JP2004209502A - モータケースのベアリング支持部プレス成形方法 - Google Patents
モータケースのベアリング支持部プレス成形方法 Download PDFInfo
- Publication number
- JP2004209502A JP2004209502A JP2002380828A JP2002380828A JP2004209502A JP 2004209502 A JP2004209502 A JP 2004209502A JP 2002380828 A JP2002380828 A JP 2002380828A JP 2002380828 A JP2002380828 A JP 2002380828A JP 2004209502 A JP2004209502 A JP 2004209502A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- forming
- metal plate
- bearing
- motor case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Abstract
【解決手段】スリーブ4周壁の金属板平坦部に近い部分をスリーブ内に向けて複数切り曲げてスリーブ内方に突出させ、又はスリーブ外側からスリーブ周壁の複数個所をパンチ6により押圧して金属板近傍のスリーブ周壁の押圧部分の必要量あるいはそれ以上をU字形に折り曲げてスリーブ内方に突出させ、この突出部分を削り起しあるいは上下方向に押し潰してベアリング支持片7を形成する。または、スリーブ外周の平坦な金属板部分をプレス機によりいったん複数切り起こし、その後に該切り起し部をスリーブ内に向けて曲げてスリーブ内方に突出するベアリング支持片を形成する。
【選択図】 図4
Description
【発明の属する技術分野】
本発明は、特に小型モータのモータケースにおけるベアリング収容部分のベアリング支持部をプレス機を用いて成形する方法に関するものである。
【0002】
【従来の技術】
ラジアルボールベアリングの使用を必要とする種類のマイクロモータ等の小型モータにおいては、ベアリング受けとなるモータケース(ハウジング)中央部のベアリング収容部(スリーブ)は、モータ全長を小さくするため、ケース内側に収めるようにするのが通常である。しかし、この場合、ベアリング支持部はモータ内のスラスト加重を強く受けるため、その耐圧強度が要求されると共に、ベアリングの端周縁には大きく面取りが施されているため、この面取り部を避けたベアリング外輪底面の平坦面で支持できるように支持部の突出長をなるべく長くかつ大きくとる必要がある。
【0003】
従来、この種のベアリング受けの支持部は、モータケースと共にアルミダイカストにより成形されていたので、この支持部を広く大きく形成することが容易であったが、ケースが厚肉で重く、削り加工を必要とし、製造コストが高くなるので、最近では薄肉でより安価に製造するため、プレス機を用いた絞り成形により製作することが求められている。
【0004】
そこで、例えばプレス機を用いる一例として、ベアリングを収容する円筒形(スリーブ)内周部の肉厚を円柱状のパンチで内側からしごき出すことにより、内向きつば状のリング型支持部をプレス絞り成形する方法も考えられるが、この方法はスリーブ全体に強いストレスを与えるため、スリーブの割れの発生や真円度の確保ができないので、しごき量を多く取ることができず、支持部の突出幅は極めてわずかとせざるを得ないので、ベアリングを受ける支持部としては極めて安定性に欠けるという問題がある。
【0005】
また、ベアリングを収容する同様の円筒形内周面を等間隔に刃物で削り起こして行き、圧潰状態の削り屑で構成された切屑バリによってベアリングの支持部とする方法もあるが(特許第2933921号公報)、この方法はモータケースと一体のベアリング収容部の筒型の薄い金属板の肉厚を削り起こすものであるから、刃物で深くブローチ加工のように削り込むと、筒型の真円精度が狂い易く、逆に浅く削り起こすと台座部を大きくとることができず、支持部の耐圧強度も不足するので、実現性の低いものとなっていた。
【0006】
【発明が解決しようとする課題】
本発明は、プレス機を用いて、簡単な方法で円筒形収容部(スリーブ)に収容したベアリングを支持するための支持部を任意の大きさに自由に成形することができる方法を提案するもので、金属板の肉厚部をしごき出したり削り起こす必要がないので、小型で薄肉かつ軽量のモータケースとベアリング受けとなる支持片付きのベアリング収容部を簡単容易に成形でき、耐圧強度も充分で、真円精度も極めて高いモータケースのベアリング支持部を成形することができる方法を提案するものである。
【0007】
【課題を解決するための手段】
即ち、本発明の第1の方法は、絞り加工により金属板の所定個所に短尺有底円筒形の凹窪を形成後、底抜きして、ベアリングを収容するスリーブを形成し、次に該スリーブ周壁の平坦金属板近傍の一部を切り起し用パンチによりスリーブ軸心方向へ向け複数個所切り曲げてベアリング支持片を複数形成することを特徴とするモータケースのベアリング支持部プレス成形方法である。
【0008】
本発明の第2の方法は、金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、平坦な金属板部分近傍のスリーブ周壁の複数個所を外側からパンチにより押圧してスリーブ内に向けて該スリーブ押圧部分を必要量突出させ、該突出部の表面部を上記金属板と反対側開口からスリーブ内に挿入した受けダイの降下により削り起して行き、この削り起し分のボリュームによってベアリング支持片を形成することを特徴とするモータケースのベアリング支持部プレス成形方法である。
【0009】
なお、上記第2の方法のような突出部の削り起しによる支持片の形成方法のほか、金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、平坦な金属板部分近傍のスリーブ周壁の複数個所を外側からパンチにより押圧してスリーブ周壁を部分的にスリーブ内に向けて断面略U字状に折返すように突出させ、該各突出部をスリーブ内に挿入した受けダイにより押し潰して上記金属板の平坦部分と面一のベアリング支持片を形成することもできる。
【0010】
また、円筒形のモータケースは、前記ベアリング支持片を成形後、スリーブ外周から所定間隔を置いて取り囲むように金属板平坦個所を該スリーブと同方向に絞り成形により折曲して構成するが、外縁スリーブ形成後に上記ベアリング支持片を形成することもできる。
【0011】
また、本発明の第3の方法は、金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、該スリーブと接する平坦金属板部分の複数個所を切り起し用パンチによりスリーブ側へ向けて該スリーブと上下反対方向へ垂直に切り起し、次いで折り曲げ用パンチにより上記各切り起し部をスリーブ側へ向けて折曲することによりスリーブ内側に突出した平坦金属板と面一のベアリング支持片を成形することを特徴とするモータケースのベアリング支持部プレス成形方法である。
【0012】
また、本発明の第4方法は、絞り加工により金属板の所定個所に断面略台形の窪みを形成し、次に該窪みの外周に該窪みと反対側へ向けて切り起し用パンチにより複数の切り起し部を形成し、次に該窪みに対し第2次絞り加工により有底円筒形の凹窪を成形し、次に該凹窪を底抜きしてベアリングを収容するスリーブを形成し、次いで折り曲げ用パンチにより上記各切り起し部をスリーブ側へ向けて折曲することによりスリーブ内側に突出した平坦金属板と面一のベアリング支持片を成形することを特徴とするモータケースのベアリング支持部プレス成形方法である。
【0013】
なお、上記各方法において、スリーブ外周を取り囲むように金属板平坦部分を絞り加工によりモータケースを折曲形成する工程は、前記ベアリング支持片の成形工程より後工程もしくは前工程のいずれでもよい。
以下、本発明方法の実施形態を図により説明する。
【0014】
【発明の実施の形態】
実施例1
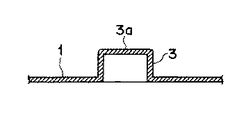
図1〜5は、第1の発明による成形方法の工程を示す説明図、図6はベアリング支持部成形後の要部の説明的斜視図で、まずアルミニウム又はアルミニウム合金あるいは鉄系の薄肉の素材金属板1に対し、プレス機により第1次絞り加工(図1)と第2次絞り加工(図2)を行い、ベアリング収容部となる凹部を形成する。即ち、まず第1次絞り加工でベアリング収容部に必要な容積を有する断面略台形の窪み2を形成し(図1)、次にこの窪み2に対し更に第2次絞り加工を行ってベアリング収容部として必要な円筒形の凹窪3に成形する(図2)。
【0015】
次に、上記凹窪3の底面3a(図では上底部)を打抜き加工によって抜き落し、ラジアルベアリング収容部となるスリーブ4を形成する(図3参照)。
【0016】
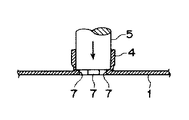
次いで、上記スリーブ4内にその底面3aを抜いた側から受けダイ5を密に挿入し、金属板1のスリーブ4側板面位置から離れた所定高さで停止させ、該受けダイ5下端より下側のスリーブ4周壁に対しその外側の少なくとも3方向(図では4方向)から切り起し用パンチ6をスリーブ4軸心方向に向けて金属板1面上をスライドさせるようにして突入させることにより、スリーブ4周壁下方の一部を平板状の金属板1と接する位置までスリーブ4内に向けて切り曲げて、内向きつば状のベアリング支持片7を複数形成し(図4参照)、パンチ6の後退後、平板状の金属板1の板面と面一となるように上記各支持片7を台上で上記ダイ5又はその他の治具により決め押し成形するのである。
【0017】
