ES2922183T3 - Métodos de preparación de una capa de sellado desprendible - Google Patents
Métodos de preparación de una capa de sellado desprendible Download PDFInfo
- Publication number
- ES2922183T3 ES2922183T3 ES16725305T ES16725305T ES2922183T3 ES 2922183 T3 ES2922183 T3 ES 2922183T3 ES 16725305 T ES16725305 T ES 16725305T ES 16725305 T ES16725305 T ES 16725305T ES 2922183 T3 ES2922183 T3 ES 2922183T3
- Authority
- ES
- Spain
- Prior art keywords
- density polyethylene
- low density
- blend
- weight
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 52
- 238000007789 sealing Methods 0.000 title claims description 76
- 238000002360 preparation method Methods 0.000 title description 2
- 239000000203 mixture Substances 0.000 claims abstract description 147
- 229920000092 linear low density polyethylene Polymers 0.000 claims abstract description 69
- 239000004707 linear low-density polyethylene Substances 0.000 claims abstract description 65
- 229920000642 polymer Polymers 0.000 claims abstract description 43
- -1 polyethylene Polymers 0.000 claims abstract description 32
- 229920000573 polyethylene Polymers 0.000 claims abstract description 28
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 claims abstract description 28
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims abstract description 26
- 229920000034 Plastomer Polymers 0.000 claims abstract description 25
- 229920001971 elastomer Polymers 0.000 claims abstract description 24
- 239000000806 elastomer Substances 0.000 claims abstract description 24
- 239000004698 Polyethylene Substances 0.000 claims abstract description 22
- 230000000977 initiatory effect Effects 0.000 claims abstract description 11
- 238000009826 distribution Methods 0.000 claims abstract description 10
- 229920001684 low density polyethylene Polymers 0.000 claims description 39
- 239000004702 low-density polyethylene Substances 0.000 claims description 38
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 25
- 239000005977 Ethylene Substances 0.000 claims description 25
- 229920001577 copolymer Polymers 0.000 claims description 22
- 239000000565 sealant Substances 0.000 claims description 14
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 12
- 229920001903 high density polyethylene Polymers 0.000 claims description 10
- 239000004700 high-density polyethylene Substances 0.000 claims description 10
- 239000002952 polymeric resin Substances 0.000 claims description 10
- 229920003002 synthetic resin Polymers 0.000 claims description 10
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 9
- 229920001179 medium density polyethylene Polymers 0.000 claims description 9
- 239000004701 medium-density polyethylene Substances 0.000 claims description 9
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 claims description 9
- 229920001866 very low density polyethylene Polymers 0.000 claims description 9
- 239000004708 Very-low-density polyethylene Substances 0.000 claims description 8
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 8
- 238000001125 extrusion Methods 0.000 claims description 7
- 229920000098 polyolefin Polymers 0.000 claims description 4
- 238000002156 mixing Methods 0.000 abstract description 6
- 229920001748 polybutylene Polymers 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 93
- 239000010408 film Substances 0.000 description 87
- 239000000463 material Substances 0.000 description 19
- 238000000113 differential scanning calorimetry Methods 0.000 description 14
- 238000012360 testing method Methods 0.000 description 14
- 239000000155 melt Substances 0.000 description 12
- 239000000126 substance Substances 0.000 description 11
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 239000004793 Polystyrene Substances 0.000 description 8
- 230000004927 fusion Effects 0.000 description 8
- 229920002223 polystyrene Polymers 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 7
- 238000004806 packaging method and process Methods 0.000 description 7
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 229910002091 carbon monoxide Inorganic materials 0.000 description 6
- 238000005227 gel permeation chromatography Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 229920001519 homopolymer Polymers 0.000 description 5
- 239000002981 blocking agent Substances 0.000 description 4
- 235000013339 cereals Nutrition 0.000 description 4
- 230000001143 conditioned effect Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 229920005669 high impact polystyrene Polymers 0.000 description 4
- 239000004797 high-impact polystyrene Substances 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- 239000006057 Non-nutritive feed additive Substances 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- 239000004088 foaming agent Substances 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000012760 heat stabilizer Substances 0.000 description 3
- 229920000554 ionomer Polymers 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 239000012748 slip agent Substances 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 229920001897 terpolymer Polymers 0.000 description 3
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000006555 catalytic reaction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 2
- 238000007765 extrusion coating Methods 0.000 description 2
- 238000009459 flexible packaging Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920005638 polyethylene monopolymer Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920006126 semicrystalline polymer Polymers 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- 229920001634 Copolyester Polymers 0.000 description 1
- 241000143637 Eleocharis confervoides Species 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 229920003182 Surlyn® Polymers 0.000 description 1
- 239000005035 Surlyn® Substances 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 239000011954 Ziegler–Natta catalyst Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 235000014510 cooky Nutrition 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- XERAGTFKMJZSDI-UHFFFAOYSA-N ethene;ethenyl prop-2-enoate Chemical compound C=C.C=COC(=O)C=C XERAGTFKMJZSDI-UHFFFAOYSA-N 0.000 description 1
- BXOUVIIITJXIKB-UHFFFAOYSA-N ethene;styrene Chemical compound C=C.C=CC1=CC=CC=C1 BXOUVIIITJXIKB-UHFFFAOYSA-N 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229940117927 ethylene oxide Drugs 0.000 description 1
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 125000001072 heteroaryl group Chemical group 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 239000003446 ligand Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- JTJMJGYZQZDUJJ-UHFFFAOYSA-N phencyclidine Chemical compound C1CCCCN1C1(C=2C=CC=CC=2)CCCCC1 JTJMJGYZQZDUJJ-UHFFFAOYSA-N 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 229920005653 propylene-ethylene copolymer Polymers 0.000 description 1
- 235000011962 puddings Nutrition 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000012086 standard solution Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 229920000428 triblock copolymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/23—Articles comprising two or more components, e.g. co-extruded layers the components being layers with means for avoiding adhesion of the layers, e.g. for forming peelable layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/0633—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0098—Peel strength; Peelability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2325/00—Polymers of vinyl-aromatic compounds, e.g. polystyrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
- C08L2203/162—Applications used for films sealable films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/06—Properties of polyethylene
- C08L2207/066—LDPE (radical process)
Abstract
La presente invención proporciona métodos para preparar capas de sellos pelables, métodos para preparar películas de múltiples capas, capas de sellos pelables hechas de ellos y películas de múltiples capas hechas de ellos. En un aspecto, un método para preparar una capa de sello peelable comprende (a) que proporciona una primera mezcla que comprende (i) del 5 al 98 por ciento en peso de un plastómero o elastómero a base de propileno de grado reactor que tiene una distribución de peso molecular de menos de 3.5 y una densidad de menos de 0.89 g/cc y (ii) del 2 al 95 por ciento en peso de un segundo polímero seleccionado del grupo que consiste en polietileno, polibutileno y polímeros y mezclas estirrenicas; (b) proporcionar al menos un polietileno lineal de baja densidad; (c) mezclar la primera mezcla con la al menos un polietileno lineal de baja densidad para obtener una segunda mezcla; y (d) extruyer la segunda mezcla para formar una capa de sello pelable, en la que la capa de sello pelable tiene una temperatura de inicio del sello de calor inferior a 120ºC cuando se selló a una presión de barra de 40 psi con un tiempo de permanencia de 0.5 segundos. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Métodos de preparación de una capa de sellado desprendible
Campo
La presente invención se refiere en general a métodos para preparar capas de sellado desprendibles, métodos de preparación de películas de multicapa y capas de sellado desprendibles y películas de multicapa preparadas a partir de las mismas. Dichas capas de sellado desprendibles pueden proporcionar sellados desprendibles y aptos para termosellado, así como sellados desprendibles de evidencia de manipulación.
Antecedentes
Las películas desprendibles y aptas para termosellado (también denominadas en la presente memoria "sellados desprendibles") se emplean a gran escala para cerrar temporalmente recipientes que incluyen, por ejemplo, productos alimenticios o dispositivos médicos. Durante el uso, el consumidor arranca la película desprendible. Para ganar aceptación por parte del consumidor, se desea una serie de características asociadas a la película desprendible y apta para termosellado. Por ejemplo, la película debe proporcionar un cierre del recipiente o bolsa a prueba de fugas. Para sellar una bolsa, se usa comúnmente el sellado térmico. Se han construido diversos aparatos con el propósito de formar bolsas, al tiempo que de forma simultánea se llenan las bolsas con el contenido deseado. Estos aparatos se conocen comúnmente como máquinas de conformación-llenado-y-sellado horizontal y máquinas de conformaciónllenado-y-sellado vertical.
Estas máquinas suelen tener collares o barras de conformación que confieren forma a una pieza plana de película para dar lugar a una forma tubular de bolsa. Las mordazas de sellado de metal caliente se mueven de una posición abierta a una posición cerrada, entrando en contacto con la película para producir el sellado en forma de bolsa. Durante el proceso de sellado, la capa externa de la película entra en contacto directo con la superficie metálica caliente de las mordazas de sellado. El calor se transfiere de este modo a través de la capa externa de la película para fundir y fusionar la capa sellante interna para generar el sellado. Generalmente, la capa externa tiene una temperatura de fusión más alta que la capa de sellado interna. Como tal, mientras que la capa de sellado interna se funde para formar el sellado, la capa externa de la película no se funde y no se adhiere a las mordazas de sellado. Después de volver a abrir las mordazas de sellado, la película se enfría a temperatura ambiente.
Antes de que la capa de sellado interna se enfríe a temperatura ambiente, debería poder mantener su integridad de sellado. La capacidad de una capa adhesiva o de sellado para resistir el arrastre del sellado mientras todavía está en un estado caliente o fundido se denomina generalmente "adherencia en caliente". Para formar un buen sellado, la adherencia en caliente de la película desprendible y apta para sellado debe ser adecuada.
Además de una adecuada adherencia en caliente, también resulta deseable disponer de una baja temperatura de inicio de termosellado, que contribuya a garantizar velocidades rápidas de línea de envasado y una amplia ventana de sellado que se pueda adaptar a la variabilidad de las condiciones del proceso, tales como presión y temperatura. Una amplia ventana de sellado también permite el envasado a alta velocidad de productos termosensibles, y también, proporciona cierta tolerancia a los cambios en las velocidades de llenado o envasado.
Además de la característica "apta para sellado" de la película desprendible y apta para sellado, también debería tener una característica "desprendible" deseada y necesaria para proporcionar un sellado que se pueda abrir fácilmente en un envase o bolsa. La capacidad de desprendimiento generalmente se refiere a la capacidad de separar dos materiales o sustratos durante el transcurso de la apertura del envase sin comprometer la integridad de ninguno de los dos. La fuerza necesaria para separar el sellado se denomina "fuerza de sellado" o "fuerza de termosellado" y se puede medir según la norma ASTM F88-94. La fuerza de sellado deseada varía según las aplicaciones específicas de uso final. Para aplicaciones de envases flexibles, tales como revestimientos de cereales, envases de alimentos refrigerados, paquetes de galletas y revestimientos de mezclas para tortas, la fuerza de sellado deseada generalmente está dentro del intervalo de aproximadamente 175,13 - 700,51 N/m (1-4 libras por pulgada). Por ejemplo, para revestimientos de cajas de cereales de apertura fácil, se suele especificar una fuerza de sellado dentro del intervalo de aproximadamente 175,13 - 525,38 N/m (1-3 libras por pulgada), aunque los objetivos específicos varían según los requisitos de cada fabricante. Además de la aplicación de envase flexible, también se puede usar una película desprendible y apta para sellado en aplicaciones de envase rígido, tales como tapas para artículos de conveniencia (por ejemplo, alimentos refrigerados tales como pudines) y dispositivos médicos. Los envases rígidos típicos tienen una fuerza de sellado de alrededor de 175,13 - 875,63 N/m (1-5 libras por pulgada). La capa de sellado puede estar en la tapa o sobre el envase o en ambos.
Las características deseadas adicionales para una película desprendible apta para termosellado incluyen un bajo coeficiente de fricción y buena resistencia al abuso. Un bajo coeficiente de fricción garantiza que la capa de sellado se pueda procesar sin problemas y de manera eficiente en los equipos de fabricación y envasado y resulta especialmente importante en envases de conformación-llenado-y-sellado vertical. Se desea una buena resistencia al abuso y tenacidad, por ejemplo, en revestimientos de cajas de cereales para soportar desgarros y pinchazos procedentes de los cereales rígidos de forma irregular. Las características adicionales incluyen el rendimiento en cuanto a sabor y olor y propiedades de barrera o transmisión.
En algunas aplicaciones, resulta importante poder identificar cuándo el envase no se encuentra sellado, ya que, por ejemplo, puede indicar cuándo se ha manipulado dicho envase.
Las películas desprendibles y aptas para termosellado se fabrican generalmente a partir de una o más resinas poliméricas. Las características resultantes de la película desprendible y apta para termosellado dependen en gran medida del tipo de resina utilizada para formar la película. Por ejemplo, los copolímeros de acetato de etilen vinilo (EVA) y acrilato de etilen vinilo (EMA) proporcionan excelentes propiedades de termosellado. Sin embargo, los sellados producidos con estos copolímeros son tales que normalmente no se puede lograr la separación sin dañar la película. Para evitar este problema, se mezcla polibutileno con un polímero EVA para producir una película desprendible y apta para termosellado. Aunque se mejora la aptitud de desprendimiento de la película, la película desprendible y apta para termosellado tiene un olor desagradable debido a la presencia de EVA. Además de usar polibutileno, se mezclan algunos ionómeros, tales como SURLYN®, con EVA para producir la película desprendible y apta para termosellado. Si bien la película se puede desprender, se genera fibrosidad o "cabello de ángel" tras la separación de la película. Además, los ionómeros generalmente son caros y también pueden tener algún tipo de olor.
Adicionalmente, los sistemas típicos de sellado desprendibles basados en EVA-polibutileno "envejecen" en cuanto a la fuerza de sellado. La fuerza de sellado aumenta a medida que transcurre el tiempo después de la formación del sellado. Esto se considera una desventaja de estos sistemas porque los sellados que son seguros en el momento en que se forma el envase aumentan su fuerza antes de llegar al consumidor, haciendo que los envases resulten más difíciles de abrir por parte del consumidor.
La patente de Estados Unidos N°. 6.590.034 describe sellados desprendibles fabricados a partir de una mezcla de dos polímeros inmiscibles que forman una fase continua y una fase discontinua, en los que el valor absoluto de diferencial de viscosidad de cizalladura de los dos polímeros es menor que un 100 %. Aunque se abarcan muchos materiales potenciales, esta referencia se centra en el uso de poli(homopolímero de propileno) como fase discontinua.
Aunque se han empleado diversos sistemas de resina para preparar una película desprendible y apta para termosellado, se sigue demandando una película desprendible y apta para termosellado mejorada y rentable, con una fuerza de sellado deseada durante el procesado y el transporte, así como durante la apertura del envase por parte del consumidor final. Resulta deseable que el sistema de resina usado para producir la película desprendible y apta para termosellado tenga una temperatura de inicio de sellado relativamente más baja y una ventana de termosellado relativamente amplia. También resulta deseable que la película desprendible y apta para termosellado sea relativamente resistente al envejecimiento y tenga un coeficiente de fricción relativamente más bajo y buena resistencia al abuso y tenacidad.
La patente de Estados Unidos N°. 7.863.383 describe mezclas de aproximadamente un 5 a aproximadamente un 98 por ciento en peso de elastómeros o plastómeros basados en propileno con un segundo polímero particular de un grupo que preferentemente consiste en polímeros estirénicos y polietileno, que tienen una fuerza de sellado dentro de un intervalo que los haría particularmente adecuados para su uso como sellado desprendible. Sería deseable disponer de resinas mejoradas adicionales para su uso en aplicaciones de sellado desprendible.
El documento WO 2010/043084 describe estructuras de película termoplástica de multicapa.
El documento WO 2010/110791 describe películas que no son de PVC que tienen capas de sellado desprendibles.
Sumario
Se ha descubierto que las resinas de sellado existentes se pueden modificar para ajustar la resistencia final al desprendimiento mezclando con un polietileno lineal de baja densidad (LLDPE). Este descubrimiento permite a los extrusores de película ajustar de manera ventajosa la resistencia final al desprendimiento de una película en función de los requisitos particulares de aplicación, sin tener que diseñar una resina de sellado completamente nueva. En otras palabras, según algunas realizaciones de la presente invención, una extrusora de película puede ajustar la resistencia al desprendimiento de una película mezclando en línea un LLDPE con una resina de sellado.
En un aspecto, la presente invención proporciona un método para preparar una capa de sellado desprendible que comprende (a) proporcionar una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor que 0,89 g/cc y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos; (b) proporcionar al menos un polietileno lineal de baja densidad; (c) homogeneizar la primera mezcla con al menos un polietileno lineal de baja densidad para obtener una segunda mezcla; y (d) someter a extrusión la segunda mezcla para formar una capa de sellado desprendible, en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos, en el que la segunda mezcla comprende de un 1 % a un 20 % en peso de polietileno lineal de baja densidad.
En otro aspecto, la presente invención proporciona un método de preparación de una película de multicapa que comprende (a) proporcionar una resina polimérica que comprende polietileno; (b) proporcionar una mezcla para una capa de sellado desprendible que se forma (1) proporcionando una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor que 0,89 g/cc; y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos; (2) proporcionando al menos un polietileno lineal de baja densidad; y (3) homogeneizando la primera mezcla con al menos un polietileno lineal de baja densidad para obtener la mezcla de capa de sellado desprendible, en el que la mezcla de capa de sellado desprendible comprende de un 1 % a un 20 % en peso de polietileno lineal de baja densidad; y (c) sometiendo a coextrusión la resina polimérica y la mezcla de la capa de sellado desprendible, para obtener una película de multicapa, en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos.
Estas y otras realizaciones se describen con más detalle en la Descripción Detallada.
Descripción Detallada
El término "polímero", como se usa en la presente memoria, se refiere a un compuesto polimérico preparado por medio de polimerización de monómeros, ya sea del mismo tipo o de tipo diferente. Por tanto, el término genérico polímero engloba el término "homopolímero", generalmente empleado para hacer referencia a polímeros preparados a partir de un único tipo de monómero, así como "copolímero", que hace referencia a polímeros preparados a partir de dos o más monómeros diferentes.
La expresión "polietileno de baja densidad" también puede hacer referencia a "LDPE", "polímero de etileno de alta presión" o "polietileno altamente ramificado" y se define para hacer referencia a que el polímero está parcial o totalmente homopolimerizado o copolimerizado en autoclave o reactores tubulares a presiones superiores a 100 MPa (14.500 psi) con el uso de iniciadores de radicales libres, tales como peróxidos (véase por ejemplo el documento US 4.599.392).
La expresión "polietileno lineal de baja densidad" también puede hacer referencia a "LLDPE". LLDPE incluye tanto la resina preparada con los sistemas catalíticos Ziegler-Natta tradicionales como los catalizadores de sitio único tales como metalocenos (en ocasiones denominados "m-LLDPE") e incluye copolímeros u homopolímeros de polietileno lineales, sustancialmente lineales o heterogéneos. Los LLDPE contienen menos ramificaciones de cadena larga que los LDPE e incluyen los polímeros de etileno sustancialmente lineales que se definen con más detalle en las patentes de Estados Unidos 5.272.236, 5.278.272, 5.582.923 y 5.733.155; las composiciones poliméricas de etileno lineales homogéneamente ramificadas tales como las de la patente de Estados Unidos N.° 3.645.992; los polímeros de etileno heterogéneamente ramificados tales como los preparados según el proceso divulgado en la patente de Estados Unidos N°. 4.076.698; y/o mezclas de los mismos (tales como las divulgadas en los documentos US 3.914.342 o US 5.854.045). Los LLDPE se pueden preparar mediante polimerización en fase gaseosa, fase de disolución o suspensión o cualquier combinación de las mismas, usando cualquier tipo de reactor o configuración de reactor conocida en la técnica, siendo los más preferidos los reactores de fase gaseosa y suspensión.
La expresión distribución de peso molecular o el término "MWD" se define como la relación entre el peso molecular promedio expresado en peso y el peso molecular promedio expresado en número (Mw/Mn). Mw y Mn se determinan según métodos conocidos en la técnica usando GPC convencional.
Se define la relación Mw(absoluto)/Mw(GPC) en la que Mw(absoluto) es el peso molecular promedio expresado en peso procedente del área de dispersión de la luz en un ángulo bajo (tal como 15 grados) y la masa inyectada de polímero y Mw(GPC) es el peso molecular promedio expresado en peso obtenido a partir de la calibración GPC. El detector de dispersión de luz se calibra para producir el peso molecular promedio expresado en peso equivalente al del instrumento GPC para una disolución patrón de homopolímero de polietileno lineal tal como NBS 1475.
La "resistencia en masa fundida", que también se denomina en la técnica pertinente como "tensión en masa fundida", se define y cuantifica en la presente memoria para hacer referencia a la tensión o fuerza (aplicada por un tambor de enrollado equipado con una celda de deformación) necesaria para extraer una fracción fundida sometida a extrusión a una velocidad de arrastre a la que la resistencia en masa fundida alcanza una meseta antes de la tasa de rotura por encima de su punto de fusión, a medida que pasa a través de la boquilla de un plastómero convencional tal como la descrita en la norma ASTM D1238-E. Los valores de resistencia en masa fundida, que se indican en la presente memoria en centiNewtons (cN), se determinan usando un Gottfert Rheotens a 190 °C.
La presente invención, en algunas realizaciones, proporciona métodos de preparación de capas de sellado desprendibles, así como métodos para la preparación de películas de multicapa.
En algunas realizaciones, un método para preparar una capa de sellado desprendible comprende (a) proporcionar una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor
que 0,89 g/cc y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos; (b) proporcionar al menos un polietileno lineal de baja densidad; (c) homogeneizar la primera mezcla con al menos un polietileno lineal de baja densidad para obtener una segunda mezcla; y (d) someter a extrusión la segunda mezcla para formar una capa de sellado desprendible, en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de bar de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos, en el que la segunda mezcla comprende de un 1 % a un 20 % en peso de polietileno lineal de baja densidad.
La segunda mezcla, en algunas realizaciones, comprende un 15 % en peso o menos de polietileno lineal de baja densidad.
En algunas realizaciones, la primera mezcla y el polietileno lineal de baja densidad se homogeneizan en seco. La primera mezcla y el polietileno lineal de baja densidad se homogeneizan en masa fundida en algunas realizaciones.
En algunas realizaciones, la extrusión de la segunda mezcla para formar una capa de sellado desprendible comprende la coextrusión de la segunda mezcla con al menos una poliolefina para formar una película de multicapa. La al menos una poliolefina, en algunas realizaciones, comprende polietileno.
En algunas realizaciones, la capa de sellado tiene una fuerza de sellado dentro del intervalo de 87,56 a 700,51 N/m (de 0,5 a 4 libras/pulgada). La capa de sellado, en algunas realizaciones, tiene una fuerza de sellado dentro del intervalo de 87,56 a 525,38 N/m (de 0,5 a 3 libras/pulgada).
En algunas realizaciones, el segundo polímero de la primera mezcla es un polietileno seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno lineal de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos. El segundo polímero, en algunas realizaciones, es un polietileno de baja densidad (LDPE). En algunas de dichas realizaciones, LDPE comprende de un 10 a un 40 por ciento en peso de la primera mezcla.
El elastómero o plastómero basado en propileno, en algunas realizaciones, comprende de un 5 % a un 15 % en peso de unidades procedentes de etileno, basado en el peso de elastómero o plastómero basado en propileno. En algunas realizaciones, la primera mezcla comprende además uno o más aditivos entre un grupo que comprende antioxidantes, estabilizadores de luz ultravioleta, estabilizadores térmicos, agentes de deslizamiento, agentes anti-formación de bloques, pigmentos o colorantes, coadyuvantes de procesado, catalizadores de reticulación, retardantes de llama, materiales de relleno y agentes espumantes.
A continuación, se proporcionan detalles adicionales con respecto a la primera mezcla y al menos un polietileno lineal de baja densidad.
Algunas realizaciones de la presente invención hacen referencia a capas de sellado desprendibles formadas por cualquiera de los métodos descritos en la presente memoria. Algunas realizaciones de la presente invención se refieren a películas de multicapa que comprenden una capa de sellado desprendible fabricada mediante cualquiera de los métodos divulgados en la presente memoria.
En algunas realizaciones, el método de preparación de la película de multicapa comprende (a) proporcionar una resina polimérica que comprende polietileno; (b) proporcionar una mezcla para una capa de sellado desprendible formada (1) proporcionando una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor que 0,89 g/cc; y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos; (2) proporcionando al menos un polietileno lineal de baja densidad; y (3) homogeneizando la primera mezcla con al menos un polietileno lineal de baja densidad para obtener la mezcla de capa de sellado desprendible, en el que la mezcla de capa de sellado desprendible comprende de un 1 % a un 20 % en peso de polietileno lineal de baja densidad; y (c) sometiendo a coextrusión la resina polimérica y la mezcla de la capa de sellado desprendible para obtener una película de multicapa, en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de bar de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos.
La mezcla de capa de sellado desprendible, en algunas realizaciones, comprende un 15 % en peso o menos de polietileno lineal de baja densidad.
En algunas realizaciones, la primera mezcla y el polietileno lineal de baja densidad se homogeneizan en seco. La primera mezcla y el polietileno lineal de baja densidad se mezclan en masa fundida en algunas realizaciones.
En algunas realizaciones, la capa de sellado tiene una fuerza de sellado dentro del intervalo de 87,56 a 700,51 N/m (de 0,5 a 4 libras por pulgada). La capa de sellado, en algunas realizaciones, tiene una fuerza de sellado dentro del intervalo de 87,56 a 525,38 N/m (de 0,5 a 3 libras por pulgada).
En algunas realizaciones, el segundo polímero de la primera combinación es un polietileno seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno lineal de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos. El segundo polímero, en algunas realizaciones, es un polietileno de baja densidad (LDPE). En algunas de dichas realizaciones, LDPE comprende de un 10 a un 40 por ciento en peso de la primera mezcla.
El elastómero o plastómero basado en propileno, en algunas realizaciones, comprende de un 5 % a un 15 % en peso de unidades procedentes de etileno basado en el peso de elastómero o plastómero basado en propileno. En algunas realizaciones, la primera mezcla comprende además uno o más aditivos entre el grupo que comprende antioxidantes, estabilizadores de luz ultravioleta, estabilizadores térmicos, agentes de deslizamiento, agentes anti-formación de bloques, pigmentos o colorantes, coadyuvantes de procesado, catalizadores de reticulación, retardantes de llama, materiales de relleno y agentes espumantes.
A continuación, se proporcionan detalles adicionales con respecto a la primera mezcla y al menos un polietileno lineal de baja densidad.
Algunas realizaciones de la presente invención se refieren a películas de multicapa formadas por cualquiera de los métodos divulgados en la presente memoria.
Volviendo ahora a la primera mezcla utilizada en los métodos de la presente invención, la primera mezcla es de al menos dos componentes, mezclas que resultan particularmente apropiadas para su uso como sellado desprendible. Como se explica en la presente memoria, la primera mezcla sola se puede usar para formar una capa de sellado desprendible. Al mezclar posteriormente un LLDPE como se divulga en la presente memoria, se puede ajustar con precisión la resistencia al desprendimiento de la capa de sellado desprendible dependiendo de los requisitos de la aplicación particular.
El primer componente de la primera mezcla es un plastómero o elastómero basado en propileno o "PBPE". Estos materiales comprenden al menos un copolímero con al menos un 50 por ciento en peso de unidades procedentes de propileno y al menos un 5 por ciento en peso de unidades procedentes de un comonómero distinto del propileno. Los elastómeros y/o plastómeros basados en propileno adecuados se muestran en el documento PCT N°. Publicación WO2003/040442.
De particular interés para su uso en la presente invención son los PBPE de calidad de reactor que tienen una MWD menor que 3,5. Se pretende que la expresión "calidad de reactor" sea como se define en la patente de Estados Unidos 6.010.588 y en general se refiere a una poli(resina de olefina) cuya distribución de peso molecular (MWD) o polidispersidad no se ha visto alterada de forma sustancial después de la polimerización. El PBPE preferido tendrá un calor de fusión (determinado utilizando el método de DSC descrito en la presente memoria) menor que 90 Julios/g, preferentemente menor que 70 Julios/g, más preferentemente menor que 50 Julios/g. Cuando se usa etileno como comonómero, PBPE tiene de un 3 a un 15 por ciento de etileno, o de un 5 a un 14 por ciento de etileno, o de un 7 a un 12 por ciento de etileno, en peso del elastómero o plastómero basado en propileno.
Aunque las unidades restantes de copolímero de propileno proceden de al menos un comonómero tal como etileno, una a-olefina C4-20 , un dieno C4-20 , un compuesto estirénico y similares, preferentemente el comonómero es al menos uno de etileno y una a-olefina C4-12, tal como 1-hexeno o 1-octeno. Preferentemente, las unidades restantes del copolímero proceden únicamente de etileno.
La cantidad de comonómero diferente de plastómero o elastómero basado en propileno es función, al menos en parte, del comonómero y del calor de fusión deseado del copolímero. Si el comonómero es etileno, entonces normalmente las unidades procedentes de comonómero comprenden no más de un 15 por ciento en peso de copolímero. La cantidad mínima de unidades procedentes de etileno es típicamente al menos un 3, preferentemente al menos un 5 y más preferentemente al menos un 9 por ciento en peso, basado en el peso de copolímero. Si el polímero comprende al menos otro comonómero distinto de etileno, entonces la composición preferida tendría un calor de fusión aproximadamente dentro del intervalo de un copolímero de propileno-etileno con un 3 a un 20 % en peso de etileno. Aunque sin pretender quedar ligado a teoría alguna, se cree que lograr una cristalinidad y una morfología cristalina aproximadamente similares resulta beneficioso para lograr una funcionalidad similar a la de un sellado desprendible.
El plastómero o elastómero basado en propileno de la presente invención se puede fabricar mediante cualquier proceso, e incluye copolímeros preparados mediante Ziegler-Natta, CGC (catalizador de geometría restringida), catálisis de metaloceno y no metaloceno y catálisis de ligando de heteroarilo centrada en metal. Estos copolímeros incluyen copolímeros aleatorios, de bloques y de injerto, aunque preferentemente los copolímeros tienen una configuración aleatoria. Los ejemplos de copolímeros de propileno incluyen el polímero Exxon-Mobil VISTAMAXX y los elastómeros y plastómeros de propileno/etileno VERSIFY de The Dow Chemical Company.
La densidad de los elastómeros o plastómeros basados en propileno de la presente invención es típicamente de al menos 0,850, puede ser de al menos 0,860 y también puede ser de al menos 0,865 gramos por centímetro cúbico (g/cm3) medido por medio de ASTM D-792. Preferentemente, la densidad es menor que 0,89 g/cc.
El peso molecular promedio expresado en peso (Mw) de los elastómeros o plastómeros basados en propileno de la presente invención puede variar de manera amplia, pero típicamente está entre 10.000 y 1.000.000 (entendiendo que el único límite de Mw mínimo o máximo es el fijado por consideraciones prácticas). Para los homopolímeros y copolímeros usados en la fabricación de sellados desprendibles, preferentemente Mw mínimo es 20.000, más preferentemente 25.000.
La polidispersidad de los elastómeros o plastómeros basados en propileno de la presente invención está normalmente entre 2 y 5. "Polidispersidad estrecha", "distribución de peso molecular estrecha", "MWD estrecha" y expresiones similares significan una relación (Mw/Mn ) de peso molecular promedio expresado en peso (Mw) con respecto a peso molecular promedio expresado en número (Mn ) menor que 3,5, también puede ser menor que 3,0, también puede ser menor que 2,8, también puede ser menor que 2,5.
Idealmente, los PBPE para usar en la presente invención tienen un MFR de 0,5 a 2000 g/10 min, preferentemente de 1 a 1000, más preferentemente de 2 a 500, aún más preferentemente de 2 a 40. El valor de MFR particular seleccionado dependerá en parte de los métodos de fabricación previstos, tales como película soplada, revestimiento por extrusión, extrusión de láminas, moldeo por inyección o procesos de película fundida. Los valores de MFR para copolímeros de propileno y etileno y/o una o más a-olefinas C4-C20 se miden según ASTM D-1238, condición L (2,16 kg, 230 grados C). Se estimaron los valores de MFR mayores que 250 de acuerdo con la siguiente correlación:
Se midió Mw (gramos por mol) usando cromatografía de permeabilidad de gel.
Las primeras mezclas globales para su uso en la presente invención comprenden un segundo polímero. Los materiales adecuados para el segundo polímero pueden incluir polietileno (incluyendo polietileno de baja densidad, polietileno lineal de baja densidad, polietileno de muy baja (o ultra baja) densidad, polietileno de densidad media y polietileno de alta densidad), polibutileno, poliestireno de uso general ("GPPS") y poliestireno de alto impacto ("HIPS"), polímero de etileno modificado por injerto, interpolímeros de etileno-estireno (ESI), interpolímero de acetato de etilen vinilo, interpolímero de etileno y ácido acrílico, interpolímero de etileno y acrilato de etilo, interpolímero de etileno y ácido metacrílico, ionómero de etileno y ácido metacrílico y similares), policarbonato, poliuretano termoplástico, poliamida, interpolímero de poli(ácido láctico), polímero de bloques termoplástico (por ejemplo, copolímero de estireno y butadieno, copolímero de tribloque de estireno butadieno estireno, copolímero tribloque de estireno y etileno-butileno estireno y similares), copolímero de bloques de poliéter (por ejemplo, PEBAX), polímero de copoliéster, polímeros de bloques de poliéster/poliéter (por ejemplo, HYTREL), interpolímero de monóxido de carbono y etileno (por ejemplo, etileno/monóxido de carbono (ECO), copolímero, terpolímero de etileno/ácido acrílico/monóxido de carbono (EAACO), terpolímero de etileno/ácido metacrílico/monóxido de carbono (EMAACO), terpolímero de etileno/acetato de vinilo/monóxido de carbono (EVACO) y estireno/monóxido de carbono (SCO), poli(tereftalato de etileno) (PET), polietileno clorado y similares y mezclas de los mismos. El material preferido para el segundo polímero incluye polietileno y polímeros estirénicos. Los materiales de polietileno preferidos son LDPE y HDPE, siendo el LDPE el más preferido para muchas aplicaciones. Los materiales estirénicos preferidos son GPPS y HIPS.
Los materiales tales como poliestireno son menos miscibles (o tienen un mayor grado de incompatibilidad) y, de este modo, se necesita menos cantidad del segundo polímero para tener un sellado desprendible. Cuando se usa LDPE como segundo polímero, por otro lado, normalmente se necesita relativamente más del segundo polímero.
Si se desea utilizar LDPE en la primera mezcla, se puede seleccionar cualquier LDPE. LDPE preferido para su uso en la primera mezcla tiene un Índice de Fluidez (I2) (determinado por ASTM D1238, condición 190 °C/2,16 kg), de 0,2 a 100 g/10 minutos. Más preferentemente, el índice de fluidez es mayor que 0,2, lo más preferentemente mayor que 0,5 g/10 minutos. El índice de fluidez es preferentemente menor que 50, más preferentemente menor que 20 y lo más preferentemente menor que 10 g/10 minutos. LDPE preferido también tiene una densidad (determinada según ASTM D792) dentro del intervalo de 0,915 a 0,930 g/cc, preferentemente de 0,915 a 0,925 g/cc.
Dicho LDPE preferido se puede fabricar en un autoclave o reactor tubular.
El segundo componente de la primera mezcla también puede incluir mezclas de LDPE/LDPE, por ejemplo, mezclas en las que una de las resinas de LDPE tiene un índice de fluidez relativamente elevado y la otra tiene un índice de fluidez bajo y está más ramificada. El componente con el índice de fluidez más alto se puede obtener a partir de un reactor tubular, y se puede agregar un componente de la mezcla con un valor MI más bajo y altamente ramificado en una etapa de extrusión por separado o usando un reactor paralelo tubular/autoclave en combinación con métodos especiales para controlar el índice de fluidez de cada reactor, tal como la recuperación de telómero en la corriente de reciclaje o la adición de etileno nuevo al reactor de autoclave (AC), o cualesquiera otros métodos conocidos en la técnica.
Las composiciones poliméricas de etileno de alta presión adecuadas para su uso en la preparación de la primera mezcla incluyen polietileno de baja densidad (homopolímero), etileno copolimerizado con al menos una a-olefina, por ejemplo, buteno y etileno copolimerizado con al menos un comonómero a, p-etilénicamente insaturado, por ejemplo, ácido acrílico, ácido metacrílico, acrilato de metilo y acetato de vinilo. Una técnica adecuada para preparar
composiciones copoliméricas útiles de etileno de alta presión se describe en McKinney y col. en la patente de Estados Unidos 4.599.392.
Aunque se cree que tanto los homopolímeros como los copolímeros de etileno de alta presión son útiles en la primera mezcla, generalmente se prefiere polietileno homopolimérico.
Para algunas aplicaciones, se puede preferir el uso de materiales basados en poliestireno como segundo polímero en la primera mezcla. GPPS y HIPS han demostrado ser muy inmiscibles (es decir, tienen un alto grado de incompatibilidad) en PBPE. De este modo, se pueden usar cantidades relativamente pequeñas, por ejemplo, de un 2 a un 20 por ciento en peso) de estos polímeros con el PBPE y todavía producir un sellado desprendible. Cuando la claridad es importante, es preferible usar menos materiales de poliestireno, por ejemplo, de un 2 a un 5 por ciento en peso.
También se ha observado que cuando se utilizan materiales que tienen un elevado grado de incompatibilidad con PBPE, tal como materiales basados en poliestireno, se produce un blanqueamiento por tensión cuando se desprende el sellado. De este modo, estos materiales se pueden usar para proporcionar sellados desprendibles a prueba de manipulaciones.
La primera mezcla utilizada en las realizaciones de la presente invención comprenderá al menos un componente de elastómero o plastómero basado en propileno y un segundo polímero tal como poliestireno o polietileno. El segundo material polimérico comprenderá de un dos a un 95 por ciento en peso de la primera mezcla. Cuando se usa polietileno como segundo material polimérico, polietileno comprende al menos un 20 por ciento en peso, más preferentemente (para facilitar la aptitud de procesado del convertidor) un cincuenta por ciento en peso, aún más preferentemente un 60, aún más preferiblemente un 75 por ciento en peso de la primera mezcla. El componente de polietileno comprende preferentemente menos de un 95 por ciento, más preferentemente menos de un 85 por ciento y lo más preferentemente menos de un 80 por ciento en peso de la primera mezcla.
En caso de que se desee una temperatura de inicio de termosellado baja y/o una elevada fuerza de adherencia en caliente, puede resultar preferible que el polietileno comprenda menos de un 60 por ciento, preferentemente menos de un 40 por ciento e incluso más preferentemente menos de un 30 por ciento de la primera mezcla.
Cuando se usa poliestireno como segundo polímero, poliestireno comprende preferentemente de un 2 a un 20 por ciento en peso de la primera mezcla, más preferentemente de un 2 a un 10 por ciento en peso y aún más preferentemente de un 2 a un 5 por ciento en peso. PBPE comprende al menos un 5 por ciento, preferentemente más de un 15 por ciento, más preferentemente al menos un 25 por ciento en peso de la composición total. PBPE constituye menos de un 98 por ciento en peso de la composición total.
Si bien la primera mezcla se ha utilizado previamente para preparar capas de sellado desprendible aceptables, se ha descubierto que la mezcla en línea de polietileno lineal de baja densidad (LLDPE) en la primera mezcla permite el ajuste fino de la resistencia final al desprendimiento. La adición de al menos un LLDPE a la primera mezcla puede tener como resultado un aumento de la resistencia al desprendimiento de la capa de sellado desprendible. De este modo, las realizaciones de la presente invención comprenden combinar una primera mezcla (como la descrita anteriormente) con al menos un LLDPE para obtener una segunda mezcla. A continuación, la segunda mezcla se puede someter a extrusión para formar una capa de sellado desprendible. El al menos un LLDPE se puede homogeneizar con la primera mezcla usando técnicas conocidas por los expertos en la técnica a la vista de las consideraciones de la presente memoria. Por ejemplo, el al menos un LLDPE se puede mezclar en seco o se puede mezclar en estado fundido con la primera mezcla para obtener la segunda mezcla.
La cantidad de LLDPE a incluir en la segunda mezcla puede variar, por ejemplo, dependiendo de la resistencia al desprendimiento deseada. Típicamente, la cantidad de LLDPE en el segundo será de un 1 a un 20 % en peso basado en el peso de la segunda mezcla. Todos los valores individuales y subintervalos de un 1 a un 20 por ciento en peso (% en peso) se incluyen y divulgan en la presente memoria; por ejemplo, la cantidad de LLDPE puede ser de un límite inferior de un 1,2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 o 14 % en peso a un límite superior de un 5 , 6 , 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 o 20 % en peso. Por ejemplo, la cantidad de LLDPE en la segunda mezcla puede ser de un 1 a un 15 % en peso, o como alternativa, de un 3 a un 12 % en peso, o como alternativa, de un 3 a un 9 % en peso, o como alternativa de un 3 a un 6 % en peso.
El(los) LLDPE(s) de la segunda mezcla tiene(n) una densidad igual o menor que 0,955 g/cc (cm3) en algunas realizaciones. Todos los valores individuales y subintervalos iguales o menores que 0,955 g/cc se incluyen y divulgan en la presente memoria; por ejemplo, la densidad del(de los) LLDPE(s) puede tener un límite superior de 0,955, 0,950, 0,945, 0,940, 0,935, 0,930, 0,925, 0,920 o 0,915 g/cc. En algunos aspectos de la invención, el(los) LLDPE(s) tiene(n) una densidad igual o mayor que 0,870 g/cc. Todos los valores individuales y subintervalos entre 0,870 y 0,955 se incluyen y divulgan en la presente memoria.
El índice de fluidez del al menos un LLDPE puede depender de diversos factores, incluido si la película es una película soplada o fundida, el índice de fluidez de la primera mezcla y otros factores. Por ejemplo, para una película soplada, índices de fluidez (I2) de 0,1 a 0,4 g/10 minutos, o de 0,5 a 3 g/10 minutos, o de 0,7 a 2 g/10 minutos resultan deseables.
A modo de otro ejemplo, en general, para una película fundida, índices de fluidez (I2) de 1,5 a 8 g/10 minutos, o de 2 a 6 g/10 minutos, o de 2,5 a 4 g/10 minutos resultan deseables.
En general, se puede usar cualquier polietileno lineal de baja densidad, incluido, por ejemplo, LLDPE catalizado con Ziegler-Natta y LLDPE catalizado en sitio único, incluido, por ejemplo, LLDPE formado a partir de catalizadores de bismetaloceno y catalizadores de geometría restringida. Si bien se puede preferir LLDPE catalizado con Ziegler-Natta debido al coste, la disponibilidad y otras consideraciones, también se pueden usar otros LLDPE, aunque es posible que sea necesario ajustar la cantidad relativa. Los ejemplos de polietilenos lineales de baja densidad que se pueden usar en la segunda mezcla incluyen los disponibles comercialmente de The Dow Chemical Company con los nombres DOWLEX™ , AFFINITY™ , ELITE™ y ELITE™ AT.
Los sellados de la presente invención se pueden fabricar mediante cualquier proceso tal como película soplada, revestimiento por extrusión, extrusión de láminas, moldeo por inyección o procesos de película fundida. La capa de sellado desprendible se puede preparar con cualquier espesor deseado, por ejemplo, de 1 micrómetro a 3 mm. La capa de sellado se puede usar como una monocapa, pero más típicamente es una capa de una estructura de multicapa, por ejemplo, una capa de sellado de 10 micrómetros con una capa de soporte de 30 micrómetros.
Algunas realizaciones de la presente invención se refieren a métodos de preparación de películas de multicapa. Dichas realizaciones pueden comprender la coextrusión de una resina polimérica (por ejemplo, una resina de polietileno) con una mezcla para una capa de sellado desprendible, en la que la mezcla para la capa de sellado desprendible comprende cualquiera de las primeras mezclas descritas en la presente memoria y al menos un LLDPE. El al menos un LLDPE puede ser cualquier LLDPE como se describe en la presente memoria. Asimismo, en general, se puede usar cualquier resina polimérica, pero los expertos en la técnica reconocerán que determinadas resinas poliméricas pueden resultar más adecuadas que otras en función de la composición de la capa de sellado desprendible, la aplicación prevista y otros factores.
Cuando la capa de sellado (particularmente una capa de sellado que comprende una mayoría de PBPE) se somete a coextrusión sobre un sustrato basado en PP, entonces toda la estructura es reciclable.
Los sellados desprendibles preparados con las mezclas de la presente invención tienen una fuerza de sellado curado de 87,56 a 1225,89 N/m (de 0,5 a 7 libras/pulgada), de 87,56 a 875,63 N/m (de 0,5 a 5 libras/pulgada), de 87,56 a 700,51 N/m (de 0,5 a 4 libras/pulgada), de 87,56 a 525,38 N/m (de 0,5 a 3 libras/pulgada), preferentemente de 87,56 a 350,25 N/m (de 0,5 a 2 libras/pulgada) según se determina utilizando un dispositivo de ensayo de termosellado con un tiempo de residencia de 0,5 segundos y una presión de 276 kPa (40 psi) usando Instron que opera a 0,00423 m/s (10 pulgadas/minuto) después de al menos 24 horas de sellado por soldadura. Se debe comprender por parte del experto normal en la técnica que la fuerza de sellado puede ser típicamente algo menor para envases flexibles y algo mayor para envases rígidos.
Los sellados desprendibles de la presente invención tienen una temperatura de inicio de termosellado menor que 120 °C, preferentemente menor que 110 °C, más preferentemente menor que 100 °C. La temperatura de inicio de termosellado se define como la temperatura mínima a la que se obtiene una fuerza de sellado de 87,56 N/m (0,5 libras/pulgada) utilizando un dispositivo de ensayo de termosellado con un tiempo de residencia de 0,5 segundos, con una presión de 276 kPa (40 psi) ejercida sobre Instron a 0,00423 m/s (10 pulgadas/minuto) después de 24 horas de sellado por soldadura.
También se debe entender que la composición (por ejemplo, la segunda mezcla) de la presente invención también puede contener diversos aditivos como se conoce generalmente en la técnica. Los ejemplos de dichos aditivos incluyen antioxidantes, estabilizadores de luz ultravioleta, estabilizadores térmicos, agentes de deslizamiento, agentes antiformación de bloques, pigmentos o colorantes, coadyuvantes de procesado (tales como fluoropolímeros), catalizadores de reticulación, retardantes de llama, materiales de relleno, agentes espumantes, etc.
Las realizaciones de la presente invención se refieren a capas de sellado desprendibles formadas por medio de los métodos de la presente invención. Las realizaciones de la presente invención también se refieren a artículos (por ejemplo, películas de multicapa, envases, envases flexibles, etc.) que incorporan cualquiera de las capas de sellado desprendibles descritas en la presente memoria. Por ejemplo, las realizaciones de la presente invención se refieren a artículos que incorporan capas de sellado desprendibles formadas utilizando cualesquiera de los métodos de la presente invención.
Método DSC:
La calorimetría diferencial de barrido (DSC) es una técnica común que se puede utilizar para examinar la fusión y cristalización de polímeros semicristalinos. Los principios generales de las mediciones de DSC y las aplicaciones de DSC para estudiar polímeros semicristalinos se describen en los textos convencionales (por ejemplo, E. A. Turi, ed., Thermal Characterization of Polymeric Materials, Academic Press, 1981). Tme significa la temperatura a la que termina la fusión. Tmax significa la temperatura máxima de fusión.
El análisis de calorimetría diferencial de barrido (DSC) se determina usando un DSC modelo Q1000 de TA Instruments, Inc. La calibración de DSC se realiza como se muestra a continuación. En primer lugar, se obtiene una línea de base operando el DSC de -90 °C a 290 °C sin ninguna muestra en la cazoleta de DSC de aluminio. A continuación, se analizan 7 miligramos de una muestra nueva de indio calentando la muestra a 180 °C, enfriando la muestra a 140 °C a una tasa de enfriamiento de 10 °C/min y luego manteniendo la muestra isotérmicamente a 140 °C durante 1 minuto, seguido de calentamiento de la muestra de 140 °C a 180 °C a una tasa de calentamiento de 10 °C/min. El calor de fusión y el inicio de la fusión de la muestra de indio se determinan y verifican para que estén dentro de 0,5 °C a partir de 156,6 °C para el inicio de la fusión y dentro de 0,5 J/g a partir 28,71 J/g para el calor de fusión. A continuación, se analiza el agua desionizada enfriando una pequeña gota de muestra nueva en la cazoleta DSC de 25 °C a -30 °C a una tasa de enfriamiento de 10 °C/min. La muestra se mantiene isotérmicamente a -30°C durante 2 minutos y se calienta a 30°C a una tasa de calentamiento de 10 °C/min. Se determina el inicio de la fusión y se verifica que esté dentro de 0,5 °C a partir de 0 °C.
Las muestras poliméricas se prensan para dar lugar a una película delgada a una temperatura de 190 °C. Se pesan alrededor de 5 a 8 mg de muestra y se colocan en la cazoleta de DSC. La tapa se cierra sobre la cazoleta para garantizar un ambiente cerrado. La cazoleta de muestra se coloca en la celda DSC y a continuación se calienta a una tasa elevada de aproximadamente 100 °C/min hasta una temperatura de aproximadamente 60 °C por encima de la temperatura de fusión. La muestra se mantiene a esta temperatura durante aproximadamente 3 minutos. A continuación, la muestra se enfría a una tasa de 10 °C/min hasta -40 °C y se mantiene isotérmicamente a esa temperatura durante 3 minutos. Posteriormente, la muestra se calienta a una tasa de 10 °C/min hasta la fusión completa. Las curvas de entalpía resultantes se analizan para determinar la temperatura máxima de fusión, las temperaturas de cristalización de inicio y máximas, el calor de fusión y el calor de cristalización, Tme, y cualesquiera otros análisis DSC de interés.
Algunas realizaciones de la invención se describirán con detalle a continuación en los siguientes ejemplos.
Ejemplos
Ejemplo 1
En el presente Ejemplo, se prepara una serie de capas de sellado desprendibles con cantidades variables de LLDPE con las composiciones que se muestran en la Tabla 1:
Tabla 1

PBPE utilizado en estas composiciones es VERSIFY™ 2200, con una densidad de 0,876 g/cm3 y un índice de fluidez (I2) de 2,0 g/10 min, que está disponible comercialmente en The Dow Chemical Company. LDPE utilizado en estas composiciones es DOW™ LDPE 640i, con una densidad de 0,920 g/cc y un índice de fusión (I2) de 2,0 g/10 min, que está disponible comercialmente en The Dow Chemical Company. El aditivo utilizado en estas composiciones es un agente convencional antiformación de bloques. Los componentes de la Primera Mezcla se introducen en una extrusora de compuestos de doble husillo y se mezclan por fusión para proporcionar la Primera Mezcla. LLDPE utilizado en estas composiciones es DOWLEX™ 2045G, que tiene una densidad de 0,920 g/cc y un índice de fluidez (I2) de 1,0 g/10 min, que está comercialmente disponible de Dow Chemical Company.
Se produce una muestra de película de 2 capas sometida a coextrusión sobre una película soplada de 7 capas Alpine usando la misma corriente de alimentación polimérica de múltiples capas representadas como capas A/A/A/A/A/B/B con la capa "B" (inferior) que se encuentra en el interior de la burbuja como capa de sellado. Las líneas de alimentación individuales son extrusoras de alimentación ranuradas de 50 mm, 30:1 L/D. Las capas "A" de estas muestras son una mezcla que comprende un 80 % en peso de DOWLEX™ 2045G y un 20 % en peso de DOW™ LDPE611A. DOW™ LDPE 611A es un LDPE que tiene una densidad de 0,924 g/cc y un índice de fluidez (I2) de 0,88 g/10 min, y está disponible comercialmente en The Dow Chemical Company. La capa "B" de cada muestra era una de las composiciones identificadas en la Tabla 1 para proporcionar la Película Comparativa 1, la Película 1 de la Invención, Película 2 de la Invención, Película 3 de la Invención y Película 4 de la Invención, dependiendo de cuál de las composiciones de la Tabla 1 se utilizó para las capas "B". En la Tabla 2 se proporcionan detalles adicionales sobre la extrusión.
Tabla 2


A continuación, cada una de las películas de sellado desprendióles se lamina en una película de poliéster orientada de calibre 48. El adhesivo utilizado para el laminado es MOR-FREE™ 403A/MOR-FREE™ C-411, que es un sistema adhesivo de poliuretano de dos componentes sin disolvente de The Dow Chemical Company. El adhesivo se aplica a razón de 0,680 - 0,794 kg/resma (1,5-1,75 libras/resma).
Las películas laminadas se someten a ensayo mediante ensayos de termosellado y adherencia de ASTM para evaluar el cambio de resistencia al desprendimiento. Los detalles relevantes de estos ensayos son los siguientes:
Ensayo de termosellado:
Las mediciones de termosellado sobre la película se llevan a cabo en una máquina de ensayo de tracción comercial según la norma ASTM F-88 (Técnica A). El ensayo de termosellado es un medidor de la fuerza de sellado (fuerza de sellado) en materiales de barrera flexibles. Lo hace midiendo la fuerza necesaria para separar una tira de ensayo del material que contiene el sellado e identifica el modo de fallo de muestra de ensayo. La fuerza de sellado es relevante para la fuerza de apertura y la integridad del envase. Antes del corte, las películas se acondicionan durante un mínimo de 40 horas a 23 °C (± 2 °C) y un 50 % (± 5 %) de H.R. (humedad relativa) según ASTM D-618 (procedimiento A). A continuación, se cortan láminas de la película laminada de tres capas sometida a coextrusión en la dirección de la máquina con una longitud de aproximadamente 27,9 cm (11 pulgadas) y una anchura de aproximadamente 21,6 (8,5 pulgadas). Las láminas se someten a termosellado en la dirección de la máquina en un dispositivo de termosellado Kopp en un intervalo de temperaturas bajo las siguientes condiciones:
Presión de sellado: 0,275 N/mm2
Tiempo de residencia de sellado: 0,5 s
El intervalo de temperatura viene dado aproximadamente por el intervalo de adherencia en caliente (es decir, el intervalo de temperatura en el que se logra al menos un sellado de adherencia en caliente mínima y antes de la temperatura de combustión).
Las láminas selladas se acondicionan durante un mínimo de 3 horas a 23 °C (± 2 °C) y un 50 % de H.R. (± 5 %) antes de cortarlas en tiras de 2,54 cm (una pulgada) de ancho. Luego, estas tiras se acondicionan durante un mínimo de 21 horas a 23 °C (± 2 °C) y 50 % de humedad relativa (± 5 %) antes del ensayo.
Para el ensayo, las tiras se introducen en las mordazas de una máquina de ensayo de tracción con una separación inicial de 5,08 cm (2 pulgadas) y se estiran a una tasa de separación de las mordazas de 4,23 mm/s (10 pulgadas/min) a 23 °C (± 2 °C) y un 50 % de H.R. (± 5 %). Las tiras se someten a ensayo sin soporte. Se realizan seis ensayos repetidos para cada temperatura de sellado. Los datos presentados son la carga máxima, la deformación a carga máxima y el modo de fallo.
La Tabla 3 muestra la carga máxima promedio en un intervalo de temperaturas para cada una de las capas de sellado desprendibles utilizadas en las muestras. Como se muestra en la Tabla 3, la resistencia al desprendimiento (evidenciada por la carga máxima promedio) generalmente aumenta con cantidades crecientes de LLDPE en la capa de sellado desprendible (la capa "B" de las películas).
Tabla 3

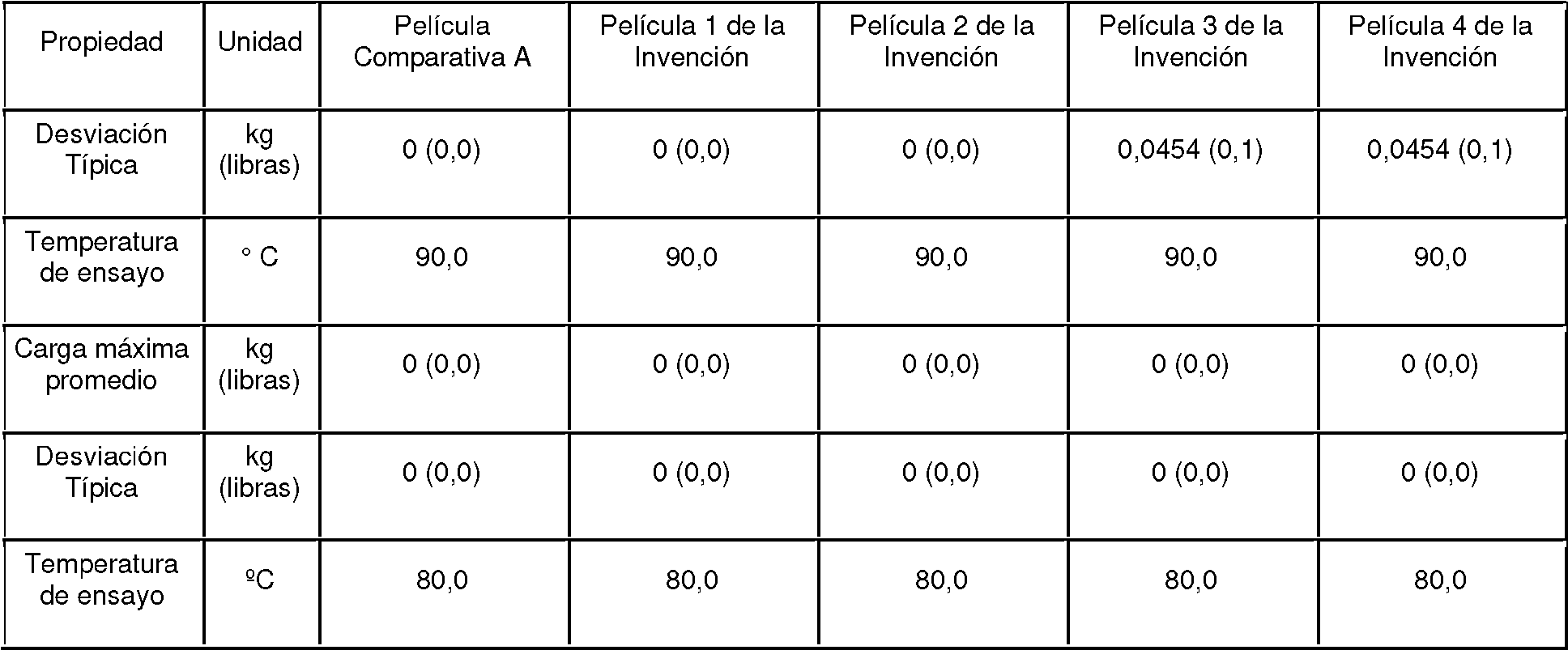
Ensayo de adherencia en caliente:
Las mediciones de adherencia en caliente sobre las películas se realizan usando un dispositivo de ensayo comercial Enepay según ASTM F-1921 (Método B). Antes del ensayo, las películas se acondicionan durante un mínimo de 40 horas a 23 °C y un 50 % de humedad relativa según ASTm D-618 (Procedimiento A). El ensayo de adherencia en caliente simula el llenado de material en una bolsa antes de que el sellado haya tenido la oportunidad de enfriarse por completo.
Se cortan láminas de dimensiones de 21,6 cm por 35,6 cm (8,5 pulgadas por 14 pulgadas) a partir de películas laminadas de tres capas sometidas a coextrusión, con la dimensión más larga en la dirección de la máquina. Se cortan tiras de 2,5 cm por 35,6 cm (1 pulgada por 14 pulgadas) de cada película. Se realizan ensayos en estas muestras en un intervalo de temperaturas y los resultados se presentan como carga máxima en función de la temperatura. Las etapas de temperatura típicas son 5 °C o 10 °C con 6 repeticiones realizadas a cada temperatura. Los parámetros utilizados en el ensayo son los siguientes:
Anchura de muestra: 25,4 mm (1,0 pulgada)
Presión de sellado: 0,275 N/mm2
Tiempo de residencia de sellado: 0,5 s
Tiempo de retardo: 0,18 s
Tasa de desprendimiento: 200 mm/s
Las máquinas Enepay producen sellados de 1,27 cm (0,5 pulgadas). Los datos se presentan como adherencia en caliente promedio donde la fuerza promedio de adherencia en caliente (N) se presenta como una función de la temperatura, como se muestra por ejemplo en la Tabla 4. La temperatura de inicio de adherencia en caliente es la temperatura necesaria para lograr una fuerza de adherencia en caliente mínima predefinida. Esta fuerza suele estar dentro del intervalo de 1 a 2 N, pero varía según la aplicación específica. La fuerza máxima de adherencia en caliente es el pico en la curva de adherencia en caliente. El intervalo de adherencia en caliente es el intervalo de temperatura en el que la fuerza de sellado excede a la fuerza de adherencia en caliente mínima.
La Tabla 4 muestra la adherencia en caliente promedio en un intervalo de temperaturas para cada una de las capas de sellado desprendibles utilizadas en las muestras. Como se muestra en la Tabla 4, la fuerza de adherencia en caliente (como se evidencia gracias a la adherencia en caliente promedio) generalmente aumenta con cantidades crecientes de LLDPE en la capa de sellado desprendible (la capa "B" en las películas).
Tabla 4


Ejemplo 2
En el presente Ejemplo, se preparan y se miden de nuevo la Composición Comparativa A, la Composición 2 de la Invención y la Composición 4 de la Invención del Ejemplo 1. El presente ejemplo también evaluó las Composiciones 5 y 6 de la Invención que son las siguientes:
Tabla 5

PBPE utilizado en estas composiciones es VERSIFY™ 2200, con una densidad de 0,876 g/cm3 y un índice de fluidez (I2) de 2,0 g/10 min, que está disponible comercialmente en The Dow Chemical Company. LDPE utilizado en estas composiciones es DOW™ LDPE 640i, con una densidad de 0,920 g/cc y un índice de fluidez (I2) de 2,0 g/10 min, que está disponible comercialmente en The Dow Chemical Company. El aditivo utilizado en estas composiciones es un agente convencional antiformación de bloques. Los componentes de la primera mezcla no se homogeneizan por fusión antes de ser suministrados a la operación de película soplada. LLDPE utilizado en estas composiciones es DOWLEX™ 2045G, con una densidad de 0,920 g/cc y un índice de fluidez (I2) de 1,0 g/10 min, que está comercialmente disponible de Dow Chemical Company.
Se produjo una muestra de película de 2 capas sometida a extrusión en una operación de película soplada de 7 capas Alpine usando la misma corriente de alimentación polimérica de múltiples capas representada como capas
A/A/A/A/A/B/B con la capa "B" (inferior) estando en el interior de la burbuja como capa de sellado. La estructura de 2 capas se logra combinando "A" y "B". Las líneas de alimentación individuales son todos dispositivos de extrusión de alimentación ranurados de 50 mm, 30:1 L/D. Las capas "A" de estas muestras son una mezcla que comprende un 80 % en peso de DOWLEX™ 2045G y un 20 % en peso de DOW™ LDPE611A. La capa "B" de cada muestra es una de las composiciones identificadas en la Tabla 1 para proporcionar la Película Comparativa 1, la Repetición de Película 2 de la Invención y la Repetición de Película 4 de la Invención y una de las composiciones identificadas en la Tabla 5 para proporcionar la Película 5 de la Invención y la Película 6 de la Invención, dependiendo de cuál de las composiciones de la Tabla 1 o la Tabla 5 se use para las capas "B". Las composiciones de las Películas 5 y 6 de la Invención se mezclan en la línea de película soplada por medio de homogeneización en seco. Se utilizan mezcladores para las capas "B" (según la Tabla 5) para dosificar cantidades específicas de LLDPE (como se define en la Tabla 5) con el fin de preparar la composición de la capa de sellado.
En la Tabla 6 se proporcionan detalles adicionales sobre la extrusión.
Tabla 6


A continuación, cada una de las películas de sellado desprendióles se lamina en una película de poliéster orientado de calibre 48. El adhesivo utilizado para el laminado es MOR-FREE™ 403A/MOR-FREE™ C-411, que es un sistema adhesivo de poliuretano de dos componentes sin disolvente de The Dow Chemical Company. El adhesivo se aplica a 0,68 - 0,794 kg/resma (1,5-1,75 libras/resma).
Las películas laminadas se evalúan usando ensayos de termosellado y adherencia en caliente de ASTM para evaluar el cambio de resistencia al desprendimiento como se ha descrito con anterioridad.
La Tabla 7 muestra la carga máxima promedio en un intervalo de temperaturas para cada una de las capas de sellado desprendibles utilizadas en las muestras. Como se muestra en la Tabla 7, la resistencia al desprendimiento (evidenciada por la carga máxima promedio) generalmente aumenta con cantidades crecientes de LLDPE en la capa de sellado desprendible (capa "B" de las películas). Además, la mezcla de tres componentes (PBPE, LDPE, LLDPE) en la línea de película soplada (como se hizo para las Composiciones de la invención 5 y 6), aunque sigue aumentando la resistencia al desprendimiento, parece dar como resultado una resistencia al desprendimiento más inconsistente.
Tabla 7

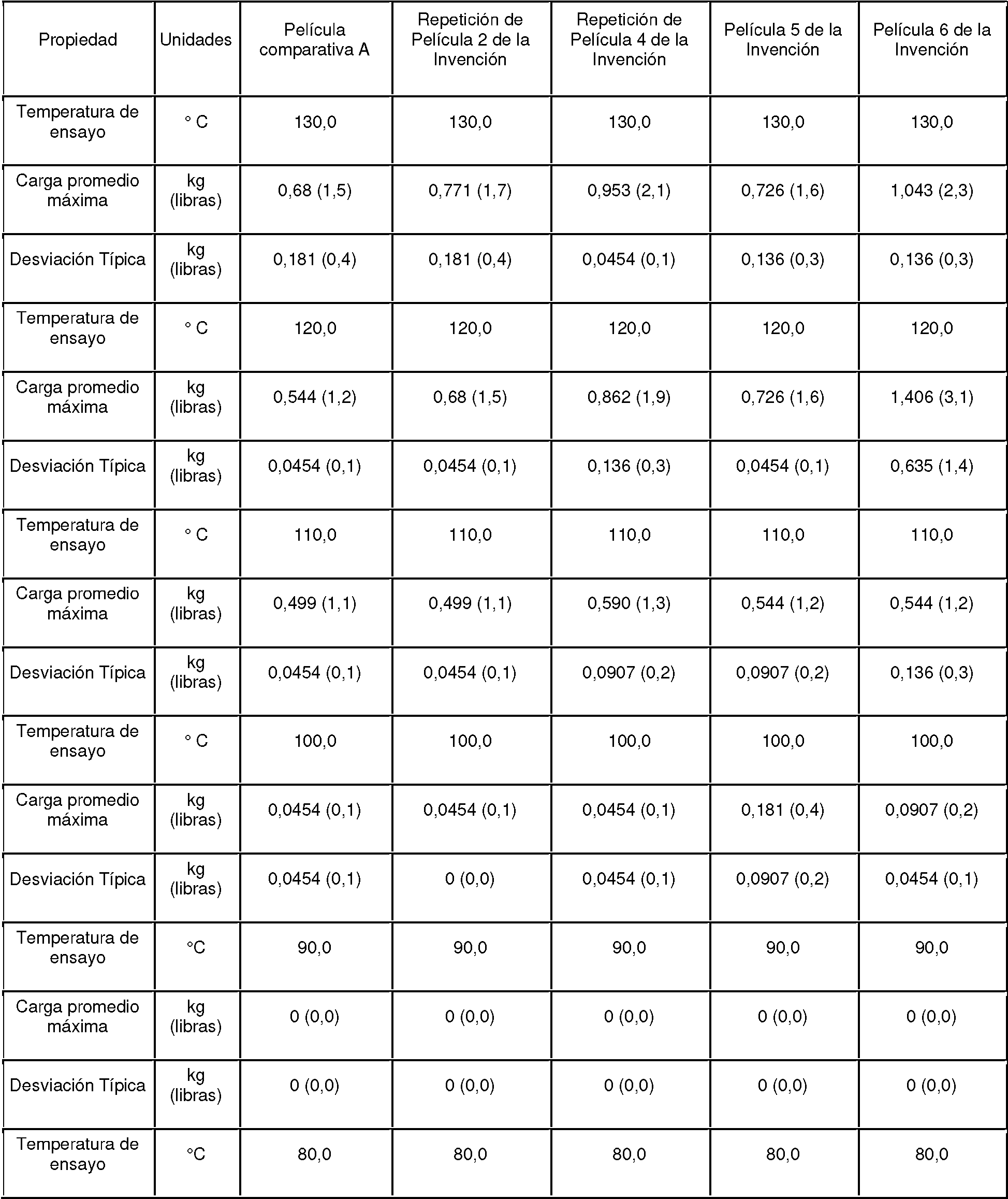
La Tabla 8 muestra la adherencia promedio en caliente en un intervalo de temperaturas para cada una de las capas de sellado desprendibles utilizadas en las muestras. Como se muestra en la Tabla 8, la fuerza de adherencia en caliente (como se evidencia gracias a la adherencia promedio en caliente) generalmente aumenta con cantidades crecientes de LLDPE en la capa de sellado desprendible (las capas "B" en las películas).
Tabla 8


Claims (13)
- REIVINDICACIONES1 Un método para preparar una capa de sellado desprendible que comprende:(a) proporcionar una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor que 0,89 g/cc; y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos;(b) proporcionar al menos un polietileno lineal de baja densidad;(c) homogeneizar la primera mezcla con al menos un polietileno lineal de baja densidad para obtener una segunda mezcla; y(d) someter a extrusión la segunda mezcla para formar una capa de sellado desprendible,en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos, en el que la segunda mezcla comprende de un 1 % a un 20 % en peso de polietileno lineal de baja densidad.
- 2. - El método de la reivindicación 1, en el que la segunda mezcla comprende un 15 % o menos en peso de polietileno lineal de baja densidad.
- 3. - El método de cualquiera de las reivindicaciones anteriores, en el que la primera mezcla y el polietileno lineal de baja densidad se mezclan en seco o se mezclan en masa fundida.
- 4. - El método de cualquiera de las reivindicaciones anteriores, en el que la extrusión de la segunda mezcla para formar una capa de sellado desprendible comprende someter a coextrusión la segunda mezcla con al menos una poliolefina para formar una película de multicapa.
- 5. - El método de la reivindicación 4, en el que al menos una poliolefina comprende polietileno.
- 6. - El método de cualquiera de las reivindicaciones anteriores, en el que la capa de sellado tiene una fuerza de sellado dentro del intervalo de 87,56 a 700,51 N/m (de 0,5 a 4 libras/pulgada).
- 7. - El método de cualquiera de las reivindicaciones anteriores, en el que el segundo polímero es un polietileno de baja densidad.
- 8. - El método de la reivindicación 7, en el que el polietileno de baja densidad comprende de un 10 a un 40 por ciento en peso de la primera mezcla.
- 9. - El método de cualquiera de las reivindicaciones anteriores, en el que el elastómero o plastómero basado en propileno contiene de un 5 % a un 15 % en peso de unidades derivadas de etileno basado en el peso de elastómero o plastómero basado en propileno.
- 10. - Una capa de sellado desprendible formada por el método de cualquiera de las reivindicaciones anteriores.
- 11. - Una película de multicapa que comprende una capa de sellado desprendible preparada mediante el método de cualquiera de las reivindicaciones anteriores.
- 12. - Un método para preparar una película de multicapa que comprende:(a) proporcionar una resina polimérica que comprende polietileno;(b) proporcionar una mezcla para una capa de sellado desprendible formada (1) proporcionando una primera mezcla que comprende (i) de un 5 a un 98 por ciento en peso de un plastómero o elastómero basado en propileno de calidad de reactor que tiene una distribución de peso molecular menor que 3,5 y una densidad menor que 0,89 g/cc; y (ii) de un 2 a un 95 por ciento en peso de un segundo polímero seleccionado entre el grupo que consiste en polietileno de baja densidad, polietileno de ultra o muy baja densidad, polietileno de densidad media, polietileno de alta densidad, copolímeros de acetato de etilen vinilo y mezclas de los mismos; (2) proporcionando al menos un polietileno lineal de baja densidad; y (3) homogeneizando la primera mezcla con al menos un polietileno lineal de baja densidad para obtener la mezcla de capa de sellado desprendible, en el que la mezcla de capa de sellado desprendible comprende un 1 % a un 20 % en peso de polietileno lineal de baja densidad; y(c) sometiendo a coextrusión la resina polimérica y la mezcla de la capa de sellado desprendible para obtener una película de multicapa,en el que la capa de sellado desprendible tiene una temperatura de inicio de termosellado menor que 120 °C cuando se sella a una presión de 276 kPa (40 psi) con un tiempo de residencia de 0,5 segundos.
- 13.- Una película de multicapa preparada por medio del método de la reivindicación 12.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15382349.7A EP3112150A1 (en) | 2015-06-30 | 2015-06-30 | Methods of preparing a peelable seal layer |
| PCT/US2016/031415 WO2017003558A1 (en) | 2015-06-30 | 2016-05-09 | Methods of preparing a peelable seal layer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2922183T3 true ES2922183T3 (es) | 2022-09-09 |
Family
ID=53524707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16725305T Active ES2922183T3 (es) | 2015-06-30 | 2016-05-09 | Métodos de preparación de una capa de sellado desprendible |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10717833B2 (es) |
| EP (2) | EP3112150A1 (es) |
| JP (1) | JP6797843B6 (es) |
| CN (2) | CN107787276A (es) |
| AR (1) | AR105036A1 (es) |
| BR (1) | BR112017026756B1 (es) |
| ES (1) | ES2922183T3 (es) |
| MX (1) | MX2017016284A (es) |
| WO (1) | WO2017003558A1 (es) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201723001A (zh) * | 2015-12-16 | 2017-07-01 | 陶氏全球科技有限責任公司 | 具有可剝離及不可剝離熱密封件之封裝 |
| EP3902746A4 (en) * | 2018-12-28 | 2022-11-02 | Dow Global Technologies LLC | POLYETHYLENE BAG AND METHOD OF PRODUCTION |
| CN111016359B (zh) * | 2019-11-12 | 2022-04-05 | 福建富一锦科技有限公司 | 一种pe低温包装膜及其制备方法和用途 |
| MX2023006406A (es) * | 2020-12-11 | 2023-06-12 | Dow Global Technologies Llc | Estructuras multicapa que incluyen peliculas orientadas biaxialmente y capas selladoras y metodos para elaborarlas. |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USB632416I5 (es) | 1956-03-01 | 1976-03-09 | ||
| CA849081A (en) | 1967-03-02 | 1970-08-11 | Du Pont Of Canada Limited | PRODUCTION OF ETHYLENE/.alpha.-OLEFIN COPOLYMERS OF IMPROVED PHYSICAL PROPERTIES |
| US3914342A (en) | 1971-07-13 | 1975-10-21 | Dow Chemical Co | Ethylene polymer blend and polymerization process for preparation thereof |
| US4599392A (en) | 1983-06-13 | 1986-07-08 | The Dow Chemical Company | Interpolymers of ethylene and unsaturated carboxylic acids |
| US5272236A (en) | 1991-10-15 | 1993-12-21 | The Dow Chemical Company | Elastic substantially linear olefin polymers |
| US5582923A (en) | 1991-10-15 | 1996-12-10 | The Dow Chemical Company | Extrusion compositions having high drawdown and substantially reduced neck-in |
| US5278272A (en) | 1991-10-15 | 1994-01-11 | The Dow Chemical Company | Elastic substantialy linear olefin polymers |
| EP0854212A1 (en) | 1993-05-25 | 1998-07-22 | Exxon Chemical Patents Inc. | Novel polyolefin fibers and their fabrics |
| US5693488A (en) | 1994-05-12 | 1997-12-02 | The Rockefeller University | Transmembrane tyrosine phosphatase, nucleic acids encoding the same, and methods of use thereof |
| JP3258534B2 (ja) | 1995-07-28 | 2002-02-18 | タイコエレクトロニクスアンプ株式会社 | 雌型コンタクト |
| EP0848726B1 (en) * | 1996-05-06 | 2004-09-22 | Basell Poliolefine Italia S.p.A. | Polyolefin compositions for heat-sealable films having controlled peel strength |
| WO2002053374A1 (en) | 2001-01-02 | 2002-07-11 | Dow Global Technologies Inc. | Peelable seal and method of making and using same |
| DE60219948T2 (de) | 2001-11-06 | 2007-09-06 | Dow Global Technologies, Inc., Midland | Fasern aus isotaktischem propylencopolymerisat, deren herstellung und verwendung |
| EP1312470A1 (en) | 2001-11-20 | 2003-05-21 | Amcor Flexibles Transpac | Peelable seal film |
| CN100379812C (zh) * | 2003-05-26 | 2008-04-09 | 三井-杜邦聚合化学株式会社 | 烯烃系聚合体组合物及使用了该组合物的易开封性密封材料 |
| US7863383B2 (en) | 2005-10-05 | 2011-01-04 | Dow Global Technologies Inc. | Polyolefin based peelable seals |
| US20090035594A1 (en) * | 2007-08-01 | 2009-02-05 | Lee Chun D | Rheology-modified grafts and adhesive blends |
| EP2204409A1 (en) * | 2007-10-19 | 2010-07-07 | Dow Global Technologies Inc. | Polyolefin based peelable seals |
| EP2340167A4 (en) * | 2008-10-17 | 2012-11-21 | Dow Global Technologies Llc | BIAXIALLY ORIENTED FILM |
| US20100247824A1 (en) * | 2009-03-24 | 2010-09-30 | Baxter International Inc. | Non-pvc films having peel seal layer |
| US20130095336A1 (en) * | 2011-10-17 | 2013-04-18 | Becton, Dickinson And Company | Film Composition for Controlled Peelable Seal Film |
| US20130245201A1 (en) * | 2012-03-16 | 2013-09-19 | King Abdulaziz City For Science And Technology | Lldpe-ldpe blown film blend |
| ES2621271T3 (es) * | 2012-08-13 | 2017-07-03 | Borealis Ag | Películas |
| WO2014099305A1 (en) | 2012-12-19 | 2014-06-26 | Dow Global Technologies Llc | Flexible film composition forheat seals and container with same |
| WO2015077901A1 (en) | 2013-11-27 | 2015-06-04 | Exxonmobil Chemical Patents Inc. | Films and methods of making the same |
-
2015
- 2015-06-30 EP EP15382349.7A patent/EP3112150A1/en not_active Withdrawn
-
2016
- 2016-05-09 EP EP16725305.3A patent/EP3317104B1/en active Active
- 2016-05-09 CN CN201680034611.5A patent/CN107787276A/zh active Pending
- 2016-05-09 MX MX2017016284A patent/MX2017016284A/es unknown
- 2016-05-09 WO PCT/US2016/031415 patent/WO2017003558A1/en active Application Filing
- 2016-05-09 BR BR112017026756-0A patent/BR112017026756B1/pt active IP Right Grant
- 2016-05-09 CN CN202211492170.7A patent/CN116396508A/zh active Pending
- 2016-05-09 ES ES16725305T patent/ES2922183T3/es active Active
- 2016-05-09 JP JP2017566824A patent/JP6797843B6/ja active Active
- 2016-05-09 US US15/564,276 patent/US10717833B2/en active Active
- 2016-06-16 AR ARP160101815A patent/AR105036A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017026756B1 (pt) | 2021-12-21 |
| US10717833B2 (en) | 2020-07-21 |
| WO2017003558A1 (en) | 2017-01-05 |
| JP6797843B2 (ja) | 2020-12-09 |
| EP3317104B1 (en) | 2022-06-22 |
| EP3112150A1 (en) | 2017-01-04 |
| MX2017016284A (es) | 2018-04-20 |
| CN116396508A (zh) | 2023-07-07 |
| JP2018523590A (ja) | 2018-08-23 |
| BR112017026756A2 (pt) | 2018-08-28 |
| AR105036A1 (es) | 2017-08-30 |
| JP6797843B6 (ja) | 2021-01-20 |
| CN107787276A (zh) | 2018-03-09 |
| US20180134858A1 (en) | 2018-05-17 |
| EP3317104A1 (en) | 2018-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2632944T3 (es) | Precintos desprendibles a base de poliolefinas | |
| ES2530226T3 (es) | Películas reticuladas y artículos preparados a partir de las mismas | |
| TWI229690B (en) | Polymer compositions which exhibit high hot tack | |
| ES2264080T3 (es) | Pelicula retractil de union de elementos. | |
| ES2770054T3 (es) | Composiciones poliméricas y artículos recubiertos por extrusión | |
| ES2922183T3 (es) | Métodos de preparación de una capa de sellado desprendible | |
| JP6424169B2 (ja) | 熱シールのための可撓性フィルム組成物、およびそれを有する容器 | |
| TW201444682A (zh) | 聚烯烴系無延伸多層薄膜 | |
| JP2011501775A (ja) | ポリオレフィン系の可剥性シール | |
| TW201538324A (zh) | 聚烯烴系無延伸多層薄膜 | |
| US11692086B2 (en) | Multilayer film, laminated film, and packaging | |
| ES2927825T3 (es) | Películas que contienen composiciones de polímero funcional basado en etileno | |
| JP6717639B2 (ja) | 多層フィルム及びその製造法 | |
| WO2011062247A1 (ja) | ポリエチレン系樹脂製フィルム | |
| JP4588490B2 (ja) | 樹脂組成物およびそれから得られる延伸フィルム | |
| BR112021001149A2 (pt) | filme termoplástico, termorretrátil, biaxialmente alongado, de múltiplas camadas, e, método de formar um filme termoplástico de múltiplas camadas, termorretrátil, biaxialmente alongado | |
| BR112020027065A2 (pt) | Composição adesiva termoplástica. | |
| JP4239080B2 (ja) | ヒートシール性ポリオレフィン系発泡フィルム及び包装体 | |
| CN109311291A (zh) | 多层膜和包含其的包装 | |
| JP7306788B2 (ja) | パン用包装フィルムおよびパン用包装体 | |
| JPH09150488A (ja) | 積層フィルム | |
| EP3778232A1 (en) | Laminate film, packaging material, and packaging body | |
| BR112020026913A2 (pt) | Filme de multicamadas coextrudado | |
| TW201903008A (zh) | 薄膜 | |
| BR112020008804B1 (pt) | Filme multicamadas |