JP2004289908A - 積層鉄心の製造方法 - Google Patents
積層鉄心の製造方法 Download PDFInfo
- Publication number
- JP2004289908A JP2004289908A JP2003077321A JP2003077321A JP2004289908A JP 2004289908 A JP2004289908 A JP 2004289908A JP 2003077321 A JP2003077321 A JP 2003077321A JP 2003077321 A JP2003077321 A JP 2003077321A JP 2004289908 A JP2004289908 A JP 2004289908A
- Authority
- JP
- Japan
- Prior art keywords
- core piece
- split core
- laminated
- divided
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Abstract
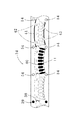
【解決手段】所定のスロット11の形成位置で複数に分割した下側分割鉄心片15、中側分割鉄心片16、及び上側分割鉄心片17を帯状薄板材36及び帯状薄板材55からそれぞれ形成し、下側分割鉄心片15、中側分割鉄心片16、及び上側分割鉄心片17をかしめ積層した分割鉄心片ブロック13を、その両端部に形成されたヒンジ部28を介して鎖状かつ回動可能に連結して直線状に引出し、この直線状に連結された分割鉄心片ブロック13をスパイラル状に巻いて積層形成する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、例えば、大形発電機等の固定子鉄心に適用される積層鉄心の製造方法に関する。
【0002】
【従来の技術】
従来の積層鉄心の製造方法は、例えば、多段の順送りプレス金型に、帯状で未加工の薄板材(例えば、電磁鋼板)を供給して連続的に分割鉄心片を形成すると共に、分割鉄心片に固定子巻線を装着するためのスロットを打ち抜きによって設けた帯状薄板材を形成する。そして、帯状薄板材を所定の直径を備えた円柱状の治具の周りに幅方向に湾曲させながら、順次重ねてスパイラル状に巻き付け、重なるスロットの位置を一致させて、積層鉄心を形成している(例えば、特許文献1参照)。
また、大形の固定子鉄心の場合は、ノッチングプレス金型によって1枚1枚打ち抜いて鉄心を形成している場合がある。
【0003】
【特許文献1】
特許第3359863号公報(第2〜3頁、図3)
【0004】
【発明が解決しようとする課題】
ところで、前記従来技術では、帯状薄板材を幅方向に強制的に湾曲させて、円柱状の治具の周りに巻き付けるために、湾曲部分に塑性変形させる力が加わって歪みが生じやすい。とくに、渦電流損失を極めて小さくするために、厚みが例えば、0.1〜0.5mm程度の帯状薄板材を使う場合、積層方向に変形する座屈が生じやすい。そのため、順次重ねてスパイラル状に巻き付けたときに、積層方向の隣り合う帯状薄板材の間に隙間が生じて、固定子鉄心としての磁気特性を低下させるという問題があった。
また、ノッチングプレス金型によって鉄心を形成する場合、材料の歩留りが悪く、コスト高になるという問題があった。
本発明はかかる事情に鑑みてなされたもので、材料費を低減し、積層鉄心の変形を防止すると共に、固定子鉄心の磁気特性の低下を防止できる積層鉄心の製造方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
前記目的の沿う第1の発明に係る積層鉄心の製造方法は、磁性の薄板材を多数枚積層して形成され、内側にスロットで区分される所定数の磁極部を備えた積層鉄心の製造方法であって、所定のスロット形成位置で複数に分割した下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片を前記薄板材からそれぞれ形成し、前記下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片をかしめ積層した分割鉄心片ブロックを、その両端部に形成されたヒンジ部を介して鎖状かつ回動可能に連結して直線状に引出し、この直線状に連結された前記分割鉄心片ブロックをスパイラル状に巻いて積層形成する。
これにより、隣り合う分割鉄心片ブロックは、ヒンジ部を介して回転可能に連結されているので、連結された分割鉄心片ブロックを円柱状の治具に押しつけながら湾曲させてスパイラル状に巻いて積層鉄心を形成する場合、ヒンジ部で連結されている両側の分割鉄心片ブロックが相対的に回動することによって円柱状の治具の形状に倣って変形し、各分割鉄心片ブロックには無理な塑性変形をさせる力は加わらない。
【0006】
第2の発明に係る積層鉄心の製造方法は、第1の発明に係る積層鉄心の製造方法において、前記下側分割鉄心片を形成する加工ステ−ションはX方向に並べて配置され、前記中側分割鉄心片及び上側分割鉄心片を形成する加工ステーションは、前記X方向と直交するY方向に並べて配置され、これらの加工ステーションが交叉する位置で、前記下側分割鉄心片、中側分割鉄心片及び上側分割鉄心片の積層加工が行われると共に、隣り合う前記分割鉄心片ブロックが直線状で、かつ鎖状に連結されている。
この場合、下側分割鉄心片と形状が異なる中側分割鉄心片及び上側分割鉄心片を、下側分割鉄心片の加工ステーションと中側分割鉄心片及び上側分割鉄心片の加工ステーションが交叉する位置で、1台のプレス金型によって直線状で、かつ鎖状に連結加工することが可能となる。
【0007】
第3の発明に係る積層鉄心の製造方法は、第1及び第2の発明に係る積層鉄心の製造方法において、前記分割鉄心片ブロックの全部又は一部には、積層した場合に上下方向に符合する連結孔が形成された突出部を設け、最終的に組み立てられた積層鉄心を、上下方向に貫通する前記連結孔に挿通する連結部材を介して固定する。
この場合、連結部材によって積層したときのスロットのずれを無くすと共に、積層鉄心の積層方向に簡単に圧縮力を加えて、その力を維持することができ、積層鉄心の積層方向に隣接する分割鉄心片ブロックどうしが常時密着した状態となる。
【0008】
【発明の実施の形態】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
ここに、図1は本発明の第1の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心の正面図、図2は同積層鉄心の説明図、図3(A)、(B)、(C)はそれぞれ同積層鉄心の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の正面図、図4は本発明の第1の実施の形態に係る積層鉄心の製造方法における連結型による加工前の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の相対的位置を示す要部側断面図、図5は同製造方法における連結型による加工後の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の相対的位置を示す要部側断面図、図6は同製造方法の加工状態を示す平面図、図7は同製造方法に用いられる下側加工ステーションの左側から内外周加工型までの平面図、図8は同製造方法に用いられる下側加工ステーションのかしめ部加工型から連結型までの平面図、図9は同製造方法に用いられる下側加工ステーションの連結型より右側を示す平面図、図10は同製造方法に用いられる中上側加工ステーションの平面図、図11は同製造方法の分割鉄心片ブロックを円筒状治具に巻き付ける工程を示す平面図、図12は本発明の第2の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心の正面図、図13は本発明の第3の実施の形態に係る積層鉄心の製造方法に用いられる製造設備と帯状薄板材の加工状態を示す平面図である。
【0009】
図1、図2に示すように、本発明の第1の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心10は、中空円筒状に形成され、内周側に開口する所定数のスロット11を円周方向に等間隔に備え、隣り合うスロット11の間に内周側に突出する磁極部12を備えている。また、積層鉄心10は、全スロット数を等分割した同一のスロット数(図1では8スロット)をそれぞれ有する複数のブロックに分割された磁性の薄板材からなる分割鉄心片ブロック13を備え、分割鉄心片ブロック13を長手方向の両端で所定数連結して形成した鎖状鉄心材14をスパイラル状に巻き付けて積層形成している。なお、図2は鎖状鉄心材14の端部を積層鉄心10の両端面から極端に浮いた状態にして、形状を理解しやすく示しているが、実際には端部も密着した状態になる。
【0010】
図3(A)、(B)、(C)、図4、図5に示すように、分割鉄心片ブロック13は、下側分割鉄心片15、中側分割鉄心片16、及び下側分割鉄心片15とほぼ同一形状の上側分割鉄心片17とが3層に積層されている。下側分割鉄心片15は一方側(図3(A)では右側)にのみ突出する下連結部18を有し、下連結部18の中央には軸受孔A19が設けられている。下側分割鉄心片15の他方側(図3(A)では左側)の端部には切欠き部20が形成され、隣接する下側分割鉄心片15の下連結部18が隙間を開けて嵌入するようになっている。中側分割鉄心片16は他方側(図3(B)では左側)にのみ突出する中連結部21を有し、中連結部21の中央下部には軸受孔A19に嵌入可能な突出軸部B22と中央上部には軸受穴C23がそれぞれ設けられている。中側分割鉄心片16の一方側(図3(B)では右側)の端部には切欠き部24が設けられて、隣接する中連結部21が隙間を開けて嵌入するようになっている。上側分割鉄心片17には一方側(図3(C)では右側)にのみ突出する上連結部25を有し、上連結部25の中央下部には突出軸部D26が設けられている。上側分割鉄心片17の他方側(図3(C)では左側)の端部には切欠き部27が設けられて、隣接する上連結部25が隙間を開けて嵌入するようになっている。軸受孔A19、突出軸部B22、軸受穴C23及び突出軸部D26がそれぞれ嵌入することにより、隣り合う分割鉄心片ブロック13が相対的に回動可能になるヒンジ部28が形成される。
【0011】
下側分割鉄心片15のスロット11の外周側に形成された基部29には嵌入孔30A(図4参照)が、中側分割鉄心片16、及び上側分割鉄心片17のスロット11の基部29にはそれぞれ上面に複数の嵌入凹部30が、下面には嵌入凹部30に対応する位置にかしめ用突起部31が設けられている。そして、図5に示すように、下側分割鉄心片15、中側分割鉄心片16、及び上側分割鉄心片17を積層したときに、下側分割鉄心片15の嵌入孔30Aに中側分割鉄心片16のかしめ用突起部31が、中側分割鉄心片16の嵌入凹部30に上側分割鉄心片17のかしめ用突起部31が嵌入して、かしめ部32を形成し、下側分割鉄心片15、中側分割鉄心片16、及び上側分割鉄心片17を一体に固定した分割鉄心片ブロック13を形成している。なお、嵌入孔30Aは、最下層となる下側分割鉄心片15にのみ設けられ、それ以外の下側分割鉄心片15には、図3(A)に示すように、嵌入凹部30及びかしめ用突起部31が設けられている。
【0012】
図6に示すように、積層鉄心10の製造設備33は、下側分割鉄心片15を形成する加工ステーション、すなわち下側加工ステーション34と、中側分割鉄心片16、及び上側分割鉄心片17を形成する加工ステーション、すなわち中上側加工ステーション35を備えた、例えば順送り式のプレス金型からなり、下側加工ステーション34と中上側加工ステーション35とは直交するX方向とY方向に並べて配置されている。
図6〜図9に示すように、下側加工ステーション34は図6の左側から右側に向かって、例えば厚みが0.35mm、幅が下側分割鉄心片15のY方向の最大幅より大きい珪素鋼板からなる帯状の磁性の薄板材、すなわち帯状薄板材36の位置決めを行うパイロット孔37を加工すると共に、隣り合う下側分割鉄心片15の境界部38を打ち抜くパイロット加工型39を設けている。次に、スロット11を打ち抜くスロット加工型40、下側分割鉄心片15の内外周を打ち抜く内外周トリミング型41を順次設けている。内外周トリミング型41は工程途中の下側分割鉄心片15を帯状薄板材36とを繋ぎ止める繋がり部42、43を残すようにしている。次に、最下層の下側分割鉄心片15には嵌入孔30Aを、それ以外の下側分割鉄心片15には嵌入凹部30及びかしめ用突起部31を加工するかしめ部加工型44及び軸受孔A19を加工するヒンジ部加工型45を備えた連結部加工型45Aを設け、次に加工動作を行わないアイドル部46を設けている。
【0013】
更に、下側加工ステーション34と中上側加工ステーション35とが交叉する交叉部47には、残された下側分割鉄心片15の繋がり部42、43を切断する繋がり部切断型48と、かしめ部32を押圧するかしめ型49と、軸受孔A19、突出軸部B22、軸受穴C23及び突出軸部D26をそれぞれ嵌入させてヒンジ部28を形成するヒンジ部嵌入型50とを備えて、厚み方向に隣り合う分割鉄心片ブロック13を連結する連結型51を設けている。更に、連結型51の右側に加工動作を行わないアイドル部52、分割鉄心片ブロック13を帯状薄板材36から完全に分離する分離型53を備えている。また、パイロット加工型39から所定ピッチ(下側分割鉄心片15の長手方向の長さ)だけ右側に順次離れた各加工部にそれぞれパイロットピン54を設け、帯状薄板材36が右側に移動したとき、パイロットピン54がパイロット孔37に嵌入して帯状薄板材36を位置決めするようにしている。したがって、下側加工ステーション34は、パイロット加工型39、スロット加工型40、内外周トリミング型41、連結部加工型45A、アイドル部46、連結型51、アイドル部52、分離型53を順次配列して、帯状薄板材36を1ストローク毎にパイロットピン54で位置決めして送り出す順送り型を形成している。
【0014】
図6、図10に示すように、中上側加工ステーション35は、図10の下方から上方に向かって、例えば厚みが0.35mm、幅が分割鉄心片ブロック13の円周方向の最大長さより大きい珪素鋼板からなる帯状の磁性の薄板材、すなわち帯状薄板材55の位置決めを行うパイロット孔56を打ち抜くパイロット加工型57を設けている。次に、上側分割鉄心片17の両端側のトリミングを行う上側両端トリミング型58、次に中側分割鉄心片16の両端側のトリミングを行う中側両端トリミング型59、次に加工動作を行わないアイドル部60が設けられている。更に、スロット11を打ち抜くスロット加工型61、中側分割鉄心片16及び上側分割鉄心片17の内外周を打ち抜く内外周トリミング型62が設けられている。内外周トリミング型62は、加工途中の内側分割鉄心片16及び上側分割鉄心片17を帯状薄板材55と共に中上側加工ステーション35に沿って移動させるため、中側分割鉄心片16及び上側分割鉄心片17と帯状薄板材55とを繋ぎ止める繋がり部63、64を残すようにしている。次に、中側分割鉄心片16及び上側分割鉄心片17の嵌入凹部30とかしめ用突起部31を加工するかしめ部加工型65と、中側分割鉄心片16の軸受穴C23、突出軸部B22、上側分割鉄心片17の突出軸部D26を加工するヒンジ部加工型66とを備えた連結部加工型67が設けられ、その先はアイドル部68を介して下側加工ステーション34の連結型51に連結されている。連結型51では左側から送られてきた帯状薄板材36の嵌入孔30A(あるいは嵌入凹部30)及び下連結部18が加工された部分の上方に、帯状薄板材55のかしめ用突起部31(嵌入凹部30)及び中連結部21、上連結部25が加工された部分を重ねるようにしている。
【0015】
また、パイロット加工型57から所定ピッチだけ上方(連結型51に向かう方向)に順次離れた各加工部にそれぞれパイロットピン69を設け、帯状薄板材55が上方に移動したとき、パイロットピン69がパイロット孔56に嵌入して帯状薄板材55を位置決めするようにしている。したがって、中上側加工ステーション35は、パイロット加工型57、上側両端トリミング型58、中側両端トリミング型59、アイドル部60、スロット加工型61、内外周トリミング型62、連結部加工型67、アイドル部68を順次配列して、帯状薄板材55を1ストロークごとにパイロットピン69で位置決めして送り出す順送り型を形成している。図11に示すように、分離型53の右側には所定の固定子鉄心の内径に等しい外形を有する円筒状治具70を設け、円筒状治具70の外周の一部に分割鉄心片ブロック13の端部を固定し、円筒状治具70を回転することにより、分割鉄心片ブロック13をスパイラル状に巻き付けるようにしている。
【0016】
ここで、積層鉄心10の製造方法について加工工程順に説明する。
(1)下側加工ステーション34のパイロット加工型39に帯状薄板材36を装着し、パイロット孔37と隣り合う下側分割鉄心片15の境界部38とを同時に打ち抜き加工する。
なお以下の工程ではいずれも、帯状薄板材36はパイロット孔37とパイロットピン54によって位置決めされる。
(2)帯状薄板材36を右方向に移動し、帯状薄板材36のパイロット孔37とパイロットピン54によってスロット加工型40の加工位置に位置決めしてスロット11を打ち抜き加工する。
(3)帯状薄板材36を右方向に移動し、内外周トリミング型41の加工位置に位置決めして内外周トリミング加工をする。
【0017】
(4)帯状薄板材36を右方向に移動し、連結部加工型45Aの加工位置に位置決めして、ヒンジ部28を構成する下連結部18を実質的に厚みの半分を押し出す半抜き加工によりヒンジ部加工すると共に、かしめ部32の実質的に厚み分を押してかしめ部32を構成する嵌入孔30Aを加工する連結部加工をする。
(5)帯状薄板材36を右方向に移動し、連結部加工を行った部分をアイドル部46に位置決めする。
(6)帯状薄板材36を右方向に移動し、下側分割鉄心片15のヒンジ部加工を行った部分を連結型51に位置決めする。
【0018】
一方、中上側加工ステーション35は下側加工ステーション34の動作に応じて工程を進める。すなわち下側分割鉄心片15及び中側分割鉄心片16のかしめ部32とヒンジ部28となる部分が加工された位置が同時に連結型51に載置されるタイミングで同期するように次の工程を並行して進める。
なお、以下、中上側加工ステーション35の加工工程では、中側分割鉄心片16と上側分割鉄心片17が順次交互に形成されるようになっている。
(7)中上側加工ステーション35のパイロット加工型57に帯状薄板材55を装着し、パイロット孔56を打ち抜き加工する。
なお、以下の工程ではいずれも、帯状薄板材55はパイロット孔56とパイロットピン69によって位置決めされる。
(8)帯状薄板材55を上方向に移動し、中側両端トリミング型59により、中側分割鉄心片16の両側と上側両端トリミング型58により、上側分割鉄心片17の両側トリミング加工を行う。
【0019】
(9)帯状薄板材55を上方向に移動し、アイドル部60を経て、さらに上方向に移動し、両側トリミング加工を行った中側分割鉄心片16、上側分割鉄心片17を順にスロット加工型61に位置決めしてスロット加工を行う。
(10)帯状薄板材55を上方向に移動し、スロット加工を行った中側分割鉄心片16、上側分割鉄心片17を順に内外周トリミング型62に位置決めし、内外周トリミング加工を行う。
【0020】
(11)帯状薄板材55を上方向に移動し、内外周トリミング加工を行った中側分割鉄心片16、上側分割鉄心片17を順に連結部加工型67に位置決めして、ヒンジ部28を形成する突出軸部B22、軸受穴C23とかしめ部32を形成する嵌入凹部30、かしめ用突起部31を中側分割鉄心片16に、突出軸部D26、嵌入凹部30、かしめ用突起部31を上側分割鉄心片17に加工する。
(12)帯状薄板材55をアイドル部68を経てさらに上方向に移動し、突出軸部B22、軸受穴C23と嵌入凹部30、かしめ用突起部31の加工が終わった中側分割鉄心片16を連結型51に位置決めし、連結型51の左側のアイドル部46に位置決めされた下側分割鉄心片15の軸受孔A19の上に、連結型51の上に位置決めされた中側分割鉄心片16の突出軸部B22を重ね合わせる。
この状態で、連結型51を動作させてアイドル部46上の下側分割鉄心片15の軸受孔A19に連結型51上の中側分割鉄心片16の突出軸部B22を嵌入させ、同時に連結型51上の下側分割鉄心片15の嵌入孔30Aに連結型51上の中側分割鉄心片16のかしめ用突起部31を嵌入させ、更に下側分割鉄心片15と帯状薄板材36とを繋ぐ繋がり部42、43及び中側分割鉄心片16と帯状薄板材55とを繋ぐ繋がり部63、64を切断する。
【0021】
(13)帯状薄板材55を上方に移動し、突出軸部D26の加工が終わった上側分割鉄心片17を連結型51上に位置決めし、連結型51の右側のアイドル部52上の中側分割鉄心片16の軸受穴C23上に、上側分割鉄心片17のヒンジ部28を形成する突出軸部D26を重ね合わせる。
この状態で、連結型51を動作させて、アイドル部52上の中側分割鉄心片16の軸受穴C23に連結型51上の上側分割鉄心片17の突出軸部D26を嵌入させ、同時に連結型51上の中側分割鉄心片16の嵌入凹部30に上側分割鉄心片17のかしめ用突起部31を嵌入させ、更に上側分割鉄心片17と帯状薄板材55とを繋ぐ繋がり部63、64を切断する。
これにより、連結型51上にあって下側分割鉄心片15、中側分割鉄心片16、及び上側分割鉄心片17がかしめ積層された分割鉄心片ブロック13は帯状薄板材36及び帯状薄板材55から切り離され、連結型51の右側のアイドル部52にある分割鉄心片ブロック13とヒンジ部28を介して連結され、更に連結型51の左側のアイドル部46にある下側分割鉄心片15にヒンジ部を介して連結される。
【0022】
(14)帯状薄板材36を右方向に移動し、連結型51上で積層が完了した分割鉄心片ブロック13をアイドル部52に移動させる。この状態で下側加工ステーション34及び中上側加工ステーション35の両方がそれぞれ同期して動作する。
(15)帯状薄板材36を右方向に移動し、アイドル部52上の分割鉄心片ブロック13を分離型53に移動させて、分離型53により、分割鉄心片ブロック13の周囲に残された帯状薄板材36の一部分を小鉄片に切断して排出する。
これら、(1)〜(15)の工程を連続して行うことにより、図11に示すような分割鉄心片ブロック13がヒンジ部28によって連鎖状に連結された直線状の鎖状鉄心材14が得られる。
(16)直線状の鎖状鉄心材14を引き出して、その端部を円筒状治具70の外周の一部に固定し、円筒状治具70を回転させて湾曲させ、分割鉄心片ブロック13をスパイラル状に巻き付ける。同時に円筒状治具70の軸方向に沿って巻き付けられた分割鉄心片ブロック13を押しつけて、軸方向に隣接する分割鉄心片ブロック13を密着させ、積層鉄心10を形成する。
【0023】
このように、分割鉄心片ブロック13を連鎖状に連結した直線状の鎖状鉄心材14を円筒状治具70に巻き付けるとき、分割鉄心片ブロック13に円筒状治具70の外周に沿って湾曲させる力が作用するが、隣接する分割鉄心片ブロック13どうしがヒンジ部28によって回動可能に連結されているので、ヒンジ部28が回動し、分割鉄心片ブロック13の基部29には無理な塑性変形は生じない。
また、中側分割鉄心片16と上側分割鉄心片17は同一帯状薄板材55によって形成されるので、製造設備が簡単となる。
【0024】
図12に示すように、本発明の第2の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心71は、前記第1の実施の形態に係る積層鉄心10に用いた下側分割鉄心片15、中側分割鉄心片16及び上側分割鉄心片17とほぼ同様の下側分割鉄心片、中側分割鉄心片及び上側分割鉄心片を用いる。そして、下側分割鉄心片、中側分割鉄心片及び上側分割鉄心片のいずれか1又は2又は全部の外周側に、中央部に貫通する連結孔72を有する突出部73を設け、分割鉄心片ブロック74を形成して積層した場合に連結孔72が上下方向に符合するようにしたものである。分割鉄心片ブロック74の他に突出部73を設けていない分割鉄心片ブロック75を形成して、交互に連鎖状に連結する。
これにより、連結孔72に、例えば通しボルト等の連結部材を上下に貫通させて締めつけ、スロットずれをなくすと共に、最終的に組み立てられた積層鉄心71の軸方向に圧縮力を加えて、軸方向に隣接する分割鉄心片ブロック74を互いに密着させ、占積率を高めることが出来る。
【0025】
図13に示すように、本発明の第3の実施の形態に係る積層鉄心の製造方法は、前記第1の実施の形態に係る積層鉄心の製造方法で説明した中側分割鉄心片16と上側分割鉄心片17を同一ラインで加工する中上側加工ステーションの代わりに、積層鉄心の製造設備76に中側加工ステーション77と上側加工ステーション78をそれぞれ別個に設け、中側加工ステーション77と上側加工ステーション78と連携動作をする下側加工ステーション79を設けて鎖状鉄心材14を形成するものである。なお、第1の実施の形態と共通する形状、作用を備えた構成要素については、同一名称、同一符号を付して説明する。
下側加工ステーション79は、第1の実施の形態で説明した下側加工ステーシン34(図13では、パイロット加工型39、スロット加工型40、内外周トリミング型41、を省略)に設けた、連結部加工型45A、アイドル部46、連結型51、アイドル部52を順次隣り合わせて備え、アイドル部52の右隣にアイドル部80を設け、更に右側に、連結型81、アイドル部82、分離型83を設けている。また、中側加工ステーション77と上側加工ステーション78では、それぞれ第1の実施の形態で中側分割鉄心片16を加工するときに用いた帯状薄板材55と同じ形状の帯状薄板材84、85を用いる。
【0026】
中側加工ステーション77は、図13の下方から上方に向かって、帯状薄板材84の位置決めを行うパイロット孔86を打ち抜くパイロット加工型87、中側両端トリミング型88、アイドル部89、スロット加工型90、内外周トリミング型91、連結部加工型92、アイドル部93を順に設け、その先は下側加工ステーション79の連結型51に連結されている。
上側加工ステーション78は、下方から上方に向かって、帯状薄板材85の位置決めを行うパイロット孔86Aを打ち抜くパイロット加工型94、上側両端トリミング型95、アイドル部96、スロット加工型97、内外周トリミング型98、連結部加工型99、アイドル部100を順次配列し、その先は下側加工ステーション79の連結型81に連結されている。
【0027】
連結型51では左側から送られてきた帯状薄板材36の嵌入孔30A(又は嵌入凹部30)及び下連結部18が加工された部分の上方に、帯状薄板材84のかしめ用突起部31(嵌入凹部30)及び中連結部21が加工された部分を重ねるようにしている。また、連結型81では左側から送られてきた帯状薄板材36の下側分割鉄心片15に中側分割鉄心片16が積層された上に更に上側分割鉄心片17を重ねるようにしている。
また、パイロット加工型87、94から所定ピッチだけ上方(連結型51、81に向かう方向)に順次離れた各加工部にそれぞれパイロットピン101を設け、帯状薄板材84、85が上方に移動したとき、パイロットピン101がパイロット孔86、86Aに嵌入して帯状薄板材84、85を位置決めするようにしている。
【0028】
このような積層鉄心の製造設備76の中側加工ステーション77によって、中側分割鉄心片16を加工し、下側加工ステーション79で加工された下側分割鉄心片15の上に中側分割鉄心片16を積層して連結型51により連結する。そのあと、別個に設けた上側加工ステーション78によって上側分割鉄心片17を加工して中側分割鉄心片16の上に積層し、下側分割鉄心片15と中側分割鉄心片16と上側分割鉄心片17とを積層してヒンジ部とかしめ部を連結型81で連結し、分離型83で分離加工して鎖状鉄心材14を形成する。
したがって、中側分割鉄心片16と上側分割鉄心片17とを別個の加工ステーションで加工することにより、金型構造が複雑化することがない。
【0029】
以上、本発明の実施の形態について説明したが、本発明は前記実施の形態に限定されるものではなく、要旨を逸脱しない条件の変更等も全て本発明の権利範囲に含まれる。
例えば、前記実施の形態では順送り式のプレス金型を利用した例について説明したが、下側分割鉄心片、中側分割鉄心片、上側分割鉄心片をそれぞれ並行して加工してもよく、また各加工工程を独立した加工型で加工してもよい。
また、前記第1の実施の形態では、下側分割鉄心片の下連結部に貫通した軸受孔を設けた例について説明したが、中側分割鉄心片と同様に、下連結部の中央下部に突出軸部を、中央上部に軸受穴を設けて、軸受穴に中側分割鉄心片に設けた突出軸部を嵌入させるようにしてもよい。
また、積層鉄心の全周に設ける分割鉄心片ブロックの数は、前記実施の形態では12個分設けた例について説明したが、8個、10個などこの個数に限るものではない。
【0030】
【発明の効果】
請求項1〜3記載の積層鉄心の製造方法においては、所定のスロット形成位置で複数に分割した下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片を薄板材からそれぞれ形成し、下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片をかしめ積層した分割鉄心片ブロックを、その両端部に形成されたヒンジ部を介して鎖状かつ回動可能に連結して直線状に引出し、この直線状に連結された前記分割鉄心片ブロックをスパイラル状に巻いて積層形成するので、連結された分割鉄心片ブロックを、例えば円柱状の治具に押しつけながら湾曲させてスパイラル状に巻くときに、ヒンジ部で連結されている両側の分割鉄心片ブロックが相対的に回動し、各分割鉄心片ブロックには無理な塑性変形を生じさせる力は加わらない。したがって、積層鉄心の変形を防止でき、固定子鉄心磁気の低下を防止できる。また、材料の歩留りを高くし、材料費を低減できる。
【0031】
請求項2記載の積層鉄心の製造方法においては、下側分割鉄心片を形成する加工ステーションはX方向に並べて配置され、中側分割鉄心片及び上側分割鉄心片を形成する加工ステーションは、X方向と直交するY方向に並べて配置され、これらの加工ステーションが交叉する位置で、下側分割鉄心片、中側分割鉄心片及び上側分割鉄心片の積層加工が行われると共に、隣り合う分割鉄心片ブロックの鎖状連結が行われるようにしているので、下側分割鉄心片と形状が異なる中側分割鉄心片及び上側分割鉄心片を、下側分割鉄心片の加工ステーションと中側分割鉄心片及び上側分割鉄心片の加工ステーションが交叉する位置で、一台のプレス金型によって直線状で、かつ鎖状の連結加工が可能となり、製造設備が簡単になると共に、製造コストを低下させる効果がある。
【0032】
請求項3記載の積層鉄心の製造方法においては、分割鉄心片ブロックの全部又は一部には、積層した場合に上下方向に符合する連結孔が形成された突出部を設け、最終的に組み立てられた積層鉄心を、上下方向に貫通する連結孔に挿入する連結部材を介して固定するので、連結部材によって積層鉄心の積層方向に簡単に圧縮力を加えて、その力を維持することが出来、積層鉄心の積層方向に隣接する分割鉄心片ブロックどうしが常時密着した状態となり、積層鉄心の磁気特性を高く維持することが出来る。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心の正面図である。
【図2】同積層鉄心の説明図である。
【図3】(A)、(B)、(C)はそれぞれ同積層鉄心の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の正面図である。
【図4】本発明の第1の実施の形態に係る積層鉄心の製造方法における連結型による加工前の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の相対的位置を示す要部側断面図である。
【図5】同製造方法における連結型による加工後の下側分割鉄心片、中側分割鉄心片、上側分割鉄心片の相対的位置を示す要部側断面図である。
【図6】同製造方法の加工状態を示す平面図である。
【図7】同製造方法に用いられる下側加工ステーションの左側から内外周加工型までの平面図である。
【図8】同製造方法に用いられる下側加工ステーションのかしめ部加工型から連結型までの平面図である。
【図9】同製造方法に用いられる下側加工ステーションの連結型より右側を示す平面図である。
【図10】同製造方法に用いられる中上側加工ステーションの平面図である。
【図11】同製造方法の分割鉄心片ブロックを円筒状治具に巻き付ける工程を示す平面図である。
【図12】本発明の第2の実施の形態に係る積層鉄心の製造方法を適用して製造された積層鉄心の正面図である。
【図13】本発明の第3の実施の形態に係る積層鉄心の製造方法に用いられる製造設備と帯状薄板材の加工状態を示す平面図である。
【符号の説明】
10:積層鉄心、11:スロット、12:磁極部、13:分割鉄心片ブロック、14:鎖状鉄心材、15:下側分割鉄心片、16:中側分割鉄心片、17:上側分割鉄心片、18:下連結部、19:軸受孔A、20:切欠き部、21:中連結部、22:突出軸部B、23:軸受穴C、24:切欠き部、25:上連結部、26:突出軸部D、27:切欠き部、28:ヒンジ部、29:基部、30:嵌入凹部、30A:嵌入孔、31:かしめ用突起部、32:かしめ部、33:製造設備、34:下側加工ステーション、35:中上側加工ステーション、36:帯状薄板材、37:パイロット孔、38:境界部、39:パイロット加工型、40:スロット加工型、41:内外周トリミング型、42、43:繋がり部、44:かしめ部加工型、45:ヒンジ部加工型、45A:連結部加工型、46:アイドル部、47:交叉部、48:繋がり部切断型、49:かしめ型、50:ヒンジ部嵌入型、51:連結型、52:アイドル部、53:分離型、54:パイロットピン、55:帯状薄板材、56:パイロット孔、57:パイロット加工型、58:上側両端トリミング型、59:中側両端トリミング型、60:アイドル部、61:スロット加工型、62:内外周トリミング型、63、64:繋がり部、65:かしめ部加工型、66:ヒンジ部加工型、67:連結部加工型、68:アイドル部、69:パイロットピン、70:円筒状治具、71:積層鉄心、72:連結孔、73:突出部、74、75:分割鉄心片ブロック、76:製造設備、77:中側加工ステーション、78:上側加工ステーション、79:下側加工ステーション、80:アイドル部、81:連結型、82:アイドル部、83:分離型、84、85:帯状薄板材、86、86A:パイロット孔、87:パイロット加工型、88:中側両端トリミング型、89:アイドル部、90:スロット加工型、91:内外周トリミング型、92:連結部加工型、93:アイドル部、94:パイロット加工型、95:上側両端トリミング型、96:アイドル部、97:スロット加工型、98:内外周トリミング型、99:連結部加工型、100:アイドル部、101:パイロットピン
Claims (3)
- 磁性の薄板材を多数枚積層して形成され、内側にスロットで区分される所定数の磁極部を備えた積層鉄心の製造方法であって、
所定のスロット形成位置で複数に分割した下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片を前記薄板材からそれぞれ形成し、前記下側分割鉄心片、中側分割鉄心片、及び上側分割鉄心片をかしめ積層した分割鉄心片ブロックを、その両端部に形成されたヒンジ部を介して鎖状かつ回動可能に連結して直線状に引出し、この直線状に連結された前記分割鉄心片ブロックをスパイラル状に巻いて積層形成することを特徴とする積層鉄心の製造方法。 - 請求項1記載の積層鉄心の製造方法において、前記下側分割鉄心片を形成する加工ステ−ションはX方向に並べて配置され、前記中側分割鉄心片及び上側分割鉄心片を形成する加工ステーションは、前記X方向と直交するY方向に並べて配置され、これらの加工ステーションが交叉する位置で、前記下側分割鉄心片、中側分割鉄心片及び上側分割鉄心片の積層加工が行われると共に、隣り合う前記分割鉄心片ブロックが直線状で、かつ鎖状に連結されていることを特徴とする積層鉄心の製造方法。
- 請求項1及び2のいずれか1項に記載の積層鉄心の製造方法において、前記分割鉄心片ブロックの全部又は一部には、積層した場合に上下方向に符合する連結孔が形成された突出部を設け、最終的に組み立てられた積層鉄心を、上下方向に貫通する前記連結孔に挿通する連結部材を介して固定することを特徴とする積層鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003077321A JP4414149B2 (ja) | 2003-03-20 | 2003-03-20 | 積層鉄心の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003077321A JP4414149B2 (ja) | 2003-03-20 | 2003-03-20 | 積層鉄心の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004289908A true JP2004289908A (ja) | 2004-10-14 |
| JP4414149B2 JP4414149B2 (ja) | 2010-02-10 |
Family
ID=33292102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003077321A Expired - Fee Related JP4414149B2 (ja) | 2003-03-20 | 2003-03-20 | 積層鉄心の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4414149B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008220170A (ja) * | 2008-06-16 | 2008-09-18 | Mitsui High Tec Inc | 回転子積層鉄心およびその製造方法 |
| WO2011096050A1 (ja) * | 2010-02-03 | 2011-08-11 | トヨタ自動車株式会社 | ステータコア |
| CN107959390A (zh) * | 2016-10-18 | 2018-04-24 | 株式会社三井高科技 | 层叠铁芯的制造方法和层叠铁芯 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000116037A (ja) * | 1998-09-29 | 2000-04-21 | Toshiba Corp | モータの積層鉄心の製造方法、モータおよび洗濯機 |
| JP2000116074A (ja) * | 1998-08-06 | 2000-04-21 | Mitsubishi Electric Corp | コア部材の積層金型装置および積層方法 |
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
| JP2000201457A (ja) * | 1998-12-30 | 2000-07-18 | Mitsui High Tec Inc | 固定子用積層磁極鉄心の製造方法及び同製造方法に用いる金型装置 |
| JP2002233086A (ja) * | 2001-02-02 | 2002-08-16 | Mitsubishi Electric Corp | 鉄心のコア部材 |
| JP2003502985A (ja) * | 1998-11-06 | 2003-01-21 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電気的な機械の薄板裁断片から成る回転子若しくは固定子の製造方法 |
-
2003
- 2003-03-20 JP JP2003077321A patent/JP4414149B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
| JP2000116074A (ja) * | 1998-08-06 | 2000-04-21 | Mitsubishi Electric Corp | コア部材の積層金型装置および積層方法 |
| JP2000116037A (ja) * | 1998-09-29 | 2000-04-21 | Toshiba Corp | モータの積層鉄心の製造方法、モータおよび洗濯機 |
| JP2003502985A (ja) * | 1998-11-06 | 2003-01-21 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電気的な機械の薄板裁断片から成る回転子若しくは固定子の製造方法 |
| JP2000201457A (ja) * | 1998-12-30 | 2000-07-18 | Mitsui High Tec Inc | 固定子用積層磁極鉄心の製造方法及び同製造方法に用いる金型装置 |
| JP2002233086A (ja) * | 2001-02-02 | 2002-08-16 | Mitsubishi Electric Corp | 鉄心のコア部材 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008220170A (ja) * | 2008-06-16 | 2008-09-18 | Mitsui High Tec Inc | 回転子積層鉄心およびその製造方法 |
| WO2011096050A1 (ja) * | 2010-02-03 | 2011-08-11 | トヨタ自動車株式会社 | ステータコア |
| US20120228987A1 (en) * | 2010-02-03 | 2012-09-13 | Toyota Jidosha Kabushiki Kaisha | Stator core |
| CN102742125A (zh) * | 2010-02-03 | 2012-10-17 | 丰田自动车株式会社 | 定子铁芯 |
| JP5387698B2 (ja) * | 2010-02-03 | 2014-01-15 | トヨタ自動車株式会社 | ステータコア |
| US8853914B2 (en) | 2010-02-03 | 2014-10-07 | Toyota Jidosha Kabushiki Kaisha | Segmented stator core with trapezoidal junctions |
| CN102742125B (zh) * | 2010-02-03 | 2015-06-10 | 丰田自动车株式会社 | 定子铁芯 |
| CN107959390A (zh) * | 2016-10-18 | 2018-04-24 | 株式会社三井高科技 | 层叠铁芯的制造方法和层叠铁芯 |
| CN107959390B (zh) * | 2016-10-18 | 2022-07-05 | 株式会社三井高科技 | 层叠铁芯的制造方法和层叠铁芯 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4414149B2 (ja) | 2010-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4886375B2 (ja) | 積層鉄心製造方法 | |
| JP5472057B2 (ja) | 固定子巻線の巻回方法,固定子巻線の巻回装置及び固定子巻線の製造装置 | |
| WO2006028179A1 (ja) | 積層鉄心の製造方法 | |
| US9099897B2 (en) | Method for connecting end sections of an annular laminated article and articles made therefrom | |
| JP4934402B2 (ja) | 電機子製造方法および順送り金型装置 | |
| JP3626031B2 (ja) | ステータコア、分割コアブロック及びその製造方法 | |
| GB2108772A (en) | Stator core for a dynamoelectric machine | |
| RU2684612C1 (ru) | Способ производства сердечника вращающейся электрической машины и сердечник вращающейся машины | |
| JP2021052574A (ja) | ステータ、モータ、及びステータの製造方法 | |
| CN106849535B (zh) | 层叠铁芯及其制造方法 | |
| JP2007089360A (ja) | 積層鉄心の製造方法 | |
| JP2004289908A (ja) | 積層鉄心の製造方法 | |
| JP5291774B2 (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP3964306B2 (ja) | 電動機の固定子積層鉄心の製造方法 | |
| JP2834988B2 (ja) | 回転電機の積層コアの製造方法 | |
| JP2000116074A (ja) | コア部材の積層金型装置および積層方法 | |
| JP4912088B2 (ja) | 積層鉄心の製造方法および製造装置 | |
| JP3497911B2 (ja) | モータ用積層鉄心の製造方法及び金型装置 | |
| JP2004320878A (ja) | 積層鉄心の製造方法及び積層鉄心 | |
| CN111033981B (zh) | 钢板层叠体的制造方法和成型钢板层叠体 | |
| JP3842146B2 (ja) | 積層鉄心の製造方法 | |
| KR100518014B1 (ko) | 왕복동식 모터 및 이 왕복동식 모터의 라미네이션 시트제조 방법 | |
| JPH0518655B2 (ja) | ||
| JP2006158002A (ja) | 積層固定子鉄心の製造方法 | |
| WO2023182256A1 (ja) | 固定子コアの製造方法、固定子コア、及び、モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090317 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091119 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131127 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |