JP2004145597A - 加工計画方法及び装置 - Google Patents
加工計画方法及び装置 Download PDFInfo
- Publication number
- JP2004145597A JP2004145597A JP2002309154A JP2002309154A JP2004145597A JP 2004145597 A JP2004145597 A JP 2004145597A JP 2002309154 A JP2002309154 A JP 2002309154A JP 2002309154 A JP2002309154 A JP 2002309154A JP 2004145597 A JP2004145597 A JP 2004145597A
- Authority
- JP
- Japan
- Prior art keywords
- machining
- processing
- rectangle
- planning
- order
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
【課題】ステージを直線動作させる低速位置決め手段非停止加工における、同一加工点において最小時間間隔を確保しつつ、複数回加工を行う繰返し加工時の加工時間を短縮してスループットを向上させる。
【解決手段】加工矩形の終端で、低速位置決め手段の進行方向を反転させて繰り返し加工する。
【選択図】 図3
【解決手段】加工矩形の終端で、低速位置決め手段の進行方向を反転させて繰り返し加工する。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工する際の加工計画方法及び装置に係り、特に、レーザビームを照射してプリント配線基板等に複数の穴開け加工を行うレーザ穴開け機に用いるのに好適な、穴開け等の加工位置の2次元平面における分布状態を数学的に捉えて、XYステージの速度、加速度、軌道やガルバノスキャナの穴開け位置訪問順序等の機器の動作を効率良く計画することにより、加工時間を短縮することが可能な加工計画方法、該加工計画方法により決定された加工を行う加工方法、同様な加工計画装置、該加工計画装置を含む加工装置、前記加工計画方法を実施したり前記加工計画装置を実現するためのコンピュータプログラム、及び、該コンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体に関する。
【0002】
【従来の技術】
近年、電子機器の小型化や高密度実装化の要求に伴い、複数のプリント配線基板を重ね合わせた多層プリント配線基板が提供されるようになってきている。このような多層プリント配線基板では、上下に積層されたプリント配線基板のそれぞれに形成された導電層間を電気的に接続するため、これらの基板に、スルーホールあるいはビアホールと呼ばれる穴が形成される。そして、これらの穴の内部に導電膜を形成することにより、各プリント配線基板の導電層間の接続が行われる。
【0003】
プリント配線基板に形成される穴は、最近のプリント配線基板の小型化や高機能化に伴って小型化し、直径0.1mm以下になってきている。このような小径の穴を精度良く形成するために、パルス発振型のレーザビームが用いられている。
【0004】
従来のパルス発振型レーザを用いたレーザ穴開け機の一般的な構成を図1に示す。本構成例は、図示しないレーザ発振器から照射される、例えばパルス状のレーザ光線20を、所定の方向(図1では紙面に垂直な方向)に走査するための回転ミラー23を含む第1ガルバノスキャナ22と、該第1ガルバノスキャナ22によって紙面に垂直な方向に走査されたレーザ光線を、該第1ガルバノスキャナ22による走査方向と垂直な方向(図1では紙面と平行な方向)に走査するための回転ミラー25を含む第2ガルバノスキャナ24と、前記第1及び第2ガルバノスキャナ22、24により2方向に走査されたレーザ光線を、XYステージ12上に固定された、基板等の加工対象物(ワークと称する)10の表面に対して垂直な方向に偏向して照射するためのf−θレンズ26とを備えている。
【0005】
このように、第1、第2ガルバノスキャナ22、24を用いることにより、レーザ光線20を、スキャナ先端の回転ミラー23、25に反射させ、進行方向を任意に変えることができる。ここで、回転ミラー23、25は軽量であるため、高速位置決めが可能である。
【0006】
前記ガルバノスキャナ22、24によって偏向したレーザ光線は、f−θレンズ26を通過して、ワーク10に集光する。このf−θレンズ26は、一般に高価なものであるために、サイズが限定されてしまい、そのため、あるタイミングにおけるビーム照射範囲(一般に加工エリアと称する)の大きさが数十mm角程度の正方形に制限されており、一般的なワーク10の大きさより狭い。
【0007】
そこで、XYステージ12によりワーク10を搬送することにより、広範囲な位置決めを可能としている。但し、XYステージ12は重量が大きいため、位置決めに費やす時間が大きい。
【0008】
このようにして、レーザ穴開け機は、高速狭範囲の位置決め手段であるガルバノスキャナ(以下、単にスキャナとも称する)、及び、低速広範囲の位置決め手段であるXYステージ(以下、単にステージとも称する)の2つの位置決め手段を用いることにより、高速広範囲な穴開け位置決めを行い、位置決め完了後に照射を行う加工方法を取っている。
【0009】
そして、照射時に1回の照射で所要の穴を貫通することができない場合は、複数回数の照射を行なうことにより、穴開けを行なう。
【0010】
複数回の照射の方法は、同一穴に留まって複数回照射を行ない、次の穴へと移動する方法(一般にバースト加工と称する)と、ある加工エリア内の1周分の穴開けを順次複数回行なう方法(一般にサイクル加工と称する)、及び、その組合せ(一般にコンビネーション加工と称する)に分けられる。これらの加工方法は、基板の材質、用いるレーザ光、パルス形状等により、適切に使い分けられるものであり、サイクル加工による方法は、例えば特開平11−192571や特開平11−284311に記載されている。
【0011】
サイクル加工を行なう最大の理由は、各加工穴の照射時間間隔(最小間隔)を確保するためである。即ち、加工エリア内の全ての穴の加工を順次行なう間に、所定の照射時間間隔が経過することを利用している。従って、サイクル加工においては、スキャナ走査(加工穴間の移動)回数が増大し、ユーザが求める重要な性能の1つである加工スループットに関しては期待できない面がある。
【0012】
又、スキャナとステージを用いて位置決めし穴開け加工を行なう方法には、加工エリア毎にステージを止め、スキャナのみを動かして、レーザビームを走査しつつ加工を行なう、いわゆるステップアンドリピート(S&R)による加工(以下、低速位置決め手段停止加工、又は、ステージ停止加工とも称する)と、ステージを止めることなく移動させたまま、スキャナも動かして、レーザビームを走査しつつ加工を行なう、いわゆる協調制御(同期制御とも称する)による加工(以下、低速位置決め手段非停止加工、又は、ステージ非停止加工とも称する)があり、後者の協調制御に関しては、例えば特許文献1や特許文献2に記載されている。
【0013】
【特許文献1】
特許第3155012号公報
【特許文献2】
特開2000−100608号公報
【0014】
【発明が解決しようとする課題】
しかしながら、このような協調制御における前記サイクル加工の効率化に関しては、全く記載されていない。例えば、特許文献1は、大略ガルバノスキャナ及びステージの協調的な位置決めを行なうためのシステムに関するものであるが、穴開け順序に関しては、市販のデータベース生成ツールに頼っている。このような場合に同一点を照射する時間の最小間隔を確保したい場合には、同一個所に最小間隔以上留まっているか、全点の加工を終えた後、再び同様の加工を施すかのいずれかであり、いずれにしても高いスループットを期待することはできなかった。又、特許文献2には、ステージの移動目標位置を直線状に並べることと、具体的な穴開け位置訪問順序決定法が記載されているが、やはり、各加工点において最小間隔の時間を空けたい場合の穴開け位置訪問順序決定法に関しては記載されていなかった。
【0015】
本発明は、前記従来の問題点を解決するべくなされたもので、ステージを直線動作させる低速位置決め手段非停止加工における、同一加工点において最小時間間隔を確保しつつ、複数回加工を行う繰返し加工(従来のサイクル加工)時の加工時間を短縮してスループットを向上させることを課題とする。
【0016】
【課題を解決するための手段】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工する際の加工計画方法であって、前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工するようにして、前記課題を解決したものである。
【0017】
又、前記加工矩形の訪問順序及び進入口を、繰り返し加工回数が偶数であるのか奇数であるのかにより変えるようにしたものである。
【0018】
又、前記加工矩形の進行辺が一方向に揃っている場合は、ワーク上の加工エリア遷移軌道が全体に蛇行状となるように、前記加工矩形の訪問順序を進行辺と垂直な方向にソートされた順序とし、各加工矩形の進入口を加工矩形両端のうち前回訪問した加工矩形の退出口と近い方にしたものである。
【0019】
又、前記加工矩形の訪問順序を、巡回セールスマン問題又はハミルトン路長最小化問題の解法により最適化し、進入口の選択を、動的計画法の解法により最適化するようにしたものである。
【0020】
本発明は、又、前記の加工計画方法により決定された加工を行なう加工方法を提供するものである。
【0021】
又、前記の加工計画方法又は加工方法を実施するためのコンピュータプログラムを提供するものである。
【0022】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工するための加工計画装置であって、前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工するための手段を備えることにより、前記課題を解決したものである。
【0023】
本発明は、又、前記の加工計画装置を含む加工装置を提供するものである。
【0024】
又、前記の加工計画装置又は加工装置を実現するためのコンピュータプログラムを提供するものである。
【0025】
又、前記のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体を提供するものである。
【0026】
【発明の実施の形態】
以下図面を参照して、XYステージとガルバノスキャナを備えたレーザ穴開け機により穴を開ける場合に適用した本発明の実施形態を詳細に説明する。
【0027】
本実施形態は、図2に示す如く、レーザ穴開け機30と、例えばハードディスクやフレキシブルディスク等の外部メモリに記憶された、前記レーザ穴開け機30が加工を行なうための加工データファイル群42、該加工データファイル群42を変換する加工データ変換プログラム(Prg)44、例えば内部メモリに記憶された加工データ46、例えば外部メモリに記録された動作モデルファイル48、該動作モデルファイル48を読み込むための動作モデルファイル読込みプログラム(Prg)50、例えば内部メモリに記憶された動作モデルデータ52、本発明に係る加工計画プログラム(Prg)54、前記レーザ穴開け機30を制御する加工制御プログラム(Prg)56を含む、前記レーザ穴開け機30と通信可能なパソコン(PC)40とを備えている。
【0028】
なお、図2では、加工を制御する加工制御プログラム56と、加工を計画する加工計画プログラム54が、同じPC40内に収まっており、加工計画がオンラインで処理するようにされているが、これらは別個でもよい。即ち、加工計画プログラム54は、オフラインで実行可能である。
【0029】
本実施形態において、PC40と通信可能なレーザ穴開け機30は、加工データ46に従って、加工制御プログラム56により制御され、加工を行なう。加工データ46は、通常、ハードディスクやフレキシブルディスク等の外部メモリにある加工データファイル群42を、加工データ変換プログラム44で変換することにより得られる。加工データ46は、レーザ穴開け機30を効率良く動かすために、加工計画プログラム54により更新される。この加工計画プログラム54は、内部機器(ガルバノスキャナ及びXYステージ)の動作をモデル化した動作モデル52を用いる。この動作モデル52は、通常、内部メモリに常駐していないので、外部メモリにある動作モデルファイル48を、動作モデルファイル読込みプログラム50を用いて読み込むことにより得る。
【0030】
前記レーザ穴開け機30は、前記加工データファイル群42の内容に従って動作する。加工開始命令の後、レーザ穴開け機30の動作を制御するのは。前記加工制御プログラム56である。即ち、当事者は、加工に際して加工データファイル群42を用意し、加工制御プログラム56に加工開始命令を与えて、レーザ穴開け機30を動作させる。
【0031】
前記加工データファイル群42の内容は、構成機器(ガルバノスキャナ及びXYステージ)の動作順序が最適でないようなことも有り得る。従って、前記加工計画プログラム54は、加工データを最適化する。本発明は、この加工計画プログラム54における穴開け順序最適化機能に関するもので、特に、ステージ直線進行動作における協調制御、即ち、まず加工矩形分割を行ない、その上で加工矩形の訪問順序を定め、各加工矩形内の経路決定を行なうようなプログラムに関するものである。
【0032】
まず、本発明により、加工矩形の終端でUターンする方法について説明する。
【0033】
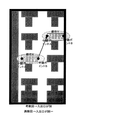
今、図3(A)に示す如く加工矩形分割を行ない、そのうちの1つの加工矩形が図3(B)に示す如くであり、そのステージ動作方向(実際には基板から見た加工エリア遷移方向で、ステージは反対方向に動作しているが、図の如く矢印を書く方が判り易いため、ステージ動作方向と書くことにする。又、加工矩形の進入口、退出口は、基板から見た加工エリアの遷移における進入、退出箇所を表すものとする)が左から右に向かうものであるとする。
【0034】
従来の加工では、図3(B)の▲1▼→▲2▼と進み、次の加工矩形へと移っていたが、本発明では、▲1▼→▲2▼の後、ステージが▲3▼Uターンし、再び同じ加工矩形上を▲4▼右から左へと直線動作する。なお、当然ながら3繰返し以上必要な場合も、同様に、1繰返し分増加する毎に、Uターンして反対方向への進行による加工を順次繰り返す方法を採る。なお、この方法では、ステージのUターンに費やす時間(数百ミリ秒程度)は、照射の最小間隔よりも長いため、各加工点において最小間隔以上の時間を空けたいという要求は、自然に満足される。
【0035】
次に、このような各加工矩形における繰返し加工方法を効率良く実現するための、加工矩形の訪問順序及び各加工矩形の進入口(及び退出口)の定め方について説明する。
【0036】
出願人は既に、特願2002−26189で、繰返し数が1回の場合の方法を提案している。この特願2002−26189に記載した、加工矩形(走査矩形とも称する)順序及び進入口の計画方法は、大まかには、下記の3つの方法がある。
【0037】
(1)通常の巡回セールスマン問題(全ての都市を一度ずつ通る巡回路の巡回路長最小化問題。TSPと略す)の解法を応用した方法。具体的には、局所探索法と呼ばれる解法に対して、枝(都市対を結ぶ移動)の中で、削除してはならないものの集まりを予めリスト化(タブーリストと称する)しておき、タブーリストに有る枝は削除しないような制約を与えつつ、経路を逐次改善する方法。
【0038】
(2)加工矩形訪問の順序を先に決め、入出口を後で決める方法。
【0039】
(3)加工矩形訪問の入出口を先に決め、順序を後で決める方法。
【0040】
しかしながら、これらの手法は、それぞれ次のような問題を抱えている。
【0041】
(1)は、解法の仕組みは容易であるが、データ構造を含めプログラムとして実装することを考えると複雑である。
【0042】
(2)(3)は、入出口の決め方が簡易的すぎて、最適とならないことも有る。
【0043】
このような問題を抱えつつも、奇数回数の繰返し加工(奇数回加工とも称する)の場合には、上述の方法をそのまま適用することができた。
【0044】
ところが、偶数回照射の繰返し加工(偶数回加工とも称する)の場合、加工矩形への入出口が同一となる訪問順序の定め方が必要となる。そこで、以下に、繰返し回数が奇数であるか偶数であるかによらない、繰返し加工における加工矩形訪問順序の定め方について説明する。ただし、後述するが、方法論としては全く同一ではあるが、計算において用いる「移動コスト」の定め方が異なることに注意が必要である。
【0045】
図4に示す如く、目的と状況をより明確にすると、「全ての加工矩形を1回ずつ訪問する時の、矩形を渡る時間の総和を最小化したい。ここで加工エリアの矩形進入口と退出口とは別箇所(奇数回加工の場合)又は同一箇所(偶数回加工の場合)である」という実問題であるが、更に抽象化すると、「全ての都市(加工矩形に対応)を一度ずつ通る経路の総コスト最小化問題。但し、各都市には2つの中継ポイントがあり、進入口としていずれか一点を選択する」という最適化問題に定式化できる。但し、ここでは都市の2つの中継ポイントは、加工矩形入出口を表わし、又、移動コストは、実際の移動時間を指す(移動時間はモデル化されているものとする)。ここで、奇数回加工の場合は入口と出口が同一であり、偶数回加工の場合は入口と出口が別であることに注意する。
【0046】
このような問題の解法を次に説明する。
【0047】
まず、ラベル化を行なう。即ち、都市(加工矩形)の数をnとすると、中継ポイントの総数は2nである。そこで、図5に示す如く、それら2n個の点を2つのラベルを用いて識別する。最初の第1ラベルは、矩形を識別する番号であり、次の第2ラベルは、矩形の両端のいずれかを識別する番号(例えば1番が左(又は下)側、2番が右(又は上)側)である。
【0048】
最適化すべき対象は、第1ラベルの並び(矩形訪問順序)と、第2ラベルの選択(進入口は両端のどちらか)である。本解法の構成では、第1ラベルの並び替えを最適化する手段と、第2ラベルの選択を最適化する手段とを別々に用意する。即ち、第1ラベルの並び替えを最適化手段には、TSPの解法を用いる。例えば、有名なリンカーニハン法(LK法)を用いることができる。一方、第2ラベルの選択手段には、動的計画法(DP)を用いる。
【0049】
なお、ここでは広く知られている「TSP」の適用としたが、実際には、全ての矩形を1度ずつ訪問した後、元に戻ってくる必要がないので、「ハミルトン路長最小化問題(以下、HPPと略す)」である。したがって厳密にはHPPの解法の適用であることに注意する。HPPの解法としては、例えばTSPの解法、LK法などの局所探索法に属する解法を用いる際に、削除することが禁止されている枝として、始点と終点を結ぶ枝をリストアップしておいて、削除しないようにすればよい。
【0050】
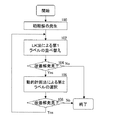
具体的には、図6に手順を示す如く、まず初期解を1つ発生させる(ステップ100)。初期解の発生方法は、例えばTSP解法の1つ、二アレストネイバー法を用いることができる。
【0051】
次いで、該初期解に対し、例えばLK法により矩形訪問順序を最適化する(ステップ102)。より具体的には、第2ラベルは変更せず、第1ラベルの順序決定のみ行なう。
【0052】
ステップ104で経路総コストが改善されていると判断された場合は、DPを用いて入口の選択を最適化する(ステップ106)。より具体的には、第1ラベルの並びを変更することなく、第2ラベルの最適選択を行なう。
【0053】
ステップ108で経路長が改善されている場合には、ステップ102に戻り、処理を続行する。ステップ104及びステップ108で経路総コストが改善されないと判断される場合には、良い解が見つかったと判断でき、処理を終了する。
【0054】
図7に、第1ラベルの並びが確定した状態で、DPにより、第1ラベルの並びの順に従って第2ラベルを選択していく様子を示す。説明のため、以下の2つの記号を用いる。
【0055】
・d(p_i、q_j):第1ラベルの並びp番、第2ラベルiを入口とし、第1ラベルの並びq番、第2ラベルjを入口とするときの加工矩形間の移動コスト。ここで、奇数回加工と偶数回加工とで、移動コストの値が異なることに注意する。図8に示す如く、例えばd(1_1、2_1)は、偶数の場合は、進入口=退出口なので、第2ラベル1番を出口とし、第2ラベル1番を入口とする移動コストを表し、奇数の場合には、進入口≠退出口であって、第2ラベル2番を出口とし、第2ラベル1番を入口とする移動コストを表わす。
【0056】
・len(x,y):第1ラベルの並びx番、第2ラベルyの点までの最短路。
であるとすると、第1ラベルの並びj番、第2ラベルkの点までの最短路(2≦j≦n,k=1,2)は、第1ラベルの並びj−1番のものを用いて、次式により逐次計算できる。
【0057】
len(j,k)=min{len(j−1,1)+d(j−1_1,j_k),len(j−1,2)+d(j−1_2,j_k)}…(1)
【0058】
ここで、min{i,j}はi,jのうち小さい方を表わす。又、ここで、経路の始点であるラベルの並びが1番目である点において、len(1,1)=len(1,2)=0とする。
【0059】
従って、最終(第1ラベルn番)点までの最短路は、(1)式を再帰的に呼び出すことにより、最終的にmin{len(n,1),len(n,2)}で求めることができる。
【0060】
なお、特願2002−26189で提案した「単純な分割」や「穴の存在しない個所を除く方法(段の揃った配置)」による加工矩形分割を行なった際には、進行辺(加工矩形の長辺)の方向が水平又は垂直に揃っているので、偶数回加工の場合でも、容易に矩形訪問順序を定めることができる。即ち、図9に奇数回加工の場合(A)と偶数回加工の場合(B)を共に示す如く、必ず前回訪問した加工矩形の退出口に近い方から進入するように定めればよい。この場合、基板上の加工エリア遷移軌道は、全体のパスが、蛇がY軸正の方向に進行する場合の軌跡に似た形状となる。尚、ステージの進行経路と加工エリア遷移軌道は、互いに逆方向に動く相対関係にある。
【0061】
なお、以上の説明では、複数回(偶数回又は奇数回)加工の回数は、従来の方法におけるサイクル数に対応するものであったが、以上の説明から明らかなように、複数条件加工やコンビネーション加工で繰返し加工回数が複数となった場合にも対応できる。ここで、まだ説明のない複数条件加工とは、同一加工矩形に、Tコードと称されるコードで識別されるマスク径などの条件の異なる複数種類の穴が存在するときの加工方法のことをさす。
【0062】
なお、前記実施形態においては、高速位置決め手段がスキャナとされ、低速位置決め手段がステージとされていたが、位置決め手段の種類や組合せはこれに限定されず、例えば出願人が特開2000−71089や特開2000−334637で提案したような、リニアモータXYステージと高速加工ヘッドを組み合わせたスクリーンカットシステムあるいはフラッシュカットシステムであってもよい。
【0063】
又、適用対象も、点状の加工を行なうレーザ穴開け機に限定されず、線状の加工を行なうレーザ切断機、特開平11−149317に記載された2ヘッドレーザ加工機やレーザビーム以外の加工手段を用いた一般な加工機(例えば機械式ドリルによる穴開け装置)、更にはマーキング装置や露光装置であって、全ての点を複数回、同一回数ずつ訪問する必要があり、且つ、各点において空けるべき訪問タイミングの最小間隔が定まっているようなシステム全般に同様に適用できることは明らかである。
【0064】
【発明の効果】
本発明によれば、ステージを直線動作させる低速位置決め手段非停止加工における、同一加工点において最小時間間隔を確保しつつ、複数回加工を行う繰返し加工時の加工時間を短縮することができ、スループットを向上させることが可能となる。
【図面の簡単な説明】
【図1】本発明の適用対象の一例であるレーザ穴開け機の要部構成を示す正面図
【図2】本発明が実施される、オンライン処理の実施形態の構成を示すブロック図
【図3】本発明による加工矩形の終端でのUターンを示す概念図
【図4】Uターンする際における問題の解法を説明するための、問題の定式化の様子を示す平面図
【図5】同じくラベル化の様子を示す平面図
【図6】同じく解法の処理手順を示す流れ図
【図7】同じく動的計画法の様子を示す線図
【図8】奇数回加工と偶数回加工の移動コストの違いを示す平面図
【図9】単純な分割で段が揃っている場合にステージパスを定めている様子を示す平面図
【符号の説明】
10…加工対象物(ワーク)
12…XYステージ
20…レーザ光線
22、24…ガルバノスキャナ
23、25…回転ミラー
26…f−θレンズ
30…レーザ穴開け機
40…PC(パソコン)
42…加工データファイル群
44…加工データ変換プログラム
46…加工データ
48…動作モデルファイル
50…動作モデル読込みプログラム
52…動作モデルデータ
54…加工計画プログラム
56…加工制御プログラム
【発明の属する技術分野】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工する際の加工計画方法及び装置に係り、特に、レーザビームを照射してプリント配線基板等に複数の穴開け加工を行うレーザ穴開け機に用いるのに好適な、穴開け等の加工位置の2次元平面における分布状態を数学的に捉えて、XYステージの速度、加速度、軌道やガルバノスキャナの穴開け位置訪問順序等の機器の動作を効率良く計画することにより、加工時間を短縮することが可能な加工計画方法、該加工計画方法により決定された加工を行う加工方法、同様な加工計画装置、該加工計画装置を含む加工装置、前記加工計画方法を実施したり前記加工計画装置を実現するためのコンピュータプログラム、及び、該コンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体に関する。
【0002】
【従来の技術】
近年、電子機器の小型化や高密度実装化の要求に伴い、複数のプリント配線基板を重ね合わせた多層プリント配線基板が提供されるようになってきている。このような多層プリント配線基板では、上下に積層されたプリント配線基板のそれぞれに形成された導電層間を電気的に接続するため、これらの基板に、スルーホールあるいはビアホールと呼ばれる穴が形成される。そして、これらの穴の内部に導電膜を形成することにより、各プリント配線基板の導電層間の接続が行われる。
【0003】
プリント配線基板に形成される穴は、最近のプリント配線基板の小型化や高機能化に伴って小型化し、直径0.1mm以下になってきている。このような小径の穴を精度良く形成するために、パルス発振型のレーザビームが用いられている。
【0004】
従来のパルス発振型レーザを用いたレーザ穴開け機の一般的な構成を図1に示す。本構成例は、図示しないレーザ発振器から照射される、例えばパルス状のレーザ光線20を、所定の方向(図1では紙面に垂直な方向)に走査するための回転ミラー23を含む第1ガルバノスキャナ22と、該第1ガルバノスキャナ22によって紙面に垂直な方向に走査されたレーザ光線を、該第1ガルバノスキャナ22による走査方向と垂直な方向(図1では紙面と平行な方向)に走査するための回転ミラー25を含む第2ガルバノスキャナ24と、前記第1及び第2ガルバノスキャナ22、24により2方向に走査されたレーザ光線を、XYステージ12上に固定された、基板等の加工対象物(ワークと称する)10の表面に対して垂直な方向に偏向して照射するためのf−θレンズ26とを備えている。
【0005】
このように、第1、第2ガルバノスキャナ22、24を用いることにより、レーザ光線20を、スキャナ先端の回転ミラー23、25に反射させ、進行方向を任意に変えることができる。ここで、回転ミラー23、25は軽量であるため、高速位置決めが可能である。
【0006】
前記ガルバノスキャナ22、24によって偏向したレーザ光線は、f−θレンズ26を通過して、ワーク10に集光する。このf−θレンズ26は、一般に高価なものであるために、サイズが限定されてしまい、そのため、あるタイミングにおけるビーム照射範囲(一般に加工エリアと称する)の大きさが数十mm角程度の正方形に制限されており、一般的なワーク10の大きさより狭い。
【0007】
そこで、XYステージ12によりワーク10を搬送することにより、広範囲な位置決めを可能としている。但し、XYステージ12は重量が大きいため、位置決めに費やす時間が大きい。
【0008】
このようにして、レーザ穴開け機は、高速狭範囲の位置決め手段であるガルバノスキャナ(以下、単にスキャナとも称する)、及び、低速広範囲の位置決め手段であるXYステージ(以下、単にステージとも称する)の2つの位置決め手段を用いることにより、高速広範囲な穴開け位置決めを行い、位置決め完了後に照射を行う加工方法を取っている。
【0009】
そして、照射時に1回の照射で所要の穴を貫通することができない場合は、複数回数の照射を行なうことにより、穴開けを行なう。
【0010】
複数回の照射の方法は、同一穴に留まって複数回照射を行ない、次の穴へと移動する方法(一般にバースト加工と称する)と、ある加工エリア内の1周分の穴開けを順次複数回行なう方法(一般にサイクル加工と称する)、及び、その組合せ(一般にコンビネーション加工と称する)に分けられる。これらの加工方法は、基板の材質、用いるレーザ光、パルス形状等により、適切に使い分けられるものであり、サイクル加工による方法は、例えば特開平11−192571や特開平11−284311に記載されている。
【0011】
サイクル加工を行なう最大の理由は、各加工穴の照射時間間隔(最小間隔)を確保するためである。即ち、加工エリア内の全ての穴の加工を順次行なう間に、所定の照射時間間隔が経過することを利用している。従って、サイクル加工においては、スキャナ走査(加工穴間の移動)回数が増大し、ユーザが求める重要な性能の1つである加工スループットに関しては期待できない面がある。
【0012】
又、スキャナとステージを用いて位置決めし穴開け加工を行なう方法には、加工エリア毎にステージを止め、スキャナのみを動かして、レーザビームを走査しつつ加工を行なう、いわゆるステップアンドリピート(S&R)による加工(以下、低速位置決め手段停止加工、又は、ステージ停止加工とも称する)と、ステージを止めることなく移動させたまま、スキャナも動かして、レーザビームを走査しつつ加工を行なう、いわゆる協調制御(同期制御とも称する)による加工(以下、低速位置決め手段非停止加工、又は、ステージ非停止加工とも称する)があり、後者の協調制御に関しては、例えば特許文献1や特許文献2に記載されている。
【0013】
【特許文献1】
特許第3155012号公報
【特許文献2】
特開2000−100608号公報
【0014】
【発明が解決しようとする課題】
しかしながら、このような協調制御における前記サイクル加工の効率化に関しては、全く記載されていない。例えば、特許文献1は、大略ガルバノスキャナ及びステージの協調的な位置決めを行なうためのシステムに関するものであるが、穴開け順序に関しては、市販のデータベース生成ツールに頼っている。このような場合に同一点を照射する時間の最小間隔を確保したい場合には、同一個所に最小間隔以上留まっているか、全点の加工を終えた後、再び同様の加工を施すかのいずれかであり、いずれにしても高いスループットを期待することはできなかった。又、特許文献2には、ステージの移動目標位置を直線状に並べることと、具体的な穴開け位置訪問順序決定法が記載されているが、やはり、各加工点において最小間隔の時間を空けたい場合の穴開け位置訪問順序決定法に関しては記載されていなかった。
【0015】
本発明は、前記従来の問題点を解決するべくなされたもので、ステージを直線動作させる低速位置決め手段非停止加工における、同一加工点において最小時間間隔を確保しつつ、複数回加工を行う繰返し加工(従来のサイクル加工)時の加工時間を短縮してスループットを向上させることを課題とする。
【0016】
【課題を解決するための手段】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工する際の加工計画方法であって、前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工するようにして、前記課題を解決したものである。
【0017】
又、前記加工矩形の訪問順序及び進入口を、繰り返し加工回数が偶数であるのか奇数であるのかにより変えるようにしたものである。
【0018】
又、前記加工矩形の進行辺が一方向に揃っている場合は、ワーク上の加工エリア遷移軌道が全体に蛇行状となるように、前記加工矩形の訪問順序を進行辺と垂直な方向にソートされた順序とし、各加工矩形の進入口を加工矩形両端のうち前回訪問した加工矩形の退出口と近い方にしたものである。
【0019】
又、前記加工矩形の訪問順序を、巡回セールスマン問題又はハミルトン路長最小化問題の解法により最適化し、進入口の選択を、動的計画法の解法により最適化するようにしたものである。
【0020】
本発明は、又、前記の加工計画方法により決定された加工を行なう加工方法を提供するものである。
【0021】
又、前記の加工計画方法又は加工方法を実施するためのコンピュータプログラムを提供するものである。
【0022】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段を動かしつつ、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を動作させて、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工するための加工計画装置であって、前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工するための手段を備えることにより、前記課題を解決したものである。
【0023】
本発明は、又、前記の加工計画装置を含む加工装置を提供するものである。
【0024】
又、前記の加工計画装置又は加工装置を実現するためのコンピュータプログラムを提供するものである。
【0025】
又、前記のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体を提供するものである。
【0026】
【発明の実施の形態】
以下図面を参照して、XYステージとガルバノスキャナを備えたレーザ穴開け機により穴を開ける場合に適用した本発明の実施形態を詳細に説明する。
【0027】
本実施形態は、図2に示す如く、レーザ穴開け機30と、例えばハードディスクやフレキシブルディスク等の外部メモリに記憶された、前記レーザ穴開け機30が加工を行なうための加工データファイル群42、該加工データファイル群42を変換する加工データ変換プログラム(Prg)44、例えば内部メモリに記憶された加工データ46、例えば外部メモリに記録された動作モデルファイル48、該動作モデルファイル48を読み込むための動作モデルファイル読込みプログラム(Prg)50、例えば内部メモリに記憶された動作モデルデータ52、本発明に係る加工計画プログラム(Prg)54、前記レーザ穴開け機30を制御する加工制御プログラム(Prg)56を含む、前記レーザ穴開け機30と通信可能なパソコン(PC)40とを備えている。
【0028】
なお、図2では、加工を制御する加工制御プログラム56と、加工を計画する加工計画プログラム54が、同じPC40内に収まっており、加工計画がオンラインで処理するようにされているが、これらは別個でもよい。即ち、加工計画プログラム54は、オフラインで実行可能である。
【0029】
本実施形態において、PC40と通信可能なレーザ穴開け機30は、加工データ46に従って、加工制御プログラム56により制御され、加工を行なう。加工データ46は、通常、ハードディスクやフレキシブルディスク等の外部メモリにある加工データファイル群42を、加工データ変換プログラム44で変換することにより得られる。加工データ46は、レーザ穴開け機30を効率良く動かすために、加工計画プログラム54により更新される。この加工計画プログラム54は、内部機器(ガルバノスキャナ及びXYステージ)の動作をモデル化した動作モデル52を用いる。この動作モデル52は、通常、内部メモリに常駐していないので、外部メモリにある動作モデルファイル48を、動作モデルファイル読込みプログラム50を用いて読み込むことにより得る。
【0030】
前記レーザ穴開け機30は、前記加工データファイル群42の内容に従って動作する。加工開始命令の後、レーザ穴開け機30の動作を制御するのは。前記加工制御プログラム56である。即ち、当事者は、加工に際して加工データファイル群42を用意し、加工制御プログラム56に加工開始命令を与えて、レーザ穴開け機30を動作させる。
【0031】
前記加工データファイル群42の内容は、構成機器(ガルバノスキャナ及びXYステージ)の動作順序が最適でないようなことも有り得る。従って、前記加工計画プログラム54は、加工データを最適化する。本発明は、この加工計画プログラム54における穴開け順序最適化機能に関するもので、特に、ステージ直線進行動作における協調制御、即ち、まず加工矩形分割を行ない、その上で加工矩形の訪問順序を定め、各加工矩形内の経路決定を行なうようなプログラムに関するものである。
【0032】
まず、本発明により、加工矩形の終端でUターンする方法について説明する。
【0033】
今、図3(A)に示す如く加工矩形分割を行ない、そのうちの1つの加工矩形が図3(B)に示す如くであり、そのステージ動作方向(実際には基板から見た加工エリア遷移方向で、ステージは反対方向に動作しているが、図の如く矢印を書く方が判り易いため、ステージ動作方向と書くことにする。又、加工矩形の進入口、退出口は、基板から見た加工エリアの遷移における進入、退出箇所を表すものとする)が左から右に向かうものであるとする。
【0034】
従来の加工では、図3(B)の▲1▼→▲2▼と進み、次の加工矩形へと移っていたが、本発明では、▲1▼→▲2▼の後、ステージが▲3▼Uターンし、再び同じ加工矩形上を▲4▼右から左へと直線動作する。なお、当然ながら3繰返し以上必要な場合も、同様に、1繰返し分増加する毎に、Uターンして反対方向への進行による加工を順次繰り返す方法を採る。なお、この方法では、ステージのUターンに費やす時間(数百ミリ秒程度)は、照射の最小間隔よりも長いため、各加工点において最小間隔以上の時間を空けたいという要求は、自然に満足される。
【0035】
次に、このような各加工矩形における繰返し加工方法を効率良く実現するための、加工矩形の訪問順序及び各加工矩形の進入口(及び退出口)の定め方について説明する。
【0036】
出願人は既に、特願2002−26189で、繰返し数が1回の場合の方法を提案している。この特願2002−26189に記載した、加工矩形(走査矩形とも称する)順序及び進入口の計画方法は、大まかには、下記の3つの方法がある。
【0037】
(1)通常の巡回セールスマン問題(全ての都市を一度ずつ通る巡回路の巡回路長最小化問題。TSPと略す)の解法を応用した方法。具体的には、局所探索法と呼ばれる解法に対して、枝(都市対を結ぶ移動)の中で、削除してはならないものの集まりを予めリスト化(タブーリストと称する)しておき、タブーリストに有る枝は削除しないような制約を与えつつ、経路を逐次改善する方法。
【0038】
(2)加工矩形訪問の順序を先に決め、入出口を後で決める方法。
【0039】
(3)加工矩形訪問の入出口を先に決め、順序を後で決める方法。
【0040】
しかしながら、これらの手法は、それぞれ次のような問題を抱えている。
【0041】
(1)は、解法の仕組みは容易であるが、データ構造を含めプログラムとして実装することを考えると複雑である。
【0042】
(2)(3)は、入出口の決め方が簡易的すぎて、最適とならないことも有る。
【0043】
このような問題を抱えつつも、奇数回数の繰返し加工(奇数回加工とも称する)の場合には、上述の方法をそのまま適用することができた。
【0044】
ところが、偶数回照射の繰返し加工(偶数回加工とも称する)の場合、加工矩形への入出口が同一となる訪問順序の定め方が必要となる。そこで、以下に、繰返し回数が奇数であるか偶数であるかによらない、繰返し加工における加工矩形訪問順序の定め方について説明する。ただし、後述するが、方法論としては全く同一ではあるが、計算において用いる「移動コスト」の定め方が異なることに注意が必要である。
【0045】
図4に示す如く、目的と状況をより明確にすると、「全ての加工矩形を1回ずつ訪問する時の、矩形を渡る時間の総和を最小化したい。ここで加工エリアの矩形進入口と退出口とは別箇所(奇数回加工の場合)又は同一箇所(偶数回加工の場合)である」という実問題であるが、更に抽象化すると、「全ての都市(加工矩形に対応)を一度ずつ通る経路の総コスト最小化問題。但し、各都市には2つの中継ポイントがあり、進入口としていずれか一点を選択する」という最適化問題に定式化できる。但し、ここでは都市の2つの中継ポイントは、加工矩形入出口を表わし、又、移動コストは、実際の移動時間を指す(移動時間はモデル化されているものとする)。ここで、奇数回加工の場合は入口と出口が同一であり、偶数回加工の場合は入口と出口が別であることに注意する。
【0046】
このような問題の解法を次に説明する。
【0047】
まず、ラベル化を行なう。即ち、都市(加工矩形)の数をnとすると、中継ポイントの総数は2nである。そこで、図5に示す如く、それら2n個の点を2つのラベルを用いて識別する。最初の第1ラベルは、矩形を識別する番号であり、次の第2ラベルは、矩形の両端のいずれかを識別する番号(例えば1番が左(又は下)側、2番が右(又は上)側)である。
【0048】
最適化すべき対象は、第1ラベルの並び(矩形訪問順序)と、第2ラベルの選択(進入口は両端のどちらか)である。本解法の構成では、第1ラベルの並び替えを最適化する手段と、第2ラベルの選択を最適化する手段とを別々に用意する。即ち、第1ラベルの並び替えを最適化手段には、TSPの解法を用いる。例えば、有名なリンカーニハン法(LK法)を用いることができる。一方、第2ラベルの選択手段には、動的計画法(DP)を用いる。
【0049】
なお、ここでは広く知られている「TSP」の適用としたが、実際には、全ての矩形を1度ずつ訪問した後、元に戻ってくる必要がないので、「ハミルトン路長最小化問題(以下、HPPと略す)」である。したがって厳密にはHPPの解法の適用であることに注意する。HPPの解法としては、例えばTSPの解法、LK法などの局所探索法に属する解法を用いる際に、削除することが禁止されている枝として、始点と終点を結ぶ枝をリストアップしておいて、削除しないようにすればよい。
【0050】
具体的には、図6に手順を示す如く、まず初期解を1つ発生させる(ステップ100)。初期解の発生方法は、例えばTSP解法の1つ、二アレストネイバー法を用いることができる。
【0051】
次いで、該初期解に対し、例えばLK法により矩形訪問順序を最適化する(ステップ102)。より具体的には、第2ラベルは変更せず、第1ラベルの順序決定のみ行なう。
【0052】
ステップ104で経路総コストが改善されていると判断された場合は、DPを用いて入口の選択を最適化する(ステップ106)。より具体的には、第1ラベルの並びを変更することなく、第2ラベルの最適選択を行なう。
【0053】
ステップ108で経路長が改善されている場合には、ステップ102に戻り、処理を続行する。ステップ104及びステップ108で経路総コストが改善されないと判断される場合には、良い解が見つかったと判断でき、処理を終了する。
【0054】
図7に、第1ラベルの並びが確定した状態で、DPにより、第1ラベルの並びの順に従って第2ラベルを選択していく様子を示す。説明のため、以下の2つの記号を用いる。
【0055】
・d(p_i、q_j):第1ラベルの並びp番、第2ラベルiを入口とし、第1ラベルの並びq番、第2ラベルjを入口とするときの加工矩形間の移動コスト。ここで、奇数回加工と偶数回加工とで、移動コストの値が異なることに注意する。図8に示す如く、例えばd(1_1、2_1)は、偶数の場合は、進入口=退出口なので、第2ラベル1番を出口とし、第2ラベル1番を入口とする移動コストを表し、奇数の場合には、進入口≠退出口であって、第2ラベル2番を出口とし、第2ラベル1番を入口とする移動コストを表わす。
【0056】
・len(x,y):第1ラベルの並びx番、第2ラベルyの点までの最短路。
であるとすると、第1ラベルの並びj番、第2ラベルkの点までの最短路(2≦j≦n,k=1,2)は、第1ラベルの並びj−1番のものを用いて、次式により逐次計算できる。
【0057】
len(j,k)=min{len(j−1,1)+d(j−1_1,j_k),len(j−1,2)+d(j−1_2,j_k)}…(1)
【0058】
ここで、min{i,j}はi,jのうち小さい方を表わす。又、ここで、経路の始点であるラベルの並びが1番目である点において、len(1,1)=len(1,2)=0とする。
【0059】
従って、最終(第1ラベルn番)点までの最短路は、(1)式を再帰的に呼び出すことにより、最終的にmin{len(n,1),len(n,2)}で求めることができる。
【0060】
なお、特願2002−26189で提案した「単純な分割」や「穴の存在しない個所を除く方法(段の揃った配置)」による加工矩形分割を行なった際には、進行辺(加工矩形の長辺)の方向が水平又は垂直に揃っているので、偶数回加工の場合でも、容易に矩形訪問順序を定めることができる。即ち、図9に奇数回加工の場合(A)と偶数回加工の場合(B)を共に示す如く、必ず前回訪問した加工矩形の退出口に近い方から進入するように定めればよい。この場合、基板上の加工エリア遷移軌道は、全体のパスが、蛇がY軸正の方向に進行する場合の軌跡に似た形状となる。尚、ステージの進行経路と加工エリア遷移軌道は、互いに逆方向に動く相対関係にある。
【0061】
なお、以上の説明では、複数回(偶数回又は奇数回)加工の回数は、従来の方法におけるサイクル数に対応するものであったが、以上の説明から明らかなように、複数条件加工やコンビネーション加工で繰返し加工回数が複数となった場合にも対応できる。ここで、まだ説明のない複数条件加工とは、同一加工矩形に、Tコードと称されるコードで識別されるマスク径などの条件の異なる複数種類の穴が存在するときの加工方法のことをさす。
【0062】
なお、前記実施形態においては、高速位置決め手段がスキャナとされ、低速位置決め手段がステージとされていたが、位置決め手段の種類や組合せはこれに限定されず、例えば出願人が特開2000−71089や特開2000−334637で提案したような、リニアモータXYステージと高速加工ヘッドを組み合わせたスクリーンカットシステムあるいはフラッシュカットシステムであってもよい。
【0063】
又、適用対象も、点状の加工を行なうレーザ穴開け機に限定されず、線状の加工を行なうレーザ切断機、特開平11−149317に記載された2ヘッドレーザ加工機やレーザビーム以外の加工手段を用いた一般な加工機(例えば機械式ドリルによる穴開け装置)、更にはマーキング装置や露光装置であって、全ての点を複数回、同一回数ずつ訪問する必要があり、且つ、各点において空けるべき訪問タイミングの最小間隔が定まっているようなシステム全般に同様に適用できることは明らかである。
【0064】
【発明の効果】
本発明によれば、ステージを直線動作させる低速位置決め手段非停止加工における、同一加工点において最小時間間隔を確保しつつ、複数回加工を行う繰返し加工時の加工時間を短縮することができ、スループットを向上させることが可能となる。
【図面の簡単な説明】
【図1】本発明の適用対象の一例であるレーザ穴開け機の要部構成を示す正面図
【図2】本発明が実施される、オンライン処理の実施形態の構成を示すブロック図
【図3】本発明による加工矩形の終端でのUターンを示す概念図
【図4】Uターンする際における問題の解法を説明するための、問題の定式化の様子を示す平面図
【図5】同じくラベル化の様子を示す平面図
【図6】同じく解法の処理手順を示す流れ図
【図7】同じく動的計画法の様子を示す線図
【図8】奇数回加工と偶数回加工の移動コストの違いを示す平面図
【図9】単純な分割で段が揃っている場合にステージパスを定めている様子を示す平面図
【符号の説明】
10…加工対象物(ワーク)
12…XYステージ
20…レーザ光線
22、24…ガルバノスキャナ
23、25…回転ミラー
26…f−θレンズ
30…レーザ穴開け機
40…PC(パソコン)
42…加工データファイル群
44…加工データ変換プログラム
46…加工データ
48…動作モデルファイル
50…動作モデル読込みプログラム
52…動作モデルデータ
54…加工計画プログラム
56…加工制御プログラム
Claims (13)
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工する際の加工計画方法であって、
前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工することを特徴とする加工計画方法。 - 前記加工矩形の訪問順序及び進入口を、繰り返し加工回数が偶数であるのか奇数であるのかにより変えることを特徴とする請求項1に記載の加工計画方法。
- 前記加工矩形の進行辺が一方向に揃っている場合は、ワーク上の加工エリア遷移軌道が全体に蛇行状となるように、
前記加工矩形の訪問順序を進行辺と垂直な方向にソートされた順序とし、
各加工矩形の進入口を加工矩形両端のうち前回訪問した加工矩形の退出口と近い方とすることを特徴とする請求項1又は2に記載の加工計画方法。 - 前記加工矩形の訪問順序を、巡回セールスマン問題又はハミルトン路長最小化問題の解法により最適化し、進入口の選択を、動的計画法の解法により最適化することを特徴とする請求項1又は2に記載の加工計画方法。
- 請求項1乃至4のいずれかに記載の加工計画方法により決定された加工を行なうことを特徴とする加工方法。
- 請求項1乃至4のいずれかに記載の加工計画方法又は請求項5に記載の加工方法を実施するためのコンピュータプログラム。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工矩形毎に繰り返し加工するための加工計画装置であって、
前記加工矩形の終端で、前記低速位置決め手段の進行方向を反転させて繰り返し加工するための手段を備えたことを特徴とする加工計画装置。 - 前記加工矩形の訪問順序及び進入口が、繰り返し加工回数の偶奇により変えられていることを特徴とする請求項7に記載の加工計画装置。
- 前記加工矩形の進行辺が一方向に揃っている場合は、ワーク上の加工エリア遷移軌道が全体に蛇行状となるように、
前記加工矩形の訪問順序が進行辺と垂直な方向にソートされた順序とされ、
各加工矩形の進入口が加工矩形両端のうち前回訪問した加工矩形の退出口と近い方とされていることを特徴とする請求項7又は8に記載の加工計画装置。 - 前記加工矩形の訪問順序を、巡回セールスマン問題又はハミルトン路長最小化問題の解法により最適化し、進入口の選択を、動的計画法の解法により最適化するようにされていることを特徴とする請求項7又は8に記載の加工計画装置。
- 請求項7乃至10のいずれかに記載の加工計画装置を含むことを特徴とする加工装置。
- 請求項7乃至10のいずれかに記載の加工計画装置又は請求項11に記載の加工装置を実現するためのコンピュータプログラム。
- 請求項6又は12に記載のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002309154A JP2004145597A (ja) | 2002-10-24 | 2002-10-24 | 加工計画方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002309154A JP2004145597A (ja) | 2002-10-24 | 2002-10-24 | 加工計画方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004145597A true JP2004145597A (ja) | 2004-05-20 |
Family
ID=32455058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002309154A Pending JP2004145597A (ja) | 2002-10-24 | 2002-10-24 | 加工計画方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004145597A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010119537A1 (ja) * | 2009-04-15 | 2010-10-21 | 三菱電機株式会社 | レーザ加工方法およびレーザ加工装置 |
| JP2014219933A (ja) * | 2013-05-10 | 2014-11-20 | キヤノン株式会社 | 物品処理装置、生成方法およびプログラム |
| JP2015010948A (ja) * | 2013-06-28 | 2015-01-19 | キヤノン株式会社 | 物品処理装置、生成方法、およびプログラム |
| KR102140049B1 (ko) * | 2019-06-10 | 2020-08-03 | 주식회사 디에이피 | 레이저 가공을 위한 스캔 사이즈 결정 방법 |
-
2002
- 2002-10-24 JP JP2002309154A patent/JP2004145597A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010119537A1 (ja) * | 2009-04-15 | 2010-10-21 | 三菱電機株式会社 | レーザ加工方法およびレーザ加工装置 |
| JP5165107B2 (ja) * | 2009-04-15 | 2013-03-21 | 三菱電機株式会社 | レーザ加工方法およびレーザ加工装置 |
| JP2014219933A (ja) * | 2013-05-10 | 2014-11-20 | キヤノン株式会社 | 物品処理装置、生成方法およびプログラム |
| JP2015010948A (ja) * | 2013-06-28 | 2015-01-19 | キヤノン株式会社 | 物品処理装置、生成方法、およびプログラム |
| KR102140049B1 (ko) * | 2019-06-10 | 2020-08-03 | 주식회사 디에이피 | 레이저 가공을 위한 스캔 사이즈 결정 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2001195112A (ja) | レーザドリリング経路決定方法 | |
| JP3774138B2 (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| RU2220826C2 (ru) | Способ и система для сварки железнодорожных рельсов | |
| CN101142052B (zh) | 激光加工装置、程序生成装置以及激光加工方法 | |
| CN104412185A (zh) | 用于根据轮廓的图案控制机器的方法和激光切割机 | |
| EP3172007B1 (en) | Method of determining a sequence of drilling holes using a two level traveling salesman problem (tsp) | |
| JPH11167602A (ja) | 2次元バーコードのレーザマーキング方法 | |
| JP4614844B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP2007237242A (ja) | レーザ加工装置 | |
| JP2004145597A (ja) | 加工計画方法及び装置 | |
| JP3999796B2 (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| JP2004142082A (ja) | 加工計画方法及び装置 | |
| JP2004164083A (ja) | 加工計画方法及び装置 | |
| JP4201160B2 (ja) | 描画装置および撮像装置 | |
| JP2004145544A (ja) | 加工計画方法及び装置 | |
| JP2003188491A (ja) | 加工装置 | |
| JP2004253006A (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| JP2004185322A (ja) | 加工計画方法及び装置 | |
| JP6783165B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2004223593A (ja) | 2軸加工機の加工計画方法及び装置 | |
| JP4091019B2 (ja) | 加工計画方法 | |
| JP2004230441A (ja) | 加工機の制御方法及び装置 | |
| CN110014236A (zh) | 激光加工装置、激光加工方法和记录用于其的程序的记录介质 | |
| JP3435601B2 (ja) | レーザ描画方法及び描画装置 | |
| JP6760744B2 (ja) | レーザ加工方法及びレーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060822 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070109 |