JP2004322012A - 塗り箸化粧方法 - Google Patents
塗り箸化粧方法 Download PDFInfo
- Publication number
- JP2004322012A JP2004322012A JP2003123167A JP2003123167A JP2004322012A JP 2004322012 A JP2004322012 A JP 2004322012A JP 2003123167 A JP2003123167 A JP 2003123167A JP 2003123167 A JP2003123167 A JP 2003123167A JP 2004322012 A JP2004322012 A JP 2004322012A
- Authority
- JP
- Japan
- Prior art keywords
- decorative
- chopstick
- coating film
- base
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Table Equipment (AREA)
Abstract
【解決手段】リリース板Aの表面に接着性合成樹脂を主材とした塗料Pを所要の幅長に一様に塗布して未硬化の飾り塗膜20を剥離可能に形成する一方、
この未硬化の飾り塗膜20上に、箸形状に成形した箸素地1の化粧対象部位を当接させて転がすことにより前記リリース板Aから箸素地1の化粧対象部位表面に前記飾り塗膜20を転着させて巻き取り、巻き取った当該飾り塗膜20を硬化せしめることにより当該箸素地1に重厚な装飾層11を形成するという技術的手段を採用した。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、塗り箸の装飾方法の改良、さらに詳しくは、箸素地の表面に塗料をムラなく分厚く層着させて重厚な塗装装飾を施すことができる新規な塗り箸化粧方法に関するものである。
【0002】
【従来の技術】
周知のとおり、箸に漆などの塗料を塗布して作製される「塗り箸」は、我が国の伝統的工芸品であり、今日でも貴重な手工業産業として現存しており、実用的なものから工芸小物に至るまで手作業で丹念に生産されている。
【0003】
塗り箸は、箸素地の表面に塗料を塗布して作製するものが極一般的である(例えば、特許文献1参照。)。しかしながら、かかる方法で、箸素地の表面に分厚く重厚感のある装飾層を形成しようとすると、繰り返し塗料を塗り付ける必要があり、ムラが生じて表面に凹凸が形成され易く、均一の製品を作るには高度の技巧が必要とされる。
【0004】
【特許文献1】
特開昭63−3817号公報(第1−2頁、第1−6図)
【0005】
【発明が解決しようとする課題】
本発明は、従来の塗り箸の装飾手法に上記の如き問題点があったことに鑑みて為されたものであって、その目的とするところは、簡単な設備および工程により箸素地の表面に塗料をムラなく分厚く層着させて重厚な塗装装飾を施すことができ、かつ、均一の製品を作ることができる非常に合理的な塗り箸の化粧方法を提供することにある。
【0006】
【課題を解決するための手段】
本発明者が上記課題を解決するために採用した手段を、添付図面を参照して説明すれば、次のとおりである。
【0007】
即ち、本発明は、リリース板Aの表面に接着性合成樹脂を主材とした塗料Pを所要の幅長に一様に塗布して未硬化の飾り塗膜20を剥離可能に形成する一方、
この未硬化の飾り塗膜20上に、箸形状に成形した箸素地1の化粧対象部位を当接させて転がすことにより前記リリース板Aから箸素地1の化粧対象部位表面に前記飾り塗膜20を転着させて巻き取り、巻き取った当該飾り塗膜20を硬化せしめることにより当該箸素地1に重厚な装飾層2を形成するという技術的手段を採用した。
【0008】
また、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、装飾層2の表面に絵柄装飾21を施す一方、この絵柄装飾21を透明樹脂で被覆して保護層3を形成するという技術的手段を採用した。
【0009】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、装飾層2に刻み加工して装飾彫り22を形成するという技術的手段を採用し
た。
【0010】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、透明の接着性合成樹脂に、金銀などの光輝金属粉体やプラスチック粉体、顔料、天然葉、米粒、貝殻などの装飾材料を混入して調製された塗料Pを用いて飾り塗膜20を形成するという技術的手段を採用した。
【0011】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、箸素地1の少なくとも化粧対象部位表面に下塗剤を塗布し、その表面上に飾り塗膜20を巻き取ることによって、飾り塗膜20の接着性を向上せしめるという技術的手段を採用した。
