JP2004222348A - 電動機の回転子 - Google Patents
電動機の回転子 Download PDFInfo
- Publication number
- JP2004222348A JP2004222348A JP2003003303A JP2003003303A JP2004222348A JP 2004222348 A JP2004222348 A JP 2004222348A JP 2003003303 A JP2003003303 A JP 2003003303A JP 2003003303 A JP2003003303 A JP 2003003303A JP 2004222348 A JP2004222348 A JP 2004222348A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- laminated core
- resin
- end plate
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
【課題】樹脂成形によって回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供する。
【解決手段】本発明に係る電動機の回転子では、磁石4を埋め込まれた積層鉄心3を挟み込んでいる片方のエンドプレート20が、樹脂製の終端リング9と金属製の終端リング10とによる一体構造を有していることである。この樹脂製の終端リング9と金属製の終端リング10は、お互いが接する部分に、それぞれが嵌り合う段差形状12を有している。さらに、樹脂製の終端リング9と金属製の終端リング10は、同心であるため、回転子軸1に挿入されると、これらは一体となってエンドプレート20を形成することとなる。
【選択図】 図2
【解決手段】本発明に係る電動機の回転子では、磁石4を埋め込まれた積層鉄心3を挟み込んでいる片方のエンドプレート20が、樹脂製の終端リング9と金属製の終端リング10とによる一体構造を有していることである。この樹脂製の終端リング9と金属製の終端リング10は、お互いが接する部分に、それぞれが嵌り合う段差形状12を有している。さらに、樹脂製の終端リング9と金属製の終端リング10は、同心であるため、回転子軸1に挿入されると、これらは一体となってエンドプレート20を形成することとなる。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、電動機の回転子、特に、積層鉄心の動きを規制する終端板を樹脂で成形する際に、樹脂終端板の一部にバランス調整のための金属を配置したことを特徴とする電動機の回転子に関する。
【0002】
【従来の技術】
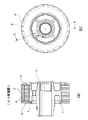
従来の電動機の回転子は、例えば、図1に示すような構造のものが一般的である。図1において、(a)は横(A−A)断面図、(b)は左側面図である。図1に示す回転子を組み立てるには、まず、回転子軸1にマグネットエンドプレート2を挿入し、その上に磁性鋼板を積み重ねて積層鉄心3を形成する。積層鉄心3には、その周方向に磁石4を埋め込むための開口部5が設けられており、開口部5は積層鉄心3の軸方向に貫通して開口している。この開口部5に磁石4を埋め込んだ後、回転子軸1にロータエンドプレート6を挿入する。マグネットエンドプレート2とロータエンドプレート6は、積層鉄心3と磁石4を挟み込むように設置され、積層鉄心3から磁石4が飛び出すことを防止している。回転子軸1は、マグネットエンドプレート2、磁石4を埋め込んだ積層鉄心3、ロータエンドプレート6が挿入された状態でかしめ加工7を受ける。かしめ加工7によって、マグネットエンドプレート2、磁石4を埋め込んだ積層鉄心3、ロータエンドプレート6は、回転子軸1に固定され、回転子の組み立てが完了する。
【0003】
ところで、近年のコスト改善や電動機効率向上の要請から、回転子の軽量化が求められている。これに応えるため、従来、金属部品で構成されていたマグネットエンドプレート2やロータエンドプレート6を樹脂に置き換えることによって、軽量化を図ることが行われている。例えば、下記特許文献1には、機械的強度が特に要求される部分のみを金属とし、この他のロータコアを合成樹脂にて成形被覆することにより、このロータコアの軽量化と保護を十分に図りながら、回転子全体として製造コスト、製品コストを低減し、軽量化をも実現する回転子に関する技術が開示されている(特許文献1参照)。
【0004】
【特許文献1】
特開平10−201153号公報 (第2−3頁、第1図)
【0005】
【発明が解決しようとする課題】
