JP2004170607A - ミラー素子及びその製造方法 - Google Patents
ミラー素子及びその製造方法 Download PDFInfo
- Publication number
- JP2004170607A JP2004170607A JP2002335145A JP2002335145A JP2004170607A JP 2004170607 A JP2004170607 A JP 2004170607A JP 2002335145 A JP2002335145 A JP 2002335145A JP 2002335145 A JP2002335145 A JP 2002335145A JP 2004170607 A JP2004170607 A JP 2004170607A
- Authority
- JP
- Japan
- Prior art keywords
- mirror
- resin
- backup
- mirror surface
- surface layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Optical Elements Other Than Lenses (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】切削加工などの機械加工で製造することに比べて、短時間で、しかも精度良く製造できるミラー素子を提供する。
【解決手段】ミラー素子(例えば、自由曲面ミラー10)は、ミラー面12に対応する表面部16を有するバックアップ部14と、その表面部16の上に射出成形され、表面部16の反対側にミラー面12が形成されたミラー表層部18とで構成されている。
【選択図】 図3
【解決手段】ミラー素子(例えば、自由曲面ミラー10)は、ミラー面12に対応する表面部16を有するバックアップ部14と、その表面部16の上に射出成形され、表面部16の反対側にミラー面12が形成されたミラー表層部18とで構成されている。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、ミラー素子及びその製造方法に関する。また、本発明は、そのミラー素子からなる自由曲面ミラーに関する。さらに、本発明は、その自由曲面ミラーを備えた光学系、及びその光学系を備えた画像形成装置(具体的に、レーザビームを利用したプリンタ、複写機)に関する。
【0002】
【従来の技術】
従来より、レーザプリンタの光学系には、感光体などの静電潜像担持体上で真っ直ぐにレーザビームを走査するために、fθレンズと呼ばれるレンズ光学素子が使われている。
【0003】
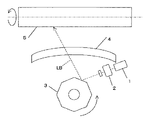
図面を参照して、レーザプリンタ光学系の構成について簡単に説明する。まず、図1に示す光学系において、レーザ光源(例えば、半導体レーザ)1から出射されたレーザビームは、点線で示すように、レンズ群2を介して、多面体のポリゴンミラー3に入射される。ポリゴンミラー3は一定速度で回転しており、入射されたレーザビームの進行方向を変えながら該レーザビームをfθレンズ4を介して感光体5の外周面に走査露光する。また、図2に示す光学系はfθレンズに代えて反射ミラー(自由曲面ミラー「STM」)6を設けたもので、ポリゴンミラー3で反射されたレーザビームを反射ミラー6で反射して感光体5に走査露光する。
【0004】
ところで、上述のfθレンズ4は自由曲面レンズであり、その肉厚(光軸方向の厚み)は場所によって相当異なるうえ、主方向(長手方向)で20μm以内、副方向(短手方向)で0.5〜1μm以内の形状精度が要求される。また、レンズ内の光学的な残留歪は、感光体5に露光されるレーザスポットの輪郭(エッジ)をはっきりさせることによって高精細な画像を作成する必要からほとんど許されない。そのため、fθレンズ4を精度良く製造するために種々の方法が提案されているが、普通の射出成形では要求精度を確保することが難しいうえ、光学的な歪を除去するために多くの時間を要することもあった。
【0005】
一方、後者の反射ミラー6はfθレンズ4に比べて、色収差が発生せず、そのためにレーザの波長を任意に選択できるという利点がある。しかし、他方において、反射ミラー6には、fθレンズ4よりも高い形状精度〔主方向(長手方向)で10μm以内、副方向(短手方向)で0.05μm以内〕が要求される。そのため、レンズの形状を工夫してミラー面側の精度を確保することの取り組みが提案されている(特許文献1参照)。
【0006】
【特許文献1】
特開平09−155928号公報
【0007】
【発明が解決しようとする課題】
そこで、本願発明は、高い形状精度をもって製造可能な反射ミラー(自由曲面ミラー)及びその製造方法を提供することを目的とする。
【0008】
この目的を達成するために、本発明のミラー素子は、
ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に射出成形され、上記表面部の反対側にミラー面が形成されたミラー表層部とを備えたことを特徴とする。
【0009】
本発明の他の形態のミラー素子において、上記ミラー表層部の厚みは、少なくとも有効反射面の領域において、最も厚い部分の肉厚が最も薄い部分の肉厚の約2倍以下であることを特徴とする。
【0010】
本発明の他の形態のミラー素子において、上記バックアップ部は、金属、非金属、樹脂、またはガラスのいずれかによって形成されていることを特徴とする。
【0011】
本発明の他の形態のミラー素子において、上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の強度を高める材料が含まれていることを特徴とする。
【0012】
本発明の他の形態のミラー素子において、上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれていることを特徴とする。
【0013】
本発明の他の形態のミラー素子において、上記バックアップ部は、熱硬化性樹脂又は紫外線硬化樹脂で形成されていることを特徴とする。
【0014】
本発明に係るミラー素子の製造方法は、
ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に設けられ、上記表面部の反対側にミラー面を備えたミラー表層部とを備えたミラー素子の製造方法であって、
上記ミラー素子に対応する大きさのキャビティと上記ミラー面に対応するミラー形成面を有する金型内に、上記バックアップ部を、上記表面部と上記ミラー形成面との間に隙間をあけた状態で配置し、
上記隙間にミラー表層部の基材を射出することを特徴とする。
【0015】
本発明の他の形態のミラー素子の製造方法は、上記ミラー表層部の基材は樹脂又はガラスのいずれかであり、且つこの樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれており、
上記ミラー表層部の成形後、上記金型内にあるバックアップ部を加熱することを特徴とする。
【0016】
本発明の他の形態のミラー素子の製造方法は、
上記ミラー表層部の基材は熱硬化性樹脂であり、
上記ミラー表層部の成形後、上記金型内にある熱硬化性樹脂を加熱することを特徴とする。
【0017】
本発明の他の形態のミラー素子の製造方法は、
上記ミラー表層部の基材は熱硬化性樹脂であり、
上記金型は少なくとも上記ミラー表層部に接する部分が透光性材料で形成されており、
上記ミラー表層部の成形後、上記金型内にある紫外線硬化樹脂に上記透光性材料を介して紫外線を照射することを特徴とする。
請求項7に記載の製造方法。
【0018】
本発明に係る自由曲面ミラーは、上記ミラー表層部が所定の曲率を有する自由曲面に形成された上述のミラー素子からなることを特徴とする。
【0019】
本発明に係る光学系は、上記ミラー素子を備えていることを特徴とする。
【0020】
本発明に係る画像形成装置は、上記光学系を備えたことを特徴とする。
【0021】
【発明の実施の形態】
本発明のミラー素子である自由曲面ミラー及びその製造方法について説明する。なお、以下の説明では方向を意味する用語(例えば、「上」、「下」、「右」、「左」又はそれらを含む用語)を用いるが、それは発明の理解を容易にするためであって、それらの用語の意味によって発明の技術的範囲が限定的に解釈されるべきものでないことは当然である。
【0022】
図3は、レーザを利用したプリンタ又は複写機などの画像形成装置の光学系(図1及び図2参照)に組み込まれる自由曲面ミラーの断面図である。この自由曲面ミラー10は、例えば図面の奥行方向に7mmの幅、左右方向に215mmの長さを有し、長手方向に伸びる図面上部に反射曲面(ミラー面)12が形成されている。反射曲面12は、例えば焦点距離が約180mmとなるように形成される。自由曲面ミラー10はまた、その体積の大部分を占めるバックアップ部14と、反射曲面12の粗形状を形作る曲面部(表面部)16に担持されたミラー表層部18を備えており、このミラー表層部18の表面が反射曲面12を形成している。
【0023】
バックアップ部14は、金属(例えば、アルミニウム、ステンレス)、ガラス、又は樹脂(例えば、ポリカーボネート(PC)、ABS、COPなど、寸法安定性の良いもの)から作ることができる。樹脂やガラスでバックアップ部14を作成する場合、その強度や剛性を高めるために適当な材料(例えば、ガラス繊維、金属繊維、または炭素繊維)を混入することが好ましい。ミラー表層部18は樹脂(例えば、ポリエチレン、ポリカーボネート、アクリル樹脂又はメタクリル樹脂)からなり、バックアップ部14の曲面部16の上に直接成形されている。
