JP2004337938A - 疲労強度の高い溶接継手 - Google Patents
疲労強度の高い溶接継手 Download PDFInfo
- Publication number
- JP2004337938A JP2004337938A JP2003138716A JP2003138716A JP2004337938A JP 2004337938 A JP2004337938 A JP 2004337938A JP 2003138716 A JP2003138716 A JP 2003138716A JP 2003138716 A JP2003138716 A JP 2003138716A JP 2004337938 A JP2004337938 A JP 2004337938A
- Authority
- JP
- Japan
- Prior art keywords
- weld
- strength
- stress
- fatigue
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】余盛が残された溶接継手であって、表層部の溶着金属部のビッカース硬度値が、母材のビッカース硬度値よりも小さいことを特徴とする疲労強度の高い溶接継手。母材のビッカース硬度値に対する表層部の溶着金属部のビッカース硬度値が60%以下であることが望ましい。
但し、上記のビッカース硬度値は、押付け荷重 9.8N での測定値である。
【選択図】なし
Description
【産業上の利用分野】
本発明は、鋼構造物全般における余盛が残された状態での溶接継手であって、疲労強度の高い溶接継手に関するものである。
【0002】
【従来の技術】
近年、鋼構造物の大型化とともに鋼構造物に対する安全性の要求は一段と厳しくなってきており、特に、繰返し荷重がかかる構造物に対しては、溶接部の余盛り先端(止端)の応力集中部を起点とする疲労破壊が危惧されている。なお、この破壊は、施工終了後、長期間を経た後に発生することもあるので、その対策は構造物の設計段階だけでなく建設後のメンテナンスにおいても重大な課題となっている。
【0003】
一般に、鋼材の引張強度を上昇させると、ある限度までは鋼材自身の疲労強度は引張強度にほぼ比例して向上することが知られている。しかしながら、被溶接鋼材、即ち、母材の引張強度を上昇させても溶接継手の疲労強度を改善させることはできない。この理由として、高強度材では溶接に伴う引張残留応力が耐力に応じて高いレベルになり、これが継手疲労強度を低下させる要因となっていることが挙げられる。さらに、溶接余盛の止端形状が同じであっても、被溶接鋼材が高強度の場合ほど疲労き裂発生に対する切欠き感受性が高くなり、継手疲労強度を大幅に低下させることが知られている。
【0004】
溶接継手の疲労強度を向上させる従来の技術として、例えば、溶接後熱処理による引張残留応力の緩和、ショットピーニングに代表される外力による引張残留応力の緩和、化粧ビードによる余盛止端形状の改善、あるいはグラインダー加工による余盛止端形状の改善などが行われてきた。加工などにより余盛りを完全に削除して平滑な形状にすれば、疲労強度の向上が期待されるが、現実にはこの加工には膨大な工数とコストが発生し、一般工業製品への適用は困難である。
【0005】
上記のような問題を解決するために、特許文献1(特開2001−71136号公報)では溶接余盛止端部における応力集中を低減することによって、溶接継手の疲労強度の改善を図る方法が提案されている。この方法では、溶接余盛り形状に着目し、余盛りの断面形状パラメータと溶け込み深さの比を規制することにより、破壊を防止するとしている。
【0006】
しかし、余盛り形状の改善により、溶接余盛り止端近傍の応力集中を緩和することは可能であるが、疲労破壊が懸念されるすべての領域にわたってこの方法を適用することは、特に大型構造物においては極めて困難である。
【0007】
一方、近年、低温変態膨張性の溶接材料を使用し、継手疲労強度を高める方法も提案されている。例えば、特許文献2(特開昭54−130451号公報)および特許文献3(特開昭60−68175号公報)には、溶接金属のマルテンサイト変態時における膨張効果を効果を利用して引張残留応力を低減させる溶接方法が開示されている。
【0008】
しかしながら、この方法では溶着金属に対しマルテンサイト変態を起こすような化学成分を要求することとなり、結果的に溶接材料がNi、Cr等の高価な成分を多量に含む高コストのものになってしまう。しかも、Ni、Cr等を含有することにより溶接性が悪くなることも懸念される。
【0009】
【特許文献1】
