード基材の一部として接着剤を用いる時は、カードが曲げられたり折られたりした時には、破断伸度の値が大きいほうが、柔軟性があり好ましい。
【0069】
パンチダイ方式でカード断裁をする場合、破断伸度が小さく接着剤硬化完了時の破断伸度が大きいのが理想的である。断裁加工時の破断伸度の好ましい範囲は5%以上500%以下であり、さらに好ましくは50%以上400%以下である。完全硬化完了時の破断伸度は150%以上1500%以下が好ましく、より好ましくは250%以上950%以下である。
[接着剤の弾性率]
接着剤に外力を加えて変形させるとき、外力によって生ずる応力と、変形によって生ずるひずみとは、変形があまり大きくない範囲では比例する(フックの法則)。接着剤の弾性率は、このときの比例定数を弾性率として求める。すなわち、弾性率CはC=(応力)/(ひずみ)で表される。弾性率が高いとハサミなどの刃物で断裁加工する場合には断裁しやすくなるが、反面、接着剤が固くなってしまうためカード耐久性は低下する。一方、弾性率が低いと断裁加工時に断面から接着剤がはみだし、カード化した場合に断面形状が劣化し外観は悪くなる。 この発明の請求項に示される範囲が、好ましい接着剤の弾性率の範囲である。
<破断伸度、2%弾性率の測定方法>
この発明における樹脂破断伸度(%)、2%弾性率は、23℃55%RHの条件下で、接着剤を塗工後を300時間以上放置した後、株式会社オリエンテックテンシロン万能試験機RTA−100を用いデーター処理は、テンシロン多機能型データー処理TYPE MP−100/200S Ver.44を用い測定を行った。樹脂の固定手段はエアーチャック方式で固定した。クロスヘッドスピードは、5〜100mm/min、RANGEは5〜100%、荷重は0.1〜500kgを選択することができるが、この発明の評価では、クロスヘッドスピードは、30mm/min、RANGEは20%、荷重は100kgの条件で評価を行った。
【0070】
接着剤の破断伸度、2%弾性率を測定するに当たり、特に単独膜を作成するのは難しいため、PP離型シートに500μmの樹脂層を形成し所望のサンプルを作成し測定を行った。測定は、1cm幅のサンプルをエアーチャックに固定し引っ張り試験を行った。
【0071】
破断伸度は、引っ張り時の活性光線硬化樹脂の破断又は亀裂が入ったときの破断点伸びから破断点伸度を求めた。
[打ち抜き方式]
打ち抜き方式として、パンチダイ方式と中空刃方式があり、この発明では刃の種類をパンチダイ方式の刃と中空刃とを用いた。ここで言うパンチダイ方式とは上下が対となった金型を用い、その上下の刃の角度が90度前後で合わさり、シートを断裁する方式のことである。パンチダイ方式の断裁刃の角度は80°以上100°以下であることが好ましく、より好ましくは85°以上95°以下である。
【0072】
中空刃方式とは上方からの刃でシートを打ち抜く刃のことであり、打ち抜く際の刃の角度が30度前後であるものである。中空刃防止基の断裁刃の角度は20°以上40°以下であることが好ましく、より好ましくは25°以上35°以下である。
【0073】
パンチダイ方式は刃の構造が簡易であるため、多量のシートを打ち抜くのに適しているが、破断伸度の高いシートに対しては打ち抜くことが困難である。
【0074】
一方、中空刃は刃の角度が鋭角であるため、どのような破断伸度のシートも打ち抜くことが可能であるが、耐久性などの面でパンチダイ方式より劣り、刃が斜めに入るためシート基材に塗工してある受像層や筆記層が割れる懸念があるため、好ましい刃の角度は30°前後である。
[バックロール温調]
この発明における第1のシート材1と第2のシート材2を貼合させるラミネートローラ4は、温度調整機構がついており、このラミネートローラ4の温度が40℃以上90℃以下であることが好ましい。この温度調整機構としては、ラミネートローラ4を電気的に加熱したり、ラミネートローラ4内部に熱風を吹き込んだり、温調した液体を循環させる方法などがあるが、温水を循環させる方法が簡便で好ましい。より好ましい温度範囲としては60℃以上90℃以下である。
【0075】
加えて、塗工された接着剤の温度低下を防ぐために、塗工された接着剤が相手側シートと貼り合わされる前に再加熱のための加熱装置をつけるほうが好ましい。加熱装置の温度は50℃以上120℃以下が好ましく、更に好ましくは60℃以上120℃以下である。
[ラミネート時の環境]
通常、ラミネートをする際に特に環境湿度や温度を調整せずとも接着剤は塗工可能で、接着剤の硬化も進行するが、湿気硬化型接着剤を用いる際は作成時から温度と湿度を与えるような環境で作業が行われるほうが接着剤硬化速度が速くなり、接着剤の完全硬化が速くなる。作成時の環境としては、温度は20℃以上50℃以下が好ましく、湿度は70%以上100%以下が好ましい。
[ラミネート後のシート保管環境]
接着剤が塗工され、貼り合わされたシートは接着剤が硬化するまで保管される。シートの保管環境は温度が20℃以上50℃以下で、かつ湿度が40%以上100%以下であることが好ましい。温湿度がこれらの値以下だと接着剤の硬化が進まず、温度がこの範囲以上であると接着剤に発泡が生じてシートが膨れる原因となる。
【0076】
シートは約3日後でシート間の剥離強度が1500g/2.5cm以上となり、持ち運んだり、シートを断裁加工しても、シートがゆがんだり、たわんだりしなくなる。その後1週間から4週間かけて接着剤が完全に硬化する。
[シート間にはさむ金属板]
ラミネートされたシートは内部に回路やICチップ等が入ると凹凸が生じ、垂直に積み重ねることが困難になるため、シート数枚おきに強度のある平板な金属板を入れると、シート表面の凹凸を打ち消すことができ、シートを垂直にたわみなく積み上げることが可能となる、金属板を挟む間隔は1枚以上400枚以下が好ましく、5枚以上200枚以下がより好ましい。金属板の種類は特に規定しないが、強度、重量からSUS板が好ましい。
[シートにかかる荷重]
ラミネートした直後のシートは接着剤の硬化が完了していないため、貼り合わされた2枚のシートの密着性を上げるために、保管する際にはある程度の荷重をかけることが必要である。また、かける荷重が大きすぎると、シートに歪みが生じたり、貼り合わされたシートの内部にあるICチップ3a2などが破損する可能性がある。シートに加えられる荷重は2kg/m2以上1500kg/m2以下であることが好ましい。
[完全硬化の判断]
この発明の湿気硬化型接着剤を用いたシートの硬化後とは、湿気硬化型接着剤に含まれるイソシアネート基が95%以上反応した時のことで、硬化の確認には作成したシートをカード状に断裁し、90℃以上の熱処理を行った際に炭酸ガスの発生による膨れが生じるか否かで反応が終了しているかどうかを判断することができる。反応の途中経過を知るには、赤外吸収スペクトルを測定し、スペクトル強度よりイソシアネート基(NCO基)の量を定量することで調べることができる。
[接着剤の塗工粘度]
ラミネートシート作成時の接着剤塗工粘度が5000mPsよりも小さい場合はカードを貼り合わせる際に気泡が多く発生し、平面凹凸性が悪化し、40000mPsよりも大きい場合では接着剤の塗布性が劣化するため、平面凹凸性が悪化する。平面凹凸性の他に、硬化後のカード表面強度が低下するといった問題が発生するため、好ましくは7000mPs以上30000 mPs以下、より好ましくは7000mPs以上20000 mPs以下である。塗工温度は140℃以下が好ましく、より好ましくは130℃以下である。
[チューブ形態の物質]
ICカードの接着層に強度と柔軟性を与えるために、接着層に物質を添加することが可能であり、一般的に単繊維などの円筒形の物質が好ましく、その中でも内部が中空であるチューブ形態の物質を添加することがより好ましい。素材としては各種の有機物質や無機物質を用いることが可能であるが、その中でも特に主成分がカーボンで構成されているものが好ましい。
【0077】
円筒形のチューブの大きさは直径が0.1nm以上10nm以下のものが好ましい。これより大きいサイズであると、接着剤との界面にクラックや剥離が生じて強度が低下し、またこれより小さいとクッション材としての効果や折り曲げられた時の耐性が小さくなるため不適である。
【0078】
カーボンナノチューブには多層カーボンナノチューブと単層カーボンナノチューブとに分けられる。多層カーボンナノチューブとは数十層の円筒型の黒鉛構造のシートが入れ子になった形態で単層カーボンナノチューブは円筒型の黒鉛構0造のシート層が一層のものである。この発明においてどちらを用いても構わないが、多層カーボンナノチューブのほうが化学的安定性及び機械的強度において単層のものより優れており好ましい。
【0079】
カーボンナノチューブの製造には一般的にアーク法、Laser−ablation法、化学気相成長法(CVD法)が知られているが、この中でもCVD法が量産に適しており好ましく用いられる。この発明での添加量は使用接着剤の重量の10分の1以下であることが好ましい。
[ICカード基材作成用接着剤]
この発明の貼り合わせ材料としては、ホットメルト接着剤、熱可塑性樹脂等を用いることが好ましい。例えば、ホットメルト接着剤は、一般に使用されているものを用いることができる。ホットメルト接着剤の主成分としては、例えばエチレン・酢酸ビニル共重合体(EVA)系、ポリエステル系、ポリアミド系、熱可塑性エラストマー系、ポリオレフィン系などが挙げられる。但し、この発明においては、低温接着剤の中でも具体的には湿気硬化型接着剤が好ましい。
【0080】
反応型ホットメルト接着剤として湿気硬化型の材料で特開2000−036026、特開2000−219855、特開平2000−211278、特開2002−175510で開示されている。これら接着剤のいずれも使用してもよいが、この発明においては、この発明の範囲の物性の接着剤が好ましく用いられる。
【0081】
接着剤の膜厚は、電子部品と含めた厚さで100〜600μmが好ましく、より好ましくは150〜500μm、更に好ましくは150μ〜450μmである。
【0082】
また、120℃における粘度が5000mPsよりも小さい場合はカードを、貼り合わせる際に気泡が多く発生し、平面凹凸性が悪化し、20000mPsよりも大きい場合では接着剤の塗布性が劣化するため、平面凹凸性が悪化する。硬化後のカード表面強度が低下するといった問題や、バリやヒゲといった問題が発生するため、好ましくは7000mPs以上20000 mPs以下である。
[電子部品]
電子部品とは、情報記録部材のことを示し、具体的には電子カードの利用者の0情報を電気的に記憶するICチップ及び該ICチップに接続されたコイル状のアンテナ体である。ICチップはメモリのみやそれに加えてマイクロコンピューターなどである。場合により電子部品にコンデンサーを含んでもよい。この発明はこれに限定はされず情報記録部材に必要な電子部品であれば特に限定はない。
【0083】
ICモジュールはアンテナコイルを有するものであるが、アンテナパターンを有する場合、導電性ペースト印刷加工、或いは銅箔エッチング加工、巻線溶着加工等のいずれかの方法を用いてもよい。プリント基板としては、ポリエステル等の熱可塑性のフィルムが用いられ、更に耐熱性が要求される場合はポリイミドが有利である。ICチップとアンテナパターンとの接合は銀ペースト、銅ペースト、カーボンペースト等の導電性接着剤(日立化成工業のEN−4000シリーズ、東芝ケミカルのXAPシリーズ等)や、異方性導電フィルム(日立化成工業製アニソルム等)を用いる方法、或いは半田接合を行う方が知られているがいずれの方法を用いてもよい。
【0084】
予めICチップを含む部品を所定の位置に載置してから樹脂を充填するために、樹脂の流動による剪断力で接合部が外れたり、樹脂の流動や冷却に起因して表面の平滑性を損なったりと安定性に欠けることを解消するため、予め基板シートに樹脂層を形成しておいて該樹脂層内に部品を封入するために該電子部品を多孔質の樹脂フィルム、多孔質の発泡性樹脂フィルム、可撓性の樹脂シート、多孔性の樹脂シート又は不織布シート状にし使用されることが好ましい。例えば特願平11−105476号等の記載されている方法等を用いることができる。
【0085】
また、ICチップは点圧強度が弱いためにICチップ近傍に補強板を有することも好ましい。
【0086】
電子部品の全厚さは10〜300μmが好ましく、より好ましくは30〜300μm、更に好ましくは30〜250μmが好ましい。
[第1のシート材と、第2のシート材との間に電子部品とを備える方法]
この発明において、第1のシート材と第2のシート材との間に所定の電子部品とを備えるために製造方式としては、熱貼合法、接着剤貼合法及び射出成形法が知られているが、いずれの方法で貼り合わしてもよい。また、第1のシート材と第2のシート材は貼り合わせる前後いずれかにフォーマット印刷又は、情報記録を行ってもよく、オフセット印刷、グラビア印刷、シルク印刷、スクリーン印刷、凹版印刷、凸版印刷、インクジェット方式、昇華転写方式、電子写真方式、熱溶融方式等のいずれの方式によって形成することができる。
【0087】
この発明のIC搭載カード基材の製造方法は、特開2000−036026、特開2000−219855、特開2000−211278、特開平10−316959、特開平11−5964等のように貼り合わせ、塗設方法が開示されている。いずれの貼り合わし方式、塗設方式方法等を用いることができ、この発明には特に制限ない。
【0088】
また、特定の位置に接着剤を配置させる方法としては、スクリーン印刷法、グラビア印刷法などにより、所定位置に接着剤を塗布することにより製造することができる。また、ホットメルト接着剤を使用する場合には、ハンドガンタイプのホットメルトアプリケーターにより、ノズルから接着剤をビード状に塗布することでそれぞれの配置へ塗布することも可能である。
【0089】
或いは、フィルム状に加工された該接着剤を、所定の配置に設置するべく断裁し、それぞれの配置へ設置した後に、加熱、加圧処理を施して貼り合わせることもできる。
[ICカード基材用シート材]
第1のシート材と第2のシート材であるICカード基材用シート材は、基材としては例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート共重合体等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリメチルペンテン等のポリオレフィン樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリ4フッ化エチレン、エチレン−4フッ化エチレン共重合体、等のポリフッ化エチレン系樹脂、ナイロン6、ナイロン6.6等のポリアミド、ポリ塩化ビニル、塩化ビニル/酢酸ビニル共重合体、エチレン/酢酸ビニル共重合体、エチレン/ビニルアルコール共重合体、ポリビニルアルコール、ビニロン等のビニル重合体、生分解性脂肪族ポリエステル、 生分解性ポリカーボネート、生分解性ポリ乳酸 、生分解性ポリビニルアルコール、生分解性セルロースアセテート、生分解性ポリカプロラクトン等の生分解性樹脂、三酢酸セルロース、セロファン等のセルロース系樹脂、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、等のアクリル系樹脂、ポリスチレン、ポリカーボネート、ポリアリレート、ポリイミド等の合成樹脂シート、又は上質紙、薄葉紙、グラシン紙、硫酸紙等の紙、金属箔等の単層体或いはこれら2層以上の積層体が挙げられる。この発明の支持体の厚みは30〜300μm望ましくは50〜200μmである。
【0090】
この発明においては、支持体の熱による収縮、反りなどによるカード基材搬送性の観点から低温接着剤の他にシート部材として150℃/30minにおける熱収縮率が縦(MD)で1.2%以下、横(TD)で0.5%以下が好ましい。また、支持体上に後加工上密着性向上のため易接処理を行っていても良く、チップ保護のために帯電防止処理を行っていても良い。
【0091】
具体的には、帝人デュポンフィルム株式会社製のU2シリーズ、U4シリーズ、ULシリーズ、東洋紡績株式会社製クリスパーGシリーズ、東レ株式会社製のE00シリーズ、E20シリーズ、E22シリーズ、X20シリーズ、E40シリーズ、E60シリーズQEシリーズを好適に用いることができる。
【0092】
この発明の第2のシート材は、カード利用者の顔画像を形成するため受像層のほかにクッション層を設けてもよい。個人認証カード基体表面には画像要素が設けられ、顔画像等の認証識別画像、属性情報画像、フォーマット印刷から選ばれる少なくとも一つが設けられたものであってもよく、また全く印刷部分のないホワイトカードであってもよい
[貼り合せ]
貼り合わせ時には、基材の表面平滑性、第1のシート材と第2のシート材との間に所定の電子部品の密着性を向上するために加熱及び加圧を行うことが好ましく、上下プレス方式、ラミネート方式等で製造することが好ましい。加熱は、10〜180℃が好ましく、より好ましくは30〜150である。加圧は、1.0〜300kgf/cm2が好ましく、より好ましくは1.0〜200kgf/cm2である。これより圧が高いとICチップが破損する。加熱及び加圧時間は好ましくは、0.001〜90secより好ましくは0.001〜60secである。これより時間が長いと製造効率が低下する。
【0093】
また、湿気硬化型接着剤のように水分等の影響により反応速度が低下するものは、即ち接着力、カード耐久性を劣化させるので貼り合わせる際に真空下若しくは窒素下で貼り合わせることがより効果的である。その貼合又は塗設工程において、所定の加圧加温条件の下で基板用の部材、電子部品保持体及び表面用の部材とが貼り合わされるので、電子部品保持体自身を接着剤にして基板用の部材と、その電子部品保持体と、表面用の基板とを再現性良く貼り合わせることができる。
【0094】
第1のシート材と第2のシート材が接着剤を介して貼り合わされ、その接着剤の層中にICチップおよびアンテナを有するICモジュールを有するICカード用のシートは、所定の条件下で保管された後に、ICカード用のシートを打ち抜き金型に供給し、前記打ち抜き金型によって、ICカード用のシートからICカードを打ち抜くことによって、ICカードは製造される。
【0095】
この場合、打ち抜き加工の前に、認証識別画像や書誌事項を記録してもよい。
[熱硬化型樹脂層]
この発明において、画像記録体上に作成する熱硬化性樹脂組成物としては、例えばエポキシ系、ポリエステル系、アクリル系等の樹脂に硬化剤や硬化触媒、流展剤、その他添加剤等を配合してもよい。
【0096】
ポリエステル樹脂の組成としては、ジカルボン酸成分としてテレフタル酸、イソフタル酸等の芳香族ジカルボン酸を主体とし、ジオール成分としてエチレングリコール、ネオペンチルグリコール等の脂肪族ジオールを主体とするものがよく、これらにアジピン酸やアゼライン酸等の脂肪族ジカルボン酸、トリメリット酸やピロメリット酸等の三価以上のカルボン酸、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリト−ル等の三価以上のアルコール等を少量含んでいるものは溶融流動性、架橋反応性が向上するのでより好ましい。
【0097】
また、ポリエステル樹脂の平均重合度は5〜50の範囲のものが好ましい。これより低いものはフィルムにしたとき十分な強度が得られず、これより高いものは粉砕が困難になる。次に硬化剤としては、ポリエステルの末端基が−OH型のものはイソシアナート化合物やメラミン樹脂、例えばε−カプロラクタムブロックイソシアナートやメチル化メラミン等がある。末端基が−COOH型のものはエポキシ樹脂やトリグリシジルイソシアヌレート等がある。
[熱又は光硬化型樹脂層作成方法]
熱又は光硬化型樹脂層を画像記録体上に作成する場合、塗布方式で作成するか若しくは転写箔で形成することが好ましい。
【0098】
画像記録体上に保護する方法として塗布を選択する場合、従来公知の方法、例えば回転塗布、ワイヤーバー塗布、ディップ塗布、フェルト塗布、エアーナイフ塗布、スプレ−塗布、エアースプレ−塗布、静電エアースプレ−塗布、ロール塗布ブレード塗布及びカーテン塗布等の方法が用いられる。この際塗布量は用途により異なるが、例えば固形分として0.05〜50.0g/m2の塗布量が好ましい。なお、塗布量が少なくなるにつれて見かけの感度が大になるが画像形成層の皮膜特性、耐薬品性が低下する。
【0099】
塗布後硬化させる方法として活性な電磁波を発生させるものは全て用いることができる。例えば、レーザー、発光ダイオード、キセノンフラッシュランプ、ハロゲンランプ、カーボンアーク燈、メタルハライドランプ、タングステンランプ、水銀灯、無電極光源等をあげることができる。好ましくは、キセノンランプ、ハロゲンランプ、カーボンアーク燈、メタルハライドランプ、タングステンランプ、水銀灯等の光源が挙げられ、この際加えられるエネルギーは、重合開始剤の種類のより、露光距離、時間、強度を調整することにより適時選択して用いることができる。
[熱処理]
熱エネルギーを加えることもでき手段としては、オーブン、ヒ−トロ−ル、ホットスタンプ、サーマルヘッド、レーザー光、赤外線フラッシュ、熱ペンなどを適時選択して用いることができる。
【0100】
この発明の熱又は光硬化型樹脂層からなる保護は、耐熱性の支持体、例えばポリエチレンテレフタレート樹脂フィルム上に塗工によって形成された透明保護層リボンもしくは透明保護箔をあらかじめ用意しておき、これを、例えば、サーマルヘッドや熱転写ロールを用いて、熱転写することによって形成することができる。
[ICカード上への転写箔付与方法]
転写箔の被転写材への転写は通常サーマルヘッド、ヒートローラー、ホットスタンプマシンなどの加熱しながら加圧を行える手段を用い転写を行う。
[熱転写記録法で昇華もしくは熱拡散性染料画像を受容する受像層]
第2のシート材に有する受像層は、バインダーと各種の添加剤で形成することができる。
【0101】
この発明における受像層は、昇華型熱転写方式により階調情報含有画像を形成すると共に、昇華型熱転写方式または溶融型熱転写方式により文字情報含有画像を形成するので、昇華性色素の染着性、または昇華性色素の染着性とともに熱溶融性インクの接着性も良好でなければならない。かかる特別な性質を受像層に付与するには、後述するように、バインダー、および各種の添加剤の種類およびそれらの配合量を適宜に調整することが必要である。
【0102】
以下、受像層を形成する成分について詳述する。
【0103】
この発明における受像層用のバインダーは、通常に知られている昇華型感熱転写記録受像層用のバインダーを適宜に用いることができる。主なバインダーとしては、塩化ビニル系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、アクリル系樹脂、ポリスチレン系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂などさまざまのバインダーを使用することができる。
【0104】
ただし、この発明によって形成される画像につき、実際的要求(たとえば発行されるIDカードに所定の耐熱性が要求されるなど)が存在するのであれば、そのような要求項目を満たすようにバインダーの種類あるいは組み合わせを考慮することが必要になる。画像の耐熱性を例にすると、60℃以上の耐熱性が要求されるのであれば、昇華性色素のにじみを考慮して、Tgが60℃以上であるバインダーを使用するのが好ましい。
【0105】
また、受像層を形成するに際して、必要に応じて、例えば金属イオン含有化合物を含有させるのが好ましい場合がある。特に熱移行性化合物がこの金属イオン含有化合物と反応してキレートを形成する場合である。
【0106】
金属イオン含有化合物を構成する金属イオンとしては、例えば周期律表の第I〜第VIII族に属する2価および多価の金属が挙げられるが、中でもAl、Co、Cr、Cu、Fe、Mg、Mn、Mo、Ni、Sn、Ti、Zn等が好ましく、特にNi、Cu、Co、Cr、Zn等が好ましい。これらの金属イオンを含有する化合物としては、金属の無機または有機の塩および該金属の錯体が好ましい。具体例を挙げると、Ni2+、Cu2+、Co2+、Cr2@およびZn2+を含有した下記一般式で表される錯体が好ましく用いられる。
[M(Q1)k(Q2)m(Q3)n]p+p(L−)
ただし、式中Mは金属イオンを表し、Q1、Q2、Q3は各々Mで表される金属イオンと配位結合可能な配位化合物を表し、これらの配位化合物としては例えば「キレート化学(5)(南江堂)」に記載されている配位化合物から選択することができる。特に好ましくは、金属と配位結合する少なくとも一個のアミノ基を有する配位化合物を挙げることができ、更に具体的には、エチレンジアミンおよびその誘導体、グリシンアミドおよびその誘導体、ピコリンアミドおよびその誘導体が挙げられる。
【0107】
Lは錯体を形成しうる対アニオンであり、Cr、SO4、ClO4 等の無機化合物アニオンやベンゼンスルホン酸誘導体、アルキルスルホン酸誘導体等の有機化合物アニオンが挙げられるが、特に好ましくはテトラフェニルホウ素アニオンおよびその誘導体、ならびにアルキルベンゼンスルホン酸アニオンおよびその誘導体である。kは1、2または3の整数を表し、mは1、2または0を表し、nは1または0を表すが、これらは前記一般式で表される錯体が4座配位か、6座配位かによって決定されるか、あるいはQ1、Q2、Q3の配位子の数によって決定される。pは1、2または3を表す。
【0108】
この種の金属イオン含有化合物としては、米国特許第4,987,049号明細書に例示されたものを挙げることができる。前記金属イオン含有化合物を添加する場合、その添加量は受像層に対して、0.5〜20g/m2が好ましく、1〜15g/m2がより好ましい。
【0109】
また、受像層には、離型剤を添加することが好ましい。有効な離型剤としては、用いるバインダーと相溶性のあるものが好ましく、具体的には変性シリコーンオイル、変性シリコーンポリマーが代表的であり、例えばアミノ変性シリコーンオイル、エポキシ変性シリコーンオイル、ポリエステル変性シリコーンオイル、アクリル変性シリコーン樹脂、ウレタン変性シリコーン樹脂などが挙げられる。このなかでもポリエステル変性シリコーンオイルはインクシートとの融着を防止するが、受像層の2次加工性を妨げないという点で特に優れている。受像層の2次加工性とは、マジックインキでの筆記性、できた画像を保護する際に問題となるラミネート性などを指す。この他、離型剤としてはシリカ等の微粒子も有効である。2次加工性を問題としない場合は融着防止策として硬化型シリコーン化合物の使用も有効である。紫外線硬化型シリコーン、反応硬化型シリコーンなどが入手可能であり、大きな離型効果が期待できる。
【0110】
この発明における受像層は、その形成成分を溶媒に分散あるいは溶解してなる受像層用塗工液を調製し、その受像層用塗工液を支持体の表面に塗布し、乾燥する塗工法によって製造することができる。
【0111】
支持体の表面に形成される受像層の厚みは、一般に1〜50μm、好ましくは2〜10μm程度である。この発明においては、支持体と受像層との間にクッション層あるいはバリヤー層を設けることもできる。クッション層を設けると、ノイズが少なくて、画像情報に対応した画像を再現性良く転写記録することができる。クッション層を構成する材質としては、例えばウレタン樹脂、アクリル樹脂、エチレン系樹脂、ポリプロピレン系樹脂、ブタジエンラバー、エポキシ樹脂、特願平2001−16934等に記載の光硬化型樹脂等が挙げられる。クッション層の厚さは通常、1〜50μm、好ましくは3〜30μmである。
【0112】
この発明の受像層は、受像層とICカード基材製造装置搬送部材の距離関係が、次式1の関係にあることが好ましい。第2のシート材に有する受像層と搬送シート材の距離関係式―1が受像層と搬送部材の距離/第2のシート材又は第1のシート材の厚さ=0〜0.3で有ることが更に好ましい。0.3以上であると受像層の役割が低下し印字性等の性能が劣化してしまい問題である。
【0113】
この発明においては、受像層上にフォーマット印刷からなる情報坦持体層を設けることができる。
【0114】
フォーマット印刷からなる情報坦持体とは、識別情報及び書籍情報を記録した複数の選ばれる少なくとも一つが設けられた情報坦持体を表し、具体的には、罫線、社名、カード名称、注意事項、発行元電話番号等を表す。
【0115】
フォーマット印刷からなる情報坦持体の形成には、日本印刷技術協会出版の「平版印刷技術」、「新・印刷技術概論」、「オフセット印刷技術」、「製版・印刷はやわかり図鑑」等に記載されている一般的なインキを用いて形成することができ、光硬化型インキ、油溶性インキ、溶剤型インキなどにカーボンなどのインキにより形成される。
【0116】
また、場合により目視による偽造防止の為に透かし印刷、ホログラム、細紋等が採用されてもよく、偽造変造防止層としては印刷物、ホログラム、バーコード、マット調柄、細紋、地紋、凹凸パターンなどで適時選択さ、可視光吸収色材、紫外線吸収材、赤外線吸収材、蛍光増白材、金属蒸着層、ガラス蒸着層、ビーズ層、光学変化素子層、パールインキ層、隣片顔料層、帯電防止層などから表シートに印刷等で設けることも可能である。
【0117】
この発明のクッション層を形成する材料としては、特願2001−1693記載の光硬化型樹脂、ポリオレフィンが好ましい。例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−水素添加イソプレン−スチレンブロック共重合体、ポリブタジエンのような柔軟性を有し、熱伝導性の低いものが適する。
[クッション層]
この発明のクッション層を形成する材料としては、ポリオレフィンが好ましい。例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−水素添加イソプレン−スチレンブロック共重合体、ポリブタジエン、光硬化型樹脂層のような柔軟性を有し、熱伝導性の低いものが適する。具体的には、特願平2001−16934等のクッション層を使用することができる
この発明でいうクッション層とは、受像層と電子部品の間にクッション層を有するかいずれの形態であれば特に制限はないが、基体と実質的に同質の別支持体の第2のシート材もしくは第1、第2のシート材両面上に塗設あるいは貼合されて、形成されることが特に好ましい。
[筆記層]
筆記層は、IDカードの裏面に筆記をすることができるようにした層である。このような筆記層としては、例えば炭酸カルシウム、タルク、ケイソウ土、酸化チタン、硫酸バリウム等の無機微細粉末を熱可塑性樹脂(ポリエチレン等のポリオレフィン類や、各種共重合体等)のフィルムに含有せしめて形成することができる。特開平1−205155号公報に記載の「書き込み層」をもって形成することができる。前記筆記層は支持体における、複数の層が積層されていない第1シート部材に形成される。
【0118】
また、筆記層にはワックスを添加しても良い。ワックスとしては合成系のワックスが好ましく用いられ、代表的なものとしてポリエチレンワックスが好ましく用いられる。その他パラフィンワックスやカルナバワックス等の一般的なワックスを用いることができる。WAX含有率は備考層全量中の0.5重量%以上50重量%以下であり、好ましくは1重量%以上20重量%以下である。
[転写箔用支持体]
支持体としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート共重合体等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリメチルペンテン等のポリオレフィン樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリ4フッ化エチレン、エチレン−4フッ化エチレン共重合体、等のポリフッ化エチレン系樹脂、ナイロン6、ナイロン6.6等のポリアミド、ポリ塩化ビニル、塩化ビニル/酢酸ビニル共重合体、エチレン/酢酸ビニル共重合体、エチレン/ビニルアルコール共重合体、ポリビニルアルコール、ビニロン等のビニル重合体、三酢酸セルロース、セロファン等のセルロース系樹脂、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、等のアクリル系樹脂、ポリスチレン、ポリカーボネート、ポリアリレート、ポリイミド等の合成樹脂シート、又は上質紙、薄葉紙、グラシン紙、硫酸紙等の紙、金属箔等の単層体或いはこれら2層以上の積層体が挙げられる。
【0119】
この発明の支持体の厚みは10〜200μm望ましくは15〜80μmである。10μm以下であると支持体が転写時に破壊してしまい問題である。この発明の特定離型層においては、ポリエチレンテレフタレートが好ましい。
【0120】
この発明の支持体は、必要に応じて凹凸を有することができる。凹凸作成手段としては、マット剤練り込み、サンドブラスト加工、ヘアライン加工、マットコーティング、もしくはケミカルエッチング等が挙げられる。マットコーティングの場合有機物及び無機物のいずれでもよい。例えば、無機物としては、スイス特許第330,158号等に記載のシリカ、仏国特許第1,296,995号等に記載のガラス粉、英国特許第1,173,181号等に記載のアルカリ土類金属又はカドミウム、亜鉛等の炭酸塩、等をマット剤として用いることができる。有機物としては、米国特許第2,322,037号等に記載の澱粉、ベルギー特許第625,451号や英国特許第981,198号等に記載された澱粉誘導体、特公昭44−3643号等に記載のポリビニルアルコール、スイス特許第330,158号等に記載のポリスチレン或いはポリメタアクリレート、米国特許第3,079,257号等に記載のポリアクリロニトリル、米国特許第3,022,169号等に記載されたポリカーボネートの様な有機マット剤を用いることができる。マット剤の付着方法は、予め塗布液中に分散させて塗布する方法であってもよいし、塗布液を塗布した後、乾燥が終了する以前にマット剤を噴霧する方法を用いてもよい。また、複数の種類のマット剤を添加する場合は、両方の方法を併用してもよい。この発明で凹凸加工する場合、転写面、背面のいずれか片面以上に施すことが可能である。
[転写箔離型層]
剥離層としては、高ガラス転移温度を有するアクリル樹脂、ポリビニルアセタール樹脂、ボリビニルブチラール樹脂などの樹脂、ワックス類、シリコンオイル類、フッ素化合物、水溶性を有するポリビニルピロリドン樹脂、ポリビニルアルコール樹脂、Si変性ポリビニルアルコール、メチルセルロース樹脂、ヒドロキシセルロース樹脂、シリコン樹脂、パラフィンワックス、アクリル変性シリコーン、ポリエチレンワックス、エチレン酢酸ビニルなどの樹脂が挙げられ、他にポリジメチルシロキサンやその変性物、例えばポリエステル変性シリコーン、アクリル変性シリコーン、ウレタン変性シリコーン、アルキッド変性シリコーン、アミノ変性シリコーン、エポキシ変性シリコーン、ポリエーテル変性シリコーン等のオイルや樹脂、またはこの硬化物、等が挙げられる。他のフッ素系化合物としては、フッ素化オレフィン、パーフルオロ燐酸エステル系化合物が挙げられる。好ましいオレフィン系化合物としては、ポリエチレン、ポリプロピレン等の分散物、ポリエチレンイミンオクタデシル等の長鎖アルキル系化合物等が挙げられる。これらの離型剤で溶解性の乏しいものは分散するなどして用いることができる。
【0121】
転写箔を2枚転写する場合は熱可塑性エラストマーを添加してもよい。熱可塑性エラストマーは具体的にスチレン系(スチレン・ブロック・コポリマー(SBC))、オレフィン系(TP)、ウレタン系(TPU)、ポリエステル系(TPEE)、ポリアミド系(TPAE)、1,2−ポリブタジエン系、塩ビ系(TPVC)、フッ素系、アイオノマー樹脂、塩素化ポリエチレン、シリコーン系等が上げられ具体的には1996年度版「12996の化学商品」(化学工業日報社)等に記載されている。
【0122】
この発明で好適に用いられる、ポリスチレンとポリオレフィンのブロックポリマーからなる引っ張り伸びが100%以上熱可塑性エラストマーとは、スチレンおよび炭素数10以下の直鎖または分岐の飽和アルキルのブロックからなる熱可塑性樹脂(以下熱可塑性樹脂S1ともいう)を言う。特に、ポリスチレン相とポリオレフィンを水素添加した相をもつブロックポリマーであるスチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン/ブチレン−スチレン(SEBS)、スチレン−エチレン/プロピレン−スチレン(SEPS)、スチレン−エチレン/プロピレン(SEP)のブロックポリマー等があげられる。
【0123】
また、必要に応じて、この発明の離型層と樹脂層或いは活性光線硬化層との間に熱硬化型樹脂層を用いてもよい。具体的には、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、キシレン樹脂、グアナミン樹脂、ジアリルフタレート樹脂、フェノール樹脂、ポリイミド樹脂、マレイン酸樹脂、メラミン樹脂、尿素樹脂、ポリアミド樹脂、ウレタン樹脂等が挙げられる。
【0124】
転写箔の透明樹脂層は、ポリビニルブチラール樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリエステル樹脂、エポキシ樹脂、ノボラック樹脂、スチレン、パラメチルスチレン、メタクリル酸エステル、アクリル酸エステル等のビニル単量体やセルロース系、熱可塑性ポリエステル、天然樹脂等、他の任意の高分子重合体を併用してもよい。また、その他、赤松清監修、「新・感光性樹脂の実際技術」、(シーエムシー、1987年)や「10188の化学商品」657〜767頁(化学工業日報社、1988年)記載の業界公知の有機高分子重合体を併用してもよい。
【0125】
この発明においては、ICカード上に保護をする目的で光又は/熱硬化性層を転写箔で設けることが好ましい。光又は/熱硬化性層とは前記記載の組成物からなる材料であれば特に制限はない。透明樹脂層の厚みは0.3〜50μmが好ましく、より好ましくは0.3〜30μm、特に好ましくは0.3〜20μmである。
【0126】
転写箔の中間層としては、中間層1層以上の層から構成されることが好ましく場合によりプライマー層、バリヤ層として介在しても層間の接着性をさらに向上させてもよい。
【0127】
例えば塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、ポリビニルアルコール、ポリカーボネート、セルロース系樹脂、スチレン系樹脂、ウレタン系樹脂、アミド系樹脂、尿素系樹脂、エポキシ樹脂、フェノキシ樹脂、ポリカプロラクトン樹脂、ポリアクリロニトリル樹脂、SEBS樹脂、SEPS樹脂、およびそれらの変性物などを用いることができる。
【0128】
上述した樹脂の中でも、この発明の目的に好ましいのは、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリビニルブチラール系樹脂、スチレン系樹脂、エポキシ樹脂、ウレタン系樹脂、ウレタンアクリレート樹脂、SEBS樹脂、SEPS樹脂である。これらの樹脂は一種を単独に用いることもできるし、二種以上を組み合わせて用いることもできる。
【0129】
具体的な化合物としては、ポリスチレンとポリオレフィンのブロックポリマーからなる熱可塑性樹脂、ポリビニルブチラール等が好ましい。この発明の中間層において、重合度が1000以上のポリビニルブチラール樹脂としては積水化学工業(株)製のエスレックBH−3、BX−1、BX−2、BX−5、BX−55、BH−S、電気化学工業(株)製のデンカブチラール#4000−2、#5000−A、#6000−EP等が市販されている。中間層のポリブチラールの熱硬化樹脂としては熱硬化前の重合度に限定はなく低重合度の樹脂でもよく、熱硬化にはイソシアネート硬化剤やエポキシ硬化剤等を用いることができ、熱硬化条件は50〜90℃で1〜24時間が好ましい。中間層の厚みは0.1〜1.0μmが好ましい。
【0130】
熱接着性樹脂としては、熱貼着性樹脂としてエチレン酢酸ビニル樹脂、エチンエチルアクリレート樹脂、エチレンアクリル酸樹脂、アイオノマー樹脂、ポリブタジエン樹脂、アクリル樹脂、ポリスチレン樹脂、ポリエステル樹脂、オレフィン樹脂、ウレタン樹脂、粘着付与剤(例えばフェノール樹脂、ロジン樹脂、テルペン樹脂、石油樹脂など)などが挙げられそれらの共重合体や混合物でもよい。
【0131】
具体的には、ウレタン変性エチレンエチルアクリレート共重合体としては東邦化学工業(株)製のハイテックS−6254、S−6254B、S−3129等が市販され、ポリアクリル酸エステル共重合体としては日本純薬(株)製のジュリマーAT−210、AT−510、AT−613、互応化学工業(株)製のプラスサイズL−201、SR−102、SR−103、J−4等が市販されている。ウレタン変性エチレンエチルアクリレート共重合体とポリアクリル酸エステル共重合体の重量比は9:1から2:8が好ましく、接着層の厚みは0.1〜1.0μmが好ましい。
【0132】
場合により偽変造防止の目的で光学変化素子層転写層設けることが可能である。光学変化素子(Optical Variable Device:OVD)とは、1)キネグラムのような回析格子の2次元のCG画像であり、線画像構成の画像が移動、回転、膨張、縮小等自由に動き変化する点に特徴があるもの、2)Pixelgramのような画像がポジとネガに変化する特徴があるようなもの、3)OSD(Optical Security Device)のような色が金色から緑色に変化するもの、4)LEAD(Long Lasting Economical Anticopy Device)のような像画が変化して見えるもの、5)ストライブ型OVD、6)金属箔等を表し、日本印刷学会誌(1998年)第35巻第6号P482〜P496記載に有るような用紙の素材、特殊な印刷技法、特殊インキ等でセキュリティを維持してもよい。この発明においては、ホログラムがとくに好ましい。
[ICカード作成方法]
ここでホットメルト接着剤を使用したICカードの作製方法の一例を挙げる。ICカードの作製に当たっては、先ず表裏のシートにアプリケーターでホットメルト接着剤を所定の厚さに塗工する。塗工方法としてはローラー方式、Tダイ方式、ダイス方式などの通常の方法が使用される。この発明でストライプ状に塗工する場合、Tダイスリットを間欠に開口部を持たせる等の方法があるが、これに限られるものではない。また、この発明の接着剤表面を凹凸形状にする方法としては、上記方法により塗工した接着剤表面をエンボシングロールで加圧処理する方法がある。接着剤を塗工した上下のシートの間にIC部材を装着する。装着する前に塗工した接着剤をあらかじめヒーター等で加熱させておいてもよい。その後上下シート間にIC部材を装着したものを接着剤の貼り合わせ温度に加熱したプレスで所定時間プレスするか、又はプレスでの圧延の替わりに所定温度の恒温層中でシートを搬送しながらロールで圧延してもよい。又、貼り合わせ時に気泡が入るのを防止するために真空プレスしてもよい。プレス等で貼り合わせた後は所定形状に打ち抜ぬくなり、カード状に断裁するなりしてカード化する。接着剤に反応型接着剤を用いた場合は所定時間硬化反応させた後にカード状に断裁する。硬化促進のために貼り合わせたシートのカードサイズの周囲に反応に必要な水分供給のための穴を開ける方法も有効な手段の一つである。
【0133】
この発明において、カード上サイズに基材を作成する場合、製造方法として、例えば第1のシート材と第2のシート材が接着剤を介して貼り合わし、接着後積層されたシート基材にをカード上サイズに成形する方法する選択される。カードサイズ上に成形する方法としては打ち抜く方法、断裁する方法等が主に選択される。
[実施例1]
以下、実施例を挙げて、この発明を詳細に説明するが、この発明の態様はこれに限定されない。尚、以下において「部」は「重量部」を示す。
[接着剤の作成]
用いる接着剤は、
Henkel社製Macroplast QR3460
積水化学工業(株)製エスダイン9632
多孔質高シリカアルミノシリケート(AMT−SILICA#200B;水澤化学工業製)
を併せて100重量部となるよう添加し、上記成分を温度150℃にてホモジナイザーにて、表1に示す接着剤物性となるまで攪拌し、接着剤を作成した。
<第1のシート材(裏シート)の作成>
表面シートおよび裏面シートとして帝人デュポンフィルム株式会社製U2L98W低熱収グレード188μmを使用した。
(筆記層の作成)前記支持体裏シート188μmに下記組成の第1筆記層形成用塗工液、第2筆記層形成用塗工液及び第3筆記層形成用塗工液をこの順に塗布乾燥して、それぞれの厚みが5μm、15μm、0.2μmになる様に積層することにより筆記層を形成した。
〈第1筆記層形成用塗工液〉
ポリエステル樹脂〔東洋紡績(株)製:バイロン200〕 8部
イソシアネート 1部
〔日本ポリウレタン工業(株)製:コロネートHX〕
カーボンブラック 微量
二酸化チタン粒子〔石原産業(株)製:CR80〕 1部
メチルエチルケトン 80部
酢酸ブチル 10部
〈第2筆記層形成用塗工液〉
ポリエステル樹脂 4部
〔東洋紡績(株)製:バイロナールMD1200〕
シリカ 5部
二酸化チタン粒子〔石原産業(株)製:CR80〕 1部
水 90部
〈第3筆記層形成用塗工液〉
ポリアミド樹脂〔三和化学工業(株)製:サンマイド55〕 5部
メタノール 95部
得られた筆記層の中心線平均粗さは1.34μmであった。
(筆記層へのフォーマット印刷層の形成)
オフセット印刷法により、フォーマット印刷(罫線、発行者名、発行者電話番号)を行った。印刷インキはUV墨インキを用いた。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
<第2のシート材(表シート)の作成>
表面シートおよび裏面シートとして帝人デュポンフィルム株式会社製U2L98W低熱収グレードを使用した。
【0134】
PETシートの厚みは表裏とも188μmである。
(表シートの作成)
前記支持体表シート188μmに下記組成物からなるクッション層、受像層を順次塗工乾燥してなる第2のシート材(表面シート1)を形成した。
(光硬化型クッション層) 膜厚10μm
ウレタンアクリレートオリゴマー
(新中村化学社製:NKオリゴUA512) 55部
ポリエステルアクリレート
(東亞合成社製:アロニックスM6200) 15部
ウレタンアクリレートオリゴマー
(新中村化学社製:NKオリゴUA4000) 25部
ヒドロキシシクロヘキシルフェニルケトン
(チバ・スペシャリティー・ケミカルズ:イルガキュア184) 5部
メチルエチルケトン 100部
塗布後の活性光線硬化性化合物は、90℃/30secで乾燥を行い、次いで水銀灯(300mJ/cm2)で光硬化を行った。
(受像層)
上記クッション層上に下記組成の第1受像層形成用塗工液、第2受像層形成用塗工液及び第3受像層形成用塗工液をこの順に塗布乾燥して、それぞれの厚みが0.2μm、2.5μm、0.5μmになる様に積層することにより受像層を形成した。
〈第1受像層形成用塗工液〉
ポリビニルブチラール樹脂 9部
〔積水化学工業(株)製:エスレックBL−1〕
イソシアネート 1部
〔日本ポリウレタン工業(株)製:コロネートHX〕
メチルエチルケトン 80部
酢酸ブチル 10部
〈第2受像層形成用塗工液〉
ポリビニルブチラール樹脂 6部
〔積水化学工業(株)製:エスレックBX−1〕
金属イオン含有化合物(化合物MS) 4部
メチルエチルケトン 80部
酢酸ブチル 10部
〈第3受像層形成用塗工液〉
ポリエチレンワックス 2部
〔東邦化学工業(株)製:ハイテックE1000〕
ウレタン変性エチレンアクリル酸共重合体 8部
〔東邦化学工業(株)製:ハイテックS6254〕
メチルセルロース〔信越化学工業(株)製:SM15〕 0.1部
水 90部
(フォーマット印刷層からなる情報坦持体形成)
受像層上にオフセット印刷法により、フォーマット印刷(従業員証、氏名)を行った。印刷インキはUV墨インキを用いた。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
(透明樹脂層形成)
下記組成物からなる印刷インキを用いロールミルにより混合し、印刷インキを作成した。オフセット印刷法により受像層上に印刷を行った。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
(透明樹脂層組成物1)
ウレタンアクリレートオリゴマー 50部
脂肪族ポリエステルアクリレートオリゴマー 35部
ダイロキュア1173(チバ・スペシャリティー・ケミカルズ社製) 5部
トリメチロールプロパンアクリレート 10部
(IC隠蔽層の作成)
樹脂凸印刷法により、受像層面とは反対側の支持体最表面に透かし印刷を行った。
【0135】
印刷紋様は、図3又は図4の何れかで行った。印刷印刷インキはUV墨インキにより印刷を行った。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。膜厚は1.0μmであった。
<ICカード用画像記録体の作成>
上記作成された、図5の第1のシート材(裏シート)と、図6の第2のシート材(表面シート)を用い、図7に記載のIC搭載カード基材及び受像層付きICカード基材の作成装置を用いてICカード基材を作成した。
【0136】
実施形態としてのICカード基材作成について説明をする。図7はICカード基材作成装置を示す概略構成図である。
【0137】
第1のシート材(裏シート)は第1のシート供給部、第2のシート材(表シート)は第2のシート供給部に設置する。ホットメルト剤供給部に接着剤を投入した。
【0138】
図8はICカード用材料のICモジュールの模式図であり、銅線を巻いたアンテナコイルのアンテナ3a1にICチップ3a2が接合され、電子部品3aのICモジュールである。
【0139】
図9のインレットの構造は、不織布タイプであり、プリントパターンが形成された不織布3a4とICチップ3a2がボンディング等で接合され、ICチップ3a2には補強板3bがICチップ3a2を50%以上覆うようにして介在している模式図である。日立マクセル株式会社製ICカードシート「FTシリーズ」も使用することも可能である。
【0140】
図10はプリント基板タイプであり、プリントパターンが形成されたプリント基板3a5とICチップ3a2がボンディング等で接合され、ICチップ3a2には補強板3bがICチップ3a2を50%以上覆うようにして介在している模式図である。
【0141】
使用インレットは、各種の帝人デュポンフィルム(株)製Sシリーズテトロンフィルムを加熱処理し熱収縮率を調整した。その後支持体表面に各種樹脂を1μm厚でシート両面をコーティングした。さらにこの上に厚さ10μmのアルミニウム箔を蒸着させた後、アンテナ線の形態のようにエッチング処理をした。こうして得られたベースシートの支持体上に、図11に示すように、ICチップ、補強板などを設置し、ICカード用インレットとした。
【0142】
第1のシート材に特定温度で窒素下で湿気硬化型の接着剤供給部からTダイ塗布方式により接着剤を供給し、この第1のシート材と第2のシート材に湿気硬化型接着剤とICモジュールのIC/固定部材とからなる複合体を加熱加圧ロール、(圧力3kg/cm2)膜厚制御ロールにより貼合され740μmに制御されたICカード貼り合わせシートが作成された。このICカード貼り合わせシートを図12及び図13に示す。図12は図9のインレットを用いた実施例であり、図13は図10のインレットを用いた実施例である。
【0143】
断裁工程は接着剤の初期硬化、支持体との密着性が十分に行われてから化粧断裁することが好ましい。断裁性を考慮すると接着剤は必ずしも完全に硬化させる必要はない。作成された原反はローターリカッターにより55mm×85mmサイズのICカード用画像記録体を得ることができた。仕上がったカード基材表裏面にフォーマット印刷部がない場合は、カード印刷機により樹脂凸版印刷法で、ロゴとOPニスを順次印刷した。
【0144】
また、この発明のICカード基材製造の作成環境、及び湿気硬化型接着剤、接着剤塗工温度、接着剤貼り合わせ時の温度等の条件は表1、表2に記載した。
【0145】
この断裁工程では、図14及び図15に示すカード打抜き機が用いられる。この実施の形態では、カード打抜き機を打抜金型装置で構成し、図14は打抜金型装置の全体概略斜視図であり、図15は打抜金型装置の主要部の正面端面図である。
【0146】
この打抜金型装置は、上刃110及び下刃120を有する打抜金型を備え、上刃110は、外延の内側に逃げ141が設けられた打抜用ポンチ111を含み、下刃120は、打抜用ダイス121を有する。打抜用ポンチ111を、打抜用ダイス121の中央に設けられたダイス孔122に、下降させることにより、ダイス孔122と同じサイズのICカードを打ち抜く。このために、打抜用ポンチ111のサイズは、ダイス孔122のサイズより若干小さくなっている。上部断裁刃の刃の角度が直角に近いものが一般的にパンチダイと呼ばれ、鋭角であるものが中空刃と呼ばれる。パンチダイ方式では、通常抜き落とし方式になるが、中空刃では抜き落としにせずに下敷きを設ける場合が多い。
[ICカード作成方法]
ICカードへ認証識別画像、属性情報画像の記載方法を説明する。
(昇華型感熱転写記録用のインクシートの作成)
裏面に融着防止加工した厚さ6μmのポリエチレンテレフタレートシートに下記組成のイエローインク層形成用塗工液、マゼンタインク層形成用塗工液、シアンインク層形成用塗工液を各々の厚みが1μmになる様に設け、イエロー、マゼンタ、シアンの3色のインクシートを得た。
〈イエローインク層形成用塗工液〉
イエロー染料
(三井東圧染料(株)製MSYellow) 3部
ポリビニルアセタール 5.5部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 1部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 70部
トルエン 20部
〈マゼンタインク層形成用塗工液〉
マゼンタ染料
(三井東圧染料(株)製 MS Magenta) 2部
ポリビニルアセタール 5.5部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 2部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 70部
トルエン 20部
〈シアンインク層形成用塗工液〉
シアン染料
(日本化薬(株)製 カヤセットブルー136) 3部
ポリビニルアセタール 5.6部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 1部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 20部
(溶融型感熱転写記録用のインクシートの作成)
裏面に融着防止加工した厚さ6μmのポリエチレンテレフタレートシートに下記組成のインク層形成用塗工液を厚みが2μmになる様に塗布乾燥してインクシートを得た。
〈インク層形成用塗工液〉
カルナバワックス 1部
エチレン酢酸ビニル共重合体 1部
〔三井デュポンケミカル社製:EV40Y〕
カーボンブラック 3部
フェノール樹脂〔荒川化学工業(株)製:タマノル521〕 5部
メチルエチルケトン 90部
(顔画像の形成)
受像層又は透明樹脂部、情報印刷部と昇華型感熱転写記録用のインクシートのインク側を重ね合わせインクシート側からサーマルヘッドを用いて出力0.23W/ドット、パルス幅0.3〜4.5m秒、ドット密度16ドット/mmの条件で加熱することにより画像に階調性のある人物画像を受像層に形成した。この画像においては上記色素と受像層のニッケルが錯体を形成している。
(文字情報の形成)
透明樹脂部又は鱗片顔料含有層と溶融型感熱転写記録用のインクシートのインク側を重ね合わせインクシート側からサーマルヘッドを用いて出力0.5W/ドット、パルス幅1.0m秒、ドット密度16ドット/mmの条件で加熱することにより文字情報をICカード用画像記録体上に形成した。
【0147】
上記により顔画像と属性情報を設けた。
[ICカード表面保護層添加樹脂合成例1]
窒素気流下の三ツ口フラスコに、メタアクリル酸メチル73部、スチレン15部、メタアクリル酸12部とエタノール500部、α、α′−アゾビスイソブチロニトリル3部を入れ、窒素気流中80℃のオイルバスで6時間反応させた。その後、トリエチルアンモニウムクロライド3部、グリシジルメタクリレート1.0部を加え、3時間反応させ目的のアクリル系共重合体の合成バインダー1を得た。
保護層1
[透明樹脂転写箔1の作成]
ダイアホイルヘキスト(株)製ポリエチレンテレフタレート(S−25)の片面に下記処方をワイヤーバーコーティングにて塗工乾燥して、保護層を形成した。
(離型層) 膜厚0.5μm
アクリル系樹脂(三菱レイヨン(株)製、ダイアナールBR−87) 5部
ポリビニルアセトアセタール(SP値:9.4)
(積水化学(株)、KS−1) 5部
メチルエチルケトン 40部
トルエン 50部
塗布後、90℃/30secで乾燥を行った。
〈中間層形成塗工液〉 膜厚0.3μm
ポリビニルブチラール樹脂〔積水化学(株)製:エスレックBX−1〕 5部
タフテックスM−1913(旭化成) 3.5部
硬化剤
ポリイソシアネート[コロネートHX 日本ポリウレタン製] 1.5部
メチルエチルケトン 20部
トルエン 70部
塗布後、90℃/30secで乾燥を行い、硬化剤の硬化は、50℃、24時間で行った。
<バリヤー層形成塗工液> 膜厚0.5μm
BX−1(ポリビニルブチラール樹脂) 4部
〔積水化学(株)製:エスレックBシリーズ〕
タフテックスM−1913(旭化成) 4部
硬化剤
ポリイソシアネート[コロネートHX 日本ポリウレタン製] 2部
トルエン 50部
メチルエチルケトン 40部
塗布後、70℃/30secで乾燥を行った。
〈接着層形成塗工液〉 膜厚0.3μm
ウレタン変性エチレンエチルアクリレート共重合体
〔東邦化学工業(株)製:ハイテックS6254B〕 8部
ポリアクリル酸エステル共重合体
〔日本純薬(株)製:ジュリマーAT510〕 2部
水 45部
エタノール 45部
塗布後、70℃/30secで乾燥を行った。
【0148】
上記の組成の剥離層、中間層、接着層で構成される透明樹脂転写箔1を作成した。
【0149】
さらに画像、文字が記録された前記受像体上に前記構成からなる透明保護層を有する転写箔を用いて表面温度200℃に加熱した、直径5cmゴム硬度85のヒートローラーを用いて圧力150kg/cm2で1.2秒間熱をかけて転写を行ったのち、前記転写箔が転写された前記受像体上に再度同じ転写箔を用いて転写を行なった。
【0150】
ここまでのカードへの印字、画像形成、転写箔掛けまでの工程は、図16に示すカード印字プリンタを用いて行なった。
【0151】
図16は、ICカードの作成装置としてのカードプリンタであり、カードプリンタには、上方位置にカード基材供給部10及び情報記録部20が配置され、下方位置に、透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70が配置され、この後更に透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70が配置され、画像記録体としてカードを作成する。
【0152】
カード基材供給部10には、例えば、図1で作成されたカード使用者の個人情報を書き込むために予め枚葉状にカットされた複数枚のカード基材50が、顔写真を記録する面を上に向けてストックされている。この例では、カード基材50が支持体と受像層からなり、このカード基材50は1枚ずつカード基材供給部10から所定のタイミングで自動供給される。
【0153】
情報記録部20には、イエローリボンカセット21、マゼンタリボンカセット22、シアンリボンカセット23、ブラックリボンカセット24が配置され、それぞれに対応して記録ヘッド25〜28が配置されている。イエローリボン、マゼンタリボン、シアンリボン等の熱転写シートによる熱転写で、カード基材50が移動されている間に、その受像層の所定領域にカード使用者の顔写真等の諧調を有する画像領域が記録される。
【0154】
また、文字リボンカセット31及び記録ヘッド32が配置され、文字リボン等の熱転写シートによる熱転写で、その氏名やカード発行日等の認証識別情報が記録され、画像記録層が形成される。この情報記録部20では、イメージワイズに加熱して前記受像層に諧調情報画像を形成し、画像を形成する際の記録ヘッド条件は0.01〜0.3kg/cm2の範囲で加圧し、ヘッドの温度50〜500℃で形成する。
【0155】
透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70では、転写箔カセット71が配置され、この転写箔カセット71に対応して熱転写ヘッド72が配置されている。光学変化素子転写箔43及び/又は透明保護転写箔64、硬化型転写箔66を転写し、光学変化素子転写層及び/透明保護転写層、硬化型済保護層含有転写層が設けられる。
【0156】
上記のようにして得られたカードに市販の印刷機を用いてカード印刷を施した。また、切り欠き等の加工はパンチ台を改造して作成した器具で行なった。
【0157】
この実施例の評価を以下に示す。
物性の評価
(カード断裁性)
図14及び図15に示されたカード打ち抜き機にパンチダイもしくは中空刃を載せ、カード形態に打ち抜いた後、カード断面を観察、5段階評価した。4以上が好ましい結果である。
【0158】
5: カード断面に基材のバリや接着剤のはみ出しがなく、手で触るとつるつるしている。
【0159】
4:カード断面に基材のバリや接着剤のはみ出しがない。
【0160】
3:カード断面に基材のバリが発生はないが、接着剤が飛び出していて、断面がざらつく。
【0161】
2:カード断面に基材のバリが発生し、接着剤が飛び出していて、断面がざらつく。
【0162】
1:カード断面に基材のバリが発生し、接着剤が大きく飛び出している。
(カード耐久性)
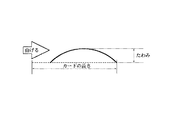
このように最後まで作成された、個人認証カードを、図17に示すように、カードの長辺方向:たわみ35mm、カードの短辺方向:たわみ15mmとなるように、125回毎に長辺方向、短辺方向を周期30/minの条件で合計1000回のテストを行った。その後市販のリーダーライターでIC機能を確認し、5段階で評価を行った。4以上が好ましい結果である。
【0163】
5:変形がなく、IC機能も問題ない。
【0164】
4:多少変形があるが、IC機能に問題がない。
【0165】
3:変形がないか多少ある程度であるが、IC機能が失われている。
【0166】
2:大きく変形しており、IC機能が失われている。
【0167】
1:折れ曲がってしまい、IC機能が失われている。
(カード生産性)
図14及び図15に示されたカード打ち抜き機にパンチダイもしくは中空刃を載せ、作成されたシートをカード形態に打ち抜いた。カードを1日あたり1500枚打ち抜き、カードの断面に切れ残りが発生して刃の交換が必要となるまでのカード枚数を記録した。30万枚以上打ち抜けることが生産で使用可能となる条件とした。これ以下では工程の停止回数や刃のメンテ性が悪化し、生産に適さない。また断裁性が悪いと刃の摩耗がおきやすい。
(画像印字性)
顔画像及び文字情報を形成した後の形成性を5段階で評価した。
5 チップ周辺部に文字や画像のカスレが全くなくきれいである。
4 チップ周辺部に文字や画像のカスレはないが、凹凸により文字や画像がやや見にくい。
3 チップ周辺部に文字や画像のカスレが見られる。
2 チップ周辺部で文字や画像が全く形成されていない部分が一部ある。
1 チップ周辺部だけでなく文字や画像が全く形成されていない部分が多数ある。
【0168】
4と5が実用可のレベルである。
【0169】
これらの結果を表1に示す。
【0170】
表1の結果によりこの発明においては比較例に対し、カード断裁性、保護箔密着性、カード物性、接着剤物性、耐溶剤性において、優れた効果を示す結果となり、発明の効果が認められる。
表1
 [実施例2]
[実施例2]
上記実施例1において、ICチップ周辺部の接着剤の弾性率を表2に示す物性の接着剤に変更し、表2に示すカーボンで作成されたチューブ(平均長さ5μm)を接着剤重量に対して9%添加して実施例1と同様に評価を行った。
(カード衝撃性)
図18に示すような装置を用い、作成したカード上に半径1cmの綱球50gを自由落下させる試験を行ない、ICチップが破損する高さを求めた。高さが高いほど耐衝撃性があることを表している。20cm以上の衝撃力があるカードが実用可能レベルとした。
【0171】
この結果を表2に示す。
表2
この表2の結果によりこの発明においては比較例に対し、カード耐久性、カード衝撃性において、優れた効果を示す結果となり、発明の効果が認められる。
【0172】
【発明の効果】
前記したように、請求項1に記載の発明では、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における接着剤の弾性率をBとしたとき、A/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0173】
請求項2に記載の発明では、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0174】
請求項3に記載の発明では、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0175】
請求項4に記載の発明では、80度以上100度以下の刃角で構成された断裁刃により断裁され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0176】
請求項5に記載の発明では、ICモジュールは、ICチップ周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップの破損を防止することができる。
【0177】
請求項6に記載の発明では、接着剤がICチップと、このICチップを補強する補強板との接着に用いられ、ICチップ周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップの破損を防止することができる。
【0178】
請求項7に記載の発明では、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。
【0179】
請求項8に記載の発明では、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。
【0180】
請求項9に記載の発明では、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0181】
請求項10に記載の発明では、受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、少なくとも一部に筆記可能な筆記層を設け、免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等に好ましく用いることができる。
【0182】
請求項11に記載の発明では、氏名、顔画像を含む個人識別情報が透明保護層により保護され、耐久性が向上する。
【0183】
請求項12に記載の発明では、ICチップが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上する。
【0184】
請求項13に記載の発明では、ICモジュールが非接触式であり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0185】
請求項14に記載の発明では、ICカード表面のICチップ周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0186】
請求項15に記載の発明では、ICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することで、取扱が容易で、かつ打ち抜き精度が向上する。
【0187】
請求項16に記載の発明では、ICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【図面の簡単な説明】
【図1】ICカードの作成工程の概略構成図である。
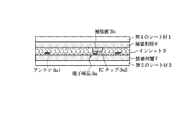
【図2】ICカードの貼り合わせ品の画像形成体の断面図である。
【図3】受像層面とは反対側の支持体最表面に透かし印刷の印刷紋様を示す図である。
【図4】受像層面とは反対側の支持体最表面に透かし印刷の印刷紋様を示す図である。
【図5】第1のシート材(裏シート)を示す図である。
【図6】第2のシート材(表面シート)を示す図である。
【図7】ICカード基材作成装置を示す概略構成図である。
【図8】ICカード用材料のICモジュールの模式図である。
【図9】ICカード用材料のICモジュールの模式図である。
【図10】ICカード用材料のICモジュールの模式図である。
【図11】ICカード用材料のICモジュールの断面図である。
【図12】ICカード基材原版の断面図である。
【図13】ICカード基材原版の断面図である。
【図14】打抜金型装置の全体概略斜視図である。
【図15】打抜金型装置の主要部の正面端面図である。
【図16】ICカードの作成装置としてのカードプリンタを示す図である。
【図17】カード耐久性の試験を説明する図である。
【図18】カード衝撃性の試験を説明する図である。
【符号の説明】
1 第1のシート材(裏シート)
2 第2のシート材(表シート)
3 インレット
3a 電子部品
3a1 アンテナ
3a2 ICチップ
3b 補強板
6,7 接着剤層
8a 受像層
8b 個人識別情報
8c 透明保護層
9a 筆記層
A 第1のシート材供給部
B 第2のシート材供給部
C,G 接着剤供給部
D,H 接着剤加熱部
E インレット供給部
F バックローラ部
I 加熱部
J キャタピラプレス部
K 裁断部
L 打ち抜き部
【発明の属する技術分野】
この発明は、ICチップを有するICモジュールを内蔵した自動車免許証等の免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等のICカード及びICカードの製造方法に関するものである。
【0002】
【従来の技術】
従来から、身分証明書カードや、キャッシュカード、クレジットカード等のIDカードには、磁気記録方式によりデータを記録する磁気カードが広く利用される場合が多い。磁気カードはデータの書き換えが比較的容易にできるため、データの改ざん防止が十分でないこと、媒体が磁気のため外的な影響を受けやすく、データの保護が十分でないこと、更には、記録できる容量が少ないなどの問題点がある。
【0003】
そこで、近年、ICチップを有するICモジュールを内蔵したICカードが普及し始めている。ICカードは、表面に設けられた電気接点や、カード内部のループアンテナを介して外部の機器とデータの読み書きをするようになされる。ICカードは磁気カードに比べて記憶容量が大きく、安全性も大きく向上している。
【0004】
このようなICカードとして、例えば表面シート材と裏面シート材とが接着剤を介して貼り合わされ、その接着剤層中にICチップを有するICモジュールを封入するものがある。特に、ICカードはICチップ、アンテナを実装した回路基板を有するICモジュールを、2枚のPETベースの間に挿入し、湿気硬化型接着剤やUV硬化型、2液混合型接着剤などを用いて貼り合わせ、硬化後にカード状に打ち抜いて作成され、カードの少なくとも一面にはサインパネルなどの筆記面のついた筆記層を有することが一般的である(例えば、特許文献1乃至特許文献3)。
【0005】
【特許文献1】
特開2002−79618号公報(第1〜第6頁、図1)
【0006】
【特許文献2】
特開平5−278320号公報(第1〜第5頁、図1〜図6)
【0007】
【特許文献3】
特開平8−238876号公報(第1〜第8頁、図1)
【0008】
【発明が解決しようとする課題】
ところで、このようなICカードでは、硬化後にカード状に打ち抜いて作成されることが一般的であり、これらの接着剤の中でも、耐久性の面からカードに柔軟性を持たせるため、柔軟性のある湿気硬化型接着剤が好ましく用いられている。
【0009】
しかしながら、ICカードに耐久性を持たせるために接着剤が柔らかくなるように弾性率を低下させると、上下のシート材で接着剤を挟み込んだシート材をカード形態に断裁する際に、通常使われるハサミや打ち抜きに使われるパンチの刃のように、90℃付近の角度を持つ刃で断裁すると、断裁時のシート材を断裁する時に挟み込んだ接着剤が柔らかいために飛び出してしまい、ICカードの断面がひどくざらついてしまう。このざらつきがあると、このICカードの外観に印字や印画をする際に用いるプリンタ等で搬送不良が生じ、印字や印画が不可能になってしまう。
【0010】
もっとも、このざらつきを減らすために、断裁刃の角度を狭く、いわゆる鋭角刃にする手段があるが、鋭角刃は刃がすぐに摩耗してしまい、常にメンテナンスが必要であり、数日おきに刃を交換、修理しなければならず、生産性には適していない。
【0011】
一方、断裁性を向上させるために、接着剤を固く、すなわち弾性率を上昇させると、ICチップ上に強い衝撃がある場合に、その衝撃を吸収できず、ICチップがすぐに破損してしまという重大な問題が生じるため、解決する手段が必要となっている。
【0012】
一方、ICカード自体が曲げられた場合に平らな状態に戻ることができないといった困難な問題が生じており、解決が強く望まれていた。
【0013】
この発明は、かかる点に鑑みてなされたもので、断裁性、生産性、曲げ耐久性、衝撃性が向上するICカード及びICカードの製造方法を提供することを目的としている。
【0014】
【課題を解決するための手段】
前記課題を解決し、かつ目的を達成するために、この発明は、以下のように構成した。
【0015】
請求項1に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤が完全に硬化し、かつ、10℃における前記接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、
A/Bの比率が2.5以上15以下であることを特徴とするICカードである。
【0016】
この請求項1に記載の発明によれば、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における接着剤の弾性率をBとしたとき、A/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0017】
請求項2に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤の硬化後の−30℃以上+10℃未満における前記接着剤の弾性率が70kgf/mm2以上300kgf/mm2以下であり、かつ30℃以上90℃以下における前記接着剤の弾性率が1kgf/mm2以上30kgf/mm2以下であることを特徴とするICカードである。
【0018】
この請求項2に記載の発明によれば、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0019】
請求項3に記載の発明は、10℃以上30℃以下における前記接着剤の弾性率が30kgf/mm2以上70kgf/mm2以下であることを特徴とする請求項1または請求項2に記載のICカードである。
【0020】
この請求項3に記載の発明によれば、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0021】
請求項4に記載の発明は、80度以上100度以下の刃角で構成された断裁刃により断裁されて作成されることを特徴とする請求項1乃至請求項3のいずれか1項に記載のICカードである。
【0022】
この請求項4に記載の発明によれば、80度以上100度以下の刃角で構成された断裁刃により断裁され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0023】
請求項5に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記ICモジュールは、前記ICチップ周囲の前記接着剤の弾性率が10℃以上30℃以下において、
5kgf/mm2以上30kgf/mm2以下であることを特徴とするICカードである。
【0024】
この請求項5に記載の発明によれば、ICモジュールは、ICチップ周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップの破損を防止することができる。
【0025】
請求項6に記載の発明は、前記接着剤が前記ICチップと、このICチップを補強する補強板との接着に用いられていることを特徴とする請求項1乃至請求項5のいずれか1項に記載のICカードである。
【0026】
この請求項6に記載の発明によれば、接着剤がICチップと、このICチップを補強する補強板との接着に用いられ、ICチップ周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップの破損を防止することができる。
【0027】
請求項7に記載の発明は、第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤に円筒型のチューブ形態の物質を含有することを特徴とするICカードである。
【0028】
この請求項7に記載の発明によれば、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。
【0029】
請求項8に記載の発明は、前記円筒形チューブの直径が0.1nm以上10nm以下であることを特徴とする請求項7に記載のICカードである。
【0030】
この請求項8に記載の発明によれば、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。
【0031】
請求項9に記載の発明は、前記円筒形チューブがカーボンで構成されていることを特徴とする請求項7または請求項8に記載のICカードである。
【0032】
この請求項9に記載の発明によれば、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0033】
請求項10に記載の発明は、前記第1のシート材と、前記第2のシート材の、少なくとも片面に受像層を有し、
前記受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、
少なくとも一部に筆記可能な筆記層を設けていることを特徴とする請求項1乃至請求項9のいずれか1項に記載のICカードである。
【0034】
この請求項10に記載の発明によれば、受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、少なくとも一部に筆記可能な筆記層を設け、免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等に好ましく用いることができる。
【0035】
請求項11に記載の発明は、前記氏名、顔画像を含む個人識別情報を設けた上面に透明保護層が設けられ、
前記透明保護層が活性光線硬化樹脂からなることを特徴とする請求項10に記載のICカードである。
【0036】
この請求項11に記載の発明によれば、氏名、顔画像を含む個人識別情報が透明保護層により保護され、耐久性が向上する。
【0037】
請求項12に記載の発明は、前記ICチップが顔画像部分と重なる位置に存在しないことを特徴とする請求項1乃至請求項11のいずれか1項に記載のICカードである。
【0038】
この請求項12に記載の発明によれば、ICチップが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上する。
【0039】
請求項13に記載の発明は、前記ICモジュールが非接触式であることを特徴とする請求項1乃至請求項12のいずれか1項に記載のICカードである。
【0040】
この請求項13に記載の発明によれば、ICモジュールが非接触式であり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0041】
請求項14に記載の発明は、ICカード表面のICチップ周辺部の平面凹凸が±10μm以内であることを特徴とする請求項1乃至請求項13のいずれか1項に記載のICカードである。
【0042】
この請求項14に記載の発明によれば、ICカード表面のICチップ周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0043】
請求項15に記載の発明は、請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することを特徴とするICカードの製造方法である。
【0044】
この請求項15に記載の発明によれば、ICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することで、取扱が容易で、かつ打ち抜き精度が向上する。
【0045】
請求項16に記載の発明は、請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことを特徴とするICカード製造方法である。
【0046】
この請求項16に記載の発明によれば、ICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【0047】
【発明の実施の形態】
以下、この発明のICカード及びICカードの製造方法の実施の形態を、図面に基づいて詳細に説明するが、この発明は、この実施の形態に限定されない。また、この発明の実施の形態は、発明の最も好ましい形態を示すものであり、この発明の用語の意義は、これに限定されない。
【0048】
図1はICカードの作成工程の概略構成図である。
【0049】
このICカードの作成工程では、長尺シート状の第1のシート材(裏シート)1が第1のシート材供給部Aに配備され、長尺シート状の第2のシート材(表シート)2が第2のシート材供給部Bに配備される。第2のシート材2に接着剤供給部Cから接着剤を供給して塗工し、接着剤加熱部Dで加熱してインレット供給部Eへ送る。
【0050】
インレット供給部Eでは、ICチップ、アンテナを有するICモジュールを含む部品のインレット3が供給され、第2のシート材2の所定位置に載置され、この第2のシート材2をバックローラ部Fへ送る。
【0051】
第1のシート材1に接着剤供給部Gから接着剤を供給して塗工し、接着剤加熱部Hで加熱してバックローラ部Fへ送る。
【0052】
バックローラ部Fは、温度調節可能なラミネートローラ4を有し、このラミネートローラ4を用いて第1のシート材1と第2のシート材2とを貼り合わせる。このラミネートローラ4の対ローラ4a,4bの温度差が0℃以上100℃以下である。この実施の形態では、第2のシート材2が受像層を有し、第1のシート材1が筆記層を有し、対ローラ4a,4bは、受像層側のローラの温度が筆記層側のローラの温度より低い温度である。
【0053】
このバックローラ部Fの後段に加熱部Iが配置され、バックローラ部Fにより貼り合わせ後に加熱部Iの対ローラ5a,5bにより加熱する。このように、第1のシート材1と第2のシート材2とを貼り合わせる前にシート材の塗工された接着剤層を再加熱し、キャタピラプレス部Jへ送る。
【0054】
バックローラ部F、加熱部I、キャタピラプレス部Jは、貼り合わせの同一ライン上にキャタピラプレス部Jが配置され、キャタピラプレス部Jは、加熱プレス部J1と冷却プレス部J2とを有し、加熱加圧した後に冷却加圧する。キャタピラプレス部Jにより加熱加圧、冷却加圧された後に、貼り合わせ品が裁断部Kへ送られる。裁断部Kでは、貼り合わせ品を枚葉シート状に断裁する。その後に、打ち抜き部Lへ送り、カード状に打ち抜く。この打ち抜き部Lでカード状に打ち抜く前に、第1のシート材1と第2のシート材2のいずれか一方にフォーマット印刷を施す。
【0055】
カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁すること、取扱が容易で、かつ打ち抜き精度が向上する。また、カード状に打ち抜く前に、フォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【0056】
図2はICカードの貼り合わせ品の画像形成体の断面図である。ICカードの貼り合わせ品のICカード基材は、第1のシート材1と第2のシート材2との間に所定の厚みの電子部品3aを備えている。電子部品3aは、アンテナ3a1、ICチップ3a2等からなり、この電子部品3aのICモジュールはインレット3に備えられている。第1のシート材1と第2のシート材2との間にインレット3を配置し、接着剤層6,7を介在して積層した積層構造である。ICチップ3a2は補強板3bで覆われ、この補強板3bはICチップ3a2より大きな形状であり、ICチップ3a2を保護している。
【0057】
この第1のシート材1または第2のシート材2の、少なくとも片面に、この実施の形態では第2のシート材2の片面に受像層8aを有し、熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報8bを設けている。また、氏名、顔画像を含む個人識別情報8bを設けた上面に透明保護層8cが転写箔の転写によって設けられ、この透明保護層8cが活性光線硬化樹脂からなる。個人識別情報8bを設けた上面に透明保護層8cを設けることで、個人識別情報8bが保護され、耐久性が向上する。
【0058】
また、この実施の形態では、第1のシート材1の片面に、筆記可能な筆記層9aを設けている。また、ICチップ3aは、顔画像の部分と重なる位置以外の位置に配置し、ICチップ3aが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上するICカードを得ることができる。
【0059】
このように、ICカードは、ICモジュールを有し、非接触式カードであり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0060】
この実施の形態では、第1のシート材1と、第2のシート材2との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードであり、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、A/Bの比率が2.5以上15以下であり、このA/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0061】
また、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率が70kgf/mm2以上300kgf/mm2以下であり、かつ30℃以上90℃以下における接着剤の弾性率が1kgf/mm2以上30kgf/mm2以下であり、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0062】
また、10℃以上30℃以下における前記接着剤の弾性率が30kgf/mm2以上70kgf/mm2以下であり、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0063】
また、ICカードは、80度以上100度以下の刃角で構成された断裁刃により断裁されて作成され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0064】
また、ICモジュールは、ICチップ周囲の前記接着剤の弾性率が10℃以上30℃以下において、5kgf/mm2以上30kgf/mm2以下であり、ICモジュールは、ICチップ3a2周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ3a2上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップ3a2の破損を防止することができる。
【0065】
また、接着剤がICチップ3a2と、このICチップ3a2を補強する補強板3bとの接着に用いられ、ICチップ3a2周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップ3a2の破損を防止することができる。
【0066】
また、接着剤に円筒型のチューブ形態の物質を含有し、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。この円筒形チューブの直径が0.1nm以上10nm以下であり、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。また、円筒形チューブがカーボンで構成され、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0067】
また、ICカード表面のICチップ3a2周辺部の平面凹凸が±10μm以内であり、ICチップ3a2周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0068】
次に、この発明の構成を詳細に説明する。
[接着剤の破断伸度]
接着剤の破断伸度とは、接着剤を一定の速さで引っ張り続けると、ある時点で接着剤がちぎれて破断する。その時までに伸びた接着剤の伸び率のことである。一般に破断伸度が小さいとはさみ状の刃物で断裁を行うときに切れやすく、破断伸度が大きいと接着剤が切れるまでの伸びが大きいため、はさみ状の刃物で断裁するときには切れにくく不利である。 一方、カード基材の一部として接着剤を用いる時は、カードが曲げられたり折られたりした時には、破断伸度の値が大きいほうが、柔軟性があり好ましい。
【0069】
パンチダイ方式でカード断裁をする場合、破断伸度が小さく接着剤硬化完了時の破断伸度が大きいのが理想的である。断裁加工時の破断伸度の好ましい範囲は5%以上500%以下であり、さらに好ましくは50%以上400%以下である。完全硬化完了時の破断伸度は150%以上1500%以下が好ましく、より好ましくは250%以上950%以下である。
[接着剤の弾性率]
接着剤に外力を加えて変形させるとき、外力によって生ずる応力と、変形によって生ずるひずみとは、変形があまり大きくない範囲では比例する(フックの法則)。接着剤の弾性率は、このときの比例定数を弾性率として求める。すなわち、弾性率CはC=(応力)/(ひずみ)で表される。弾性率が高いとハサミなどの刃物で断裁加工する場合には断裁しやすくなるが、反面、接着剤が固くなってしまうためカード耐久性は低下する。一方、弾性率が低いと断裁加工時に断面から接着剤がはみだし、カード化した場合に断面形状が劣化し外観は悪くなる。 この発明の請求項に示される範囲が、好ましい接着剤の弾性率の範囲である。
<破断伸度、2%弾性率の測定方法>
この発明における樹脂破断伸度(%)、2%弾性率は、23℃55%RHの条件下で、接着剤を塗工後を300時間以上放置した後、株式会社オリエンテックテンシロン万能試験機RTA−100を用いデーター処理は、テンシロン多機能型データー処理TYPE MP−100/200S Ver.44を用い測定を行った。樹脂の固定手段はエアーチャック方式で固定した。クロスヘッドスピードは、5〜100mm/min、RANGEは5〜100%、荷重は0.1〜500kgを選択することができるが、この発明の評価では、クロスヘッドスピードは、30mm/min、RANGEは20%、荷重は100kgの条件で評価を行った。
【0070】
接着剤の破断伸度、2%弾性率を測定するに当たり、特に単独膜を作成するのは難しいため、PP離型シートに500μmの樹脂層を形成し所望のサンプルを作成し測定を行った。測定は、1cm幅のサンプルをエアーチャックに固定し引っ張り試験を行った。
【0071】
破断伸度は、引っ張り時の活性光線硬化樹脂の破断又は亀裂が入ったときの破断点伸びから破断点伸度を求めた。
[打ち抜き方式]
打ち抜き方式として、パンチダイ方式と中空刃方式があり、この発明では刃の種類をパンチダイ方式の刃と中空刃とを用いた。ここで言うパンチダイ方式とは上下が対となった金型を用い、その上下の刃の角度が90度前後で合わさり、シートを断裁する方式のことである。パンチダイ方式の断裁刃の角度は80°以上100°以下であることが好ましく、より好ましくは85°以上95°以下である。
【0072】
中空刃方式とは上方からの刃でシートを打ち抜く刃のことであり、打ち抜く際の刃の角度が30度前後であるものである。中空刃防止基の断裁刃の角度は20°以上40°以下であることが好ましく、より好ましくは25°以上35°以下である。
【0073】
パンチダイ方式は刃の構造が簡易であるため、多量のシートを打ち抜くのに適しているが、破断伸度の高いシートに対しては打ち抜くことが困難である。
【0074】
一方、中空刃は刃の角度が鋭角であるため、どのような破断伸度のシートも打ち抜くことが可能であるが、耐久性などの面でパンチダイ方式より劣り、刃が斜めに入るためシート基材に塗工してある受像層や筆記層が割れる懸念があるため、好ましい刃の角度は30°前後である。
[バックロール温調]
この発明における第1のシート材1と第2のシート材2を貼合させるラミネートローラ4は、温度調整機構がついており、このラミネートローラ4の温度が40℃以上90℃以下であることが好ましい。この温度調整機構としては、ラミネートローラ4を電気的に加熱したり、ラミネートローラ4内部に熱風を吹き込んだり、温調した液体を循環させる方法などがあるが、温水を循環させる方法が簡便で好ましい。より好ましい温度範囲としては60℃以上90℃以下である。
【0075】
加えて、塗工された接着剤の温度低下を防ぐために、塗工された接着剤が相手側シートと貼り合わされる前に再加熱のための加熱装置をつけるほうが好ましい。加熱装置の温度は50℃以上120℃以下が好ましく、更に好ましくは60℃以上120℃以下である。
[ラミネート時の環境]
通常、ラミネートをする際に特に環境湿度や温度を調整せずとも接着剤は塗工可能で、接着剤の硬化も進行するが、湿気硬化型接着剤を用いる際は作成時から温度と湿度を与えるような環境で作業が行われるほうが接着剤硬化速度が速くなり、接着剤の完全硬化が速くなる。作成時の環境としては、温度は20℃以上50℃以下が好ましく、湿度は70%以上100%以下が好ましい。
[ラミネート後のシート保管環境]
接着剤が塗工され、貼り合わされたシートは接着剤が硬化するまで保管される。シートの保管環境は温度が20℃以上50℃以下で、かつ湿度が40%以上100%以下であることが好ましい。温湿度がこれらの値以下だと接着剤の硬化が進まず、温度がこの範囲以上であると接着剤に発泡が生じてシートが膨れる原因となる。
【0076】
シートは約3日後でシート間の剥離強度が1500g/2.5cm以上となり、持ち運んだり、シートを断裁加工しても、シートがゆがんだり、たわんだりしなくなる。その後1週間から4週間かけて接着剤が完全に硬化する。
[シート間にはさむ金属板]
ラミネートされたシートは内部に回路やICチップ等が入ると凹凸が生じ、垂直に積み重ねることが困難になるため、シート数枚おきに強度のある平板な金属板を入れると、シート表面の凹凸を打ち消すことができ、シートを垂直にたわみなく積み上げることが可能となる、金属板を挟む間隔は1枚以上400枚以下が好ましく、5枚以上200枚以下がより好ましい。金属板の種類は特に規定しないが、強度、重量からSUS板が好ましい。
[シートにかかる荷重]
ラミネートした直後のシートは接着剤の硬化が完了していないため、貼り合わされた2枚のシートの密着性を上げるために、保管する際にはある程度の荷重をかけることが必要である。また、かける荷重が大きすぎると、シートに歪みが生じたり、貼り合わされたシートの内部にあるICチップ3a2などが破損する可能性がある。シートに加えられる荷重は2kg/m2以上1500kg/m2以下であることが好ましい。
[完全硬化の判断]
この発明の湿気硬化型接着剤を用いたシートの硬化後とは、湿気硬化型接着剤に含まれるイソシアネート基が95%以上反応した時のことで、硬化の確認には作成したシートをカード状に断裁し、90℃以上の熱処理を行った際に炭酸ガスの発生による膨れが生じるか否かで反応が終了しているかどうかを判断することができる。反応の途中経過を知るには、赤外吸収スペクトルを測定し、スペクトル強度よりイソシアネート基(NCO基)の量を定量することで調べることができる。
[接着剤の塗工粘度]
ラミネートシート作成時の接着剤塗工粘度が5000mPsよりも小さい場合はカードを貼り合わせる際に気泡が多く発生し、平面凹凸性が悪化し、40000mPsよりも大きい場合では接着剤の塗布性が劣化するため、平面凹凸性が悪化する。平面凹凸性の他に、硬化後のカード表面強度が低下するといった問題が発生するため、好ましくは7000mPs以上30000 mPs以下、より好ましくは7000mPs以上20000 mPs以下である。塗工温度は140℃以下が好ましく、より好ましくは130℃以下である。
[チューブ形態の物質]
ICカードの接着層に強度と柔軟性を与えるために、接着層に物質を添加することが可能であり、一般的に単繊維などの円筒形の物質が好ましく、その中でも内部が中空であるチューブ形態の物質を添加することがより好ましい。素材としては各種の有機物質や無機物質を用いることが可能であるが、その中でも特に主成分がカーボンで構成されているものが好ましい。
【0077】
円筒形のチューブの大きさは直径が0.1nm以上10nm以下のものが好ましい。これより大きいサイズであると、接着剤との界面にクラックや剥離が生じて強度が低下し、またこれより小さいとクッション材としての効果や折り曲げられた時の耐性が小さくなるため不適である。
【0078】
カーボンナノチューブには多層カーボンナノチューブと単層カーボンナノチューブとに分けられる。多層カーボンナノチューブとは数十層の円筒型の黒鉛構造のシートが入れ子になった形態で単層カーボンナノチューブは円筒型の黒鉛構0造のシート層が一層のものである。この発明においてどちらを用いても構わないが、多層カーボンナノチューブのほうが化学的安定性及び機械的強度において単層のものより優れており好ましい。
【0079】
カーボンナノチューブの製造には一般的にアーク法、Laser−ablation法、化学気相成長法(CVD法)が知られているが、この中でもCVD法が量産に適しており好ましく用いられる。この発明での添加量は使用接着剤の重量の10分の1以下であることが好ましい。
[ICカード基材作成用接着剤]
この発明の貼り合わせ材料としては、ホットメルト接着剤、熱可塑性樹脂等を用いることが好ましい。例えば、ホットメルト接着剤は、一般に使用されているものを用いることができる。ホットメルト接着剤の主成分としては、例えばエチレン・酢酸ビニル共重合体(EVA)系、ポリエステル系、ポリアミド系、熱可塑性エラストマー系、ポリオレフィン系などが挙げられる。但し、この発明においては、低温接着剤の中でも具体的には湿気硬化型接着剤が好ましい。
【0080】
反応型ホットメルト接着剤として湿気硬化型の材料で特開2000−036026、特開2000−219855、特開平2000−211278、特開2002−175510で開示されている。これら接着剤のいずれも使用してもよいが、この発明においては、この発明の範囲の物性の接着剤が好ましく用いられる。
【0081】
接着剤の膜厚は、電子部品と含めた厚さで100〜600μmが好ましく、より好ましくは150〜500μm、更に好ましくは150μ〜450μmである。
【0082】
また、120℃における粘度が5000mPsよりも小さい場合はカードを、貼り合わせる際に気泡が多く発生し、平面凹凸性が悪化し、20000mPsよりも大きい場合では接着剤の塗布性が劣化するため、平面凹凸性が悪化する。硬化後のカード表面強度が低下するといった問題や、バリやヒゲといった問題が発生するため、好ましくは7000mPs以上20000 mPs以下である。
[電子部品]
電子部品とは、情報記録部材のことを示し、具体的には電子カードの利用者の0情報を電気的に記憶するICチップ及び該ICチップに接続されたコイル状のアンテナ体である。ICチップはメモリのみやそれに加えてマイクロコンピューターなどである。場合により電子部品にコンデンサーを含んでもよい。この発明はこれに限定はされず情報記録部材に必要な電子部品であれば特に限定はない。
【0083】
ICモジュールはアンテナコイルを有するものであるが、アンテナパターンを有する場合、導電性ペースト印刷加工、或いは銅箔エッチング加工、巻線溶着加工等のいずれかの方法を用いてもよい。プリント基板としては、ポリエステル等の熱可塑性のフィルムが用いられ、更に耐熱性が要求される場合はポリイミドが有利である。ICチップとアンテナパターンとの接合は銀ペースト、銅ペースト、カーボンペースト等の導電性接着剤(日立化成工業のEN−4000シリーズ、東芝ケミカルのXAPシリーズ等)や、異方性導電フィルム(日立化成工業製アニソルム等)を用いる方法、或いは半田接合を行う方が知られているがいずれの方法を用いてもよい。
【0084】
予めICチップを含む部品を所定の位置に載置してから樹脂を充填するために、樹脂の流動による剪断力で接合部が外れたり、樹脂の流動や冷却に起因して表面の平滑性を損なったりと安定性に欠けることを解消するため、予め基板シートに樹脂層を形成しておいて該樹脂層内に部品を封入するために該電子部品を多孔質の樹脂フィルム、多孔質の発泡性樹脂フィルム、可撓性の樹脂シート、多孔性の樹脂シート又は不織布シート状にし使用されることが好ましい。例えば特願平11−105476号等の記載されている方法等を用いることができる。
【0085】
また、ICチップは点圧強度が弱いためにICチップ近傍に補強板を有することも好ましい。
【0086】
電子部品の全厚さは10〜300μmが好ましく、より好ましくは30〜300μm、更に好ましくは30〜250μmが好ましい。
[第1のシート材と、第2のシート材との間に電子部品とを備える方法]
この発明において、第1のシート材と第2のシート材との間に所定の電子部品とを備えるために製造方式としては、熱貼合法、接着剤貼合法及び射出成形法が知られているが、いずれの方法で貼り合わしてもよい。また、第1のシート材と第2のシート材は貼り合わせる前後いずれかにフォーマット印刷又は、情報記録を行ってもよく、オフセット印刷、グラビア印刷、シルク印刷、スクリーン印刷、凹版印刷、凸版印刷、インクジェット方式、昇華転写方式、電子写真方式、熱溶融方式等のいずれの方式によって形成することができる。
【0087】
この発明のIC搭載カード基材の製造方法は、特開2000−036026、特開2000−219855、特開2000−211278、特開平10−316959、特開平11−5964等のように貼り合わせ、塗設方法が開示されている。いずれの貼り合わし方式、塗設方式方法等を用いることができ、この発明には特に制限ない。
【0088】
また、特定の位置に接着剤を配置させる方法としては、スクリーン印刷法、グラビア印刷法などにより、所定位置に接着剤を塗布することにより製造することができる。また、ホットメルト接着剤を使用する場合には、ハンドガンタイプのホットメルトアプリケーターにより、ノズルから接着剤をビード状に塗布することでそれぞれの配置へ塗布することも可能である。
【0089】
或いは、フィルム状に加工された該接着剤を、所定の配置に設置するべく断裁し、それぞれの配置へ設置した後に、加熱、加圧処理を施して貼り合わせることもできる。
[ICカード基材用シート材]
第1のシート材と第2のシート材であるICカード基材用シート材は、基材としては例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート共重合体等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリメチルペンテン等のポリオレフィン樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリ4フッ化エチレン、エチレン−4フッ化エチレン共重合体、等のポリフッ化エチレン系樹脂、ナイロン6、ナイロン6.6等のポリアミド、ポリ塩化ビニル、塩化ビニル/酢酸ビニル共重合体、エチレン/酢酸ビニル共重合体、エチレン/ビニルアルコール共重合体、ポリビニルアルコール、ビニロン等のビニル重合体、生分解性脂肪族ポリエステル、 生分解性ポリカーボネート、生分解性ポリ乳酸 、生分解性ポリビニルアルコール、生分解性セルロースアセテート、生分解性ポリカプロラクトン等の生分解性樹脂、三酢酸セルロース、セロファン等のセルロース系樹脂、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、等のアクリル系樹脂、ポリスチレン、ポリカーボネート、ポリアリレート、ポリイミド等の合成樹脂シート、又は上質紙、薄葉紙、グラシン紙、硫酸紙等の紙、金属箔等の単層体或いはこれら2層以上の積層体が挙げられる。この発明の支持体の厚みは30〜300μm望ましくは50〜200μmである。
【0090】
この発明においては、支持体の熱による収縮、反りなどによるカード基材搬送性の観点から低温接着剤の他にシート部材として150℃/30minにおける熱収縮率が縦(MD)で1.2%以下、横(TD)で0.5%以下が好ましい。また、支持体上に後加工上密着性向上のため易接処理を行っていても良く、チップ保護のために帯電防止処理を行っていても良い。
【0091】
具体的には、帝人デュポンフィルム株式会社製のU2シリーズ、U4シリーズ、ULシリーズ、東洋紡績株式会社製クリスパーGシリーズ、東レ株式会社製のE00シリーズ、E20シリーズ、E22シリーズ、X20シリーズ、E40シリーズ、E60シリーズQEシリーズを好適に用いることができる。
【0092】
この発明の第2のシート材は、カード利用者の顔画像を形成するため受像層のほかにクッション層を設けてもよい。個人認証カード基体表面には画像要素が設けられ、顔画像等の認証識別画像、属性情報画像、フォーマット印刷から選ばれる少なくとも一つが設けられたものであってもよく、また全く印刷部分のないホワイトカードであってもよい
[貼り合せ]
貼り合わせ時には、基材の表面平滑性、第1のシート材と第2のシート材との間に所定の電子部品の密着性を向上するために加熱及び加圧を行うことが好ましく、上下プレス方式、ラミネート方式等で製造することが好ましい。加熱は、10〜180℃が好ましく、より好ましくは30〜150である。加圧は、1.0〜300kgf/cm2が好ましく、より好ましくは1.0〜200kgf/cm2である。これより圧が高いとICチップが破損する。加熱及び加圧時間は好ましくは、0.001〜90secより好ましくは0.001〜60secである。これより時間が長いと製造効率が低下する。
【0093】
また、湿気硬化型接着剤のように水分等の影響により反応速度が低下するものは、即ち接着力、カード耐久性を劣化させるので貼り合わせる際に真空下若しくは窒素下で貼り合わせることがより効果的である。その貼合又は塗設工程において、所定の加圧加温条件の下で基板用の部材、電子部品保持体及び表面用の部材とが貼り合わされるので、電子部品保持体自身を接着剤にして基板用の部材と、その電子部品保持体と、表面用の基板とを再現性良く貼り合わせることができる。
【0094】
第1のシート材と第2のシート材が接着剤を介して貼り合わされ、その接着剤の層中にICチップおよびアンテナを有するICモジュールを有するICカード用のシートは、所定の条件下で保管された後に、ICカード用のシートを打ち抜き金型に供給し、前記打ち抜き金型によって、ICカード用のシートからICカードを打ち抜くことによって、ICカードは製造される。
【0095】
この場合、打ち抜き加工の前に、認証識別画像や書誌事項を記録してもよい。
[熱硬化型樹脂層]
この発明において、画像記録体上に作成する熱硬化性樹脂組成物としては、例えばエポキシ系、ポリエステル系、アクリル系等の樹脂に硬化剤や硬化触媒、流展剤、その他添加剤等を配合してもよい。
【0096】
ポリエステル樹脂の組成としては、ジカルボン酸成分としてテレフタル酸、イソフタル酸等の芳香族ジカルボン酸を主体とし、ジオール成分としてエチレングリコール、ネオペンチルグリコール等の脂肪族ジオールを主体とするものがよく、これらにアジピン酸やアゼライン酸等の脂肪族ジカルボン酸、トリメリット酸やピロメリット酸等の三価以上のカルボン酸、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリト−ル等の三価以上のアルコール等を少量含んでいるものは溶融流動性、架橋反応性が向上するのでより好ましい。
【0097】
また、ポリエステル樹脂の平均重合度は5〜50の範囲のものが好ましい。これより低いものはフィルムにしたとき十分な強度が得られず、これより高いものは粉砕が困難になる。次に硬化剤としては、ポリエステルの末端基が−OH型のものはイソシアナート化合物やメラミン樹脂、例えばε−カプロラクタムブロックイソシアナートやメチル化メラミン等がある。末端基が−COOH型のものはエポキシ樹脂やトリグリシジルイソシアヌレート等がある。
[熱又は光硬化型樹脂層作成方法]
熱又は光硬化型樹脂層を画像記録体上に作成する場合、塗布方式で作成するか若しくは転写箔で形成することが好ましい。
【0098】
画像記録体上に保護する方法として塗布を選択する場合、従来公知の方法、例えば回転塗布、ワイヤーバー塗布、ディップ塗布、フェルト塗布、エアーナイフ塗布、スプレ−塗布、エアースプレ−塗布、静電エアースプレ−塗布、ロール塗布ブレード塗布及びカーテン塗布等の方法が用いられる。この際塗布量は用途により異なるが、例えば固形分として0.05〜50.0g/m2の塗布量が好ましい。なお、塗布量が少なくなるにつれて見かけの感度が大になるが画像形成層の皮膜特性、耐薬品性が低下する。
【0099】
塗布後硬化させる方法として活性な電磁波を発生させるものは全て用いることができる。例えば、レーザー、発光ダイオード、キセノンフラッシュランプ、ハロゲンランプ、カーボンアーク燈、メタルハライドランプ、タングステンランプ、水銀灯、無電極光源等をあげることができる。好ましくは、キセノンランプ、ハロゲンランプ、カーボンアーク燈、メタルハライドランプ、タングステンランプ、水銀灯等の光源が挙げられ、この際加えられるエネルギーは、重合開始剤の種類のより、露光距離、時間、強度を調整することにより適時選択して用いることができる。
[熱処理]
熱エネルギーを加えることもでき手段としては、オーブン、ヒ−トロ−ル、ホットスタンプ、サーマルヘッド、レーザー光、赤外線フラッシュ、熱ペンなどを適時選択して用いることができる。
【0100】
この発明の熱又は光硬化型樹脂層からなる保護は、耐熱性の支持体、例えばポリエチレンテレフタレート樹脂フィルム上に塗工によって形成された透明保護層リボンもしくは透明保護箔をあらかじめ用意しておき、これを、例えば、サーマルヘッドや熱転写ロールを用いて、熱転写することによって形成することができる。
[ICカード上への転写箔付与方法]
転写箔の被転写材への転写は通常サーマルヘッド、ヒートローラー、ホットスタンプマシンなどの加熱しながら加圧を行える手段を用い転写を行う。
[熱転写記録法で昇華もしくは熱拡散性染料画像を受容する受像層]
第2のシート材に有する受像層は、バインダーと各種の添加剤で形成することができる。
【0101】
この発明における受像層は、昇華型熱転写方式により階調情報含有画像を形成すると共に、昇華型熱転写方式または溶融型熱転写方式により文字情報含有画像を形成するので、昇華性色素の染着性、または昇華性色素の染着性とともに熱溶融性インクの接着性も良好でなければならない。かかる特別な性質を受像層に付与するには、後述するように、バインダー、および各種の添加剤の種類およびそれらの配合量を適宜に調整することが必要である。
【0102】
以下、受像層を形成する成分について詳述する。
【0103】
この発明における受像層用のバインダーは、通常に知られている昇華型感熱転写記録受像層用のバインダーを適宜に用いることができる。主なバインダーとしては、塩化ビニル系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、アクリル系樹脂、ポリスチレン系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂などさまざまのバインダーを使用することができる。
【0104】
ただし、この発明によって形成される画像につき、実際的要求(たとえば発行されるIDカードに所定の耐熱性が要求されるなど)が存在するのであれば、そのような要求項目を満たすようにバインダーの種類あるいは組み合わせを考慮することが必要になる。画像の耐熱性を例にすると、60℃以上の耐熱性が要求されるのであれば、昇華性色素のにじみを考慮して、Tgが60℃以上であるバインダーを使用するのが好ましい。
【0105】
また、受像層を形成するに際して、必要に応じて、例えば金属イオン含有化合物を含有させるのが好ましい場合がある。特に熱移行性化合物がこの金属イオン含有化合物と反応してキレートを形成する場合である。
【0106】
金属イオン含有化合物を構成する金属イオンとしては、例えば周期律表の第I〜第VIII族に属する2価および多価の金属が挙げられるが、中でもAl、Co、Cr、Cu、Fe、Mg、Mn、Mo、Ni、Sn、Ti、Zn等が好ましく、特にNi、Cu、Co、Cr、Zn等が好ましい。これらの金属イオンを含有する化合物としては、金属の無機または有機の塩および該金属の錯体が好ましい。具体例を挙げると、Ni2+、Cu2+、Co2+、Cr2@およびZn2+を含有した下記一般式で表される錯体が好ましく用いられる。
[M(Q1)k(Q2)m(Q3)n]p+p(L−)
ただし、式中Mは金属イオンを表し、Q1、Q2、Q3は各々Mで表される金属イオンと配位結合可能な配位化合物を表し、これらの配位化合物としては例えば「キレート化学(5)(南江堂)」に記載されている配位化合物から選択することができる。特に好ましくは、金属と配位結合する少なくとも一個のアミノ基を有する配位化合物を挙げることができ、更に具体的には、エチレンジアミンおよびその誘導体、グリシンアミドおよびその誘導体、ピコリンアミドおよびその誘導体が挙げられる。
【0107】
Lは錯体を形成しうる対アニオンであり、Cr、SO4、ClO4 等の無機化合物アニオンやベンゼンスルホン酸誘導体、アルキルスルホン酸誘導体等の有機化合物アニオンが挙げられるが、特に好ましくはテトラフェニルホウ素アニオンおよびその誘導体、ならびにアルキルベンゼンスルホン酸アニオンおよびその誘導体である。kは1、2または3の整数を表し、mは1、2または0を表し、nは1または0を表すが、これらは前記一般式で表される錯体が4座配位か、6座配位かによって決定されるか、あるいはQ1、Q2、Q3の配位子の数によって決定される。pは1、2または3を表す。
【0108】
この種の金属イオン含有化合物としては、米国特許第4,987,049号明細書に例示されたものを挙げることができる。前記金属イオン含有化合物を添加する場合、その添加量は受像層に対して、0.5〜20g/m2が好ましく、1〜15g/m2がより好ましい。
【0109】
また、受像層には、離型剤を添加することが好ましい。有効な離型剤としては、用いるバインダーと相溶性のあるものが好ましく、具体的には変性シリコーンオイル、変性シリコーンポリマーが代表的であり、例えばアミノ変性シリコーンオイル、エポキシ変性シリコーンオイル、ポリエステル変性シリコーンオイル、アクリル変性シリコーン樹脂、ウレタン変性シリコーン樹脂などが挙げられる。このなかでもポリエステル変性シリコーンオイルはインクシートとの融着を防止するが、受像層の2次加工性を妨げないという点で特に優れている。受像層の2次加工性とは、マジックインキでの筆記性、できた画像を保護する際に問題となるラミネート性などを指す。この他、離型剤としてはシリカ等の微粒子も有効である。2次加工性を問題としない場合は融着防止策として硬化型シリコーン化合物の使用も有効である。紫外線硬化型シリコーン、反応硬化型シリコーンなどが入手可能であり、大きな離型効果が期待できる。
【0110】
この発明における受像層は、その形成成分を溶媒に分散あるいは溶解してなる受像層用塗工液を調製し、その受像層用塗工液を支持体の表面に塗布し、乾燥する塗工法によって製造することができる。
【0111】
支持体の表面に形成される受像層の厚みは、一般に1〜50μm、好ましくは2〜10μm程度である。この発明においては、支持体と受像層との間にクッション層あるいはバリヤー層を設けることもできる。クッション層を設けると、ノイズが少なくて、画像情報に対応した画像を再現性良く転写記録することができる。クッション層を構成する材質としては、例えばウレタン樹脂、アクリル樹脂、エチレン系樹脂、ポリプロピレン系樹脂、ブタジエンラバー、エポキシ樹脂、特願平2001−16934等に記載の光硬化型樹脂等が挙げられる。クッション層の厚さは通常、1〜50μm、好ましくは3〜30μmである。
【0112】
この発明の受像層は、受像層とICカード基材製造装置搬送部材の距離関係が、次式1の関係にあることが好ましい。第2のシート材に有する受像層と搬送シート材の距離関係式―1が受像層と搬送部材の距離/第2のシート材又は第1のシート材の厚さ=0〜0.3で有ることが更に好ましい。0.3以上であると受像層の役割が低下し印字性等の性能が劣化してしまい問題である。
【0113】
この発明においては、受像層上にフォーマット印刷からなる情報坦持体層を設けることができる。
【0114】
フォーマット印刷からなる情報坦持体とは、識別情報及び書籍情報を記録した複数の選ばれる少なくとも一つが設けられた情報坦持体を表し、具体的には、罫線、社名、カード名称、注意事項、発行元電話番号等を表す。
【0115】
フォーマット印刷からなる情報坦持体の形成には、日本印刷技術協会出版の「平版印刷技術」、「新・印刷技術概論」、「オフセット印刷技術」、「製版・印刷はやわかり図鑑」等に記載されている一般的なインキを用いて形成することができ、光硬化型インキ、油溶性インキ、溶剤型インキなどにカーボンなどのインキにより形成される。
【0116】
また、場合により目視による偽造防止の為に透かし印刷、ホログラム、細紋等が採用されてもよく、偽造変造防止層としては印刷物、ホログラム、バーコード、マット調柄、細紋、地紋、凹凸パターンなどで適時選択さ、可視光吸収色材、紫外線吸収材、赤外線吸収材、蛍光増白材、金属蒸着層、ガラス蒸着層、ビーズ層、光学変化素子層、パールインキ層、隣片顔料層、帯電防止層などから表シートに印刷等で設けることも可能である。
【0117】
この発明のクッション層を形成する材料としては、特願2001−1693記載の光硬化型樹脂、ポリオレフィンが好ましい。例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−水素添加イソプレン−スチレンブロック共重合体、ポリブタジエンのような柔軟性を有し、熱伝導性の低いものが適する。
[クッション層]
この発明のクッション層を形成する材料としては、ポリオレフィンが好ましい。例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−水素添加イソプレン−スチレンブロック共重合体、ポリブタジエン、光硬化型樹脂層のような柔軟性を有し、熱伝導性の低いものが適する。具体的には、特願平2001−16934等のクッション層を使用することができる
この発明でいうクッション層とは、受像層と電子部品の間にクッション層を有するかいずれの形態であれば特に制限はないが、基体と実質的に同質の別支持体の第2のシート材もしくは第1、第2のシート材両面上に塗設あるいは貼合されて、形成されることが特に好ましい。
[筆記層]
筆記層は、IDカードの裏面に筆記をすることができるようにした層である。このような筆記層としては、例えば炭酸カルシウム、タルク、ケイソウ土、酸化チタン、硫酸バリウム等の無機微細粉末を熱可塑性樹脂(ポリエチレン等のポリオレフィン類や、各種共重合体等)のフィルムに含有せしめて形成することができる。特開平1−205155号公報に記載の「書き込み層」をもって形成することができる。前記筆記層は支持体における、複数の層が積層されていない第1シート部材に形成される。
【0118】
また、筆記層にはワックスを添加しても良い。ワックスとしては合成系のワックスが好ましく用いられ、代表的なものとしてポリエチレンワックスが好ましく用いられる。その他パラフィンワックスやカルナバワックス等の一般的なワックスを用いることができる。WAX含有率は備考層全量中の0.5重量%以上50重量%以下であり、好ましくは1重量%以上20重量%以下である。
[転写箔用支持体]
支持体としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート共重合体等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリメチルペンテン等のポリオレフィン樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリ4フッ化エチレン、エチレン−4フッ化エチレン共重合体、等のポリフッ化エチレン系樹脂、ナイロン6、ナイロン6.6等のポリアミド、ポリ塩化ビニル、塩化ビニル/酢酸ビニル共重合体、エチレン/酢酸ビニル共重合体、エチレン/ビニルアルコール共重合体、ポリビニルアルコール、ビニロン等のビニル重合体、三酢酸セルロース、セロファン等のセルロース系樹脂、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、等のアクリル系樹脂、ポリスチレン、ポリカーボネート、ポリアリレート、ポリイミド等の合成樹脂シート、又は上質紙、薄葉紙、グラシン紙、硫酸紙等の紙、金属箔等の単層体或いはこれら2層以上の積層体が挙げられる。
【0119】
この発明の支持体の厚みは10〜200μm望ましくは15〜80μmである。10μm以下であると支持体が転写時に破壊してしまい問題である。この発明の特定離型層においては、ポリエチレンテレフタレートが好ましい。
【0120】
この発明の支持体は、必要に応じて凹凸を有することができる。凹凸作成手段としては、マット剤練り込み、サンドブラスト加工、ヘアライン加工、マットコーティング、もしくはケミカルエッチング等が挙げられる。マットコーティングの場合有機物及び無機物のいずれでもよい。例えば、無機物としては、スイス特許第330,158号等に記載のシリカ、仏国特許第1,296,995号等に記載のガラス粉、英国特許第1,173,181号等に記載のアルカリ土類金属又はカドミウム、亜鉛等の炭酸塩、等をマット剤として用いることができる。有機物としては、米国特許第2,322,037号等に記載の澱粉、ベルギー特許第625,451号や英国特許第981,198号等に記載された澱粉誘導体、特公昭44−3643号等に記載のポリビニルアルコール、スイス特許第330,158号等に記載のポリスチレン或いはポリメタアクリレート、米国特許第3,079,257号等に記載のポリアクリロニトリル、米国特許第3,022,169号等に記載されたポリカーボネートの様な有機マット剤を用いることができる。マット剤の付着方法は、予め塗布液中に分散させて塗布する方法であってもよいし、塗布液を塗布した後、乾燥が終了する以前にマット剤を噴霧する方法を用いてもよい。また、複数の種類のマット剤を添加する場合は、両方の方法を併用してもよい。この発明で凹凸加工する場合、転写面、背面のいずれか片面以上に施すことが可能である。
[転写箔離型層]
剥離層としては、高ガラス転移温度を有するアクリル樹脂、ポリビニルアセタール樹脂、ボリビニルブチラール樹脂などの樹脂、ワックス類、シリコンオイル類、フッ素化合物、水溶性を有するポリビニルピロリドン樹脂、ポリビニルアルコール樹脂、Si変性ポリビニルアルコール、メチルセルロース樹脂、ヒドロキシセルロース樹脂、シリコン樹脂、パラフィンワックス、アクリル変性シリコーン、ポリエチレンワックス、エチレン酢酸ビニルなどの樹脂が挙げられ、他にポリジメチルシロキサンやその変性物、例えばポリエステル変性シリコーン、アクリル変性シリコーン、ウレタン変性シリコーン、アルキッド変性シリコーン、アミノ変性シリコーン、エポキシ変性シリコーン、ポリエーテル変性シリコーン等のオイルや樹脂、またはこの硬化物、等が挙げられる。他のフッ素系化合物としては、フッ素化オレフィン、パーフルオロ燐酸エステル系化合物が挙げられる。好ましいオレフィン系化合物としては、ポリエチレン、ポリプロピレン等の分散物、ポリエチレンイミンオクタデシル等の長鎖アルキル系化合物等が挙げられる。これらの離型剤で溶解性の乏しいものは分散するなどして用いることができる。
【0121】
転写箔を2枚転写する場合は熱可塑性エラストマーを添加してもよい。熱可塑性エラストマーは具体的にスチレン系(スチレン・ブロック・コポリマー(SBC))、オレフィン系(TP)、ウレタン系(TPU)、ポリエステル系(TPEE)、ポリアミド系(TPAE)、1,2−ポリブタジエン系、塩ビ系(TPVC)、フッ素系、アイオノマー樹脂、塩素化ポリエチレン、シリコーン系等が上げられ具体的には1996年度版「12996の化学商品」(化学工業日報社)等に記載されている。
【0122】
この発明で好適に用いられる、ポリスチレンとポリオレフィンのブロックポリマーからなる引っ張り伸びが100%以上熱可塑性エラストマーとは、スチレンおよび炭素数10以下の直鎖または分岐の飽和アルキルのブロックからなる熱可塑性樹脂(以下熱可塑性樹脂S1ともいう)を言う。特に、ポリスチレン相とポリオレフィンを水素添加した相をもつブロックポリマーであるスチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン/ブチレン−スチレン(SEBS)、スチレン−エチレン/プロピレン−スチレン(SEPS)、スチレン−エチレン/プロピレン(SEP)のブロックポリマー等があげられる。
【0123】
また、必要に応じて、この発明の離型層と樹脂層或いは活性光線硬化層との間に熱硬化型樹脂層を用いてもよい。具体的には、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、キシレン樹脂、グアナミン樹脂、ジアリルフタレート樹脂、フェノール樹脂、ポリイミド樹脂、マレイン酸樹脂、メラミン樹脂、尿素樹脂、ポリアミド樹脂、ウレタン樹脂等が挙げられる。
【0124】
転写箔の透明樹脂層は、ポリビニルブチラール樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリエステル樹脂、エポキシ樹脂、ノボラック樹脂、スチレン、パラメチルスチレン、メタクリル酸エステル、アクリル酸エステル等のビニル単量体やセルロース系、熱可塑性ポリエステル、天然樹脂等、他の任意の高分子重合体を併用してもよい。また、その他、赤松清監修、「新・感光性樹脂の実際技術」、(シーエムシー、1987年)や「10188の化学商品」657〜767頁(化学工業日報社、1988年)記載の業界公知の有機高分子重合体を併用してもよい。
【0125】
この発明においては、ICカード上に保護をする目的で光又は/熱硬化性層を転写箔で設けることが好ましい。光又は/熱硬化性層とは前記記載の組成物からなる材料であれば特に制限はない。透明樹脂層の厚みは0.3〜50μmが好ましく、より好ましくは0.3〜30μm、特に好ましくは0.3〜20μmである。
【0126】
転写箔の中間層としては、中間層1層以上の層から構成されることが好ましく場合によりプライマー層、バリヤ層として介在しても層間の接着性をさらに向上させてもよい。
【0127】
例えば塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、ポリビニルアルコール、ポリカーボネート、セルロース系樹脂、スチレン系樹脂、ウレタン系樹脂、アミド系樹脂、尿素系樹脂、エポキシ樹脂、フェノキシ樹脂、ポリカプロラクトン樹脂、ポリアクリロニトリル樹脂、SEBS樹脂、SEPS樹脂、およびそれらの変性物などを用いることができる。
【0128】
上述した樹脂の中でも、この発明の目的に好ましいのは、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリビニルブチラール系樹脂、スチレン系樹脂、エポキシ樹脂、ウレタン系樹脂、ウレタンアクリレート樹脂、SEBS樹脂、SEPS樹脂である。これらの樹脂は一種を単独に用いることもできるし、二種以上を組み合わせて用いることもできる。
【0129】
具体的な化合物としては、ポリスチレンとポリオレフィンのブロックポリマーからなる熱可塑性樹脂、ポリビニルブチラール等が好ましい。この発明の中間層において、重合度が1000以上のポリビニルブチラール樹脂としては積水化学工業(株)製のエスレックBH−3、BX−1、BX−2、BX−5、BX−55、BH−S、電気化学工業(株)製のデンカブチラール#4000−2、#5000−A、#6000−EP等が市販されている。中間層のポリブチラールの熱硬化樹脂としては熱硬化前の重合度に限定はなく低重合度の樹脂でもよく、熱硬化にはイソシアネート硬化剤やエポキシ硬化剤等を用いることができ、熱硬化条件は50〜90℃で1〜24時間が好ましい。中間層の厚みは0.1〜1.0μmが好ましい。
【0130】
熱接着性樹脂としては、熱貼着性樹脂としてエチレン酢酸ビニル樹脂、エチンエチルアクリレート樹脂、エチレンアクリル酸樹脂、アイオノマー樹脂、ポリブタジエン樹脂、アクリル樹脂、ポリスチレン樹脂、ポリエステル樹脂、オレフィン樹脂、ウレタン樹脂、粘着付与剤(例えばフェノール樹脂、ロジン樹脂、テルペン樹脂、石油樹脂など)などが挙げられそれらの共重合体や混合物でもよい。
【0131】
具体的には、ウレタン変性エチレンエチルアクリレート共重合体としては東邦化学工業(株)製のハイテックS−6254、S−6254B、S−3129等が市販され、ポリアクリル酸エステル共重合体としては日本純薬(株)製のジュリマーAT−210、AT−510、AT−613、互応化学工業(株)製のプラスサイズL−201、SR−102、SR−103、J−4等が市販されている。ウレタン変性エチレンエチルアクリレート共重合体とポリアクリル酸エステル共重合体の重量比は9:1から2:8が好ましく、接着層の厚みは0.1〜1.0μmが好ましい。
【0132】
場合により偽変造防止の目的で光学変化素子層転写層設けることが可能である。光学変化素子(Optical Variable Device:OVD)とは、1)キネグラムのような回析格子の2次元のCG画像であり、線画像構成の画像が移動、回転、膨張、縮小等自由に動き変化する点に特徴があるもの、2)Pixelgramのような画像がポジとネガに変化する特徴があるようなもの、3)OSD(Optical Security Device)のような色が金色から緑色に変化するもの、4)LEAD(Long Lasting Economical Anticopy Device)のような像画が変化して見えるもの、5)ストライブ型OVD、6)金属箔等を表し、日本印刷学会誌(1998年)第35巻第6号P482〜P496記載に有るような用紙の素材、特殊な印刷技法、特殊インキ等でセキュリティを維持してもよい。この発明においては、ホログラムがとくに好ましい。
[ICカード作成方法]
ここでホットメルト接着剤を使用したICカードの作製方法の一例を挙げる。ICカードの作製に当たっては、先ず表裏のシートにアプリケーターでホットメルト接着剤を所定の厚さに塗工する。塗工方法としてはローラー方式、Tダイ方式、ダイス方式などの通常の方法が使用される。この発明でストライプ状に塗工する場合、Tダイスリットを間欠に開口部を持たせる等の方法があるが、これに限られるものではない。また、この発明の接着剤表面を凹凸形状にする方法としては、上記方法により塗工した接着剤表面をエンボシングロールで加圧処理する方法がある。接着剤を塗工した上下のシートの間にIC部材を装着する。装着する前に塗工した接着剤をあらかじめヒーター等で加熱させておいてもよい。その後上下シート間にIC部材を装着したものを接着剤の貼り合わせ温度に加熱したプレスで所定時間プレスするか、又はプレスでの圧延の替わりに所定温度の恒温層中でシートを搬送しながらロールで圧延してもよい。又、貼り合わせ時に気泡が入るのを防止するために真空プレスしてもよい。プレス等で貼り合わせた後は所定形状に打ち抜ぬくなり、カード状に断裁するなりしてカード化する。接着剤に反応型接着剤を用いた場合は所定時間硬化反応させた後にカード状に断裁する。硬化促進のために貼り合わせたシートのカードサイズの周囲に反応に必要な水分供給のための穴を開ける方法も有効な手段の一つである。
【0133】
この発明において、カード上サイズに基材を作成する場合、製造方法として、例えば第1のシート材と第2のシート材が接着剤を介して貼り合わし、接着後積層されたシート基材にをカード上サイズに成形する方法する選択される。カードサイズ上に成形する方法としては打ち抜く方法、断裁する方法等が主に選択される。
[実施例1]
以下、実施例を挙げて、この発明を詳細に説明するが、この発明の態様はこれに限定されない。尚、以下において「部」は「重量部」を示す。
[接着剤の作成]
用いる接着剤は、
Henkel社製Macroplast QR3460
積水化学工業(株)製エスダイン9632
多孔質高シリカアルミノシリケート(AMT−SILICA#200B;水澤化学工業製)
を併せて100重量部となるよう添加し、上記成分を温度150℃にてホモジナイザーにて、表1に示す接着剤物性となるまで攪拌し、接着剤を作成した。
<第1のシート材(裏シート)の作成>
表面シートおよび裏面シートとして帝人デュポンフィルム株式会社製U2L98W低熱収グレード188μmを使用した。
(筆記層の作成)前記支持体裏シート188μmに下記組成の第1筆記層形成用塗工液、第2筆記層形成用塗工液及び第3筆記層形成用塗工液をこの順に塗布乾燥して、それぞれの厚みが5μm、15μm、0.2μmになる様に積層することにより筆記層を形成した。
〈第1筆記層形成用塗工液〉
ポリエステル樹脂〔東洋紡績(株)製:バイロン200〕 8部
イソシアネート 1部
〔日本ポリウレタン工業(株)製:コロネートHX〕
カーボンブラック 微量
二酸化チタン粒子〔石原産業(株)製:CR80〕 1部
メチルエチルケトン 80部
酢酸ブチル 10部
〈第2筆記層形成用塗工液〉
ポリエステル樹脂 4部
〔東洋紡績(株)製:バイロナールMD1200〕
シリカ 5部
二酸化チタン粒子〔石原産業(株)製:CR80〕 1部
水 90部
〈第3筆記層形成用塗工液〉
ポリアミド樹脂〔三和化学工業(株)製:サンマイド55〕 5部
メタノール 95部
得られた筆記層の中心線平均粗さは1.34μmであった。
(筆記層へのフォーマット印刷層の形成)
オフセット印刷法により、フォーマット印刷(罫線、発行者名、発行者電話番号)を行った。印刷インキはUV墨インキを用いた。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
<第2のシート材(表シート)の作成>
表面シートおよび裏面シートとして帝人デュポンフィルム株式会社製U2L98W低熱収グレードを使用した。
【0134】
PETシートの厚みは表裏とも188μmである。
(表シートの作成)
前記支持体表シート188μmに下記組成物からなるクッション層、受像層を順次塗工乾燥してなる第2のシート材(表面シート1)を形成した。
(光硬化型クッション層) 膜厚10μm
ウレタンアクリレートオリゴマー
(新中村化学社製:NKオリゴUA512) 55部
ポリエステルアクリレート
(東亞合成社製:アロニックスM6200) 15部
ウレタンアクリレートオリゴマー
(新中村化学社製:NKオリゴUA4000) 25部
ヒドロキシシクロヘキシルフェニルケトン
(チバ・スペシャリティー・ケミカルズ:イルガキュア184) 5部
メチルエチルケトン 100部
塗布後の活性光線硬化性化合物は、90℃/30secで乾燥を行い、次いで水銀灯(300mJ/cm2)で光硬化を行った。
(受像層)
上記クッション層上に下記組成の第1受像層形成用塗工液、第2受像層形成用塗工液及び第3受像層形成用塗工液をこの順に塗布乾燥して、それぞれの厚みが0.2μm、2.5μm、0.5μmになる様に積層することにより受像層を形成した。
〈第1受像層形成用塗工液〉
ポリビニルブチラール樹脂 9部
〔積水化学工業(株)製:エスレックBL−1〕
イソシアネート 1部
〔日本ポリウレタン工業(株)製:コロネートHX〕
メチルエチルケトン 80部
酢酸ブチル 10部
〈第2受像層形成用塗工液〉
ポリビニルブチラール樹脂 6部
〔積水化学工業(株)製:エスレックBX−1〕
金属イオン含有化合物(化合物MS) 4部
メチルエチルケトン 80部
酢酸ブチル 10部
〈第3受像層形成用塗工液〉
ポリエチレンワックス 2部
〔東邦化学工業(株)製:ハイテックE1000〕
ウレタン変性エチレンアクリル酸共重合体 8部
〔東邦化学工業(株)製:ハイテックS6254〕
メチルセルロース〔信越化学工業(株)製:SM15〕 0.1部
水 90部
(フォーマット印刷層からなる情報坦持体形成)
受像層上にオフセット印刷法により、フォーマット印刷(従業員証、氏名)を行った。印刷インキはUV墨インキを用いた。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
(透明樹脂層形成)
下記組成物からなる印刷インキを用いロールミルにより混合し、印刷インキを作成した。オフセット印刷法により受像層上に印刷を行った。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。
(透明樹脂層組成物1)
ウレタンアクリレートオリゴマー 50部
脂肪族ポリエステルアクリレートオリゴマー 35部
ダイロキュア1173(チバ・スペシャリティー・ケミカルズ社製) 5部
トリメチロールプロパンアクリレート 10部
(IC隠蔽層の作成)
樹脂凸印刷法により、受像層面とは反対側の支持体最表面に透かし印刷を行った。
【0135】
印刷紋様は、図3又は図4の何れかで行った。印刷印刷インキはUV墨インキにより印刷を行った。印刷時のUV照射条件は、高圧水銀灯で200mj相当であった。膜厚は1.0μmであった。
<ICカード用画像記録体の作成>
上記作成された、図5の第1のシート材(裏シート)と、図6の第2のシート材(表面シート)を用い、図7に記載のIC搭載カード基材及び受像層付きICカード基材の作成装置を用いてICカード基材を作成した。
【0136】
実施形態としてのICカード基材作成について説明をする。図7はICカード基材作成装置を示す概略構成図である。
【0137】
第1のシート材(裏シート)は第1のシート供給部、第2のシート材(表シート)は第2のシート供給部に設置する。ホットメルト剤供給部に接着剤を投入した。
【0138】
図8はICカード用材料のICモジュールの模式図であり、銅線を巻いたアンテナコイルのアンテナ3a1にICチップ3a2が接合され、電子部品3aのICモジュールである。
【0139】
図9のインレットの構造は、不織布タイプであり、プリントパターンが形成された不織布3a4とICチップ3a2がボンディング等で接合され、ICチップ3a2には補強板3bがICチップ3a2を50%以上覆うようにして介在している模式図である。日立マクセル株式会社製ICカードシート「FTシリーズ」も使用することも可能である。
【0140】
図10はプリント基板タイプであり、プリントパターンが形成されたプリント基板3a5とICチップ3a2がボンディング等で接合され、ICチップ3a2には補強板3bがICチップ3a2を50%以上覆うようにして介在している模式図である。
【0141】
使用インレットは、各種の帝人デュポンフィルム(株)製Sシリーズテトロンフィルムを加熱処理し熱収縮率を調整した。その後支持体表面に各種樹脂を1μm厚でシート両面をコーティングした。さらにこの上に厚さ10μmのアルミニウム箔を蒸着させた後、アンテナ線の形態のようにエッチング処理をした。こうして得られたベースシートの支持体上に、図11に示すように、ICチップ、補強板などを設置し、ICカード用インレットとした。
【0142】
第1のシート材に特定温度で窒素下で湿気硬化型の接着剤供給部からTダイ塗布方式により接着剤を供給し、この第1のシート材と第2のシート材に湿気硬化型接着剤とICモジュールのIC/固定部材とからなる複合体を加熱加圧ロール、(圧力3kg/cm2)膜厚制御ロールにより貼合され740μmに制御されたICカード貼り合わせシートが作成された。このICカード貼り合わせシートを図12及び図13に示す。図12は図9のインレットを用いた実施例であり、図13は図10のインレットを用いた実施例である。
【0143】
断裁工程は接着剤の初期硬化、支持体との密着性が十分に行われてから化粧断裁することが好ましい。断裁性を考慮すると接着剤は必ずしも完全に硬化させる必要はない。作成された原反はローターリカッターにより55mm×85mmサイズのICカード用画像記録体を得ることができた。仕上がったカード基材表裏面にフォーマット印刷部がない場合は、カード印刷機により樹脂凸版印刷法で、ロゴとOPニスを順次印刷した。
【0144】
また、この発明のICカード基材製造の作成環境、及び湿気硬化型接着剤、接着剤塗工温度、接着剤貼り合わせ時の温度等の条件は表1、表2に記載した。
【0145】
この断裁工程では、図14及び図15に示すカード打抜き機が用いられる。この実施の形態では、カード打抜き機を打抜金型装置で構成し、図14は打抜金型装置の全体概略斜視図であり、図15は打抜金型装置の主要部の正面端面図である。
【0146】
この打抜金型装置は、上刃110及び下刃120を有する打抜金型を備え、上刃110は、外延の内側に逃げ141が設けられた打抜用ポンチ111を含み、下刃120は、打抜用ダイス121を有する。打抜用ポンチ111を、打抜用ダイス121の中央に設けられたダイス孔122に、下降させることにより、ダイス孔122と同じサイズのICカードを打ち抜く。このために、打抜用ポンチ111のサイズは、ダイス孔122のサイズより若干小さくなっている。上部断裁刃の刃の角度が直角に近いものが一般的にパンチダイと呼ばれ、鋭角であるものが中空刃と呼ばれる。パンチダイ方式では、通常抜き落とし方式になるが、中空刃では抜き落としにせずに下敷きを設ける場合が多い。
[ICカード作成方法]
ICカードへ認証識別画像、属性情報画像の記載方法を説明する。
(昇華型感熱転写記録用のインクシートの作成)
裏面に融着防止加工した厚さ6μmのポリエチレンテレフタレートシートに下記組成のイエローインク層形成用塗工液、マゼンタインク層形成用塗工液、シアンインク層形成用塗工液を各々の厚みが1μmになる様に設け、イエロー、マゼンタ、シアンの3色のインクシートを得た。
〈イエローインク層形成用塗工液〉
イエロー染料
(三井東圧染料(株)製MSYellow) 3部
ポリビニルアセタール 5.5部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 1部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 70部
トルエン 20部
〈マゼンタインク層形成用塗工液〉
マゼンタ染料
(三井東圧染料(株)製 MS Magenta) 2部
ポリビニルアセタール 5.5部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 2部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 70部
トルエン 20部
〈シアンインク層形成用塗工液〉
シアン染料
(日本化薬(株)製 カヤセットブルー136) 3部
ポリビニルアセタール 5.6部
〔電気化学工業(株)製:デンカブチラールKY−24〕
ポリメチルメタアクリレート変性ポリスチレン 1部
〔東亜合成化学工業(株)製:レデダGP−200〕
ウレタン変性シリコンオイル 0.5部
〔大日精化工業(株)製:ダイアロマーSP−2105〕
メチルエチルケトン 20部
(溶融型感熱転写記録用のインクシートの作成)
裏面に融着防止加工した厚さ6μmのポリエチレンテレフタレートシートに下記組成のインク層形成用塗工液を厚みが2μmになる様に塗布乾燥してインクシートを得た。
〈インク層形成用塗工液〉
カルナバワックス 1部
エチレン酢酸ビニル共重合体 1部
〔三井デュポンケミカル社製:EV40Y〕
カーボンブラック 3部
フェノール樹脂〔荒川化学工業(株)製:タマノル521〕 5部
メチルエチルケトン 90部
(顔画像の形成)
受像層又は透明樹脂部、情報印刷部と昇華型感熱転写記録用のインクシートのインク側を重ね合わせインクシート側からサーマルヘッドを用いて出力0.23W/ドット、パルス幅0.3〜4.5m秒、ドット密度16ドット/mmの条件で加熱することにより画像に階調性のある人物画像を受像層に形成した。この画像においては上記色素と受像層のニッケルが錯体を形成している。
(文字情報の形成)
透明樹脂部又は鱗片顔料含有層と溶融型感熱転写記録用のインクシートのインク側を重ね合わせインクシート側からサーマルヘッドを用いて出力0.5W/ドット、パルス幅1.0m秒、ドット密度16ドット/mmの条件で加熱することにより文字情報をICカード用画像記録体上に形成した。
【0147】
上記により顔画像と属性情報を設けた。
[ICカード表面保護層添加樹脂合成例1]
窒素気流下の三ツ口フラスコに、メタアクリル酸メチル73部、スチレン15部、メタアクリル酸12部とエタノール500部、α、α′−アゾビスイソブチロニトリル3部を入れ、窒素気流中80℃のオイルバスで6時間反応させた。その後、トリエチルアンモニウムクロライド3部、グリシジルメタクリレート1.0部を加え、3時間反応させ目的のアクリル系共重合体の合成バインダー1を得た。
保護層1
[透明樹脂転写箔1の作成]
ダイアホイルヘキスト(株)製ポリエチレンテレフタレート(S−25)の片面に下記処方をワイヤーバーコーティングにて塗工乾燥して、保護層を形成した。
(離型層) 膜厚0.5μm
アクリル系樹脂(三菱レイヨン(株)製、ダイアナールBR−87) 5部
ポリビニルアセトアセタール(SP値:9.4)
(積水化学(株)、KS−1) 5部
メチルエチルケトン 40部
トルエン 50部
塗布後、90℃/30secで乾燥を行った。
〈中間層形成塗工液〉 膜厚0.3μm
ポリビニルブチラール樹脂〔積水化学(株)製:エスレックBX−1〕 5部
タフテックスM−1913(旭化成) 3.5部
硬化剤
ポリイソシアネート[コロネートHX 日本ポリウレタン製] 1.5部
メチルエチルケトン 20部
トルエン 70部
塗布後、90℃/30secで乾燥を行い、硬化剤の硬化は、50℃、24時間で行った。
<バリヤー層形成塗工液> 膜厚0.5μm
BX−1(ポリビニルブチラール樹脂) 4部
〔積水化学(株)製:エスレックBシリーズ〕
タフテックスM−1913(旭化成) 4部
硬化剤
ポリイソシアネート[コロネートHX 日本ポリウレタン製] 2部
トルエン 50部
メチルエチルケトン 40部
塗布後、70℃/30secで乾燥を行った。
〈接着層形成塗工液〉 膜厚0.3μm
ウレタン変性エチレンエチルアクリレート共重合体
〔東邦化学工業(株)製:ハイテックS6254B〕 8部
ポリアクリル酸エステル共重合体
〔日本純薬(株)製:ジュリマーAT510〕 2部
水 45部
エタノール 45部
塗布後、70℃/30secで乾燥を行った。
【0148】
上記の組成の剥離層、中間層、接着層で構成される透明樹脂転写箔1を作成した。
【0149】
さらに画像、文字が記録された前記受像体上に前記構成からなる透明保護層を有する転写箔を用いて表面温度200℃に加熱した、直径5cmゴム硬度85のヒートローラーを用いて圧力150kg/cm2で1.2秒間熱をかけて転写を行ったのち、前記転写箔が転写された前記受像体上に再度同じ転写箔を用いて転写を行なった。
【0150】
ここまでのカードへの印字、画像形成、転写箔掛けまでの工程は、図16に示すカード印字プリンタを用いて行なった。
【0151】
図16は、ICカードの作成装置としてのカードプリンタであり、カードプリンタには、上方位置にカード基材供給部10及び情報記録部20が配置され、下方位置に、透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70が配置され、この後更に透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70が配置され、画像記録体としてカードを作成する。
【0152】
カード基材供給部10には、例えば、図1で作成されたカード使用者の個人情報を書き込むために予め枚葉状にカットされた複数枚のカード基材50が、顔写真を記録する面を上に向けてストックされている。この例では、カード基材50が支持体と受像層からなり、このカード基材50は1枚ずつカード基材供給部10から所定のタイミングで自動供給される。
【0153】
情報記録部20には、イエローリボンカセット21、マゼンタリボンカセット22、シアンリボンカセット23、ブラックリボンカセット24が配置され、それぞれに対応して記録ヘッド25〜28が配置されている。イエローリボン、マゼンタリボン、シアンリボン等の熱転写シートによる熱転写で、カード基材50が移動されている間に、その受像層の所定領域にカード使用者の顔写真等の諧調を有する画像領域が記録される。
【0154】
また、文字リボンカセット31及び記録ヘッド32が配置され、文字リボン等の熱転写シートによる熱転写で、その氏名やカード発行日等の認証識別情報が記録され、画像記録層が形成される。この情報記録部20では、イメージワイズに加熱して前記受像層に諧調情報画像を形成し、画像を形成する際の記録ヘッド条件は0.01〜0.3kg/cm2の範囲で加圧し、ヘッドの温度50〜500℃で形成する。
【0155】
透明保護層及び/又は光学変化素子転写層付与部/又は樹脂層付与部70では、転写箔カセット71が配置され、この転写箔カセット71に対応して熱転写ヘッド72が配置されている。光学変化素子転写箔43及び/又は透明保護転写箔64、硬化型転写箔66を転写し、光学変化素子転写層及び/透明保護転写層、硬化型済保護層含有転写層が設けられる。
【0156】
上記のようにして得られたカードに市販の印刷機を用いてカード印刷を施した。また、切り欠き等の加工はパンチ台を改造して作成した器具で行なった。
【0157】
この実施例の評価を以下に示す。
物性の評価
(カード断裁性)
図14及び図15に示されたカード打ち抜き機にパンチダイもしくは中空刃を載せ、カード形態に打ち抜いた後、カード断面を観察、5段階評価した。4以上が好ましい結果である。
【0158】
5: カード断面に基材のバリや接着剤のはみ出しがなく、手で触るとつるつるしている。
【0159】
4:カード断面に基材のバリや接着剤のはみ出しがない。
【0160】
3:カード断面に基材のバリが発生はないが、接着剤が飛び出していて、断面がざらつく。
【0161】
2:カード断面に基材のバリが発生し、接着剤が飛び出していて、断面がざらつく。
【0162】
1:カード断面に基材のバリが発生し、接着剤が大きく飛び出している。
(カード耐久性)
このように最後まで作成された、個人認証カードを、図17に示すように、カードの長辺方向:たわみ35mm、カードの短辺方向:たわみ15mmとなるように、125回毎に長辺方向、短辺方向を周期30/minの条件で合計1000回のテストを行った。その後市販のリーダーライターでIC機能を確認し、5段階で評価を行った。4以上が好ましい結果である。
【0163】
5:変形がなく、IC機能も問題ない。
【0164】
4:多少変形があるが、IC機能に問題がない。
【0165】
3:変形がないか多少ある程度であるが、IC機能が失われている。
【0166】
2:大きく変形しており、IC機能が失われている。
【0167】
1:折れ曲がってしまい、IC機能が失われている。
(カード生産性)
図14及び図15に示されたカード打ち抜き機にパンチダイもしくは中空刃を載せ、作成されたシートをカード形態に打ち抜いた。カードを1日あたり1500枚打ち抜き、カードの断面に切れ残りが発生して刃の交換が必要となるまでのカード枚数を記録した。30万枚以上打ち抜けることが生産で使用可能となる条件とした。これ以下では工程の停止回数や刃のメンテ性が悪化し、生産に適さない。また断裁性が悪いと刃の摩耗がおきやすい。
(画像印字性)
顔画像及び文字情報を形成した後の形成性を5段階で評価した。
5 チップ周辺部に文字や画像のカスレが全くなくきれいである。
4 チップ周辺部に文字や画像のカスレはないが、凹凸により文字や画像がやや見にくい。
3 チップ周辺部に文字や画像のカスレが見られる。
2 チップ周辺部で文字や画像が全く形成されていない部分が一部ある。
1 チップ周辺部だけでなく文字や画像が全く形成されていない部分が多数ある。
【0168】
4と5が実用可のレベルである。
【0169】
これらの結果を表1に示す。
【0170】
表1の結果によりこの発明においては比較例に対し、カード断裁性、保護箔密着性、カード物性、接着剤物性、耐溶剤性において、優れた効果を示す結果となり、発明の効果が認められる。
表1
上記実施例1において、ICチップ周辺部の接着剤の弾性率を表2に示す物性の接着剤に変更し、表2に示すカーボンで作成されたチューブ(平均長さ5μm)を接着剤重量に対して9%添加して実施例1と同様に評価を行った。
(カード衝撃性)
図18に示すような装置を用い、作成したカード上に半径1cmの綱球50gを自由落下させる試験を行ない、ICチップが破損する高さを求めた。高さが高いほど耐衝撃性があることを表している。20cm以上の衝撃力があるカードが実用可能レベルとした。
【0171】
この結果を表2に示す。
表2
【0172】
【発明の効果】
前記したように、請求項1に記載の発明では、接着剤が完全に硬化し、かつ、10℃における接着剤の弾性率をA、30℃における接着剤の弾性率をBとしたとき、A/Bの比率を規定することで、断裁性が良好であり、携行時等では曲げ耐久性が向上する。
【0173】
請求項2に記載の発明では、接着剤の硬化後の−30℃以上+10℃未満における接着剤の弾性率を規定し、かつ30℃以上90℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0174】
請求項3に記載の発明では、10℃以上30℃以下における接着剤の弾性率を規定することで、断裁時は弾性率が高く、断裁性が良好であり、携行時等では弾性率が低く曲げ耐久性が向上する。
【0175】
請求項4に記載の発明では、80度以上100度以下の刃角で構成された断裁刃により断裁され、ICカードの断面のざらつきが軽減され、プリンタ等で搬送性が向上し、印字や印画が良好であり、かつ断裁刃の摩耗が軽減され、刃の交換、修理が少なくなり、生産性が向上する。
【0176】
請求項5に記載の発明では、ICモジュールは、ICチップ周囲の接着剤の弾性率を規定することで、断裁性を向上させるために、弾性率を上昇させて接着剤を固くし、ICチップ上に強い衝撃がある場合でも、その衝撃を吸収でき衝撃性が向上し、ICチップの破損を防止することができる。
【0177】
請求項6に記載の発明では、接着剤がICチップと、このICチップを補強する補強板との接着に用いられ、ICチップ周辺部に温度依存性の低い低弾性率接着剤を付加することで、ICチップの破損を防止することができる。
【0178】
請求項7に記載の発明では、接着剤に円筒型のチューブ形態の物質を含有することで、接着剤の層の内部に空間を確保してクッションの作用により接着剤が割れることが防止される。
【0179】
請求項8に記載の発明では、円筒形チューブの直径を規定することで、接着剤の層の内部に空間を確実に確保してクッションの作用により接着剤が割れることが防止される。
【0180】
請求項9に記載の発明では、円筒形チューブがカーボンで、簡単かつ確実に構成される。
【0181】
請求項10に記載の発明では、受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、少なくとも一部に筆記可能な筆記層を設け、免許証類、身分証明書、パスポート、外国人登録証、図書館利用カード、キャッシュカード、クレジットカード、従業者証、社員証、会員証、医療カード及び学生証等に好ましく用いることができる。
【0182】
請求項11に記載の発明では、氏名、顔画像を含む個人識別情報が透明保護層により保護され、耐久性が向上する。
【0183】
請求項12に記載の発明では、ICチップが顔画像部分と重なる位置に存在しないことで、表面の平滑性がよくなり、印字性が向上する。
【0184】
請求項13に記載の発明では、ICモジュールが非接触式であり、安全性に優れることから、データの機密性と偽変造防止性を高く要求する用途に使用することができる。
【0185】
請求項14に記載の発明では、ICカード表面のICチップ周辺部の平面凹凸を規定することで、表面の平滑性がよくなり、印字性が向上する。
【0186】
請求項15に記載の発明では、ICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することで、取扱が容易で、かつ打ち抜き精度が向上する。
【0187】
請求項16に記載の発明では、ICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことで、取扱が容易で、かつフォーマット印刷の精度が向上する。
【図面の簡単な説明】
【図1】ICカードの作成工程の概略構成図である。
【図2】ICカードの貼り合わせ品の画像形成体の断面図である。
【図3】受像層面とは反対側の支持体最表面に透かし印刷の印刷紋様を示す図である。
【図4】受像層面とは反対側の支持体最表面に透かし印刷の印刷紋様を示す図である。
【図5】第1のシート材(裏シート)を示す図である。
【図6】第2のシート材(表面シート)を示す図である。
【図7】ICカード基材作成装置を示す概略構成図である。
【図8】ICカード用材料のICモジュールの模式図である。
【図9】ICカード用材料のICモジュールの模式図である。
【図10】ICカード用材料のICモジュールの模式図である。
【図11】ICカード用材料のICモジュールの断面図である。
【図12】ICカード基材原版の断面図である。
【図13】ICカード基材原版の断面図である。
【図14】打抜金型装置の全体概略斜視図である。
【図15】打抜金型装置の主要部の正面端面図である。
【図16】ICカードの作成装置としてのカードプリンタを示す図である。
【図17】カード耐久性の試験を説明する図である。
【図18】カード衝撃性の試験を説明する図である。
【符号の説明】
1 第1のシート材(裏シート)
2 第2のシート材(表シート)
3 インレット
3a 電子部品
3a1 アンテナ
3a2 ICチップ
3b 補強板
6,7 接着剤層
8a 受像層
8b 個人識別情報
8c 透明保護層
9a 筆記層
A 第1のシート材供給部
B 第2のシート材供給部
C,G 接着剤供給部
D,H 接着剤加熱部
E インレット供給部
F バックローラ部
I 加熱部
J キャタピラプレス部
K 裁断部
L 打ち抜き部
Claims (16)
- 第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤が完全に硬化し、かつ、10℃における前記接着剤の弾性率をA、30℃における前記接着剤の弾性率をBとしたとき、
A/Bの比率が2.5以上15以下であることを特徴とするICカード。 - 第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤の硬化後の−30℃以上+10℃未満における前記接着剤の弾性率が70kgf/mm2以上300kgf/mm2以下であり、かつ30℃以上90℃以下における前記接着剤の弾性率が1kgf/mm2以上30kgf/mm2以下であることを特徴とするICカード。 - 10℃以上30℃以下における前記接着剤の弾性率が30kgf/mm2以上70kgf/mm2以下であることを特徴とする請求項1または請求項2に記載のICカード。
- 80度以上100度以下の刃角で構成された断裁刃により断裁されて作成されることを特徴とする請求項1乃至請求項3のいずれか1項に記載のICカード。
- 第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記ICモジュールは、前記ICチップ周囲の前記接着剤の弾性率が10℃以上30℃以下において、
5kgf/mm2以上30kgf/mm2以下であることを特徴とするICカード。 - 前記接着剤が前記ICチップと、このICチップを補強する補強板との接着に用いられていることを特徴とする請求項1乃至請求項5のいずれか1項に記載のICカード。
- 第1のシート材と、第2のシート材との間に接着剤の層を介在し、この層にICチップを有するICモジュールを設けて作成された多層構成のICカードにおいて、
前記接着剤に円筒型のチューブ形態の物質を含有することを特徴とするICカード。 - 前記円筒形チューブの直径が0.1nm以上10nm以下であることを特徴とする請求項7に記載のICカード。
- 前記円筒形チューブがカーボンで構成されていることを特徴とする請求項7または請求項8に記載のICカード。
- 前記第1のシート材と、前記第2のシート材の、少なくとも片面に受像層を有し、
前記受像層に昇華熱転写及び/または溶融熱転写方式またはインクジェット方式による氏名、顔画像を含む個人識別情報を設け、
少なくとも一部に筆記可能な筆記層を設けていることを特徴とする請求項1乃至請求項9のいずれか1項に記載のICカード。 - 前記氏名、顔画像を含む個人識別情報を設けた上面に透明保護層が設けられ、
前記透明保護層が活性光線硬化樹脂からなることを特徴とする請求項10に記載のICカード。 - 前記ICチップが顔画像部分と重なる位置に存在しないことを特徴とする請求項1乃至請求項11のいずれか1項に記載のICカード。
- 前記ICモジュールが非接触式であることを特徴とする請求項1乃至請求項12のいずれか1項に記載のICカード。
- ICカード表面のICチップ周辺部の平面凹凸が±10μm以内であることを特徴とする請求項1乃至請求項13のいずれか1項に記載のICカード。
- 請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、貼り合わせ品を枚葉シート状に断裁することを特徴とするICカードの製造方法。
- 請求項1乃至請求項14のいずれか1項に記載のICカードは、カード状に打ち抜く前に、印刷しない面にフォーマット印刷を施すことを特徴とするICカード製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003156225A JP2004362014A (ja) | 2003-06-02 | 2003-06-02 | Icカード及びicカードの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003156225A JP2004362014A (ja) | 2003-06-02 | 2003-06-02 | Icカード及びicカードの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004362014A true JP2004362014A (ja) | 2004-12-24 |
Family
ID=34050375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003156225A Pending JP2004362014A (ja) | 2003-06-02 | 2003-06-02 | Icカード及びicカードの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004362014A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012223969A (ja) * | 2011-04-19 | 2012-11-15 | Toppan Printing Co Ltd | カード製造方法およびカード |
| JP2021074885A (ja) * | 2019-11-05 | 2021-05-20 | 凸版印刷株式会社 | カード製造方法 |
-
2003
- 2003-06-02 JP JP2003156225A patent/JP2004362014A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012223969A (ja) * | 2011-04-19 | 2012-11-15 | Toppan Printing Co Ltd | カード製造方法およびカード |
| JP2021074885A (ja) * | 2019-11-05 | 2021-05-20 | 凸版印刷株式会社 | カード製造方法 |
| JP7388134B2 (ja) | 2019-11-05 | 2023-11-29 | Toppanホールディングス株式会社 | カード製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004021814A (ja) | Icカードの作成方法及びicカード | |
| KR20040031593A (ko) | 인증 식별 카드 제조 방법 및 보호층 전사박 | |
| JP2004127135A (ja) | 認証識別カード及び認証識別カードの製造方法 | |
| JP2002222403A (ja) | Ic搭載カード基材、ic搭載個人認証用カード及びその製造方法 | |
| JP2003108958A (ja) | Icカード及びicカードの製造方法 | |
| JP2003317065A (ja) | Icカードの作成方法及びicカード | |
| JP2004038449A (ja) | Icカード | |
| JP2007226736A (ja) | Icカード及びicカード製造方法 | |
| JP2004362014A (ja) | Icカード及びicカードの製造方法 | |
| JP4216484B2 (ja) | Icカード、個人認証カード及びその製造方法 | |
| JP2006015498A (ja) | 転写箔及びidカード並びにidカードの製造方法 | |
| JP2003132311A (ja) | Icカードの作成方法及びicカード | |
| JP2006178566A (ja) | Icカード作製方法、icカード作製装置及びicカード | |
| JP2003108959A (ja) | Icカード基材、icカード基材製造方法及びicカード | |
| JP2004362259A (ja) | Icカード及びicカードの製造方法 | |
| JP2005182430A (ja) | Icカードの製造方法及びicカード | |
| JP2004178432A (ja) | Icカード及びicカードの製造方法 | |
| JP2003162697A (ja) | Icカードの作成方法およびicカード | |
| JP2004345350A (ja) | 転写箔支持体、転写箔、およびidカード作成方法 | |
| JP2006178549A (ja) | Icカード作製方法、icカード作製装置及びicカード | |
| JP2004030141A (ja) | Icカードの作成方法及びicカード | |
| JP2003256794A (ja) | Icカードの製造方法及びicカード | |
| JP2005174161A (ja) | Icカード及びicカードの製造方法 | |
| JP2007047937A (ja) | Icカード及びicカード製造方法 | |
| JP2004122513A (ja) | 認証識別カード、筆記層保護用転写箔及び認証識別カード製造方法 |