【0024】
自由曲面ミラー10の製造方法について説明する。まず、バックアップ部14を公知の成形法(例えば、射出成形)によって形成する。このとき出来上がったバックアップ部14(図4参照)の曲面部16には、後にその上に成形されるミラー表層部18が作る反射曲面12に要求される形状精度まで必要とされることがない。次に、図5に示すように、最終製品である自由曲面ミラー10に対応する大きさのキャビティが形成された金型20に、上述のようにして作成したバックアップ部14を挿入して位置決めする。この状態で、金型20内には、バックアップ部14の曲面部16とこれに対向する金型内面(この金型内面が反射曲面を形成するミラー形成面。)22との間に、ミラー表層部18の厚みに相当する厚みの隙間24が残る。続いて、その隙間24にミラー表層部18の溶融基材を射出し、バックアップ部14の曲面部16上にミラー表層部18を一体的に形成する。
【0025】
射出成形されたミラー表層部18の肉厚(図面の上下方向の厚み)は、反射曲面12の全域又は反射曲面12の中で光の反射に有効に利用される領域(有効反射面)について、最も厚い部分の肉厚が最も薄い部分の肉厚の約2倍以下となるように決めるのが好ましい。また、肉厚は、小さすぎると(例えば1mm以下の場合)射出時の冷却・固化が必要以上に早く進み、大きすぎると(例えば、10mm以上の場合)冷却速度が各部によってばらつく。そのため、バックアップ部14の性質(例えば、熱伝導率)を考慮して最適な値に決定する必要がある。
【0026】
バックアップ部14を構成する材料には、強度・靭性・断熱性の点で優れたジルコニアなどのセラミック材料を用いてもよい。この場合、ミラー表層部18の肉厚が薄い場合でも、材料の断熱性によって射出材料の固化に要する時間を必要程度まで確保できる。
【0027】
バックアップ部14を樹脂で形成する場合、そこにはバックアップ部14の熱伝導率を高める材料として、金属(例えば銅)又は炭素の若しくはそれらの粉状体を添加してもよい。この場合、図6に示すように、バックアップ部14の背後(ミラー表層部18の反対側)にヒータ26を設け、これによりヒータ26から放出された熱をバックアップ部14からミラー表層部18に伝達することで、成形直後のミラー表層部18の固化を遅らせることができる。
【0028】
上述した材料の他に、ミラー表層部18には紫外線硬化樹脂を利用してもよい。この場合、図7に示すように、石英などの透光性材料で形成された金型28内に紫外線硬化樹脂を注入してミラー表層部18を成形した後、注入された紫外線硬化樹脂に紫外線ランプ30などから紫外線32を照射してミラー表層部18を作ることができる。なお、金型はその全体を透光性材料で形成する必要はなく、少なくともミラー表層部に接してこれを形作る部分だけを透光性材料で形成してもよい。
【0029】
ミラー表層部18に熱硬化樹脂を利用することもできる。この場合、金型内に熱硬化樹脂を注入してミラー表層部を成形した後、金型に設けたヒータで熱硬化樹脂を加熱して熱硬化させることでミラー表層部を作ることができる。その際、上述のようにバックアップ部14に熱伝導性の高い材料を用いて該バックアップ部14を介して熱硬化樹脂に熱を与えることで更に硬化時間を短縮することができる。
【0030】
なお、以上の説明では、ミラー素子の一例として自由曲面ミラーを挙げたが、本発明は同様の構成を有する他のミラー素子及びその製造方法にも適用可能である。
【0031】
また、以上の説明では、バックアップ部14とミラー表層部18の両方を射出成形によって形成したが、バックアップ部14については機械加工によって形成してもよい。
【0032】
【発明の効果】
以上の説明から明らかなように、本発明によれば、切削加工などの機械加工で製造することに比べて、短時間で、しかも精度良くミラー素子を製造することができる。
【図面の簡単な説明】
【図1】fθレンズを利用したレーザプリンタ光学系の概略構成を示す平面図。
【図2】自由曲面ミラーを利用したレーザプリンタ光学系の概略構成を示す平面図。
【図3】本発明に係る自由曲面ミラーの断面図。
【図4】バックアップ部の正面図。
【図5】自由曲面ミラーを製造する方法の一例を示す図。
【図6】自由曲面ミラーの他の製造方法を説明する図。
【図7】自由曲面ミラーの他の製造方法を説明する図。
【符号の説明】
10:自由曲面ミラー
12:反射曲面(ミラー面)
14:バックアップ部
16:曲面部(表面部)
18:ミラー表層部
20:金型
22:金型内面
24:隙間
26:ヒータ
28:金型
30:紫外線ランプ
32:紫外線
【発明の属する技術分野】
本発明は、ミラー素子及びその製造方法に関する。また、本発明は、そのミラー素子からなる自由曲面ミラーに関する。さらに、本発明は、その自由曲面ミラーを備えた光学系、及びその光学系を備えた画像形成装置(具体的に、レーザビームを利用したプリンタ、複写機)に関する。
【0002】
【従来の技術】
従来より、レーザプリンタの光学系には、感光体などの静電潜像担持体上で真っ直ぐにレーザビームを走査するために、fθレンズと呼ばれるレンズ光学素子が使われている。
【0003】
図面を参照して、レーザプリンタ光学系の構成について簡単に説明する。まず、図1に示す光学系において、レーザ光源(例えば、半導体レーザ)1から出射されたレーザビームは、点線で示すように、レンズ群2を介して、多面体のポリゴンミラー3に入射される。ポリゴンミラー3は一定速度で回転しており、入射されたレーザビームの進行方向を変えながら該レーザビームをfθレンズ4を介して感光体5の外周面に走査露光する。また、図2に示す光学系はfθレンズに代えて反射ミラー(自由曲面ミラー「STM」)6を設けたもので、ポリゴンミラー3で反射されたレーザビームを反射ミラー6で反射して感光体5に走査露光する。
【0004】
ところで、上述のfθレンズ4は自由曲面レンズであり、その肉厚(光軸方向の厚み)は場所によって相当異なるうえ、主方向(長手方向)で20μm以内、副方向(短手方向)で0.5〜1μm以内の形状精度が要求される。また、レンズ内の光学的な残留歪は、感光体5に露光されるレーザスポットの輪郭(エッジ)をはっきりさせることによって高精細な画像を作成する必要からほとんど許されない。そのため、fθレンズ4を精度良く製造するために種々の方法が提案されているが、普通の射出成形では要求精度を確保することが難しいうえ、光学的な歪を除去するために多くの時間を要することもあった。
【0005】
一方、後者の反射ミラー6はfθレンズ4に比べて、色収差が発生せず、そのためにレーザの波長を任意に選択できるという利点がある。しかし、他方において、反射ミラー6には、fθレンズ4よりも高い形状精度〔主方向(長手方向)で10μm以内、副方向(短手方向)で0.05μm以内〕が要求される。そのため、レンズの形状を工夫してミラー面側の精度を確保することの取り組みが提案されている(特許文献1参照)。
【0006】
【特許文献1】
特開平09−155928号公報
【0007】
【発明が解決しようとする課題】
そこで、本願発明は、高い形状精度をもって製造可能な反射ミラー(自由曲面ミラー)及びその製造方法を提供することを目的とする。
【0008】
この目的を達成するために、本発明のミラー素子は、
ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に射出成形され、上記表面部の反対側にミラー面が形成されたミラー表層部とを備えたことを特徴とする。
【0009】
本発明の他の形態のミラー素子において、上記ミラー表層部の厚みは、少なくとも有効反射面の領域において、最も厚い部分の肉厚が最も薄い部分の肉厚の約2倍以下であることを特徴とする。
【0010】
本発明の他の形態のミラー素子において、上記バックアップ部は、金属、非金属、樹脂、またはガラスのいずれかによって形成されていることを特徴とする。
【0011】
本発明の他の形態のミラー素子において、上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の強度を高める材料が含まれていることを特徴とする。
【0012】
本発明の他の形態のミラー素子において、上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれていることを特徴とする。
【0013】
本発明の他の形態のミラー素子において、上記バックアップ部は、熱硬化性樹脂又は紫外線硬化樹脂で形成されていることを特徴とする。
【0014】
本発明に係るミラー素子の製造方法は、
ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に設けられ、上記表面部の反対側にミラー面を備えたミラー表層部とを備えたミラー素子の製造方法であって、
上記ミラー素子に対応する大きさのキャビティと上記ミラー面に対応するミラー形成面を有する金型内に、上記バックアップ部を、上記表面部と上記ミラー形成面との間に隙間をあけた状態で配置し、
上記隙間にミラー表層部の基材を射出することを特徴とする。
【0015】
本発明の他の形態のミラー素子の製造方法は、上記ミラー表層部の基材は樹脂又はガラスのいずれかであり、且つこの樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれており、
上記ミラー表層部の成形後、上記金型内にあるバックアップ部を加熱することを特徴とする。
【0016】
本発明の他の形態のミラー素子の製造方法は、
上記ミラー表層部の基材は熱硬化性樹脂であり、
上記ミラー表層部の成形後、上記金型内にある熱硬化性樹脂を加熱することを特徴とする。
【0017】
本発明の他の形態のミラー素子の製造方法は、
上記ミラー表層部の基材は熱硬化性樹脂であり、
上記金型は少なくとも上記ミラー表層部に接する部分が透光性材料で形成されており、
上記ミラー表層部の成形後、上記金型内にある紫外線硬化樹脂に上記透光性材料を介して紫外線を照射することを特徴とする。
請求項7に記載の製造方法。
【0018】
本発明に係る自由曲面ミラーは、上記ミラー表層部が所定の曲率を有する自由曲面に形成された上述のミラー素子からなることを特徴とする。
【0019】
本発明に係る光学系は、上記ミラー素子を備えていることを特徴とする。
【0020】
本発明に係る画像形成装置は、上記光学系を備えたことを特徴とする。
【0021】
【発明の実施の形態】
本発明のミラー素子である自由曲面ミラー及びその製造方法について説明する。なお、以下の説明では方向を意味する用語(例えば、「上」、「下」、「右」、「左」又はそれらを含む用語)を用いるが、それは発明の理解を容易にするためであって、それらの用語の意味によって発明の技術的範囲が限定的に解釈されるべきものでないことは当然である。
【0022】
図3は、レーザを利用したプリンタ又は複写機などの画像形成装置の光学系(図1及び図2参照)に組み込まれる自由曲面ミラーの断面図である。この自由曲面ミラー10は、例えば図面の奥行方向に7mmの幅、左右方向に215mmの長さを有し、長手方向に伸びる図面上部に反射曲面(ミラー面)12が形成されている。反射曲面12は、例えば焦点距離が約180mmとなるように形成される。自由曲面ミラー10はまた、その体積の大部分を占めるバックアップ部14と、反射曲面12の粗形状を形作る曲面部(表面部)16に担持されたミラー表層部18を備えており、このミラー表層部18の表面が反射曲面12を形成している。
【0023】
バックアップ部14は、金属(例えば、アルミニウム、ステンレス)、ガラス、又は樹脂(例えば、ポリカーボネート(PC)、ABS、COPなど、寸法安定性の良いもの)から作ることができる。樹脂やガラスでバックアップ部14を作成する場合、その強度や剛性を高めるために適当な材料(例えば、ガラス繊維、金属繊維、または炭素繊維)を混入することが好ましい。ミラー表層部18は樹脂(例えば、ポリエチレン、ポリカーボネート、アクリル樹脂又はメタクリル樹脂)からなり、バックアップ部14の曲面部16の上に直接成形されている。
【0024】
自由曲面ミラー10の製造方法について説明する。まず、バックアップ部14を公知の成形法(例えば、射出成形)によって形成する。このとき出来上がったバックアップ部14(図4参照)の曲面部16には、後にその上に成形されるミラー表層部18が作る反射曲面12に要求される形状精度まで必要とされることがない。次に、図5に示すように、最終製品である自由曲面ミラー10に対応する大きさのキャビティが形成された金型20に、上述のようにして作成したバックアップ部14を挿入して位置決めする。この状態で、金型20内には、バックアップ部14の曲面部16とこれに対向する金型内面(この金型内面が反射曲面を形成するミラー形成面。)22との間に、ミラー表層部18の厚みに相当する厚みの隙間24が残る。続いて、その隙間24にミラー表層部18の溶融基材を射出し、バックアップ部14の曲面部16上にミラー表層部18を一体的に形成する。
【0025】
射出成形されたミラー表層部18の肉厚(図面の上下方向の厚み)は、反射曲面12の全域又は反射曲面12の中で光の反射に有効に利用される領域(有効反射面)について、最も厚い部分の肉厚が最も薄い部分の肉厚の約2倍以下となるように決めるのが好ましい。また、肉厚は、小さすぎると(例えば1mm以下の場合)射出時の冷却・固化が必要以上に早く進み、大きすぎると(例えば、10mm以上の場合)冷却速度が各部によってばらつく。そのため、バックアップ部14の性質(例えば、熱伝導率)を考慮して最適な値に決定する必要がある。
【0026】
バックアップ部14を構成する材料には、強度・靭性・断熱性の点で優れたジルコニアなどのセラミック材料を用いてもよい。この場合、ミラー表層部18の肉厚が薄い場合でも、材料の断熱性によって射出材料の固化に要する時間を必要程度まで確保できる。
【0027】
バックアップ部14を樹脂で形成する場合、そこにはバックアップ部14の熱伝導率を高める材料として、金属(例えば銅)又は炭素の若しくはそれらの粉状体を添加してもよい。この場合、図6に示すように、バックアップ部14の背後(ミラー表層部18の反対側)にヒータ26を設け、これによりヒータ26から放出された熱をバックアップ部14からミラー表層部18に伝達することで、成形直後のミラー表層部18の固化を遅らせることができる。
【0028】
上述した材料の他に、ミラー表層部18には紫外線硬化樹脂を利用してもよい。この場合、図7に示すように、石英などの透光性材料で形成された金型28内に紫外線硬化樹脂を注入してミラー表層部18を成形した後、注入された紫外線硬化樹脂に紫外線ランプ30などから紫外線32を照射してミラー表層部18を作ることができる。なお、金型はその全体を透光性材料で形成する必要はなく、少なくともミラー表層部に接してこれを形作る部分だけを透光性材料で形成してもよい。
【0029】
ミラー表層部18に熱硬化樹脂を利用することもできる。この場合、金型内に熱硬化樹脂を注入してミラー表層部を成形した後、金型に設けたヒータで熱硬化樹脂を加熱して熱硬化させることでミラー表層部を作ることができる。その際、上述のようにバックアップ部14に熱伝導性の高い材料を用いて該バックアップ部14を介して熱硬化樹脂に熱を与えることで更に硬化時間を短縮することができる。
【0030】
なお、以上の説明では、ミラー素子の一例として自由曲面ミラーを挙げたが、本発明は同様の構成を有する他のミラー素子及びその製造方法にも適用可能である。
【0031】
また、以上の説明では、バックアップ部14とミラー表層部18の両方を射出成形によって形成したが、バックアップ部14については機械加工によって形成してもよい。
【0032】
【発明の効果】
以上の説明から明らかなように、本発明によれば、切削加工などの機械加工で製造することに比べて、短時間で、しかも精度良くミラー素子を製造することができる。
【図面の簡単な説明】
【図1】fθレンズを利用したレーザプリンタ光学系の概略構成を示す平面図。
【図2】自由曲面ミラーを利用したレーザプリンタ光学系の概略構成を示す平面図。
【図3】本発明に係る自由曲面ミラーの断面図。
【図4】バックアップ部の正面図。
【図5】自由曲面ミラーを製造する方法の一例を示す図。
【図6】自由曲面ミラーの他の製造方法を説明する図。
【図7】自由曲面ミラーの他の製造方法を説明する図。
【符号の説明】
10:自由曲面ミラー
12:反射曲面(ミラー面)
14:バックアップ部
16:曲面部(表面部)
18:ミラー表層部
20:金型
22:金型内面
24:隙間
26:ヒータ
28:金型
30:紫外線ランプ
32:紫外線
Claims (13)
- ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に射出成形され、上記表面部の反対側にミラー面が形成されたミラー表層部とを備えたことを特徴とするミラー素子。 - 上記ミラー表層部の厚みは、少なくとも有効反射面の領域において、最も厚い部分の肉厚が最も薄い部分の肉厚の約2倍以下であることを特徴とする請求項1に記載のミラー素子。
- 上記バックアップ部は、金属、非金属、樹脂、またはガラスのいずれかによって形成されていることを特徴とする請求項1又は2のいずれかに記載のミラー素子。
- 上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の強度を高める材料が含まれていることを特徴とする請求項1又は2に記載のミラー素子。
- 上記バックアップ部は、樹脂又はガラスのいずれかによって形成されており、この樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれていることを特徴とする請求項1又は2に記載のミラー素子。
- 上記バックアップ部は、熱硬化性樹脂又は紫外線硬化樹脂で形成されていることを特徴とする請求項1又は2に記載のミラー素子。
- ミラー面に対応する表面部を有するバックアップ部と、
上記表面部の上に設けられ、上記表面部の反対側にミラー面を備えたミラー表層部とを備えたミラー素子の製造方法であって、
上記ミラー素子に対応する大きさのキャビティと上記ミラー面に対応するミラー形成面を有する金型内に、上記バックアップ部を、上記表面部と上記ミラー形成面との間に隙間をあけた状態で配置し、
上記隙間にミラー表層部の基材を射出することを特徴とするミラー素子の製造方法。 - 上記ミラー表層部の基材は樹脂又はガラスのいずれかであり、且つこの樹脂又はガラスにはバックアップ部の伝熱性を高める材料が含まれており、
上記ミラー表層部の成形後、上記金型内にあるバックアップ部を加熱することを特徴とする請求項7に記載の製造方法。 - 上記ミラー表層部の基材は熱硬化性樹脂であり、
上記ミラー表層部の成形後、上記金型内にある熱硬化性樹脂を加熱することを特徴とする請求項7に記載の製造方法。 - 上記ミラー表層部の基材は熱硬化性樹脂であり、
上記金型は少なくとも上記ミラー表層部に接する部分が透光性材料で形成されており、
上記ミラー表層部の成形後、上記金型内にある紫外線硬化樹脂に上記透光性材料を介して紫外線を照射することを特徴とする請求項7に記載の製造方法。 - 上記ミラー表層部が所定の曲率を有する自由曲面に形成された請求項1〜6のいずれか一に記載されたミラー素子からなることを特徴とする自由曲面ミラー。
- 請求項10の自由曲面ミラーを備えたことを特徴とする光学系。
- 請求項11の光学系を備えたことを特徴とする画像形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002335145A JP2004170607A (ja) | 2002-11-19 | 2002-11-19 | ミラー素子及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002335145A JP2004170607A (ja) | 2002-11-19 | 2002-11-19 | ミラー素子及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004170607A true JP2004170607A (ja) | 2004-06-17 |
Family
ID=32699351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002335145A Pending JP2004170607A (ja) | 2002-11-19 | 2002-11-19 | ミラー素子及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004170607A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100942809B1 (ko) | 2008-10-08 | 2010-02-17 | 김진동 | 차량용 인사이드 리어뷰 미러의 제조방법 |
| WO2010106845A1 (ja) * | 2009-03-19 | 2010-09-23 | コニカミノルタオプト株式会社 | 中空部を形成した反射光学素子および走査光学装置 |
| US20140009571A1 (en) * | 2006-11-23 | 2014-01-09 | Zheng Jason Geng | Wide Field of View Reflector and Method of Designing and Making Same |
| JP2015080486A (ja) * | 2013-10-21 | 2015-04-27 | 日本電気硝子株式会社 | 鏡面体及び鏡面体構造物 |
| KR20200110975A (ko) * | 2019-03-18 | 2020-09-28 | (주)네오하나텍 | 미러 내삽 렌즈를 생산하는 방법 및 장치, 상기 방법 및 장치를 통해 생산된 미러 내삽 렌즈 |
| CN114055712A (zh) * | 2021-11-22 | 2022-02-18 | 常州工学院 | 一种角锥反射镜的加工装置及方法 |
| CN114988678A (zh) * | 2022-05-31 | 2022-09-02 | 宁夏吉光新能源有限公司 | 一种双曲面聚光反射镜的制造方法 |
| WO2024028938A1 (ja) * | 2022-08-01 | 2024-02-08 | 三菱電機株式会社 | 画像センシング装置 |
-
2002
- 2002-11-19 JP JP2002335145A patent/JP2004170607A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140009571A1 (en) * | 2006-11-23 | 2014-01-09 | Zheng Jason Geng | Wide Field of View Reflector and Method of Designing and Making Same |
| KR100942809B1 (ko) | 2008-10-08 | 2010-02-17 | 김진동 | 차량용 인사이드 리어뷰 미러의 제조방법 |
| WO2010106845A1 (ja) * | 2009-03-19 | 2010-09-23 | コニカミノルタオプト株式会社 | 中空部を形成した反射光学素子および走査光学装置 |
| CN102356336A (zh) * | 2009-03-19 | 2012-02-15 | 柯尼卡美能达精密光学株式会社 | 形成了中空部的反射光学元件及扫描光学装置 |
| US8427726B2 (en) | 2009-03-19 | 2013-04-23 | Konica Minolta Opto, Inc. | Hollow reflecting optical element and scanning optical device |
| JP5464208B2 (ja) * | 2009-03-19 | 2014-04-09 | コニカミノルタ株式会社 | 反射光学素子の製造方法 |
| JP2015080486A (ja) * | 2013-10-21 | 2015-04-27 | 日本電気硝子株式会社 | 鏡面体及び鏡面体構造物 |
| KR20200110975A (ko) * | 2019-03-18 | 2020-09-28 | (주)네오하나텍 | 미러 내삽 렌즈를 생산하는 방법 및 장치, 상기 방법 및 장치를 통해 생산된 미러 내삽 렌즈 |
| KR102671489B1 (ko) * | 2019-03-18 | 2024-06-03 | (주)네오하나텍 | 미러 내삽 렌즈를 생산하는 방법 및 장치, 상기 방법 및 장치를 통해 생산된 미러 내삽 렌즈 |
| CN114055712A (zh) * | 2021-11-22 | 2022-02-18 | 常州工学院 | 一种角锥反射镜的加工装置及方法 |
| CN114988678A (zh) * | 2022-05-31 | 2022-09-02 | 宁夏吉光新能源有限公司 | 一种双曲面聚光反射镜的制造方法 |
| WO2024028938A1 (ja) * | 2022-08-01 | 2024-02-08 | 三菱電機株式会社 | 画像センシング装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2003279874A (ja) | 光走査装置および画像形成装置 | |
| EP1296163A3 (en) | Resin-made convex cone mirror for projecting a reference laser beam | |
| JP2004170607A (ja) | ミラー素子及びその製造方法 | |
| KR100818378B1 (ko) | 광학 소자, 광 주사 장치, 및 그 광 주사 장치를 구비하는화상 형성 장치, 광학 소자의 고정 접합 방법, 및 고정접합 장치 | |
| JP2008170905A (ja) | レンズ固定方法およびレンズユニット | |
| JP5854002B2 (ja) | 画像読取用の線状光源装置 | |
| JP5182317B2 (ja) | レンズ | |
| JP5093280B2 (ja) | レンズ | |
| JP2003177264A (ja) | 光導波路装置及びその製造方法 | |
| JP5885629B2 (ja) | レンズ固定構造、光走査装置、画像形成装置 | |
| JP4380615B2 (ja) | ライトガイドおよび光照射装置 | |
| JP2007276396A (ja) | 樹脂レンズの成形方法及び樹脂レンズ | |
| JPH076602A (ja) | 車両用灯具装置 | |
| JP2005062399A (ja) | 光走査装置及び画像形成装置 | |
| JP2014531617A (ja) | パノラマ光学透明筐体 | |
| JP2656427B2 (ja) | レーザプリンタの光学装置およびこの光学装置に用いられるレンズ | |
| JPS60167201A (ja) | ランプ構成体に対する光学装置の製造方法 | |
| US5197110A (en) | Wavelength converting device having a surrounding resin layer | |
| JP4751184B2 (ja) | プラスチック光学素子、光走査装置及びこの光走査装置を搭載した画像形成装置 | |
| JP3112572B2 (ja) | 光ファイバ先端部の球面加工方法 | |
| JP2004271618A (ja) | 光ファイバアレイの製造方法 | |
| JP2005331715A (ja) | 結像光学系及びそれを用いた画像読取装置 | |
| EP0909969A3 (en) | Laser scanning optical system and image forming apparatus using the same | |
| JP2002267807A (ja) | プラスチック光学素子 | |
| JP2020126158A (ja) | 構造体、構造体の製造方法、レーザ装置、及びレーザシステム |