特開2001−71136号公報
【特許文献2】
特開昭54−130451号公報
【特許文献3】
特開昭60−68175号公報
【0010】
【発明が解決しようとする課題】
本発明の目的は、溶接余盛止端部における応力集中を効率良く低減することによって、疲労強度の高い溶接継手を提供することにある。
【0011】
【課題を解決するための手段】
本発明者等は、溶接構造用鋼の溶接継手部を対象として、応力集中部となっている溶接余盛部について検討した。その結果、疲労強度に優れた溶接継手に関し、以下の知見を得た。
【0012】
▲1▼ 溶接材料として、その耐力が被溶接材(母材)の耐力より低いものを用いれば、余盛り止端における応力集中を緩和できること、
▲2▼ 突合せ継手において疲労強度向上効果が優れること、
▲3▼ 突合せ継手にアンダーカットが内在している場合、アンダーカット底での応力集中緩和効果が顕著に発揮され、疲労強度向上効果が著しいこと。
【0013】
本発明は、上記の知見を基に、更に、検討を加えることによりなされたものであり、その要旨は、以下のとおりである。
【0014】
(1) 余盛が残された溶接継手であって、表層部の溶着金属部のビッカース硬度値が、母材のビッカース硬度値よりも小さいことを特徴とする疲労強度の高い溶接継手。
【0015】
(2) 余盛が残された溶接継手であって、母材のビッカース硬度値に対して、表層部の溶着金属部のビッカース硬度値が60%以下であることを特徴とする疲労強度の高い溶接継手。
【0016】
但し、上記のビッカース硬度値は、押付け荷重 9.8N での測定値である。
【0017】
【発明の実施の形態】
溶接継手部の疲労破壊は、一般に溶接余盛止端部で発生した疲労き裂が母材側に伝播して最終破断に至る。この破壊形態には、溶接施工に伴い導入された引張残応力と、溶接余盛止端部の応力集中が影響している。そのため、溶接継手部を起点とする疲労強度を高める方法は、溶接部の応力集中を低減させることであり、具体的には表層部溶接材料の耐力低減が有効である。
【0018】
本発明者らは、表層部溶接材料の耐力について検討した。表1に示すように、母材には引張強度が490MPa級と780MPa級の2種類、溶接材料は5種類を用い、3次元有限要素法(計算コードはABAQUS)による弾塑性解析を行った。表1に解析に用いた材料特性を示す。また、溶接余盛り部の応力分布を明らかにすべく実施した応力解析に用いた突合せ継手溶接部の形状および寸法を図1に示す。
【0019】
【表1】

図1において、1は母材(鋼板)、2は溶接金属、2−1は溶接金属の表層、円で囲った部分3が止端部である。この止端部を拡大して示したのが(b)図および(c)図で、前者はアンダーカットがない場合、後者がアンダーカットのある場合である。これらの図で、hは余盛り高さ、tは鋼板板厚、Wは鋼板の板幅、Lは継手全長、Eは溶接金属表層の厚さ、dはアンダーカット深さ、ρは余盛り止端半径、ρuはアンダーカット底半径、σ0は負荷応力、bは余盛り幅である。
これらに値は下記のとおりである。
【0021】
h=3mm、 t/2=12.5mm、 W/2=20mm、 L/2=75mm、
E=9.0mm、 b/2=15mm、 d=0.3mmまたは0.6mm、
ρ=0.5mmまたは1.5mm、ρu=0.1mm。
【0022】
なお、(b)図および(c)図のαは35度である。
【0023】
解析した負荷応力範囲は「σ0/σYBM」で、0.04から0.68の範囲である。このσYBMは母材鋼板の耐力である。なお、疲労試験においては繰返し荷重が負荷されるが、疲労損傷が最も進行するのは最大荷重時であるので、ここでは最大荷重時における応力分布を解析した。
【0024】
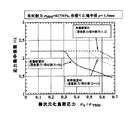
解析結果の一例を図2に示す。この結果から表層部溶接材料としてその耐力が母材耐力より低いものを使用した方が応力集中係数の点で有利となり、疲労特性に優れるであろうことがわかる。なお、図2に示されるように、ここでは継手内での不均質な塑性変形を利用しており、負荷レベルによって応力集中係数は変化することを利用している。
【0025】
図2において、横軸は負荷レベルでありσ0は負荷応力、σYBMは母材鋼板の耐力である。また、縦軸は母材あるいは溶接金属部の応力集中係数Ktを表しており、このKtは下記の式で定義される。
Kt=σ1,max/σ0
ここで、σ1,maxは最大発生応力である。
【0026】
図中に「表層硬質材」と表現しているのは、溶金耐力(硬度)が母材耐力(硬度)より高い場合、即ちOvermatchであることを示している。また、「表層軟質材」と表現しているのは、逆に溶金耐力(硬度)が母材耐力(硬度)より低いこと、即ちUndermatchを示し、「同等強度材」と表現しているのは、溶金耐力(硬度)と母材耐力(硬度)が等しいこと、即ちEvenmatchを意味する。
【0027】
同様の応力解析を種々の機械的特性の組合せからなる溶接継手に対して実施した。各解析結果の比較においては、負荷レベルとして主に母材引張強度の44%を採用した。これは、母材の疲労強度は概ね引張強度の50%程度であり、溶接部の疲労強度を議論する場合の負荷レベルとしては母材引張強度の44%が妥当であるとの考えに基づく。
【0028】
図3は、上記の試験から明らかになった「溶接金属(溶金)の耐力/母材耐力」と余盛り止端部の応力集中係数との関係を示す図である。
【0029】
図3に示すように、母材の耐力に対して表層部溶接材料の耐力が80%以下であれば、余盛り止端における応力集中係数(Kt)が2以下になり、応力集中が緩和される。さらに表層部材料の耐力が母材のそれの60%以下であれば、さらに応力集中が著しく緩和される。
【0030】
ここで、耐力に着目したのは、塑性変形の不均質さを利用して応力集中係数を抑制しているので、耐力が塑性変形開始を律則するパラメータとなるからである。
【0031】
引張試験によって得られる耐力とビッカース硬度値の間には強い相関があることが知られており、両者は比例関係にあると見なすことができる。そこで、品質管理の簡便さから、本発明では溶接金属部の硬度および母材部の硬度を採用している。
【0032】
なお、ビッカース硬度測定における押付け荷重値は、溶接部の硬度分布の測定において多用される9.8Nを選択した。硬度測定は、測定領域が母材のみからなるように、あるいは溶接金属のみからなるように選択し、その領域内で硬度を7点測定し、最高値、最低値をそれぞれ除外した5点のデータの平均値を硬度としている。
以上、止端半径ρが1.5mmの場合を採り上げて説明したが、止端半径が変化しても同様の傾向が維持される。図4の(a)および(b)にρが1.5mmの場合と 0.5mmの場合を比べて示す。図示のとおり、ρの値にかかわらず、母材の耐力に対し表層部溶接材料の耐力が60%(表層軟質材)であれば、余盛り止端での応力集中を効果的に抑制することができる。
【0033】
なお、図4の無次元負荷応力とは、図2のそれと同じ「σ0/σYBM」である。また、縦軸は溶接金属部の応力集中係数を表しており、その定義は前述のとおりである。図中の「表層硬質材」および「表層軟質材」の意味も前述のとおりである。
【0034】
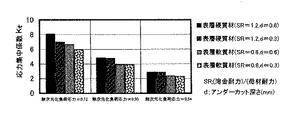
図5は、前記の無次元負荷応力が0.12、0.30および0.54の場合の応力集中係数を表層硬質材、表層軟質材につきそれぞれアンダーカット深さの異なるものについて示したものである。
【0035】
本発明は、特にアンダーカットを内在する溶接継手に対し効果があり、図5に示すように、特に負荷レベルが小さな領域((a)図)で表層軟質材の応力集中係数低減の効果が顕著である。これは、実構造物のような低負荷条件下で疲労強度の向上効果が期待できることを意味する。なお、図5では全てアンダーカットを止端部に想定している。
【0036】
【実施例】
次に、この発明を実施例により更に説明する。
【0037】
使用した母材の化学成分、機械的性質を表2および表3にそれぞれ示す。なお、本実施例では母材強度を80キロ級に設定したが、本発明は鋼材強度に係わらず適用することが可能である。
【0038】
使用した溶接材料名などを表4に示す。突合せ継手から切出した全溶金の丸棒引張試験結果を表5に示す。なお、引張試験片の平行部直径は6mmである。
【0039】
【表2】
【表3】
【表4】
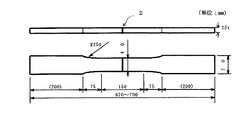
溶接継手の疲労試験は、荷重制御の下、室温大気中で荷重比 0.1の条件で実施した。荷重比とは疲労試験荷重の最小荷重と最大荷重の比であり、「最小荷重/最大荷重」で算出される。荷重波形はsin波を採用した。疲労破断寿命は、最大荷重時の掴み部間変位が試験開始時に比べて1mm増した瞬間とした。継手疲労試験片の形状および寸法を図6に示す。同図において、2は溶接金属である。
【0043】
図6に示す形状の継手疲労試験片には、チャッキングの均質性を確認するために溶接余盛り止端から50mm離れた位置に4面、また疲労き裂の発生を評価するため溶接余盛り止端から5mm離れた位置4カ所にひずみゲージを貼付して、ひずみを測定した。表6には継手試験体の製作条件を示す。また、各溶接条件を表7に示す。
【0044】
【表5】
【表6】
表6の硬度値は、測定を7箇所で行い、最大値、最小値を除去した5点の平均値である。硬度の測定は、鋼板表面から0.5mmの位置とした。表中の硬度比とは母材硬度値に対する表層溶金硬度値の比率である。
【0047】
疲労試験結果を表8に示す。同表の結果は、σmax/σYBM = 0.44の負荷条件の下での疲労破断寿命であるが、本発明例に相当する「HT80 表層軟質材」の継手疲労強度は、「HT80表層硬質材」より著しく高く、疲労寿命が優れていることがわかる。また、本発明例に相当する「HT80同等強度材」も「HT80表層硬質材」より疲労強度が優れていることが確認された。
【0048】
疲労破断した溶接継手ではいずれも溶接余盛り止端を起点として疲労き裂が発生し、板厚方向にき裂が進展するという破壊形態は同一であった。また、疲労破断寿命に占める疲労き裂発生寿命の比率は極めて高く、疲労き裂の発生が寿命を律していることも確認された。
【0049】
上述した実施例から、この発明による溶接継手によって疲労強度を改善できることが明らかである。
【0050】
【発明の効果】
本発明によれば、構造用鋼溶接継手部における表層部溶着金属部のビッカース硬度値を母材硬度値よりも低くすることによって、溶接余盛止端部の応力集中を低減することができが、これにより溶接継手の疲労強度を高めることができる。
【図面の簡単な説明】
【図1】応力解析に用いた突合せ継手溶接部の形状を示す図である。
【図2】応力解析結果の一例を示す図である。
【図3】「溶金耐力/母材耐力」の比が応力集中係数に及ぼす影響を示す図である。
【図4】応力集中係数に及ぼす余盛り止端半径ρの影響を示す図である。
【図5】応力集中係数に及ぼす母材と溶金の耐力比、負荷レベルを示す図である。
【図6】突合せ溶接継手の疲労試験片の形状と寸法を示す図で、(a)は側面図、(b)は平面図である。
【符号の説明】
1…母材(鋼板)、2…溶接金属、2−1…溶接金属の表層、3…止端部
Claims (2)
- 余盛が残された溶接継手であって、表層部の溶着金属部のビッカース硬度値が、母材のビッカース硬度値よりも小さいことを特徴とする疲労強度の高い溶接継手。但し、上記のビッカース硬度値は、押付け荷重 9.8N での測定値である。
- 余盛が残された溶接継手であって、母材のビッカース硬度値に対して、表層部の溶着金属部のビッカース硬度値が60%以下であることを特徴とする疲労強度の高い溶接継手。但し、上記のビッカース硬度値は、押付け荷重 9.8N での測定値である。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003138716A JP2004337938A (ja) | 2003-05-16 | 2003-05-16 | 疲労強度の高い溶接継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003138716A JP2004337938A (ja) | 2003-05-16 | 2003-05-16 | 疲労強度の高い溶接継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004337938A true JP2004337938A (ja) | 2004-12-02 |
Family
ID=33528008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003138716A Pending JP2004337938A (ja) | 2003-05-16 | 2003-05-16 | 疲労強度の高い溶接継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004337938A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008137024A (ja) * | 2006-11-30 | 2008-06-19 | Jfe Steel Kk | 疲労強度に優れた溶接継手 |
| JP2015072170A (ja) * | 2013-10-02 | 2015-04-16 | 三菱重工業株式会社 | 溶接部材の寿命評価方法 |
| JP2021074740A (ja) * | 2019-11-07 | 2021-05-20 | 日本製鉄株式会社 | 溶接継手、及び自動車部品 |
-
2003