しかしながら、特許文献1に示された回転子には問題がある。回転子を組み立てた後には、その回転子が正常であるかを検査するためにバランス確認が行われている。バランスがとれていない場合、回転子は、その回転時にブレが発生してしまうため、製品として使い物にならない。そこで通常は、金属で形成されているマグネットエンドプレート2やロータエンドプレート6をドリル等の工具で研削し、バランス調整を行っている。ここで、上記特許文献1に記載の回転子は、機械的強度が特に要求される部分のみを金属とし、その他の部分を合成樹脂にて成形被覆するものである。金属は回転子を構成するために必要な最小限の部位を構成しているため、この金属部分をバランス調整のために削り込むことは好ましくない。一方、樹脂は金属と比べて比重が低いため、仮に樹脂を研削等したとしても大量に削り込まなければならない。つまり、特許文献1に開示されるような回転子では、バランス調整を行うことが非常に困難である。
【0006】
本発明の目的は、上記のような課題を解決するためになされたものであり、樹脂成形によって回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することにある。
【0007】
【課題を解決するための手段】
以上のような課題を解決するために、本発明に係る電動機の回転子は、回転子軸と、磁性鋼板を軸方向に積層して形成される積層鉄心と、積層鉄心の周方向に所定の間隔を介して配置されるとともに、軸方向に開口して形成される複数の開口部と、複数の開口部にそれぞれ嵌挿される磁石と、積層鉄心の軸方向の両端に配され、積層鉄心と磁石の軸方向の動きを規制する終端板対と、を含む。さらに、前記終端板対の少なくとも1つは、樹脂からなる第1の終端リングと、第1の終端リングと同心であって、バランス調整のために設けられる、金属からなる第2の終端リングと、によって一体構造を有すること、を特徴とする。
【0008】
【発明の実施の形態】
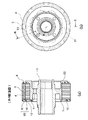
以下、本発明の実施の形態による電動機の回転子について、図2、3を用いて説明する。図2は、本発明の実施の形態に係る回転子の構造を例示しており、(a)は横(B−B)断面図、(b)は左側面図である。図3は、本発明の実施の形態に係る金属からなる第2の終端リングを示しており、(a)は横(C−C)断面図、(b)は左側面図である。
【0009】
まず、本発明の実施の形態に係る電動機の回転子の構造を説明する。本実施の形態の回転子は、磁性鋼板を軸方向に積層して形成される積層鉄心3を有している。この積層鉄心3は、その周方向に複数の開口部5を有しており、開口部5は、軸方向に貫通して開口している。この開口部5は、磁石4を埋め込むためのものである。磁石4を埋め込まれた積層鉄心3は、その軸方向の片端を樹脂エンドプレート8によって、もう片方の端部を樹脂製の終端リング9と金属製の終端リング10によって一体構造を有するエンドプレート20によって、挟み込まれている。この樹脂エンドプレート8とエンドプレート20は、積層鉄心3から磁石4が飛び出さないようにするためのものであり、同時に積層鋼板の外周部の開きを規制する役割も担っている。これら磁石4を埋め込まれた積層鉄心3と樹脂エンドプレート8、エンドプレート20は、回転子軸1に固定され、回転子を形成している。この際の固定方法としては、図2で示すとおり、回転子軸1にかしめ加工7を施すことによって行われている。
【0010】
ここで、一体に成形固定された積層鉄心3とエンドプレート20は、その内周面に2つの凸部21を有している。一方、回転子軸1にも同様に、凸部21に対応する位置に凹部22が存在している。積層鉄心3とエンドプレート20は、これら凸部21と凹部22が嵌り合うようにして回転子軸1に挿入される。よって、積層鉄心3とエンドプレート20は、回転子軸1に対する周方向の動きを規制されることになる。
【0011】
ここで、本発明に係る電動機の回転子の構造で特徴的なことは、磁石4を埋め込まれた積層鉄心3を挟み込んでいる片方のエンドプレート20が、樹脂製の終端リング9と金属製の終端リング10とによる一体構造を有していることである。この樹脂製の終端リング9と金属製の終端リング10は、お互いが接する部分に、それぞれが嵌り合う段差形状12を有している。さらに、樹脂製の終端リング9と金属製の終端リング10は、同心であるため、回転子軸1に挿入されると、これらは一体となってエンドプレート20を形成することとなる。
【0012】
また、金属製の終端リング10は、非磁性金属であることが好ましいが、図2に示されるような位置に配置されるのであれば、磁石に影響を与えないので、磁性の有無は問わない。この金属製の終端リング10は、回転子が組み上がった後のバランス調整のために設けられており、ドリル等の工具によって金属製の終端リング10を研削することにより、回転子全体のバランス調整が行われる。この際、金属製の終端リング10は、十分な表面積を有しており、樹脂に対して比重が十分高いため、バランス調整を容易に実施することができる。
【0013】
なお、本実施の形態では、樹脂エンドプレート8や樹脂製の終端リング9という、あらかじめ成形加工された樹脂材料を用いた場合を例示したが、例えば、積層鉄心3、磁石4、金属製の終端リング10を樹脂にて一体にモールド成形固定しても良い。つまり、回転子軸1に磁石4を埋め込んだ積層鉄心3と金属製の終端リング10を挿入し、かしめ加工を行って回転子軸1に固定した後、これらを鋳型内に設置し、その鋳型に樹脂を注入することによって、回転子を樹脂にて一体にモールド成形固定する方法を採用することも可能である。
【0014】
【発明の効果】
以上述べたように、本発明は、樹脂成形によって回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することを目的として成されたものである。この対策として、本発明では、樹脂で成形されるエンドプレートを、樹脂製の終端リングと金属製の終端リングとによって一体構成とすることとした。これによって、エンドプレートの一部をバランス調整のために研削等が実施可能な金属とし、その他の部分を樹脂にて構成することにより、回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することができる。
【図面の簡単な説明】
【図1】従来の電動機の回転子の一般的な構造を例示する図である。
【図2】本発明の実施の形態に係る回転子の構造を例示する図である。
【図3】本発明の実施の形態に係る金属からなる第2の終端リングを示す図である。
【符号の説明】
1 回転子軸、2 マグネットエンドプレート、3 積層鉄心、4 磁石、5開口部、6 ロータエンドプレート、7 かしめ加工部、8 樹脂エンドプレート、9 樹脂製の終端リング、10 金属製の終端リング、12 段差形状、20 エンドプレート、21 凸部、22 凹部。
【発明の属する技術分野】
本発明は、電動機の回転子、特に、積層鉄心の動きを規制する終端板を樹脂で成形する際に、樹脂終端板の一部にバランス調整のための金属を配置したことを特徴とする電動機の回転子に関する。
【0002】
【従来の技術】
従来の電動機の回転子は、例えば、図1に示すような構造のものが一般的である。図1において、(a)は横(A−A)断面図、(b)は左側面図である。図1に示す回転子を組み立てるには、まず、回転子軸1にマグネットエンドプレート2を挿入し、その上に磁性鋼板を積み重ねて積層鉄心3を形成する。積層鉄心3には、その周方向に磁石4を埋め込むための開口部5が設けられており、開口部5は積層鉄心3の軸方向に貫通して開口している。この開口部5に磁石4を埋め込んだ後、回転子軸1にロータエンドプレート6を挿入する。マグネットエンドプレート2とロータエンドプレート6は、積層鉄心3と磁石4を挟み込むように設置され、積層鉄心3から磁石4が飛び出すことを防止している。回転子軸1は、マグネットエンドプレート2、磁石4を埋め込んだ積層鉄心3、ロータエンドプレート6が挿入された状態でかしめ加工7を受ける。かしめ加工7によって、マグネットエンドプレート2、磁石4を埋め込んだ積層鉄心3、ロータエンドプレート6は、回転子軸1に固定され、回転子の組み立てが完了する。
【0003】
ところで、近年のコスト改善や電動機効率向上の要請から、回転子の軽量化が求められている。これに応えるため、従来、金属部品で構成されていたマグネットエンドプレート2やロータエンドプレート6を樹脂に置き換えることによって、軽量化を図ることが行われている。例えば、下記特許文献1には、機械的強度が特に要求される部分のみを金属とし、この他のロータコアを合成樹脂にて成形被覆することにより、このロータコアの軽量化と保護を十分に図りながら、回転子全体として製造コスト、製品コストを低減し、軽量化をも実現する回転子に関する技術が開示されている(特許文献1参照)。
【0004】
【特許文献1】
特開平10−201153号公報 (第2−3頁、第1図)
【0005】
【発明が解決しようとする課題】
しかしながら、特許文献1に示された回転子には問題がある。回転子を組み立てた後には、その回転子が正常であるかを検査するためにバランス確認が行われている。バランスがとれていない場合、回転子は、その回転時にブレが発生してしまうため、製品として使い物にならない。そこで通常は、金属で形成されているマグネットエンドプレート2やロータエンドプレート6をドリル等の工具で研削し、バランス調整を行っている。ここで、上記特許文献1に記載の回転子は、機械的強度が特に要求される部分のみを金属とし、その他の部分を合成樹脂にて成形被覆するものである。金属は回転子を構成するために必要な最小限の部位を構成しているため、この金属部分をバランス調整のために削り込むことは好ましくない。一方、樹脂は金属と比べて比重が低いため、仮に樹脂を研削等したとしても大量に削り込まなければならない。つまり、特許文献1に開示されるような回転子では、バランス調整を行うことが非常に困難である。
【0006】
本発明の目的は、上記のような課題を解決するためになされたものであり、樹脂成形によって回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することにある。
【0007】
【課題を解決するための手段】
以上のような課題を解決するために、本発明に係る電動機の回転子は、回転子軸と、磁性鋼板を軸方向に積層して形成される積層鉄心と、積層鉄心の周方向に所定の間隔を介して配置されるとともに、軸方向に開口して形成される複数の開口部と、複数の開口部にそれぞれ嵌挿される磁石と、積層鉄心の軸方向の両端に配され、積層鉄心と磁石の軸方向の動きを規制する終端板対と、を含む。さらに、前記終端板対の少なくとも1つは、樹脂からなる第1の終端リングと、第1の終端リングと同心であって、バランス調整のために設けられる、金属からなる第2の終端リングと、によって一体構造を有すること、を特徴とする。
【0008】
【発明の実施の形態】
以下、本発明の実施の形態による電動機の回転子について、図2、3を用いて説明する。図2は、本発明の実施の形態に係る回転子の構造を例示しており、(a)は横(B−B)断面図、(b)は左側面図である。図3は、本発明の実施の形態に係る金属からなる第2の終端リングを示しており、(a)は横(C−C)断面図、(b)は左側面図である。
【0009】
まず、本発明の実施の形態に係る電動機の回転子の構造を説明する。本実施の形態の回転子は、磁性鋼板を軸方向に積層して形成される積層鉄心3を有している。この積層鉄心3は、その周方向に複数の開口部5を有しており、開口部5は、軸方向に貫通して開口している。この開口部5は、磁石4を埋め込むためのものである。磁石4を埋め込まれた積層鉄心3は、その軸方向の片端を樹脂エンドプレート8によって、もう片方の端部を樹脂製の終端リング9と金属製の終端リング10によって一体構造を有するエンドプレート20によって、挟み込まれている。この樹脂エンドプレート8とエンドプレート20は、積層鉄心3から磁石4が飛び出さないようにするためのものであり、同時に積層鋼板の外周部の開きを規制する役割も担っている。これら磁石4を埋め込まれた積層鉄心3と樹脂エンドプレート8、エンドプレート20は、回転子軸1に固定され、回転子を形成している。この際の固定方法としては、図2で示すとおり、回転子軸1にかしめ加工7を施すことによって行われている。
【0010】
ここで、一体に成形固定された積層鉄心3とエンドプレート20は、その内周面に2つの凸部21を有している。一方、回転子軸1にも同様に、凸部21に対応する位置に凹部22が存在している。積層鉄心3とエンドプレート20は、これら凸部21と凹部22が嵌り合うようにして回転子軸1に挿入される。よって、積層鉄心3とエンドプレート20は、回転子軸1に対する周方向の動きを規制されることになる。
【0011】
ここで、本発明に係る電動機の回転子の構造で特徴的なことは、磁石4を埋め込まれた積層鉄心3を挟み込んでいる片方のエンドプレート20が、樹脂製の終端リング9と金属製の終端リング10とによる一体構造を有していることである。この樹脂製の終端リング9と金属製の終端リング10は、お互いが接する部分に、それぞれが嵌り合う段差形状12を有している。さらに、樹脂製の終端リング9と金属製の終端リング10は、同心であるため、回転子軸1に挿入されると、これらは一体となってエンドプレート20を形成することとなる。
【0012】
また、金属製の終端リング10は、非磁性金属であることが好ましいが、図2に示されるような位置に配置されるのであれば、磁石に影響を与えないので、磁性の有無は問わない。この金属製の終端リング10は、回転子が組み上がった後のバランス調整のために設けられており、ドリル等の工具によって金属製の終端リング10を研削することにより、回転子全体のバランス調整が行われる。この際、金属製の終端リング10は、十分な表面積を有しており、樹脂に対して比重が十分高いため、バランス調整を容易に実施することができる。
【0013】
なお、本実施の形態では、樹脂エンドプレート8や樹脂製の終端リング9という、あらかじめ成形加工された樹脂材料を用いた場合を例示したが、例えば、積層鉄心3、磁石4、金属製の終端リング10を樹脂にて一体にモールド成形固定しても良い。つまり、回転子軸1に磁石4を埋め込んだ積層鉄心3と金属製の終端リング10を挿入し、かしめ加工を行って回転子軸1に固定した後、これらを鋳型内に設置し、その鋳型に樹脂を注入することによって、回転子を樹脂にて一体にモールド成形固定する方法を採用することも可能である。
【0014】
【発明の効果】
以上述べたように、本発明は、樹脂成形によって回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することを目的として成されたものである。この対策として、本発明では、樹脂で成形されるエンドプレートを、樹脂製の終端リングと金属製の終端リングとによって一体構成とすることとした。これによって、エンドプレートの一部をバランス調整のために研削等が実施可能な金属とし、その他の部分を樹脂にて構成することにより、回転子の軽量化を図りつつ、同時にバランス調整可能な回転子を提供することができる。
【図面の簡単な説明】
【図1】従来の電動機の回転子の一般的な構造を例示する図である。
【図2】本発明の実施の形態に係る回転子の構造を例示する図である。
【図3】本発明の実施の形態に係る金属からなる第2の終端リングを示す図である。
【符号の説明】
1 回転子軸、2 マグネットエンドプレート、3 積層鉄心、4 磁石、5開口部、6 ロータエンドプレート、7 かしめ加工部、8 樹脂エンドプレート、9 樹脂製の終端リング、10 金属製の終端リング、12 段差形状、20 エンドプレート、21 凸部、22 凹部。
Claims (1)
- 回転子軸と、
磁性鋼板を軸方向に積層して形成される積層鉄心と、
積層鉄心の周方向に所定の間隔を介して配置されるとともに、軸方向に開口して形成される複数の開口部と、
複数の開口部にそれぞれ嵌挿される磁石と、
積層鉄心の軸方向の両端に配され、積層鉄心と磁石の軸方向の動きを規制する終端板対と、
を含む電動機の回転子であって、
前記終端板対の少なくとも1つは、
樹脂からなる第1の終端リングと、
第1の終端リングと同心であって、バランス調整のために設けられる、金属からなる第2の終端リングと、
によって一体構造を有すること、
を特徴とする電動機の回転子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003003303A JP2004222348A (ja) | 2003-01-09 | 2003-01-09 | 電動機の回転子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003003303A JP2004222348A (ja) | 2003-01-09 | 2003-01-09 | 電動機の回転子 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004222348A true JP2004222348A (ja) | 2004-08-05 |
Family
ID=32894608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003003303A Pending JP2004222348A (ja) | 2003-01-09 | 2003-01-09 | 電動機の回転子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004222348A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007135371A (ja) * | 2005-11-14 | 2007-05-31 | Toyota Motor Corp | 回転電機のロータ |
| JP2007236019A (ja) * | 2006-02-27 | 2007-09-13 | Toyota Motor Corp | ロータおよびその製造方法ならびに電動車両 |
| JP2009232535A (ja) * | 2008-03-21 | 2009-10-08 | Toyota Central R&D Labs Inc | 回転電機の回転子 |
| JP2010110049A (ja) * | 2008-10-28 | 2010-05-13 | Mitsubishi Electric Corp | 永久磁石型モータの回転子 |
| JP2010233291A (ja) * | 2009-03-26 | 2010-10-14 | Aisin Seiki Co Ltd | モータのロータ |
| WO2014129086A1 (ja) * | 2013-02-19 | 2014-08-28 | 三菱電機株式会社 | 埋込磁石型回転子、埋込磁石型回転電機、及び埋込磁石型回転子の製造方法 |
| JP2017158408A (ja) * | 2016-03-04 | 2017-09-07 | 本田技研工業株式会社 | ロータおよびロータの製造方法 |
| US10396611B2 (en) | 2013-04-15 | 2019-08-27 | Mitsubishi Electric Corporation | Rotor of rotary machine |
| WO2021131298A1 (ja) * | 2019-12-27 | 2021-07-01 | 株式会社日立インダストリアルプロダクツ | 回転電機 |
-
2003
- 2003-01-09 JP JP2003003303A patent/JP2004222348A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007135371A (ja) * | 2005-11-14 | 2007-05-31 | Toyota Motor Corp | 回転電機のロータ |
| JP2007236019A (ja) * | 2006-02-27 | 2007-09-13 | Toyota Motor Corp | ロータおよびその製造方法ならびに電動車両 |
| JP4685661B2 (ja) * | 2006-02-27 | 2011-05-18 | トヨタ自動車株式会社 | ロータおよびその製造方法ならびに電動車両 |
| JP2009232535A (ja) * | 2008-03-21 | 2009-10-08 | Toyota Central R&D Labs Inc | 回転電機の回転子 |
| JP2010110049A (ja) * | 2008-10-28 | 2010-05-13 | Mitsubishi Electric Corp | 永久磁石型モータの回転子 |
| JP2010233291A (ja) * | 2009-03-26 | 2010-10-14 | Aisin Seiki Co Ltd | モータのロータ |
| WO2014129086A1 (ja) * | 2013-02-19 | 2014-08-28 | 三菱電機株式会社 | 埋込磁石型回転子、埋込磁石型回転電機、及び埋込磁石型回転子の製造方法 |
| JP5955451B2 (ja) * | 2013-02-19 | 2016-07-20 | 三菱電機株式会社 | 埋込磁石型回転子、埋込磁石型回転電機、及び埋込磁石型回転子の製造方法 |
| JPWO2014129086A1 (ja) * | 2013-02-19 | 2017-02-02 | 三菱電機株式会社 | 埋込磁石型回転子、埋込磁石型回転電機、及び埋込磁石型回転子の製造方法 |
| US10396611B2 (en) | 2013-04-15 | 2019-08-27 | Mitsubishi Electric Corporation | Rotor of rotary machine |
| DE112013006948B4 (de) | 2013-04-15 | 2021-09-30 | Mitsubishi Electric Corporation | Rotor einer Drehmaschine |
| JP2017158408A (ja) * | 2016-03-04 | 2017-09-07 | 本田技研工業株式会社 | ロータおよびロータの製造方法 |
| WO2021131298A1 (ja) * | 2019-12-27 | 2021-07-01 | 株式会社日立インダストリアルプロダクツ | 回転電機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7323801B2 (en) | Axial air-gap electronic motor | |
| US7378774B2 (en) | Laminated core of rotary electric machine | |
| JP4490621B2 (ja) | 外転形永久磁石モータの回転子 | |
| US20150236558A1 (en) | Electric motor having embedded permanent magnets | |
| US20130127283A1 (en) | Rotor of an electric motor and manufacturing method of same | |
| JP5963935B2 (ja) | 永久磁石埋込型電動機 | |
| EP2826134B1 (en) | Rotor including anti-rotation feature for multi-pole structure | |
| KR0130753B1 (ko) | 전동기의 고정자 및 고정자의 제조방법 | |
| US10985623B2 (en) | Electric motor and rotor thereof | |
| KR101335041B1 (ko) | 전기 모터용 고정자 | |
| JP5256778B2 (ja) | モータ回転子、およびモータ | |
| JP2004222348A (ja) | 電動機の回転子 | |
| JP2008236960A (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の回転子の製造方法 | |
| JP2008022672A (ja) | リラクタンスモータ | |
| JP2006254617A (ja) | モータの積層コア | |
| JP2000102201A (ja) | 永久磁石ロータ及びその製造方法 | |
| JP2006320050A (ja) | 永久磁石型回転機 | |
| JPH08280145A (ja) | 永久磁石電動機 | |
| JP2005168127A (ja) | 永久磁石式回転子 | |
| KR20180080502A (ko) | 모터 및 스테이터 조립체 | |
| JP4051543B2 (ja) | ブラケット及びステッピングモータ | |
| JP2004222347A (ja) | 電動機の回転子 | |
| JP2020010539A (ja) | ロータ、及びブラシレスモータ | |
| JPH04222454A (ja) | モータの製造方法 | |
| JP2004222346A (ja) | 電動機の回転子 |