そして、最後に上記スリーブ4外周から所定間隔を置いて取り囲む位置の金属板1をスリーブ4と同側に絞り成形により折り曲げて円筒形のモータケース(ケーシング)8を成形する(図5、6参照)。なお、このモータケース8は、同大同形状のものが互いに対向し合う半分側のモータケースであり、このケース8の絞り成形加工は、ベアリング支持片7の形成後だけに限られず、その形成前に先に行っておくことも可能である。
【0018】
この第1の方法によれば、ベアリング受けとなる支持片7の突出長や大きさ、高さ位置は、ダイ5のスリーブ4内での高さ位置や切り起し用パンチ6の大きさや形状により簡単に変更することが可能で、ベアリングの底面を広く支持することができ、支持片7の肉厚はスリーブ4と同厚であるので、ベアリングの支持強度も充分であり、またスリーブ4の円筒形状はそのまま残すので、真円精度も極めて高い。
【0019】
実施例2
図7〜11は、上記実施例1とは異なる成形方法によりベアリング支持片を成形する第2発明に関するもので、実施例1のようにスリーブ周壁を部分的に切り曲げるのではなく、スリーブ外側からスリーブ周壁の複数個所をパンチにより押圧して金属板近傍のスリーブ周壁の押圧部分の必要量を部分的にスリーブ内方に突出させ、この突出部分を削り起しあるいは上下方向に押し潰してベアリング支持片を形成するものである。
【0020】
即ち、まず実施例1と同様に平板状金属板1の所定個所に第1次絞りによる窪み2形成、第2次絞りによる有底円筒形凹窪3の形成、底面3aの抜き落しによるスリーブ4の形成を経た後(図1〜3参照)、金属板1板面近傍のスリーブ4周壁の複数個所(等間隔に3ヶ所以上)を部分的に切り曲げるのではなく、スリーブ4内に受けダイ5を所定高さに浮かせた状態で、突出部形成用パンチ9によりスリーブ4内に向けて押圧して、そのスリーブ4押圧個所の必要量を突出10させ(図7)、パンチ9をそのまま又は後退させて、更に受けダイ5の降下により、上記突出部10の表面部を削り起して行き(図8)、最後に上記受けダイ5により決め押し成形を行って、上記削り起し分のボリュームによって金属板1の平坦面と面一となるベアリング支持片7をスリーブ4側へ突出形成するのである(図9)。
【0021】
なお、スリーブ4内への突出部10の形成に当り、金属板1板面近傍のスリーブ4周壁部分をスリーブ4内に向けて断面略U字状に折返すようにして突出させ、しかる後に受けダイ5を降下させて決め押しを行なうことにより、上記各突出部10を押し潰して、支持片7を形成することもでき、この場合には、より大きくて突出長のある支持片7を成形することができる。
【0022】
そして、最後に金属板1を実施例1と同様に、スリーブ4外周から所定間隔を置いてスリーブ4と同側へ絞り成形加工により折曲して、ケース8を成形する。
【0023】
この第2の方法も、受けダイ5の高さ位置及び突出部形成用パンチ9の大きさの変更により、ベアリング支持片7の大きさを任意に変更することができる。
【0024】
実施例3
図12〜16は、第3発明に関するもので、実施例1〜2のようにスリーブ4の一部を加工してベアリング支持片7を成形するのではなく、スリーブ4外周の平坦な金属板1部分をプレス機により加工して支持片7を形成する方法である。
【0025】
即ち、実施例1と同様にしてスリーブ4を成形した後、まずスリーブ4の内周を内径受け治具15で支持しながらスリーブ4の外周と接する部分の平坦金属板1部分を切り起し用パンチ11によりスリーブ4側へ向けてスリーブ4と上下反対方向(図12で下方)へ垂直に複数個所を切り起して、該切り起し部12をスリーブ4面とほぼ直線状となるようにし(図12)、次いでスリーブ4内下端まで受けダイ5を挿入した状態でこのスリーブ4下縁に形成された切り起し部12を下方から折り曲げ用パンチ13により内側に向けて折曲し(図13)、次に受けダイ5その他の治具により各切り起し部12に対し押し当て治具16で支持しながら決め押しを行い、金属板1と面一となっているスリーブ4内側に突出したベアリング支持片7を成形するのである(図14)。
【0026】
そして、通常は最後に平坦金属板1のスリーブ4外周から一定間隔を置いた個所で絞り成形によりスリーブ4と同側へ折曲して筒型のケース8を形成するのであるが(図15〜16参照)、先にスリーブ4とケース8を成形後、スリーブ4外周の金属板1部分を切り起して、支持片7を切曲形成することも可能である。
【0027】
この第3の発明方法によれば、絞り加工されたスリーブ4外壁を一部加工して支持片7を成形する実施例1〜2の場合とは異なり、平坦な金属板1部分を加工するので、支持片7の肉厚を金属板1本来の肉厚とすることができ、支持片7の突出長さや大きさ、高さ位置、形状なども自由に形成できるので、ベアリングに対する支持強度が高く、しかも各支持片7のサイズも自由に設定することが可能となる。
【0028】
実施例4