【0012】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、箸素地1の化粧対象部位に巻き取った飾り塗膜20を硬化させるにあたり、
当該箸素地1の基端部11を支持板Jの上面に開設された差込孔に略垂直に立設する一方、当該支持板Jを天地交互に反転させることにより、飾り塗膜20の垂れを防ぎながら当該飾り塗膜20を乾燥硬化せしめて装飾層2を形成するという技術的手段を採用した。
【0013】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、箸素地1の基端部11を切断し、この切断面に塗料Pを被着硬化せしめるという技術的手段を採用した。
【0014】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、木や竹などの天然素材を切削して箸素地1を作製するという技術的手段を採用した。
【0015】
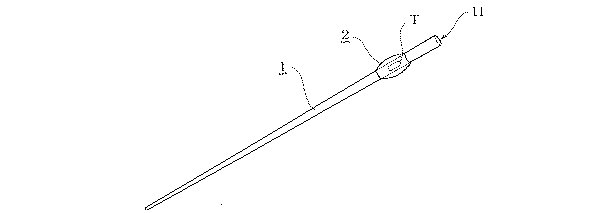
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、箸素地1の化粧対象部位に通孔Tを開設しておき、この通孔Tに透明樹脂を充填し、同孔を被覆するように透明の飾り塗膜20を巻き取ることにより、通孔T部分の透明樹脂を透して箸素地1の向こう側を見ることができる装飾層2を形成するという技術的手段を採用した。
【0016】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、塗料Pに高比重の物質を混合して箸素地1の基端部11側に装飾層2を形成するという技術的手段を採用した。
【0017】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、滑り止め物質を塗料Pに混入して装飾層2を形成したり、表面に滑り止めコーティングするなどしてグリップ性を付与するという技術的手段を採用した。
【0018】
【発明の実施の形態】
本発明の実施形態を具体的に図示した図面に基いて更に詳細に説明すると、次のとおりである。
【0019】
「第1実施形態」
本発明の第1実施形態を図1〜図4に基いて説明する。図中、符号1で指示するものは箸素地1であり、本実施形態では、木や竹などの天然素材(赤味マラスなど)を用いて作製したものを採用する。
【0020】
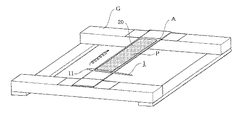
しかして、本実施形態の塗り箸化粧方法を以下に説明する。まず、図1に示すように、リリース板Aを張り伸ばして張架具Gに固定し、このリリース板Aの上面に未硬化の塗料Pを所要の幅長に一様に塗布して飾り塗膜20を形成する。この際、ローラー塗りするとリリース板Aの上面に塗料Pを一様に塗布し易い。
【0021】
また、リリース板Aは、プラスチックフィルムの表面にシリコン樹脂で剥離処理を施したナイロン製の剥離ライナーを採用しており、飾り塗膜20を容易に剥離できるようにすることができる。
【0022】
また、本実施形態における塗料Pは、エポキシ樹脂にポリアミドなどの硬化剤を約100:80で混入して粘度を調整したものを用いる。この際、アクリル樹脂、ポリスチレン樹脂、ポリウレタン樹脂、メラミン樹脂などの合成樹脂に硬化剤を混入したものであっても良い。
【0023】
そして、前記飾り塗膜20上に、箸素地1の化粧対象部位を水平に接触させて、当該箸素地1をリリース板Aの長手方向に沿って転がしてゆく。すると、リリース板Aから飾り塗膜20が剥離して箸基材1の化粧対象部位表面に転着し、巻き取ることができる。
【0024】
この際、箸素地1の表面全体に、予め、下塗剤を塗布しておくことにより、飾り塗膜20の接着性を向上させることができる。この下塗剤は、通常、エポキシ樹脂のみを使用するが、本実施形態では、ポリウレタン樹脂と混合することによってより優れた接着効果を得ることができる。
【0025】
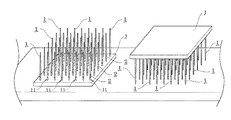
次に、図2に示す如く、箸素地1の基端部11を、支持具Jの上面に開設した差込孔に立設する。そして、飾り塗膜20の垂れ具合に応じて前記支持具Jを天地交互に反転させながら、飾り塗膜20を乾燥硬化せしめる。
【0026】
前記飾り塗膜20の接着直後からの垂れ具合を均等化するための反転時間を以下に示す。
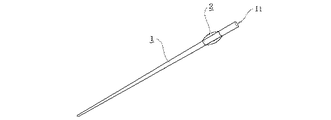
本実施形態では、上記のように垂れが終息した後、約8時間自然乾燥させ、乾燥温度を調整しながら約4時間、70℃で強制乾燥することにより飾り塗膜20の発泡を防止する。しかして、当該飾り塗膜20が硬化すると箸素地1の周面に重厚な装飾層2を形成することができる(図3参照)。
【0028】
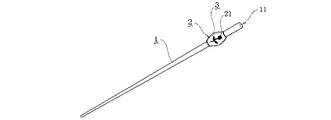
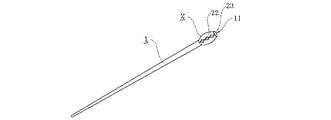
また、本実施形態では、装飾層2を形成した後、この装飾層2の表面に、スクリーン印刷やグラビア印刷などを施すことにより、絵柄装飾21を施すことができる。さらに、こうして絵柄装飾21を施した装飾層2の表面を透明樹脂(例えば、エポキシ樹脂)で被覆して保護層3を形成することもできる(図4参照)。
【0029】
したがって、本実施形態では、箸素地1の表面の接着性能の方が、飾り塗膜20とリリース板Aとの接合力よりも強いことを巧みに利用したことによって、箸素地1を転がして当該表面に飾り塗膜20を転着させて巻き取ることができるのである。
【0030】
また、一旦、リリース板A上に一様な幅長の飾り塗膜20を形成することによって、直接、箸素地1表面に塗料Pを塗布する場合のような塗りムラを防止し、かつ、必要な厚みのある装飾層2を形成して外観的な重厚感を表現可能にした。
【0031】
「第2実施形態」
次に、本発明の第2実施形態を図5に基いて説明する。本実施形態では、透明の接着性合成樹脂(本実施形態では、エポキシ樹脂にポリアミド硬化剤を混入したもの)に装飾材料を混入して塗料Pを調製し、こうして調製された未硬化の塗料Pをリリース板Aの上面に所要の幅長に均一厚に塗布して飾り塗膜20を形成する。
【0032】
そして、第1実施形態と同様に、この飾り塗膜20を、リリース板Aから箸素地1の化粧対象部位表面に転着させて巻き取り、飾り塗膜20を乾燥硬化せしめることにより、装飾層2を形成する。
【0033】
ちなみに、本実施形態の装飾材料には金粉を使用し、透明な装飾層2を通して金粉が表面上に現われることによって立体的な模様を構成することができる。また、装飾材料としては、プラスチック粉体や顔料、天然葉、米粒、貝殻などを採用することもできる。
【0034】
「第3実施形態」
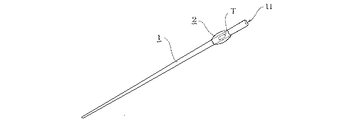
本発明の第3実施形態を図6に基いて説明する。本実施形態では、予め箸素地1の化粧対象部位に通孔Tを開設しておき、この通孔Tに透明樹脂(例えば、アクリル樹脂)を充填する。
【0035】
そして、前記実施形態同様にして、同孔を被覆するように透明の飾り塗膜20を巻き取ることにより、通孔T部分の透明樹脂を透して箸素地1の向こう側を見ることができる装飾層2を形成することができる。
【0036】
なお、上記第1〜3実施形態においては、図7に示すように、箸素地1の基端部11を切断し、この切断面に塗料Pを塗布して乾燥硬化させることにより、装飾天部23を形成することも可能である。
【0037】
また、装飾層2の表面に刻み加工して装飾彫り22を形成することもできるし、然る後、箸素地1全体に漆などの塗料を塗布して仕上げ塗装をすることも可能である。
【0038】
本明細書と図面に具体的に示される実施形態は概ね上記の通りであるが、本発明の技術的範囲は上記実施形態に限定されるものでは決してなく、「特許請求の範囲」の記載内において数々の設計変更が可能である。
【0039】
例えば、箸素地1の化粧対象部位は1箇所に限らず、複数箇所設けても良く、リリース板A上の飾り塗膜を箸素地1の表面に巻き取った後、箸素地1のリリース板Aに当接させる位置を変えて飾り塗膜20を巻き取ることができる。
【0040】
また、図8に示すように、複数の装飾層2・2を形成した後、これらを統合して透明樹脂を付着させて保護層3を被覆してもよい。更にまた、必要に応じて、予め化粧対象部位とする周面を切削加工して細く形成しておくことにより、後に形成する装飾層2の厚さを調整して持ち易くすることもできる。
【0041】
更にまた、塗料Pに高比重の物質を混合して箸素地1の基端部11側に装飾層2を形成することにより、重心が移動して持ち易く、使い勝手を良くすることができる。更にまた、滑り止め物質を塗料Pに混入して装飾層2を形成したり、表面に滑り止めコーティングするなどしてグリップ性を付与することも可能であり、何れのものも本発明の技術的範囲に属する。
【0042】
【発明の効果】
以上、実施形態を挙げて説明したとおり、本発明の塗り箸化粧方法によると、箸素地表面の接着性能の方が、飾り塗膜とリリース板との接合力よりも強いことを巧みに利用したことによって、箸素地を転がして当該表面に飾り塗膜を転着させて巻き取ることができるとともに、一旦、リリース板上に一様な幅長の飾り塗膜を形成することによって、直接、箸素地表面に塗料を塗布する場合のような塗りムラを防止し、かつ、必要な厚みのある装飾層を形成して外観的な重厚感を表現可能である。
【0043】
このように、簡単な工程でありながら、箸素地の表面に塗料をムラなく分厚く層着させて重厚な塗装装飾を施すことができ、かつ、均一の製品を作ることができることから、非常に合理的であって量産にも適しており、塗り箸装飾技術における実用的利用価値は頗る高い。
【図面の簡単な説明】
【図1】本発明の第1実施形態の製造工程を表わす斜視図である。
【図2】本発明の第1実施形態の製造工程を表わす斜視図である。
【図3】本発明の第1実施形態品を表わす斜視図である。
【図4】本発明の第1実施形態品を表わす斜視図である。
【図5】本発明の第2実施形態品を表わす斜視図である。
【図6】本発明の第3実施形態品を表わす斜視図である。
【図7】本発明の実施形態品の変形例を表わす斜視図である。
【図8】本発明の実施形態品の変形例を表わす斜視図である。
【符号の説明】
1 箸素地
11 基端部
2 装飾層
20 飾り塗膜
21 絵柄装飾
22 装飾彫り
23 装飾天部
3 保護層
A リリース板
P 塗料
G 張架具
J 支持板
T 通孔
Claims (11)
- リリース板Aの表面に接着性合成樹脂を主材とした塗料Pを所要の幅長に一様に塗布して未硬化の飾り塗膜20を剥離可能に形成する一方、
この未硬化の飾り塗膜20上に、箸形状に成形した箸素地1の化粧対象部位を当接させて転がすことにより前記リリース板Aから箸素地1の化粧対象部位表面に前記飾り塗膜20を転着させて巻き取り、巻き取った当該飾り塗膜20を硬化せしめることにより当該箸素地1に重厚な装飾層2を形成する工程を含むことを特徴とする塗り箸化粧方法。 - 装飾層2の表面に絵柄装飾21を施す一方、この絵柄装飾21を透明樹脂で被覆して保護層3を形成することを特徴とする請求項1記載の塗り箸化粧方法。
- 装飾層2に刻み加工して装飾彫り22を形成することを特徴とする請求項1または2記載の塗り箸化粧方法。
- 透明の接着性合成樹脂に、金銀などの光輝金属粉体やプラスチック粉体、顔料、天然葉、米粒、貝殻などの装飾材料を混入して調製された塗料Pを用いて飾り塗膜20を形成することを特徴とする請求項1〜3の何れか一つに記載の塗り箸化粧方法。
- 箸素地1の少なくとも化粧対象部位表面に下塗剤を塗布し、その表面上に飾り塗膜20を巻き取ることによって、飾り塗膜20の接着性を向上せしめることを特徴とする請求項1〜4の何れか一つに記載の塗り箸化粧方法。
- 箸素地1の化粧対象部位に巻き取った飾り塗膜20を硬化させるにあたり、
当該箸素地1の基端部11を支持板Jの上面に開設された差込孔に略垂直に立設する一方、当該支持板Jを天地交互に反転させることにより、飾り塗膜20の垂れを防ぎながら当該飾り塗膜20を乾燥硬化せしめて装飾層2を形成することを特徴とする請求項1〜5の何れか一つに記載の塗り箸化粧方法。 - 箸素地1の基端部11を切断し、この切断面に塗料Pを被着硬化せしめることにより、装飾天部23を形成することを特徴とする請求項1〜6の何れか一つに記載の塗り箸化粧方法。
- 木や竹などの天然素材を切削して箸素地1を作製することを特徴とする請求項1〜7の何れか一つに記載の塗り箸化粧方法。
- 箸素地1の化粧対象部位に通孔Tを開設しておき、この通孔Tに透明樹脂を充填し、同孔を被覆するように透明の飾り塗膜20を巻き取ることにより、通孔T部分の透明樹脂を透して箸素地1の向こう側を見ることができる装飾層2を形成することを特徴とする請求項1〜8の何れか一つに記載の塗り箸化粧方法。
- 塗料Pに高比重の物質を混合して箸素地1の基端部11側に装飾層2を形成することを特徴とする請求項1〜9の何れか一つに記載の塗り箸化粧方法。
- 滑り止め物質を塗料Pに混入して装飾層2を形成したり、表面に滑り止めコーティングするなどしてグリップ性を付与することを特徴とする請求項1〜10の何れか一つに記載の塗り箸化粧方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003123167A JP3925864B2 (ja) | 2003-04-28 | 2003-04-28 | 塗り箸化粧方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003123167A JP3925864B2 (ja) | 2003-04-28 | 2003-04-28 | 塗り箸化粧方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004322012A true JP2004322012A (ja) | 2004-11-18 |
| JP3925864B2 JP3925864B2 (ja) | 2007-06-06 |
Family
ID=33501134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003123167A Expired - Lifetime JP3925864B2 (ja) | 2003-04-28 | 2003-04-28 | 塗り箸化粧方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3925864B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009172456A (ja) * | 2008-01-21 | 2009-08-06 | Hirosaki Chamber Of Commerce & Industry | 塗り製品及びその製造方法 |
| JP2014136473A (ja) * | 2013-01-16 | 2014-07-28 | Toyota Motor Corp | ハイブリッド車両の制御装置およびそれを備えるハイブリッド車両、ならびにハイブリッド車両の制御方法 |
-
2003
- 2003-04-28 JP JP2003123167A patent/JP3925864B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009172456A (ja) * | 2008-01-21 | 2009-08-06 | Hirosaki Chamber Of Commerce & Industry | 塗り製品及びその製造方法 |
| JP2014136473A (ja) * | 2013-01-16 | 2014-07-28 | Toyota Motor Corp | ハイブリッド車両の制御装置およびそれを備えるハイブリッド車両、ならびにハイブリッド車両の制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3925864B2 (ja) | 2007-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104127019A (zh) | 采用背面印刷的指/趾甲贴及其制造方法 | |
| CN205946409U (zh) | 装饰外壳 | |
| KR101027056B1 (ko) | 윤곽이 뚜렷한 입체 그림의 제작 방법 | |
| JP2004322012A (ja) | 塗り箸化粧方法 | |
| KR20190020413A (ko) | 레진을 이용한 다층구조 제조공법 | |
| RU2370378C1 (ru) | Способ получения декоративного покрытия | |
| JP2006187729A (ja) | 割れ目模様の被膜の作製方法 | |
| EP1652652A1 (fr) | Articles décorés | |
| CN111101691A (zh) | 一种用于艺术涂料的滚筒制作方法 | |
| CN111055615A (zh) | 一种改性金葱镭射粉制作工艺 | |
| JP2021020154A (ja) | 装飾被膜面の形成方法 | |
| JP2008023944A (ja) | 薄膜装飾方法および装飾された釣り・スポーツ用品 | |
| KR870001981B1 (ko) | 나전칠 금속 장식판의 제조방법 | |
| US20080075865A1 (en) | Ceramic bisque product with underglaze outlines | |
| US5342670A (en) | Process for simulating a chaotic pattern on a surface by applying to the surface a nonuniform multilayered coating | |
| KR100572231B1 (ko) | 폴리우레탄을 이용한 칠공예품 제조방법 및 그러한 방법에의한 칠공예품 | |
| US1979084A (en) | Process of producing spotted effects on novelties, etc. | |
| JP3955159B2 (ja) | 窯業系建築用板材の化粧方法 | |
| KR101522969B1 (ko) | 자개 장식품 제조방법 | |
| JPS6319298A (ja) | 写真を貼つた装飾品の製造方法 | |
| EP3103611B1 (en) | Method for manufacturing a product of plastic material | |
| KR20230030199A (ko) | 자개가 형성된 도자기의 제조방법 | |
| JP2014161628A (ja) | 装飾骨壺の製造方法 | |
| JPS5940776B2 (ja) | 装飾ガラスの製造方法 | |
| JPH05239B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051013 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20051110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070213 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3925864 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110309 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |