JP2004277779A - 溶射層と鉄鋼部材との結合方法 - Google Patents
溶射層と鉄鋼部材との結合方法 Download PDFInfo
- Publication number
- JP2004277779A JP2004277779A JP2003068935A JP2003068935A JP2004277779A JP 2004277779 A JP2004277779 A JP 2004277779A JP 2003068935 A JP2003068935 A JP 2003068935A JP 2003068935 A JP2003068935 A JP 2003068935A JP 2004277779 A JP2004277779 A JP 2004277779A
- Authority
- JP
- Japan
- Prior art keywords
- steel member
- sprayed layer
- thermal
- layer
- self
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
【課題】鉄鋼部材に溶射層を形成すると、長時間の使用の後に、鉄鋼部材と溶射層との境界面に亀裂が発生することがある。
【解決手段】溶射層20は、強固した自溶性合金37にセラミックス粉末21・・・が分散した状態になり、且つ溶射層20は拡散接合層34により鉄鋼部材15に強固に接合していることを示す。
【効果】自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【選択図】 図7
【解決手段】溶射層20は、強固した自溶性合金37にセラミックス粉末21・・・が分散した状態になり、且つ溶射層20は拡散接合層34により鉄鋼部材15に強固に接合していることを示す。
【効果】自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【選択図】 図7
Description
【0001】
【発明の属する技術分野】
本発明は溶射層と鉄鋼部材との結合方法の改良に関する。
【0002】
【従来の技術】
従来、鋳型などの鉄鋼部材の表面を保護するために、鉄鋼部材を溶射層で被覆する技術が実用化されている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開2002−241920公報(第4頁〜第5頁、図2)
【0004】
図12は特許文献1の図2の再掲図説明図であり、24は被保護基体、26は第1溶射層、28は第2溶射層、30は第3溶射層、32は含浸強化層である。
被保護基体24は、例えば鉄製材料、アルミニウム合金(特許文献1段落番号[0029]第3、4行参照)である。
第1溶射層26は、例えばNiCrAl系耐熱合金(同段落番号[0032]第1、2行参照)である。
【0005】
第2溶射層28は、MoB(ほう化モリブデン)系複合溶射材料(同段落番号[0035]第1、2行参照)である。
第3溶射層30は、セラミックス粉末/MoB粉末の混合物からなる複合溶射材料(同段落番号[0042]参照)である。
含浸強化層32は、有機けい素材料溶解液を含浸させた後、焼き付けることで形成する(同段落番号[0054]第1〜3行参照)。
【0006】
特許文献1の技術は、MoBを混合したので、耐熱性、耐摩耗性が高まるというものである。
【0007】
【発明が解決しようとする課題】
しかし、本発明者等が検討したところ、特許文献1のような単に溶射層を積層させただけの構造では、長期に亘る繰返し使用の結果、層と層との間で剥離、特に第1溶射層26と第2溶射層28との間で剥離が、発生することが分かった。このメカニズムは第1溶射層26を構成する耐熱合金と第2溶射層28を構成するMoB系複合溶射材料との間の密着性が比較的小さく、そこから亀裂が発生し進行すると思われる。
【0008】
そこで、本発明の目的は、セラミックスを含む溶射層を鉄鋼部材の表面に十分に密着させ、溶射層を鉄鋼部材により強く接合することのできる技術を提供することにある。
【0009】
【課題を解決するための手段】
上記目的を達成するために請求項1は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、前記工程で得た溶射層並びに前記鉄鋼部材を、自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0010】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0011】
請求項2では、加熱工程は、鉄鋼部材の焼入工程を兼ねることを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【0012】
【発明の実施の形態】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
図1は本発明に係る溶射工程の原理図であり、溶射工程では、溶射ガン10から高温流体11(高温のガス又はプラズマジェット)を発射し、この高温流体11に粉末供給管12を通じて、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末13を供給し、この混合粉末13を溶融させつつ、鉄鋼部材15に吹付け、積層する。積層物を溶射層20と呼ぶことにする。
【0013】
鉄鋼部材15は、例えば鋳造用金型(JIS SKD61)である。
セラミックス粉末は、ジルコニア(ZrO2)系セラミックス粉末、アルミナ(Al2O3)系セラミックス粉末、チタニア(TiO2)系セラミックス粉末、シリカ(SiO2)系セラミックス粉末が採用できる。
【0014】
自溶性合金は、Ni−Cr−B−Si系合金が好適であり、それの融点は980℃〜1000℃である。Ni−Cr−B−Si系合金は、例えばC:0.69%、B:3.28%、Si:4.50%、Fe:2.86%、Cr:16.7%%、Ni:Balanceの組成からなる。
溶射は、高温高速でセラミックス粉末や合金粉末を鉄鋼部材に吹付ける技術であるが、原理的に微細な隙間が発生する。溶射材料に自溶性合金粉末を採用すれば、溶射後に溶射層を融点以上に加熱するだけで、前記微細な隙間を消滅させることができる。
【0015】
図2は図1の2部拡大図であり、溶射層20は、影付き楕円で表わしたセラミックス粉末21・・・(・・・は複数個を示す。以下同じ)と、白抜き楕円で表わした自溶性合金22・・・とが、ほぼ交互に重なり合った断面となる。
【0016】
溶射層20の厚さは、100μm〜1000μmの範囲から選ぶ。100μm未満では、溶湯の熱を遮断する能力が不十分となり、金型の寿命が短くなる。また、溶湯の熱が逃げやすくなるため冷却・凝固が進み、湯廻り不良の原因となる。 また、1000μmを超えると、溶射層内に大きな残留応力が発生し、割れ易くなる。従って、溶射層20の厚さは、100μm〜1000μmの範囲から選ぶことが望ましい。溶射層が多層の場合は、合計厚さが上記範囲に収まるようにする。
【0017】
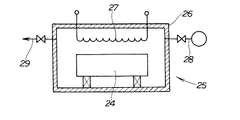
図3は本発明に係る加熱工程の原理図であり、加熱工程では、前記溶射層を表面に備えるワーク24を、加熱炉25に装入し、自溶性合金の融点以上の温度まで加熱する。具体的には、加熱炉25は、密閉性炉体26と、加熱手段27と、雰囲気ガス吹込み手段28と、ガス排出管29とからなり、ワーク24を密閉性炉体26に装入し、雰囲気ガス吹込み手段28を用いてアルゴンガスなどの不活性ガスを炉内に吹込み、その際に炉内の空気はガス排出管29で排出することで、炉内を不活性ガスで満たす。その後に、加熱手段27により、炉内を所定温度まで上げ、所定時間高温状態を保つ。
【0018】
図4は加熱工程途中の溶射層の状態を示す断面図であり、鉄鋼部材15と共に溶射層20を、自溶性合金の融点以上の温度に加熱したことにより、溶射層20は、溶融合金31にセラミックス粉末21・・・が混じった状態になる。
これと同時に、溶射層20と鉄鋼部材15との境界面32では、溶融拡散現象が進行する。
【0019】
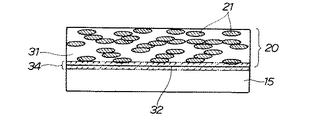
図5は加熱工程完了時の溶射層の状態を示す断面図であり、溶射層20と鉄鋼部材15との境界面32を挟んで拡散接合層34が形成できたことを示す。
この拡散接合層34は、鉄鋼部材15に溶射層20を強く接合させる役割を果たす。
【0020】
鉄鋼部材15を冶金的に強化することを目的に、ワーク24に焼入を施すことがある。焼入は、ワークを焼入温度まで加熱する工程と、高温のワークを常温まで急冷する工程との連続した2工程からなる。加熱する工程は、図3〜図5での工程と同一である。
【0021】
急冷する工程を説明する。
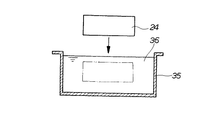
図6はワークの急冷工程の原理図であり、油焼入の例を説明すると、焼入槽35に油36を満たし、そこへ高温のワーク24を浸漬する。ワーク24は油36により急冷され、焼きが入る。焼入法は、油焼入の他、衝風焼入と呼ばれる冷たい空気を高速で吹付けることでも実施できる。しかし、水焼入は冷却速度が大きすぎて、割れが発生するため、好ましくない。
【0022】
焼入後に、焼戻しを施すことが望ましく、焼戻しは、図3で述べた加熱炉に類似した焼戻し炉により、ワークを550℃〜700℃に加熱することで実施できるので、詳細な説明は省略する。
【0023】
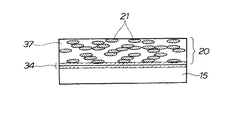
図7は本発明により得られたワークの要部断面図であり、ワークを常温付近まで冷却すると、溶射層20は、強固した自溶性合金37にセラミックス粉末21・・・が分散した状態になり、且つ溶射層20は拡散接合層34により鉄鋼部材15に強固に接合していることを示す。
【0024】
以上の説明をフロー図により説明する。
図8は本発明方法に係る第1のフロー図であり、ST××はステップ番号を示す。
ST01:図1、図2の要領で溶射工程を実施する。
ST02:図3〜図5の要領で加熱工程を実施する。
これで、図7の断面構造が得られる。
【0025】
上記第1のフロー図を文章化すると、次の通りになる。
第1の発明は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、
前記工程で得た溶射層並びに前記鉄鋼部材を、前記自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、
前記加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0026】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0027】
図9は本発明方法に係る第2のフロー図であり、ST××はステップ番号を示す。
ST11:図1、図2の要領で溶射工程を実施する。
ST12:図3〜図5の要領で焼入(加熱)工程を実施する。
ST13:図6の要領で焼入(急冷)工程を実施する。
ST14:焼戻し工程を実施する。
これで、図7の断面構造(ただし、熱処理済み)が得られる。
【0028】
前記第1のフロー図での加熱工程を、上記第2のフロー図では焼入(加熱)工程に兼用したことを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【0029】
本発明に係る別実施例を次に説明する。
図10は図7の別実施例に係るワークの要部断面図であり、鉄鋼部材15に自溶性粉末のみからなる溶射層38を溶射により形成し、この溶射層38にセラミックス粉末と自溶性合金粉末とを混合してなる混合粉末からなる溶射層20を形成する。そして、自溶性合金の融点以上に加熱することで、2層の溶射層38、20を鉄鋼部材15に積層したワークが得られると共に、鉄鋼部材15と溶射層38との間に強い拡散接合層34を形成できたことを示す。
【0030】
この構成によれば、溶射層と鉄鋼部材の中間に自溶性合金のみからなる層を有するため、より強い拡散接合をさせることができる。
【0031】
図11は図7のさらなる別実施例に係るワークの要部断面図であり、鉄鋼部材15に自溶性粉末のみからなる溶射層38を溶射により形成し、この溶射層38にセラミックス粉末と自溶性合金粉末とを混合してなる混合粉末からなる溶射層20Aを形成し、この溶射層20Aにより自溶性合金粉末の混合割合を下げ、セラミックス粉末の混合割合を高めた混合粉末からなる溶射層20Bを形成する。そして、自溶性合金の融点以上に加熱することで、見かけ上、傾斜構造にした溶射層38、20A、20Bを鉄鋼部材15に積層したワークが得られると共に、鉄鋼部材15と溶射層38との間に強い拡散接合層34を形成できたことを示す。
【0032】
この構成によれば、溶射層と鉄鋼部材の中間に自溶性合金のみからなる層を有するため、より強い拡散接合をさせることができる。
溶射層は傾斜構造にしたので、表層は耐摩耗性を強化し、拡散接合層34付近は耐久性及び接着性を高めることができる。
【0033】
【実施例】
本発明に係る実施例を次に説明する。
○溶射条件:
鉄鋼部材:鋳造用合金
溶射材料:ZrO2粉末50質量%+Ni−Cr−B−Si自溶性粉末50質量%
溶射層の厚さ:300μm
【0034】
○焼入・焼戻し条件:
加熱温度:1025℃
急冷方法:油冷
焼戻し回数:3回
焼戻し温度:1回目:550℃、2回目:650℃、3回目:600℃
【0035】
○評価
以上の条件で得た鋳造用金型は、自溶性合金を使用しない、従来の溶射を施した鋳造金型に対して、鋳造回数が1.2〜1.5倍の増加が見込めた。
【0036】
なお、実験を重ねた結果、次のことが判明した。
溶射層を構成するZrO2粉末/Ni−Cr−B−Si自溶性粉末の比率は、5/95〜95/5の範囲であれば、本発明の作用、効果が期待できる。
5/95未満であると、断熱性と耐摩耗性が不十分になる。95/5超では、潤滑性、皮膜強度、密着性の何れもが不十分になる。
【0037】
また、ZrO2粉末は、MgO、Y2O3、CeO2などの添加成分を6〜30質量%含む安定化又は部分安定化ジルコニアが適当であり、なかでも8質量%のY2O3を添加した部分安定化ジルコニアが好適であって、最も耐熱疲労性に優れていた。
【0038】
【発明の効果】
本発明は上記構成により次の効果を発揮する。
請求項1は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、前記工程で得た溶射層並びに前記鉄鋼部材を、自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0039】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0040】
請求項2では、加熱工程は、鉄鋼部材の焼入工程を兼ねることを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【図面の簡単な説明】
【図1】本発明に係る溶射工程の原理図
【図2】図1の2部拡大図
【図3】本発明に係る加熱工程の原理図
【図4】加熱工程途中の溶射層の状態を示す断面図
【図5】加熱工程完了時の溶射層の状態を示す断面図
【図6】ワークの急冷工程の原理図
【図7】本発明により得られたワークの要部断面図
【図8】本発明方法に係る第1のフロー図
【図9】本発明方法に係る第2のフロー図
【図10】図7の別実施例に係るワークの要部断面図
【図11】図7のさらなる別実施例に係るワークの要部断面図
【図12】特許文献1の図2の再掲図説明図
【符号の説明】
13…混合粉末、15…鉄鋼部材、20…溶射層、21…セラミックス粉末、22…自溶性合金粉末、34…拡散接合層、37…凝固した自溶性合金。
【発明の属する技術分野】
本発明は溶射層と鉄鋼部材との結合方法の改良に関する。
【0002】
【従来の技術】
従来、鋳型などの鉄鋼部材の表面を保護するために、鉄鋼部材を溶射層で被覆する技術が実用化されている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開2002−241920公報(第4頁〜第5頁、図2)
【0004】
図12は特許文献1の図2の再掲図説明図であり、24は被保護基体、26は第1溶射層、28は第2溶射層、30は第3溶射層、32は含浸強化層である。
被保護基体24は、例えば鉄製材料、アルミニウム合金(特許文献1段落番号[0029]第3、4行参照)である。
第1溶射層26は、例えばNiCrAl系耐熱合金(同段落番号[0032]第1、2行参照)である。
【0005】
第2溶射層28は、MoB(ほう化モリブデン)系複合溶射材料(同段落番号[0035]第1、2行参照)である。
第3溶射層30は、セラミックス粉末/MoB粉末の混合物からなる複合溶射材料(同段落番号[0042]参照)である。
含浸強化層32は、有機けい素材料溶解液を含浸させた後、焼き付けることで形成する(同段落番号[0054]第1〜3行参照)。
【0006】
特許文献1の技術は、MoBを混合したので、耐熱性、耐摩耗性が高まるというものである。
【0007】
【発明が解決しようとする課題】
しかし、本発明者等が検討したところ、特許文献1のような単に溶射層を積層させただけの構造では、長期に亘る繰返し使用の結果、層と層との間で剥離、特に第1溶射層26と第2溶射層28との間で剥離が、発生することが分かった。このメカニズムは第1溶射層26を構成する耐熱合金と第2溶射層28を構成するMoB系複合溶射材料との間の密着性が比較的小さく、そこから亀裂が発生し進行すると思われる。
【0008】
そこで、本発明の目的は、セラミックスを含む溶射層を鉄鋼部材の表面に十分に密着させ、溶射層を鉄鋼部材により強く接合することのできる技術を提供することにある。
【0009】
【課題を解決するための手段】
上記目的を達成するために請求項1は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、前記工程で得た溶射層並びに前記鉄鋼部材を、自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0010】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0011】
請求項2では、加熱工程は、鉄鋼部材の焼入工程を兼ねることを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【0012】
【発明の実施の形態】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
図1は本発明に係る溶射工程の原理図であり、溶射工程では、溶射ガン10から高温流体11(高温のガス又はプラズマジェット)を発射し、この高温流体11に粉末供給管12を通じて、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末13を供給し、この混合粉末13を溶融させつつ、鉄鋼部材15に吹付け、積層する。積層物を溶射層20と呼ぶことにする。
【0013】
鉄鋼部材15は、例えば鋳造用金型(JIS SKD61)である。
セラミックス粉末は、ジルコニア(ZrO2)系セラミックス粉末、アルミナ(Al2O3)系セラミックス粉末、チタニア(TiO2)系セラミックス粉末、シリカ(SiO2)系セラミックス粉末が採用できる。
【0014】
自溶性合金は、Ni−Cr−B−Si系合金が好適であり、それの融点は980℃〜1000℃である。Ni−Cr−B−Si系合金は、例えばC:0.69%、B:3.28%、Si:4.50%、Fe:2.86%、Cr:16.7%%、Ni:Balanceの組成からなる。
溶射は、高温高速でセラミックス粉末や合金粉末を鉄鋼部材に吹付ける技術であるが、原理的に微細な隙間が発生する。溶射材料に自溶性合金粉末を採用すれば、溶射後に溶射層を融点以上に加熱するだけで、前記微細な隙間を消滅させることができる。
【0015】
図2は図1の2部拡大図であり、溶射層20は、影付き楕円で表わしたセラミックス粉末21・・・(・・・は複数個を示す。以下同じ)と、白抜き楕円で表わした自溶性合金22・・・とが、ほぼ交互に重なり合った断面となる。
【0016】
溶射層20の厚さは、100μm〜1000μmの範囲から選ぶ。100μm未満では、溶湯の熱を遮断する能力が不十分となり、金型の寿命が短くなる。また、溶湯の熱が逃げやすくなるため冷却・凝固が進み、湯廻り不良の原因となる。 また、1000μmを超えると、溶射層内に大きな残留応力が発生し、割れ易くなる。従って、溶射層20の厚さは、100μm〜1000μmの範囲から選ぶことが望ましい。溶射層が多層の場合は、合計厚さが上記範囲に収まるようにする。
【0017】
図3は本発明に係る加熱工程の原理図であり、加熱工程では、前記溶射層を表面に備えるワーク24を、加熱炉25に装入し、自溶性合金の融点以上の温度まで加熱する。具体的には、加熱炉25は、密閉性炉体26と、加熱手段27と、雰囲気ガス吹込み手段28と、ガス排出管29とからなり、ワーク24を密閉性炉体26に装入し、雰囲気ガス吹込み手段28を用いてアルゴンガスなどの不活性ガスを炉内に吹込み、その際に炉内の空気はガス排出管29で排出することで、炉内を不活性ガスで満たす。その後に、加熱手段27により、炉内を所定温度まで上げ、所定時間高温状態を保つ。
【0018】
図4は加熱工程途中の溶射層の状態を示す断面図であり、鉄鋼部材15と共に溶射層20を、自溶性合金の融点以上の温度に加熱したことにより、溶射層20は、溶融合金31にセラミックス粉末21・・・が混じった状態になる。
これと同時に、溶射層20と鉄鋼部材15との境界面32では、溶融拡散現象が進行する。
【0019】
図5は加熱工程完了時の溶射層の状態を示す断面図であり、溶射層20と鉄鋼部材15との境界面32を挟んで拡散接合層34が形成できたことを示す。
この拡散接合層34は、鉄鋼部材15に溶射層20を強く接合させる役割を果たす。
【0020】
鉄鋼部材15を冶金的に強化することを目的に、ワーク24に焼入を施すことがある。焼入は、ワークを焼入温度まで加熱する工程と、高温のワークを常温まで急冷する工程との連続した2工程からなる。加熱する工程は、図3〜図5での工程と同一である。
【0021】
急冷する工程を説明する。
図6はワークの急冷工程の原理図であり、油焼入の例を説明すると、焼入槽35に油36を満たし、そこへ高温のワーク24を浸漬する。ワーク24は油36により急冷され、焼きが入る。焼入法は、油焼入の他、衝風焼入と呼ばれる冷たい空気を高速で吹付けることでも実施できる。しかし、水焼入は冷却速度が大きすぎて、割れが発生するため、好ましくない。
【0022】
焼入後に、焼戻しを施すことが望ましく、焼戻しは、図3で述べた加熱炉に類似した焼戻し炉により、ワークを550℃〜700℃に加熱することで実施できるので、詳細な説明は省略する。
【0023】
図7は本発明により得られたワークの要部断面図であり、ワークを常温付近まで冷却すると、溶射層20は、強固した自溶性合金37にセラミックス粉末21・・・が分散した状態になり、且つ溶射層20は拡散接合層34により鉄鋼部材15に強固に接合していることを示す。
【0024】
以上の説明をフロー図により説明する。
図8は本発明方法に係る第1のフロー図であり、ST××はステップ番号を示す。
ST01:図1、図2の要領で溶射工程を実施する。
ST02:図3〜図5の要領で加熱工程を実施する。
これで、図7の断面構造が得られる。
【0025】
上記第1のフロー図を文章化すると、次の通りになる。
第1の発明は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、
前記工程で得た溶射層並びに前記鉄鋼部材を、前記自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、
前記加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0026】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0027】
図9は本発明方法に係る第2のフロー図であり、ST××はステップ番号を示す。
ST11:図1、図2の要領で溶射工程を実施する。
ST12:図3〜図5の要領で焼入(加熱)工程を実施する。
ST13:図6の要領で焼入(急冷)工程を実施する。
ST14:焼戻し工程を実施する。
これで、図7の断面構造(ただし、熱処理済み)が得られる。
【0028】
前記第1のフロー図での加熱工程を、上記第2のフロー図では焼入(加熱)工程に兼用したことを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【0029】
本発明に係る別実施例を次に説明する。
図10は図7の別実施例に係るワークの要部断面図であり、鉄鋼部材15に自溶性粉末のみからなる溶射層38を溶射により形成し、この溶射層38にセラミックス粉末と自溶性合金粉末とを混合してなる混合粉末からなる溶射層20を形成する。そして、自溶性合金の融点以上に加熱することで、2層の溶射層38、20を鉄鋼部材15に積層したワークが得られると共に、鉄鋼部材15と溶射層38との間に強い拡散接合層34を形成できたことを示す。
【0030】
この構成によれば、溶射層と鉄鋼部材の中間に自溶性合金のみからなる層を有するため、より強い拡散接合をさせることができる。
【0031】
図11は図7のさらなる別実施例に係るワークの要部断面図であり、鉄鋼部材15に自溶性粉末のみからなる溶射層38を溶射により形成し、この溶射層38にセラミックス粉末と自溶性合金粉末とを混合してなる混合粉末からなる溶射層20Aを形成し、この溶射層20Aにより自溶性合金粉末の混合割合を下げ、セラミックス粉末の混合割合を高めた混合粉末からなる溶射層20Bを形成する。そして、自溶性合金の融点以上に加熱することで、見かけ上、傾斜構造にした溶射層38、20A、20Bを鉄鋼部材15に積層したワークが得られると共に、鉄鋼部材15と溶射層38との間に強い拡散接合層34を形成できたことを示す。
【0032】
この構成によれば、溶射層と鉄鋼部材の中間に自溶性合金のみからなる層を有するため、より強い拡散接合をさせることができる。
溶射層は傾斜構造にしたので、表層は耐摩耗性を強化し、拡散接合層34付近は耐久性及び接着性を高めることができる。
【0033】
【実施例】
本発明に係る実施例を次に説明する。
○溶射条件:
鉄鋼部材:鋳造用合金
溶射材料:ZrO2粉末50質量%+Ni−Cr−B−Si自溶性粉末50質量%
溶射層の厚さ:300μm
【0034】
○焼入・焼戻し条件:
加熱温度:1025℃
急冷方法:油冷
焼戻し回数:3回
焼戻し温度:1回目:550℃、2回目:650℃、3回目:600℃
【0035】
○評価
以上の条件で得た鋳造用金型は、自溶性合金を使用しない、従来の溶射を施した鋳造金型に対して、鋳造回数が1.2〜1.5倍の増加が見込めた。
【0036】
なお、実験を重ねた結果、次のことが判明した。
溶射層を構成するZrO2粉末/Ni−Cr−B−Si自溶性粉末の比率は、5/95〜95/5の範囲であれば、本発明の作用、効果が期待できる。
5/95未満であると、断熱性と耐摩耗性が不十分になる。95/5超では、潤滑性、皮膜強度、密着性の何れもが不十分になる。
【0037】
また、ZrO2粉末は、MgO、Y2O3、CeO2などの添加成分を6〜30質量%含む安定化又は部分安定化ジルコニアが適当であり、なかでも8質量%のY2O3を添加した部分安定化ジルコニアが好適であって、最も耐熱疲労性に優れていた。
【0038】
【発明の効果】
本発明は上記構成により次の効果を発揮する。
請求項1は、セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、前記工程で得た溶射層並びに前記鉄鋼部材を、自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法である。
【0039】
自溶性合金を採用したので、溶射層と鉄鋼部材との境界面に拡散接合層が形成でき、この拡散接合層が溶射層と鉄鋼部材との接合強度を高める作用を発揮する。
加えて、自溶性合金は、溶射後に加熱溶融化させることにより、セラミックス粉末を適度に分散させる役割を果たす。
従って、自溶性合金の採用により、溶射層と鉄鋼部材との接合強度を高めることができると共にセラミックス粉末を適度に分散させることができる。
この結果、ワークの寿命、耐久性を飛躍的に高めることができる。
【0040】
請求項2では、加熱工程は、鉄鋼部材の焼入工程を兼ねることを特徴とする。
加熱工程で焼入(加熱)工程を実施すれば、鉄鋼部材の熱処理により改質が図れ、ワークの強度を更に高めることができる。
【図面の簡単な説明】
【図1】本発明に係る溶射工程の原理図
【図2】図1の2部拡大図
【図3】本発明に係る加熱工程の原理図
【図4】加熱工程途中の溶射層の状態を示す断面図
【図5】加熱工程完了時の溶射層の状態を示す断面図
【図6】ワークの急冷工程の原理図
【図7】本発明により得られたワークの要部断面図
【図8】本発明方法に係る第1のフロー図
【図9】本発明方法に係る第2のフロー図
【図10】図7の別実施例に係るワークの要部断面図
【図11】図7のさらなる別実施例に係るワークの要部断面図
【図12】特許文献1の図2の再掲図説明図
【符号の説明】
13…混合粉末、15…鉄鋼部材、20…溶射層、21…セラミックス粉末、22…自溶性合金粉末、34…拡散接合層、37…凝固した自溶性合金。
Claims (2)
- セラミックス粉末と自溶性合金粉末とを混合してなる混合粉末を溶射法により鉄鋼部材の表面に積層する溶射工程と、
前記工程で得た溶射層並びに前記鉄鋼部材を、前記自溶性合金の融点を超える温度まで加熱する加熱工程と、からなり、
前記加熱により溶射層を金属部材に冶金的に結合させることを特徴とする溶射層と鉄鋼部材との結合方法。 - 前記加熱工程は、鉄鋼部材の焼入工程を兼ねることを特徴とする請求項1記載の溶射層と鉄鋼部材との結合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003068935A JP2004277779A (ja) | 2003-03-13 | 2003-03-13 | 溶射層と鉄鋼部材との結合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003068935A JP2004277779A (ja) | 2003-03-13 | 2003-03-13 | 溶射層と鉄鋼部材との結合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004277779A true JP2004277779A (ja) | 2004-10-07 |
Family
ID=33286096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003068935A Pending JP2004277779A (ja) | 2003-03-13 | 2003-03-13 | 溶射層と鉄鋼部材との結合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004277779A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103143699A (zh) * | 2013-03-07 | 2013-06-12 | 南通高欣金属陶瓷复合材料有限公司 | 金属-陶瓷预制件复合增强耐磨件及其制备方法 |
| WO2016076341A1 (ja) * | 2014-11-14 | 2016-05-19 | 株式会社日立製作所 | 遮熱コーティングを備えた耐熱部材及びその製造方法 |
-
2003
- 2003-03-13 JP JP2003068935A patent/JP2004277779A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103143699A (zh) * | 2013-03-07 | 2013-06-12 | 南通高欣金属陶瓷复合材料有限公司 | 金属-陶瓷预制件复合增强耐磨件及其制备方法 |
| WO2016076341A1 (ja) * | 2014-11-14 | 2016-05-19 | 株式会社日立製作所 | 遮熱コーティングを備えた耐熱部材及びその製造方法 |
| JPWO2016076341A1 (ja) * | 2014-11-14 | 2017-08-31 | 株式会社日立製作所 | 遮熱コーティングを備えた耐熱部材及びその製造方法 |
| EP3219827A4 (en) * | 2014-11-14 | 2018-04-11 | Hitachi, Ltd. | Heat-resistant member provided with heat-shielding coating, and method for manufacturing same |
| US10267260B2 (en) | 2014-11-14 | 2019-04-23 | Hitachi, Ltd. | Heat-resistant member provided with heat-shielding coating, and method for manufacturing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100802328B1 (ko) | 내마모성 금속기지 복합체 코팅층 형성방법 및 이를이용하여 제조된 코팅층 | |
| JP5074065B2 (ja) | 耐熱性金属金属間複合材の製造方法、並びに関連する物品及び組成物 | |
| CN105555728B (zh) | 搪瓷粉、具有搪瓷涂层表面区段的金属构件及其制造方法 | |
| WO2011148515A1 (ja) | 被溶射体および被溶射体の溶射方法 | |
| US20100108012A1 (en) | Moveable valve sealing body exposed to hot gases | |
| JP4419027B2 (ja) | 2層外側コーティングのシリンダーライニング及びライニングの固着による複合構造体の製造方法 | |
| CN113549862B (zh) | 一种高能激光防护多层复合材料涂层结构及其制造方法 | |
| JPH0421748B2 (ja) | ||
| KR20080019202A (ko) | 실린더 슬리브 코팅 방법 | |
| EP0971046B1 (en) | Method of production of self-fusing alloy spray coating member | |
| JPS5816094A (ja) | 金属基質上に歪許容性セラミツク熱障壁被覆を施す方法 | |
| WO2021240696A1 (ja) | 連続鋳造用鋳型及び連続鋳造用鋳型の製造方法 | |
| JP3916388B2 (ja) | 連続鋳造用鋳型の製造方法 | |
| JP2004277779A (ja) | 溶射層と鉄鋼部材との結合方法 | |
| JP4156963B2 (ja) | 溶射層と鉄鋼部材との結合方法 | |
| JP3383592B2 (ja) | 溶融金属用容器およびその表面処理方法 | |
| JPS60221151A (ja) | 連続鋳造用鋳型および鋳型内面溶射皮膜形成方法 | |
| CN105441769B (zh) | 一种多主元合金及其用于对铝合金表面处理的方法 | |
| CN1675011A (zh) | 用于熔融金属装置的涂层 | |
| US20080299306A1 (en) | Multi-layer substrate and method of fabrication | |
| CN106011716B (zh) | 一种W-WSi2功能梯度材料及其制备方法 | |
| JP2001323361A (ja) | 耐高温酸化性に優れたラジアントチューブおよび製造方法 | |
| JP3853085B2 (ja) | 溶融金属用容器およびその表面処理方法 | |
| JPS5964153A (ja) | 冷却式溶鋼流量制御用スライドバルブプレ−ト構造 | |
| JP4523142B2 (ja) | 溶融塩浴用ローラー |