また、上記実施例3ではベアリング支持片7を製作するための切り起し部12の成形は、スリーブ4成形後に行っているが、図17に示すように平板金属板1に対する窪み2の絞り加工時又は加工後に、まず切り起し用パンチ11と内径受け治具15(図12参照)を用いて窪み2の外周に下方(窪み2と反対側)へ向けて切り起し部12を複数形成し、その後にこの窪み2に対して第2次絞り加工により短尺な有底円筒形の凹窪3を形成し(図18)、次いで該凹窪3の底面3aの打抜きによりスリーブ4を形成するようにしてもよい。
【0029】
このようにすれば、切り起し部12の根元の加工歪を更に減少させることができるので、該切り起し部12の内側への切曲形成により製作されるベアリング支持片7の支持強度は更に高いものとなる。
【0030】
なお、上記切り起し部12の支持片7への成形やモータケース8の絞り成形は実施例3と同様である。また、モータケース8の絞り成形を上記凹窪3と同じく切り起し部12の形成前に行うことも可能である。
【0031】
【発明の効果】
本発明によるモータケースのベアリング支持部のプレス成形方法は上述のようにしてなり、ダイカスト法により鋳込み後に切削加工するモータケースと異なり、全体を小型かつ薄肉軽量とすることができ、しかも量産効果に優れた安価なモータケースを提供することができる。
【0032】
また、従来のプレス加工法のように、ベアリングを収容するスリーブ内周面をパンチでしごき出したり、刃物で等間隔に削り起すことにより、ベアリング支持部を突設する方法と比較し、ベアリング支持部の強度やスリーブ自体の強度も格段に高くなるばかりでなく、ベアリング底面を広く確実に支持することができるのである。
【0033】
しかも、本発明の方法によれば、使用するパンチの大きさや形状、受けダイの位置調整等によりベアリング支持部の突出長さや大きさ、高さ位置等を自由に変更することが可能であるので、ベアリング形状が大きくなる毎にベアリング外輪の面取り寸法が大きくなる規格品に対して平坦度面を広げることができ、スリーブの直角度や真円精度も非常に高いモータケースを簡単に製造することができる等の利点を有する。
【図面の簡単な説明】
【図1】本発明の第1実施例の方法による成形工程の一過程を示す説明的断面図である。
【図2】本発明の第1実施例の方法による成形工程の一過程を示す説明的断面図である。
【図3】本発明の第1実施例の方法による成形工程の一過程を示す説明的断面図である。
【図4】本発明の第1実施例の方法による成形工程の一過程を示す説明的断面図である。
【図5】本発明の第1実施例の方法により成形された一方のモータケース(2個1対の一方)全体の説明的断面図である。
【図6】本発明の第1実施例の方法により成形された一方のモータケース全体の説明的断面斜視図である。
【図7】本発明の第2実施例の方法による成形工程の一過程を示す説明的断面図である。
【図8】本発明の第2実施例の方法による成形工程の一過程を示す説明的断面図である。
【図9】本発明の第2実施例の方法による成形工程の一過程を示す説明的断面図である。
【図10】本発明の第2実施例の方法により成形された一方のモータケース全体の説明的断面図である。
【図11】本発明の第2実施例の方法により成形された一方のモータケース全体の説明的断面斜視図である。
【図12】本発明の第3実施例の方法による成形工程の一過程を示す説明的断面図である。
【図13】本発明の第3実施例の方法による成形工程の一過程を示す説明的断面図である。
【図14】本発明の第3実施例の方法による成形工程の一過程を示す説明的断面図である。
【図15】本発明の第3実施例の方法により成形された一方のモータケース全体の説明的断面図である。
【図16】本発明の第3実施例の方法により成形された一方のモータケース全体の説明的断面斜視図である。
【図17】本発明の第4実施例の方法による成形工程の一過程を示す説明的断面図である。
【図18】本発明の第4実施例の方法による成形工程の一過程を示す説明的断面図である。
【符号の説明】
1−金属板
2−窪み
3−凹窪
4−スリーブ(ベアリング収容部)
5−受けダイ
6−切り起し用パンチ
7−ベアリング支持片
8−モータケース(ハウジング)
9−突出部形成用
10−突出部
11−切り起し用パンチ
12−切り起し部
13−折り曲げ用パンチ
14−下ダイ
15−内径受け治具
16−押し当て治具
Claims (7)
- 絞り加工により金属板の所定個所に短尺有底円筒形の凹窪を形成後、底抜きして、ベアリングを収容するスリーブを形成し、次に該スリーブ周壁の平坦金属板近傍の一部を切り起し用パンチによりスリーブ軸心方向へ向け複数個所切り曲げてベアリング支持片を複数形成することを特徴とするモータケースのベアリング支持部プレス成形方法。
- 金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、平坦な金属板部分近傍のスリーブ周壁の複数個所を外側からパンチにより押圧してスリーブ内に向けて該スリーブ押圧部分を必要量突出させ、該突出部の表面部を上記金属板と反対側開口からスリーブ内に挿入した受けダイの降下により削り起して行き、この削り起し分のボリュームによってベアリング支持片を形成することを特徴とするモータケースのベアリング支持部プレス成形方法。
- 金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、平坦な金属板部分近傍のスリーブ周壁の複数個所を外側からパンチにより押圧してスリーブ周壁を部分的にスリーブ内に向けて断面略U字状に折返すように突出させ、該各突出部をスリーブ内に挿入した受けダイにより押し潰して上記金属板の平坦部分と面一のベアリング支持片を形成することを特徴とするモータケースのベアリング支持部プレス成形方法。
- 前記ベアリング支持片を成形後、スリーブ外周から所定間隔を置いて取り囲むように金属板平坦個所を該スリーブと同側に絞り成形により折曲して円筒形のモータケースを成形する請求項1又は2記載のモータケースのベアリング支持部プレス成形方法。
- 金属板の所定個所に絞り加工と底抜きによりベアリングを収容する短尺円筒形のスリーブを形成後、該スリーブと接する平坦金属板部分の複数個所を切り起し用パンチによりスリーブ側へ向けて該スリーブと上下反対方向へ垂直に切り起し、次いで折り曲げ用パンチにより上記各切り起し部をスリーブ側へ向けて折曲することによりスリーブ内側に突出した平坦金属板と面一のベアリング支持片を成形することを特徴とするモータケースのベアリング支持部プレス成形方法。
- 絞り加工により金属板の所定個所に断面略台形の窪みを形成し、次に該窪みの外周に該窪みと反対側へ向けて切り起し用パンチにより複数の切り起し部を形成し、次に該窪みに対し第2次絞り加工により有底円筒形の凹窪を成形し、次に該凹窪を底抜きしてベアリングを収容するスリーブを形成し、次いで折り曲げ用パンチにより上記各切り起し部をスリーブ側へ向けて折曲することによりスリーブ内側に突出した平坦金属板と面一のベアリング支持片を成形することを特徴とするモータケースのベアリング支持部プレス成形方法。
- 前記スリーブ外周を取り囲むように金属板平坦部分を絞り加工によりモータケースを折曲形成する工程は、前記ベアリング支持片の成形工程より後工程もしくは前工程のいずれかである請求項1、2、3、4、5又は6記載のモータケースのベアリング支持部プレス成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002380828A JP3650972B2 (ja) | 2002-12-27 | 2002-12-27 | モータケースのベアリング支持部プレス成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002380828A JP3650972B2 (ja) | 2002-12-27 | 2002-12-27 | モータケースのベアリング支持部プレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004209502A true JP2004209502A (ja) | 2004-07-29 |
| JP3650972B2 JP3650972B2 (ja) | 2005-05-25 |
Family
ID=32816939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002380828A Expired - Fee Related JP3650972B2 (ja) | 2002-12-27 | 2002-12-27 | モータケースのベアリング支持部プレス成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3650972B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007119096A (ja) * | 2005-10-25 | 2007-05-17 | Kyocera Mita Corp | 画像形成装置のユニット、画像形成装置および自動給紙装置 |
| KR101624794B1 (ko) | 2014-08-26 | 2016-05-26 | (주)태화기업 | 베어링부를 갖는 모터 케이스의 제조 방법 |
| KR101624588B1 (ko) | 2014-08-26 | 2016-05-27 | (주)태화기업 | 박형 금속 재료를 이용한 베어링부를 갖는 소형 모터 케이스의 제조 방법 |
| CN105903824A (zh) * | 2016-06-15 | 2016-08-31 | 利欧集团浙江泵业有限公司 | 钢板机壳扩径整形工装 |
-
2002
