JP2004106220A - 射出成形金型 - Google Patents
射出成形金型 Download PDFInfo
- Publication number
- JP2004106220A JP2004106220A JP2002268610A JP2002268610A JP2004106220A JP 2004106220 A JP2004106220 A JP 2004106220A JP 2002268610 A JP2002268610 A JP 2002268610A JP 2002268610 A JP2002268610 A JP 2002268610A JP 2004106220 A JP2004106220 A JP 2004106220A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- slide block
- guide
- pin
- guide hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】構成が簡単であり、従来の金型にも適用が容易な成形品の取り外し機構を備えた射出成形金型を提供する。
【解決手段】射出成形金型1は、固定型2と可動型3と傾斜面2bを斜め方向にに上下するスライドブロック4とを有する。スライドブロック4には第1案内孔4aが設けられ押出しピン9が摺動自在に装着され、固定型2には第2案内孔2dが設けられ案内ピン10が摺動自在に装着される。押出しピン9と案内ピン10とは連結ピン11により回動自在に連結される。スライドブロック4がガイドピン6により斜め方向に上昇されるとスライドブロック4が内方に移動する。押出しピン9もこれに伴って上昇するが、案内ピン10により案内されて上方に平行移動するため、相対的にスライドブロック4の側面から突出し、バンパーWの折返し部Waを側方に押出す。
【選択図】図3
【解決手段】射出成形金型1は、固定型2と可動型3と傾斜面2bを斜め方向にに上下するスライドブロック4とを有する。スライドブロック4には第1案内孔4aが設けられ押出しピン9が摺動自在に装着され、固定型2には第2案内孔2dが設けられ案内ピン10が摺動自在に装着される。押出しピン9と案内ピン10とは連結ピン11により回動自在に連結される。スライドブロック4がガイドピン6により斜め方向に上昇されるとスライドブロック4が内方に移動する。押出しピン9もこれに伴って上昇するが、案内ピン10により案内されて上方に平行移動するため、相対的にスライドブロック4の側面から突出し、バンパーWの折返し部Waを側方に押出す。
【選択図】図3
Description
【0001】
【発明の属する技術の分野】
本発明は、射出成形金型に関する。
【0002】
【従来の技術】
従来の射出成形金型において、キャビティ内で成形された成形品を型開き時に型から離脱させる手段として、下記特許文献1に開示されているものが知られている。
【0003】
【特許文献1】
実公平4−9151号公報(第2〜3頁、第3図)
【0004】
当該特許文献1には、型開き方向に傾斜して形成された傾斜面を有する固定型と、前記固定型の傾斜面に摺動自在に設けられたスライドコアと、可動型とを備えた射出成形金型が開示されている。この射出成形金型は、固定型の傾斜面にラック部材が設けられ、スライドコアに前記ラック部材部材と噛合するピニオン部材と、前記ピニオン部材と一体に回転するカム部材と、カム部材により進退自在のスライドピンとが設けられている。
【0005】
そして、スライドコアを型開き方向に摺動させた際に前記ラック部材と噛合するピニオン部材がカム部材と共に回転し、カム部材によってスライドピンを突出させることにより成形品を型から離脱させるものである。
【0006】
しかしながら、特許文献1に開示された射出成形金型は、上述のようにラック部材、ピニオン部材及びカム部材等を必要とするため構成が複雑である。また、これらを固定型やスライドコアに装着するためには固定型等に大幅な切削加工を加える必要があるため、従来の射出成形金型にこのような成形品の取り外しのための機構を事後的に追加することは困難であった。
【0007】
【発明が解決しようとする課題】
本発明は、射出成形金型の改良を目的とし、さらに詳しくは前記不都合を解消するために、構成が簡単であり、従来の金型にも適用が容易な成形品の取り外し機構を備えた射出成形金型を提供することを目的とする。
【0008】
【課題を解決するための手段】
前記目的を達成するために、本発明の射出成形金型は、固定型と、前記固定型に対して進退自在の可動型と、前記固定型側に設けられ前記可動型の型開き方向に対して内方に傾斜する摺動面を摺動自在のスライドブロックとを備え、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成され、前記スライドブロックに前記キャビティが内方に折り返された折返し部が形成された射出成形金型において、以下の構成を備えることを特徴とする。
【0009】
まず、前記スライドブロックは前記型開き方向に対して横方向に向けて前記折返し部に開口する第1案内孔と、前記第1案内孔に摺動自在に内設される押出し部材とを備えている。また、前記固定型は前記型開き方向に向けて前記摺動面に開口する第2案内孔と、前記第2案内孔に摺動自在に内設され先端部が前記押出し部材に連結される案内部材とを備えている。
【0010】
そして、前記押出し部材は、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成された際に前記第1案内孔の開口部を塞いで前記折返し部の壁面を形成し、前記可動型が型開きされた後前記スライドブロックが前記型開き方向に移動された際に前記スライドブロックの内方への移動量に応じて前記案内部材に案内され前記折返し部から突出するように形成されている。
【0011】
本発明の射出成形金型によれば、前記スライドブロックの内方への移動と前記案内部材による前記押出し部材の型開き方向への平行移動によって、前記押出し部材が相対的にスライドブロックの折返し部から外方へ突出する。また、スライドブロックが通常の位置に戻されたときは、スライドブロックの外方への移動と前記案内部材による前記押出し部材の型閉じ方向への平行移動によって、外方へ突出した前記押出し部材が相対的にスライドブロックの内方に戻される。
【0012】
このように、本発明の射出成形金型によれば、従来の特許文献1に開示された射出成形金型のように、ラック部材やピニオン部材或いはカム部材等を必要とすることなく、非常に簡易な構成で押出し部材を移動させることができる。具体的には、スライドブロックには前記押出し部材を摺動させるための第1案内孔を設けるだけでよく、固定型には前記案内部材が案内される第2案内孔を設けるだけでよい。従って、従来の金型に本発明の上記機構を適用する場合も、加工が容易なものとなる。
【0013】
また、本発明の射出成形金型においては、前記押出し部材は前記案内部材に前記型開き方向に回動自在に設けられていることが好ましい。このように、前記押出し部材と前記案内部材とを型開き方向に回動自在に形成したときは、種類の異なる成形品を成型する金型において、前記第1案内孔と前記第2案内孔との角度を変更する必要が生じた場合であっても、前記押出し部材等の構成を変更する必要がない。
【0014】
【発明の実施の形態】
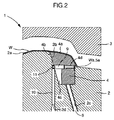
次に、本発明の射出成形金型の実施形態の一例について、図1乃至図3を参照して説明する。図1は本実施形態の射出成形金型が閉じられた状態を示す説明的断面図、図2は図1の射出成形金型において可動型が型開きされた状態を示す説明的断面図、図3は図2の状態からスライドブロックが上昇する状態を示す説明的断面図である。
【0015】
本実施形態の射出成形金型1は、自動車のフロントバンパーW(図2参照)を成形する金型であり、図1に示すように、固定型2と、図示しない昇降装置により固定型2に対して進退自在の可動型3と、固定型2に対して斜め方向に移動自在のスライドブロック4とを備えている。また、固定型2とスライドブロック4と可動型3とが組み合わされてキャビティ5が形成される。このキャビティ5は、バンパーWのヘッドライト装着位置の下部に近接する略L字形の折返し部Waを形成する折返し部5aを有している。
【0016】
固定型2は、床面等に固定して設置される金型であり、図1に示すように、バンパーの裏面側となるキャビティ5を形成する成形面2aを有し、スライドブロック4が収納されるように切欠加工がなされている。このスライドブロック4が収納される箇所には、スライドブロックが摺動する傾斜面2bが設けられている。また、固定型2には、スライドブロック4を移動させるためのガイドピン6を案内する貫通孔2cが設けられている。この貫通孔2cは、固定型2の傾斜面2bと同一の角度で傾斜している。
【0017】
スライドブロック4は、固定型2の成形面2aと連続してバンパーWの裏面側となるキャビティ5を形成する成形面4aと、固定型2の傾斜面2bに当接して摺動する摺動面4bと、後述する案内ピン10を逃がすための切欠部4cとを備えている。また、スライドブロック4には下端部にガイドピン6が取り付けられており、ガイドピン6の昇降によりスライドブロック4が昇降されるようになっている。尚、このガイドピン6は、固定型2に対して昇降される昇降台7にスライドガイド8を介して連結されている。このスライドガイド8は、昇降台7の昇降に伴ってガイドピン6との連結位置を水平方向にスライドさせるものである。
【0018】
また、本実施形態の射出成形金型1においては、成形されたバンパーWを型から取り外すための機構として、押出しピン9(押出し部材)と案内ピン10(案内部材)とを用いている。押出しピン9は、図1に示すように、スライドブロック4に設けられた第1案内孔4dに摺動自在に装着され、その先端部がキャビティ5の折返し部5aに露出している。また、押出しピン9の後方部分(図1において左側)は前方部分よりも大径に形成されており、後端部は連結ピン11を介して案内ピン10に回動自在に連結されている。また、案内ピン10は、固定型2に設けられた第2案内孔2dに摺動自在に装着されている。第2案内孔2dは、図1において鉛直方向に設けられており、可動型3の進退方向と同一の方向に向けて形成されている。
【0019】
次に、本実施形態の射出成形金型1によってバンパーWを成形する工程について説明する。まず、図1に示すように、昇降台7を下降させてガイドピン6によってスライドブロック4を固定型2と一体となるように装着し、成形面2aと成形面4aとが一連となるようにする。同時に、可動型3を下降させて、固定型2とスライドブロック4と可動型3とによりキャビティ5を形成する。この状態でキャビティ5内に溶融樹脂を射出して凝固させることによりバンパーWを成形する。次に、図2に示すように可動型3を上昇させる。これにより、バンパーWの表面側が露出される。
【0020】
次に、ガイドピン6を上昇させると、図3(a)に示すように、スライドブロック4の摺動面4bが固定型2の傾斜面2bを摺動しながらバンパーWの内方に向けて斜めに上昇する。このとき、押出しピン9及び案内ピン10もスライドブロック4と共に上昇するが、案内ピン10は第2案内孔2dによって鉛直方向に案内されるため、押出しピン9も鉛直方向に平行移動する。
【0021】
このように、押出しピン9は案内ピン10に案内されて鉛直方向に移動するため左右方向には移動しないのに対し、スライドブロック4は傾斜面2bに沿って斜め上方に移動するため内方(図3において左側)に移動する。従って、押出しピン9がスライドブロック4に対して相対的に右側に移動するため、図3(a)に示すように、押出しピン9の先端部がバンパーWの折返し部Waを右側に押出す。
【0022】
この状態からさらにスライドブロック4を上昇させると、図3(b)に示すように、押出しピン9の先端部がさらにスライドブロック4から突出して折返し部Waを押し出すため、バンパーWは完全にスライドブロック4から離脱する。また、ガイドピン6によりスライドブロック4を下降させて固定型2の所定位置に装着するときは、押出しピン9が案内ピン10及び第2案内孔2dによって鉛直方向に案内され、スライドブロック4の摺動面4bが固定型2の傾斜面2bに案内されて図において右方向に移動されるため、図1に示すように押出しピン9がスライドブロック4の所定位置に収納される。
【0023】
このように、本実施形態の射出成形金型1によれば、押出しピン9と案内ピン10とによってバンパーWを型から確実に取り外すことができる。また、従来の射出成形金型に本実施形態の取り外し機構を追加する場合であっても、固定型2には第2案内孔2dを設け、スライドブロック4には第1案内孔4dと切欠部4cを設け、さらに連結ピン11により連結された押出しピン9及び案内ピン10をそれぞれの案内孔4d,2dに挿入するだけでよい。従って、従来のようにカム部材等の複雑な機構を必要としない。
【0024】
尚、上記実施形態においては、第1案内孔4dが水平方向に延設され、第2案内孔2dが鉛直方向に延設されたものについて説明したが、これに限らず、多少角度が異なっていてもよい。固定型2及びスライドブロック4は車種によって形状が異なっており、上記実施形態のようにそれぞれの案内孔を水平及び鉛直方向に設けることができない場合もある。しかしながら、押出しピン9は案内ピン10に連結ピン11により回動自在に連結されているため、第1案内孔4d及び第2案内孔2dの角度が異なった場合であっても、連結ピン11により角度を合致させることができる。従って、本発明における成形品の取り外し機構は、様々な金型に容易に適用することができる。
【図面の簡単な説明】
【図1】本実施形態の射出成形金型が閉じられた状態を示す説明的断面図。
【図2】図1の射出成形金型において可動型が型開きされた状態を示す説明的断面図。
【図3】図2の状態からスライドブロックが上昇する状態を示す説明的断面図。
【符号の説明】
1…射出成形金型、2…固定型、2d…第2案内孔、3…可動型、4…スライドブロック、4d…第1案内孔、5…キャビティ、5a…折返し部、9…押出しピン(押出し部材)、10…案内ピン(案内部材)。
【発明の属する技術の分野】
本発明は、射出成形金型に関する。
【0002】
【従来の技術】
従来の射出成形金型において、キャビティ内で成形された成形品を型開き時に型から離脱させる手段として、下記特許文献1に開示されているものが知られている。
【0003】
【特許文献1】
実公平4−9151号公報(第2〜3頁、第3図)
【0004】
当該特許文献1には、型開き方向に傾斜して形成された傾斜面を有する固定型と、前記固定型の傾斜面に摺動自在に設けられたスライドコアと、可動型とを備えた射出成形金型が開示されている。この射出成形金型は、固定型の傾斜面にラック部材が設けられ、スライドコアに前記ラック部材部材と噛合するピニオン部材と、前記ピニオン部材と一体に回転するカム部材と、カム部材により進退自在のスライドピンとが設けられている。
【0005】
そして、スライドコアを型開き方向に摺動させた際に前記ラック部材と噛合するピニオン部材がカム部材と共に回転し、カム部材によってスライドピンを突出させることにより成形品を型から離脱させるものである。
【0006】
しかしながら、特許文献1に開示された射出成形金型は、上述のようにラック部材、ピニオン部材及びカム部材等を必要とするため構成が複雑である。また、これらを固定型やスライドコアに装着するためには固定型等に大幅な切削加工を加える必要があるため、従来の射出成形金型にこのような成形品の取り外しのための機構を事後的に追加することは困難であった。
【0007】
【発明が解決しようとする課題】
本発明は、射出成形金型の改良を目的とし、さらに詳しくは前記不都合を解消するために、構成が簡単であり、従来の金型にも適用が容易な成形品の取り外し機構を備えた射出成形金型を提供することを目的とする。
【0008】
【課題を解決するための手段】
前記目的を達成するために、本発明の射出成形金型は、固定型と、前記固定型に対して進退自在の可動型と、前記固定型側に設けられ前記可動型の型開き方向に対して内方に傾斜する摺動面を摺動自在のスライドブロックとを備え、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成され、前記スライドブロックに前記キャビティが内方に折り返された折返し部が形成された射出成形金型において、以下の構成を備えることを特徴とする。
【0009】
まず、前記スライドブロックは前記型開き方向に対して横方向に向けて前記折返し部に開口する第1案内孔と、前記第1案内孔に摺動自在に内設される押出し部材とを備えている。また、前記固定型は前記型開き方向に向けて前記摺動面に開口する第2案内孔と、前記第2案内孔に摺動自在に内設され先端部が前記押出し部材に連結される案内部材とを備えている。
【0010】
そして、前記押出し部材は、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成された際に前記第1案内孔の開口部を塞いで前記折返し部の壁面を形成し、前記可動型が型開きされた後前記スライドブロックが前記型開き方向に移動された際に前記スライドブロックの内方への移動量に応じて前記案内部材に案内され前記折返し部から突出するように形成されている。
【0011】
本発明の射出成形金型によれば、前記スライドブロックの内方への移動と前記案内部材による前記押出し部材の型開き方向への平行移動によって、前記押出し部材が相対的にスライドブロックの折返し部から外方へ突出する。また、スライドブロックが通常の位置に戻されたときは、スライドブロックの外方への移動と前記案内部材による前記押出し部材の型閉じ方向への平行移動によって、外方へ突出した前記押出し部材が相対的にスライドブロックの内方に戻される。
【0012】
このように、本発明の射出成形金型によれば、従来の特許文献1に開示された射出成形金型のように、ラック部材やピニオン部材或いはカム部材等を必要とすることなく、非常に簡易な構成で押出し部材を移動させることができる。具体的には、スライドブロックには前記押出し部材を摺動させるための第1案内孔を設けるだけでよく、固定型には前記案内部材が案内される第2案内孔を設けるだけでよい。従って、従来の金型に本発明の上記機構を適用する場合も、加工が容易なものとなる。
【0013】
また、本発明の射出成形金型においては、前記押出し部材は前記案内部材に前記型開き方向に回動自在に設けられていることが好ましい。このように、前記押出し部材と前記案内部材とを型開き方向に回動自在に形成したときは、種類の異なる成形品を成型する金型において、前記第1案内孔と前記第2案内孔との角度を変更する必要が生じた場合であっても、前記押出し部材等の構成を変更する必要がない。
【0014】
【発明の実施の形態】
次に、本発明の射出成形金型の実施形態の一例について、図1乃至図3を参照して説明する。図1は本実施形態の射出成形金型が閉じられた状態を示す説明的断面図、図2は図1の射出成形金型において可動型が型開きされた状態を示す説明的断面図、図3は図2の状態からスライドブロックが上昇する状態を示す説明的断面図である。
【0015】
本実施形態の射出成形金型1は、自動車のフロントバンパーW(図2参照)を成形する金型であり、図1に示すように、固定型2と、図示しない昇降装置により固定型2に対して進退自在の可動型3と、固定型2に対して斜め方向に移動自在のスライドブロック4とを備えている。また、固定型2とスライドブロック4と可動型3とが組み合わされてキャビティ5が形成される。このキャビティ5は、バンパーWのヘッドライト装着位置の下部に近接する略L字形の折返し部Waを形成する折返し部5aを有している。
【0016】
固定型2は、床面等に固定して設置される金型であり、図1に示すように、バンパーの裏面側となるキャビティ5を形成する成形面2aを有し、スライドブロック4が収納されるように切欠加工がなされている。このスライドブロック4が収納される箇所には、スライドブロックが摺動する傾斜面2bが設けられている。また、固定型2には、スライドブロック4を移動させるためのガイドピン6を案内する貫通孔2cが設けられている。この貫通孔2cは、固定型2の傾斜面2bと同一の角度で傾斜している。
【0017】
スライドブロック4は、固定型2の成形面2aと連続してバンパーWの裏面側となるキャビティ5を形成する成形面4aと、固定型2の傾斜面2bに当接して摺動する摺動面4bと、後述する案内ピン10を逃がすための切欠部4cとを備えている。また、スライドブロック4には下端部にガイドピン6が取り付けられており、ガイドピン6の昇降によりスライドブロック4が昇降されるようになっている。尚、このガイドピン6は、固定型2に対して昇降される昇降台7にスライドガイド8を介して連結されている。このスライドガイド8は、昇降台7の昇降に伴ってガイドピン6との連結位置を水平方向にスライドさせるものである。
【0018】
また、本実施形態の射出成形金型1においては、成形されたバンパーWを型から取り外すための機構として、押出しピン9(押出し部材)と案内ピン10(案内部材)とを用いている。押出しピン9は、図1に示すように、スライドブロック4に設けられた第1案内孔4dに摺動自在に装着され、その先端部がキャビティ5の折返し部5aに露出している。また、押出しピン9の後方部分(図1において左側)は前方部分よりも大径に形成されており、後端部は連結ピン11を介して案内ピン10に回動自在に連結されている。また、案内ピン10は、固定型2に設けられた第2案内孔2dに摺動自在に装着されている。第2案内孔2dは、図1において鉛直方向に設けられており、可動型3の進退方向と同一の方向に向けて形成されている。
【0019】
次に、本実施形態の射出成形金型1によってバンパーWを成形する工程について説明する。まず、図1に示すように、昇降台7を下降させてガイドピン6によってスライドブロック4を固定型2と一体となるように装着し、成形面2aと成形面4aとが一連となるようにする。同時に、可動型3を下降させて、固定型2とスライドブロック4と可動型3とによりキャビティ5を形成する。この状態でキャビティ5内に溶融樹脂を射出して凝固させることによりバンパーWを成形する。次に、図2に示すように可動型3を上昇させる。これにより、バンパーWの表面側が露出される。
【0020】
次に、ガイドピン6を上昇させると、図3(a)に示すように、スライドブロック4の摺動面4bが固定型2の傾斜面2bを摺動しながらバンパーWの内方に向けて斜めに上昇する。このとき、押出しピン9及び案内ピン10もスライドブロック4と共に上昇するが、案内ピン10は第2案内孔2dによって鉛直方向に案内されるため、押出しピン9も鉛直方向に平行移動する。
【0021】
このように、押出しピン9は案内ピン10に案内されて鉛直方向に移動するため左右方向には移動しないのに対し、スライドブロック4は傾斜面2bに沿って斜め上方に移動するため内方(図3において左側)に移動する。従って、押出しピン9がスライドブロック4に対して相対的に右側に移動するため、図3(a)に示すように、押出しピン9の先端部がバンパーWの折返し部Waを右側に押出す。
【0022】
この状態からさらにスライドブロック4を上昇させると、図3(b)に示すように、押出しピン9の先端部がさらにスライドブロック4から突出して折返し部Waを押し出すため、バンパーWは完全にスライドブロック4から離脱する。また、ガイドピン6によりスライドブロック4を下降させて固定型2の所定位置に装着するときは、押出しピン9が案内ピン10及び第2案内孔2dによって鉛直方向に案内され、スライドブロック4の摺動面4bが固定型2の傾斜面2bに案内されて図において右方向に移動されるため、図1に示すように押出しピン9がスライドブロック4の所定位置に収納される。
【0023】
このように、本実施形態の射出成形金型1によれば、押出しピン9と案内ピン10とによってバンパーWを型から確実に取り外すことができる。また、従来の射出成形金型に本実施形態の取り外し機構を追加する場合であっても、固定型2には第2案内孔2dを設け、スライドブロック4には第1案内孔4dと切欠部4cを設け、さらに連結ピン11により連結された押出しピン9及び案内ピン10をそれぞれの案内孔4d,2dに挿入するだけでよい。従って、従来のようにカム部材等の複雑な機構を必要としない。
【0024】
尚、上記実施形態においては、第1案内孔4dが水平方向に延設され、第2案内孔2dが鉛直方向に延設されたものについて説明したが、これに限らず、多少角度が異なっていてもよい。固定型2及びスライドブロック4は車種によって形状が異なっており、上記実施形態のようにそれぞれの案内孔を水平及び鉛直方向に設けることができない場合もある。しかしながら、押出しピン9は案内ピン10に連結ピン11により回動自在に連結されているため、第1案内孔4d及び第2案内孔2dの角度が異なった場合であっても、連結ピン11により角度を合致させることができる。従って、本発明における成形品の取り外し機構は、様々な金型に容易に適用することができる。
【図面の簡単な説明】
【図1】本実施形態の射出成形金型が閉じられた状態を示す説明的断面図。
【図2】図1の射出成形金型において可動型が型開きされた状態を示す説明的断面図。
【図3】図2の状態からスライドブロックが上昇する状態を示す説明的断面図。
【符号の説明】
1…射出成形金型、2…固定型、2d…第2案内孔、3…可動型、4…スライドブロック、4d…第1案内孔、5…キャビティ、5a…折返し部、9…押出しピン(押出し部材)、10…案内ピン(案内部材)。
Claims (2)
- 固定型と、前記固定型に対して進退自在の可動型と、前記固定型側に設けられ前記可動型の型開き方向に対して内方に傾斜する摺動面を摺動自在のスライドブロックとを備え、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成され、前記スライドブロックに前記キャビティが内方に折り返された折返し部が形成された射出成形金型において、
前記スライドブロックは前記型開き方向に対して横方向に向けて前記折返し部に開口する第1案内孔と、前記第1案内孔に摺動自在に内設される押出し部材とを備え、
前記固定型は前記型開き方向に向けて前記摺動面に開口する第2案内孔と、前記第2案内孔に摺動自在に内設され先端部が前記押出し部材に連結される案内部材とを備え、
前記押出し部材は、前記固定型と前記可動型と前記スライドブロックとが組み合わされてキャビティが形成された際に前記第1案内孔の開口部を塞いで前記折返し部の壁面を形成し、前記可動型が型開きされた後前記スライドブロックが前記型開き方向に移動された際に前記スライドブロックの内方への移動量に応じて前記案内部材に案内され前記折返し部から突出することを特徴とする射出成形金型。 - 前記押出し部材は前記案内部材に前記型開き方向に回動自在に設けられていることを特徴とする請求項1に記載の射出成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002268610A JP2004106220A (ja) | 2002-09-13 | 2002-09-13 | 射出成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002268610A JP2004106220A (ja) | 2002-09-13 | 2002-09-13 | 射出成形金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004106220A true JP2004106220A (ja) | 2004-04-08 |
Family
ID=32266790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002268610A Pending JP2004106220A (ja) | 2002-09-13 | 2002-09-13 | 射出成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004106220A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100897265B1 (ko) | 2007-11-28 | 2009-05-14 | 현대자동차주식회사 | 플라스틱 사출금형장치 |
| CN111204017A (zh) * | 2020-02-13 | 2020-05-29 | 宁波方正汽车模具股份有限公司 | 汽车前保险杠注塑模具的斜顶顶出机构 |
| CN113815201A (zh) * | 2021-08-05 | 2021-12-21 | 浙江零跑科技股份有限公司 | 一种卡扣有两个不同角度的出模结构 |
| WO2022127297A1 (zh) * | 2020-12-17 | 2022-06-23 | 浙江朔豪科技股份有限公司 | 薄壁高刚性汽车保险杠模具的z形导轨结构 |
| CN116748488A (zh) * | 2023-08-17 | 2023-09-15 | 宁波爱柯迪半固态成型技术有限公司 | 一种高固相半固态前模转向局部挤压机构及其装配方法 |
-
2002
- 2002-09-13 JP JP2002268610A patent/JP2004106220A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100897265B1 (ko) | 2007-11-28 | 2009-05-14 | 현대자동차주식회사 | 플라스틱 사출금형장치 |
| CN111204017A (zh) * | 2020-02-13 | 2020-05-29 | 宁波方正汽车模具股份有限公司 | 汽车前保险杠注塑模具的斜顶顶出机构 |
| WO2022127297A1 (zh) * | 2020-12-17 | 2022-06-23 | 浙江朔豪科技股份有限公司 | 薄壁高刚性汽车保险杠模具的z形导轨结构 |
| CN113815201A (zh) * | 2021-08-05 | 2021-12-21 | 浙江零跑科技股份有限公司 | 一种卡扣有两个不同角度的出模结构 |
| CN116748488A (zh) * | 2023-08-17 | 2023-09-15 | 宁波爱柯迪半固态成型技术有限公司 | 一种高固相半固态前模转向局部挤压机构及其装配方法 |
| CN116748488B (zh) * | 2023-08-17 | 2023-11-24 | 宁波爱柯迪半固态成型技术有限公司 | 一种高固相半固态前模转向局部挤压机构及其装配方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007136809A (ja) | 樹脂成形金型 | |
| JP7007690B2 (ja) | スライド機構、可動型及び成形用金型 | |
| US6827126B2 (en) | Metal die device for casting | |
| JP2004106220A (ja) | 射出成形金型 | |
| JPH07223244A (ja) | 樹脂成形用金型装置 | |
| JP2005178185A (ja) | 射出成形金型及びそれを用いた射出成形品の製造方法 | |
| CN1064590C (zh) | 拉链滑扣模型及模制法 | |
| JP5336976B2 (ja) | 射出成形型 | |
| JP3618700B2 (ja) | 射出成形金型 | |
| KR200451371Y1 (ko) | 내외측 이중 언더컷처리용 금형장치 | |
| JP6541466B2 (ja) | 射出成形装置 | |
| JPH09239794A (ja) | 射出成形用金型 | |
| JP2006289688A (ja) | 射出成形用金型および射出成形方法 | |
| JP2003245955A (ja) | 射出成形金型 | |
| JP2004306295A (ja) | 成形用金型 | |
| JP2003311791A (ja) | 射出成形金型 | |
| CN114131842B (zh) | 一种防止刮花产品的汽车部件注塑模具及顶出方法 | |
| JP7097101B2 (ja) | ゲート切断装置及び成形用金型 | |
| JP2003245957A (ja) | 射出成形金型 | |
| CN220562110U (zh) | 一种直顶抽芯装置及模具 | |
| CN218593582U (zh) | 一种复合脱模机构及塑胶产品 | |
| CN216230510U (zh) | 一种防止刮花产品的汽车部件注塑模具 | |
| CN219855571U (zh) | 一种塑料模具油缸斜抽滑块内置斜顶装置 | |
| CN211993771U (zh) | 一种防抱死的模具结构 | |
| CN216230481U (zh) | 一种具有缩呵结构的汽车注塑件模具 |