ES2815474T3 - Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico - Google Patents
Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico Download PDFInfo
- Publication number
- ES2815474T3 ES2815474T3 ES18178995T ES18178995T ES2815474T3 ES 2815474 T3 ES2815474 T3 ES 2815474T3 ES 18178995 T ES18178995 T ES 18178995T ES 18178995 T ES18178995 T ES 18178995T ES 2815474 T3 ES2815474 T3 ES 2815474T3
- Authority
- ES
- Spain
- Prior art keywords
- wick
- prepreg
- polymer
- roller
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002657 fibrous material Substances 0.000 title claims abstract description 110
- 229920001169 thermoplastic Polymers 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 239000000835 fiber Substances 0.000 claims abstract description 186
- 238000010438 heat treatment Methods 0.000 claims abstract description 143
- 238000000034 method Methods 0.000 claims abstract description 99
- 230000008569 process Effects 0.000 claims abstract description 50
- 239000011159 matrix material Substances 0.000 claims abstract description 43
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 22
- 230000008018 melting Effects 0.000 claims abstract description 18
- 238000002844 melting Methods 0.000 claims abstract description 18
- 230000002747 voluntary effect Effects 0.000 claims abstract description 5
- 230000007717 exclusion Effects 0.000 claims abstract description 4
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 4
- 230000006835 compression Effects 0.000 claims description 322
- 238000007906 compression Methods 0.000 claims description 322
- 229920000642 polymer Polymers 0.000 claims description 95
- 239000000843 powder Substances 0.000 claims description 86
- 239000004952 Polyamide Substances 0.000 claims description 64
- 229920002647 polyamide Polymers 0.000 claims description 64
- 238000005470 impregnation Methods 0.000 claims description 55
- 239000000203 mixture Substances 0.000 claims description 47
- 229920001652 poly(etherketoneketone) Polymers 0.000 claims description 33
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 26
- 239000004917 carbon fiber Substances 0.000 claims description 26
- 229920001601 polyetherimide Polymers 0.000 claims description 23
- 238000003490 calendering Methods 0.000 claims description 21
- 238000007493 shaping process Methods 0.000 claims description 18
- 229920002530 polyetherether ketone Polymers 0.000 claims description 16
- 229920006012 semi-aromatic polyamide Polymers 0.000 claims description 14
- 229910052799 carbon Inorganic materials 0.000 claims description 13
- 239000007921 spray Substances 0.000 claims description 13
- 239000011248 coating agent Substances 0.000 claims description 12
- 238000000576 coating method Methods 0.000 claims description 12
- -1 poly (aryl ether ketone ketone Chemical class 0.000 claims description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 9
- 230000009477 glass transition Effects 0.000 claims description 9
- 239000004953 Aliphatic polyamide Substances 0.000 claims description 8
- 239000002033 PVDF binder Substances 0.000 claims description 8
- 229920003231 aliphatic polyamide Polymers 0.000 claims description 8
- 239000000945 filler Substances 0.000 claims description 8
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 8
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 8
- 239000000155 melt Substances 0.000 claims description 7
- 238000011144 upstream manufacturing Methods 0.000 claims description 7
- 239000004954 Polyphthalamide Substances 0.000 claims description 6
- 238000001125 extrusion Methods 0.000 claims description 6
- 229920012287 polyphenylene sulfone Polymers 0.000 claims description 6
- 229920006375 polyphtalamide Polymers 0.000 claims description 6
- 229920013730 reactive polymer Polymers 0.000 claims description 6
- 235000004431 Linum usitatissimum Nutrition 0.000 claims description 5
- 229920002313 fluoropolymer Polymers 0.000 claims description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 5
- 229920002959 polymer blend Polymers 0.000 claims description 5
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 5
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- 125000003118 aryl group Chemical group 0.000 claims description 4
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 claims description 4
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 claims description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 4
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 4
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 239000011521 glass Substances 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 3
- 244000198134 Agave sisalana Species 0.000 claims description 2
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims description 2
- 235000017491 Bambusa tulda Nutrition 0.000 claims description 2
- 244000025254 Cannabis sativa Species 0.000 claims description 2
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 claims description 2
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 claims description 2
- 239000004606 Fillers/Extenders Substances 0.000 claims description 2
- 244000082204 Phyllostachys viridis Species 0.000 claims description 2
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims description 2
- 229920002614 Polyether block amide Polymers 0.000 claims description 2
- 229920000297 Rayon Polymers 0.000 claims description 2
- 239000011425 bamboo Substances 0.000 claims description 2
- 235000009120 camo Nutrition 0.000 claims description 2
- 239000006229 carbon black Substances 0.000 claims description 2
- 239000011203 carbon fibre reinforced carbon Substances 0.000 claims description 2
- 239000002041 carbon nanotube Substances 0.000 claims description 2
- 229910021393 carbon nanotube Inorganic materials 0.000 claims description 2
- 235000005607 chanvre indien Nutrition 0.000 claims description 2
- 229910021389 graphene Inorganic materials 0.000 claims description 2
- 239000011487 hemp Substances 0.000 claims description 2
- 230000006698 induction Effects 0.000 claims description 2
- 229920005610 lignin Polymers 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 239000004626 polylactic acid Substances 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 229920006126 semicrystalline polymer Polymers 0.000 claims description 2
- 238000000926 separation method Methods 0.000 claims description 2
- 239000000377 silicon dioxide Substances 0.000 claims description 2
- 240000006240 Linum usitatissimum Species 0.000 claims 1
- 150000003457 sulfones Chemical class 0.000 claims 1
- 239000002245 particle Substances 0.000 description 28
- 229920000571 Nylon 11 Polymers 0.000 description 23
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 23
- 239000002131 composite material Substances 0.000 description 21
- 239000000463 material Substances 0.000 description 21
- 238000011955 best available control technology Methods 0.000 description 15
- 229920000299 Nylon 12 Polymers 0.000 description 11
- 238000004513 sizing Methods 0.000 description 11
- 239000012783 reinforcing fiber Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 230000002787 reinforcement Effects 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 238000000151 deposition Methods 0.000 description 7
- 239000004744 fabric Substances 0.000 description 7
- 230000001976 improved effect Effects 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 150000004985 diamines Chemical class 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 238000005243 fluidization Methods 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000004970 Chain extender Substances 0.000 description 5
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 230000004927 fusion Effects 0.000 description 5
- 239000003960 organic solvent Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 241000208202 Linaceae Species 0.000 description 4
- 229920006152 PA1010 Polymers 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 150000001412 amines Chemical class 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000006258 conductive agent Substances 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 239000004753 textile Substances 0.000 description 4
- 239000011165 3D composite Substances 0.000 description 3
- 229920002292 Nylon 6 Polymers 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 230000005587 bubbling Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000009833 condensation Methods 0.000 description 3
- 230000005494 condensation Effects 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000011152 fibreglass Substances 0.000 description 3
- 230000036541 health Effects 0.000 description 3
- 238000010191 image analysis Methods 0.000 description 3
- 230000001939 inductive effect Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920001643 poly(ether ketone) Polymers 0.000 description 3
- 229940098458 powder spray Drugs 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 229920002994 synthetic fiber Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000004634 thermosetting polymer Substances 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 235000013311 vegetables Nutrition 0.000 description 3
- JZUHIOJYCPIVLQ-UHFFFAOYSA-N 2-methylpentane-1,5-diamine Chemical compound NCC(C)CCCN JZUHIOJYCPIVLQ-UHFFFAOYSA-N 0.000 description 2
- 229920003189 Nylon 4,6 Polymers 0.000 description 2
- 229920000305 Nylon 6,10 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 229920000572 Nylon 6/12 Polymers 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 238000010420 art technique Methods 0.000 description 2
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 2
- 239000012965 benzophenone Substances 0.000 description 2
- 239000007767 bonding agent Substances 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 238000007580 dry-mixing Methods 0.000 description 2
- 238000010410 dusting Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000001033 granulometry Methods 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 239000012705 liquid precursor Substances 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920006396 polyamide 1012 Polymers 0.000 description 2
- 229920006260 polyaryletherketone Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229920002748 Basalt fiber Polymers 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 229920000393 Nylon 6/6T Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 229920001872 Spider silk Polymers 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- XZAHJRZBUWYCBM-UHFFFAOYSA-N [1-(aminomethyl)cyclohexyl]methanamine Chemical compound NCC1(CN)CCCCC1 XZAHJRZBUWYCBM-UHFFFAOYSA-N 0.000 description 1
- FDLQZKYLHJJBHD-UHFFFAOYSA-N [3-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC(CN)=C1 FDLQZKYLHJJBHD-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 150000001413 amino acids Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229920001688 coating polymer Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000009990 desizing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 238000001493 electron microscopy Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000002270 exclusion chromatography Methods 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000012757 flame retardant agent Substances 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 229920006017 homo-polyamide Polymers 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- VPRUMANMDWQMNF-UHFFFAOYSA-N phenylethane boronic acid Chemical compound OB(O)CCC1=CC=CC=C1 VPRUMANMDWQMNF-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001660 poly(etherketone-etherketoneketone) Polymers 0.000 description 1
- 229920006139 poly(hexamethylene adipamide-co-hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006123 polyhexamethylene isophthalamide Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 238000003918 potentiometric titration Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000007420 reactivation Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 229920006135 semi-crystalline thermoplastic polymer Polymers 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 238000002411 thermogravimetry Methods 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
- B29B15/125—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
- B29C70/506—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands and impregnating by melting a solid material, e.g. sheet, powder, fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/16—PVDF, i.e. polyvinylidene fluoride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2031/00—Use of polyvinylesters or derivatives thereof as moulding material
- B29K2031/04—Polymers of vinyl acetate, e.g. PVAc, i.e. polyvinyl acetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/04—Polyesters derived from hydroxycarboxylic acids
- B29K2067/046—PLA, i.e. polylactic acid or polylactide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2079/00—Use of polymers having nitrogen, with or without oxygen or carbon only, in the main chain, not provided for in groups B29K2061/00 - B29K2077/00, as moulding material
- B29K2079/08—PI, i.e. polyimides or derivatives thereof
- B29K2079/085—Thermoplastic polyimides, e.g. polyesterimides, PEI, i.e. polyetherimides, or polyamideimides; Derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2507/00—Use of elements other than metals as filler
- B29K2507/04—Carbon
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, estando dicho material fibroso impregnado realizado en una cinta única unidireccional o en una pluralidad de cintas paralelas unidireccionales comprendiendo dicho procedimiento una etapa de preimpregnación de dicho material fibroso que se presenta en forma de una mecha o de varias mechas paralelas por dicho material termoplástico y al menos una etapa de calentamiento de la matriz termoplástica que permite la fusión o el mantenimiento en fusión de dicho polímero termoplástico después de la preimpregnación, efectuándose dicha al menos una etapa de calentamiento mediante al menos una pieza tensora (E) conductora del calor y al menos un sistema de calentamiento, con la excepción de una calandria calefactora, estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora (E) y desplazándose parcialmente o totalmente en la superficie de dicha al menos una pieza tensora (E) presente a nivel del sistema de calentamiento, con la exclusión de cualquier procedimiento electrostático en carga voluntaria, eligiéndose dicho al menos un sistema de calentamiento entre una lámpara infrarroja, una lámpara UV y un calentamiento por convección y siendo la tasa de porosidad de dicho material fibroso preimpregnado inferior al 10 %, principalmente inferior al 5 %, en particular inferior al 2 %.
Description
DESCRIPCIÓN
Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico
Campo de la invención
La presente invención se refiere a un procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico.
Más particularmente, la invención se refiere a un procedimiento de fabricación de un material fibroso impregnado que comprende una etapa de preimpregnación de un material fibroso por un polímero termoplástico para la preparación de un material fibroso impregnado, y una etapa de calentamiento de la matriz termoplástica con vista a la obtención de cintas de material fibroso impregnado de manera homogénea, principalmente a fondo, de porosidad reducida y controlada, de dimensiones calibradas, utilizables directamente para la fabricación de piezas compuestas tridimensionales.
En la presente descripción, se entiende por « material fibroso » un ensamblaje de fibras de refuerzo. Antes de su conformado, se presenta en forma de mechas. Después de su conformado, se presenta en forma de bandas (o cinta), o de napas. Cuando las fibras de refuerzo son continuas, su ensamblaje constituye un refuerzo unidireccional o un tejido o un no tejido (NCF). Cuando las fibras son cortas, su ensamblaje constituye un fieltro o una manta de fibras.
Dichos materiales fibrosos impregnados están destinados principalmente a la realización de materiales compuestos ligeros para la fabricación de piezas mecánicas que tienen una estructura de tres dimensiones y que poseen buenas propiedades mecánicas y térmicas. Cuando las fibras son de carbono o la resina está cargada con aditivos adaptados, estos materiales fibrosos son capaces de evacuar cargas electrostáticas. La utilización de resinas ignífugas o de aditivos ignífugos en las resinas que no lo son, permite que los materiales fibrosos impregnados sean resistentes al fuego. Poseen, por lo tanto, propiedades compatibles con la fabricación de piezas principalmente en los campos de la mecánica, de la aeronáutica, de la náutica, del automóvil, del petróleo y gas, en particular en alta mar, del almacenamiento de gas, de la energía, de la sanidad y médica, de los deportes y ocio, y de la electrónica.
Dichos materiales fibrosos impregnados se denominan igualmente materiales compuestos. Comprenden el material fibroso, constituido por las fibras de refuerzo, y una matriz constituida por el polímero que impregna las fibras. El primer papel de esta matriz es mantener las fibras de refuerzo en una forma compacta y proporcionar la forma deseada al producto final. Esta matriz asegura igualmente la transferencia de carga entre las fibras y, por lo tanto, condiciona la resistencia mecánica del material compuesto. Dicha matriz sirve igualmente para proteger a las fibras de refuerzo frente a la abrasión y un entorno agresivo, para controlar el aspecto de la superficie y para dispersar cargas eventuales entre las fibras. El papel de esta matriz es importante para la resistencia a largo plazo del material compuesto, principalmente en lo que se refiere a la fatiga y la deformación.
Técnica anterior
Una buena calidad de las piezas compuestas tridimensionales fabricadas a partir de materiales fibrosos impregnados pasa principalmente por un control del procedimiento de impregnación de las fibras de refuerzo con el polímero termoplástico.
En la presente descripción, se utiliza el término « banda » para designar bandas de material fibroso cuya anchura es superior o igual a 400 mm. Se utiliza el término « cinta » para designar cintas de anchura calibrada e inferior o igual a 400 mm. El término « mecha » se emplea igualmente para designar el material fibroso.
Hasta ahora, la fabricación de bandas de materiales fibrosos reforzados por impregnación con polímero termoplástico o polímero termoendurecible se efectuaba siguiendo varios procedimientos que dependen principalmente de la naturaleza del polímero, del tipo de material compuesto final deseado y de su campo de aplicaciones, algunos de estos procedimientos estaban constituidos por una etapa de impregnación seguida de una etapa de calandrado en caliente del material fibroso impregnado o una etapa de secado seguida eventualmente de una etapa de fusión del polímero termoplástico.
Así, las tecnologías de impregnación en vía húmeda o mediante un precursor líquido o con una viscosidad muy baja, que polimeriza in situ, se utilizan frecuentemente para impregnar las fibras de refuerzo con polímeros termoendurecibles, como las resinas epoxi, por ejemplo, tal como se describe en la patente WO2012/066241A2. Estas tecnologías no son generalmente aplicables directamente a la impregnación con polímeros termoplásticos, porque estos raramente disponen de precursores líquidos. Los procedimientos de impregnación por extrusión en cabezal transversal de un polímero fundido están adaptados únicamente a la utilización de los polímeros termoplásticos de baja viscosidad. Los polímeros termoplásticos, en particular aquellos con una alta temperatura de transición vítrea, tienen una viscosidad en estado fundido demasiado importante como para permitir una impregnación satisfactoria de las fibras y de los productos semiacabados o acabados de buena calidad.
La solicitud US 2014/0005331A1 describe un procedimiento de preparación de fibras impregnadas con una resina de polímero, siendo la banda obtenida asimétrica, es decir, que posee una cara rica en polímero y una cara opuesta rica
en fibras.
El procedimiento se efectúa por vía fundida con un dispositivo que solo permite la impregnación mayoritaria sobre una de las caras.
Otro procedimiento conocido de preimpregnación es el paso en continuo de las fibras en una dispersión acuosa de polvo de polímero o dispersión acuosa de partículas de polímero o emulsión o suspensión acuosa de polímero. Se puede hacer referencia, por ejemplo, al documento EP0324680. En este procedimiento, se utiliza una dispersión de polvos de tamaño micrométrico (aproximadamente 20 gm). Después de remojo en la disolución acuosa, las fibras se impregnan con el polvo de polímero. El procedimiento implica entonces una etapa de secado que consiste en hacer pasar las fibras impregnadas en un primer horno con el fin de evaporar el agua absorbida durante el remojo. A continuación, es necesaria una etapa de tratamiento térmico, que consiste en hacer pasar las fibras impregnadas y secadas en una segunda zona de calentamiento, a alta temperatura, para fundir el polímero con el fin de que se adhiera, se reparta y recubra las fibras.
El principal inconveniente de este método es la homogeneidad del depósito que a veces es imperfecta, un recubrimiento efectuado únicamente en superficie. Además, la granulometría de los polvos utilizados es habitualmente fina (típicamente 20 gm de D50 en volumen) y esto aumenta igualmente el coste final de la cinta o de la napa impregnadas.
Por otra parte, la etapa de secado de este método induce une porosidad en las fibras impregnadas por la evaporación del agua.
Es necesario conformar el material fibroso impregnado en forma de cintas, por ejemplo.
Las empresas que comercializan bandas de materiales fibrosos obtenidas por un método de impregnación de fibras unidireccionales por paso de las fibras, en continuo, en un baño que contiene un disolvente orgánico tal como la benzofenona, en el que se disuelve el polímero termoplástico. Se puede hacer referencia, por ejemplo, al documento US 4541 884 de Imperial Chemical Industries. La presencia del disolvente orgánico permite principalmente adaptar la viscosidad del polímero y asegurar un buen recubrimiento de las fibras. Las fibras así impregnadas se conforman a continuación. Pueden, por ejemplo, recortarse en bandas de diferentes anchuras, después depositarse bajo una prensa, después calentarse a une temperatura superior a la temperatura de fusión del polímero para asegurar la cohesión del material y principalmente la adherencia del polímero sobre las fibras. Este método de impregnación y de conformación permite realizar piezas con una estructura de alta firmeza mecánica.
Uno de los inconvenientes de esta técnica reside en la temperatura de calentamiento necesaria para la obtención de estos materiales. La temperatura de fusión de los polímeros depende principalmente de su naturaleza química. Esta puede ser relativamente elevada para los polímeros de tipo poliamida 6, incluso muy elevada para los polímeros de tipo poli(sulfuro de fenileno) (PPS), poliamida HT, poli(éter éter cetona) (PEEK) o poli(éter cetona cetona) (PEKK), por ejemplo. La temperatura de calentamiento puede, por lo tanto, ascender a temperaturas superiores a 250°C, e incluso superiores a 350°C, temperaturas que son muy superiores a la temperatura de ebullición y al punto de inflamabilidad del disolvente, que son respectivamente 305°C y 150°C para la benzofenona. En este caso, se asiste a una salida brusca del disolvente que induce una fuerte porosidad en el seno de las fibras y provoca, por consiguiente, la aparición de defectos en el material compuesto. El procedimiento es, por lo tanto, difícilmente reproducible e implica riesgos de incendio que ponen en peligro a los operarios. Finalmente, la utilización de disolventes orgánicos debe evitarse por razones medioambientales y de higiene y seguridad de los operarios.
El documento EP 0406 067, depositado con los nombres conjuntos de Atochem y del Estado Francés, así como el documento EP0 201 367, describen una técnica de impregnación sobre lecho fluidizado de polvo de polímero. Las fibras penetran en un contenedor de fluidización cerrada donde, en lo que se refiere a EP 0 406 067, se separan eventualmente las unas de las otras mediante rodillos o cilindros acanalados, las fibras se cargan electrostáticamente, por frotamiento en contacto con estos rodillos o cilindros. Esta carga electrostática permite que el polvo de polímero se pegue en la superficie de las fibras y así las impregne.
La solicitud internacional WO 2016/062896 describe un espolvoreo de mecha por un procedimiento electrostático en carga voluntaria, por puesta en masa de la mecha y aplicación de una diferencia de potencial entre la punta de una pistola o boquillas de espolvoreo y la mecha.
El documento WO2008/135663 describe, en una tercera variante, la realización de una cinta de fibras impregnada. En este documento, la cinta de fibras ya está preformada previamente a la etapa de impregnación, en forma de una cinta formada por fibras mantenidas juntas por medios de contención. La cinta así preformada se carga previamente con electricidad estática y se sumerge en un recinto que contiene un lecho fluidizado de partículas finas de polímero en suspensión en aire comprimido, de manera que se reviste la cinta con una capa de revestimiento de polímero. Dicho documento no permite realizar una impregnación de una o varias mechas de fibras simultáneamente, ni una conformación, en continuo, de las mechas impregnadas en forma de cintas.
El documento EP2586585 también describe el principio de impregnar las fibras pasándolas en un lecho fluidizado de partículas de polímero. En cambio, no describe un conformado en continuo de una o varias mechas así impregnadas,
en forma de una o varias cintas paralelas unidireccionales.
La solicitud US 2002/0197397 describe un procedimiento de impregnación de fibras por una mezcla de polvos de polímeros, efectuándose dicha mezcla directamente en un lecho fluidizado, sin combinación.
La solicitud internacional WO 2015/121583 describe un procedimiento de fabricación de un material fibroso impregnado por impregnación de dicho material en lecho fluidizado, después calandrado en caliente de dicha mecha lo que permite la conformación de dicha mecha o de dichas mechas paralelas de dicho material.
El calandrado en caliente se efectúa aguas abajo del dispositivo de impregnación y permite homogeneizar el reparto del polímero y la impregnación de las fibras, pero no permite obtener una cinta impregnada de manera homogénea. La porosidad obtenida no se cuantifica. El documento EP0335186 describe la posibilidad de utilizar una calandria o una prensa para compactar un material compuesto que comprende las fibras metálicas impregnadas, utilizado para la fabricación de cuerpo moldeado para el blindaje frente a la radiación electromagnética. No describe el hecho de impregnar una o varias mechas de fibras y su conformación, en continuo, en forma de una o varias cintas paralelas unidireccionales por calentamiento después de la impregnación mediante una pieza tensora conductora del calor y de al menos un sistema de calentamiento.
El documento DE1629830 describe un procedimiento de impregnación de hilos constituido por multitud de hebras reforzadas con un tejido de material sintético termoplástico que comprende las siguientes etapas:
1) paso de los hilos a través de una fase líquida de material sintético termoplástico,
2) Paso a través de una boquilla de pulido,
3) Paso a través de un canal calentado a la temperatura necesaria para la gelificación o secado y plastificación del material sintético arrastrado por los hilos,
4) Guiado a través de cilindros calentados después de salir del canal calefactor y laminado de las mechas.
El documento EP 2 725 055 describe un procedimiento de impregnación de un refuerzo fibroso por PEEK que comprende las etapas siguientes:
1) Alimentación continua de un refuerzo fibroso,
2) Combinación del refuerzo fibroso y de un oligómero de PEEK para formar un material compuesto,
3) Polimerización del oligómero en poli PEEK,
4) Enfriamiento y recuperación del material compuesto que comprende el refuerzo fibroso y el poli PEEK.
El documento EP 0287 427 describe un procedimiento de impregnación por vía fundida con un ensanchamiento de las mechas con tensores.
Una primera zona de ensanchamiento con tensores permite ensanchar las fibras antes de impregnarlas por vía fundida, después está presente una segunda zona de tensores calentada.
El documento JP 2013 132890 describe un procedimiento de producción de cintas plásticas reforzadas por fibras caracterizado por que las fibras pasan a través de una máquina de recubrimiento de resina termoplástica, en particular un extrusor con cabezal transversal, después paso de las fibras impregnadas en una guía que comprende una parte superior y una parte inferior, pudiendo comprender la parte inferior rodillos y pudiendo estar la guía calentada.
El documento WO 96/28258) describe un procedimiento que no comprende ensanchamiento de la mecha.
Las fibras se introducen en una cámara de recubrimiento por polvo en la que las partículas de polvo cargadas electrostáticamente se depositan sobre las fibras, después las mechas se introducen en un horno en el que las partículas se funden parcialmente sobre las fibras y las fibras impregnadas se pasan a continuación alrededor de un rodillo de enfriamiento.
Respecto a la conformación de los materiales fibrosos impregnados en forma de cintas calibradas, adaptadas para la fabricación de piezas compuestas tridimensionales por depósito automático mediante un robot, esta se realiza en general después en post-tratamiento.
Así, el documento WO92/20521 describe la posibilidad de impregnar una mecha de fibras pasándola en un lecho fluidizado de partículas de polvo termoplástico. Las fibras así recubiertas de partículas de polímero se calientan en un horno, o un dispositivo de calentamiento, para que el polímero penetre bien y recubra las fibras. Un post-tratamiento del refuerzo fibroso impregnado obtenido, puede consistir en pasarlo en un conjunto de rodillo de calandrado que permite mejorar la impregnación por la matriz todavía líquida. Dicho documento no permite realizar una impregnación de una o varias mechas de fibras y un conformado, en continuo, de las mechas impregnadas en forma de una o varias
cintas paralelas unidireccionales.
La calidad de las cintas de material fibroso impregnado, y, por lo tanto, la calidad del material compuesto final, depende no solamente de la homogeneidad de la impregnación de las fibras y, por lo tanto, del control y de la reproducibilidad de la porosidad del material fibroso impregnado, sino igualmente de la dimensión y más particularmente de la anchura y del grosor de las cintas finales. Una regularidad y un control de estos dos parámetros dimensionales permite, en efecto, mejorar la firmeza mecánica de los materiales compuestos obtenidos (a partir de las cintas).
Actualmente, cualquiera que sea el procedimiento utilizado para la impregnación de los materiales fibrosos, la fabricación de cintas de poca anchura, es decir, con una anchura inferior a 400 mm, necesita generalmente un corte longitudinal (es decir, un recorte) de bandas con una anchura superior a 400 mm, también denominadas napas. Las cintas así dimensionadas se recogen a continuación para ser depositadas por un robot mediante una cabeza.
Además, los rodillos de napas no sobrepasan una longitud del orden de 1 km, las cintas obtenidas después del recorte no son, en general, lo suficientemente largas como para fabricar determinadas piezas compuestas de tamaño importante durante el depósito por el robot. Las cintas, por lo tanto, deben empalmarse para obtener una longitud más importante, creando de esta manera sobreespesores. Estos sobreespesores conllevan la aparición de heterogeneidades que son perjudiciales para la obtención de materiales compuestos de buena calidad que constituyen dichas piezas compuestas. Además, estos sobreespesores necesitan una parada de la máquina y la reactivación del robot y, por lo tanto, pérdida de tiempo de y de productividad.
Las técnicas actuales de impregnación de materiales fibrosos y de conformación de dichos materiales fibrosos impregnados en forma de cintas calibradas presentan, por lo tanto, varios inconvenientes. Por ejemplo, es difícil calentar de manera homogénea una mezcla fundida de polímeros termoplásticos en una hilera y a la salida de hilera, hasta el fondo del material, lo que altera la calidad de la impregnación. Además, la diferencia de temperatura existente entre las fibras y una mezcla fundida de polímeros a nivel de la hilera de impregnación altera igualmente la calidad y la homogeneidad de la impregnación. Además, este modo de impregnación por vía fundida no permite la obtención de una alta tasa de fibras o de grandes velocidades de producción a causa de la gran viscosidad de las resinas termoplásticas, principalmente cuando estas presentan temperaturas de transición vítrea elevadas, lo que es necesario para la obtención de materiales compuestos de alto rendimiento.
La utilización de disolventes orgánicos implica generalmente la aparición de defectos en el material, así como riesgos medioambientales, de sanidad y de seguridad en general.
El conformado, por post-tratamiento a alta temperatura del material fibroso impregnado en forma de bandas, sigue siendo difícil porque no permite siempre un reparto homogéneo del polímero en el seno de las fibras, lo que conlleva la obtención de un material de menor calidad, con una porosidad mal controlada.
El corte de napas para la obtención de cintas calibradas y el empalme de estas cintas induce un coste suplementario de fabricación. El corte genera además problemas importantes de polvos que contaminan las cintas de materiales fibrosos impregnados utilizadas para el robot de depósito y pueden conllevar disfunciones de los robots y/o imperfecciones en los materiales compuestos. Esto conlleva potencialmente costes de reparación de los robots, una parada de la producción y el desecho de los productos no conformes. Finalmente, durante la etapa de corte, una cantidad no despreciable de fibras se deteriora, induciendo una pérdida de propiedades, y principalmente una reducción de la resistencia mecánica y de la conductividad, de las cintas de material fibroso impregnado.
Además del sobrecoste y el deterioro de las cintas inducidos por el proceso de corte, otro inconveniente del corte de napas de anchura superior a 400 mm principalmente es la longitud máxima de las cintas obtenidas. En efecto, la longitud de estas napas anchas solo supera raramente los 1.000-1.200 m lineales, principalmente a causa del peso final de las napas obtenidas que debe ser compatible con el procedimiento de corte. Ahora bien, para la realización de numerosas piezas compuestas por depósito de cintas calibradas, principalmente para las piezas de gran dimensión, una bobina de 1.000 m es demasiado corta para no tener que realimentar el robot en el curso de fabricación de la pieza, induciendo también aquí un sobrecoste. Para aumentar la dimensión de las cintas cortadas, es posible empalmar varias bobinas; este procedimiento consiste en la superposición y la soldadura en caliente de dos cintas, induciendo un sobreespesor en la cinta final, y por lo tanto defectos por venir durante el depósito con un sobreespesor situado de manera aleatoria en la pieza final.
Por otra parte, los diferentes procedimientos descritos anteriormente no permiten una impregnación homogénea de la mecha, lo que es desfavorable para las aplicaciones enumeradas anteriormente. La impregnación no se efectúa siempre a fondo y si dichos documentos citados anteriormente indican una impregnación a fondo, se muestra que la porosidad obtenida es demasiado importante, principalmente para las aplicaciones enumeradas anteriormente. La invención tiene, por lo tanto, como objeto remediar al menos uno de los inconvenientes de la técnica anterior. La invención está dirigida principalmente a proponer un procedimiento de fabricación de un material fibroso impregnado, por una técnica de preimpregnación a gran velocidad seguida de al menos una etapa de calentamiento de la matriz termoplástica, permitiendo la fusión o el mantenimiento en fusión de dicho polímero termoplástico después de la preimpregnación, mediante al menos una pieza tensora (E) conductora del calor y al menos un sistema de calentamiento, con la exclusión de una calandria calefactora, y obtener un material fibroso impregnado que presenta
una impregnación homogénea de las fibras, principalmente a fondo, y de dimensiones controladas, con una porosidad reducida, controlada y reproducible de lo que depende los rendimientos de la pieza compuesta final.
Breve descripción de la invención
A este efecto, la invención tiene por objeto un procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, caracterizado por que dicho material fibroso impregnado se realiza en un cinta única unidireccional o en una pluralidad de cintas paralelas unidireccionales y caracterizado por que dicho procedimiento comprende, una etapa de preimpregnación de dicho material fibroso que se presenta en forma de una mecha o de varias mechas paralelas por dicho material termoplástico y al menos una etapa de calentamiento de la matriz termoplástica que permite la fusión o el mantenimiento en fusión de dicho polímero termoplástico después de la preimpregnación,
efectuándose dicha al menos una etapa de calentamiento mediante al menos una pieza tensora (E) conductora del calor y al menos un sistema de calentamiento, con la excepción de una calandria calefactora,
estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora (E) y desplazándose parcialmente o totalmente en la superficie de dicha al menos una pieza tensora (E) presente a nivel del sistema de calentamiento.
Dicho procedimiento es con la exclusión de cualquier procedimiento electrostático en carga voluntaria, eligiéndose dicho al menos un sistema de calentamiento entre una lámpara infrarroja, una lámpara UV y un calentamiento por convección, y,
siendo la tasa de porosidad en dicho material fibroso preimpregnado inferior al 10 %, principalmente inferior al 5 %, en particular inferior al 2 %.
Ventajosamente, dicho material fibroso impregnado no es flexible.
La impregnación efectuándose a fondo en el procedimiento de la invención, hace que el material fibroso impregnado sea no flexible por oposición a los materiales fibrosos impregnados de la técnica en la que la impregnación es parcial, lo que da lugar a la obtención de un material fibroso flexible. Ventajosamente, dicha cinta está impregnada con una tasa elevada de fibras en volumen, comprendida entre el 45 y el 65 % en volumen, preferentemente del 50 al 60 % en volumen, principalmente del 54 al 60 %. Ventajosamente, la tasa de fibras en volumen es constante en al menos el 70 % del volumen de la banda o cinta, principalmente en al menos el 80 % del volumen de la banda o cinta, en particular en al menos el 90 % del volumen de la banda o cinta, más particularmente en al menos el 95 % del volumen de la banda o cinta.
Ventajosamente, el reparto de las fibras es homogéneo en al menos el 95 % del volumen de la banda o cinta.
El término « homogéneo » significa que la impregnación es uniforme y que no hay fibras secas, es decir, no impregnadas, en al menos el 95 % del volumen de la banda o cinta de material fibroso impregnado.
La medida de la tasa de fibras en volumen se efectúa localmente sobre un volumen elemental representativo (VER).
El término « constante » significa que la tasa de fibras en volumen es constante con la indeterminación de la medida reconocida que es de más o menos el 1 %.
La etapa de preimpregnación del procedimiento de la invención puede efectuarse según las técnicas bien conocidas del experto en la técnica y principalmente elegidas entre las descritas anteriormente suponiendo que la tecnología no presente problemas ligados a la utilización de disolventes orgánicos o por razones medioambientales y de higiene y seguridad de los operarios.
Así, puede efectuarse por una tecnología de preimpregnación por extrusión en cabezal transversal de polímero fundido, por paso en continuo de las fibras en una dispersión acuosa de polvo de polímero o dispersión acuosa de partículas de polímero o emulsión o suspensión acuosa de polímero, por un polvo de polímero en vía seca, bien por depósito de este polvo, bien en lecho fluidizado, bien por proyección de este polvo por boquilla o pistola por vía seca en un contenedor.
La expresión « pieza tensora (E)» significa cualquier sistema sobre el que la mecha tiene la posibilidad de desplazarse. La pieza tensora (E) puede tener cualquier forma a partir del momento en el que la mecha pueda desplazarse por la parte superior. Puede ser fija o en rotación.
El sistema de calentamiento es un sistema que libera calor o que emite una radiación susceptible de calentar la pieza tensora (E) elegido entre una lámpara infrarroja, una lámpara UV y un calentamiento por convección. La pieza tensora (E) es, por consiguiente, conductora o absorbe la radiación emitida por el calor.
La expresión « pieza tensora (E) conductora del calor » significa que la pieza tensora (E) está constituida por un material capaz de absorber y conducir el calor. Dicha al menos una pieza tensora (E) está situada o comprendida en
el entorno del sistema de calentamiento, es decir, que no está en el exterior del sistema de calentamiento. Dicha al menos una pieza tensora (E) está, por lo tanto, en su totalidad en el interior del sistema de calentamiento.
Ventajosamente dicho sistema de calentamiento corona dicha al menos una pieza tensora (E). El sistema de calentamiento está a una altura suficiente como para que el polímero presente sobre la mecha pueda fundirse o que se mantenga su fusión, en función de la tecnología utilizada para la preimpregnación, pero sin degradar dicho polímero.
No obstante, dicho sistema de calentamiento comprende únicamente dicha al menos una pieza tensora (E), pero puede comprender igualmente una parte de la mecha, fuera de dicho sistema tensor (E), estando situada dicha porción de mecha antes y/o después de dicho sistema tensor (E).
La altura entre el sistema de calentamiento y los tensores está comprendida entre 1 y 100 cm, preferentemente entre 2 y 30 cm, en particular entre 2 y 10 cm.
Una representación de un sistema de calentamiento y de tres tensores (E), correspondiente a R'1, R'2 y R'3 , se presenta en la figura 1, sin estar limitado en cualquier cosa a esta.
Es muy evidente que puede estar presente un segundo sistema de calentamiento bajo los tensores lo que permite así una fusión uniforme de dicho polímero sobre las dos superficies de la mecha. El sistema de calentamiento representado en la figura 1 es un sistema horizontal. Sin embargo, el o los sistemas de calentamiento pueden estar dispuestos verticalmente con el desplazamiento igualmente vertical de la mecha a través de los tensores.
Los inventores han encontrado, por lo tanto, de manera inesperada que la etapa de calentamiento tal como se ha descrito anteriormente efectuada después de la etapa de preimpregnación permitía, debido al desplazamiento parcial o total de dicha mecha sobre dicha o dichas piezas tensoras (E), obtener una superficie de contacto con dicha mecha muy superior a una calandria y ejercer así una presión sobre dicha mecha durante un tiempo más importante que con una calandria, lo que tiene como efecto provocar un ensanchamiento de dicha mecha a nivel del o de los rodillos.
Paralelamente a esto, el sistema de calentamiento permite el calentamiento tanto de la pieza tensora (E) como de la mecha preimpregnada por el material termoplástico lo que puede provocar la fusión del polímero termoplástico sobre dicha mecha antes incluso de su ensanchamiento y cuando la mecha llega a contacto del primer tensor (E o R'1 en la figura 1), su ensanchamiento permite entonces la impregnación homogénea y a fondo de esta por el polímero termoplástico en fusión con una tasa de porosidad muy baja, lo que da lugar así a una tasa elevada de fibras en volumen, principalmente constante en al menos el 70 % del volumen de la banda o cinta, principalmente en al menos el 80 % del volumen de la banda o cinta, en particular en al menos el 90 % del volumen de la banda o cinta, más particularmente en al menos el 95 % del volumen de la banda o cinta.
El término « homogéneo » significa que la impregnación es uniforme y que no hay fibras secas en el material fibroso impregnado.
Por fibra seca, se entiende una fibra desprovista de polímero o no rodeada totalmente de polímero.
Por consiguiente, esta etapa de calentamiento permite perfeccionar la impregnación de la mecha efectuada previamente durante la etapa de preimpregnación y principalmente obtener una impregnación homogénea y a fondo.
No estaría fuera del alcance de la invención si la parte tensora (E) no estuviera coronada por un sistema de calentamiento sino directamente conectada o en contacto con un sistema de calentamiento tal como una fuente de calor o equipado de una resistencia que permita calentar dicha pieza tensora (E).
Una calandria calefactora se excluye del campo de la invención respecto a dicho sistema de calentamiento.
Par calandria calefactora, se debe entender un sistema de cilindros lisos o con muescas superpuestos entre los que la mecha podría circular, ejerciendo dichos cilindros una presión sobre dicha mecha para alisarla y efectuar su conformado.
Por lo tanto, no existe un conformado de dicha mecha a nivel de dicha etapa de preimpregnación y de dicha etapa de calentamiento, en particular ausencia de control preciso de la anchura y del espesor de la cinta en este estadio del procedimiento.
La expresión « en carga voluntaria » significa que se aplica una diferencia de potencial entre el material fibroso y el polvo. La carga está principalmente controlada y amplificada. Los granos de polvos impregnan entonces el material fibroso por atracción del polvo cargado al otro lado de la fibra. Se puede cargar eléctricamente, negativamente o positivamente, el polvo por diferentes medios (diferencia de potencial entre dos electrodos metálicos, frotamiento mecánico sobre partes metálicas etc ..) y cargar la fibra inversamente (positivamente o negativamente).
El procedimiento de la invención no excluye la presencia de cargas electrostáticas que podrían aparecer por frotamiento del material fibroso sobre los elementos de la unidad aplicada antes o a nivel del contenedor, pero que son en todo caso cargas involuntarias.
Matriz de polímero
Se entiende por termoplástico, o polímero termoplástico, un material generalmente sólido a temperatura ambiente, que puede ser semicristalino o amorfo, y que se ablanda durante un aumento de temperatura, en particular después del paso de su temperatura de transición vítrea (Tg) y fluye a una temperatura más alta cuando es amorfo, o que puede presentar una fusión franca con el paso de su temperatura denominada de fusión (Tf) cuando es semicristalino, y que se convierte en sólido durante una disminución de temperatura por debajo de su temperatura de cristalización (para un semicristalino) y por debajo de su temperatura de transición vítrea (para un amorfo).
La Tg y la Tf se determinan por análisis calorimétrico diferencial (DSC) según la norma 11357-2 :2013 y 11357-3 :2013, respectivamente.
Respecto al polímero de constitución de la matriz de preimpregnación del material fibroso, es ventajosamente un polímero termoplástico o una mezcla de polímeros termoplásticos. Este polímero o mezcla de polímeros termoplásticos puede triturarse en forma de polvo, con el fin de poderlo utilizar en un dispositivo tal como un contenedor, principalmente en lecho fluidizado o en dispersión acuosa.
El dispositivo en forma de contenedor, principalmente en lecho fluidizado puede ser abierto o cerrado.
De manera facultativa, el polímero termoplástico o mezcla de polímeros termoplásticos comprende además cargas carbonadas, en particular negro de carbono o nanocargas carbonadas, preferentemente elegidas entre nanocargas carbonadas, en particular grafenos y/o nanotubos de carbono y/o nanofibrillas de carbono o sus mezclas. Estas cargas permiten conducir la electricidad y el calor, y permiten, por consiguiente, facilitar la fusión de la matriz de polímero cuando esta se calienta.
Opcionalmente, dicho polímero termoplástico comprende al menos un aditivo, principalmente elegido entre un catalizador, un antioxidante, un estabilizante térmico, un estabilizante UV, un estabilizante de la luz, un lubricante, una carga, un plastificante, un agente ignífugo, un agente nucleante, un alargador de cadena y un colorante, un agente conductor eléctrico, un agente conductor térmico o una mezcla de los mismos.
Ventajosamente, dicho aditivo se elige entre un agente ignífugo, un agente conductor eléctrico y un agente conductor térmico.
Según otra variante, el polímero termoplástico o mezcla de polímeros termoplásticos puede comprender además polímeros de cristales líquidos o poli(tereftalato de butileno) ciclado, o mezclas que contienen, como la resina CBT100 comercializada por la empresa CYCLICS CORPORATION. Estos compuestos permiten principalmente fluidificar la matriz de polímero en estado fundido, para una mejor penetración en el corazón de las fibras. Según la naturaleza del polímero, o mezcla de polímeros termoplásticos, utilizado para realizar la matriz de preimpregnación, principalmente su temperatura de fusión, se elegirá uno u otro de estos compuestos.
Los polímeros termoplásticos que entran en la constitución de la matriz de preimpregnación del material fibroso, pueden elegirse entre:
- los polímeros y copolímeros de la familia de las poliamidas (PA) alifáticas, cicloalifáticas o PA semiaromáticas (también denominadas poliftalamidas (PPA)),
- las poliureas, en particular aromáticas,
- los polímeros y copolímeros de la familia de los acrílicos como los poliacrilatos, y más particularmente el polimetacrilato de metilo (PMMA) o sus derivados
- los polímeros y copolímeros de la familia de las poli(ariléter cetonas) (PAEK) como la poli(éter éter cetona) (PEEK), o las poli(ariléter cetonas cetonas) (PAEKK) como la poli(éter cetona cetona) (PEKK) o sus derivados,
- las poliéter-imidas (PEI) aromáticas,
- los poliarilsulfuros, en particular los polifenileno sulfuros (PPS),
- las poliarilsulfonas, en particular las polifenileno sulfonas (PPSU),
- las poliolefinas, en particular el polipropileno (PP);
- el ácido poliláctico (PLA),
- el alcohol polivinílico (PVA),
- los polímeros fluorados, en particular el poli(fluoruro de vinilideno) (PVDF), o el politetrafluoroetileno (PTFE) o el policlorotrifluoroetileno (PCTFE),
y sus mezclas.
Ventajosamente, cuando dicho polímero es una mezcla de dos polímeros P1 y P2, la proporción en peso de polímero P1 y P2 está comprendida entre el 1-99 % al 99-1 %.
Ventajosamente, cuando dicho polímero termoplástico es una mezcla, y el procedimiento de preimpregnación utiliza un polvo seco, esta mezcla se presenta en forma de un polvo obtenido bien por « mezclado en seco » antes de la introducción en el contenedor de preimpregnación o por « mezclado en seco » realizado directamente en el contenedor o también, por trituración de un compuesto realizada previamente en el extrusor.
Ventajosamente, esta mezcla está compuesta por un polvo obtenido por « mezclado en seco » antes de la introducción en el contenedor o directamente en el contenedor, y esta mezcla de dos polímeros P1 y P2 es una mezcla de PEKK y de PEI.
Ventajosamente, la mezcla PEKK/PEI está comprendida por el 90-10 % al 60-40 % en peso, en particular del 90-10 % al 70-30 % en peso.
El polímero termoplástico puede corresponder al polímero final no reactivo que impregnará el material fibroso o a un prepolímero reactivo, que impregnará igualmente el material fibroso, pero que es susceptible de reaccionar consigo mismo o con otro prepolímero, en función de los extremos de cadena portados por dicho prepolímero, después de la preimpregnación, o también con un alargador de cadena y principalmente durante un calentamiento a nivel de una calandria calefactora.
La expresión « polímero no reactivo » significa que el peso molecular no es susceptible de cambiar significativamente, es decir, que su masa molecular en número (Mn) cambia menos del 50 % durante su aplicación y corresponde, por lo tanto, al polímero poliamida final de la matriz termoplástica.
Por el contrario, la expresión « polímero reactivo » significa que el peso molecular de dicho polímero reactivo va a cambiar durante la aplicación por reacción de prepolímeros reactivos entre ellos por condensación, sustitución o con un alargador de cadena por poliadición y sin eliminación de subproductos volátiles para dar lugar al polímero poliamida final (no reactivo) de la matriz termoplástica.
Según una primera posibilidad, dicho prepolímero puede comprender o estar constituido por, al menos un prepolímero (poliamida) reactivo portador sobre la misma cadena (es decir, sobre el mismo prepolímero), de dos funciones terminales X' e Y', funciones respectivamente correactivas entre ellas por condensación, más particularmente siendo X' e Y' amina y carboxi o carboxi y amina, respectivamente. Según una segunda posibilidad, dicho prepolímero puede comprender o estar constituido por, al menos dos prepolímeros poliamidas reactivos entre ellos y portadores cada uno respectivamente de dos funciones terminales X' o Y', idénticas (idénticas para el mismo prepolímero y diferentes entre los dos prepolímeros), pudiendo reaccionar dicha función X' de un prepolímero solamente con dicha función Y' del otro prepolímero, en particular, por condensación, más particularmente siendo X' e Y' amina y carboxi o carboxi y amina, respectivamente. Según una tercera posibilidad, dicho prepolímero puede comprender o estar constituido por, al menos un prepolímero de dicho polímero poliamida termoplástico, portador de n funciones reactivas terminales X, elegidas entre: -NH2, -CO2H y -Oh , preferentemente NH2 y -CO2H siendo n 1 a 3, preferentemente de 1 a 2, más preferentemente 1 o 2, más particularmente 2 y al menos un alargador de cadena Y-A'-Y, siendo A' un birradical hidrocarbonado, portador de 2 funciones reactivas terminales Y idénticas, reactivas por poliadición con al menos una función X de dicho prepolímero a1), preferentemente de masa molecular inferior a 500, más preferentemente inferior a 400.
La masa molecular media en número Mn de dicho polímero final de la matriz termoplástica está preferentemente en un rango que va de 10.000 a 40.000, preferentemente de 12.000 a 30.000. Estos valores de Mn pueden corresponder a viscosidades inherentes superiores o iguales a 0,8 tal como se determinan en el m-cresol según la norma ISO 307:2007, pero cambiando el disolvente (utilización del m-cresol en lugar del ácido sulfúrico y siendo la temperatura 20°C).
Dichos prepolímeros reactivos según las dos opciones citadas más arriba, tienen una masa molecular media en número Mn que va de 500 a 10.000, preferentemente de 1.000 a 6.000, en particular de 2.500 a 6.000.
Los Mn se determinan en particular por el cálculo a partir de la tasa de las funciones terminales determinada por titulación potenciométrica en disolución y la funcionalidad de dichos prepolímeros. Las masas Mn pueden determinarse igualmente por cromatografía de exclusión estérica o por RMN.
La nomenclatura utilizada para definir las poliamidas se describe en la norma ISO 1874-1:2011 "Plastiques - Matériaux polyamides (PA) pour moulage et extrusion - Partie 1: Désignation", principalmente en la página 3 (tablas 1 y 2) y es muy conocida por el experto en la técnica.
La poliamida puede ser una homopoliamida o una copoliamida o una mezcla de las mismas.
Ventajosamente, los prepolímeros de constitución de la matriz se eligen entre las Poliamidas (PA), en particular, se eligen entre las poliamidas alifáticas, las poliamidas cicloalifáticas, y las poliamidas semiaromáticas (poliftalamidas) modificadas eventualmente por restos de urea, y sus copolímeros, el Polimetacrilato de metilo (PPMA) y sus
copolímeros, las Poliéter imidas (PEI), el Poli(sulfuro de fenileno) (PPS), la Poli(sulfona de fenileno) (PPSU), el PVDF, la Poli(étercetonacetona) (PEKK), la Poli(éterétercetona) (PEEK), los polímeros fluorados como el poli(fluoruro de vinilideno) (PVDF).
Para los polímeros fluorados, se puede utilizar un homopolímero del fluoruro de vinilideno (VDF de fórmula CH2=CF2) o un copolímero del VDF que comprende en peso al menos el 50 % en masa de VDF y al menos otro monómero copolimerizable con VDF. El contenido en VDF debe ser superior al 80 % en masa, incluso mejor 90 % en masa, para asegurar una buena resistencia mecánica y química en la pieza de estructura, sobre todo cuando se somete a tensiones térmicas y químicas. El comonómero puede ser un monómero fluorado tal como, por ejemplo, fluoruro de vinilo.
Para las piezas de estructura que deben resistir temperaturas elevadas, además de los polímeros fluorados, se utilizan ventajosamente según la invención los PAEK (PoliArilÉterCetona) tales como las poli(éter cetonas) PEK, la poli(éterétercetona) PEEK, la poli(étercetonacetona) PEKK, la Poli(étercetonaétercetonacetona) PEKEKK o las PA de alta temperatura de transición vítrea Tg).
Ventajosamente, dicho polímero termoplástico es un polímero cuya temperatura de transición vítrea es tal que Tg > 80°C, principalmente > 100°C, en particular > 120°C, principalmente > 140°C, o un polímero semicristalino cuya temperatura de fusión Tf > 150°C.
Ventajosamente, dicho al menos un prepolímero termoplástico se selecciona entre las poliamidas, la PEKK, la PEI y una mezcla de PEKK y de PEI.
Ventajosamente, dicha poliamida se elige entre las poliamidas alifáticas, las poliamidas cicloalifáticas y las poliamidas semiaromáticas (poliftalamidas). Ventajosamente, dicho prepolímero poliamida alifática se elige entre:
- la poliamida 6 (PA-6), la poliamida 11 (PA-11), la poliamida 12 (PA-12), la poliamida 66 (PA-66), la poliamida 46 (PA-46), la poliamida 610 (PA-610), la poliamida 612 (PA-612), la poliamida 1010 (PA-1010), la poliamida 1012 (PA-1012), la poliamida 11/1010 y la poliamida 12/1010, o una mezcla de las mismas o una copoliamida de las mismas, y los copolímeros de bloque, principalmente poliamida/poliéter (PEBA), y dicha poliamida semiaromática es una poliamida semiaromática, modificada eventualmente por unidades de urea, principalmente un PA MXD6 y un PA MXD10 o una poliamida semiaromática de fórmula X/YAr, tal como las descritas en EP1505099, principalmente una poliamida semiaromática de fórmula A/XT en la que A se elige entre un resto obtenido a partir de un aminoácido, un resto obtenido a partir de una lactama y un resto que responde a la fórmula (diamina en Ca).(diácido en Cb), con a representando el número de átomos de carbono de la diamina y b representando el número de átomos de carbono del diácido, estando cada uno de a y b comprendidos entre 4 y 36, ventajosamente entre 9 y 18, eligiéndose el resto (diamina en Ca) entre las diaminas alifáticas, lineales o ramificadas, las diaminas cicloalifáticas y las diaminas alquilaromáticas y eligiéndose el resto (diácido en Cb) entre los diácidos alifáticos, lineales o ramificados, los diácidos cicloalifáticos y los diácidos aromáticos.;
X.T designa un resto obtenido a partir de la policondensación de una diamina en Cx y del ácido tereftálico, con x representando el número de átomos de carbono de la diamina en Cx, estando x comprendido entre 6 y 36, ventajosamente entre 9 y 18, principalmente una poliamida de fórmula A/6T, A/9T, A/10T o A/11T, siendo A tal como se ha definido anteriormente, en particular, una poliamida PA 6/6T, una PA 66/6T, una PA 6I/6T, una PA MPMDT/6T, una PA PA11/10T, una PA 11/6T/10T, una PA MXDT/10T, una PA MpMDT/10T, una PA BACT/10T, una PA BACT/6T, PA BACT/10T/6T.
T corresponde al ácido tereftálico, MXD corresponde a la m-xilileno diamina, MPMD corresponde a la metilpentametileno diamina y BAC corresponde al bis(aminometil)ciclohexano.
Material fibroso:
Respecto a las fibras de constitución de dicho material fibroso, estas son principalmente fibras de origen mineral, orgánico o vegetal. Entre las fibras de origen mineral, se pueden citar las fibras de carbono, las fibras de vidrio, las fibras de basalto, las fibras de sílice, o las fibras de carburo de silicio, por ejemplo. Entre las fibras de origen orgánico, se pueden citar las fibras a base de polímero termoplástico o termoendurecible, tales como las fibras de poliamidas semiaromáticas, las fibras de aramida o las fibras de poliolefinas, por ejemplo. Preferentemente, son a base de polímero termoplástico amorfo y presentan una temperatura de transición vítrea Tg superior a la Tg del polímero o mezcla de polímero termoplástico de constitución de la matriz de preimpregnación cuando este último es amorfo, o superior a la Tf del polímero o mezcla de polímero termoplástico de constitución de la matriz de preimpregnación cuando este último es semicristalino. Ventajosamente, son a base de polímero termoplástico semicristalino y presentan una temperatura de fusión Tf superior a la Tg del polímero o mezcla de polímero termoplástico de constitución de la matriz de preimpregnación cuando este último es amorfo, o superior a la Tf del polímero o mezcla de polímero termoplástico de constitución de la matriz de preimpregnación cuando este último es semicristalino. Así, no hay ningún riesgo de fusión para las fibras orgánicas de constitución del material fibroso durante la impregnación por la matriz termoplástica del material compuesto final. Entre las fibras de origen vegetal, se pueden citar las fibras naturales a base de lino, de cáñamo, de lignina, de bambú, de seda principalmente de araña, de sisal, y otras fibras celulósicas, en particular de viscosa. Estas fibras de origen vegetal pueden utilizarse puras, tratadas o bien recubiertas por una
capa de recubrimiento, con vista de facilitar la adherencia y la impregnación de la matriz de polímero termoplástico. El material fibroso puede ser igualmente un tejido, trenzado o tejido con las fibras.
Puede corresponder igualmente a las fibras con hilos de mantenimiento.
Estas fibras de constitución pueden utilizarse solas o en mezclas. Así, las fibras orgánicas pueden mezclarse con fibras minerales para preimpregnarse de polímero termoplástico y formar el material fibroso preimpregnado.
Las mechas de fibras orgánicas pueden tener numerosos gramajes. Además, pueden presentar varias geometrías. Las fibras pueden presentarse en forma de fibras cortadas, que componen entonces los fieltros o las mantas que pueden presentarse en la forma de bandas, napas, o retazos, o en forma de fibras continuas, que componen los tejidos 2D, los no tejidos (NCF), los trenzados o mechas de fibras unidireccionales (UD) o no tejidos. Las fibras de constitución del material fibroso pueden presentarse además en forma de una mezcla de estas fibras de refuerzo de diferentes geometrías. Preferentemente, las fibras son continuas.
Preferentemente, el material fibroso está constituido por fibras continuas de carbono, de vidrio o de carburo de silicio o su mezcla, en particular fibras de carbono. Se utiliza en forma de una mecha o de varias mechas.
En los materiales impregnados también denominados « listos para usar », el polímero o mezcla de polímeros termoplásticos de impregnación se reparte uniformemente y de manera homogénea alrededor de las fibras. En este tipo de material, el polímero termoplástico de impregnación debe repartirse de la manera más homogénea posible en el seno de las fibras con el fin de obtener un mínimo de porosidades, es decir, un mínimo de espacios entre las fibras. En efecto, la presencia de porosidades en este tipo de materiales puede actuar como puntos de concentraciones de restricciones, durante la presencia de una restricción mecánica de tracción, por ejemplo, y que forman entonces puntos de inicio de ruptura del material fibroso impregnado y lo hacen más frágil mecánicamente. Un reparto homogéneo del polímero o mezcla de polímeros mejora, por lo tanto, la firmeza mecánica y la homogeneidad del material compuesto formado a partir de estos materiales fibrosos impregnados.
Así, en el caso de materiales impregnados denominados « listos para usar », la tasa de fibras en dicho material fibroso preimpregnado está comprendida entre el 45 y el 65 % en volumen, preferentemente entre el 50 y el 60 % en volumen, principalmente entre el 54 y el 60 % en volumen.
La medida de la tasa de impregnación puede realizarse por análisis de imagen (utilización de microscopio o de cámara de fotos o de cámara numérica, principalmente), de un corte transversal de la cinta, dividiendo la superficie de la cinta impregnada por el polímero por la superficie total del producto (superficie impregnada más superficie de las porosidades). Con el fin de obtener una imagen de buena calidad, es preferible cubrir la cinta recortada en su sentido transversal en una resina de pulido estándar y pulir con un protocolo estándar lo que permite la observación de la muestra al microscopio con un aumento de 6 veces como mínimo. La tasa de porosidad de dicho material fibroso impregnado es inferior al 10 %, principalmente inferior al 5 %, en particular inferior al 2 %.
Debe indicarse que una tasa de porosidad nula es difícilmente accesible y que, por consiguiente, ventajosamente la tasa de porosidad es superior al 0 %, pero inferior a las tasas citadas anteriormente.
La tasa de porosidad corresponde a la tasa de porosidad cerrada y puede determinarse bien por microscopía electrónica, bien como la diferencia relativa entre la densidad teórica y la densidad experimental de dicho material fibroso impregnado tal como se describe en la parte de ejemplos de la presente invención.
Etapa de preimpregnación:
La etapa de preimpregnación como ya se ha indicado anteriormente, puede efectuarse según las técnicas muy conocidas del experto en la técnica y principalmente elegidas entre las descritas anteriormente.
En un modo de realización ventajoso, la etapa de preimpregnación se efectúa con un sistema elegido entre un lecho fluidizado, una pulverización con pistola y la vía fundida, principalmente a gran velocidad, en particular la impregnación se efectúa en lecho fluidizado.
Ventajosamente, la preimpregnación se efectúa con un sistema elegido entre un lecho fluidizado, una pulverización con pistola y la vía fundida, principalmente a gran velocidad, en particular la impregnación se efectúa en lecho fluidizado y una o varias pieza(s) tensora(s) (E") está(n) presente(s) aguas arriba de dicho sistema.
Debe indicarse que las piezas tensoras (E) y (E") pueden ser idénticas o diferentes a las que están a nivel del material o de la forma y sus características (diámetro, longitud, anchura, altura ... en función de la forma).
Vía fundida:
Ventajosamente, la etapa de preimpregnación se efectúa por vía fundida, principalmente por pultrusión.
Las técnicas de preimpregnación por vía fundida son muy conocidas para el experto en la técnica y se describen en
las referencias anteriores.
La etapa de preimpregnación se efectúa principalmente por extrusión en cabezal transversal de la matriz de polímero y paso de dicha mecha o de dichas mechas en este cabezal transversal, después paso en una hilera calentada, estando el cabezal transversal equipado eventualmente de tensores fijos o rotativos sobre los cuales la mecha se desplaza provocando así un ensanchamiento de dicha mecha lo que permite una preimpregnación de dicha mecha.
La preimpregnación puede efectuarse principalmente tal como se describe en US 2014/0005331A1 con la diferencia de que la alimentación de la resina se efectúa en los dos lados de dicha mecha y que no existe superficie de contacto que elimina una parte de la resina sobre una de las dos superficies.
Ventajosamente, la etapa de preimpregnación se efectúa por vía fundida a gran velocidad, es decir, con una velocidad de desplazamiento de dicha mecha o de dichas mechas superior o igual a 5m/min, en particular superior a 9 m/min.
Una de las ventajas adicionales de la invención al combinar una etapa de preimpregnación y una etapa de calentamiento en el marco de una preimpregnación por vía fundida es que la tasa de fibras impregnadas después de la etapa de calentamiento está comprendida entre el 45 % y el 64 % en volumen, preferentemente entre el 50 y el 60 % en volumen, en particular entre el 54 y el 60 % en volumen, no pudiendo conseguirse dicha tasa de fibras por las técnicas clásicas de vía fundida. Esto permite además trabajar con grandes velocidades de desplazamiento y disminuir así los costes de producción.
Lecho fluidizado:
Ventajosamente, la etapa de preimpregnación se efectúa en lecho fluidizado.
Un ejemplo de unidad de aplicación de un procedimiento de fabricación sin la etapa de calentamiento mediante al menos una pieza tensora se describe en la solicitud internacional WO 2015/121583.
Este sistema describe la utilización de un contenedor que comprende un lecho fluidizado para efectuar la etapa de preimpregnación y puede utilizarse en el marco de la invención.
Ventajosamente, el contenedor que comprende el lecho fluidizado está equipado con al menos una pieza tensora (E') (figura 2) que puede ser un rodillo de compresión (figura 3)).
Debe indicarse que las piezas tensoras (E) y (E') pueden ser idénticas o diferentes a las que se encuentran a nivel del material o de la forma y sus características (diámetro, longitud, anchura, altura ... en función de la forma).
Sin embargo, la pieza tensora (E') no es ni calefactora ni se calienta.
La etapa de preimpregnación del material fibroso se realiza por el paso de una o varias mechas en un dispositivo de preimpregnación en continuo, que comprende un contenedor (10) equipado con al menos una pieza tensora (E') y que comprende un lecho fluidizado (12) de polvo de dicha matriz de polímero.
El polvo de dicha matriz de polímero o polímero se pone en suspensión en un gas G (aire, por ejemplo) introducido en el contenedor y que circula en el contenedor (10) a través de una tolva (11). La o las mechas se ponen en circulación en este lecho fluidizado (12).
El contenedor puede tener cualquier forma, principalmente cilíndrica o paralelepipédica, en particular un paralelepípedo rectangular o un cubo, ventajosamente un paralelepípedo rectangular. El contenedor (10) puede ser un contenedor abierto o cerrado. Ventajosamente, es abierto. En el caso en el que el contenedor es cerrado, está equipado entonces con un sistema de hermeticidad para que el polvo de dicha matriz de polímero no pueda salir de dicho contenedor.
Esta etapa de preimpregnación se efectúa, por lo tanto, por vía seca, es decir, que la matriz de polímero termoplástico está en forma de polvo, principalmente en suspensión en un gas, en particular aire, pero no puede estar en dispersión en un disolvente o en agua. Cada mecha a preimpregnar se desenrolla de un dispositivo con devanaderas bajo la tracción engendrada por los cilindros (no representados). Preferentemente, el dispositivo con devanaderas comprende una pluralidad de devanaderas, permitiendo cada devanadera desenrollar una mecha a preimpregnar. Así, es posible preimpregnar varias mechas de fibras simultáneamente. Cada devanadera está provista de un freno (no representado) de manera que se aplica una tensión sobre cada mecha de fibras. En este caso, un módulo de alineamiento permite disponer las mechas de fibras no pueden ponerse en contacto las unas con las otras, lo que permite evitar una degradación mecánica de las fibras por frotamiento entre ellas.
La mecha de fibras o las mechas de fibras paralelas pasan entonces en un contenedor (10), que comprende en particular un lecho fluidizado (12), equipado con una pieza tensora (E') que es un rodillo de compresión (24) en el caso de la figura 3. La mecha de fibras o las mechas de fibras paralelas vuelven a salir entonces del contenedor después de la preimpregnación después del control eventual del tiempo de contacto en el polvo.
La expresión « tiempo de contacto en el polvo » significa el tiempo durante el cual la mecha está en contacto con dicho
polvo en el lecho fluidizado.
El procedimiento según la invención comprende, por lo tanto, un primer ensanchamiento durante la etapa de preimpregnación.
La utilización de al menos un tensor (E') en la etapa de preimpregnación permite, por lo tanto, una preimpregnación mejorada respecto a los procedimientos de la técnica anterior.
Por pieza tensora (E'), se debe entender cualquier sistema sobre el cual la mecha tiene la posibilidad de desplazarse en el contenedor. La pieza tensora (E') puede tener cualquier forma a partir del momento en el que la mecha pueda desplazarse por encima.
Un ejemplo de pieza tensora (E'), sin restringir la invención a la misma, se detalla en la figura 2.
Esta preimpregnación se realiza con el fin de permitir que el polvo de dicha matriz de polímero penetre en la mecha de fibra y adherirse a las fibras lo suficiente como para soportar el transporte de la mecha empolvada fuera del contenedor.
Si el material fibroso, tal como las mechas de fibras de vidrio o de carbono, presenta un apresto, puede efectuarse una etapa opcional de desapresto antes del paso del material fibroso en el contenedor. El término « apresto » designa los tratamientos de superficie aplicados a las fibras de refuerzo a la salida de la hilera (apresto textil) y sobre los tejidos (apresto plástico).
El apresto "textil" aplicado sobre las fibras, a la salida de la hilera consiste en depositar un agente de unión que asegura la cohesión de las fibras entre ellas, disminuyendo la abrasión y facilitando las manipulaciones posteriores (tejido, drapeado, tricotado) y evitando la formación de cargas electrostáticas.
El apresto "plástico" o "acabado" aplicado sobre los tejidos consiste en depositar un agente de reticulación cuyos papeles son asegurar una unión físico-química entre las fibras y la resina y proteger la fibra de su entorno.
Ventajosamente, la etapa de preimpregnación se efectúa en lecho fluidizado con el control del tiempo de contacto en el polvo que está comprendido entre 0,01 s y 10 s, preferentemente entre 0,1 s y 5 s, y en particular entre 0,1 s y 3 s. El tiempo de contacto del material fibroso en el polvo es esencial para la preimpregnación de dicho material fibroso. Por debajo de 0,1 s, la preimpregnación no es buena.
Por encima de 10 s, la tasa de matriz de polímero que preimpregna el material fibroso es demasiado importante y las propiedades mecánicas del material fibroso preimpregnado serán malas.
Ventajosamente, el contenedor utilizado en el procedimiento de la invención comprende un lecho fluidizado y dicha etapa de preimpregnación se efectúa con un ensanchamiento simultáneo de dicha mecha o de dichas mechas entre la entrada y la salida del contenedor que comprende dicho lecho fluidizado.
La expresión « entrada del contenedor » corresponde a la tangente vertical del borde del contenedor que comprende el lecho fluidizado.
La expresión « salida del contenedor » corresponde a la tangente vertical del otro borde del contenedor que comprende el lecho fluidizado.
En función de la geometría del contenedor, la distancia entre la entrada y la salida de este se corresponde, por lo tanto, con el diámetro en el caso de un contenedor cilíndrico, al lado en el caso de un contenedor cúbico o con la anchura o la longitud en el caso de un contenedor paralelepípedo rectangular. El ensanchamiento consiste en singularizar al máximo cada fibra que constituye dicha mecha de las otras fibras que la rodean en su espacio más próximo. Corresponde a la expansión transversal de la mecha.
En otros términos, la expansión transversal o la anchura de la mecha aumenta entre la entrada del lecho fluidizado (o del contenedor que comprende el lecho fluidizado) y la salida del lecho fluidizado (o del contenedor que comprende el lecho fluidizado) y permite así una preimpregnación mejorada del material fibroso.
El lecho fluidizado puede ser abierto o cerrado, en particular es abierto.
Ventajosamente, el lecho fluidizado comprende al menos una pieza tensora (E'), estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora (E').
La figura 2 detalla un contenedor (10) que comprende un lecho fluidizado (12) con una pieza tensora (E'), regulable en altura (22).
La mecha (21 a) corresponde a la mecha antes de la preimpregnación que está en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora (E') y se desplaza, por lo tanto, parcialmente o totalmente en la
superficie de la pieza tensora (E') (22), estando sumergido dicho sistema (22) en el lecho fluidizado donde se efectúa la preimpregnación. Dicha mecha vuelve a salir entonces del contenedor (21b) después del control del tiempo de contacto en el polvo.
Dicha mecha (21a) puede estar o no en contacto con el borde de entrada del contenedor (23a) que puede ser un rodillo rotativo o fijo o un borde paralelepipédico.
Ventajosamente, dicha mecha (21a) está o no en contacto con el borde de la entrada del contenedor (23a).
Ventajosamente, el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Dicha mecha (21 b) puede estar o no en contacto con el borde de salida del contenedor (23b) que puede ser un rodillo, principalmente cilíndrico y rotativo o fijo, o un borde paralelepipédico. Ventajosamente, dicha mecha (21b) está en contacto con el borde de salida del contenedor (23b). Ventajosamente, el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Ventajosamente, dicha mecha (21a) está en contacto con el borde de entrada del contenedor (23a) y el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo y dicha mecha (21 b) está en contacto con el borde de salida del contenedor (23b), y el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Ventajosamente, dicha pieza tensora (E') es perpendicular a la dirección de dicha mecha o de dichas mechas.
Dicha pieza tensora (E') puede ser fija o estar en rotación.
Ventajosamente, dicho ensanchamiento de dicha mecha o de dichas mechas se efectúa al menos al nivel de dicha al menos una pieza tensora (E').
El ensanchamiento de la mecha se efectúa, por lo tanto, principalmente a nivel de la pieza tensora (E'), pero puede efectuarse igualmente a nivel del o de los bordes del contenedor si hay contacto entre la mecha y dicho borde.
En otro modo de realización, dicha al menos una pieza tensora (E') es un rodillo de compresión de forma convexa, cóncava o cilíndrica, preferentemente cilíndrica.
La forma convexa es favorable para el ensanchamiento mientras que la forma cóncava es desfavorable para el ensanchamiento, aunque, no obstante, este se efectúa.
La expresión « rodillo de compresión » significa que la mecha que se desplaza se apoya parcialmente o totalmente sobre la superficie de dicho rodillo de compresión, lo que induce el ensanchamiento de dicha mecha.
Ventajosamente, dicho al menos un rodillo de compresión tiene forma cilíndrica y el porcentaje de ensanchamiento de dicha mecha o de dichas mechas entre la entrada y la salida del contenedor de dicho lecho fluidizado está comprendido entre el 1 % y el 1000 %, preferentemente entre el 100 % y el 800 % preferentemente entre el 200 % y el 800 %, preferentemente entre el 400 % y el 800 %.
El porcentaje de ensanchamiento es igual respecto de la anchura final de la mecha sobre la anchura inicial de la mecha multiplicado por 100.
El ensanchamiento es función del material fibroso utilizado. Por ejemplo, el ensanchamiento de un material de fibra de carbono es mucho más importante que el de una fibra de lino. El ensanchamiento también es función del número de fibras en la mecha, de su diámetro medio y de su cohesión según el apresto.
El diámetro de dicho al menos un rodillo de compresión está comprendido entre 3 mm y 500 mm, preferentemente entre 10 mm y 100 mm, en particular entre 20 mm y 60 mm.
Por debajo de 3 mm, la deformación de la fibra inducida por el rodillo de compresión es demasiado importante.
Ventajosamente, el rodillo de compresión es cilíndrico y no acanalado y en particular es metálico.
Cuando la pieza tensora (E') es al menos un rodillo de compresión, según una primera variante, un solo rodillo de compresión está presente en el lecho fluidizado y dicha preimpregnación se efectúa a nivel del ángulo a 1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión y la tangente vertical a dicho rodillo de compresión.
El ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión y la tangente vertical a dicho rodillo de compresión permite la formación de una zona en la que el polvo va a concentrarse, lo que da lugar así a un « efecto de esquina » que con el ensanchamiento simultáneo de la mecha por dicho rodillo de compresión permite una preimpregnación sobre una anchura más importante de mecha y, por lo tanto, una preimpregnación mejorada en comparación con las técnicas de la técnica anterior mejorada.
En toda la descripción, todos los valores de ángulo proporcionados se expresan en valores absolutos.
Ventajosamente, el ángulo a1 está comprendido entre 0 y 89°, preferentemente 5° y 85°, preferentemente 5° y 45°, preferentemente 5° y 30°.
No obstante, un ángulo a1 comprendido entre 0 y 5° es susceptible de engendrar riesgos de solicitación mecánica, lo que dará lugar a daños en las fibras y un ángulo a1 comprendido entre 85° y 89° no crea un esfuerzo mecánico suficiente como para crear « el efecto de esquina ».
Un valor del ángulo a 1 igual a 0° corresponde, por lo tanto, a una fibra vertical. Es muy evidente que la altura del rodillo de compresión cilíndrico es regulable permitiendo así poder posicionar la fibra verticalmente.
No se apartaría del marco de la invención si la pared del contenedor estuviera perforada para poder permitir la salida de la mecha.
Ventajosamente, el borde de entrada del contenedor (23a) está equipado con un rodillo, principalmente cilíndrico y rotativo sobre el cual se desplaza dicha mecha o dichas mechas dando lugar así a un ensanchamiento previo a la preimpregnación.
En un modo de realización, el ensanchamiento se inicia a nivel del borde de entrada del contenedor (23a) y se continúa a nivel de o de dichos tensores (E') definidos anteriormente.
En otro modo de realización, uno o varios tensores (E") están presentes aguas arriba del contenedor que comprende el lecho fluidizado a nivel del cual o de los cuales se inicia el ensanchamiento.
Los tensores (E ") son como los definidos para (E) en cuanto al material, la forma y sus características (diámetro, longitud, anchura, altura...en función de la forma). Ventajosamente, los tensores (E ") son rodillos cilíndricos y no acanalados y en particular son metálicos.
Ventajosamente, el diámetro de dicho al menos un rodillo de compresión está comprendido entre 3 mm a 500 mm, preferiblemente de 10 mm a 100 mm, en particular de 20 mm a 60 mm. Por debajo de 3 mm, la deformación de la fibra inducida por el rodillo de compresión es demasiado grande.
Ventajosamente, dicha al menos una pieza tensora (E") está constituida por 1 a 15 rodillos de compresión (R'"1 a R 'Y ) de forma cilíndrica, preferiblemente de 3 a 15 rodillos de compresión (R"'3 a R'"15), en particular de 3 a 6 rodillos de compresión (R'"3 a R"'6).
Ventajosamente, dicha mecha o dichas mechas forma(n) un ángulo a"'1 de 0,1 a 89°, en particular de 5 a 75°, en particular de 10 a 45° con un primer rodillo de compresión R"'1 y la tangente horizontal a dicho rodillo de compresión R"'1, ensanchándose dicha mecha o mechas en contacto con dicho rodillo de compresión R"'1.
No se apartaría del marco de la invención si la fecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R"'1 comprendido entre más de 89° a 360° (módulo 360°). En el caso de que la meche forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R"'1, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Según una segunda variante, dicha al menos una pieza tensora (E) está constituida por dos rodillos de compresión, en particular de forma cilíndrica.
Ventajosamente, dicha mecha o dichas mechas forma(n) un ángulo a "'1 de 0 a 180°, en particular de 5 a 75°, en particular de 10 a 45° con un primer rodillo de compresión R'"1 y la tangente horizontal a dicho rodillo de compresión R"'1, ensanchándose dicha mecha o dichas mechas en contacto con dicho rodillo de compresión R'Y
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'"1 comprendido entre más de 180° a 360° (módulo 360°). En el caso de que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R"'1, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Ventajosamente, dicha mecha o dichas mechas forman un ángulo a ' ” 2 de 0 a 180°, en particular de 5 a 75°, en particular de 10 a 45° con el segundo rodillo de compresión R'2 y la tangente horizontal a dicho rodillo de compresión R'2 , ensanchándose dicha mecha o dichas mechas en contacto con dicho segundo rodillo de compresión.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'2 comprendido entre más de 180° a 360° (módulo 360°). En el caso de que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'2 , esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
En general, el ángulo o ángulos a'"3-i (siendo i de 3 a 15) formado por dicha o dichas mechas con los rodillos R'Vi está (están) comprendidos entre 0 a 180°, en particular de 5 a 75°, en particular de 10 a 45°.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R"'3-i comprendido entre más de 180° a 360° (módulo 360°).
En el caso de que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'3-i, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
En general, la diferencia de altura entre cada rollo R '"yo y entre el rollo más bajo y el rollo más alto es mayor o igual a 0. Ventajosamente, la diferencia de altura entre cada uno de los rodillos R'"i está comprendido entre 1 a 20 cm, preferiblemente de 2 a 15 cm.
En general, la distancia entre cada uno de los rodillos R'i es mayor que 0, y en particular está comprendido entre 1 a 50 cm, preferiblemente de 2 a 30 cm, en particular de 3 a 20 cm.
Ventajosamente, el ensanchamiento se inicia a nivel de o de dichos tensores (E") definidos anteriormente y se continúa eventualmente a nivel del borde de entrada del contenedor, después a nivel de o de dichos tensores (E') definidos anteriormente.
El ensanchamiento es entonces máximo después del paso a nivel del o de los rodillos de compresión (E').
Ventajosamente, el porcentaje de ensanchamiento de dicha mecha o de dichas mechas entre la entrada de los tensores (E'') y la salida del contenedor de dicho lecho fluidizado está comprendido entre el 1 % y el 1.000 %, preferentemente entre el 100 % y el 800 %, preferentemente entre el 200 % y el 800 %, preferentemente entre el 400 % y el 800 %.
La figura 3 describe un modo de realización, sin estar limitado al mismo, con un solo rodillo de compresión (24) o (R1), con un contenedor (10) que comprende un lecho fluidizado (12) en el cual un solo rodillo de compresión cilíndrico está presente y que muestra el ángulo a1.
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
Ventajosamente, el nivel de dicho polvo en dicho lecho fluidizado está al menos situado a mitad de altura de dicho rodillo de compresión.
Es muy evidente que « el efecto de esquina » provocado por el ángulo a1 favorece la impregnación sobre una cara, pero el ensanchamiento de dicha mecha obtenido gracias al rodillo de compresión también permite tener una preimpregnación sobre la otra cara de dicha mecha. Dicho de otra manera, dicha preimpregnación está favorecida sobre una cara de dicha mecha o de dichas mechas a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R1 y la tangente vertical al rodillo de compresión R1, pero el ensanchamiento también permite impregnar la otra cara.
El ángulo a1 es tal como se ha definido anteriormente.
Según una segunda variante, cuando la pieza tensora (E') es al menos un rodillo de compresión, entonces dos rodillos de compresión R1 y R2 están en dicho lecho fluidizado y dicha preimpregnación se efectúa a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R1 y la tangente vertical a dicho rodillo de compresión R1 y/o a nivel del ángulo a2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R2 y la tangente vertical a dicho rodillo de compresión R2 , precediendo dicho rodillo de compresión R1 a dicho rodillo de compresión R2 y pudiendo pasar dicha mecha o dichas mechas por encima (figura 4 y 5) o por debajo (figura 6 y 7) del rodillo de compresión R2.
Ventajosamente, los dos rodillos de compresión tienen una forma idéntica o diferente y se elige entre una forma convexa, cóncava o cilíndrica.
Ventajosamente, los dos rodillos de compresión son idénticos y cilíndricos no acanalados y en particular metálicos. El diámetro de los dos rodillos de compresión también puede ser idéntico o diferente y es tal como se ha definido anteriormente.
Ventajosamente, el diámetro de los dos rodillos de compresión es idéntico.
Los dos rodillos de compresión R1 y R2 pueden estar al mismo nivel uno respecto al otro y respecto al fondo del contenedor (figuras 5 y 6) o desplazados uno respecto al otro y respecto al fondo del contenedor, siendo la altura del rodillo de compresión R1 superior o inferior a la del rodillo de compresión R2 respecto al fondo del contenedor (figuras 4 y 7). Ventajosamente, cuando los dos rodillos están a alturas diferentes y la mecha pasa por encima del rodillo R2, entonces a2 está comprendido entre 0 y 90°.
Ventajosamente, dicha preimpregnación se efectúa, por lo tanto, a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R1 y la tangente vertical a dicho rodillo de compresión
sobre una cara de dicha mecha y a nivel del ángulo a2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R2 y la tangente vertical a dicho rodillo de compresión R2 sobre la cara opuesta de dicha mecha que se obtiene pasando por encima del rodillo R2.
Ventajosamente, dicha mecha en este modo de realización está sujeta a un ensanchamiento a nivel de cada ángulo a1 y a2.
La figura 5 describe un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R1 y R2 , precediendo R1 a R2 , con un contenedor (10) que comprende un lecho fluidizado (12) en el cual están presentes los dos rodillos de compresión cilíndricos, al mismo nivel y uno al lado del otro, y muestran el caso en el que dicha o dichas mechas vuelven a salir entre dichos rodillos de compresión R1 y R2.
En este caso, el ángulo a2 es igual a 0 y dicha o dichas mechas pasan por encima del rodillo R2.
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
De manera alternativa, dicha mecha o dichas mechas se desplazan en la entrada entre dichos rodillos de compresión R1 y R2 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R2.
Ventajosamente, dicha mecha o dichas mechas están en contacto en la entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R1 y vuelven a salir al exterior del rodillo de compresión R2 después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R2 , bajo el rodillo R2 , siendo el ángulo a2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R2 y la tangente vertical a dicho rodillo de compresión R2. En este caso, el ángulo a2 = 90°.
Dicha preimpregnación se efectúa, por lo tanto, a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R1 y la tangente vertical a dicho rodillo de compresión sobre una cara de dicha mecha y a nivel del ángulo a2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R2 y la tangente vertical a dicho rodillo de compresión R2 sobre la misma cara de dicha mecha, pero el ensanchamiento también permite impregnar la otra cara.
Ventajosamente, dicha mecha en este modo de realización está sujeta a un ensanchamiento a nivel de cada ángulo a1 y a2.
La figura 6 presenta un ejemplo de modo de realización con dos rodillos de compresión R1 y R2 al mismo nivel uno respecto al otro.
Según otro modo de realización de la segunda variante, cuando dos rodillos de compresión están presentes, entonces la distancia entre los dos rodillos de compresión R1 y R2 está comprendida entre 0,15 mm y la longitud equivalente a la dimensión máxima del contenedor, preferentemente comprendida entre 10 mm y 50 mm y la diferencia de altura entre los dos rodillos de compresión R1 y R2 está comprendida entre 0 y la altura correspondiente a la altura máxima del contenedor sustraída de los diámetros de los dos rodillos de compresión, preferentemente comprendida entre 0,15 mm y la altura correspondiente a la altura máxima del contenedor sustraída de los diámetros de los dos rodillos de compresión, más preferentemente a una diferencia de altura comprendida entre 10 mm y 300 mm, siendo R2 el rodillo de compresión superior.
En toda la descripción, la diferencia de altura entre dos rodillos y la distancia entre dos rodillos (ya estén situados aguas arriba del contenedor, en el contenedor o a nivel del sistema de calentamiento) se determina respecto al centro de cada rodillo.
Ventajosamente, cuando dos rodillos de compresión están presentes y al mismo nivel uno respecto al otro, el nivel de dicho polvo en dicho lecho fluidizado está al menos situado a la mitad de la altura de dichos dos rodillos de compresión.
La figura 7 describe un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R1 y R2 , precediendo R1 a R2 , con un contenedor (10) que comprende un lecho fluidizado (12) en el cual están presentes dos rodillos de compresión cilíndricos a niveles diferentes y que muestran el ángulo a1 y a2.
El diámetro de los rodillos de compresión R1 y R2 se presenta como idéntico en las figuras 4, 5, 6 y 7, pero el diámetro de cada rodillo de compresión cilíndrico puede ser diferente, pudiendo ser el diámetro del rodillo de compresión R1 superior o inferior al del rodillo de compresión R2 en la gama tal como se ha definido anteriormente.
Ventajosamente, el diámetro de los dos rodillos de compresión es idéntico.
No se apartaría del marco de la invención si el rodillo de compresión R1 fuera superior al rodillo de compresión R2.
Según una tercera variante, cuando dos rodillos de compresión están presentes y a niveles diferentes, entonces al menos un tercer rodillo de compresión R3 está además presente y situado entre los rodillos de compresión R1 y R2 en el sentido de la altura (figura 8).
Ventajosamente, dicha mecha o dichas mechas están en contacto de entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R1, después con una parte o la totalidad de la superficie de dicho rodillo de compresión R3 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R2.
Ventajosamente, dicha preimpregnación se efectúa sobre una cara de dicha mecha o de dichas mechas a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R1 y la tangente vertical al rodillo de compresión R1, así como a nivel del ángulo a3 formado por dicha mecha o dichas mechas y la tangente vertical al rodillo de compresión R3 y sobre la otra cara a nivel del ángulo a2 formado por dicha mecha o dichas mechas y la tangente vertical al rodillo de compresión R2.
Ventajosamente, cuando dos rodillos de compresión están presentes a niveles diferentes y cuando al menos un tercer rodillo de compresión R3 está además presente, entonces el ángulo a2 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R2 y la tangente vertical a dicho rodillo de compresión R2 , está comprendido entre 180° y 45°, en particular entre 120° y 60°.
Ventajosamente, el ángulo a3 está comprendido entre 0° y 180°, ventajosamente entre 45° y 135°.
La figura 8 describe un modo de realización, sin estar limitado al mismo, con un contenedor (10) que comprende un lecho fluidizado (12) con dos rodillos de compresión R1 y R2 , precediendo R1 a R2 , y un tercer rodillo de compresión R3 y mostrando los ángulos a1, a2 y a3.
El diámetro de los rodillos de compresión R1, R2 y R3 se presenta como idéntico en la figura 8, pero el diámetro de cada rodillo de compresión cilíndrico puede ser diferente, o dos rodillos de compresión pueden tener el mismo diámetro y el tercero un diámetro diferente superior o inferior en la gama tal como se ha definido anteriormente.
Ventajosamente, el diámetro de los tres rodillos de compresión es idéntico.
Ventajosamente, en esta tercera variante, se efectúa un segundo control del ensanchamiento de dicha mecha o de dichas mechas a nivel del rodillo de compresión R3 y se efectúa un tercer control del ensanchamiento a nivel del rodillo de compresión R3.
El tiempo de contacto en esta tercera variante es tal como se ha definido anteriormente.
Ventajosamente, en esta tercera variante, el nivel de dicho polvo en dicho lecho fluidizado está al menos situado a mitad de altura de dicho rodillo de compresión R2.
No se apartaría del marco de la invención si en esta tercera variante, dicha mecha o dichas mechas están en contacto de entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R1, después con una parte o la totalidad de la superficie de dicho rodillo de compresión R2 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R3.
Según un modo de realización ventajoso, la presente invención se refiere a un procedimiento tal como se ha definido anteriormente caracterizado por que se utiliza una sola matriz de polímero termoplástico y el polvo de polímero termoplástico es fluidizable.
El término « fluidizable » significa que el flujo de aire aplicado al lecho fluidizado está comprendido entre el flujo mínimo de fluidización (Umf) y el flujo mínimo de burbujeo (Umf) tal como se representa en la figura 10.
Por debajo del flujo mínimo de fluidización, no hay fluidización, las partículas de polvo de polímero caen en el lecho y no están más en suspensión y el procedimiento según la invención no puede funcionar.
Por encima del flujo mínimo de burbujeo, las partículas de polvo se levantan y la composición del lecho fluidizado no puede mantenerse constante.
Ventajosamente, el diámetro en volumen D90 de las partículas de polvo de polímero termoplástico está comprendido entre 30 y 500 pm, ventajosamente entre 80 y 300 pm.
Ventajosamente, el diámetro en volumen D10 de las partículas de polvo de polímero termoplástico está comprendido entre 5 y 200 pm, ventajosamente entre 15 y 100 pm.
Ventajosamente, el diámetro en volumen de las partículas de polvo de polímero termoplástico está comprendido en la relación D90/D10, o sea comprendido entre 1,5 y 50, ventajosamente entre 2 y 10.
Ventajosamente, el diámetro medio D50 en volumen de las partículas de polvo de polímero termoplástico está comprendido entre 10 y 300 pm, principalmente entre 30 y 200 pm, más particularmente entre 45 y 200 pm.
Los diámetros en volumen de las partículas de polvo de polímero termoplástico (D10, D50 y D90) se definen según la norma ISO 9276 :2014.
El « D50 » corresponde al diámetro medio en volumen, es decir, el valor del tamaño de partícula que divide la población de partículas examinada exactamente en dos.
El « D90 » corresponde al valor al 90 % de la curva acumulada de la distribución granulométrica en volumen.
El « D10 » corresponde al tamaño del 10 % del volumen de las partículas.
Según otro modo de realización del procedimiento según la invención, está presente una fileta antes del contenedor que comprende un lecho fluidizado para el control de la tensión de dicha mecha o de dichas mechas a la entrada del contenedor que comprende un lecho fluidizado.
Opcionalmente, en el procedimiento según la invención, están presentes uno o varios tensores después del contenedor que comprende el lecho fluidizado.
Opcionalmente, se aplica una diferencia de tensión entre la entrada y la salida del contenedor utilizado para la etapa de preimpregnación mediante un freno.
Etapa de pulverización por pistola:
La etapa de preimpregnación del material fibroso se realiza por el paso de una o varias mechas en un dispositivo de preimpregnación en continuo por proyección, que comprende un contenedor (30), que comprende una o unas boquillas o una o unas pistolas que proyectan el polvo de polímero sobre el material fibroso en la entrada del rodillo.
El polvo de polímero(s) o polímero se proyecta en el contenedor mediante boquilla(s) o pistola(s) a nivel de la pieza tensora (E') principalmente del rodillo de compresión (de entrada) sobre dicho material fibroso. La o las mechas se ponen en circulación en este contenedor.
(E') o el rodillo de compresión son tales como se han definido para el lecho fluidizado.
El contenedor puede tener cualquier forma, principalmente cilíndrica o paralelepipédica, en particular un paralelepípedo rectangular o un cubo, ventajosamente un paralelepípedo rectangular. El contenedor puede ser un contenedor abierto o cerrado. Ventajosamente, es abierto.
En el caso en el que el contenedor sea cerrado, entonces está equipado con un sistema de hermeticidad para que el polvo de polímero no pueda salir de dicho contenedor.
Esta etapa de preimpregnación se efectúa, por lo tanto, por vía seca, es decir, que la matriz de polímero termoplástico está en forma de polvo, y se proyecta en aire, pero no puede estar en dispersión en un disolvente o en agua.
Cada mecha a preimpregnar se desenrolla de un dispositivo con devanaderas bajo la tracción engendrada por los cilindros (no representados). Preferentemente, el dispositivo comprende una pluralidad de devanaderas, permitiendo cada devanadera desenrollar una mecha a preimpregnar. Así, es posible preimpregnar varias mechas de fibras simultáneamente. Cada devanadera está provista de un freno (no representado) de manera que se aplica una tensión sobre cada mecha de fibras. En este caso, un módulo de alineamiento permite disponer las mechas de fibras paralelamente las unas respecto a las otras. De esta manera, las mechas de fibras no pueden estar en contacto las unas con las otras, lo que permite evitar una degradación mecánica de las fibras por frotamiento entre ellas.
La mecha de fibras o las mechas de fibras paralelas pasan entonces en un contenedor (30), equipado con una pieza tensora que es un rodillo de compresión (33) en el caso de la figura 12. La mecha de fibras o las mechas de fibras paralelas vuelven a salir a continuación del contenedor después de la preimpregnación después del control del flujo de proyección de dicho polvo por dicha boquilla (o dichas boquillas) o dicha pistola (o dichas) sobre dicho material fibroso.
Por pieza tensora, se debe entender cualquier sistema sobre el cual la mecha tiene la posibilidad de desplazarse en el contenedor. La pieza tensora puede tener cualquier forma a partir del momento en el que la mecha pueda desplazarse por encima.
Un ejemplo de pieza tensora, sin restringir la invención a la misma, se detalla en la figura 11.
Esta preimpregnación se realiza con el fin de permitir que el polvo de polímero penetre en la mecha de fibra y se adhiera a las fibras lo suficiente como para soportar el transporte de la mecha empolvada fuera del contenedor. El baño está equipado con tensores fijos o rotativos sobre los cuales la mecha se desplaza provocando así un ensanchamiento de dicha mecha lo que permite una preimpregnación de dicha mecha.
El procedimiento de la invención como se ha indicado anteriormente se efectúa por vía seca.
El procedimiento de la invención no excluye la presencia de cargas electrostáticas que podrían aparecer por frotamiento del material fibroso sobre los elementos de la unidad de aplicación antes o a nivel del contenedor, pero que son en cualquier caso cargas involuntarias.
Ventajosamente, el contenedor comprende al menos una pieza tensora, estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora.
Si el material fibroso, tal como la fibra de vidrio, presenta un apresto, puede efectuarse una etapa opcional de desapresto antes del paso del material fibroso en el contenedor. El término « apresto » designa los tratamientos de superficie aplicados a las fibras de refuerzo a la salida de la hilera (apresto textil) y sobre los tejidos (apresto plástico). El apresto "textil" aplicado sobre las fibras, a la salida de la hilera consiste en depositar un agente de unión que asegura la cohesión de las fibras entre ellas, disminuyendo la abrasión y facilitando las manipulaciones posteriores (tejido, drapeado, tricotado) y evitando la formación de cargas electrostáticas.
El apresto "plástico" o "acabado" aplicado sobre los tejidos consiste en depositar un agente de reticulación cuyos papeles son asegurar una unión físico-química entre las fibras y la resina y proteger la fibra de su entorno.
Ventajosamente, el flujo de proyección del polvo por la o las boquillas o la o las pistolas está comprendido entre 10 g/min y 400 g/min, en particular entre 20 y 150 g/min.
Este flujo se entiende para cada pistola o boquilla y puede ser idéntico o diferente para cada pistola o boquilla. El flujo de proyección del polvo sobre el material fibroso es esencial para la preimpregnación de dicho material fibroso. Por debajo de 10 g/min, el flujo de aire no es suficiente para vehicular el polvo.
Por encima de 400 g/min, el régimen es turbulento.
Ventajosamente, dicha etapa de preimpregnación se efectúa con ensanchamiento simultáneo de dicha mecha o de dichas mechas entre la entrada y la salida de dicho contenedor.
La expresión « entrada de dicho contenedor » corresponde a la tangente vertical del borde del contenedor que comprende el o los rodillos con boquilla(s) o pistola(s).
La expresión « salida de dicho contenedor » corresponde a la tangente vertical del otro borde del contenedor que comprende el o los rodillos con boquilla(s) o pistola(s).
En función de la geometría del contenedor, la distancia entre la entrada y la salida del mismo corresponde, por lo tanto, al diámetro en el caso del cilindro, al lado en el caso de un cubo o a la anchura o la longitud en el caso de un paralelepípedo rectangular. El ensanchamiento consiste en singularizar al máximo cada fibra que constituye dicha mecha de las demás fibras que la rodean en su espacio más próximo. Se corresponde a la extensión transversal de la mecha. En otros términos, la extensión transversal o la anchura de la mecha aumenta entre la entrada del contenedor y la salida del contenedor y permite así una preimpregnación mejorada del material fibroso.
El contenedor puede ser abierto o cerrado, en particular es abierto.
Ventajosamente, el contenedor comprende al menos una pieza tensora, estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de la dicha al menos una pieza tensora.
La figura 11 detalla un contenedor (20) que comprende una pieza tensora, regulable en altura (22).
La mecha (21 a) corresponde a la mecha antes de la preimpregnación que está en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora y se desplaza, por lo tanto, parcialmente o totalmente en la superficie de la pieza tensora (22), estando dicho sistema (22) sumergido en el contenedor donde se efectúa la preimpregnación. Dicha mecha vuelve a salir entonces del contenedor (21b) después del control del flujo de proyección del polvo en la entrada del rodillo. Dicha mecha (21 a) puede estar o no en contacto con el borde del contenedor (23a) que puede ser un rodillo rotativo o fijo o un borde paralelepipédico.
Ventajosamente, dicha mecha (21a) está en contacto con el borde de entrada del contenedor (23a). Ventajosamente, el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Dicha mecha (21 b) puede estar o no en contacto con el borde de salida del contenedor (23b) que puede ser un rodillo, principalmente cilíndrico y rotativo o fijo, o un borde paralelepipédico. Ventajosamente, dicha mecha (21b) está en contacto con el borde de salida del contenedor (23b). Ventajosamente, el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Ventajosamente, dicha mecha (21a) está en contacto con el borde de entrada del contenedor (23a) y el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo y dicha mecha (21 b) está en contacto con el borde de entrada del contenedor (23b), y el borde de salida del contenedor (23b) es un rodillo, principalmente cilíndrico y rotativo.
Ventajosamente, dicha mecha (21a) está en contacto con el borde de entrada del contenedor (23a) y un rodillo, principalmente cilíndrico y rotativo, y dicha mecha (21b) no toca el borde de salida del contenedor (23b).
Ventajosamente, dicha pieza tensora es perpendicular a la dirección de dicha mecha o de dichas mechas.
Ventajosamente, dicho ensanchamiento de dicha mecha o de dichas mechas se efectúa al menos a nivel de dicha al menos una pieza tensora.
El ensanchamiento de la mecha se efectúa, por lo tanto, principalmente a nivel de la pieza tensora, pero puede efectuarse igualmente a nivel del o de los bordes del contenedor si hay contacto entre la mecha y dicho borde.
En otro modo de realización, dicha al menos una pieza tensora es un rodillo de compresión de forma convexa, cóncava o cilíndrica.
La forma convexa es favorable para el ensanchamiento, mientras que la forma cóncava es desfavorable para el ensanchamiento, aunque se efectúa, no obstante.
La expresión « rodillo de compresión » significa que la mecha que se desplaza se apoya parcialmente o totalmente sobre la superficie de dicho rodillo de compresión, lo que induce el ensanchamiento de dicha mecha.
Ventajosamente, dicho al menos un rodillo de compresión tiene forma cilíndrica y el porcentaje de ensanchamiento de dicha mecha o de dichas mechas entre la entrada y la salida de dicho contenedor está comprendido entre el 1 % y el 1.000 %, preferentemente entre el 100 % y el 800 %, preferentemente entre el 200 % y el 800 %, preferentemente entre el 400 % y el 800 %.
El ensanchamiento es función del material fibroso utilizado. Por ejemplo, el ensanchamiento de un material de fibra de carbono es mucho más importante que el de una fibra de lino. El ensanchamiento es también función del número de fibras en la mecha, de su diámetro medio y de su cohesión según el apresto.
El diámetro de dicho al menos un rodillo de compresión está comprendido entre 3 mm y 500 mm, preferentemente entre 10 mm y 100 mm, en particular entre 20 mm y 60 mm.
Por debajo de 3 mm, la deformación de la fibra inducida por el rodillo de compresión es demasiado importante.
Ventajosamente, el rodillo de compresión es cilíndrico y no acanalado y en particular es metálico.
Cuando la pieza tensora es al menos un rodillo de compresión, según una primera variante, un solo rodillo de compresión está presente en el contenedor y dicha preimpregnación se efectúa a nivel del ángulo a ''1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión y la tangente vertical a dicho rodillo de compresión. El ángulo a ''1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión y la tangente vertical a dicho rodillo de compresión permite la formación de una zona en la que el polvo va a concentrarse dando lugar así a un « efecto de esquina » que con el ensanchamiento simultáneo de la mecha por dicho rodillo de compresión permite una preimpregnación sobre une anchura más importante de mecha y, por lo tanto, una preimpregnación mejorada en comparación con las técnicas de la técnica anterior mejorada.
Ventajosamente, el ángulo a ''1 está comprendido entre 0 y 89°, preferentemente 5° y 85°, preferentemente entre 5° y 45°, preferentemente entre 5° y 30°.
No obstante, un ángulo a ''1 comprende entre 0 y 5° es susceptible de engendrar riesgos de solicitación mecánica, lo que dará lugar a daños en las fibras y un ángulo a ''1 comprendido entre 85° y 89° no crea un esfuerzo mecánico suficiente como para crear « el efecto de esquina ».
Un valor del ángulo a ''1 igual a 0° corresponde, por lo tanto, a una fibra vertical. Es muy evidente que la altura del rodillo de compresión cilíndrico es regulable permitiendo así poder posicionar la fibra verticalmente.
No se apartaría del marco de la invención si la pared del contenedor estuviera perforada de manera que se pueda permitir la salida de la mecha.
Ventajosamente, el borde de entrada del contenedor (23a) está equipado con un rodillo, principalmente cilíndrico y rotativo sobre el cual se desplaza dicha mecha o dichas mechas dando lugar a sí a un ensanchamiento previo a la preimpregnación.
En un modo de realización, el ensanchamiento se inicia a nivel del borde de entrada del contenedor (23a) y se continúa a nivel de o de dichos tensores (E') definidos anteriormente.
En otro modo de realización, uno o varios tensores (E") están presentes aguas arriba del contenedor que comprende el lecho fluidizado a nivel del cual o de los cuales se inicia el ensanchamiento. Los tensores (E") son tales como se han definido para (E').
Ventajosamente, el ensanchamiento se inicia a nivel de o de dichos tensores (E") definidos anteriormente y se continúa eventualmente a nivel del borde de entrada del contenedor, después a nivel de o de dichos tensores (E') definidos anteriormente.
El ensanchamiento es entonces máximo después del paso a nivel del o de los rodillos de compresión (E').
Ventajosamente, el porcentaje de ensanchamiento de dicha mecha o de dichas mechas entre la entrada de los tensores (E") y la salida del contenedor está comprendido entre el 1 % y el 1.000 %, preferentemente entre el 100 % y el 800 %, preferentemente entre el 200 % y el 800 %, preferentemente entre el 400 % y el 800 %.
La figura 12 describe un modo de realización, sin estar limitado al mismo, con un solo rodillo de compresión, con un contenedor (30) que comprende una pistola de proyección (31) de polvo (32) y en la que un solo rodillo de compresión cilíndrico (33) está presente y mostrando el ángulo a'V
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
Ventajosamente, el nivel de dicho polvo en dicho contenedor está al menos situado a mitad de altura de dicho rodillo de compresión.
Es muy evidente que « el efecto de esquina » provocado por el ángulo a ''1 favorece la preimpregnación sobre una cara, pero el ensanchamiento de dicha mecha obtenido gracias al rodillo de compresión también permite tener una preimpregnación sobre la otra cara de dicha mecha. Dicho de otra manera, dicha preimpregnación se favorece sobre una cara de dicha mecha o de dichas mechas a nivel del ángulo a ''1 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R"1 (33) y la tangente vertical al rodillo de compresión R"1, pero el ensanchamiento también permite preimpregnar la otra cara.
El ángulo a ''1 es tal como se ha definido anteriormente.
El ensanchamiento de dicha mecha permite una preimpregnación de dicha mecha.
Según una segunda variante, cuando la pieza tensora es al menos un rodillo de compresión, entonces dos rodillos de compresión R"1 y R"2 están en dicho contenedor y dicha preimpregnación se efectúa a nivel del ángulo a 1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R"1 y la tangente vertical a dicho rodillo de compresión R"1 y/o a nivel del ángulo a '2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R'2 y la tangente vertical a dicho rodillo de compresión R'2 , precediendo dicho rodillo de compresión R"1 a dicho rodillo de compresión R''2 y pudiendo dicha mecha o dichas mecha pasar por encima (figura 13 y 14) o por debajo (figura 15 y 16) del rodillo R'2
Ventajosamente, los dos rodillos de compresión tienen una forma idéntica o diferente y se eligen entre una forma convexa, cóncava o cilíndrica.
Ventajosamente, los dos rodillos de compresión son idénticos y cilindricos no acanalados y en particular metálicos. El diámetro de los dos rodillos de compresión también puede ser idéntico o diferente y es tal como se ha definido anteriormente.
Ventajosamente, el diámetro de los dos rodillos de compresión es idéntico.
Los dos rodillos de compresión R"1 y R'2 pueden estar al mismo nivel uno respecto al otro y respecto al fondo del contenedor (figuras 14 y 15) o espaciados uno respecto al oro y respecto al fondo del contenedor, siendo la altura del rodillo de compresión R"1 superior o inferior a la del rodillo de compresión R'2 respecto al fondo del contenedor (figuras 13 y 16).
Ventajosamente, cuando los dos rodillos están a alturas diferentes y la mecha pasa por encima del rodillo R '2 , entonces a "2 está comprendido entre 0 y 90°.
Ventajosamente, dicha preimpregnación se efectúa, por lo tanto, a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R"1 y la tangente vertical a dicho rodillo de compresión sobre una cara de dicha mecha y a nivel del ángulo a '2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R''2 y la tangente vertical a dicho rodillo de compresión R'2 sobre la cara opuesta de dicha mecha lo que se obtiene pasando por encima del rodillo R '2.
Ventajosamente, dicha mecha en este modo de realización está sujeta a un ensanchamiento a nivel de cada ángulo a ''1 y a''2.
La figura 14 describe un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R"1 y R '2 , precediendo R"1 a R '2 , con un contenedor (30) que comprende un pistola de proyección (31) de polvo (32) en el cual los dos rodillos de compresión cilindricos, al mismo nivel y uno al lado del otro, están presentes y muestran el caso donde dicha o dichas mechas vuelven a salir entre dichos rodillos de compresión R"1 y R''2.
En este caso, el ángulo a ''2 es igual a 0 y la dicha o las dichas mechas pasan por encima del rodillo R''2.
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
De manera alternativa, dicha mecha o dichas mechas se desplazan en la entrada entre dichos rodillos de compresión R"i y R''2 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R''2.
Ventajosamente, dicha mecha o dichas mechas están en contacto de entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R"1 y vuelven a salir al exterior del rodillo de compresión R''2 después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R''2 , bajo el rodillo R''2 , siendo el ángulo a''2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R''2 y la tangente vertical a dicho rodillo de compresión R'2 En este caso, el ángulo a''2=90°.
Dicha preimpregnación se efectúa, por lo tanto, a nivel del ángulo a1 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R"1 y la tangente vertical a dicho rodillo de compresión sobre una cara de dicha mecha y a nivel del ángulo a"2 formado por dicha mecha o dichas mechas entre la entrada de dicho rodillo de compresión R''2 y la tangente vertical a dicho rodillo de compresión R''2 sobre la misma cara de dicha mecha, pero el ensanchamiento también permite preimpregnar la otra cara.
Ventajosamente, dicha mecha en este modo de realización está sujeta a un ensanchamiento a nivel de cada ángulo a''1 y a''2.
La figura 15 presenta un ejemplo de modo de realización con dos rodillos de compresión R"1 y R''2 al mismo nivel uno respecto al otro.
Según otro modo de realización de la segunda variante, cuando dos rodillos de compresión están presentes, entonces la distancia entre los dos rodillos de compresión R"1 y R''2 está comprendida entre 0,15 mm y la longitud equivalente a la dimensión máxima del contenedor, preferentemente comprendida entre 10 mm y 50 mm y la diferencia de altura entre los dos rodillos de compresión R"1 y R''2 está comprendida entre 0 y la altura correspondiente a la altura máxima del contenedor sustraída de los diámetros de los dos rodillos de compresión, preferentemente comprendida entre 0,15 mm y la altura correspondiente a la altura máxima del contenedor sustraída de los diámetros de los dos rodillos de compresión, más preferentemente a una diferencia de altura comprendida entre 10 mm y 300 mm, siendo R''2 el rodillo de compresión superior.
La figura 16 describe un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R"1 y R''2 , precediendo R"1 a R''2 , con un contenedor (30) que comprende cada uno una pistola de proyección (31) de polvo (32) y en la que están presentes dos rodillos de compresión cilíndricos a niveles diferentes y muestran el ángulo a''1 y a''2.
El flujo de proyección de dicho polvo por cada pistola sobre dicho material fibroso es idéntico o diferente, en particular idéntico.
El diámetro de los rodillos de compresión R"1 y R''2 se presenta como idéntico en las figuras 13, 14, 15 y 16, pero el diámetro de cada rodillo de compresión cilíndrico puede ser diferente, pudendo ser el diámetro del rodillo de compresión R"1 superior o inferior al del rodillo de compresión R''2 en la gama tal como se ha definido anteriormente.
Ventajosamente, el diámetro de los dos rodillos de compresión es idéntico.
No se apartaría del marco de la invención si el rodillo de compresión R"1 fuera superior al rodillo de compresión R''2.
Según una tercera variante, cuando dos rodillos de compresión están presentes y a niveles diferentes, entonces está además presente al menos un tercer rodillo de compresión R''3 y situado entre los rodillos de compresión R"1 y R''2 en el sentido de la altura (figura 17). Cada rodillo de compresión comprende una pistola de proyección (31) de polvo (32) y el flujo de proyección de dicho polvo por cada pistola sobre dicho material fibroso en entrada de rodillo es idéntico o diferente, en particular idéntico.
Ventajosamente dicha mecha o dichas mechas están en contacto de entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R"1, después con una parte o la totalidad de la superficie de dicho rodillo de compresión R''3 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R''2.
Ventajosamente, dicha preimpregnación se efectúa sobre una cara de dicha mecha o de dichas mechas a nivel del ángulo a 1 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R"1 y la tangente vertical al rodillo de compresión R"1, así como a nivel del ángulo a"3 formado por dicha mecha o dichas mechas y la tangente vertical al rodillo de compresión R''3 y sobre la otra cara a nivel del ángulo a2 formado por dicha mecha o dichas mechas y la tangente vertical al rodillo de compresión R''2.
Ventajosamente, cuando están presentes dos rodillos de compresión a niveles diferentes y está además presente un tercer rodillo de compresión R''3, entonces el ángulo a''2 formado por dicha mecha o dichas mechas entre la entrada de dicho al menos un rodillo de compresión R''2 y la tangente vertical a dicho rodillo de compresión R''2 , está comprendida entre 180° y 45°, en particular entre 120° y 60.
Ventajosamente, el ángulo a"3 está comprendido entre 0° y 180°, ventajosamente entre 45° y 135°.
La figura 17 describe un modo de realización, sin estar limitado al mismo, con un contenedor (30) que comprende dos rodillos de compresión R"1 y R''2 , precediendo R"1 a R''2 , y un tercer rodillo de compresión R''3 y que muestra los ángulos a"1, a "2 y a''3.
El diámetro de los rodillos de compresión R"1, R''2 y R''3 se presenta como idéntico en la figura 17, pero el diámetro de cada rodillo de compresión cilíndrico puede ser diferente, o dos rodillos de compresión pueden tener el mismo diámetro y el tercero un diámetro diferente superior o inferior, en la gama tal como se ha definido anteriormente. Ventajosamente, el diámetro de los tres rodillos de compresión es idéntico.
Ventajosamente, en esta tercera variante, se efectúa un segundo control del ensanchamiento de dicha mecha o de dichas mechas a nivel del rodillo de compresión R''3 y se efectúa un tercer control del ensanchamiento a nivel del rodillo de compresión R''3.
El flujo de proyección en esta tercera variante es tal como se ha definido anteriormente.
No se apartaría del marco de la invención si en esta tercera variante, dicha mecha o dichas mechas están en contacto de entrada con una parte o la totalidad de la superficie de dicho rodillo de compresión R"1, después con una parte o la totalidad de la superficie de dicho rodillo de compresión R''2 y vuelven a salir después de haber estado en contacto con una parte o la totalidad de la superficie de dicho rodillo de compresión R''3.
Ventajosamente, en otra variante, están presentes seis a diez rodillos y al mismo nivel.
Ventajosamente, el flujo de proyección en el contenedor está comprendido entre 10 g/min y 400 g/min, en particular entre 20 y 150 g/min.
Ventajosamente, el diámetro en volumen D90 de las partículas de polvo de polímero termoplástico está comprendido entre 30 y 500 gm, ventajosamente entre 80 y 300 gm.
Ventajosamente, el diámetro en volumen D10 de las partículas de polvo de polímero termoplástico está comprendido entre 5 y 200 gm, ventajosamente entre 15 y 100 gm.
Ventajosamente, el diámetro en volumen de las partículas de polvo de polímero termoplástico está comprendido en la relación D90/D10, o sea comprendido entre 1,5 y 50, ventajosamente entre 2 y 10.
Ventajosamente, el diámetro medio D50 en volumen de las partículas de polvo de polímero termoplástico está comprendido entre 10 y 300 gm, principalmente entre 30 y 200 gm, más particularmente entre 45 y 200 gm.
Los diámetros en volumen de las partículas (D10, D50 y D90) se definen según la norma ISO 9276 :2014.
El « D50 » corresponde al diámetro medio en volumen, es decir, el valor del tamaño de partícula que divide la población de partículas examinada exactamente en dos.
El « D90 » corresponde al valor al 90 % de la curva acumulada de la distribución granulométrica en volumen.
El « D10 » corresponde al tamaño del 10 % del volumen de las partículas.
Según otro modo de realización del procedimiento según la invención, una fileta está presente antes del contenedor para el control de la tensión de dicha mecha o de dichas mechas a la entrada del contenedor.
Opcionalmente, en el procedimiento según la invención, uno o varios tensores están presentes después del contenedor.
Opcionalmente, se aplica una diferencia de tensión entre la entrada y la salida del contenedor utilizado para la etapa de preimpregnación mediante un freno.
Etapa de calentamiento:
Una primera etapa de calentamiento puede ser inmediatamente consecutiva a la etapa de preimpregnación o de otras etapas que pueden intervenir entre la etapa de preimpregnación y la etapa de calentamiento y sea cual sea el sistema elegido para efectuar la etapa de preimpregnación, y principalmente con un sistema elegido entre un lecho fluidizado, una pulverización por pistola y la vía fundida, principalmente a gran velocidad, en particular un lecho fluidizado.
No obstante, la primera etapa de calentamiento aplicada por un sistema de calentamiento equipado con al menos una pieza tensora (E) no corresponde a una calandria calefactora, y al menos un sistema de calentamiento se efectúa siempre antes de la etapa de calandrado que es necesaria para alisar y conformar la cinta.
Ventajosamente, dicha primera etapa de calentamiento es inmediatamente consecutiva a la etapa de preimpregnación. La expresión « inmediatamente consecutiva » significa que no hay ninguna etapa intermedia entre la etapa de preimpregnación y dicha etapa de calentamiento. Ventajosamente, se efectúa una sola etapa de calentamiento, inmediatamente consecutiva a la etapa de preimpregnación.
Dicho al menos un sistema de calentamiento se elige entre una lámpara infrarroja, una lámpara UV y un calentamiento por convección.
Al estar en contacto el materia fibroso con la o las pieza(s) tensora(s) en el sistema de calentamiento, y el tensor ser conductor, el sistema de calentamiento se efectúa, por tanto, igualmente por conducción.
Ventajosamente, dicho al menos un sistema de calentamiento se elige entre una lámpara infrarroja.
Ventajosamente, dicha al menos una pieza tensora (E) es un rodillo de compresión R’i de forma convexa, cóncava o cilíndrica.
Debe indicarse que los rodillos de compresión correspondientes a las piezas tensoras (E) y (E') pueden ser idénticos o diferentes, ya sea a nivel del material o de la forma y sus características (diámetro, longitud, anchura, altura... en función de la forma). La forma convexa es favorable para el ensanchamiento, mientras que la forma cóncava es desfavorable para el ensanchamiento, aunque se efectúa, no obstante.
La al menos una pieza tensora (E) puede ser igualmente una alternancia de forma convexa y cóncava. En este caso, el desplazamiento de la mecha sobre un rodillo de compresión de forma convexa provoca el ensanchamiento de dicha mecha, después el desplazamiento de la mecha sobre un rodillo de compresión de forma cóncava provoca la retractación de la mecha y así permite de inmediato, si es necesario, mejorar la homogeneidad de la impregnación, principalmente a fondo.
La expresión « rodillo de compresión » significa que la mecha que se desplaza se apoya parcialmente o totalmente sobre la superficie de dicho rodillo de compresión, lo que induce el ensanchamiento de dicha mecha.
Los rodillos pueden ser libres (en rotación) o fijos.
Pueden ser lisos, estriados o gorjeados.
Ventajosamente, los rodillos son cilíndricos y estriados. Cuando los rodillos son estriados, pueden estar presentes dos estrías en sentido opuesto una de la otra, saliendo del centro de dicho rodillo lo que permite así el alejamiento de las mechas hacia el exterior del rodillo o en sentido opuesto una de la otra saliendo del exterior de dicho rodillo lo que permite así volver a llevar las mechas hacia el centro del rodillo.
Cualquiera que sea el sistema utilizado para la etapa de preimpregnación, se produce un primer ensanchamiento durante esta etapa, principalmente si la etapa de preimpregnación se efectúa con la utilización de piezas tensoras (E'), tal como en un lecho fluidizado con al menos un tensor como se ha descrito anteriormente.
Se produce un primer ensanchamiento de la mecha a nivel de dichos rodillos de compresión correspondientes a las piezas tensoras (E') con « efecto de esquina » gracias al desplazamiento parcial o total de dicha mecha sobre la o las dichas piezas tensoras (E') y se produce un segundo ensanchamiento durante la etapa de calentamiento, a nivel de dichos rodillos de compresión correspondientes a las piezas tensoras (E) gracias al desplazamiento parcial o total de dicha mecha sobre la o las dichas piezas tensoras (E). Este segundo ensanchamiento está precedido del paso de la mecha en el sistema de calentamiento, antes de su desplazamiento parcial o total sobre la o las dichas piezas tensoras (E) de una retractación de la mecha gracias a la fusión del polímero sobre dicha mecha.
Este segundo ensanchamiento combinado con la fusión de dicha matriz de polímero por el sistema de calentamiento y la retractación de la mecha permiten homogeneizar la preimpregnación y finalizar así la impregnación y tener así una impregnación a fondo y tener una tasa elevada de fibras en volumen, principalmente constante en al menos el 70 % del volumen de la banda o cinta, principalmente en al menos el 80 % del volumen de la banda o cinta, en particular en al menos el 90 % del volumen de la banda o cinta, más particularmente en al menos el 95 % del volumen de la banda o cinta, así como disminuir la porosidad.
El ensanchamiento es función del material fibroso utilizado. Por ejemplo, el ensanchamiento de un material de fibra de carbono es mucho más importante que el de una fibra de lino. El ensanchamiento también es función del número de fibras en la mecha, de su diámetro medio y de su cohesión según el apresto.
El diámetro de dicho al menos un rodillo de compresión (tensor (E)) está comprendido entre 3 mm y 100 mm, preferentemente entre 3 mm y 20 mm, en particular entre 5 mm y 10 mm.
Por debajo de 3 mm, la deformación de la fibra inducida por el rodillo de compresión es demasiado importante.
Ventajosamente, el rodillo de compresión es cilíndrico y no acanalado y en particular es metálico.
Ventajosamente, dicha al menos una pieza tensora (E) está constituida por al menos 1 rodillo de compresión de forma cilíndrica.
Ventajosamente, dicha al menos una pieza tensora (E) está constituida por 1 a 15 rodillos de compresión (R'1 a R'15) de forma cilíndrica, preferentemente de 3 a 15 rodillos de compresión (R'3 a R'15), principalmente de 6 a 10 rodillos de
compresión (R'6 a R'10)
Es muy evidente que cualquiera que sea el número de piezas de tensores (E) presentes, están todas situadas o comprendidas en el entorno del sistema de calentamiento, es decir, que no están en el exterior del sistema de calentamiento.
Según una primera variante, dicha al menos una pieza tensora (E) está constituida por un solo rodillo de compresión, en particular de forma cilíndrica.
Ventajosamente, dicha mecha o dichas mechas forman un ángulo a '1 de 0,1 a 89°, en particular de 5 a 75°, principalmente de 10 a 45° con un primer rodillo de compresión R'1 y la tangente horizontal a dicho rodillo de compresión R'1, dicha mecha o dichas mechas se ensanchan en contacto con dicho rodillo de compresión R'1.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'1 comprendido además entre 89° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'1, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Según una segunda variante, dicha al menos una pieza tensora (E) está constituida por dos rodillos de compresión, en particular de forma cilíndrica.
Ventajosamente, dicha mecha o dichas mechas forman un ángulo a '1 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con un primer rodillo de compresión R'1 y la tangente horizontal a dicho rodillo de compresión R'1, dicha mecha o dichas mechas se ensanchan en contacto con dicho rodillo de compresión R'1.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'1 comprendido además entre 180° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'1, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Ventajosamente, un segundo rodillo R'2 de compresión está presente después de dicho primer rodillo de compresión R'1, formando dicha mecha o dichas mechas un ángulo a '2 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con dicho segundo rodillo de compresión R'2 y la tangente horizontal a dicho rodillo de compresión R'2 , dicha mecha o dichas mechas se ensanchan en contacto con dicho segundo rodillo de compresión.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'2 comprendido además entre 180° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'2 , esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
La mecha se desplaza por debajo del rodillo R'1, después por encima del rodillo R'2. Es muy evidente que el desplazamiento de la mecha por encima del rodillo R'1, después por debajo del rodillo R'2 es igualmente un modo de realización de la invención.
El rodillo R'2 puede estar situado por encima del rodillo R'1, precediendo dicho rodillo R'1 a dicho rodillo R'2.
Es igualmente evidente que el rodillo R'2 puede situarse por debajo del rodillo R'1.
La diferencia de altura entre el rodillo R'1 y el rodillo R'2 es superior o igual a 0. Ventajosamente, la diferencia de altura entre el rodillo R'1 y el rodillo R'2 está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
Ventajosamente, los dos rodillos están al mismo nivel y tienen el mismo diámetro y la diferencia de altura es entonces nula.
La distancia entre los dos rodillos está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
Según una tercera variante, dicha al menos una pieza tensora (E) está constituida por 3 rodillos de compresión, en particular de forma cilíndrica.
Ventajosamente, dicha mecha o dichas mechas forman un ángulo a '1 de 0,1 a 89°, en particular de 5 a 75°, principalmente de 10 a 45° con un primer rodillo de compresión R'1 y la tangente horizontal a dicho rodillo de compresión R'1, dicha mecha o dichas mechas se ensanchan en contacto con dicho primer rodillo de compresión.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'1 comprendido además entre 89° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'1, esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Ventajosamente, el segundo rodillo está presente después de dicho primer rodillo, formando dicha mecha o dichas mechas un ángulo a'2 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con el segundo rodillo de compresión R'2 y la tangente horizontal a dicho rodillo de compresión R'2 , dicha mecha o dichas mechas se ensanchan en contacto con dicho segundo rodillo de compresión.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'2 comprendido además entre 180° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'2 , esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
Ventajosamente, el tercer rodillo de compresión R'3 está presente después de dicho segundo rodillo de compresión R'2 , formando dicha mecha o dichas mechas un ángulo a'3 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con dicho tercer rodillo de compresión R'3 y la tangente horizontal a dicho rodillo de compresión R'3 , dicha mecha 0 dichas mechas se ensanchan en contacto con dicho tercer rodillo de compresión R'3.
No se apartaría del marco de la invención si la mecha formara un ángulo con dicha tangente horizontal a dicho rodillo de compresión R'3 comprendido además entre 180° y 360° (módulo 360°). En el caso en el que la mecha forme un ángulo de al menos 360° con dicha tangente horizontal a dicho rodillo de compresión R'3 , esto significa que la mecha ha efectuado al menos un giro completo de dicho rodillo.
La mecha se desplaza por debajo del rodillo R'1, después por encima del rodillo R'2 y después por debajo del rodillo R’3.
Es muy evidente que el desplazamiento de la mecha por encima del rodillo R'1, después por debajo del rodillo R'2 y entonces por encima del rodillo R'3 es igualmente un modo de realización de la invención.
Los tres rodillos pueden estar al mismo nivel, pero ventajosamente, el rodillo R'2 está situado por encima del rodillo R'1, y el rodillo R'3 está situado por debajo del rodillo R'2 , precediendo dicho rodillo R'1 a dicho rodillo R'2 que él mismo precede a R'3.
Son posibles todas las posiciones geométricas relativas entre los tres rodillos.
La diferencia de altura entre el rodillo más bajo y el rodillo más alto es superior o igual a 0.
Ventajosamente, la diferencia de altura entre cada uno de los tres rodillos está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
La distancia entre cada uno de los tres rodillos está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
Ventajosamente, el rodillo R'1 precede al rodillo R'3 y están al mismo nivel y el rodillo R'2 se sitúa entre el rodillo R'1 y el rodillo R'3 y se sitúa por encima de los dos otros rodillos.
La figura 1 presenta un ejemplo de sistema de calentamiento que presenta tres rodillos de compresión.
La longitud I entre la entrada del sistema de calentamiento y el primer rodillo R'1 es variable en función del polímero utilizado y de la velocidad de desplazamiento de la banda.
1 representa, por lo tanto, la longitud suficiente para que el polímero esté en fusión, al menos parcial, en particular total, a la entrada del primer rodillo.
En un modo de realización, pueden estar presentes cuatro (4) a quince (15) rodillos. De manera general, el ángulo o los ángulos a'4-i (siendo i de 4 a 15) formados por dicha o dichas mechas con los rodillos R'4-i está(n) comprendidos entre 0 a 180°, en particular de 5 a 75°, en particular de 10 a 45°.
De manera general, la diferencia de altura entre cada rodillo R'i y entre el rodillo más bajo y el rodillo más alto es superior o igual a 0.
Ventajosamente, la diferencia de altura entre cada uno de los rodillos R'i está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
De manera general, la distancia entre cada uno de los rodillos R'i, está comprendida entre 1 y 20 cm, preferentemente entre 2 y 15 cm, en particular entre 3 y 10 cm.
Ventajosamente, el porcentaje de ensanchamiento durante la etapa de calentamiento entre la entrada del primer rodillo de compresión R'1 y la salida del último rodillo de compresión R'i es de aproximadamente el 0 al 300 %, en particular del 0 al 50 %.
Ventajosamente, el porcentaje de ensanchamiento durante la etapa de calentamiento entre la entrada del primer rodillo de compresión R'1 y la salida del último rodillo de compresión R'i es de aproximadamente el 1 al 50 %.
Ventajosamente, dicho polímero termoplástico es un polímero termoplástico no reactivo. El sistema de calentamiento permite, por lo tanto, la fusión de dicho polímero termoplástico después de la preimpregnación como se ha descrito anteriormente.
Ventajosamente, dicho polímero termoplástico es un prepolímero reactivo susceptible de reaccionar con él mismo o con otro prepolímero, en función de los extremos de cadena portados por dicho prepolímero, o también con un alargador de cadena, estando dicho polímero reactivo opcionalmente polimerizado durante la etapa de calentamiento.
En función de la temperatura y/o de la velocidad de desplazamiento de la mecha, el sistema de calentamiento permite la fusión de dicho prepolímero termoplástico después de la preimpregnación como se ha descrito anteriormente sin la polimerización de dicho prepolímero con él mismo o con un alargador de cadena o de dichos prepolímeros entre ellos.
La tasa de fibras en el material fibroso impregnado está fija durante la etapa de calentamiento y ventajosamente está comprendida entre el 45 y el 65 % en volumen, preferentemente entre el 50 y el 60 % en volumen, principalmente entre el 54 y el 60 %.
Por debajo del 45 % de fibras, el refuerzo no tiene interés en lo que se refiere a las propiedades mecánicas.
Por encima del 65 %, se consiguen los límites del procedimiento y las propiedades mecánicas se vuelven a perder.
La tasa de porosidad en dicho material fibroso impregnado es inferior al 10 %, principalmente inferior al 5 %, en particular inferior al 2 %.
Puede efectuarse una segunda etapa de calentamiento después de la etapa de calandrado siguiente.
Esta segunda etapa de calentamiento permite corregir los eventuales defectos, principalmente de homogeneidad, que podrían subsistir después de la primera etapa de calentamiento.
Se efectúa con el mismo sistema que para la primera etapa.
Ventajosamente, el sistema de calentamiento de esta segunda etapa está constituido por dos rodillos.
De manera facultativa, dichas etapas de preimpregnación y de impregnación se completan por una etapa de conformación en una hilera regulada a una temperatura constante, realizándose dicha etapa de conformación antes de dicha etapa de calandrado. De manera facultativa, esta hilera es una hilera de extrusión en cabezal transversal y permite el recubrimiento de dicha mecha única o de dicha pluralidad de mechas paralelas después de la impregnación por el polvo, realizándose dicha etapa de recubrimiento antes de dicha etapa de calandrado, por un polímero termoplástico fundido, que puede ser idéntico o diferente a dicho polímero de preimpregnación, teniendo dicho polímero fundido la misma naturaleza que dicho polímero de preimpregnación.
Para esto, a la salida del sistema de calentamiento se conecta un dispositivo de recubrimiento que puede contener un cabezal transversal de recubrimiento, como se ha descrito igualmente en la patente EP0406067. El polímero de recubrimiento puede ser idéntico o diferente del polvo de polímero en el contenedor. Preferentemente, tiene la misma naturaleza. Dicho recubrimiento permite no solamente completar la etapa de impregnación de las fibras para obtener una tasa volúmica final de polímero en la gama deseada y evitar la presencia en la superficie de la mecha impregnada, de una tasa de fibras localmente demasiado importante, que perjudicaría la soldadura de las cintas durante la fabricación de la pieza compuesta, principalmente para la obtención de materiales fibrosos denominados « listos para usar » de buena calidad, sino igualmente para mejorar los rendimientos del material compuesto obtenido.
Etapa de conformado
Opcionalmente, se efectúa una etapa conformado de la mecha o de dichas mechas paralelas de dicho material fibroso impregnado.
Puede utilizarse un sistema de calandrado tal como se describe en WO 2015/121583.
Ventajosamente, se efectúa por calandrado mediante al menos una calandria calefactora en forma de cinta única unidireccional o de una pluralidad de cintas paralelas unidireccionales con, en este último caso, dicha calandria calefactora conteniendo una pluralidad de gorjas de calandrado, preferentemente hasta 200 gorjas de calandrado, en conformidad con el número de dichas cintas y con una presión y/o una separación entre los rodillos de dicha calandria regulada por un sistema controlador.
Esta etapa se efectúa siempre después de la etapa de calentamiento si solo hay una o bien entre la primera etapa de calentamiento y la segunda etapa de calentamiento cuando coexisten las dos.
Ventajosamente, la etapa de calandrado se realiza mediante una pluralidad de calandrias calefactoras, montadas en paralelo y/o en serie respecto al sentido de desplazamiento de las mechas de fibras.
Ventajosamente, dicha (o dichas) calandria(s) calefactora(s) comprende (comprenden) un sistema de calentamiento
integrado por inducción, o por microondas, preferentemente por microondas, acoplado a la presencia de cargas carbonadas en dicho polímero termoplástico o mezcla de polímeros termoplásticos.
Según otro modo de realización, está presente una prensa de banda entre el sistema de calentamiento y la calandria.
Según otro modo de realización más, está presente una hilera calefactora entre el sistema de calentamiento y la calandria.
Según otro modo de realización, está presente una prensa de banda entre el sistema de calentamiento y la calandria y está presente una hilera calefactora entre la prensa de banda y la calandria.
Modos de realización ventajosos del procedimiento de la invención
Lecho fluidizado combinado con una o dos etapas de calentamiento
Ventajosamente, el material fibroso se elige entre la fibra de carbono y la fibra de vidrio. Ventajosamente, el prepolímero termoplástico utilizado para impregnar la fibra de carbono se elige entre una poliamida, principalmente una poliamida alifática tal como PA 11 , PA 12, una PA 11/1010 y una PA 12/1010, una poliamida semiaromática, en particular una PA 11/10T, una PA 11/6T/10T, una PA MXDT/1 0 T, una PA MPMDT/10T, una PA BACT/10T, una PA BACT/6T, una PA BACT/10T/6T, una PA MXD6 y una PA MXD10, una PEEK, PEKK y una PEI o una mezcla de los mismos.
Ventajosamente, el prepolímero termoplástico utilizado para impregnar la fibra de vidrio se elige entre una poliamida, principalmente una poliamida alifática tal como PA 11 , PA 12, una PA 11/1010 y una PA 12/1010, una poliamida semiaromática, en particular una PA 11/10T, una PA 11 /6T/10 T, una PA MXDT/10T, una PA MPMDT/1 0 T, una PA BACT/10T, una PA BACT/6T, una PA BACT/10T/6T, una PA MXD6 y una PA MXD10, una PEEK, PEKK y una PEI o una mezcla de los mismos.
La tabla I siguiente reagrupa los modos de realización ventajosos según el procedimiento de la invención en el que la etapa de preimpregnación se efectúa en un contenedor que comprende para una mecha en fibra de carbono o de fibra de vidrio con uno o rodillo(x) de compresión cilíndrico(s) no acanalados:




Tabla I
En los modos de realización que comprenden PEKK o PEI, el PEKK puede estar mezclado con PEI y el PEI puede estar mezclado con PEKK en las proporciones definidas anteriormente.
Ventajosamente, en las composiciones de la tabla I definidas anteriormente en las cuales están presentes dos rodillos de compresión en el lecho fluidizado, el rodillo R2 está por encima del rodillo R1 respecto al fondo del contenedor, en particular H2-H1 está comprendido entre 1 cm y 30 cm, preferentemente entre 1 y 10 cm, en particular entre 1 cm y 3 cm, principalmente aproximadamente 2 cm y el ángulo a2 está comprendido entre 0 y 90°, en particular entre 25 y 45°C, en particular entre 25 y 35° y la mecha pasa por encima de R2.
Estos modos de realización corresponden a la figura 5.
Ventajosamente, en las composiciones de la tabla I definidas anteriormente en las cuales están presentes dos rodillos de compresión en el lecho fluidizado, el rodillo R2 está por encima del rodillo R1 respecto al fondo del contenedor, en particular H2-H1 está comprendido entre 1 cm y 30 cm, principalmente aproximadamente 2 cm y el ángulo a2 está comprendido entre 90 y 180°C, en particular entre 115 y 135°, principalmente entre 115 y 125°, y la mecha pasa por debajo de R2.
Ventajosamente, los diferentes materiales fibrosos obtenidos con los modos de realización por preimpregnación en lecho fluidizado de la tabla I son a continuación objeto de una etapa de calentamiento directamente después de la etapa de preimpregnación con un sistema de calentamiento con IR con uno, dos o tres rodillos tales como los descritos en la tabla II.

Tabla II
Opcionalmente, se efectúa una segunda etapa de calentamiento con un sistema de calentamiento IR con uno o dos rodillos según la tabla III

Tabla III
Proyección del polvo por una (o unas) boquilla(s) o una (o unas) pistola(s) por vía seca en un contenedor combinado con una o dos etapas de calentamiento
Ventajosamente, el material fibroso se elige entre la fibra de carbono y la fibra de vidrio. Ventajosamente, el polímero termoplástico utilizado para preimpregnar la fibra de carbono se elige entre una poliamida, principalmente una poliamida alifática tal como PA 11 , PA 12, PA 11/1010 o PA 12/1010, o una poliamida semiaromática, en particular una PA MXD6 y una PA MXD10, una PA 11/10T, una PA 11/6T/10T, una PA MXDT/10T o una PA MPMDT/10T, o PA BACT/10T, una PA BACT/6T, una PA BACT/10T/6T, una PEEK, una PEKK y una PEI o una mezcla de los mismos.
Ventajosamente, el polímero termoplástico utilizado para preimpregnar la fibra de vidrio se elige entre una poliamida, principalmente una poliamida alifática tal como PA 11 , PA 12, PA 11/1010 o PA 12/1010, o una poliamida semiaromática, en particular una PA MXD6 y una PA MXD10, una PA 11/10T, una PA 11/6T/10T, una PA MXDT/10T, una PA MPMDT/10T, o PA BACT/10T, una PA BACT/6T, una PA BACT/10T/6T, una PEEK, una PEKK y una PEI o una mezcla de los mismos.
La tabla IV siguiente reagrupa los modos de realización ventajosos según el procedimiento de la invención en el cual la etapa de preimpregnación se efectúa por proyección de dicho polvo por una (o unas) boquilla(s) o una (o unas) pistola(s) por vía seca en un contenedor para una mecha de fibra de carbono o de fibra de vidrio con uno o unos rodillo(s) de compresión cilíndrico(s) no acanalados:




Tabla IV
En los modos de realización que comprenden PEKK o PEI, el PEKK puede estar mezclado con PEI y el PEI puede estar mezclado con PEKK en las proporciones definidas anteriormente.
Ventajosamente, en las composiciones de la tabla IV definidas anteriormente en las cuales están presentes dos rodillos
de compresión en el contenedor, el rodillo R"2 está por encima del rodillo R"i con respecto al fondo del contenedor, en particular H2-H1 está comprendido entre 1 cm y 30 cm, preferentemente entre 1 y 10 cm, en particular entre 1 cm y 3 cm, principalmente aproximadamente 2 cm y el ángulo a "2 está comprendido entre 0 y 90°, en particular entre 25 y 45°C, en particular entre 25 y 35° y la mecha pasa por encima de R"2.
Estos modos de realización corresponden a la figura 13.
Ventajosamente, en las composiciones de la tabla IV definidas anteriormente en las cuales están presentes dos rodillos de compresión en el contenedor, el rodillo R"2 está por encima del rodillo R"1 con respecto al fondo del contenedor, en particular H2-H1 está comprendido entre 1 cm y 30 cm, principalmente aproximadamente 2 cm y el ángulo a "2 está comprendido entre 90 y 180°C, en particular entre 115 y 135°, principalmente entre 115 y 125°, y la mecha pasa por debajo de R"2.
Ventajosamente, los diferentes materiales fibrosos obtenidos con los modos de realización por preimpregnación por proyección de dicho polvo por una (o unas) boquilla(s) o una (o unas) pistola(s) por vía seca en un contenedor de la tabla IV son entonces objeto de una etapa de calentamiento directamente después de la etapa de impregnación con un sistema de calentamiento IR con uno, dos o tres rodillos tales como los descritos en la tabla V.


Tabla V
Opcionalmente, se efectúa una segunda etapa de calentamiento con un sistema de calentamiento IR con uno o dos rodillos según la tabla VI.
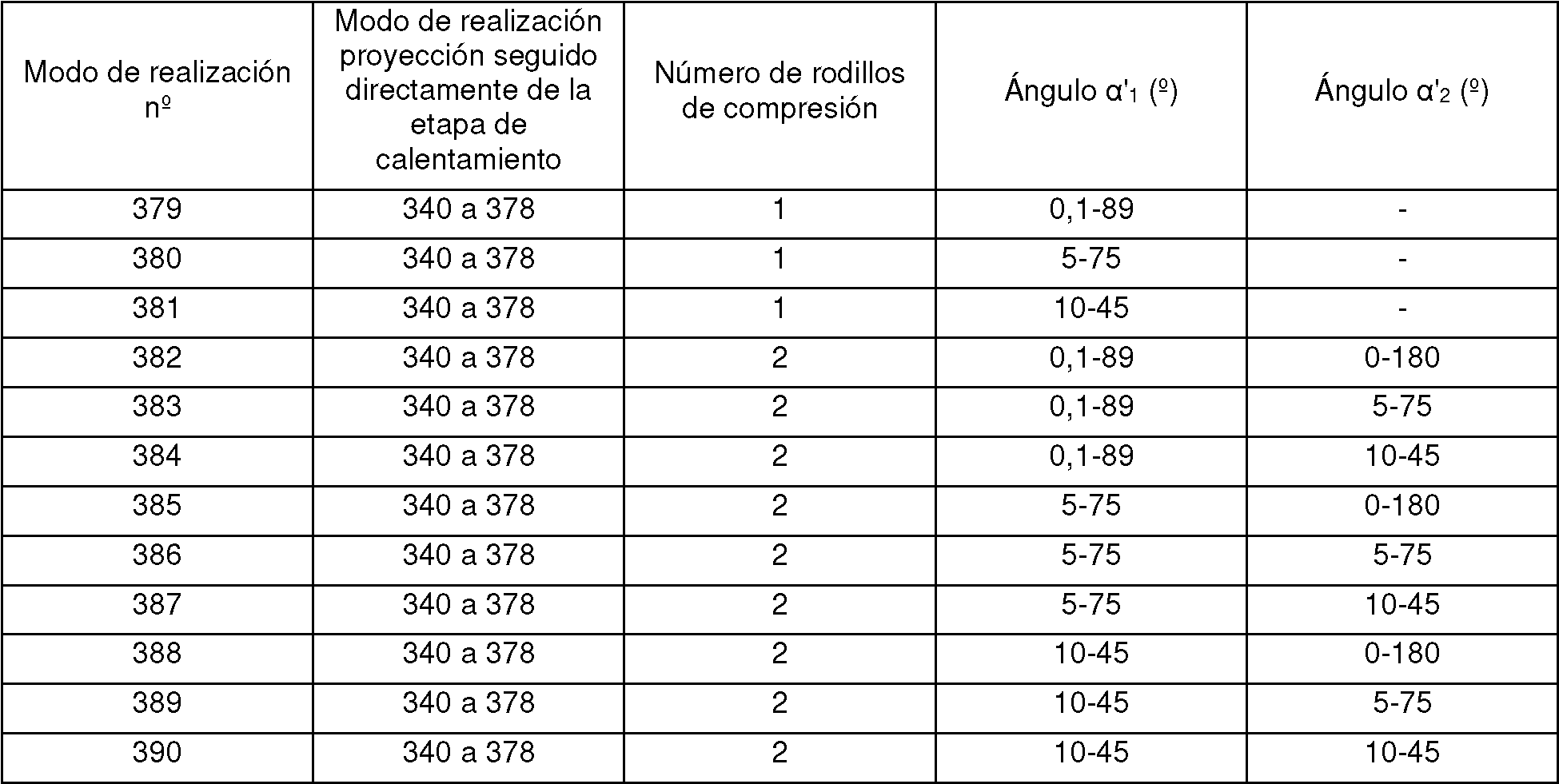
Tabla VI
Descripción de las figuras
La figura 1 presenta un esquema de un sistema de calentamiento según la invención con tres rodillos.
La figura 2 detalla un contenedor (10) que comprende un lecho fluidizado (12) con una pieza tensora, regulable en altura (22). El borde de la entrada del contenedor está equipado con un rodillo rotativo 23a sobre el cual se desplaza la mecha 21a y el borde de la salida del contenedor está equipado con un rodillo rotativo 23b sobre el cual se desplaza la mecha 21b.
La figura 3 presente describe un modo de realización con un solo rodillo de compresión, con un contenedor (10) que comprende un lecho fluidizado (12) en el cual está presente un solo rodillo de compresión cilíndrico (24) y que muestra el ángulo a1.
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
La figura 4 presenta un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R1 y R2 , precediendo R1 a R2 , con un contenedor (10) que comprende un lecho fluidizado (12) en el cual están presentes los dos rodillos de compresión cilíndricos a alturas diferentes con respecto al fondo del contenedor (R2 a una altura H2 por encima de R1 a una altura H1) y que muestran el ángulo a1 y a2.
Las flechas a nivel de la mecha de fibra indican el sentido de desplazamiento de la mecha.
La figura 5 presenta un ejemplo de modo de realización con un contenedor (10) que comprende un lecho fluidizado (12) en el cual los dos rodillos de compresión R1 y R2 son cilíndricos, al mismo nivel uno con respecto al otro y uno al lado del otro y que muestran el ángulo a 1, y el ángulo a2 = 0° y la mecha que pasa entre los 2 rodillos)
La figura 6 presenta un ejemplo de modo de realización con un contenedor (10) que comprende un lecho fluidizado
(12) en el cual los dos rodillos de compresión Ri y R2 son cilindricos, al mismo nivel uno con respecto al otro y uno al lado del otro y que muestran el ángulo a 1, y el ángulo a2 = 90° y la mecha que pasa por debajo de R2.
La figura 7 presenta un ejemplo de modo de realización con un contenedor (20) que comprende un lecho fluidizado (12) en el cual están presentes dos rodillos de compresión cilíndricos R1 y R2 , precediendo R1 a R2 , a niveles diferentes y que muestran el ángulo a 1 y a2 y la mecha pasa bajo el rodillo R2.
La figura 8 presenta un modo de realización con un contenedor (10) que comprende un lecho fluidizado (12) con dos rodillos de compresión R1 y R2, precediendo R1 a R2 , y un rodillo de compresión R3 y que muestran los ángulos a1, a2 y a3.
La figura 9 presenta una foto tomada con microscopio electrónico de barrido de una vista en corte de una mecha de fibra de carbono 6,35 mm (W) Fibra carbono Toray, 12K T700S M0E impregnada por un polvo de poliamida PA11/6T/10T de D50= 100 pm según el procedimiento descrito en WO 2015/121583 (después de calandrado). El procedimiento según WO 2015/121583 hace aparecer una ausencia de homogeneidad en varios lugares de la mecha impregnada esquematizados por las flechas blancas.
La figura 10 presenta la fluidización en función del flujo de aire. El flujo de aire aplicado al lecho fluidizado debe estar comprendido entre el flujo mínimo de fluidización (Umf) y el flujo mínimo de burbujeo (Umf)
La figura 11 detalla un contenedor (20) con una pieza tensora, regulable en altura (22). El borde de la entrada del contenedor está equipado con un rodillo rotativo 23a sobre el cual se desplaza la mecha 21a y el borde de la salida del contenedor está equipado con un rodillo rotativo 23b sobre el cual se desplaza la mecha 21 b.
La figura 12 presente describe un modo de realización con un solo rodillo de compresión, con un contenedor (30) que comprende una pistola de proyección (31) de polvo (32) en la que está presente un solo rodillo de compresión cilindrico (33) y que muestra el ángulo a"1.
Las flechas a nivel de la fibra indican el sentido de desplazamiento de la fibra.
La figura 13 presenta un modo de realización, sin estar limitado al mismo, con dos rodillos de compresión R"1 y R"2 , precediendo R"1 a R"2 , con un contenedor (30) que comprende cada uno una pistola de proyección (31) de polvo (32) y en el que están presentes los dos rodillos de compresión cilindricos que están a alturas diferentes con respecto al fondo del contenedor (R"2 a una altura H2 por encima de R"1 a una altura H1) y que muestran el ángulo a"1 y a"2. Las flechas a nivel de la mecha de fibra indican el sentido de desplazamiento de la mecha.
La figura 14 presenta un ejemplo de modo de realización con un contenedor (30) que comprende una pistola de proyección (31) de polvo (32) en la que los dos rodillos de compresión R"1 y R"2 son cilindricos, al mismo nivel uno con respecto al otro y uno al lado del otro y que muestran el ángulo a "1 , y el ángulo a '2 = 0° y la mecha pasa entre los 2 rodillos)
La figura 15 presenta un ejemplo de modo de realización con un contenedor (30) que comprende cada uno una pistola de proyección (31) de polvo (32) y en el que los dos rodillos de compresión R"1 y R''2 son cilindricos, al mismo nivel uno con respecto al otro y uno al lado del otro y que muestran el ángulo a''1, y el ángulo a '2 = 90° y la mecha pasa por debajo de R''2.
La figura 16 presenta un ejemplo de modo de realización con un contenedor (30) que comprende cada uno una pistola de proyección (31) de polvo (32) y en el que están presentes dos rodillos de compresión cilindricos R"1 y R''2 , precediendo R"1 a R''2 , a niveles diferentes y que muestran el ángulo a ''1 y a '2 y la mecha pasa bajo el rodillo R''2. La figura 17 presenta un modo de realización con un contenedor (30) con dos rodillos de compresión R"1 y R''2 , precediendo R"1 a R''2 , que comprende cada uno una pistola de proyección (31) de polvo (32) y un rodillo de compresión R''3 que comprende una pistola de proyección (31) de polvo (32) y que muestran los ángulos a''1, a ''2 y a''3. La figura 18 presenta una foto tomada con microscopio electrónico de barrido de una vista en corte de una mecha de fibra de carbono 6,35 mm (W) Fibra carbono Toray, 12K T700S 31E impregnada por un polvo de PEKK de D50= 51 pm según el procedimiento de la invención, ejemplo 2.
El diámetro de una fibra representa 7 pm.
La figura 19 presenta una foto tomada con microscopio electrónico de barrido de una vista en corte de una mecha de fibra de carbono 6,35 mm (W) Fibra carbono Toray, 12K T700S 31E impregnada por un polvo de poliamida PA MPMDT/10T de D50= 115 pm según el procedimiento de la invención, ejemplo 3.
El diámetro de una fibra representa 7 pm.
Los ejemplos siguientes ilustran de forma no limitativa el alcance de la invención.
Ejemplo 1 (ejemplo comparativo):
Una mecha dé fibra de carbono de 12K, se impregnó con PA 11/6T/10T tal como se describe en WO 2015/121583. D50=100gM.
Resultados:
Los resultados se presentan en la figura 9 y muestran una ausencia de homogeneidad en varios lugares de la mecha impregnada esquematizados por las flechas blancas.
Ejemplo 2: modo operativo general que comprende una etapa de preimpregnación de un material fibroso (fibra de carbono) por un polvo de PEKK en un contenedor que comprende un lecho fluidizado equipado con un solo rodillo y una etapa de calentamiento por infrarrojo
Se efectuó el modo operativo siguiente:
Etapa de preimpregnación
- Un rodillo de compresión cilíndrico R1 en el contenedor (L= 500 mm, l= 500 mm, H= 600 mm), diámetro 25 mm. - Tiempo de contacto de 0,3 seg en el polvo
- Ángulo a1 de 25°
- Ensanchamiento aproximadamente del 100 % (es decir, una anchura multiplicada por 2) para una mecha de fibra de carbono de carbono 6,35 mm (1/4") Toray, 12K T700S 31E
- D50 =51 gm, (D10=21 gm, D90= 97 gm) para el polvo de PEKK.
- borde del contenedor equipado con un rodillo fijo.
El material fibroso (mecha de fibra de carbono 6,35 mm (W')) se impregnó con un polímero (PEKK de granulometría definida anteriormente) según este modo operativo.
Etapa de calentamiento
El sistema de calentamiento utilizado es el descrito en la figura 1, pero con ocho rodillos cilindricos R'1 a R's fijos de diámetro 8 mm.
La velocidad de avance de la mecha es de 10 m/min
El IR utilizado tiene una potencia de 25 kW, la altura entre el infrarrojo y el rodillo superior es de 4 cm y la altura entre el infrarrojo y los rodillos inferiores es de 9 cm.
Los ángulos a '1 a a's son idénticos y de 25°.
La altura h es 20 mm
La longitud I es 1.000 mm
Los ocho rodillos están distantes entre sí por 43 mm.
Calandrado mediante dos calandrias montadas en serie equipadas con un IR de 1kW cada una después de la etapa de calentamiento.
La figura 18 presenta el material fibroso impregnado obtenido obtenido con la PEKK.
Esto demuestra la eficacia del procedimiento de impregnación por un polvo seco en lecho fluidizado con un rodillo de compresión y control del tiempo de contacto en el polvo combinado con una etapa de calentamiento.
Ejemplo 3: modo operativo general que comprende una etapa de preimpregnación de un material fibroso (fibra de carbono) por un polvo de poliamida (MPMDT/10T) en un contenedor que comprende un lecho fluidizado y equipado con un solo rodillo y una etapa de calentamiento por infrarrojo, precediendo cuatro rodillos al contenedor (tensores aguas arriba)
Los cuatro rodillos que preceden al contenedor son cilindricos y fijos con un diámetro de 8 cm
Los rodillos están distantes entre sí por 54 cm (distancia entre el primer y el último rodillo)
Etapa de preimpregnación y de calentamiento
La etapa de preimpregnación y la etapa de calentamiento son idénticas al ejemplo 2, pero el polímero utilizado es el siguiente:
D50 =115 gm, (D10=49 gm, D90= 207 gm) para el polvo de MPMDT/10T.
Calandrado mediante dos calandrias montadas en serie equipadas con un IR de 1kW cada uno después de la etapa de calentamiento.
Los resultados obtenidos son similares a los del ejemplo 2.
Ejemplo 4: Determinación de la tasa de porosidad por análisis de imagen
La porosidad se determinó por análisis de imagen sobre una mecha de fibra de carbono 6,35 mm (1/4") impregnada con MPMDT/10T en lecho fluidizado con tensores aguas arriba seguido de una etapa de calentamiento tal como se ha definido anteriormente.
Es menor del 5 %.
Ejemplo 5: Determinación de la tasa de porosidad como la diferencia relativa entre la densidad teórica y la densidad experimental (método general)
a) Los datos requeridos son:
- La densidad de la matriz termoplástica
- La densidad de las fibras
- El gramaje del refuerzo:
• masa lineal (g/m) por ejemplo para una cinta 6,35 mm ( / de pulgada) (obtenida de un solo rowing)
• masa de superficie (g/m2) por ejemplo para una cinta tape más ancha o un tejido
b) Mediciones a realizar:
El número de muestras debe ser como mínimo 30 para que el resultado sea representativo del material estudiado. Las mediciones a realizar son:
- La dimensión de las muestras tomadas:
o Longitud (si la masa lineal es conocida).
o Longitud y anchura (si la masa de superficie es conocida).
- La densidad experimental de las muestras tomadas:
o Mediciones de masa en el aire y en el agua.
- La medición de la tasa de fibras se determina según ISO 1172 : 1999 o por análisis termogravimétrico (ATG) tal como se determina, por ejemplo, en el documento B. Benzler, Applikationslabor, Mettler Toledo, Giesen, UserCom 1/2001. La medición de la tasa de fibras de carbono puede determinarse según ISO 14127 :2008.
Determinación de la tasa de fibras másica teórica:
a) Determinación de la tasa de fibras másica teórica:

Con
mi la masa lineal de la cinta,
L la longitud de la muestra y
Meair la masa de la muestra medida en el aire.
Se supone que la variación de la tasa másica de fibras está ligada directamente a una variación de la tasa de matriz sin tener en cuenta la variación de la cantidad de las fibras en el refuerzo.
b) Determinación de la densidad teórica:

Con dm y df las densidades respectivas de la matriz y de las fibras.
La densidad teórica así calculada es la densidad accesible si no hay ninguna porosidad en las muestras.
c) Evaluación de la porosidad:
La porosidad es entonces la diferencia relativa entre la densidad teórica y la densidad experimental.
Claims (27)
1. Procedimiento de fabricación de un material fibroso impregnado que comprende un material fibroso en fibras continuas y al menos una matriz de polímero termoplástico, estando dicho material fibroso impregnado realizado en una cinta única unidireccional o en una pluralidad de cintas paralelas unidireccionales comprendiendo dicho procedimiento una etapa de preimpregnación de dicho material fibroso que se presenta en forma de una mecha o de varias mechas paralelas por dicho material termoplástico y al menos una etapa de calentamiento de la matriz termoplástica que permite la fusión o el mantenimiento en fusión de dicho polímero termoplástico después de la preimpregnación,
efectuándose dicha al menos una etapa de calentamiento mediante al menos una pieza tensora (E) conductora del calor y al menos un sistema de calentamiento, con la excepción de una calandria calefactora, estando dicha mecha o dichas mechas en contacto con una parte o la totalidad de la superficie de dicha al menos una pieza tensora (E) y desplazándose parcialmente o totalmente en la superficie de dicha al menos una pieza tensora (E) presente a nivel del sistema de calentamiento,
con la exclusión de cualquier procedimiento electrostático en carga voluntaria, eligiéndose dicho al menos un sistema de calentamiento entre una lámpara infrarroja, una lámpara UV y un calentamiento por convección y siendo la tasa de porosidad de dicho material fibroso preimpregnado inferior al 10 %, principalmente inferior al 5 %, en particular inferior al 2 %.
2. Procedimiento según la reivindicación 1, caracterizado por que dicho material fibroso impregnado no es flexible.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que la preimpregnación se efectúa con un sistema elegido entre un lecho fluidizado, una pulverización por pistola y la vía fundida, principalmente a gran velocidad, en particular la preimpregnación se efectúa en lecho fluidizado.
4. Procedimiento según la reivindicación 3, caracterizado por que están presentes uno o varios tensores (E") aguas arriba de dicho sistema.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que se efectúan una etapa de preimpregnación y una etapa de calentamiento, siendo dicha etapa de calentamiento inmediatamente consecutiva a la etapa de preimpregnación.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por que dicha al menos una pieza tensora (E) es un rodillo de compresión R'i de forma convexa, cóncava o cilíndrica, preferentemente cilíndrica.
7. Procedimiento según la reivindicación 6, caracterizado por que dicha al menos una pieza tensora (E) está constituida por 1 a 15 rodillos de compresión (R'1 a R'15) de forma cilíndrica, preferentemente por 3 a 15 rodillos de compresión (R'3 a R'15), principalmente por 6 a 10 rodillos de compresión (R'6 a R'10).
8. Procedimiento según una de las reivindicaciones 6 o 7, caracterizado por que dicha mecha o dichas mechas forman un ángulo a '1 de 0,1 a 89°, en particular de 5 a 75°, principalmente de 10 a 45° con un primer rodillo de compresión R'1 y la tangente horizontal a dicho rodillo R'1, dicha mecha o dichas mechas se ensanchan en contacto con dicho primer rodillo de compresión.
9. Procedimiento según la reivindicación 6, caracterizado por que está presente un segundo rodillo R'2 después de dicho primer rodillo de compresión R'1, formando dicha mecha o dichas mechas un ángulo a '2 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con dicho segundo rodillo de compresión R'2 y la tangente horizontal a dicho rodillo R'2 , dicha mecha o dichas mechas se ensanchan en contacto con dicho segundo rodillo de compresión.
10. Procedimiento según la reivindicación 7, caracterizado por que está presente al menos un tercer rodillo R'3 después de dicho segundo rodillo R'2 , formando dicha mecha o dichas mechas un ángulo a '3 de 0 a 180°, en particular de 5 a 75°, principalmente de 10 a 45° con dicho tercer rodillo de compresión R'3 y la tangente horizontal a dicho rodillo de compresión R'3, dicha mecha o dichas mechas se ensanchan en contacto con dicho tercer rodillo de compresión R'3.
11. Procedimiento según la reivindicación 7, caracterizado por que están presentes seis a diez rodillos y al mismo nivel.
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado por que el porcentaje de ensanchamiento a la salida del último rodillo de compresión R'i, es de aproximadamente el 0 al 300 %, en particular del 0 al 50 % con respecto al de dicha o dichas mechas a la entrada del primer rodillo de compresión R'1.
13. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado por que dicho polímero termoplástico es un polímero termoplástico no reactivo.
14. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado por que dicho polímero termoplástico es un prepolímero reactivo susceptible de reaccionar con él mismo o con otro prepolímero, en función de los extremos de cadena portados por dicho prepolímero, o también con un alargador de cadena, estando dicho polímero reactivo opcionalmente polimerizado durante la etapa de calentamiento.
15. Procedimiento según una de las reivindicaciones 1 a 14, caracterizado por que dicho al menos polímero termoplástico se selecciona entre: las poli(aril étercetonas) (PAEK), en particular la poli(éterétercetona) (PEEK); las poli(aril étercetonacetona) (PAEKK), en particular la poli(étercetonacetona) (PEKK); las poliéter-imidas (PEI) aromáticas; las poliaril sulfonas, en particular las polifenileno sulfonas (PPSU) ; los poliarilsulfuros, en particular los polifenileno sulfuros (PPS); las poliamidas (PA), en particular poliamidas semiaromáticas (poliftalamidas) modificadas eventualmente por unidades de urea; las PEBA, los poliacrilatos en particular el polimetacrilato de metilo (PMMA); las poliolefinas, en particular el polipropileno, ácido poliláctico (PLA), alcohol polivinílico (PVA), y los polímeros fluorados en particular el polifluoruro de vinilideno (PVDF) o el politetrafluoroetileno (PTFE) o el policlorotrifluoroetileno (PCTFE); y sus mezclas, principalmente una mezcla de PEKK y de PEI, preferentemente del 90-10 % en peso al 60-40 % en peso, en particular del 90-10 % en peso al 70-30 % en peso.
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado por que dicho al menos polímero termoplástico es un polímero cuya temperatura de transición vítrea es tal como Tg > 80°C, principalmente > 100°C, en particular > 120°C, principalmente > 140°C, o un polímero semicristalino cuya temperatura de fusión Tf > 150°C.
17. Procedimiento según una de las reivindicaciones 1 a 16, caracterizado por que dicho al menos polímero termoplástico se selecciona entre las poliamidas, en particular las poliamidas alifáticas, las poliamidas cicloalifáticas y las poliamidas semiaromáticas (poliftalamidas), el PVDF, la PEEK, PEKK, PEI y una mezcla de PEKK y de PEI.
18. Procedimiento según una de las reivindicaciones 1 a 17, caracterizado por que la tasa de fibras en dicho material fibroso impregnado está comprendida del 45 al 65 % en volumen, preferentemente del 50 al 60 % en volumen, principalmente del 54 al 60 %.
19. Procedimiento según una de las reivindicaciones 1 a 18, caracterizado por que comprende además una etapa de conformado de dicha mecha o de dichas mechas paralelas de dicho material fibroso impregnado, por calandrado mediante al menos una calandria calefactora en forma de cinta única unidireccional o de una pluralidad de cintas paralelas unidireccionales conteniendo, en este último caso, dicha calandria calefactora una pluralidad de gorjas (73) de calandrado, preferentemente hasta 200 gorjas de calandrado, en conformidad con el número de dichas cintas y con una presión y/o una separación entre los rodillos de dicha calandria regulados por un sistema controlador,
20. Procedimiento según la reivindicación 19, caracterizado por que la etapa de calandrado se realiza mediante una pluralidad de calandrias calefactoras, montadas en paralelo y/o en serie con respecto al sentido de desplazamiento de las mechas de fibras.
21. Procedimiento según una de las reivindicaciones 19 o 20, caracterizado por que dicha (o dichas) calandria(s) calefactora(s) comprende (comprenden) un sistema de calentamiento integrado por inducción o por microondas, preferentemente por microondas, acoplado a la presencia de cargas carbonadas en dicho polímero termoplástico o mezcla de polímeros termoplásticos.
22. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado por que está presente una prensa de banda entre el sistema de calentamiento y la calandria.
23. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado por que está presente una hilera calefactora entre el sistema de calentamiento y la calandria.
24. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado por que está presente una prensa de banda entre el sistema de calentamiento y la calandria y una hilera calefactora entre la prensa de banda y la calandria.
25. Procedimiento según una de las reivindicaciones 1 a 24, caracterizado por que dichas etapas de preimpregnación y de impregnación se completan por una etapa de recubrimiento de dicha mecha única o de dicha pluralidad de mechas paralelas después de la impregnación por el polvo, realizándose dicha etapa de recubrimiento antes de dicha etapa de calandrado, por un polímero termoplástico fundido, pudiendo ser idéntico o diferente de dicho polímero de preimpregnación, siendo dicho polímero fundido preferentemente de la misma naturaleza que dicho polímero de preimpregnación, efectuándose preferentemente dicho recubrimiento por extrusión en cabezal transversal con respecto a dicha mecha única o a dicha pluralidad de mechas paralelas.
26. Procedimiento según una de las reivindicaciones 1 a 25, caracterizado por que dicho polímero termoplástico comprende además cargas carbonadas, en particular negro de carbono o nanocargas carbonadas, preferentemente elegidas entre nanocargas carbonadas, en particular grafenos y/o nanotubos de carbono y/o nanofibrillas de carbono o sus mezclas.
27. Procedimiento según una de las reivindicaciones 1 a 26, caracterizado por que dicho material fibroso comprende fibras continuas seleccionadas entre las fibras de carbono, de vidrio, de carburo de silicio, de basalto, de sílice, las fibras naturales en particular de lino o de cáñamo, de lignina, de bambú, de sisal, de seda, o celulósicas en particular de viscosa, o fibras termoplásticas amorfas de temperatura de transición vítrea Tg superior a la Tg de dicho polímero o de dicha mezcla de polímeros cuando este último es amorfo o superior a la Tf de dicho polímero o de dicha mezcla de polímeros cuando este último es semicristalino, o fibras termoplásticas semicristalinas de temperatura de fusión Tf superior a la Tg de dicho polímero o de dicha mezcla de polímeros cuando este último es amorfo o superior a la Tf de
dicho polímero o de dicha mezcla de polímeros cuando este último es semicristalino, o una mezcla de dos o de varias de dichas fibras, preferentemente una mezcla de fibras de carbono, de vidrio o de carburo de silicio, en particular fibras de carbono.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1755705A FR3067961B1 (fr) | 2017-06-22 | 2017-06-22 | Procede de fabrication d'un materiau fibreux impregne de polymere thermoplastique |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2815474T3 true ES2815474T3 (es) | 2021-03-30 |
Family
ID=60080938
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18178998T Active ES2808106T3 (es) | 2017-06-22 | 2018-06-21 | Procedimiento de fabricación de un material fibroso impregnado de polímero termoplástico |
| ES18178995T Active ES2815474T3 (es) | 2017-06-22 | 2018-06-21 | Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico |
| ES18178996T Active ES2821421T3 (es) | 2017-06-22 | 2018-06-21 | Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18178998T Active ES2808106T3 (es) | 2017-06-22 | 2018-06-21 | Procedimiento de fabricación de un material fibroso impregnado de polímero termoplástico |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18178996T Active ES2821421T3 (es) | 2017-06-22 | 2018-06-21 | Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US11938656B2 (es) |
| EP (3) | EP3418019B1 (es) |
| JP (1) | JP7041693B2 (es) |
| KR (2) | KR102329014B1 (es) |
| CN (1) | CN111183008B (es) |
| ES (3) | ES2808106T3 (es) |
| FR (1) | FR3067961B1 (es) |
| WO (1) | WO2018234439A1 (es) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3067968B1 (fr) * | 2017-06-22 | 2020-11-06 | Arkema France | Materiau fibreux impregne de polymere thermoplastique |
| FR3079164B1 (fr) * | 2018-03-23 | 2021-10-22 | Arkema France | Materiau fibreux impregne de polymere thermoplastique d'epaisseur inferieure ou egale a 100μm et son procede de preparation |
| FR3079163B1 (fr) | 2018-03-23 | 2021-10-15 | Arkema France | Nappe de materiau fibreux impregne, son procede de fabrication et son utilisation pour la fabrication de pieces composites en trois dimensions |
| FR3082771B1 (fr) * | 2018-06-22 | 2021-11-19 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique en lit fluidise |
| EP3670127A1 (fr) | 2018-12-18 | 2020-06-24 | Arkema France | Procede de fabrication d'un materiau fibreux impregne de polymere thermoplastique |
| FR3102701B1 (fr) * | 2019-11-06 | 2022-12-23 | Arkema France | Procédé d’imprégnation d’un matériau fibreux avec un système optimisé de réalimentation et de nettoyage des particules fines |
| EP3845355A1 (en) | 2019-12-31 | 2021-07-07 | SABIC Global Technologies B.V. | Resin-treated spreaded fiber layers and methods for making resin-treated spreaded fiber layers |
| FR3107466B1 (fr) | 2020-02-24 | 2022-12-30 | Arkema France | Melange de polymere thermoplastique non reactif et de polymere thermoplastique reactif et son utilisation pour la preparation de composites |
| FR3117913B1 (fr) | 2020-12-17 | 2023-07-14 | Arkema France | Procédé de fabrication d’un matériau fibreux en fibres continues imprégné de polymère thermoplastique |
| FR3119561A1 (fr) | 2021-02-05 | 2022-08-12 | Arkema France | Procede de preparation de pieces composites a fort degre de consolidation |
| FR3121681B1 (fr) | 2021-04-08 | 2024-05-03 | Arkema France | Compositions de polyamide ignifuges, leurs utilisations et leurs procedes de preparation |
| FR3121680B1 (fr) | 2021-04-08 | 2024-04-12 | Arkema France | Compositions de polyamide ignifuges, leurs utilisations et leurs procedes de preparation |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1629830C3 (de) * | 1964-04-22 | 1974-01-03 | Herbert Dr.-Ing. 6243 Falkenstein Vohrer | Verfahren und Vorrichtung zur Herstellung von in der Längs- und Querrichtung durch Textilfaden verstärkten schmalen Bändern aus thermoplastischen Kunststoffen |
| CH518165A (de) * | 1970-04-07 | 1972-01-31 | Ici Ltd | Kontinuierliches Verfahren zur Herstellung von faserverstärktem thermoplastischem Material |
| NL7412504A (nl) * | 1973-10-09 | 1975-04-11 | Ici Ltd | Werkwijze voor het vormen van koorden van met versterkte polymeren, zo gevormde voort- sels en inrichting voor het uitvoeren van werkwijze. |
| US3993726A (en) * | 1974-01-16 | 1976-11-23 | Hercules Incorporated | Methods of making continuous length reinforced plastic articles |
| US4549920A (en) * | 1981-07-28 | 1985-10-29 | Imperial Chemical Industries, Plc | Method for impregnating filaments with thermoplastic |
| DE3375488D1 (en) | 1982-07-28 | 1988-03-03 | Ici Plc | Method of producing fibre-reinforced composition |
| US4640861A (en) * | 1984-06-07 | 1987-02-03 | E. I. Du Pont De Nemours And Company | Fiber reinforced thermoplastic material |
| FR2579133B1 (fr) | 1985-03-25 | 1987-09-25 | Atochem | Materiau composite polymere thermoplastique renforce de fibres, son procede de fabrication |
| FR2584258B1 (fr) | 1985-06-28 | 1995-04-14 | Elf Aquitaine | Procede et dispositif pour le traitement thermique d'un element conducteur au moins partiellement constitue d'un materiau conducteur |
| DE3540389C1 (de) * | 1985-11-14 | 1991-09-26 | Santrade Ltd | Vorrichtung zur Herstellung von glasmattenverstaerkten Thermoplasten |
| FR2613661B1 (fr) * | 1987-04-09 | 1989-10-06 | Atochem | Procede de fabrication de profiles de resine thermoplastique renforces de fibres continues, appareillage pour leur obtention |
| FR2625705B1 (fr) | 1988-01-11 | 1990-04-27 | Arjomari Prioux | Feuille de materiau thermoplastique renforce et son procede de preparation |
| DE3810598A1 (de) | 1988-03-29 | 1989-10-12 | Bayer Ag | Metallfasern enthaltende verbundstoffe sowie deren verwendung zur herstellung von formteilen zur abschirmung von elektromagnetischer strahlung |
| US5171630A (en) | 1989-04-17 | 1992-12-15 | Georgia Tech Research Corporation | Flexible multiply towpreg |
| US5006373A (en) * | 1989-06-19 | 1991-04-09 | General Electric Company | Method and apparatus for coating fibers with thermoplastics |
| FR2648957B1 (fr) | 1989-06-22 | 1991-11-15 | France Etat Armement | Materiau composite a caracteristiques modulables par preimpregnation d'une fibre continue |
| FR2653436A1 (fr) | 1989-10-24 | 1991-04-26 | Atochem | Copolyesters aromatiques thermotropes et leur procede de preparation. |
| DE4118505C2 (de) * | 1991-06-06 | 2000-05-25 | Monforts Gmbh & Co A | Schmierkanal |
| DE69130172T2 (de) | 1991-11-28 | 1999-05-12 | Solutia Europ Nv Sa | Nylon Pultrusionsverfahren |
| FR2694009B1 (fr) | 1992-07-24 | 1994-10-21 | Atochem Elf Sa | Polymères et copolymères issus de l'addition d'oligomères à terminaisons di-carboxy et de bisoxazines ou bisoxazolines, et leur procédé d'obtention. |
| FR2694008B1 (fr) | 1992-07-24 | 1994-10-21 | Atochem Elf Sa | Polymères et copolymères issus de l'addition d'oligomères à terminaisons di-amino et di-hydroxy et de bisoxazinones ou de bisoxazolinones, et leur procédé d'obtention. |
| US6011111A (en) | 1993-10-18 | 2000-01-04 | The Dow Chemical Company | Hydroxy-phenoxyether polymer thermoplastic composites |
| US5756206A (en) * | 1995-03-15 | 1998-05-26 | Custom Composite Materials, Inc. | Flexible low bulk pre-impregnated tow |
| FR2733757B1 (fr) | 1995-04-27 | 1997-06-20 | Atochem Elf Sa | Polymeres et copolymeres issus de l'addition d'oligomeres a terminaisons di-carboxy et de bisimidazolines, et leur procede d'obtention |
| JPH08294918A (ja) | 1995-04-27 | 1996-11-12 | Toray Ind Inc | Frtp品製造用素材およびその製造方法 |
| FR2743822B1 (fr) | 1996-01-19 | 1998-03-20 | Vetrotex France Sa | Procede et dispositif de fabrication d'un materiau composite |
| EP1045749B1 (de) | 1998-01-16 | 2003-04-16 | Neopreg AG | Verfahren zum beschichten von fasern |
| EP1029893B1 (en) | 1999-02-16 | 2004-12-01 | Nichias Corporation | Resin composition |
| FR2858626B1 (fr) | 2003-08-05 | 2005-10-07 | Atofina | Polyamides semi aromatiques souple a faible reprise en humidite |
| KR101438248B1 (ko) | 2007-03-20 | 2014-09-04 | 도레이 카부시키가이샤 | 성형 재료 |
| BRPI0808908B1 (pt) | 2007-03-21 | 2018-12-18 | Technip France | conduto flexível submarino destinado ao transporte de hidrocarbonetos. |
| ATE445660T1 (de) | 2007-05-03 | 2009-10-15 | Ems Patent Ag | Teilaromatische polyamidformmassen und deren verwendungen |
| US8273286B2 (en) | 2007-09-10 | 2012-09-25 | Fram Jerry R | Positive pressure shear impregnator and wetout |
| WO2009122259A1 (en) * | 2008-03-30 | 2009-10-08 | Iq Tec Switzerland Gmbh | Apparatus and method for making reactive polymer pre-pregs |
| FR2967371B1 (fr) | 2010-11-17 | 2014-04-25 | Arkema France | Procede de fabrication de materiau fibreux pre-impregne de polymere thermodurcissable |
| EP2725055B1 (en) * | 2011-06-24 | 2017-10-11 | Toray Industries, Inc. | Molding material, molding method using same, method for producing molding material, and method for producing fiber-reinforced composite material |
| JP5589973B2 (ja) | 2011-06-24 | 2014-09-17 | 東レ株式会社 | 成形材料の製造方法 |
| FR2981653B1 (fr) | 2011-10-25 | 2014-08-22 | Arkema France | Materiau composite thermoplastique renforce de fibres synthetiques et procede de fabrication |
| CN108192278B (zh) * | 2011-12-09 | 2020-12-29 | 提克纳有限责任公司 | 不对称纤维增强聚合物带材 |
| JP5774465B2 (ja) * | 2011-12-27 | 2015-09-09 | フクビ化学工業株式会社 | 繊維強化プラスチック製テープの製造方法およびそれに用いる製造装置 |
| FR2991331B1 (fr) | 2012-06-01 | 2015-05-15 | Arkema France | Materiau composite thermoplastique a base de fibres naturelles |
| FR2997035B1 (fr) | 2012-10-23 | 2016-07-01 | Arkema France | Procede de fabrication d'une piece composite thermoplastique, par injection-compression-moulage sous vide, dispositif de mise en œuvre et piece ainsi obtenue |
| FR2997089B1 (fr) | 2012-10-23 | 2015-11-13 | Arkema France | Materiau composite thermoplastique a base de polyamide semi-cristallin et procede de fabrication |
| FR2997036B1 (fr) | 2012-10-23 | 2015-01-16 | Arkema France | Procede de fabrication d'une piece composite thermoplastique en moule ferme, avec injection dans un moule froid |
| CN104918772A (zh) * | 2012-12-20 | 2015-09-16 | 提克纳有限责任公司 | 用于形成纤维增强聚合物带材的系统和方法 |
| JPWO2015046290A1 (ja) * | 2013-09-26 | 2017-03-09 | 東レ株式会社 | 一方向性繊維強化テープおよびその製造方法、ならびにそれを用いた成形体およびその製造方法 |
| US10961360B2 (en) | 2014-01-10 | 2021-03-30 | Komatsu Matere Co., Ltd. | Fiber-reinforced resin material and molded fiber-reinforced resin body obtained using the same |
| FR3017330B1 (fr) | 2014-02-13 | 2016-07-22 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique en utilisant une dispersion aqueuse de polymere |
| FR3017329B1 (fr) | 2014-02-13 | 2016-07-29 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique en lit fluidise |
| FR3017320B1 (fr) | 2014-02-13 | 2016-07-22 | Arkema France | Procede de preparation d'un materiau fibreux pre-impregne par polymere thermoplastique a l'aide d'un gaz supercritique |
| FR3019825B1 (fr) | 2014-04-15 | 2017-10-27 | Arkema France | Materiau composite thermoplastique a base de polyamide semi-cristallin et procede de fabrication |
| FR3019822B1 (fr) | 2014-04-15 | 2017-10-20 | Arkema France | Procede de fabrication d'un materiau thermoplastique a base de polyamide semi-cristallin |
| FR3019826B1 (fr) | 2014-04-15 | 2017-10-20 | Arkema France | Composition thermoplastique a base de polyamide polymere issu d'un prepolymere et d'un allongeur de chaine et procede de fabrication |
| WO2016053465A1 (en) | 2014-09-30 | 2016-04-07 | E. I. Du Pont De Nemours And Company | Acoustic emission reduction of composites containing semi-aromatic polyamides |
| FR3027546B1 (fr) | 2014-10-24 | 2017-07-21 | Porcher Ind | Meches poudrees par procede electrostatique |
| FR3037962B1 (fr) | 2015-06-24 | 2019-11-29 | Arkema France | Procede en moule ouvert pour un materiau composite de matrice en polyamide semi-cristallin renforce fibres a partir de composition precurseur reactive de prepolymere |
| FR3039554B1 (fr) | 2015-07-29 | 2018-12-07 | Arkema France | Procede pour materiau fibreux pre-impregne par un polymere thermoplastique a l'aide d'un polymere a cristaux liquides |
| US10982041B2 (en) | 2016-02-25 | 2021-04-20 | Swancor Advanced Materials Co., Ltd. | Epoxy resin oligomer |
| FR3061066B1 (fr) * | 2016-12-22 | 2020-02-14 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique en lit fluidise |
| FR3061069B1 (fr) * | 2016-12-22 | 2020-05-01 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique sous forme de poudre seche |
| FR3061068B1 (fr) * | 2016-12-22 | 2020-02-14 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique sous forme de poudre |
| FR3061067B1 (fr) * | 2016-12-22 | 2020-02-14 | Arkema France | Procede de fabrication d'un materiau fibreux pre-impregne de polymere thermoplastique par projection |
| FR3067969B1 (fr) | 2017-06-22 | 2022-08-12 | Arkema France | Materiau fibreux impregne de prepolymere thermoplastique reactif |
| FR3067968B1 (fr) | 2017-06-22 | 2020-11-06 | Arkema France | Materiau fibreux impregne de polymere thermoplastique |
| FR3067962B1 (fr) | 2017-06-22 | 2020-11-06 | Arkema France | Procede de fabrication d'un materiau fibreux impregne de polymere thermoplastique |
-
2017
- 2017-06-22 FR FR1755705A patent/FR3067961B1/fr not_active Expired - Fee Related
-
2018
- 2018-06-21 KR KR1020207002365A patent/KR102329014B1/ko active IP Right Grant
- 2018-06-21 EP EP18178998.3A patent/EP3418019B1/fr active Active
- 2018-06-21 EP EP18178995.9A patent/EP3418017B1/fr active Active
- 2018-06-21 WO PCT/EP2018/066564 patent/WO2018234439A1/fr active Application Filing
- 2018-06-21 JP JP2019569770A patent/JP7041693B2/ja active Active
- 2018-06-21 ES ES18178998T patent/ES2808106T3/es active Active
- 2018-06-21 EP EP18178996.7A patent/EP3418018B1/fr active Active
- 2018-06-21 KR KR1020217035217A patent/KR102447842B1/ko active IP Right Grant
- 2018-06-21 US US16/623,946 patent/US11938656B2/en active Active
- 2018-06-21 ES ES18178995T patent/ES2815474T3/es active Active
- 2018-06-21 ES ES18178996T patent/ES2821421T3/es active Active
- 2018-06-21 CN CN201880052546.8A patent/CN111183008B/zh active Active
-
2021
- 2021-05-24 US US17/327,831 patent/US20210276225A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018234439A1 (fr) | 2018-12-27 |
| ES2808106T3 (es) | 2021-02-25 |
| EP3418019B1 (fr) | 2020-05-20 |
| US11938656B2 (en) | 2024-03-26 |
| EP3418018B1 (fr) | 2020-08-26 |
| ES2821421T3 (es) | 2021-04-26 |
| CN111183008A (zh) | 2020-05-19 |
| KR102329014B1 (ko) | 2021-11-18 |
| FR3067961B1 (fr) | 2020-11-06 |
| JP7041693B2 (ja) | 2022-03-24 |
| KR20200021522A (ko) | 2020-02-28 |
| KR102447842B1 (ko) | 2022-09-26 |
| EP3418019A1 (fr) | 2018-12-26 |
| JP2020524727A (ja) | 2020-08-20 |
| EP3418017B1 (fr) | 2020-07-29 |
| US20200223102A1 (en) | 2020-07-16 |
| EP3418018A1 (fr) | 2018-12-26 |
| EP3418017A1 (fr) | 2018-12-26 |
| CN111183008B (zh) | 2022-04-19 |
| KR20210133324A (ko) | 2021-11-05 |
| FR3067961A1 (fr) | 2018-12-28 |
| US20210276225A1 (en) | 2021-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2815474T3 (es) | Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico | |
| ES2812723T3 (es) | Procedimiento de fabricación de un material fibroso preimpregnado con polímero termoplástico en lecho fluidizado | |
| ES2809228T3 (es) | Procedimiento de fabricación de un material fibroso impregnado con polímero termoplástico | |
| ES2894921T3 (es) | Material fibroso impregnado con polímero termoplástico | |
| ES2917220T3 (es) | Procedimiento de fabricación de un material fibroso preimpregnado con polímero termoplástico en forma de polvo | |
| JP2020501951A (ja) | 射出により熱可塑性ポリマーを予備含浸させた繊維材料の製造方法 | |
| JP2020501949A (ja) | 乾燥粉末形態の熱可塑性ポリマーを予備含浸させた繊維材料の製造方法 | |
| JP2020524615A5 (es) | ||
| JP2023027050A (ja) | 100μm以下の厚さを有する熱可塑性ポリマーを含侵した繊維材料、およびその生産方法 | |
| CN113226683B (zh) | 用热塑性聚合物浸渍的纤维质材料的制造方法 | |
| CN113226682B (zh) | 用于在流化床中制造预浸渍有热塑性聚合物的纤维质材料的方法 | |
| JP2023554435A (ja) | 連続繊維から作製され、熱可塑性樹脂ポリマーを含浸させた繊維材料の製造方法 | |
| CN113226682A (zh) | 用于在流化床中制造预浸渍有热塑性聚合物的纤维质材料的方法 |