- 2003-05-16 JP JP2003138716A patent/JP2004337938A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008137024A (ja) * | 2006-11-30 | 2008-06-19 | Jfe Steel Kk | 疲労強度に優れた溶接継手 |
| JP2015072170A (ja) * | 2013-10-02 | 2015-04-16 | 三菱重工業株式会社 | 溶接部材の寿命評価方法 |
| JP2021074740A (ja) * | 2019-11-07 | 2021-05-20 | 日本製鉄株式会社 | 溶接継手、及び自動車部品 |
| JP7376779B2 (ja) | 2019-11-07 | 2023-11-09 | 日本製鉄株式会社 | 溶接継手、及び自動車部品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6558443B2 (ja) | 抵抗スポット溶接方法 | |
| JP6107939B2 (ja) | スポット溶接方法 | |
| JP4719297B2 (ja) | 耐疲労特性に優れた溶接継手及びその製造方法 | |
| JP2006320960A (ja) | 疲労き裂発生・進展抑止特性に優れた金属部品または金属製構造物およびそれらの製造方法 | |
| EP2777865B1 (en) | Welding method and weld joint | |
| Kim | Fatigue strength improvement of longitudinal fillet welded out-of-plane gusset joints using air blast cleaning treatment | |
| JP4319828B2 (ja) | 超音波衝撃処理による冷間加工部の強度向上方法およびその金属製品 | |
| CN109196126B (zh) | 具有优异疲劳特性的焊接接头及用于制造其的方法 | |
| JP2008178910A (ja) | 耐疲労き裂発生特性に優れた隅肉溶接継手 | |
| JP4797953B2 (ja) | 疲労強度に優れた溶接継手 | |
| CN1651181A (zh) | 提高焊接接头疲劳性能的实芯焊丝 | |
| Baisukhan et al. | Enhancing surface integrity in friction stir welding through deep rolling and post-weld heat treatment | |
| JP2004337938A (ja) | 疲労強度の高い溶接継手 | |
| JP4394860B2 (ja) | 超低温変態溶材を用いた溶接施工方法および高疲労強度継手ならびに超低温変態溶材 | |
| JP2004130316A (ja) | 疲労強度に優れた回し溶接継手、回し溶接継手の製造方法、および、溶接構造物 | |
| JP4709697B2 (ja) | 金属重ね溶接継手の疲労強度向上方法 | |
| Luk-Cyr et al. | Mechanical properties of 75% Ar/25% CO2 flux-cored arc welded E309L austenitic stainless steel | |
| JP2007044698A (ja) | 溶接構造物及び構造物の溶接方法 | |
| JP2006051540A (ja) | 衝撃塑性加工方法 | |
| JP5874290B2 (ja) | 耐延性亀裂進展特性に優れた溶接継手用鋼材およびその製造方法 | |
| JP6024080B2 (ja) | 鋼材の溶接継手 | |
| WO2006109873A1 (ja) | 疲労き裂発生・進展抑止特性に優れた金属部材および異幅金属板部材およびその製造方法ならびにそれらを有する金属製構造物 | |
| JP2015229183A (ja) | 疲労特性に優れた構造物 | |
| JP5055758B2 (ja) | ステンレス鋼の溶接継手 | |
| JP2005144503A (ja) | 耐疲労溶接継手およびその溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050620 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071225 |
|
| A521 | Written amendment |
Effective date: 20080222 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090617 |