JP2004231910A - 繊維含有熱可塑性樹脂組成物及びその利用 - Google Patents
繊維含有熱可塑性樹脂組成物及びその利用 Download PDFInfo
- Publication number
- JP2004231910A JP2004231910A JP2003025344A JP2003025344A JP2004231910A JP 2004231910 A JP2004231910 A JP 2004231910A JP 2003025344 A JP2003025344 A JP 2003025344A JP 2003025344 A JP2003025344 A JP 2003025344A JP 2004231910 A JP2004231910 A JP 2004231910A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- thermoplastic resin
- resin composition
- carbon fiber
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Abstract
【課題】炭素繊維を補強材として用い、機械物性に優れた熱可塑性樹脂成形品を得ること。
【解決手段】熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mmである繊維含有熱可塑性樹脂組成物。熱可塑性樹脂(A)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である繊維含有熱可塑性樹脂組成物。
【選択図】なし
【解決手段】熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mmである繊維含有熱可塑性樹脂組成物。熱可塑性樹脂(A)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である繊維含有熱可塑性樹脂組成物。
【選択図】なし
Description
【0001】
【発明の属する技術分野】
本発明は、炭素繊維を補強材として用いた熱可塑性樹脂組成物及び成形品に関する。
【0002】
【従来の技術】
従来の人工的に化学合成された高分子樹脂に対して、微生物崩壊性樹脂は環境中で微生物により水と二酸化炭素に最終的に分解される循環型の素材である為、環境負荷軽減の観点からその需要は今後益々の増加が見込まれている。非石化資源を原料とする代表的な樹脂であるポリ乳酸は、優れた透明性や加工性でフィルムや繊維等でその用途を拡大している。また、石化資源を原料とする代表的な樹脂であるポリカプロラクトンや脂肪族ジカルボン酸と多価アルコールを主原料として得られるポリエステル樹脂は、柔軟性が重要となる用途に展開が図られている。
【0003】
しかし、ポリ乳酸は衝撃強度が比較的低いこと、ポリカプロラクトンや脂肪族ジカルボン酸と多価アルコールを主原料として得られるポリエステル樹脂は剛性が比較的低いことにより、衝撃強度や剛性等の機械的な強度を同時に必要とする成形材料としては用途展開が図られていなかった。
【0004】
このような問題点を解決する手段として、天然繊維を含有させ機械的な強度の向上を図る技術がある(例えば、特許文献1参照。)。しかし、物性の安定化が不充分だったり、成形加工条件の際に繊維の前処理等の所作が必要であった。
【0005】
また、無機繊維によるポリオレフィンの機械的な強度の向上を図る技術(例えば、特許文献2参照。)は、強度の向上が不十分であった。さらには、ポリオレフィン樹脂の場合では、ガラス繊維を含有するペレットを繊維強化複合材料として使用する方法が考案されている(例えば、特許文献3参照。)。しかし、外観不良や溶融混練加工時に溶融樹脂のせん断によりガラス繊維が切断され所望する特性が発現されない等の不具合発生が指摘されている。
【0006】
【特許文献1】
特開2001−335710号公報
【特許文献2】
特開平07−149947号公報
【特許文献3】
特開平05−239286号公報
【0007】
【発明が解決しようとする課題】
本発明の発明者らは、熱可塑性樹脂成形品に、衝撃強度や剛性等の機械的な強度を付与するには補強材に特定の条件が必要であることを見出し、本発明を完成するに至った。
【0008】
【発明を解決するための手段】
すなわち、本発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mm繊維含有熱可塑性樹脂組成物である。
【0009】
第2の発明は、熱可塑性樹脂(A)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である第1の発明に記載の繊維含有熱可塑性樹脂組成物である。
【0010】
第3の発明は、第1または第2の発明に記載の繊維含有熱可塑性樹脂組成物からなる成形品であって、成形品における炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品である。
第4の発明は、第1または第2の発明いずれか記載の繊維含有熱可塑性樹脂組成物と熱可塑性樹脂(B)からなる成形品であって、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品である。
【0011】
第5の発明は、熱可塑性樹脂(B)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、多糖類、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である第4の発明に記載の成形品である。
【0012】
第6の発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により被覆または含浸されており、その繊維長が平均値4.0〜12.0mm繊維含有熱可塑性樹脂組成物を溶融混練、成形することにより、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品を製造する方法である。
【0013】
【発明の実施の形態】
以下、本発明を具体的に詳述する。
本発明において用いられる縮合型熱可塑性樹脂(A)及び(B)としては、ジオールとジカルボン酸から縮重合によって得られる熱可塑性ポリエステル樹脂が挙げられる。
【0014】
ジオールとしてはエチレングリコール、トリメリレングリコール、テトラメチレングリコール、シクロヘキサンジメタノール等が挙げられ、また、ジカルボン酸としてはテレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸、アジピン酸、セバシン酸等が挙げられる。
【0015】
具体的にはポリエチレンテレフタレート、ポリエチレン−p−オキシベンゾエート、ポリ−1,4−シクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレート等を使用することができる。
【0016】
これらのポリエステル樹脂はホモポリエステルでもコポリエステルでもよく、共重合成分としては、例えばジエチレングリコール、ネオペンチルグリコール、ポリアルキレングリコール等のグリコール成分、アジピン酸、セバシン酸、フタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸成分を用いることができる。
【0017】
また、本発明において用いられる縮合型熱可塑性樹脂として、微生物崩壊性樹脂も挙げられる。微生物崩壊性樹脂としてはポリ乳酸、ポリカプロラクトン、または脂肪族ジカルボン酸と多価アルコールを原料として得られる脂肪族ポリエステル系樹脂の他、芳香族ポリエステル、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉等が挙げられる。
本発明において用いられる縮合型熱可塑性樹脂は、上記樹脂や前述の熱可塑性ポリエステル樹脂を1種、または2種以上混合したものでもよい。
【0018】
澱粉または澱粉の変性物としては、とうもろこし、米、芋、馬鈴薯、麦等から得られる澱粉、またはその澱粉に天然油脂等を共重合させたもの、あるいは澱粉を主成分としてラクトース、グルコース等の糖類、糖蜜、カゼイン等の微生物の摂取し好適な有機物質で修飾されたものが挙げられる。
【0019】
具体的には、市販または試作されている微生物崩壊性樹脂が挙げられる。例えば昭和高分子社製や日本触媒社製のポリブチレンサクシネート、ポリエチレンサクシネート、ポリブチレンサクシネートアジペート、三井化学社製、カーギル社製や島津製作所社製のポリ乳酸、ダイセル化学社製のポリカプロラクトン、モンサント社製のポリ(3−ヒドロキシ酪酸−CO−3−ヒドロキシ吉草酸)(P(3HB−3HV))やポリ(3−ヒドロキシ酪酸−CO−4−ヒドロキシ酪酸)(P(3HB−4HB))やポリ(3−ヒドロキシ酪酸−CO−3−ヒドロキシプロピオネート)(P(3HB−3HP))、三菱ガス化学社製のユーペック(ポリエステルポリカーボネート)、日本コーンポール社製変性澱粉樹脂等が挙げられる。
【0020】
本発明において用いられる炭素繊維の平均の繊維長は、4.0〜12.0mmである。繊維長は、短すぎると機械物性の向上が望めず、また、長すぎると成形性を悪化させるおそれがあるので本発明においては用いられない。
【0021】
炭素繊維としては、アクリル繊維を原料としたPAN系、石油ピッチや石油タールを原料としたピッチ系のいずれでも良い。また、繊維径は、4μm未満では嵩高になり加工性を損なう傾向があり、また、20μmを超えると成形品の表面が平滑でなくなる傾向があるので、4〜20μmの範囲が好ましい。
【0022】
炭素繊維は、熱可塑性樹脂(A)により予め結束された状態のものが用いられる。本発明において結束された状態とは、炭素繊維が熱可塑性樹脂(A)により含浸または被覆された状態をいう。ただし、この場合の熱可塑性樹脂(A)の融点あるいは軟化点は、このマスターバッチを添加し成形に供される熱可塑性樹脂(B)(成形樹脂)よりも低い方が、分散性の観点から好ましい。
【0023】
結束されていない状態、例えば、そのままの状態の炭素繊維は嵩高い上、分散性が不良で用いることが出来ない。また、30重量%未満の樹脂で炭素繊維が結束された樹脂組成物、いわゆる市販品のチョップドストランドでは、成形時に空送される際等に結束が崩れ成形性が著しく悪化したり、含有する樹脂分が著しく少ない為、分散性が悪く結果的に所望する特性が得られないので用いることができない。
【0024】
炭素繊維を含浸により結束させる場合は、炭素繊維1000〜40000本の束をひとつの単位として熱可塑性樹脂(A)を含浸した後、ペレット成形して繊維含有熱可塑性樹脂組成物とする。炭素繊維の束は繊維含有熱可塑性樹脂組成物の太さに影響するため、上記結束本数の範囲外では繊維含有熱可塑性樹脂組成物の径が細すぎたり太すぎたりして使い難い。
【0025】
炭素繊維への含浸方法としては、例えば、加熱して低粘度にした熱可塑性樹脂(A)を炭素繊維に含浸させる公知の方法が挙げられる。この含浸工程により、炭素繊維束を構成する繊維と繊維の間の空間が熱可塑性樹脂(A)で満たされるとともに、炭素繊維は確実に一体化して離脱することなく保持され、その後の取り扱い性が良好になり作業性が向上する。
【0026】
炭素繊維は含浸前に開繊させることが好ましい。開繊により繊維を均一に分散させ樹脂が各繊維を包みこむようにできるため、繊維間に存在する空間が小さくなりその数も減少して良好な含浸状態が得られる。また、含浸時間も短くなる。
【0027】
炭素繊維は無撚りの方が開繊処理しやすいため、炭素繊維に熱可塑性樹脂(A)が含浸されやすくなり好ましいが、撚りがかかっているものを用いることも出来る。また、含浸後に含浸装置のダイの出口で撚りを行ってもよい。ダイの中でほぐれたり短く切れてしまったりした繊維を巻き込んで撚ることにより、これらが原因で生じるオリフィスの目詰まりを防ぐとともに、含浸された樹脂が繊維の束の外側に浸み出して束を被覆することにより形状が整い、炭素繊維を保護する効果がある。
【0028】
本発明の繊維含有熱可塑性樹脂組成物は、炭素繊維が熱可塑性樹脂(A)により結束された状態のものを、適当な長さに切断してペレット化することによって得られる。すなわち、ペレットの長さ≧炭素繊維の長さであり、ペレットの長さの平均値は4.0〜12.0mmの範囲である。
【0029】
本発明の繊維含有熱可塑性樹脂組成物は、炭素繊維含有率が3〜70重量%の範囲であるが、成形品の製造時に熱可塑性樹脂(B)(成形樹脂)で希釈されるいわゆるマスターバッチとしても、成形品と組成が同じで、そのままの組成で成形品が製造されるいわゆるコンパウンドであっても良い。
【0030】
また、本発明の繊維含有熱可塑性樹脂組成物には、本発明の効果を損なわない範囲内で必要に応じて適当な添加剤、例えば、耐熱安定剤、耐酸化安定剤、耐候安定剤、帯電防止剤、染料、顔料、分散剤、カップリング剤等を配合してもよい。
【0031】
本発明の成形品は、繊維含有熱可塑性樹脂組成物がマスターバッチの場合は、繊維含浸熱可塑性樹脂組成物と熱可塑性樹脂(B)を配合し成形され、また、繊維含浸熱可塑性樹脂組成物がコンパウンドの場合は、そのままの組成で成形され、射出成形、押出し成形、スタンパブル成形、真空成形等により得られる。
【0032】
本発明の成形品における炭素繊維の含有率は5〜30重量%が好ましい。また、成形品における炭素繊維の繊維長は0.5mm〜4.0mmで且つ標準偏差が0.3〜3.5の範囲であることが必要である。この範囲外では充分な機械物性の向上が得られないおそれや、分散性や成形性が低下するおそれがある。
【0033】
本発明の成形品としては、家電製品の筐体、通信機器、電子制御装置、計測機器等の筐体、電子部品用のトレイ、樹脂レンズ用のトレイ等が挙げられる。
【0034】
【実施例】
以下、実施例及び比較例によって本発明を詳細に説明するが、本発明はこれによって限定されるものではない。
【0035】
(実施例1)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ2mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0036】
(実施例2)
実施例1と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0037】
(実施例3)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ5mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0038】
(実施例4)
実施例3と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0039】
(実施例5)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ12mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0040】
(実施例6)
実施例3と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0041】
(比較例1)
有機繊維樹脂組成物を配合せずに、実施例1と同じポリブチレンサクシネートアジペート樹脂だけを用い、実施例1と同様の条件でプレート成形した。
【0042】
(比較例2)
炭素繊維(繊維径7μm、長さ2mm)5重量%とポリブチレンサクシネートアジペート樹脂 95重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行い、ポリブチレンサクシネートアジペートが溶融した時点で攪拌を低速回転に変え、溶融混合した樹脂組成物を冷却用ミキサ−に入れ換えて充分冷却した後、粉砕機にて粉砕し、ペレット状の有機繊維樹脂組成物を得た。
これを、この組成のまま東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0043】
(比較例3)
炭素繊維(繊維径7μm、長さ12mm)5重量%とポリブチレンサクシネートアジペート樹脂 95重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行い、ポリブチレンサクシネートアジペートが溶融した時点で攪拌を低速回転に変え、溶融混合した樹脂組成物を冷却用ミキサ−に入れ換えて充分冷却した後、粉砕機にて粉砕し、ペレット状の有機繊維樹脂組成物を得た。
これを、この組成のまま東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0044】
(比較例4)
炭素繊維(繊維径7μm、長さ2mm)30重量%とポリブチレンサクシネートアジペート樹脂 70重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行ったが、ポリブチレンサクシネートアジペートと炭素繊維は均一に攪拌できなかったので、樹脂組成物及び成形品の製造は中止した。
【0045】
(比較例5)
炭素繊維(繊維径7μm、長さ12mm)30重量%とポリブチレンサクシネートアジペート樹脂 70重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行ったが、ポリブチレンサクシネートアジペートと炭素繊維は均一に攪拌できなかったので、樹脂組成物及び成形品の製造は中止した。
【0046】
(評価)
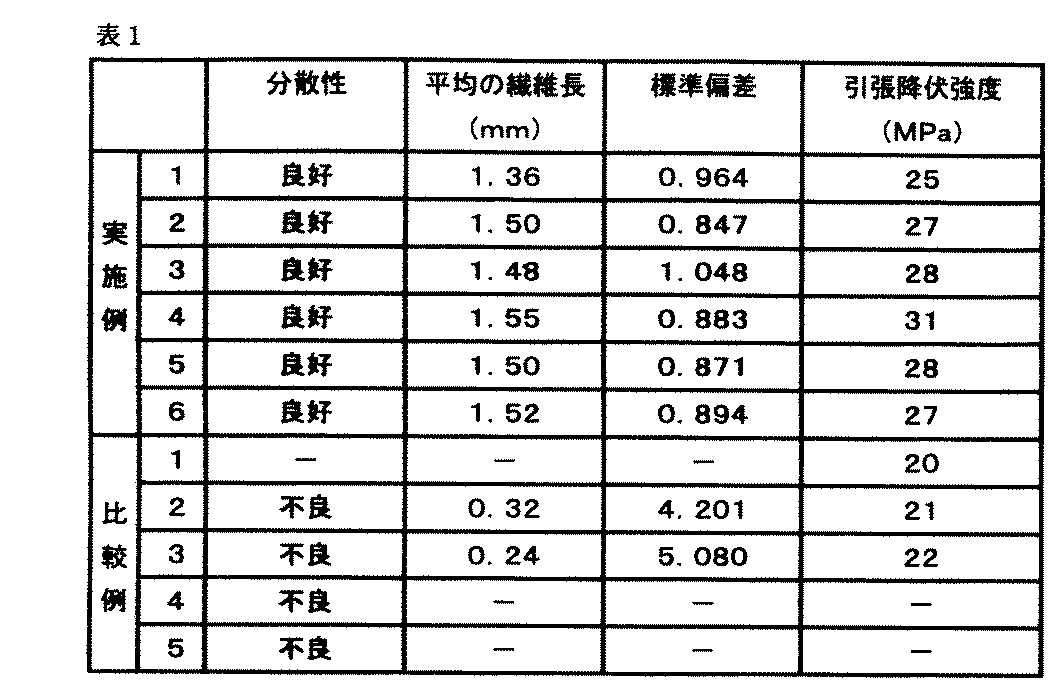
得られたプレートをクロロフォルムで溶解し、プレート中に含まれていた炭素繊維の繊維長を測定し、平均の繊維長と標準偏差を求めた。
また、プレート成形品の機械物性試験(引張降伏強度)を、ASTM D−638に準拠して行った。これらの結果を表1に示した。
【0047】
【表1】
 【0048】
【0048】
【発明の効果】
本発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mmであるので、従来の炭素繊維含有熱可塑性樹脂組成物よりも、補強材性能が良好である。
【0049】
本発明の成形品は、上記の繊維含有熱可塑性樹脂組成物からなる成形品であるので、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5であり、従来の炭素繊維含有熱可塑性樹脂成形品よりも、機械物性が良好である。
【発明の属する技術分野】
本発明は、炭素繊維を補強材として用いた熱可塑性樹脂組成物及び成形品に関する。
【0002】
【従来の技術】
従来の人工的に化学合成された高分子樹脂に対して、微生物崩壊性樹脂は環境中で微生物により水と二酸化炭素に最終的に分解される循環型の素材である為、環境負荷軽減の観点からその需要は今後益々の増加が見込まれている。非石化資源を原料とする代表的な樹脂であるポリ乳酸は、優れた透明性や加工性でフィルムや繊維等でその用途を拡大している。また、石化資源を原料とする代表的な樹脂であるポリカプロラクトンや脂肪族ジカルボン酸と多価アルコールを主原料として得られるポリエステル樹脂は、柔軟性が重要となる用途に展開が図られている。
【0003】
しかし、ポリ乳酸は衝撃強度が比較的低いこと、ポリカプロラクトンや脂肪族ジカルボン酸と多価アルコールを主原料として得られるポリエステル樹脂は剛性が比較的低いことにより、衝撃強度や剛性等の機械的な強度を同時に必要とする成形材料としては用途展開が図られていなかった。
【0004】
このような問題点を解決する手段として、天然繊維を含有させ機械的な強度の向上を図る技術がある(例えば、特許文献1参照。)。しかし、物性の安定化が不充分だったり、成形加工条件の際に繊維の前処理等の所作が必要であった。
【0005】
また、無機繊維によるポリオレフィンの機械的な強度の向上を図る技術(例えば、特許文献2参照。)は、強度の向上が不十分であった。さらには、ポリオレフィン樹脂の場合では、ガラス繊維を含有するペレットを繊維強化複合材料として使用する方法が考案されている(例えば、特許文献3参照。)。しかし、外観不良や溶融混練加工時に溶融樹脂のせん断によりガラス繊維が切断され所望する特性が発現されない等の不具合発生が指摘されている。
【0006】
【特許文献1】
特開2001−335710号公報
【特許文献2】
特開平07−149947号公報
【特許文献3】
特開平05−239286号公報
【0007】
【発明が解決しようとする課題】
本発明の発明者らは、熱可塑性樹脂成形品に、衝撃強度や剛性等の機械的な強度を付与するには補強材に特定の条件が必要であることを見出し、本発明を完成するに至った。
【0008】
【発明を解決するための手段】
すなわち、本発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mm繊維含有熱可塑性樹脂組成物である。
【0009】
第2の発明は、熱可塑性樹脂(A)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である第1の発明に記載の繊維含有熱可塑性樹脂組成物である。
【0010】
第3の発明は、第1または第2の発明に記載の繊維含有熱可塑性樹脂組成物からなる成形品であって、成形品における炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品である。
第4の発明は、第1または第2の発明いずれか記載の繊維含有熱可塑性樹脂組成物と熱可塑性樹脂(B)からなる成形品であって、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品である。
【0011】
第5の発明は、熱可塑性樹脂(B)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、多糖類、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である第4の発明に記載の成形品である。
【0012】
第6の発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により被覆または含浸されており、その繊維長が平均値4.0〜12.0mm繊維含有熱可塑性樹脂組成物を溶融混練、成形することにより、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品を製造する方法である。
【0013】
【発明の実施の形態】
以下、本発明を具体的に詳述する。
本発明において用いられる縮合型熱可塑性樹脂(A)及び(B)としては、ジオールとジカルボン酸から縮重合によって得られる熱可塑性ポリエステル樹脂が挙げられる。
【0014】
ジオールとしてはエチレングリコール、トリメリレングリコール、テトラメチレングリコール、シクロヘキサンジメタノール等が挙げられ、また、ジカルボン酸としてはテレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸、アジピン酸、セバシン酸等が挙げられる。
【0015】
具体的にはポリエチレンテレフタレート、ポリエチレン−p−オキシベンゾエート、ポリ−1,4−シクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレート等を使用することができる。
【0016】
これらのポリエステル樹脂はホモポリエステルでもコポリエステルでもよく、共重合成分としては、例えばジエチレングリコール、ネオペンチルグリコール、ポリアルキレングリコール等のグリコール成分、アジピン酸、セバシン酸、フタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸成分を用いることができる。
【0017】
また、本発明において用いられる縮合型熱可塑性樹脂として、微生物崩壊性樹脂も挙げられる。微生物崩壊性樹脂としてはポリ乳酸、ポリカプロラクトン、または脂肪族ジカルボン酸と多価アルコールを原料として得られる脂肪族ポリエステル系樹脂の他、芳香族ポリエステル、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉等が挙げられる。
本発明において用いられる縮合型熱可塑性樹脂は、上記樹脂や前述の熱可塑性ポリエステル樹脂を1種、または2種以上混合したものでもよい。
【0018】
澱粉または澱粉の変性物としては、とうもろこし、米、芋、馬鈴薯、麦等から得られる澱粉、またはその澱粉に天然油脂等を共重合させたもの、あるいは澱粉を主成分としてラクトース、グルコース等の糖類、糖蜜、カゼイン等の微生物の摂取し好適な有機物質で修飾されたものが挙げられる。
【0019】
具体的には、市販または試作されている微生物崩壊性樹脂が挙げられる。例えば昭和高分子社製や日本触媒社製のポリブチレンサクシネート、ポリエチレンサクシネート、ポリブチレンサクシネートアジペート、三井化学社製、カーギル社製や島津製作所社製のポリ乳酸、ダイセル化学社製のポリカプロラクトン、モンサント社製のポリ(3−ヒドロキシ酪酸−CO−3−ヒドロキシ吉草酸)(P(3HB−3HV))やポリ(3−ヒドロキシ酪酸−CO−4−ヒドロキシ酪酸)(P(3HB−4HB))やポリ(3−ヒドロキシ酪酸−CO−3−ヒドロキシプロピオネート)(P(3HB−3HP))、三菱ガス化学社製のユーペック(ポリエステルポリカーボネート)、日本コーンポール社製変性澱粉樹脂等が挙げられる。
【0020】
本発明において用いられる炭素繊維の平均の繊維長は、4.0〜12.0mmである。繊維長は、短すぎると機械物性の向上が望めず、また、長すぎると成形性を悪化させるおそれがあるので本発明においては用いられない。
【0021】
炭素繊維としては、アクリル繊維を原料としたPAN系、石油ピッチや石油タールを原料としたピッチ系のいずれでも良い。また、繊維径は、4μm未満では嵩高になり加工性を損なう傾向があり、また、20μmを超えると成形品の表面が平滑でなくなる傾向があるので、4〜20μmの範囲が好ましい。
【0022】
炭素繊維は、熱可塑性樹脂(A)により予め結束された状態のものが用いられる。本発明において結束された状態とは、炭素繊維が熱可塑性樹脂(A)により含浸または被覆された状態をいう。ただし、この場合の熱可塑性樹脂(A)の融点あるいは軟化点は、このマスターバッチを添加し成形に供される熱可塑性樹脂(B)(成形樹脂)よりも低い方が、分散性の観点から好ましい。
【0023】
結束されていない状態、例えば、そのままの状態の炭素繊維は嵩高い上、分散性が不良で用いることが出来ない。また、30重量%未満の樹脂で炭素繊維が結束された樹脂組成物、いわゆる市販品のチョップドストランドでは、成形時に空送される際等に結束が崩れ成形性が著しく悪化したり、含有する樹脂分が著しく少ない為、分散性が悪く結果的に所望する特性が得られないので用いることができない。
【0024】
炭素繊維を含浸により結束させる場合は、炭素繊維1000〜40000本の束をひとつの単位として熱可塑性樹脂(A)を含浸した後、ペレット成形して繊維含有熱可塑性樹脂組成物とする。炭素繊維の束は繊維含有熱可塑性樹脂組成物の太さに影響するため、上記結束本数の範囲外では繊維含有熱可塑性樹脂組成物の径が細すぎたり太すぎたりして使い難い。
【0025】
炭素繊維への含浸方法としては、例えば、加熱して低粘度にした熱可塑性樹脂(A)を炭素繊維に含浸させる公知の方法が挙げられる。この含浸工程により、炭素繊維束を構成する繊維と繊維の間の空間が熱可塑性樹脂(A)で満たされるとともに、炭素繊維は確実に一体化して離脱することなく保持され、その後の取り扱い性が良好になり作業性が向上する。
【0026】
炭素繊維は含浸前に開繊させることが好ましい。開繊により繊維を均一に分散させ樹脂が各繊維を包みこむようにできるため、繊維間に存在する空間が小さくなりその数も減少して良好な含浸状態が得られる。また、含浸時間も短くなる。
【0027】
炭素繊維は無撚りの方が開繊処理しやすいため、炭素繊維に熱可塑性樹脂(A)が含浸されやすくなり好ましいが、撚りがかかっているものを用いることも出来る。また、含浸後に含浸装置のダイの出口で撚りを行ってもよい。ダイの中でほぐれたり短く切れてしまったりした繊維を巻き込んで撚ることにより、これらが原因で生じるオリフィスの目詰まりを防ぐとともに、含浸された樹脂が繊維の束の外側に浸み出して束を被覆することにより形状が整い、炭素繊維を保護する効果がある。
【0028】
本発明の繊維含有熱可塑性樹脂組成物は、炭素繊維が熱可塑性樹脂(A)により結束された状態のものを、適当な長さに切断してペレット化することによって得られる。すなわち、ペレットの長さ≧炭素繊維の長さであり、ペレットの長さの平均値は4.0〜12.0mmの範囲である。
【0029】
本発明の繊維含有熱可塑性樹脂組成物は、炭素繊維含有率が3〜70重量%の範囲であるが、成形品の製造時に熱可塑性樹脂(B)(成形樹脂)で希釈されるいわゆるマスターバッチとしても、成形品と組成が同じで、そのままの組成で成形品が製造されるいわゆるコンパウンドであっても良い。
【0030】
また、本発明の繊維含有熱可塑性樹脂組成物には、本発明の効果を損なわない範囲内で必要に応じて適当な添加剤、例えば、耐熱安定剤、耐酸化安定剤、耐候安定剤、帯電防止剤、染料、顔料、分散剤、カップリング剤等を配合してもよい。
【0031】
本発明の成形品は、繊維含有熱可塑性樹脂組成物がマスターバッチの場合は、繊維含浸熱可塑性樹脂組成物と熱可塑性樹脂(B)を配合し成形され、また、繊維含浸熱可塑性樹脂組成物がコンパウンドの場合は、そのままの組成で成形され、射出成形、押出し成形、スタンパブル成形、真空成形等により得られる。
【0032】
本発明の成形品における炭素繊維の含有率は5〜30重量%が好ましい。また、成形品における炭素繊維の繊維長は0.5mm〜4.0mmで且つ標準偏差が0.3〜3.5の範囲であることが必要である。この範囲外では充分な機械物性の向上が得られないおそれや、分散性や成形性が低下するおそれがある。
【0033】
本発明の成形品としては、家電製品の筐体、通信機器、電子制御装置、計測機器等の筐体、電子部品用のトレイ、樹脂レンズ用のトレイ等が挙げられる。
【0034】
【実施例】
以下、実施例及び比較例によって本発明を詳細に説明するが、本発明はこれによって限定されるものではない。
【0035】
(実施例1)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ2mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0036】
(実施例2)
実施例1と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0037】
(実施例3)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ5mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0038】
(実施例4)
実施例3と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0039】
(実施例5)
炭素繊維(繊維径7μm、繊維束7000本)50重量%を加熱溶融したポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)50重量%で結束させてストランド状にし、ペレタイザーにてカットして長さ12mmのペレット状の有機繊維樹脂組成物を得た。
上記有機繊維樹脂組成物10重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)90重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0040】
(実施例6)
実施例3と同じ有機繊維樹脂組成物60重量%とポリブチレンサクシネートアジペート樹脂(融点96℃、MFR=2g/10分)40重量%とを配合し、東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0041】
(比較例1)
有機繊維樹脂組成物を配合せずに、実施例1と同じポリブチレンサクシネートアジペート樹脂だけを用い、実施例1と同様の条件でプレート成形した。
【0042】
(比較例2)
炭素繊維(繊維径7μm、長さ2mm)5重量%とポリブチレンサクシネートアジペート樹脂 95重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行い、ポリブチレンサクシネートアジペートが溶融した時点で攪拌を低速回転に変え、溶融混合した樹脂組成物を冷却用ミキサ−に入れ換えて充分冷却した後、粉砕機にて粉砕し、ペレット状の有機繊維樹脂組成物を得た。
これを、この組成のまま東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0043】
(比較例3)
炭素繊維(繊維径7μm、長さ12mm)5重量%とポリブチレンサクシネートアジペート樹脂 95重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行い、ポリブチレンサクシネートアジペートが溶融した時点で攪拌を低速回転に変え、溶融混合した樹脂組成物を冷却用ミキサ−に入れ換えて充分冷却した後、粉砕機にて粉砕し、ペレット状の有機繊維樹脂組成物を得た。
これを、この組成のまま東芝IS100F1型射出成形機にて射出温度190℃、金型温度40℃の条件でプレート成形した。
【0044】
(比較例4)
炭素繊維(繊維径7μm、長さ2mm)30重量%とポリブチレンサクシネートアジペート樹脂 70重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行ったが、ポリブチレンサクシネートアジペートと炭素繊維は均一に攪拌できなかったので、樹脂組成物及び成形品の製造は中止した。
【0045】
(比較例5)
炭素繊維(繊維径7μm、長さ12mm)30重量%とポリブチレンサクシネートアジペート樹脂 70重量%とを配合し、ヘンシェルミキサ−150L(三井三池化工機(株)製)に投入、ジャケット温度を100℃に設定し高速回転で攪拌を行ったが、ポリブチレンサクシネートアジペートと炭素繊維は均一に攪拌できなかったので、樹脂組成物及び成形品の製造は中止した。
【0046】
(評価)
得られたプレートをクロロフォルムで溶解し、プレート中に含まれていた炭素繊維の繊維長を測定し、平均の繊維長と標準偏差を求めた。
また、プレート成形品の機械物性試験(引張降伏強度)を、ASTM D−638に準拠して行った。これらの結果を表1に示した。
【0047】
【表1】
【発明の効果】
本発明は、熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mmであるので、従来の炭素繊維含有熱可塑性樹脂組成物よりも、補強材性能が良好である。
【0049】
本発明の成形品は、上記の繊維含有熱可塑性樹脂組成物からなる成形品であるので、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5であり、従来の炭素繊維含有熱可塑性樹脂成形品よりも、機械物性が良好である。
Claims (6)
- 熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により結束されており、その繊維長が平均値4.0〜12.0mmである繊維含有熱可塑性樹脂組成物。
- 熱可塑性樹脂(A)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である請求項1記載の繊維含有熱可塑性樹脂組成物。
- 請求項1または2記載の繊維含有熱可塑性樹脂組成物からなる成形品であって、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品。
- 請求項1または2いずれか記載の繊維含有熱可塑性樹脂組成物と熱可塑性樹脂(B)からなる成形品であって、成形品における炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品。
- 熱可塑性樹脂(B)がポリ乳酸、ポリカプロラクトン、脂肪族ジカルボン酸と多価アルコールを主原料として得られる樹脂、微生物または植物より合成されたポリエステル樹脂、多糖類、澱粉、変性澱粉からなる群から選択される少なくとも1種の微生物崩壊性樹脂である請求項4記載の成形品。
- 熱可塑性樹脂(A)97〜30重量%、炭素繊維3〜70重量%を含有する繊維含有熱可塑性樹脂組成物であって、炭素繊維がその長さ方向に沿って熱可塑性樹脂(A)により被覆または含浸されており、その繊維長が平均値4.0〜12.0mmである繊維含有熱可塑性樹脂組成物を溶融混練、成形することにより、炭素繊維の繊維長が0.5〜4.0mm、標準偏差が0.3〜3.5である成形品を製造する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003025344A JP2004231910A (ja) | 2003-02-03 | 2003-02-03 | 繊維含有熱可塑性樹脂組成物及びその利用 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003025344A JP2004231910A (ja) | 2003-02-03 | 2003-02-03 | 繊維含有熱可塑性樹脂組成物及びその利用 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004231910A true JP2004231910A (ja) | 2004-08-19 |
Family
ID=32953651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003025344A Pending JP2004231910A (ja) | 2003-02-03 | 2003-02-03 | 繊維含有熱可塑性樹脂組成物及びその利用 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004231910A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011082547A1 (zh) * | 2010-01-09 | 2011-07-14 | 广州科莱瑞迪医疗器材有限公司 | 一种低温热塑材料及其制备方法 |
| JP2011178891A (ja) * | 2010-03-01 | 2011-09-15 | Teijin Ltd | 炭素繊維複合材料 |
| WO2013187220A1 (ja) * | 2012-06-11 | 2013-12-19 | 東洋プラスチック精工株式会社 | 炭素繊維複合材料およびそれを用いてなる成形品、ならびにそれらの製造方法 |
| US8710145B2 (en) | 2005-06-20 | 2014-04-29 | Nec Corporation | Thermoplastic resin composition |
| JP2015127141A (ja) * | 2013-11-28 | 2015-07-09 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| JP2015183315A (ja) * | 2014-03-25 | 2015-10-22 | 東レ・デュポン株式会社 | ゴム補強用芳香族ポリアミド短繊維 |
| JP2016097558A (ja) * | 2014-11-20 | 2016-05-30 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| EP3006510A4 (en) * | 2013-05-30 | 2017-01-04 | Daicel Polymer Ltd. | Thermoplastic resin composition for moulded article exhibiting millimetre-wave shielding ability |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01241406A (ja) * | 1988-03-23 | 1989-09-26 | Mitsuboshi Belting Ltd | 長繊維補強樹脂成形品の製造方法 |
| JPH1135751A (ja) * | 1997-07-15 | 1999-02-09 | Chisso Corp | 長繊維強化熱可塑性樹脂組成物及びその成形品 |
| JP2001207068A (ja) * | 2000-01-27 | 2001-07-31 | Toray Ind Inc | 熱可塑性樹脂組成物および射出成形用ペレットならびにそれから得られる成形品 |
| JP2001214334A (ja) * | 2000-02-02 | 2001-08-07 | Toho Rayon Co Ltd | 炭素繊維チョップドストランドの連続的製造方法 |
| JP2001329072A (ja) * | 2000-05-23 | 2001-11-27 | Toray Ind Inc | 炭素繊維強化樹脂複合体および成形品、ならびに炭素繊維の回収方法 |
-
2003
- 2003-02-03 JP JP2003025344A patent/JP2004231910A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01241406A (ja) * | 1988-03-23 | 1989-09-26 | Mitsuboshi Belting Ltd | 長繊維補強樹脂成形品の製造方法 |
| JPH1135751A (ja) * | 1997-07-15 | 1999-02-09 | Chisso Corp | 長繊維強化熱可塑性樹脂組成物及びその成形品 |
| JP2001207068A (ja) * | 2000-01-27 | 2001-07-31 | Toray Ind Inc | 熱可塑性樹脂組成物および射出成形用ペレットならびにそれから得られる成形品 |
| JP2001214334A (ja) * | 2000-02-02 | 2001-08-07 | Toho Rayon Co Ltd | 炭素繊維チョップドストランドの連続的製造方法 |
| JP2001329072A (ja) * | 2000-05-23 | 2001-11-27 | Toray Ind Inc | 炭素繊維強化樹脂複合体および成形品、ならびに炭素繊維の回収方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8710145B2 (en) | 2005-06-20 | 2014-04-29 | Nec Corporation | Thermoplastic resin composition |
| WO2011082547A1 (zh) * | 2010-01-09 | 2011-07-14 | 广州科莱瑞迪医疗器材有限公司 | 一种低温热塑材料及其制备方法 |
| US8859691B2 (en) | 2010-01-09 | 2014-10-14 | Klarity Medical & Equipment (Gz) Co., Ltd. | Low temperature thermoplastic material and preparing method thereof |
| JP2011178891A (ja) * | 2010-03-01 | 2011-09-15 | Teijin Ltd | 炭素繊維複合材料 |
| WO2013187220A1 (ja) * | 2012-06-11 | 2013-12-19 | 東洋プラスチック精工株式会社 | 炭素繊維複合材料およびそれを用いてなる成形品、ならびにそれらの製造方法 |
| JP5608818B2 (ja) * | 2012-06-11 | 2014-10-15 | 東レプラスチック精工株式会社 | 炭素繊維複合材料およびそれを用いてなる成形品、ならびにそれらの製造方法 |
| EP3006510A4 (en) * | 2013-05-30 | 2017-01-04 | Daicel Polymer Ltd. | Thermoplastic resin composition for moulded article exhibiting millimetre-wave shielding ability |
| US10615508B2 (en) | 2013-05-30 | 2020-04-07 | Daicel Polymer Ltd. | Thermoplastic resin composition for molded article having capability of shielding millimeter waves |
| JP2015127141A (ja) * | 2013-11-28 | 2015-07-09 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| JP2015127140A (ja) * | 2013-11-28 | 2015-07-09 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
| JP2015183315A (ja) * | 2014-03-25 | 2015-10-22 | 東レ・デュポン株式会社 | ゴム補強用芳香族ポリアミド短繊維 |
| JP2016097558A (ja) * | 2014-11-20 | 2016-05-30 | 三菱樹脂株式会社 | 炭素繊維複合積層体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200325328A1 (en) | Polyester Composites and Their Preparation Methods | |
| JP2011063821A (ja) | ケナフ繊維強化樹脂組成物 | |
| TW201602211A (zh) | 使用烯烴-順丁烯二酸酐共聚物修飾工程塑膠 | |
| JP5034773B2 (ja) | レーザー光を用いて溶着させる工程を含む複合成形品の製造方法及び複合成形品 | |
| EP1652874A1 (en) | Injection-molded object, process for producing the same, and pellet for use for injection-molded object | |
| CN111875940A (zh) | 一种增韧耐热聚乳酸3d打印线材和制备方法 | |
| JP6018049B2 (ja) | 無機充填材強化ポリブチレンテレフタレート樹脂組成物及び当該樹脂組成物を成形してなる射出成形品 | |
| JP2004231910A (ja) | 繊維含有熱可塑性樹脂組成物及びその利用 | |
| CN107849338B (zh) | 聚对苯二甲酸丁二醇酯树脂组合物 | |
| CN106317790A (zh) | 一种改善了浮纤的玻纤增强pet组合物及其制备方法 | |
| JP2006206913A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP2006291214A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP4384949B2 (ja) | 射出成形体 | |
| JP2007091790A (ja) | 有機繊維強化ポリ乳酸樹脂組成物および成形品 | |
| CN107974056A (zh) | 一种碳纤维增强聚对苯二甲酸乙二醇酯组合物及其制备方法 | |
| Zhang et al. | Incorporating organoclays into sustainable starch/polylactide biocomposites for enhanced mechanical and thermal properties | |
| JP2015129073A (ja) | 表面処理ガラス繊維およびそれを用いたガラス繊維強化熱可塑性樹脂組成物 | |
| JP2002128998A (ja) | 難燃性ポリエステル樹脂組成物 | |
| JP2005239926A (ja) | 充填剤含有熱可塑性樹脂およびその利用 | |
| AU605596B2 (en) | Glycidyl methacrylate grafted epdm modifiers in fiber reinforced polyester compositions | |
| CN104164058A (zh) | 一种低翘曲碳纤增强pct/聚酯合金及其制备方法 | |
| JP4379151B2 (ja) | ポリエステル系樹脂組成物及びその利用 | |
| TWI825450B (zh) | 含有再循環及可再生聚合組成物之風扇單元 | |
| WO2023127343A1 (ja) | 熱可塑性ポリエステル樹脂組成物、熱可塑性ポリエステル樹脂組成物の製造方法、および成形品 | |
| JP2007107012A (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080527 |