- 2002-12-27 JP JP2002380828A patent/JP3650972B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007119096A (ja) * | 2005-10-25 | 2007-05-17 | Kyocera Mita Corp | 画像形成装置のユニット、画像形成装置および自動給紙装置 |
| KR101624794B1 (ko) | 2014-08-26 | 2016-05-26 | (주)태화기업 | 베어링부를 갖는 모터 케이스의 제조 방법 |
| KR101624588B1 (ko) | 2014-08-26 | 2016-05-27 | (주)태화기업 | 박형 금속 재료를 이용한 베어링부를 갖는 소형 모터 케이스의 제조 방법 |
| CN105903824A (zh) * | 2016-06-15 | 2016-08-31 | 利欧集团浙江泵业有限公司 | 钢板机壳扩径整形工装 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3650972B2 (ja) | 2005-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016005400A (ja) | 積層鉄心の製造方法 | |
| JP3617519B2 (ja) | ディスク部材の製造方法 | |
| JP2001246426A (ja) | 肉薄な底板を有する凹所の形成方法 | |
| JP2004209502A (ja) | モータケースのベアリング支持部プレス成形方法 | |
| JPH09308153A (ja) | スピンドルモータ用ロータフレームの製造方法 | |
| JP2007135314A (ja) | 回転子積層鉄心の製造方法 | |
| JPS58145314A (ja) | 鋼板両面に突出するボスとその成形法 | |
| JP5665829B2 (ja) | 圧縮機の製造方法及びその製造方法で製造した圧縮機 | |
| JP2006159232A (ja) | プレス加工方法における薄板断面成型法 | |
| KR101521133B1 (ko) | 홀의 라운드 형성 제조방법 | |
| JP4360125B2 (ja) | 成形方法 | |
| JP3766797B2 (ja) | プレス加工方法 | |
| JPH0790308B2 (ja) | パイプリングの製造方法 | |
| KR101624588B1 (ko) | 박형 금속 재료를 이용한 베어링부를 갖는 소형 모터 케이스의 제조 방법 | |
| JPS6249815B2 (ja) | ||
| JP4073620B2 (ja) | フランジ製造方法、及びそれにより製造されたフランジ部を有するハードディスク駆動用スピンドルモータのハブ | |
| JPH0110108Y2 (ja) | ||
| JP2004344939A (ja) | 立上り部が一体形成されてなる板状金属製品の製造方法及び装置 | |
| JP2003062621A (ja) | 溝形成方法 | |
| JP2605766Y2 (ja) | 粉末冶金用成形金型における成形パンチ | |
| JP2001038443A (ja) | 板金製部材およびその製造方法 | |
| JP2621148B2 (ja) | 筒部にスリツトを有するカツプ状製品の加工方法 | |
| JPH01293927A (ja) | 溝を有する筒状部品の製造方法 | |
| CN114556757A (zh) | 用于制造壳体的方法和装置 | |
| CN201518300U (zh) | 一种断路器机械联锁底板轴承座固定结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041019 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3650972 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090304 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100304 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100304 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110304 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120304 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130304 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |