ES2945059T3 - Pieza moldeada termoplástica - Google Patents
Pieza moldeada termoplástica Download PDFInfo
- Publication number
- ES2945059T3 ES2945059T3 ES16833351T ES16833351T ES2945059T3 ES 2945059 T3 ES2945059 T3 ES 2945059T3 ES 16833351 T ES16833351 T ES 16833351T ES 16833351 T ES16833351 T ES 16833351T ES 2945059 T3 ES2945059 T3 ES 2945059T3
- Authority
- ES
- Spain
- Prior art keywords
- pad
- cushioning pad
- foam
- layer
- cushioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920001169 thermoplastic Polymers 0.000 title claims abstract description 14
- 239000004416 thermosoftening plastic Substances 0.000 title claims abstract description 14
- 239000000463 material Substances 0.000 claims abstract description 52
- 238000002844 melting Methods 0.000 claims abstract description 22
- 230000008018 melting Effects 0.000 claims abstract description 22
- 238000013016 damping Methods 0.000 claims description 35
- 238000009757 thermoplastic moulding Methods 0.000 claims description 16
- 239000006260 foam Substances 0.000 description 50
- 238000000465 moulding Methods 0.000 description 32
- 238000000034 method Methods 0.000 description 31
- 238000005187 foaming Methods 0.000 description 23
- 229920001610 polycaprolactone Polymers 0.000 description 19
- 239000004632 polycaprolactone Substances 0.000 description 19
- 239000011257 shell material Substances 0.000 description 17
- 238000004132 cross linking Methods 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 229920001971 elastomer Polymers 0.000 description 9
- 230000007423 decrease Effects 0.000 description 7
- 238000001746 injection moulding Methods 0.000 description 7
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 229920001684 low density polyethylene Polymers 0.000 description 6
- 239000004702 low-density polyethylene Substances 0.000 description 6
- 230000035939 shock Effects 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 238000010894 electron beam technology Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 210000004027 cell Anatomy 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 210000000497 foam cell Anatomy 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 210000004243 sweat Anatomy 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002075 main ingredient Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F5/00—Orthopaedic methods or devices for non-surgical treatment of bones or joints; Nursing devices; Anti-rape devices
- A61F5/01—Orthopaedic devices, e.g. splints, casts or braces
- A61F5/04—Devices for stretching or reducing fractured limbs; Devices for distractions; Splints
- A61F5/05—Devices for stretching or reducing fractured limbs; Devices for distractions; Splints for immobilising
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/04—Plaster of Paris bandages; Other stiffening bandages
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F5/00—Orthopaedic methods or devices for non-surgical treatment of bones or joints; Nursing devices; Anti-rape devices
- A61F5/01—Orthopaedic devices, e.g. splints, casts or braces
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/07—Stiffening bandages
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/07—Stiffening bandages
- A61L15/14—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/26—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/425—Porous materials, e.g. foams or sponges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C39/12—Making multilayered or multicoloured articles
- B29C39/123—Making multilayered articles
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Engineering & Computer Science (AREA)
- Veterinary Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Materials Engineering (AREA)
- Epidemiology (AREA)
- Nursing (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Hematology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Materials For Medical Uses (AREA)
- Inorganic Insulating Materials (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Organic Insulating Materials (AREA)
Abstract
De acuerdo con una realización de la presente invención, un molde termoplástico comprende: una estructura termoplástica que tiene forma de red; una piel exterior dispuesta sobre la superficie exterior de la estructura; una almohadilla amortiguadora dispuesta en la superficie exterior de la piel exterior para que tenga elasticidad; y un material de acabado dispuesto en la superficie exterior de la almohadilla amortiguadora para que entre en contacto con un cuerpo, en el que la piel exterior, la almohadilla amortiguadora y el material de acabado tienen puntos de fusión más altos que los de la estructura, y el material de acabado tiene una porosidad diferente a la de la almohadilla amortiguadora. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Pieza moldeada termoplástica
[Campo técnico]
La presente invención se refiere a una pieza moldeada termoplástica, y más particularmente, a una pieza moldeada termoplástica formada por un material termoplástico, como se define en la reivindicación 1, y que puede prevenir el movimiento de una parte dañada (superficie afectada) de un ser humano o de un animal durante un proceso de tratamiento.
[Técnica anterior]
Una pieza moldeada, una férula, un aparato ortopédico, un dispositivo de corrección, otros dispositivos de corrección médica, etc. para un tratamiento suave cuando una articulación, un brazo o una pierna se fracturan o se dañan son denominados colectivamente como pieza moldeada.
Generalmente, con el fin de fijar una articulación, un brazo o una pierna dañados, se coloca una pieza moldeada utilizando un vendaje y un yeso. Sin embargo, el yeso es pesado y no se puede volver a moldear una vez seco y se deteriora o se rompe cuando se expone a la humedad. Por lo tanto, es difícil para un paciente que usa una pieza moldeada bañarse o ducharse. Además, la parte del paciente en la que se coloca la pieza moldeada está mal venti lada.
Los ejemplos de una pieza moldeada que no se daña fácilmente y tiene buena ventilación incluyen una pieza mol deada curable con agua que se describe en el documento de patente de EE. UU. Núm. 6,673,029, una pieza mol deada curable con agua que se describe en la publicación de patente coreana Núm. 10-1425883 y otras similares. Sin embargo, las piezas moldeadas curables en agua descritas son de baja productividad ya que se debe evitar que entren en contacto con agua o humedad mientras se están fabricando, son difíciles de almacenar ya que deben almacenarse herméticamente para protegerlas de la humedad después de fabricarse y no pueden ser reutilizadas una vez endurecidas. Por lo tanto, las piezas moldeadas curables en agua no pueden cambiarse ni reutilizarse inclu so cuando sea necesario cambiarlos de acuerdo con el estado de recuperación del paciente.
Para solucionar estos problemas, las publicaciones de patentes coreanas números 10-1414493 y 10 1538642 revelan piezas moldeadas termoplásticas que tienen un núcleo para tener suficiente resistencia.
Las publicaciones de patentes coreanas números 10-1538644 y 10-1538645 describen una estructura en la que se proporciona una cubierta exterior blanda sobre una superficie circunferencial exterior para servir como refuerzo y elemento limitador de cambio y evitar que el paciente se sienta incómodo incluso cuando la superficie de una pieza moldeada está en contacto con la piel del paciente.
Sin embargo, tales piezas moldeadas bien conocidas pueden aumentar la incomodidad de un paciente ya que las piezas moldeadas tienen una superficie dura o deben estar en contacto con la piel del paciente durante mucho tiem po, y pueden causar dolor en un superficie dañada cuando se recibe un impacto sobre la misma.
Por lo tanto, convencionalmente, una almohadilla inferior (o un protector de piel) que tiene una forma de malla relati vamente fina se coloca alrededor de una superficie dañada antes de colocar una pieza moldeada en el superficie dañada, y a continuación superficie la superficie dañada se cura fijando la pieza moldeada sobre la almohadilla infe rior, como se ilustra en la figura 1. En este caso, la superficie dañada está mal ventilada debido a la almohadilla inferior y la almohadilla inferior está húmeda durante mucho tiempo, por ejemplo, cuando un paciente se ducha y el agua es absorbida por la almohadilla inferior. Como consecuencia, el usuario se sentiría incómodo.
[Exposición]
[Problema técnico]
Con el fin de resolver los problemas descritos más arriba de una pieza moldeada convencional formado por un mate rial termoplástico y que tiene una forma de malla, la presente invención está dirigida a una pieza moldeada que in cluye una almohadilla amortiguadora y un material de acabado como se define en la reivindicación 1, para eliminar inconvenientes para el usuario que pueden ser causados cuando el usuario usa la pieza moldeada, absorbe un impacto aplicado a un superficie dañada, tiene buena ventilación y se puede usar y ser duradera.
[Solución técnica]
Un aspecto de la presente revelación proporciona una pieza moldeada termoplástica que tiene una estructura en forma de malla, en la que una pluralidad de líneas para cubrir y fijar el cuerpo de un usuario se cruzan entre sí en una dirección diagonal, y una almohadilla amortiguadora formada por una espuma se apila sobre una interfaz entre la estructura y la piel del usuario.
En la pieza moldeada termoplástica, se puede unir una cubierta exterior formada de caucho a una superficie circun ferencial exterior de la estructura y se puede incluir en la estructura un núcleo en forma de malla.
La almohadilla amortiguadora puede incluir dos o más capas que tengan diferentes grados de formación de espuma. En la almohadilla amortiguadora de acuerdo con la presente descripción, la espuma puede incluir uno o más tipos de resina seleccionados del grupo que consiste en polietileno, polipropileno, etilenvinilacetato y poliuretano. La almoha dilla amortiguadora se puede unir a la estructura mediante pieza moldeada por inyección de inserción sin usar un adhesivo.
La almohadilla amortiguadora de acuerdo con la presente descripción tiene una dureza Shore C de 45 o menos. [Efectos ventajosos]
Una pieza moldeada que tiene una estructura en forma de malla de acuerdo con la presente invención incluye un amortiguador formado por una espuma y apilado sobre una interfaz entre la pieza moldeada y la piel del usuario para eliminar cualquier inconveniente para el usuario causado cuando el usuario usa la pieza moldeada, absorber un impacto aplicado a un superficie enferma, y ser usable y durable.
[Descripción de los dibujos]
La figura 1 es un diagrama que ilustra un ejemplo de instalación de una almohadilla inferior y una pieza mol deada de acuerdo con la técnica relacionada.
La figura 2 es una vista en sección transversal de una pieza moldeada termoplástica que incluye una al mohadilla amortiguadora apilada sobre el mismo de acuerdo con una realización de la presente invención. La figura 3 es una vista exterior de una pieza moldeada termoplástica que incluye una almohadilla amortigua dora de acuerdo con la presente invención.
La figura 4 es una vista en sección transversal de una pieza moldeada termoplástica que incluye una al mohadilla amortiguadora apilada sobre la misma de acuerdo con otra realización de la presente invención. La figura 5 es una vista en sección transversal de una pieza moldeada termoplástica que incluye una al mohadilla amortiguadora apilada sobre la misma de acuerdo con una realización adicional de la presente in vención.
La figura 6 es una vista en sección transversal de una pieza moldeada termoplástica que incluye un material de acabado apilado sobre la misma de acuerdo con otra realización de la presente invención.
[Mejor modo de la Invención]
Una pieza moldeada termoplástica de acuerdo con la presente invención puede implementarse sobre la base de la reivindicación 1.
[Modos de la Invención]
A continuación, se describirán en detalle realizaciones ejemplares de la presente invención con referencia a los dibujos adjuntos, pero la idea de la presente invención no se limita a ellos. Los expertos en la materia que entiendan la idea de la presente invención pueden sugerir fácilmente otras invenciones regresivas u otras realizaciones que se encuentran dentro del alcance de la presente invención agregando, cambiando u omitiendo otros componentes den tro del mismo alcance que la presente invención y se debe entender que las otras invenciones regresivas o las otras realizaciones caen dentro del alcance de la presente invención.
En los dibujos, los mismos números de referencia se asignan a componentes que tienen las mismas funciones que caen dentro del mismo alcance que las realizaciones expuestas en la presente memoria descriptiva.
En la presente memoria descriptiva y a continuación, se describirán en detalle realizaciones ejemplares de la pre sente invención con referencia a los dibujos que se acompañan.
La presente invención se refiere a una composición de una pieza moldeada termoplástica para cubrir y fijar o corre gir una parte fracturada de un paciente o similar. Como se ilustra en la figura 2, una pieza moldeada de acuerdo con la presente invención incluye una estructura 10 y una almohadilla amortiguadora 100 formada por una espuma y apilada sobre una superficie de la estructura en contacto con la piel del usuario.
La estructura 10 tiene una forma de malla en la que las aberturas, teniendo cada una de las cuales una forma poli gonal, están formadas uniformemente. En este caso, una sección transversal de un lado de la estructura 10 que se encuentra en forma de malla, se moldea en forma rectangular, cuya altura es mayor que su anchura para asegurar la resistencia suficiente para resistir una fuerza o impacto externo. La estructura 10 está formada por un material compuesto de policaprolactona (PCL) con una base de PCL.
La forma general de la pieza moldeada que incluye la estructura 10 puede ser igual o similar a la de las pieza mol deadas descritas en las publicaciones de patentes coreanas números 10-1425883, 10-1414493, 10-1538642, 10 1538644, y 10-1538645 que fueron inventados previamente por el inventor de la presente invención. Como se ilustra en la figura 3, la almohadilla amortiguadora 100 está apilada sobre una superficie global de la estructura 10 que
tiene una forma de malla obtenida mediante la intersección de una pluralidad de líneas y que está en contacto con la piel del usuario.
La PCL se utiliza como ingrediente principal del material compuesto PCL utilizado para formar la estructura 10. La PCL empleado en la presente invención es un tipo de poliéster producido por medio de la polimerización con apertu ra de anillo de caprolactona, es un polímero cristalino y tiene un punto de fusión bajo de 50 a 80°C.
Además, la PCL empleada en la presente invención tiene un peso molecular medio en peso de 20.000 a 80.000. Cuando el peso molecular medio de la PCL es inferior a 20.000, una propiedad física mecánica (fuerza de impulso) del material compuesto de PCL es baja y, por lo tanto, no se espera que la PCL sirva como estructura. Por lo tanto, se utiliza preferentemente PCL con un alto peso molecular. Sin embargo, cuando el peso molecular promedio en peso de la PCL es superior a 80.000, el módulo y la fluidez del material compuesto de PCL son bajos y la PCL no es apropiada como material de moldeo.
El punto de fusión de la PCL está en un intervalo de aproximadamente 50 a 80°C en las condiciones descritas más arriba. Por lo tanto, la pieza moldeada se puede colocar fácilmente sobre un superficie dañada.
Sin embargo, cuando la estructura 10 está formada solo por PCL, las propiedades físicas de la misma, por ejemplo, la resistencia a la tracción, son bajas y, por lo tanto, se puede agregar una fibra de vidrio o una fibra de carbono como material de refuerzo de la PCL para mejorar las propiedades físicas .
En otra realización, como se ilustra en la figura 4, se proporciona una estructura 10 que incluye un núcleo 20 y una almohadilla amortiguadora 100 formada por una espuma y apilada en una interfaz entre la estructura 10 y la piel del usuario.
Preferiblemente, el núcleo 20 está formado por un elastómero de resina sintética termoplástica y tiene un punto de fusión superior al de la estructura 10. En este caso, un material del núcleo 20 que tenga un punto de fusión superior al de la estructura 10 puede ser un material elástico tal como poliuretano, polietileno, un PVC blando, un copolímero de polipropileno, etc. En este caso, cada lado de la estructura 10 tiene una forma rectangular de la sección transver sal , cuya altura es mayor que una anchura de la misma. De esta manera, la estructura 10 tiene suficiente resisten cia para resistir una fuerza o impacto externo.
En una realización adicional, como se ilustra en la figura 5, se proporciona una estructura 10 a la que se une una cubierta exterior 30 formada por caucho, y una almohadilla amortiguadora 100 formada de una forma y apilada sobre una interfaz entre la estructura 10 y la piel del usuario.
En este caso, la cubierta exterior 30 cubre la estructura 10 para evitar que la estructura 10 se extienda excesivamen te cuando la estructura 10 se funde de modo que la estructura 10 pueda mantener una forma rectangular en forma de malla, puede evitar que el grosor de la estructura 10 disminuya cuando la estructura 10 se alarga para evitar una disminución en la resistencia de la estructura 10, y puede servir como un amortiguador que evita que una superficie dura de la estructura 10 entre en contacto directo con la piel de un paciente.
Sin embargo, la cubierta exterior 30 debe exhibir tanto la resistencia como la elasticidad adecuadas y, por lo tanto, está formada por un material de goma de una dureza Shore D de 2 a 35. Por lo tanto, la cubierta exterior 30 dismi nuye la sensación de desgaste de la pieza moldeada cuando la pieza moldeada está en contacto. con la piel del paciente y no absorbe suficientemente un impacto externo. Por lo tanto, la cubierta exterior 30 exhibe una cierta función de amortiguación en comparación con una estructura que no tiene cubierta exterior, pero no proporciona un efecto de amortiguación suficiente.
Por lo tanto, se puede lograr un efecto deseado de la presente invención cuando se apila una almohadilla amorti guadora formada por una espuma en una interfaz entre la estructura 10 que incluye la cubierta exterior 30 de acuer do con la presente realización y la piel del usuario.
En la presente invención, la estructura 10 debe tener una alta capacidad de moldeado cuando la estructura 10 se calienta de 70 a 80°C para colocarla en la superficie dañada de un paciente, debe tener la resistencia suficiente para soportar un impacto externo o una fuerza después de colocar la estructura 10 sobre la superficie dañada, y tienen alta fluidez apropiada para fabricar la estructura 10 por medio de moldeado por inyección.
La almohadilla amortiguadora apilada sobre la estructura 10 debe tener una alta fuerza adhesiva con respecto a la estructura 10 para que no se pele, deforme o rompa debido a una fuerza externa, humedad, calor o similares.
Por lo tanto, la almohadilla amortiguadora de acuerdo con la presente invención está formada preferiblemente por una espuma. En este caso, la espuma se fabrica preferiblemente espumando uno o más tipos de resina selecciona dos del grupo que consiste en polietileno, polipropileno, etilenvinilacetato y poliuretano.
Con el fin de mejorar la elasticidad y la flexibilidad, la resina se puede mezclar con uno o más tipos de elastómeros de alta elasticidad. El uno o más tipos de elastómeros de alta elasticidad incluyen un TPE a base de estireno como EPR, EPDM, un copolímero de etileno-alfa olefina, SBS, SIS o SEBS, un material de caucho a base de butadieno, un elastómero termoplástico como TP0 y una mezcla de los mismos.
La resistencia mecánica, la elasticidad y la flexibilidad de la espuma pueden variar de acuerdo con el aumento de la espuma. Por lo tanto, el aumento de la espuma se puede cambiar de acuerdo con el uso de la pieza moldeada. El aumento de la espuma está preferentemente en un rango de 5 a 40 veces, y más preferentemente, en un rango de 5 a 30 veces.
Cuando el aumento de la espuma es bajo, la resistencia mecánica de la espuma aumenta pero su elasticidad dismi nuye. Cuando el aumento de la espuma es excesivamente alto o en el caso de una espuma no reticulada, una celda espumada puede romperse a altas temperaturas y, por lo tanto, puede producirse un producto defectuoso. Por lo tanto, el aumento de la espuma se ajusta preferiblemente para que esté en el intervalo que se ha descrito más arri ba.
La almohadilla amortiguadora puede estar formada por dos o más capas que tengan diferentes grados de espuma do.
Cuando una pieza moldeada que tiene una estructura de malla y una almohadilla amortiguadora que tiene un alto grado de formación de espuma se fusionan una con la otra por medio de unión por fusión, es probable que una cel da espumada de la almohadilla amortiguadora explote durante la unión por fusión y, por lo tanto, una función de absorción de impactos de la almohadilla amortiguadora es posible que no funcione correctamente y que el estado de fusión empeore. Por el contrario, una almohadilla amortiguadora que tiene un bajo grado de formación de espuma tiene una baja capacidad de absorción de impactos y disminuye la sensación de que se está usando una pieza mol deada. Por lo tanto, se puede evitar la explosión de la celda de espuma de la almohadilla amortiguadora y se puede mejorar la capacidad de absorción de impactos cuando una almohadilla que tiene un bajo grado de formación de espuma y una almohadilla que tiene un alto grado de formación de espuma se apilan juntas para formar una lámina con dos o más capas, una parte que tiene un bajo grado de formación de espuma se usa como parte de fusión, y una parte que tiene un alto grado de formación de espuma se usa como parte en contacto con la piel del usuario. Alternativamente, se puede usar una espuma formada por un material que tiene un punto de fusión bajo, por ejem plo, EVA, como la parte en contacto con la piel del usuario y una espuma formada por un material que tiene un punto de fusión relativamente alto, por ejemplo, LDPE, se puede usar como parte de fusión.
Un proceso de formación de espuma de una almohadilla amortiguadora de acuerdo con la presente invención puede ser un proceso de formación de espuma con reticulación o un proceso de formación de espuma sin reticulación. Los ejemplos del proceso de formación de espuma de reticulación incluyen un proceso de formación de espuma de reticulación química y un proceso de formación de espuma de reticulación por haz de electrones. En el proceso químico de reticulación-formación de espuma, se forma un radical a alta temperatura, una lámina se moldea mez clando una resina con un agente de reticulación que provoca una reacción de reticulación y una espuma que se descompone y genera un gas a alta temperatura, y a continuación se extruye una estructura resultante a baja tem peratura a la que no se produce la reacción de reticulación y la reacción de descomposición de la espuma, y la for mación de espuma se genera por medio de la reacción de reticulación pasando una lámina moldeada a través del interior de un túnel horizontal de alta temperatura.
En el proceso de formación de espuma de reticulación por haz de electrones, se fabrica una lámina sin espuma mezclando y extruyendo una espuma y una resina sin usar un agente de reticulación, se emite un haz de electrones hacia esta lámina para provocar una reacción de reticulación. y la formación de espuma se genera al pasar la lámina a través del interior de un túnel horizontal o vertical de alta temperatura.
Los ejemplos del proceso de formación de espuma sin reticulación incluyen un procedimiento de uso de una espuma química y un procedimiento de uso de una espuma de tipo gaseoso. Aquí, la formación de espuma se genera me diante un proceso de extrusión primario sin utilizar una reacción de reticulación.
En este caso, puesto que la viscosidad y la elasticidad de una resina reticulada aumentan notablemente en estado fundido, la resina reticulada tiene burbujas más pequeñas y uniformes que las de una lámina de espuma no reticula da. Por lo tanto, la espuma tiene una gran elasticidad y fuerza restauradora y se siente suave. Cuando la espuma no está reticulada, una fina pared de burbujas se derrite rápidamente a alta temperatura y, por lo tanto, se rompe una celda. Por lo tanto, la formación de espuma sin reticulación no es apropiada para un proceso de unión de almohadi llas amortiguadoras realizado mediante un proceso moldeado por inyección de insertos de acuerdo con la presente invención. Por lo tanto, una almohadilla amortiguadora se fabrica preferiblemente mediante el proceso de formación de espuma de reticulación o el proceso de formación de espuma de reticulación por haz de electrones.
Una almohadilla amortiguadora y una estructura de acuerdo con la presente invención se unen una a la otra por medio de moldeado por inyección de inserción.
Los ejemplos de un procedimiento para unir la almohadilla amortiguadora y la estructura incluyen un procedimiento de unión usando un adhesivo y un procedimiento de unión por calor realizado a alta temperatura.
En el procedimiento de unión que usa un adhesivo, una estructura y una almohadilla amortiguadora se unen una a la otra aplicando el adhesivo a una superficie de la estructura o a una cubierta exterior que cubre la estructura, a una superficie de la almohadilla amortiguadora, o a ambos, poniéndolas juntas y aplicando presión sobre ellas. De esta manera, la unión se puede realizar a baja temperatura. Sin embargo, este procedimiento no es preferible ya que es complicado, un lugar de trabajo puede contaminarse debido al uso de un adhesivo líquido y una sustancia dañina puede permanecer en una pieza moldeada completada.
En el procedimiento de unión por calor, una superficie de una estructura o una cubierta exterior que se va a unir y una superficie de una almohadilla amortiguadora se unen una a la otra calentándolas hasta un punto de fusión o superior, en el que la estructura, la cubierta exterior y la almohadilla amortiguadora se funden, juntándolas y aplicán dolas presión. Este procedimiento es más simple que un proceso de alta temperatura o un proceso que usa un ad hesivo y es ecológico.
Sin embargo, la eficiencia del proceso del procedimiento de unión por calor es baja, puesto que una estructura es moldeada por moldeo por inyección de inserción o se moldea una estructura cubierta con una cubierta exterior y a continuación se realiza adicionalmente un proceso de unión de la estructura con una almohadilla amortiguadora. Por lo tanto, en la presente invención, se realiza un proceso de unión uniendo una almohadilla amortiguadora duran te un proceso de moldeo por inyección de insertos sin realizar un proceso adicional.
Es decir, se corta una almohadilla amortiguadora en forma de lámina con la forma de una estructura y a continuación se inserta en un núcleo de una placa móvil de un molde para moldear la estructura o una cubierta exterior de la misma.
En el caso de una estructura que incluye una cubierta exterior, se inserta una estructura moldeada primariamente en un molde y un material de caucho para formar la cubierta exterior se moldea por inserción, de modo que una resina fundida a alta temperatura pueda unirse a una almohadilla amortiguadora mediante calentamiento tan pronto como la resina fluya al interior de la pieza moldeada para formar la cubierta exterior. De esta manera, una pieza moldeada en la que la estructura está cubierta con la cubierta exterior y la almohadilla amortiguadora se une a una superficie de la cubierta exterior puede fabricarse con un proceso.
En el caso de una estructura que no incluye una cubierta exterior, se moldea una estructura moldeada primariamen te inyectando la estructura en un molde, y se inserta una almohadilla amortiguadora que está cortada con la forma de la estructura en el núcleo de una placa móvil del molde. de modo que la estructura se pueda unir a la almohadilla amortiguadora mediante calentamiento tan pronto como la estructura se encuentre moldeada. Por lo tanto, una pieza moldeada a la que se une la almohadilla amortiguadora puede fabricarse con un proceso.
Se determinó que la almohadilla amortiguadora unida a la pieza moldeada debería tener preferentemente una den sidad de 0,03 a 0,1 g/cm3 y una dureza Shore C de 45 o menos en la presente invención.
Cuando la densidad de la almohadilla amortiguadora es extremadamente alta y está más allá del rango que se ha descrito más arriba, la almohadilla amortiguadora es extremadamente dura y disminuye en gran medida la sensación de llevar la pieza moldeada. Cuando la densidad de la almohadilla amortiguadora es extremadamente baja, la dura bilidad de la misma disminuye y, por lo tanto, es probable que la almohadilla amortiguadora se rompa o se pele. Por lo tanto, la almohadilla amortiguadora se fabrica preferiblemente para satisfacer el rango que se ha descrito más arriba.
Cuando la dureza Shore C es extremadamente alta y está fuera del rango, la almohadilla amortiguadora no tiene suficiente elasticidad y disminuye en gran medida la sensación de uso de la pieza moldeada. Cuando la dureza Shore C es extremadamente baja, la durabilidad de la almohadilla amortiguadora disminuye y, por lo tanto, es pro bable que la almohadilla amortiguadora se rompa. Por lo tanto, la almohadilla amortiguadora se fabrica preferible mente para satisfacer el rango que se ha descrito más arriba.
En la presente invención, la almohadilla amortiguadora y la estructura están unidas con suficiente fuerza adhesiva. Por lo tanto, cuando la almohadilla amortiguadora se fabrica de manera que tenga una resistencia a la rotura de 250 N/100 mm o más de acuerdo con la norma ASTM D903, se evita que la almohadilla amortiguadora se desprenda de la estructura y, por lo tanto, exhibe una alta fuerza adhesiva. Cuando la resistencia al agrietamiento no es suficiente, la almohadilla amortiguadora se despega parcialmente o se daña cuando se empuja una pieza moldeada contra el suelo. Por lo tanto, se determinó que la resistencia a la división apropiada es de 250 N/100 mm o más.
La presente invención se describirá a continuación con mayor detalle sobre la base de los ejemplos que siguen. [Ejemplo 1]
Se cortó una lámina de espuma reticulada de LDPE fabricada por Yongbo Chemical Co., Ltd. y que tenía un aumen to de espuma de diez veces y un grosor de 1 mm, en forma de malla como una cavidad de pieza moldeada, y se insertó en una cavidad de molde de inyección, y una estructura fabricada principalmente por moldeo por inyección de PCL reforzado con fibra de vidrio en forma de malla se colocó delante de la lámina de espuma dentro de un mol de.
A continuación, una resina de TPE utilizada como material de una cubierta exterior se moldeó por inyección con inserción a 160 a 170°C para fabricar una pieza moldeada que incluía una estructura cubierta con el material de la cubierta exterior y que tenía la lámina de espuma apilada como una almohadilla amortiguadora en un superficie de la misma.
[Ejemplos 2 a 9]
Como se muestra en la Tabla 1 que sigue, las piezas moldeadas se fabricaron de la misma manera que en el Ejem plo 1 pero usando láminas de espuma que tenían diferentes aumento de espumas, grosores y materiales .
[Ejemplo 10]
Se cortó una lámina de espuma reticulada de LDPE fabricada por Yongbo Chemical Co., Ltd. y que tenía un aumen to de espuma de diez veces y un grosor de 1 mm, en forma de malla, tal como una cavidad de pieza moldeada, y se insertó en una cavidad de molde de inyección.
Un compuesto de PCL reforzado con fibra de vidrio y utilizado como una estructura fue moldeado por inyección de inserción a 150°C para fabricar una pieza moldeada en forma de malla en el que una lámina de espuma se apila como una almohadilla amortiguadora en una superficie de la estructura.
[Ejemplos 11 a 18]
Como se muestra en la Tabla 1 a continuación, las piezas moldeadas se fabricaron de la misma manera que en el Ejemplo 10 pero usando láminas de espuma que tenían diferentes aumentos de espuma, grosores y materiales . [Ejemplo Comparativo]
Se fabricó una pieza moldeada convencional en la que se insertó una cubierta exterior moldeada por inserción por inyección montando solo una estructura en una pieza moldeada sin almohadilla amortiguadora.
[Tabla 1]


- Características de la lámina de protección
Con el fin de evaluar las características de la lámina de protección de acuerdo con el aumento de la espuma, se evaluaron la densidad, la resistencia a la tracción, la tasa de elongación, la resistencia al desgarro, el cambio dimen sional por calor, la dureza y la aspecto de una lámina de protección de LDPE mientras se cambia el aumento de la espuma.
En la evaluación del aspecto, cuando la lámina de protección se observó a simple vista, se marcó cuando la lámina de protección tenía un buen estado superficial y sin defectos, se marcó "0" cuando no hubo problemas en el uso de la lámina de protección a pesar de algunos defectos, se marcó "A" cuando una celda de espuma se deformó parcialmente, y se marcó "x" cuando explotó una gran parte de una celda de espuma.
Un resultado de la evaluación de las características de la lámina de protección se muestra en la Tabla 2 que sigue.
[Tabla 2]
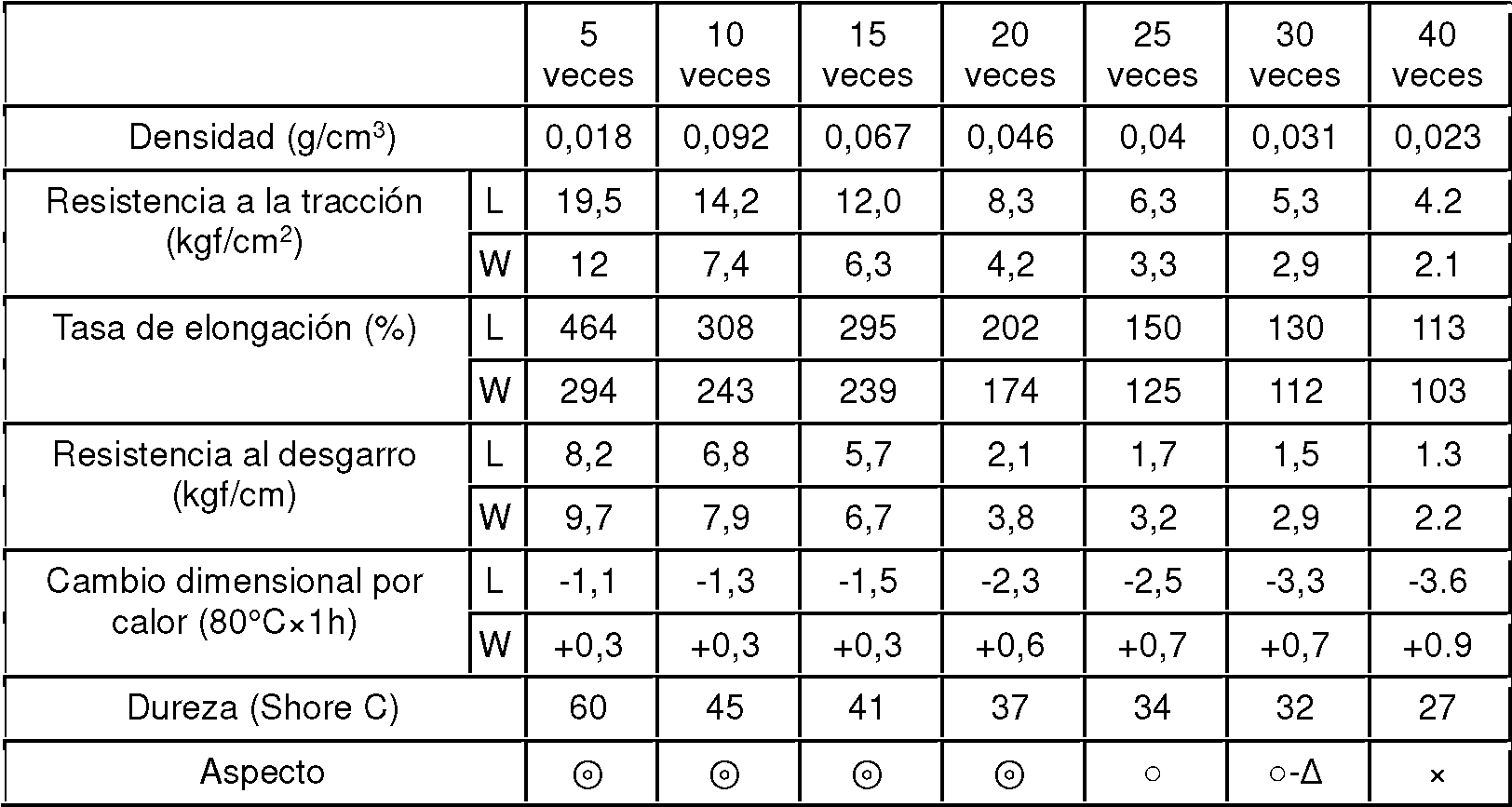
El resultado de evaluar las características de la lámina de protección reveló que la lámina de protección tenía un buen aspecto y se conseguía una satisfactoria dureza Shore C de 27 a 70 cuando el aumento de la espuma era de 5 a 30 veces.
Además, con el fin de evaluar las características de la lámina de protección al cambiar el tipo de resina de la misma, la densidad, la resistencia a la tracción, la tasa de elongación, la resistencia al desgarro, el cambio dimensional por calor, la dureza y el aspecto de cada una de las láminas de protección de LDPE, se evaluaron una lámina amorti guadora de LDPE/EVA y una lámina amortiguadora de PP cuando el aumento de la espuma era de 20 veces.
Un resultado de la evaluación de las características de la lámina de protección se muestra en la Tabla 3 que sigue.
[Tabla 3]

- Prueba de función orgánica (sensación de uso)
Se realizó una prueba de función orgánica colocando las piezas moldeadas fabricadas de acuerdo con los ejemplos 1 a 18 y la pieza moldeada convencional de acuerdo con el ejemplo comparativo que no incluía una almohadilla amortiguadora en diez brazos generales de hombres y diez brazos generales de mujeres para evaluar el rendimiento de amortiguación y una sensación de usar la pieza moldeada cuando los hombres y las mujeres usaban la pieza moldeada.
Cuando se otorgaron tres puntos con respecto a la sensación de usar la pieza moldeada convencional que no incluía una almohadilla amortiguadora y diez puntos con respecto a la sensación de no usar la pieza moldeada, se otorga ron puntuaciones que oscilaron entre 1 y 10 puntos con respecto a la sensación de llevar cada una de las piezas moldeadas de acuerdo con los Ejemplos 1 a 18 en un entorno de la vida real y se calculó un promedio de las pun tuaciones.
[Cuadro 4]


Un resultado de la prueba de función orgánica reveló que la sensación de usar las piezas moldeadas que incluían las almohadillas amortiguadoras de acuerdo con los Ejemplos 1 a 18 era mejor que la sensación de usar la pieza moldeada convencional que incluía solo la cubierta exterior y no incluía una almohadilla amortiguadora. Sin embar go, se dio una puntuación relativamente más baja con respecto a la sensación de llevar la pieza moldeada en el caso de una lámina amortiguadora de PP extremadamente delgada que tenía un grosor de espuma de 1 mm y un aumento de espuma de diez veces. Por lo tanto, el grosor de la espuma y el aumento de la espuma deben ajustarse de acuerdo con el material de la almohadilla amortiguadora. En este caso, la dureza Shore C era superior a 45, por lo que la sensación de llevar la pieza moldeada disminuía en gran medida.
En el caso de una lámina amortiguadora de PP con un aumento de espuma de 20 veces, la dureza Shore C fue superior a 45 y la media de las puntuaciones dadas con respecto a la sensación de llevar la pieza moldeada fue de 5,2, inferior a las de los otros ejemplos. Por lo tanto, se determinó que satisfacer una condición de dureza Shore C de 45 o menos es un factor importante para mejorar la sensación de llevar una pieza moldeada de acuerdo con la presente invención.
La razón por la que se descubrió que la aplicación de la almohadilla amortiguadora de acuerdo con la presente in vención mejoraba la sensación de llevar la pieza moldeada es que la almohadilla amortiguadora aliviaba una sensa ción dura y antinatural cuando una superficie de la pieza moldeada estaba en contacto directo con la piel del usuario. Como se ilustra en la figura 6, una pieza moldeada termoplástica de acuerdo con una realización de la presente invención incluye una estructura 10 que tiene una forma de malla como se ha descrito más arriba y una propiedad termoplástica, una cubierta exterior 30 provista en una superficie exterior de la estructura 10 y una almohadilla amor tiguadora 100 provista en una superficie exterior de la cubierta exterior 30 y que tiene elasticidad. La pieza moldeada termoplástica puede incluir además un material de acabado 200 dispuesto en una superficie exterior de la almohadi lla amortiguadora 100 para estar en contacto con el cuerpo del usuario.
Por ejemplo, el material de acabado 200 puede mejorar la sensación de llevar la pieza moldeada cuando la pieza moldeada está en contacto con el cuerpo del usuario.
Por ejemplo, los puntos de fusión de la cubierta exterior 30, de la almohadilla amortiguadora 100 y del material de acabado 200 pueden ser más altos que los de la estructura 10.
Por lo tanto, solo la estructura 10 puede fundirse y la cubierta exterior 30, la almohadilla amortiguadora 100 y el material de acabado 200 pueden no fundirse cuando se calientan a una temperatura determinada.
Por ejemplo, el punto de fusión de la almohadilla amortiguadora 100 puede ser mayor que el de la cubierta exterior 30.
El material de acabado 200 tiene una porosidad mayor que la de la almohadilla amortiguadora 100.
Además, el material de acabado 200 puede tener un coeficiente de fricción diferente al de la almohadilla amortigua dora 100.
Por ejemplo, cuando la porosidad del material de acabado 200 es mayor que la de la almohadilla amortiguadora 100, el material de acabado 200 puede absorber bien el sudor o la humedad.
En consecuencia, uno de una pluralidad de materiales de acabado que tienen diferentes propiedades físicas puede seleccionarse como el material de acabado 200 de acuerdo con la estación o la edad o el gusto del usuario y dispo nerse en la superficie exterior de la almohadilla amortiguadora 100.
Por ejemplo, el material de acabado 200 puede ser una tela, un tejido, un fieltro, una fibra sintética, una fibra natural, un caucho, una resina sintética o similares.
Sin embargo, el material de acabado 200 no se limita a esto, y debería ser obvio para los expertos en la técnica que se pueden seleccionar varios tipos de material siempre que se proporcione una sensación cómoda cuando el mate rial esté en contacto con el cuerpo del usuario. .
De manera similar, la almohadilla amortiguadora 100 no se limita a la espuma y puede ser una tela, un tejido, un fieltro, una fibra sintética, una fibra natural, una goma, una resina sintética o similares.
La pieza moldeada termoplástica de acuerdo con una realización de la presente invención puede incluir además una primera capa 300 formada entre la almohadilla amortiguadora 100 y la cubierta exterior 30 y que tiene una porosidad diferente a la de la almohadilla amortiguadora 100 y la cubierta exterior 30.
Por ejemplo, la porosidad de la primera capa 300 puede ser menor que la de la almohadilla amortiguadora 100. Así, por ejemplo, se puede reforzar la durabilidad de la almohadilla amortiguadora 100 de modo que se pueda evitar que la almohadilla amortiguadora 110 se separe de la cubierta exterior 30.
La primera capa 300 puede conectar la cubierta exterior 30 y la almohadilla amortiguadora 100.
La cubierta exterior 30 se puede conectar a una superficie de la primera capa 300 y la almohadilla amortiguadora 100 se puede conectar a otra superficie de la primera capa 300.
La primera capa 300 puede fortalecer la durabilidad de la almohadilla amortiguadora 100 y fijar la almohadilla amor tiguadora 100 en una ubicación predeterminada en la cubierta exterior 30.
Por ejemplo, el punto de fusión de la primera capa 300 puede ser mayor que el de la estructura 10.
Por ejemplo, la primera capa 300 puede estar formada por un material que sirva como adhesivo.
Por ejemplo, la primera capa 300 puede entenderse como una región que se forma cuando la cubierta exterior 30 se funde y se sitúa en una abertura de la almohadilla amortiguadora 100 y en la que coexisten la cubierta exterior 30 y la almohadilla amortiguadora 100.
Alternativamente, la primera capa 300 puede entenderse como una región que se forma cuando la almohadilla amor tiguadora 100 se funde y se ubica en una abertura de la cubierta exterior 30 y en la que coexisten la cubierta exterior 30 y la almohadilla amortiguadora 100.
La pieza moldeada termoplástica de acuerdo con una realización de la presente invención puede incluir además una segunda capa 400 formada entre la almohadilla amortiguadora 100 y el material de acabado 200 y que tiene una porosidad diferente a la de la almohadilla amortiguadora 100 y el material de acabado 200.
Por ejemplo, la porosidad de la segunda capa 400 puede ser menor que la de la almohadilla amortiguadora 100 y el material de acabado 200.
De esta manera, por ejemplo, la durabilidad del material de acabado 200 puede reforzarse de modo que se pueda evitar que el material de acabado 200 se separe de la almohadilla amortiguadora 100.
La segunda capa 400 puede conectar el material de acabado 200 y la almohadilla amortiguadora 100.
La almohadilla amortiguadora 100 se puede conectar a una superficie de la segunda capa 400 y el material de aca bado 200 se puede conectar a otra superficie de la segunda capa 400.
La segunda capa 400 puede fortalecer la durabilidad del material de acabado 200 y fijar el material de acabado 200 en una ubicación predeterminada en la almohadilla amortiguadora 100.
Por ejemplo, el punto de fusión de la segunda capa 400 puede ser mayor que el de la estructura 10.
Por ejemplo, la segunda capa 400 puede estar formada por un material que sirva como adhesivo.
Por ejemplo, la segunda capa 400 puede entenderse como una región que se forma cuando la almohadilla amorti guadora 100 se funde y se ubica en una abertura del material de acabado 200 y en la que el material de acabado 200 y la almohadilla amortiguadora 100 coexisten.
Alternativamente, la segunda capa 400 puede entenderse como una región que se forma cuando el material de acabado 200 se funde y se sitúa en una abertura de la almohadilla amortiguadora 100 y en la que coexisten el mate rial de acabado 200 y la almohadilla amortiguadora 100.
Por ejemplo, la primera capa 300 puede tener una porosidad diferente a la de la segunda capa 400.
Por ejemplo, la porosidad de la primera capa 300 puede ser mayor que la de la segunda capa 400.
Por lo tanto, la primera capa 300 puede fijar más firmemente la almohadilla amortiguadora 100 sobre la cubierta exterior 30, y la segunda capa 400 puede absorber el sudor y la humedad que fluye hacia la abertura del material de acabado 200.
Aunque la estructura y las características de la presente invención se han descrito más arriba con respecto a las realizaciones de la presente invención, la presente invención no se limita a ellas, y debería ser obvio para los exper tos en la técnica que se pueden realizar varios cambios o modificaciones en la presente invención sin apartarse de la idea y alcance de la invención. En consecuencia, debe entenderse que dichos cambios o modificaciones caen dentro del alcance de la invención tal como se define en las reivindicaciones adjuntas.
Claims (6)
1. Una pieza moldeada termoplástica que comprende:
una estructura (10) que tiene UNA forma de malla y UNA propiedad termoplástica;
una cubierta exterior (30) dispuesta sobre una superficie exterior de la estructura;
en el que el punto de fusión de la cubierta exterior es más alto que el punto de fusión de la estructura, caracteriza por que la pieza moldeada termoplástica comprende además
una almohadilla amortiguadora (100) dispuesta en una superficie exterior de la cubierta exterior y que tiene elasticidad, en la que la citada almohadilla amortiguadora es porosa; y
un material de acabado (200) previsto en una superficie exterior de la almohadilla amortiguadora y configura do para entrar en contacto con el cuerpo de un usuario, en el que el citado material de acabado es poroso, en el que los puntos de fusión de la almohadilla amortiguadora y del material de acabado son más altos que el punto de fusión de la estructura, y
el material de acabado tiene una porosidad mayor que la porosidad de la almohadilla amortiguadora.
2. La pieza moldeada termoplástica de la reivindicación 1, que comprende además una primera capa (300) formada entre la almohadilla amortiguadora y la cubierta exterior y que tiene una porosidad menor que las porosidades de la almohadilla amortiguadora y de la cubierta exterior.
3. La pieza moldeada termoplástica de la reivindicación 2, en el que la primera capa tiene un punto de fusión más alto que el punto de fusión de la estructura.
4. La pieza moldeada termoplástica de la reivindicación 1, que comprende además una segunda capa (400) forma da entre la almohadilla amortiguadora y el material de acabado y que tiene una porosidad menor que las porosida des de la almohadilla amortiguadora y del material de acabado.
5. La pieza moldeada termoplástica de la reivindicación 4, en el que la segunda capa tiene un punto de fusión más alto que el punto de fusión de la estructura.
6. La pieza moldeada termoplástica de la reivindicación 1, que comprende además:
una primera capa formada entre la almohadilla amortiguadora y la cubierta exterior y que tiene una porosidad menor que las porosidades de la almohadilla amortiguadora y de la cubierta exterior; y
una segunda capa formada entre la almohadilla amortiguadora y el material de acabado y que tiene una po rosidad menor que las porosidades de la almohadilla amortiguadora y del material de acabado,
en la que la porosidad de la primera capa es mayor que la porosidad de la segunda capa.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150110136A KR101622883B1 (ko) | 2015-08-04 | 2015-08-04 | 완충패드를 구비하는 열가소성 캐스트. |
| KR1020160098526A KR101909214B1 (ko) | 2016-08-02 | 2016-08-02 | 열가소성 캐스트 |
| PCT/KR2016/008565 WO2017023115A1 (ko) | 2015-08-04 | 2016-08-03 | 열가소성 캐스트 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2945059T3 true ES2945059T3 (es) | 2023-06-28 |
Family
ID=57943274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16833351T Active ES2945059T3 (es) | 2015-08-04 | 2016-08-03 | Pieza moldeada termoplástica |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US11607347B2 (es) |
| EP (1) | EP3332753B1 (es) |
| JP (2) | JP6475858B2 (es) |
| CN (2) | CN118000999A (es) |
| AU (2) | AU2016303877A1 (es) |
| BR (1) | BR112018002226B1 (es) |
| CA (1) | CA2994525A1 (es) |
| ES (1) | ES2945059T3 (es) |
| MX (1) | MX2018001467A (es) |
| MY (1) | MY187843A (es) |
| PH (1) | PH12018500260A1 (es) |
| RU (1) | RU2695309C1 (es) |
| SG (2) | SG10202002727XA (es) |
| WO (1) | WO2017023115A1 (es) |
| ZA (1) | ZA201801479B (es) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10967082B2 (en) | 2017-11-08 | 2021-04-06 | Parasol Medical, Llc | Method of limiting the spread of norovirus within a cruise ship |
| US10864058B2 (en) | 2018-03-28 | 2020-12-15 | Parasol Medical, Llc | Antimicrobial treatment for a surgical headlamp system |
| US20200009288A1 (en) * | 2018-07-04 | 2020-01-09 | Charalampos Geremtzes | Orthotic device, orthotic system and methods of manufacture and use thereof |
| JP2020124487A (ja) * | 2019-02-01 | 2020-08-20 | 東洋アルミニウム株式会社 | 整形外科用固定材 |
| JP6587269B1 (ja) * | 2019-03-04 | 2019-10-09 | 株式会社共同 | 装具 |
| US11305033B2 (en) * | 2019-03-05 | 2022-04-19 | Parasol Medical, Llc | Splinting system including an antimicrobial coating and a method of manufacturing the same |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4193395A (en) * | 1978-08-24 | 1980-03-18 | Gruber William A | Removable cast for intermediate phase orthopedic rehabilitation |
| SU1217405A1 (ru) * | 1984-07-12 | 1986-03-15 | Новокузнецкий Государственный Ордена Трудового Красного Знамени Институт Усовершенствования Врачей | Устройство дл иммобилизации конечности при переломах |
| JPH08503150A (ja) * | 1992-11-06 | 1996-04-09 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 適合性ブレース |
| JP3051373U (ja) | 1998-02-13 | 1998-08-21 | 石垣 隆造 | 硬直包帯 |
| US6673029B1 (en) | 2000-01-10 | 2004-01-06 | Spheric Products, Ltd. | Open cell mesh cast material |
| RU17137U1 (ru) * | 2000-09-07 | 2001-03-20 | Шаитов Сергей Эдуардович | Шина для репозиции и сохранения неподвижности костей |
| US7004917B2 (en) * | 2001-03-29 | 2006-02-28 | Royce Medical Company | Hardenable orthopaedic support (free edge) |
| US20060084333A1 (en) * | 2004-01-05 | 2006-04-20 | Watson Richard L | Open cell mesh cast material |
| DE602004002754T2 (de) * | 2004-04-02 | 2007-08-16 | Orfit Industries | Hybride Immobilisierungsvorrichtung |
| EP1791502A1 (en) | 2004-09-09 | 2007-06-06 | Fastform Research Limited | Geometrically apertured protective and/or splint device comprising a re-mouldable thermoplastic material |
| US8303527B2 (en) * | 2007-06-20 | 2012-11-06 | Exos Corporation | Orthopedic system for immobilizing and supporting body parts |
| CN104739558B (zh) | 2009-02-24 | 2018-02-23 | 伊克索斯有限责任公司 | 矫形外科产品及其制造方法 |
| KR20110047070A (ko) | 2009-10-29 | 2011-05-06 | 이기웅 | 골접합 장치 |
| WO2012042522A2 (en) * | 2010-09-28 | 2012-04-05 | Medizn Technologies Ltd. | Bioadhesive composition and device for repairing tissue damage |
| EP2691058B1 (en) * | 2011-03-29 | 2016-03-02 | ResMed R&D Germany GmbH | Cushion for patient interface |
| KR101270252B1 (ko) | 2011-04-06 | 2013-05-31 | 주식회사 콤슨테크놀러지 | 형상 조절이 가능한 부목 및 이를 이용한 개방형 스마트 보호구 |
| US9295748B2 (en) * | 2012-07-31 | 2016-03-29 | Exos Llc | Foam core sandwich splint |
| KR101425883B1 (ko) * | 2012-11-28 | 2014-08-04 | 주식회사 우리소재 | 캐스트 및 그 제조방법 |
| KR101414493B1 (ko) | 2013-09-24 | 2014-07-14 | 주식회사 우리소재 | 변형성과 강성이 우수한 열가소성 캐스트 및 그 제조방법 |
| KR101538644B1 (ko) | 2014-06-26 | 2015-07-22 | 주식회사 우리소재 | 변형성과 강성이 우수한 열가소성 캐스트 및 그 제조방법 |
| KR101538642B1 (ko) * | 2014-06-26 | 2015-07-22 | 주식회사 우리소재 | 변형성과 강성이 우수한 열가소성 캐스트 및 그 제조방법 |
| KR101538645B1 (ko) * | 2014-07-11 | 2015-07-22 | 주식회사 우리소재 | 변형성과 강성이 우수한 열가소성 캐스트 |
-
2016
- 2016-08-03 CA CA2994525A patent/CA2994525A1/en active Pending
- 2016-08-03 SG SG10202002727XA patent/SG10202002727XA/en unknown
- 2016-08-03 US US15/557,460 patent/US11607347B2/en active Active
- 2016-08-03 MX MX2018001467A patent/MX2018001467A/es unknown
- 2016-08-03 WO PCT/KR2016/008565 patent/WO2017023115A1/ko active Application Filing
- 2016-08-03 SG SG11201800906VA patent/SG11201800906VA/en unknown
- 2016-08-03 AU AU2016303877A patent/AU2016303877A1/en not_active Abandoned
- 2016-08-03 ES ES16833351T patent/ES2945059T3/es active Active
- 2016-08-03 RU RU2018107613A patent/RU2695309C1/ru active
- 2016-08-03 JP JP2017547569A patent/JP6475858B2/ja active Active
- 2016-08-03 EP EP16833351.6A patent/EP3332753B1/en active Active
- 2016-08-03 CN CN202410284476.6A patent/CN118000999A/zh active Pending
- 2016-08-03 CN CN201680045632.7A patent/CN107920908A/zh active Pending
- 2016-08-03 MY MYPI2018700374A patent/MY187843A/en unknown
- 2016-08-03 BR BR112018002226-8A patent/BR112018002226B1/pt active IP Right Grant
-
2018
- 2018-02-02 PH PH12018500260A patent/PH12018500260A1/en unknown
- 2018-03-02 ZA ZA2018/01479A patent/ZA201801479B/en unknown
-
2019
- 2019-02-01 JP JP2019017434A patent/JP6801895B2/ja active Active
-
2021
- 2021-04-19 AU AU2021202336A patent/AU2021202336B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019069277A (ja) | 2019-05-09 |
| EP3332753A1 (en) | 2018-06-13 |
| SG11201800906VA (en) | 2018-03-28 |
| EP3332753A4 (en) | 2019-11-27 |
| MY187843A (en) | 2021-10-26 |
| JP6475858B2 (ja) | 2019-02-27 |
| CN107920908A (zh) | 2018-04-17 |
| JP6801895B2 (ja) | 2020-12-16 |
| AU2021202336B2 (en) | 2023-05-25 |
| AU2021202336A1 (en) | 2021-05-13 |
| US20180055695A1 (en) | 2018-03-01 |
| MX2018001467A (es) | 2018-08-01 |
| BR112018002226B1 (pt) | 2022-10-18 |
| PH12018500260A1 (en) | 2018-08-13 |
| CN118000999A (zh) | 2024-05-10 |
| CA2994525A1 (en) | 2017-02-09 |
| US11607347B2 (en) | 2023-03-21 |
| BR112018002226A2 (pt) | 2018-09-18 |
| AU2016303877A1 (en) | 2018-03-15 |
| EP3332753B1 (en) | 2023-04-26 |
| WO2017023115A1 (ko) | 2017-02-09 |
| ZA201801479B (en) | 2019-07-31 |
| SG10202002727XA (en) | 2020-05-28 |
| JP2018509979A (ja) | 2018-04-12 |
| RU2695309C1 (ru) | 2019-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2945059T3 (es) | Pieza moldeada termoplástica | |
| ES2746887T3 (es) | Mezclas absorbentes de energía | |
| BR112013013439A2 (pt) | dispositivo para incontinência urinária intravaginal resiliente amortecido | |
| JP2003505174A (ja) | 個別フィット式打者用下脚部プロテクター | |
| KR101425883B1 (ko) | 캐스트 및 그 제조방법 | |
| KR101538645B1 (ko) | 변형성과 강성이 우수한 열가소성 캐스트 | |
| US7867180B2 (en) | Immobilisation device | |
| ES2256449T3 (es) | Lamina de proteccion corporal y dispositivo que comprende dicha lamina. | |
| ES2208982T3 (es) | Procedimiento para la fabricacion de una protesis para el pecho femenino. | |
| JP2003505173A (ja) | 個別フィット式打者用前腕部プロテクター | |
| KR101909214B1 (ko) | 열가소성 캐스트 | |
| KR101622883B1 (ko) | 완충패드를 구비하는 열가소성 캐스트. | |
| KR20210098889A (ko) | 열가소성 캐스트 | |
| KR20210133189A (ko) | 열가소성 캐스트 | |
| KR20210148986A (ko) | 열가소성 캐스트 | |
| KR20220000396A (ko) | 열가소성 캐스트 | |
| JP2020109219A (ja) | 衝撃吸収パッド | |
| KR20170143343A (ko) | 의료용 부목 | |
| WO2022270581A1 (ja) | 組成物、および成形体 | |
| JP2016054991A (ja) | シューズ用ソール材およびシューズ用中敷材 | |
| JP2005237580A (ja) | プロテクタ |