EP4563784A1 - Verfahren und messer zum trennen einer glasscheibe von einem abstandhalter - Google Patents
Verfahren und messer zum trennen einer glasscheibe von einem abstandhalter Download PDFInfo
- Publication number
- EP4563784A1 EP4563784A1 EP24216412.7A EP24216412A EP4563784A1 EP 4563784 A1 EP4563784 A1 EP 4563784A1 EP 24216412 A EP24216412 A EP 24216412A EP 4563784 A1 EP4563784 A1 EP 4563784A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- knife
- spacer
- glass pane
- longitudinal extent
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/02—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a stationary cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/02—Means for moving the cutting member into its operative position for cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/086—Means for treating work or cutting member to facilitate cutting by vibrating, e.g. ultrasonically
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0053—Cutting members therefor having a special cutting edge section or blade section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D2007/011—Means for holding or positioning work by clamping claws, e.g. in high speed slicers for food products
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67365—Transporting or handling panes, spacer frames or units during assembly
- E06B2003/67378—Apparatus travelling around the periphery of the pane or the unit
Definitions
- the invention relates to a method for separating at least one glass pane of an insulating glass element from a spacer arranged laterally on an inner surface of the glass pane, wherein the spacer is glued to the inner surface of the glass pane and wherein the spacer is severed in a separating step at least partially, preferably entirely, by an oscillating knife penetrating into the spacer along a longitudinal extent of the spacer and transversely to the longitudinal extent, while the oscillating knife moves in the cutting direction of the knife along the longitudinal extent of the spacer relative to the glass pane.
- the invention relates to a knife for separating a glass pane of an insulating glass element from a spacer arranged laterally on an inner surface of the glass pane.
- Insulating glass units are also known as multi-pane insulating glass units.
- a typical insulating glass unit comprises at least two parallel and spaced-apart glass panes, between which there is an air- or gas-filled, gas- and moisture-tight, sealed space of a defined width.
- the sealed space is formed by the glass panes and a surrounding spacer, which is bonded to the inner surfaces of the panes.
- the spacer is usually made of a profile tube made of steel, aluminum, or plastic, bent to shape and perforated towards the gap. Alternatively, spacers are also made of tape-wound profiles. Butyl is usually used to bond such spacers to the glass panes. A secondary seal, usually made of Diacol, silicone, or Similar applied to increase the rigidity of the insulating glass element.
- the spacer can also consist of an extruded plastic bead that is applied directly to the inner surface of a glass pane in the area of the glass edge before another glass pane is pressed with its inner surface onto the plastic bead.
- the individual glass panes By dismantling insulating glass units, the individual glass panes, separated by spacers, can be reused either as raw material for remelting as cullet or as reusable panes in new products. Reusing the panes eliminates the need for conventional remelting, leading to a significant reduction in CO2 emissions.
- AT 364 513 B discloses, for example, a method and a device for manually dismantling insulating glass elements by means of a blade.
- Oscillating cutters with simple blades are also commonly used for manually dismantling insulating glass units. This method is typically used for cutting soft spacers.
- EP 1 031 542 A2 discloses a device and a method for dismantling insulating glass elements by separating the edge region of the insulating glass element, in which the spacer is arranged, by means of a water jet directed perpendicular to the glass panes.
- US 8,621,738 B2 The edge is mechanically cut off using a cutting wheel. This process reduces the size of the pane. Furthermore, cutting tempered glass, for example, often results in the glass breaking.
- WO 2020/018377 A1 Describes a process in which the glass panes of an electrochromatic insulating glass unit are separated using a heated knife. The two glass panes are then broken for subsequent recycling.
- a process developed by PushCorp involves cutting the spacer using a rapidly rotating saw blade.
- a robotic arm moves a circular saw blade relative to the insulating glass unit.
- the spacer residue adhering to the glass panes is then milled off. Grinding wheels are then used to remove the primary and secondary seals, and the glass is reground.
- the invention is therefore based on the object of providing a method and a knife that avoid the problems mentioned as far as possible.
- a method and a knife for separating a glass pane of an insulating glass element from a spacer arranged laterally on an inner surface of the glass pane are to be provided, with which the spacer can be removed from a glass pane as time- and cost-effectively as possible and without leaving any residue, without glass breakage or damage to the inside of the glass, or glass being separated.
- an easy-to-carry separation of insulating glass, in particular stepped insulating glass, without reducing the glass size is to be enabled, which is suitable for tempered and untempered glass and separates the spacer as completely as possible from the glass panes without damaging sensitive coatings on the inside of the glass.
- the spacer can be removed from the glass pane as effectively and residue-free as possible. Since the knife is initially positioned at a distance from the inner surface and only moves its blade toward the inner surface in the oscillating state (preferably before the cutting step), the risk of glass breakage is greatly reduced.
- the spacer generally runs along an edge region of the glass pane, in particular offset inward from the glass edge, and has a self-contained, preferably multi-angled, particularly rectangular, shape.
- the spacer can thus consist of several sections that are adjacent to one another at an angle, in particular at right angles, and each of which preferably runs straight.
- the spacer also runs in a rectangular shape, i.e., it has four straight sections connected to one another at right angles, forming a kind of frame.
- the "longitudinal extension of the spacer” is the longitudinal extension of that, in particular straight extending, section of the spacer which is severed in the process.
- the spacer is preferably cut continuously along its longitudinal extent (i.e. over its entire depth), in particular up to an end of the spacer seen in the longitudinal extent (whereby a further section of the spacer can be connected to this end at an angle).
- a movement of the knife along the longitudinal extent of the spacer relative to the glass pane means that the knife is stationary and the glass pane is moved, that the glass pane is stationary and the knife is moved, that the knife and the glass pane are moved in opposite directions, or that the knife and the glass pane are moved at different speeds in the same direction, with the knife being moved faster.
- the oscillating knife moves towards the inner surface of the glass sheet, but this does not mean that it is moved towards the glass sheet during the entire process (or the cutting step), but only that at some point during the process (preferably already before the cutting step and before the knife moves relative to the glass sheet) it is moved towards the inner surface of the glass sheet until the predefined distance is reached.
- the oscillating knife can therefore be moved towards the inner surface before the cutting step, in particular before it moves along the longitudinal extent of the spacer relative to the glass pane, and/or during the cutting step.
- the knife oscillates preferably in an angular range of +/-2° and at a frequency between 100 and 300 Hz.
- the predefined distance is zero, i.e., the oscillating knife is moved with its blade toward the inner surface until the blade rests against the inner surface. This allows the spacer to be removed from the glass pane with as little residue as possible.
- the predefined distance can be greater than zero, for example, less than 1 mm, in particular less than 0.5 mm. This allows spacer residues to remain on the glass pane, but the risk of glass breakage is further minimized. The remaining residues can be removed in a later process or process step.
- the knife is positioned laterally next to the spacer before penetrating the spacer in its longitudinal direction. Upon penetrating the spacer, the knife penetrates the spacer essentially transversely to its longitudinal direction to a predefined maximum depth. With such a method, the knife can be positioned at a distance from a corner of the glass pane, further reducing the risk of glass breakage.
- the knife naturally penetrates the spacer in the direction of its longitudinal extension when cutting through it, but initially also transversely to the longitudinal extension.
- the predefined maximum depth preferably corresponds to the depth of the spacer so that it is completely separated from the inner surface.
- the knife positioned in this way before penetration, when set in oscillation, preferably penetrates before the cutting step, in particular before it moves along the longitudinal extent of the spacer relative to the glass pane moved, into the spacer to the predefined maximum depth.
- the knife can also penetrate into the spacer to the predefined maximum depth during the cutting step, e.g. to speed up the process.
- the predefined maximum depth can be selected so that the spacer is severed completely transversely to its longitudinal extent, or so that, viewed transversely to the longitudinal extent, a narrow area adjacent to the gap remains in which the spacer remains stuck to the glass pane.
- the maximum depth is selected in particular so that the knife blade penetrates between the inner surface and the frame.
- the spacer can be at least partially severed by an oscillating knife penetrating the spacer along a longitudinal extension of the spacer and transversely to the longitudinal extension in an alignment step preferably taking place directly before the cutting step, while the oscillating knife moves along the longitudinal extension of the spacer relative to the glass pane, counter to the cutting direction of the knife.
- the spacer can still be severed along its entire longitudinal extension (i.e., along the entire longitudinal extension of that portion of the spacer that is separated from the glass pane).
- the knife is positioned in front of the spacer before penetrating it.
- the glass pane can be used to cut through the The spacer is moved past the fixed-position knife. From the beginning, the knife penetrates the spacer in the longitudinal direction, cutting a cut that already has the preferred depth—as seen perpendicular to the longitudinal extent of the spacer.
- the preferred depth preferably corresponds to the total depth of the spacer, so that it is completely separated from the inner surface.
- the knife is also positioned in front of the spacer before penetrating the spacer, as seen longitudinally, but not yet in the appropriate orientation for performing the cutting step, i.e., not yet pivoted at a suitable angle to the inner surface of the glass pane and/or not yet displaced far enough transversely to an extension of the spacer's longitudinal extent.
- the glass pane is moved past the knife to cut through the spacer, with the position of the knife (with regard to the angle between the knife and the inner surface and the depth of penetration of the knife into the spacer) being changed during this process.
- the oscillating knife is moved toward the inner surface before the cutting step, in particular before it moves along the longitudinal extent of the spacer relative to the glass pane. This ensures that the spacer is removed from the glass pane with as little residue as possible.
- the knife blade can also be moved toward the inner surface only during the cutting step, which accelerates the process. In the variant in which the knife is positioned next to the spacer before penetration, the knife is moved toward the glass pane, in particular, before the cutting step.
- the knife after being positioned outside the spacer and spaced from the inner surface, penetrates the spacer to a predefined starting depth, essentially vibration-free, before it is set into oscillation (i.e., at least before the cutting step). This allows for the knife to penetrate as precisely as possible.
- the knife can also be moved up to the spacer until it is directly in contact with it.
- the knife blade before penetrating the spacer, is pivoted by an acute angle relative to a plane of the inner surface and about a longitudinal pivot axis that runs essentially parallel to the longitudinal extent of the spacer, while the knife is positioned outside the spacer and at a distance from the inner surface.
- a pivoted starting position is advantageous, since the knife blade can then penetrate the spacer at an angle to its maximum depth during penetration and with at least temporary simultaneous movement towards the inner surface.
- the knife blade before penetrating the spacer, while the knife is positioned outside the spacer and spaced from the inner surface, the knife blade can be pivoted at an acute angle relative to a plane of the inner surface and about a transverse pivot axis that runs substantially normal to the longitudinal extent of the spacer. This facilitates the movement of the knife blade toward the inner surface, particularly in a variant in which the knife is positioned in front of the spacer before penetrating.
- the knife In the case of the oscillating knife, which pivots about a longitudinal pivot axis before penetration and penetrates the spacer, the knife, within the scope of the invention, is pivoted about the longitudinal pivot axis toward the inner surface while its knife blade moves toward the inner surface until a predefined longitudinal angle is reached between the inner surface and the knife blade.
- the acute angle spanned between the plane of the inner surface and the knife before penetration is thus reduced.
- the pivoting ensures that the blade lies as close as possible to the inner surface during cutting, so that as little residue as possible remains.
- the predefined longitudinal angle can be substantially zero. However, it is preferred if the knife blade, with a front edge (intended for cutting) resting against the inner surface, remains pivoted toward the inner surface by a minimal longitudinal angle, so that contact between the knife and the glass pane is avoided in the area of the glass edge (since this would entail an increased risk of glass breakage).
- the angle can therefore preferably be ⁇ 0° and ⁇ 5°, in particular between 0.5° and 1.5°.
- the oscillating knife penetrating the spacer while moving with its knife blade toward the inner surface, to be pivoted about a transverse pivot axis that runs essentially perpendicular to the longitudinal extent of the spacer, away from a plane of the inner surface up to a starting angle.
- the knife Before pivoting up to the starting angle, the knife can be aligned essentially parallel to a plane of the inner surface or can already be inclined at an acute angle toward the inner surface.
- the knife has a knife base adjoining the knife blade, at which the knife is set into oscillation, and that during the cutting step, the knife blade (at least unpivoted about a transverse axis running transversely to the longitudinal extent of the spacer, in particular) lies substantially flat against the inner surface and is rotated relative to the knife base by a twist angle.
- the knife blade and the knife base are rotated relative to one another in such a way that the knife blade is pressed against the inner surface with an edge pointing in the cutting direction. Since the edge of the knife blade pointing in the cutting direction is pressed against the inner surface, the risk of this edge "lifting" from the inner surface during the cutting step and undesirably cutting deep into the spacer is minimized.
- this prevents the frame from being damaged by the oscillating knife in areas where elements of the rigid frame are inserted into one another.
- the oscillating knife if the knife has already been pivoted to the plane of the inner surface before or during penetration, can be moved towards the inner surface until its knife blade rests against it and beyond, so that the sections of the knife blade that are not yet in contact with the inner surface are also moved towards the inner surface. This causes a twist between the knife blade and the knife base until the twist angle is reached.
- the oscillating knife, which has already penetrated is essentially unpivoted and lies flat against the inner surface
- the knife base can be pivoted about an axis running transversely to the longitudinal extent of the spacer to achieve the twist until the knife blade is twisted relative to the knife base by the twist angle.
- the knife in particular the knife blade, is cooled before and/or during the cutting step by applying, in particular spraying, a cooling medium.
- the cooling medium can be applied, for example, using cooling nozzles. This reduces the heating of the knife blade and thus prevents the material on the blade from melting and the spacer from smearing during the cutting cut.
- position data relating to the knife and/or the inner surface are preferably determined using a sensor device, in particular using an optical position measurement sensor. Based on this determined position data, the knife can be positioned particularly precisely. This allows spacers of different thicknesses to be cut and positioning inaccuracies of the insulating glass element compared to the knife can be compensated for. This also makes it easy to remove a spacer from a single glass pane or from several adjacent glass panes. However, the knife can also be positioned automatically by a control unit to which data relating to the thickness of the spacer and the type of insulating glass element is made available.
- the spacer is severed by means of a pre-separation device in an area spaced from the inner surface by a pre-separation cut extending along the longitudinal extent of the spacer and reaching to a pre-defined pre-separation depth.
- This pre-separation cut serves to reduce stress in the spacer.
- the pre-defined pre-separation depth is selected in particular such that the The secondary seal is severed down to the frame and the frame is cut or at least pressed in.
- the pre-separation device has a separating tool, preferably another oscillating knife, a rotating cutting knife, a rotating saw blade, or a rotating cutting disc.
- the pre-cutting tool can also be positioned using a sensor device that collects position data regarding the glass pane. Like the knife, the pre-cutting tool can also be cooled before and during the pre-cutting process. Furthermore, a suction device can be provided to collect any cutting residue.
- the rotational movement of the tool in combination with the lateral friction of the tool in the cutting gap created by the pre-cutting step can be used to transport the glass sheet along a processing direction.
- an automated processing device which has a supporting and conveying device for the supported transport of one or more glass panes of an insulating glass element arranged flat next to one another in a processing direction, as well as at least one separating device.
- the supporting and conveying device is preferably used for the supported transport of insulating glass elements in an upright or a slightly inclined position (i.e. with an inclination of up to 10°, typically 6°). If a supporting and conveying device is used in which the insulating glass element is transported in an upright or slightly inclined position, pressing means (e.g. pressing rollers) can be provided which press the insulating glass element against the supporting and conveying device during the process. However, it is also conceivable for the insulating glass elements to be transported essentially horizontally, i.e., lying flat on the support and conveyor device.
- the method according to the invention can be carried out particularly effectively and with minimal personnel expenditure.
- the occurring knife load can be continuously measured during the cutting step, e.g., by measuring the motor current or the motor power of the oscillator.
- an increase in the knife load can indicate that the oscillating knife has penetrated the area of a plug connection between two adjacent elements of the rigid frame.
- the knife can be partially or completely withdrawn from the spacer and repositioned in the cutting direction to continue with the cutting step. This prevents damage to the rigid frame of the spacer and the associated retention of spacer residue on the inner surface of the glass, as well as the escape of the desiccant contained in the frame.
- the drive current of the motor(s) for transporting the insulating glass elements or for moving the oscillator can also be used to detect the resistance.
- the cutting device comprises a positioning device and at least one oscillator connected to the positioning device.
- an oscillator is considered to be a device with which a knife can be set into vibration in a plane of the knife blade.
- the oscillator has, in particular, a base body with a processing end, in the area of which the A knife capable of oscillating is arranged.
- the positioning device serves to position and preferably move the knife relative to the insulating glass element.
- the processing device can be integrated into a processing line which has further stations in which, for example, the glass pane is lifted from the completely or partially separated spacer or residues of the spacer are removed from the glass pane.
- a pre-cutting device with a rotating cutting tool can be used to carry out a pre-cutting cut, as described above.
- the pre-cutting device is preferably positioned on the processing device in such a way that the cutting tool, when transporting the glass pane(s) in the processing direction in the direction of the longitudinal extent of the spacer to be cut, strikes the spacer from the front, and at least partially cuts through the spacer along the longitudinal extent of the spacer to be cut.
- the glass pane(s) can The rotation and lateral friction of the rotating cutting tool transport the glass panes past the pre-cutting device in the processing direction.
- Such pre-cutting devices can be integrated into the support and conveying system in a particularly practical way.
- the pre-cutting device can provide all or at least part of the transport of the glass pane(s) in the processing direction.
- a pre-cutting device may also comprise a device for moving the pre-cutting device along the longitudinal extent of the spacer, in particular when the pre-cutting device is used for vertical pre-cuts (in this case the pre-cutting device does not contribute to the transport of the glass pane(s).
- the guide allows the knife to be brought particularly precisely to the spacer or moved in the longitudinal direction of the spacer.
- the minimum length of the knife blade i.e., by changing the position of the starting position
- a minimum length can be set that allows the knife blade to penetrate the spacer without touching the inside of the glass surface in the area that may be coated.
- the maximum length i.e., by changing the position of the end position
- it is determined how far the knife blade may protrude beyond the support surface and penetrate the spacer i.e., how far it may penetrate when the oscillator is pressed with its processing end towards the spacer with a strong force that exceeds the restoring force, in order to be able to penetrate the spacer deeply enough, for example, even in the area of a bulge in the spacer.
- the guide also prevents the base of the oscillating knife from hitting the edge of the glass, which would increase the risk of glass breakage.
- the method according to the invention can be used for severing the horizontal sections and/or the vertical sections of the spacer in a substantially upright, rectangular insulating glass element.
- a processing device only the lower horizontal section of the spacer can be severed from the glass pane.
- the entire spacer can be severed in a processing line.
- the upper and lower horizontal sections and/or the lateral vertical sections of the spacer are severed simultaneously.
- one or more separating devices can be used, which separate/sever several horizontally and/or vertically (or even obliquely) running sections of the spacer while the insulating glass element is (in particular at least temporarily) stationary.
- the process makes it possible to separate a spacer arranged between two glass panes from one of the glass panes. It is also possible to separate a spacer arranged only on a single glass pane from that pane.
- the spacer from both glass panes simultaneously (or almost simultaneously, i.e. slightly offset in time).
- two separating devices positioned directly behind one another, each with an oscillator can be provided, so that some or all of the steps described for the method can be carried out almost simultaneously or (slightly) offset in time on both sides of the spacer.
- two separating devices can be arranged at the top and/or bottom and/or on each of the vertical sides.
- the invention also relates to a knife for separating a glass pane of an insulating glass element from a spacer arranged laterally on an inner surface of the glass pane, wherein the knife is intended to be set into oscillation.
- the knife has a knife base with a connection for attachment to a tool, in particular an oscillator.
- the knife has a knife blade adjacent to the knife base with a knife tip, wherein the knife blade has a front edge which, when the knife is used as intended, points in the cutting direction and which runs from a knife base to a knife tip, and a rear edge which runs from the knife base to the knife tip.
- the knife may also have multiple knife tips, in which case several adjacent sections of the knife edge in a front or rear region (e.g., a section extending between the knife base and a first tip and a section extending between the first tip and another tip) may be considered together as a front edge or a rear edge.
- the knife may not have a defined tip, in which case the section of the knife blade extending furthest from the knife base is considered the knife tip.
- the knife blade and the knife base are not arranged in one plane, but in parallel, spaced-apart planes, i.e., offset from each other.
- this arrangement enables the separation of stepped insulating glass elements, since during the separation step with a knife designed in this way, the oscillator is spaced from the inner surface, even if the knife's blade rests flat against the inner surface.
- stepped insulating glass elements i.e., insulating glass elements in which one of the outer glass panes is larger than the other glass pane(s) and protrudes significantly (e.g., 300 mm or more) beyond the spacer.
- the spacing of the planes in which the knife blade and the knife base are arranged also offsets the oscillator, on which the knife with its knife base is arranged, from the plane of the knife blade (which can essentially correspond to the plane of the inner surface during the cutting step).
- the knife according to the invention is particularly preferably used.
- a through hole is formed in the knife blade between the leading and trailing edges.
- This through hole serves two essential purposes. Firstly, it enables material to be discharged when the spacer is severed, not only in the area of the leading and trailing edges, but also in the area of the through hole. Secondly, the provision of a through hole ensures that the material that is produced with the spacer during the cutting process is The contact area of the knife blade is reduced without significantly compromising the stability of the knife blade. By reducing the area of the knife blade in contact with the spacer, the oscillation power of the knife required to separate the spacer can be reduced. The removal of material through the through hole and the reduction in the required oscillation power reduce smearing of the spacer—especially the primary seal—during the separation step.
- the through hole is therefore preferably dimensioned in such a way that it is not completely covered by the spacer even when a knife blade has penetrated into the spacer to its maximum depth, so that material can be discharged in the free area of the through hole.
- the through-hole is slot-shaped and has a longitudinal extension, wherein the longitudinal extension of the through-hole runs essentially in the direction from the blade base to the blade tip. This ensures that the through-hole is sufficiently large for material discharge and that the surface area of the blade in the region that protrudes into the spacer during the cutting step is as small as possible.
- the knife tip is preferably rounded. This reduces the risk of glass breakage.
- the knife tip can be offset towards the front edge to the center of the knife base, and especially protrude beyond the knife base on the side of the front edge.
- the through hole therefore runs diagonally from the knife base to the The knife tip is indicated when the through hole is a slotted through hole as described above. This allows for particularly effective material discharge.
- leading edge and preferably also the trailing edge in the region of the knife tip are beveled, in particular ground or chamfered, on a side surface of the knife facing away from the inner surface when the knife is in use.
- This means that the knife blade is beveled from the leading edge over the knife tip to the trailing edge.
- the cutting edge is beveled on the side surface facing away from the inner side at an angle of preferably 2° to 30°. This bevel, grinding, or chamfer ensures that the knife blade is pressed against the inner surface with its cutting edge when cutting through the spacer (i.e., it prevents the cutting edge from "lifting" from the inner surface).
- leading edge and preferably also the trailing edge be beveled, in particular ground or chamfered, in a region near the blade base on a side surface of the blade facing the inner surface when the blade is in use.
- the cutting edge is beveled on the side surface facing the inner side at an angle of preferably 5° to 45°. This bevel, grinding, or chamfer prevents the cutting edge from coming into contact with the glass edge, thereby reducing the risk of glass breakage.
- the knife can taper on one or both sides from the knife base to the knife tip to minimize lateral expansion of the spacer during the cutting step.
- the taper can be present only in certain sections and can, but does not have to, extend from the knife base and/or to the knife tip.
- the taper extends to a central region of the knife blade, so that the portion of the knife blade that penetrates the spacer (in particular the primary seal) during use of the knife according to the invention has a uniform thickness, but is significantly thinner than the thickness of the knife base.
- the knife can be approximately 0.6-1 mm thick at the knife base and taper to 0.2-0.5 mm up to the portion of the knife blade that penetrated the spacer (in particular the primary seal) during the separation step.
- Fig. 1 shows a conventional insulating glass element in a simplified view and cut along a sectional plane running transversely to the glass surfaces of the insulating glass element.
- the insulating glass element consists of at least two glass panes 1, which are aligned substantially parallel to each other, and between which a spacer 2 is arranged.
- the insulating glass element even has three glass panes 1, with a spacer 2 being arranged between the outer glass panes 1 and the inner glass pane 1.
- the insulating glass element shown is a stepped insulating glass element in which one of the outer glass panes 1 (in the illustration the right glass pane 1) is larger than the other glass panes 1 and projects significantly beyond the spacer 2.
- the other figures show an insulating glass element with only two glass panes 1 and a spacer 2 arranged between them and/or a non-stepped insulating glass element.
- the method according to the invention can also be applied to an insulating glass element with more than two glass panes 1, or to an insulating glass element that is already "opened," i.e., has a glass pane 1 with a spacer 2 glued to it, on the other side of which no glass pane 1 is arranged, or to an insulating glass element with glass panes 1 of largely the same size.
- the spacer 2 has a closed frame shape and runs slightly offset inwards to a glass edge 3 of the glass pane 1.
- the spacer 2 consists of a rigid frame 4 which is glued on both sides to an inner surface 5 of the adjacent glass pane 1 via a primary seal 6.
- a secondary seal 7 is inserted outside the frame 4 in the "groove" running between the frame 4 and the adjacent glass panes 1, which seal adheres (or is glued) to the frame 4 and to the inner surfaces 5 of the adjacent glass panes 1.
- Fig. 2 and 3 show a knife 8 according to the invention, which can be used in the method according to the invention, in two different side views.
- the knife 8 has a knife base 9 with a connection 11 for attachment to a Fig. 2 and 3 not shown oscillator 12.
- a knife blade 13 of the knife 8 is connected to the knife base 9, which has a knife tip 14 In the illustrated embodiment, the knife tip 14 is rounded.
- the knife 8 is suitable and intended to oscillate, i.e. to be set into vibration in the plane of the knife blade 13.
- the knife blade 13 further has a front edge 15, which runs from the knife base 9 to the knife tip 14 and, when the knife 8 is used as intended, points in a cutting direction S.
- the knife blade 13 has a rear edge 16, which also runs from the knife base 9 to the knife tip 14.
- the knife tip 14 is offset from a center of the knife base 9 and projects beyond the front edge 15 (and also beyond the knife base 9).
- the knife blade 13 has a through hole 17 which is slit-shaped and runs in the direction from the knife base 9 to the knife tip 14.
- the knife blade 13 is bevelled on one side in the area of the knife tip 14, in particular ground, namely on that side surface 18, 19 of the knife blade 13 which, when the knife 8 is used according to the invention, points away from the inner surface 5 from which the spacer 2 is to be separated.
- the knife blade 13 is bevelled, in particular ground, in an area of the front edge 15 adjoining the knife base 9 and in an area of the rear edge 16 adjoining the knife base 9. In these areas, however, the knife blade 13 is bevelled on that side surface 19, 18 which, when the knife 8 is used according to the invention, points towards the inner surface 5 from which the spacer 2 is to be separated.
- the knife tip 14 is bevelled on the left side surface 18, seen in the cutting direction S, and the other bevelled areas are bevelled on a right side surface 19, seen in the cutting direction S.
- the Fig. 2 and 3 The knife 8 shown is designed to cut through or separate a spacer 2 which is glued to the left of a glass pane 1 as seen in the cutting direction S. If the knife 8 is to separate a spacer 2 which is arranged (glued) to the right of a glass pane 1 as seen in the cutting direction S, it is beveled accordingly.
- the bevels 20, in particular ground surfaces, are shown in the Fig. 2 and 3 shown schematically.
- the knife 8 can taper on one or both sides in the direction from the knife base 9 to the knife tip 14, in particular from the knife base 9 to that section of the knife blade 13 which has penetrated into the spacer 2 (in particular into the primary seal 6) during the separation step (cf. Fig. 4 ).
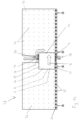
- the Figs. 4 and 5 show two knives 8 according to the invention, each during a separation step according to the method, in which the spacer 2 is separated from one of the glass panes 1, in a side view ( Fig. 4 ) and a frontal view ( Fig. 5 ).
- the blades 8 are arranged at a short distance from one another in the longitudinal direction L of the spacer 2, so that the separating steps are carried out in quick succession.
- the Spacer 2 is separated almost simultaneously from both adjacent glass panes 1.
- the arrow in Fig. 4 shows a processing direction B in which the insulating glass element moves during the illustrated cutting step.
- the oscillating blades 8 thus move during the cutting step in the cutting direction S (which runs opposite to the processing direction) of the blades 8 and along a longitudinal extension L (which runs in Fig. 4 from horizontally) of the spacer 2 relative to the glass pane 1.
- the knife blade 13 of each of the knives 8 essentially rests against the inner surface 4 of the respective glass pane 1 and has penetrated into the spacer 2 to a predefined maximum depth T max , viewed transversely to the longitudinal extent L of the spacer 2.
- the predefined maximum depth T max extends over the entire depth of the spacer 2, so that each of the knives 8 completely penetrates the secondary seal 7 and the primary seal 6 when cutting through and runs between the inner surface 5 and the rigid frame 4 of the spacer 2.
- each of the knives 8 protrudes below the spacer 2, i.e. it is not completely covered by the spacer 2 so that material can be discharged from the through hole 17.
- the spacer 2 is separated from both adjacent glass panes 1, whereby one of the glass panes 1 (in Fig. 5 the right glass pane 1) is larger than the other of the glass panes 1 and protrudes with its glass edge 3 beyond the spacer 2.
- the penetration of the knife 8 into the spacer 2 is shown according to a first variant of the method, in which the knife 8 is positioned laterally of the spacer 2 before it penetrates into the spacer 2.
- Position data of the knife 8 are recorded with a sensor device 21, which comprises, for example, an optical position measuring sensor.
- the sensor device 21 also records position data of the insulating glass element or the glass pane 1.
- the knife 8 is then positioned laterally of the spacer 2 and at a distance from the inner surface 5 of the glass pane 1 based on the recorded position data (and/or data on the insulating glass element, in particular the glass pane thickness, obtainable from a database or provided by an operator).
- the knife 8 is positioned pivoted relative to the inner surface 5 about a longitudinal pivot axis running parallel to the longitudinal extent L of the spacer 2, so that it forms an acute angle with a plane of the inner surface 5.
- the knife 8 can be sprayed or wetted with a cooling medium by means of a cooling device which, in the embodiment shown, has several cooling nozzles 22.
- the knife 8 After positioning the knife 8, it penetrates without vibration, ie without the oscillator 12 - which is in the Fig. 6 to 8 symbolically represented as a circle - the knife 8 is set in oscillation, up to a starting depth in the spacer 2 (here: in the secondary seal 7).
- the knife 8 is then set into oscillation, pressed deeper into the spacer 2 in a pivoting and feed movement (in a direction transverse to the longitudinal extent L of the spacer 2) and pivoted with the knife blade 13 towards the inner surface 5, so that the acute angle between the inner surface 5 and the knife blade 13 is reduced to a predefined longitudinal angle (or until the acute angle is zero and the knife blade 13 lies essentially flat against the inner surface 5).
- the Fig. 6 to 8 show an automated variant of the method in which the knife is positioned automatically.
- the positioning of the knife 8 before penetration into the spacer 2, the vibration-free penetration of the knife 8 to the starting depth, and the penetration and pivoting of the oscillating knife 8 to the maximum depth T max and to the predefined longitudinal angle can also take place in a manual variant of the method according to the invention (the recording of position data is omitted in such a variant).
- the penetration of the knife 8 into the spacer 2 is shown according to a further variant of the method, in which the knife 8, before it penetrates into the spacer 2, is positioned in front of the spacer 2 in the longitudinal extension L.
- the position of the knife 8 is detected by a sensor device 21 before the knife 8 penetrates into the spacer 2 (see Fig. 9 ) and the knife 8 is positioned accordingly in front of the spacer 2 (see Fig. 10 ) .
- the knife 8 is pivoted about a transverse pivot axis running transversely to the longitudinal extent L of the spacer 2 with its knife blade 13 towards the plane of the inner surface 5, so that an acute angle is enclosed between the knife blade 13 and the plane of the inner surface 5.
- the knife 8 is brought towards the spacer 2 without vibration (i.e. without being set into oscillation by the oscillator 12) until it rests against the spacer 2 or has penetrated into it a little, whereby in the variant shown the insulating glass element and thus the spacer 2 are moved towards the knife 8.
- the oscillating knife 8 is then moved with its knife blade 13 towards the inner surface 5 - before or during the cutting step (cf. Fig. 11 ) until it rests with the front edge 15 on the inner surface 5 or even further, until the knife blade 13 is bent and the acute angle between the inner surface 5 and the knife blade 13 is reduced to a predefined transverse angle or until the knife blade 13 rests essentially flat on the inner surface 5.
- Fig. 12 shows an automated processing device 23 for the automated execution of the method according to the invention in a side view.
- the processing device 23 has a supporting and conveying device 24 for the supported transport of one or more glass panes 1 of an insulating glass element arranged flat next to one another in the processing direction B.
- the supporting and conveying device 24 comprises vertical conveyor rollers 25 (which are preferably driven) and supporting walls 26 with support rollers 27.
- the processing device 23 has at least one separating device 28, which comprises the oscillator 12 with the knife 8, as well as a positioning device 33 connected to the oscillator 12.
- the processing device 23 has two cutting devices 28 at the top and bottom, two of which are arranged at the bottom for cutting through a lower section 29 of the spacer 2 running in the region of a lower glass edge 3 along its longitudinal extent 2, and two of which are arranged at the top for cutting through an upper section 31 of the spacer 2 running in the region of an upper glass edge 3 along its longitudinal extent 2.
- the spacer 2 can be cut off from both adjacent glass panes 1 almost simultaneously.
- the lateral sections 32 of the spacer 2 can be severed along their respective longitudinal extent L in a further, identically designed, processing device 23 after the insulating glass element has been rotated by 90°.
- the positioning device 33 (or a vertically movable carriage (not shown) which can be part of the positioning device 33) at least the upper separating devices 28 can be moved transversely to the longitudinal extent L of the upper section of the spacer 2 so that the processing device 23 is suitable for differently dimensioned insulating glass elements.
- separating device 28 used in the processing device 23 is shown in detail in a side view.
- the separating device 28 has the oscillator 12 with the knife 8, wherein the oscillator is mounted on the positioning device 33.
- a lateral guide plate 34 with guide slots 35 of a pivoting device 36 of the positioning device 33 is shown.
- Bolts 37 connected to the oscillator 12 are guided through the guide slots 35. Due to the shape of the guide slots 35, when the oscillator 12 is moved towards the spacer 2 (transverse to the longitudinal extension L of the spacer 2) by means of a drive 30, the knife 8 guides the Fig. 6 to 8 described swivel and feed movement.
- FIG. 13 An additional guide plate (not visible) is arranged, with additional guide slots in which additional bolts connected to the oscillator 12 are guided.
- the additional guide slots of the additional guide plate can have a slightly different course from the guide slots 35 of the guide plate 34, in particular a more slanted end section 38. Due to the differently slanted end sections 38 of the guide plate 34 and the additional guide plate, the oscillator 12 and thus also the knife base 9 are rotated to a plane of the inner surface 5 when moving towards the glass pane 1. This also Knife blade 13 is pivoted towards the knife base 9 and the knife blade 13 is pressed firmly with the front edge 15 against the inner surface 5 of the glass pane 1.
- the guide plates 34 and the drive 30 together form the pivoting device 36 of the positioning device 33, which also serves to move the knife 8 into the spacer 2 transversely to the longitudinal extension L of the spacer 2.
- a starting device 40 of the positioning device 33 which is connected to the pivoting device 36, enables the movement of the oscillator 12 transversely to the longitudinal extent L of the spacer 2 to be severed, towards the spacer 2 or away from it.
- the oscillator 12 can be moved toward or away from the spacer 2 transversely to the longitudinal extent L of the spacer 2 to be severed in order to be able to separate insulating glass elements of different sizes.
- the transverse travel device 53 can also be provided to move the knife 8 into and out of the spacer 2 transversely to the longitudinal extent L of the spacer 2, as seen from the spacer 2.
- the positioning device 33 can also have a longitudinal travel device (not shown in detail) for moving the separating device 28 along the longitudinal extent L of the spacer 2 (i.e. the section of the spacer 2 to be severed).
- the positioning device 33 can - as shown - have a sensor device 21, in particular an optical position measuring sensor, in order to determine the position of the positioning device 33 relative to the spacer 2 or the glass pane 1. Furthermore, the positioning device 33 can have a cooling nozzle 22 for spraying a cooling medium onto the knife blade 13.
- Fig. 14 shows a side view of a pre-separation device 39 that can be used in the method according to the invention during a pre-separation step that takes place before the separation step.
- the pre-separation device 39 can be integrated into the processing device 23 according to Fig. 12 be integrated and is positioned, for example, in front of the separating device 28 as seen in the processing direction B, so that at any point on the spacer 2, during a forward movement of the insulating glass element, the pre-separation step can be carried out first and the separating step can then take place directly thereafter.
- the pre-separation device 39 has a rotating cutting tool 41 that cuts through the spacer in an area spaced from the inner surface 5. In doing so, the secondary seal 7 is completely severed and the rigid frame 4 is cut or at least pressed in.
- Figs. 15 and 16 show the pre-separation device 39 from Fig. 14 in two different designs in a rear view.
- the cutting tool 41 is a rotating cutting knife, so that the rotational movement of the cutting tool 41 together with the lateral static friction can be used to move or transport the glass pane 1 in the processing direction B.
- the cutting tool 41 is a rotating saw blade, so that in the pre-cutting step as much material as possible is removed from the secondary seal 7 and the Tension in spacer 2 can be reduced particularly significantly.
- the Figs. 17 and 18 show an oscillator 12 for manually carrying out the method according to the invention in a side view ( Fig. 17 ) and in a front view ( Fig. 18 ).
- the oscillator 12 comprises a base body 42 with a processing end 43, on which the knife 8, which projects beyond the base body 42 and can be set into oscillation, is arranged.
- a slat-shaped guide 45 is arranged outside the base body 42 on a spacer device 44 connected to the base body 42.
- the guide 45 is spaced from the machining end 43 by a variable distance (indicated by the movement arrow).
- the spacer device 44 has two guide pins 46, which are guided through guide openings 47, at the distal ends of which the guide 45 is arranged.
- the guide 45 By moving the guide pins 46 in the guide openings 47, the guide 45 can be moved closer to and further away from the machining end 43. Springs 51 between the guide openings 47 and the guide 45 push the guide 45, when it is not in contact with anything, back to an initial position in which the guide 45 is at its maximum distance from the machining end 43.
- the spacer device 44 further comprises stops 48 at the ends of screw-in bolts 52, which limit a displacement of the guide 45 towards the machining end 43, ie defines an end position of the guide 45.
- the guide 45 has a support surface 49 for contact with the glass pane 1 and/or the spacer 2.
- the guide 45 In the starting position, the guide 45 is as far away as possible from the processing end 43 so that the knife blade 13 projects beyond the support surface 43 by a minimum length, and in the final position, the guide 45 is moved as close as possible to the processing end 43 so that the knife blade 13 projects beyond the support surface 42 by a maximum length.
- the knife blade 13 can also be used when carrying out the process manually in the manner already described in the Fig. 6 to 8 described swivel and feed movement.
- the manual separation of the spacer 2 from the glass pane 1 can be carried out as follows: First, by turning the adjusting screws 50 on the ends of the guide pins 46 projecting from the guide openings 47, the greatest possible distance that the guide 45 can have from the processing end 43 is set. This results in a minimum length that the knife 8 can penetrate into the spacer 2 until the guide 45 touches the glass edge 3 of the glass pane 1. The knife 8 now projects with a part of the knife blade 13 beyond the support surface 49 and the guide 45 is held in place by the guide pins 46 (between The guide 45 is preloaded by springs 51 arranged between the spacer device 44 and the guide 45. The springs 51 generate a strong restoring force, which pushes the guide 45 away from the machining end 43.
- the smallest possible distance that the guide 45 can be pushed toward the machining end 43 is adjusted by screwing the screw-in bolts 52 into or out of the spacer device 33, thereby reducing or increasing the distance of the stops 48 to the machining end 43.
- the knife blade 13 protrudes as far as possible, i.e., with a maximum length, beyond the support surface 49.
- the knife 8 is then pressed into the spacer 2 (in particular into the secondary seal 7) at a slight distance from the glass edge 3 of the inner surface 5 and at a very acute angle to the inner surface 5.
- the knife drive i.e. the oscillator 12
- the knife 8 is pressed deeper into the spacer 2 until the guide 45 rests on the insulating glass element and the knife tip 14 (in particular also the front edge 15) rests on the inner surface 5.
- the knife blade 13 is then moved along the longitudinal extension L of the spacer 2, and the spacer 2 is severed.
- the oscillator 12 can be manually rotated about the transverse axis so that the front edge 15 of the knife blade 13 is pressed firmly against the inner surface 5.
- the spacer 2 can be severed across its entire depth, even in the area of the bulge.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
Ein Verfahren zum Trennen einer Glasscheibe (1) eines Isolierglaselementes von einem seitlich an einer Innenfläche (5) der Glasscheibe (1) angeordneten Abstandhalter (2), wobei der Abstandhalter (2) mit der Innenfläche (5) der Glasscheibe (1) verklebt ist, umfasst:
• einen Trennschritt, in dem der Abstandhalter (2) zumindest teilweise, vorzugsweise gänzlich, durch ein in den Abstandhalter (2) eindringendes, oszillierendes Messer (8) entlang einer Längserstreckung (L) des Abstandhalters (2) und quer zur Längserstreckung (L) durchtrennt wird, während sich das oszillierende Messer (8) in Schneiderichtung (S) des Messers (8) entlang der Längserstreckung (L) des Abstandhalters (2) relativ zur Glasscheibe (1) bewegt,
• ein Positionieren des Messers (1) vor dem Eindringen in den Abstandhalter (2), wobei das Messer (8) außerhalb des Abstandhalters (2) und von der Innenfläche (5) beabstandet positioniert wird bzw. ist,
• und ein Bewegen des in den Abstandhalter (2) eindringenden, oszillierenden Messers (8) mit seiner Messerklinge (13) in Richtung Innenfläche (5), bis ein vordefinierter Abstand der Messerklinge (13) zur Innenfläche (5) erreicht ist.
• einen Trennschritt, in dem der Abstandhalter (2) zumindest teilweise, vorzugsweise gänzlich, durch ein in den Abstandhalter (2) eindringendes, oszillierendes Messer (8) entlang einer Längserstreckung (L) des Abstandhalters (2) und quer zur Längserstreckung (L) durchtrennt wird, während sich das oszillierende Messer (8) in Schneiderichtung (S) des Messers (8) entlang der Längserstreckung (L) des Abstandhalters (2) relativ zur Glasscheibe (1) bewegt,
• ein Positionieren des Messers (1) vor dem Eindringen in den Abstandhalter (2), wobei das Messer (8) außerhalb des Abstandhalters (2) und von der Innenfläche (5) beabstandet positioniert wird bzw. ist,
• und ein Bewegen des in den Abstandhalter (2) eindringenden, oszillierenden Messers (8) mit seiner Messerklinge (13) in Richtung Innenfläche (5), bis ein vordefinierter Abstand der Messerklinge (13) zur Innenfläche (5) erreicht ist.
Description
- Die Erfindung betrifft ein Verfahren zum Trennen wenigstens einer Glasscheibe eines Isolierglaselementes von einem seitlich an einer Innenfläche der Glasscheibe angeordneten Abstandhalter, wobei der Abstandhalter mit der Innenfläche der Glasscheibe verklebt ist und wobei der Abstandhalter in einem Trennschritt zumindest teilweise, vorzugsweise gänzlich, durch ein in den Abstandhalter eindringendes, oszillierendes Messer entlang einer Längserstreckung des Abstandhalters und quer zur Längserstreckung durchtrennt wird, während sich das oszillierende Messer in Schneiderichtung des Messers entlang der Längserstreckung des Abstandhalters relativ zur Glasscheibe bewegt.
- Weiters betrifft die Erfindung ein Messer zum Trennen einer Glasscheibe eines Isolierglaselementes von einem seitlich an einer Innenfläche der Glasscheibe angeordneten Abstandhalter.
- Isolierglaselemente werden auch als Mehrscheiben-Isolierglas bezeichnet. Ein übliches Isolierglaselement weist zumindest zwei parallel und voneinander beabstandet angeordnete Glasscheiben auf, zwischen denen ein luft- bzw. gasgefüllter, sowie gas- und feuchtigkeitsdicht abgeschlossener Scheibenzwischenraum mit einer definierten Breite vorgesehen ist. Der abgeschlossene Zwischenraum wird durch die Glasscheiben und einen umlaufenden Abstandhalter gebildet, wobei der Abstandhalter mit den Scheiben an deren Innenflächen verklebt ist.
- Der Abstandhalter besteht in den meisten Fällen aus einem in Form gebogenen, zum Zwischenraum hin perforierten Profilrohr aus Stahl, Aluminium oder Kunststoff. Alternativ sind Abstandhalter auch bandgewickelte Profile. Üblicherweise wird zur Verklebung derartiger Abstandhalter mit den Glasscheiben Butyl verwendet. Entlang der Außenfläche des Abstandhalters, die im Verhältnis zur Glaskante nach innen versetzt ist, wird eine Sekundärversiegelung aus üblicherweise Diacol, Silikon oder Ähnlichem aufgebracht, um die Steifigkeit des Isolierglaselements zu erhöhen.
- Der Abstandhalter kann auch aus einem extrudierten Kunststoffwulst bestehen, der im Bereich der Glaskante direkt auf die Innenfläche einer Glasscheibe aufgebracht wird, bevor eine weitere Glasscheibe mit ihrer Innenfläche an dem Kunststoffwulst angepresst wird.
- Da in der Bau- und Werkstoffindustrie die Richtlinien bezüglich erzeugter CO2-Emissionen zur Herstellung von Bauprodukten regelmäßig verschärft werden, gibt es starke Bestrebungen, die CO2-Emission und den Ressourcenverbrauch der Glasproduktion durch das Recycling von Isolierglaselementen zu reduzieren.
- Durch das Zerlegen von Isolierglaselementen können die einzelnen, von Abstandhaltern getrennten, Glasscheiben einer Wiederverwendung einerseits als Rohstoff für das Wiedereinschmelzen in Form von Scherben oder andererseits in Form von wiederverwendbaren Scheiben in neuen Produkten eingesetzt werden. Durch die Wiederverwendung der Scheiben entfällt das übliche Wiedereinschmelzen, was zu einer signifikanten Reduktion der CO2-Emission führt.
-
AT 364 513 B - Allgemein ist aus der Praxis für das händische Zerlegen von Isolierglaselementen auch die Verwendung von Oszillationsschneidern mit einfacher Klingenform bekannt. Diese Methode wird zumeist für das Aufschneiden weicher Abstandhalter verwendet.
-
EP 1 031 542 A2 offenbart eine Vorrichtung und ein Verfahren zum Zerlegen von Isolierglaselementen, indem der Randbereich des Isolierglaselementes, in dem der Abstandhalter angeordnet ist, mittels eines senkrecht zu den Glasscheiben ausgerichteten Wasserstrahls abgetrennt wird. Auf analoge Art wird beiUS 8,621,738 B2 der Rand mittels Schneidrädchen mechanisch abgetrennt. Durch diese Verfahren wird die Scheibe jeweils in der Form verkleinert. Außerdem führt das Schneiden von beispielsweise gehärtetem Glas oft zum Bruch des Glases. -
WO 2020/018377 A1 beschreibt ein Verfahren, bei dem die Glasscheiben eines elektrochromatischen Isolierglases mittels eines erhitzten Messers getrennt werden. Für das anschließende Recycling werden die beiden Glasscheiben zerbrochen. - Es ist ein Verfahren der Firma PushCorp bekannt, bei dem der Abstandhalter mittels eines sich schnell drehenden Trennsägeblatt durchgetrennt wird. Dabei wird durch einen Roboterarm ein Kreissägeblatt relativ zum Isolierglaselement bewegt. Anschließend werden die an den Glasscheiben anhaftenden Abstandhalterreste abgefräst und dann mittels Schleifscheiben die Primär- und die Sekundärdichtung entfernt sowie ein Nachschliff durchgeführt.
- Die bekannte manuelle Auftrennung von Isoliergläsern benötigt sehr scharfe dünne Messer, viel Kraft und ausreichend Erfahrung, um den Abstandhalter effizient abtrennen zu können. Oft werden dabei auch die beschichteten und daher sensiblen Innenflächen der Glasscheiben während des Abtrennprozesses zerkratzt, was eine Wiederverwendung des Glases ausschließt. Wie gut sich Isolierglaselemente manuell auftrennen lassen, ist sehr stark von der Härte der Verbindung (d.h. der Verklebung) zwischen dem Abstandhalter und der Glasscheibe abhängig. Insbesondere ein manuelles Zertrennen von gealtertem Isolierglaselementen ist meist sehr aufwendig und Bruchintensiv.
- Der Erfindung liegt daher die Aufgabe zu Grunde, ein Verfahren und ein Messer zur Verfügung zu stellen, die die angesprochenen Probleme so weit wie möglich vermeiden. Insbesondere sollen ein Verfahren sowie ein Messer zum Trennen einer Glasscheibe eines Isolierglaselementes von einem seitlich an einer Innenfläche der Glasscheibe angeordneten Abstandhalter bereitgestellt werden, mit denen der Abstandhalter möglichst zeit- und kosteneffektiv sowie rückstandsfrei von einer Glasscheibe entfernt werden kann, ohne dass Glasbrüche bzw. Beschädigungen an der Glasinnenseite auftreten oder Glas abgetrennt wird. Weiters soll eine einfach durchführbare Auftrennung von Isolierglas, insbesondere auch von Stufenisolierglas, ohne Verringerung der Glasgröße ermöglicht werden, die für gehärtete und ungehärtete Gläser geeignet ist und den Abstandhalter möglichst gänzlich von den Glasscheiben abtrennt, ohne sensible Beschichtungen auf der Glasinnenseite zu beschädigen.
- Gelöst wird diese Aufgabe erfindungsgemäß mit einem Verfahren, das die Merkmale von Anspruch 1 aufweist, sowie mit einem Messer, das die Merkmale von Anspruch 13 aufweist.
- Bevorzugte und vorteilhafte Ausführungsformen der Erfindung sind Gegenstand der Unteransprüche.
- Erfindungsgemäß ist vorgesehen, dass beim erfindungsgemäßen Verfahren
- das Messer vor dem Eindringen in den Abstandhalter außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert wird bzw. ist, währenddessen seine Messerklinge zu einer Ebene der Innenfläche und um eine Längsschwenkachse, die im Wesentlichen parallel zur Längserstreckung des Abstandhalters verläuft, um einen spitzen Winkel verschwenkt ist,
- dass das Messer nachdem es außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert und bevor es in Oszillation versetzt wird, im Wesentlichen schwingungsfrei eine vordefinierte Starttiefe in den Abstandhalter eindringt,
- und das in den Abstandhalter eindringende, oszillierende Messermit seiner Messerklinge in Richtung Innenfläche bewegt wird, bis ein vordefinierter Abstand der Messerklinge zur Innenfläche erreicht ist, und währenddessen um die Längsschwenkachse zur Innenfläche hin verschwenkt wird, bis ein vordefinierter Längswinkel zwischen der Innenfläche und der Messerklinge erreicht ist.
- Durch die Verwendung eines oszillierenden Messers zum Durchtrennen des Abstandhalters im erfindungsgemäßen Verfahren kann der Abstandhalter möglichst effektiv und rückstandsfrei von der Glasscheibe entfernt werden. Da das Messer zuerst von der Innenfläche beabstandet positioniert wird und erst im oszillierenden Zustand (vorzugsweise vor dem Trennschritt) mit seiner Messerklinge zur Innenfläche hin bewegt wird, wird das Risiko eines Glasbruches stark verringert.
- Der Abstandhalter verläuft in der Regel in einem Randbereich der Glasscheibe, insbesondere ein Stück vom Glasrand nach innen versetzt, und weist eine in sich geschlossene, vorzugsweise mehrwinkelige, insbesondere rechteckige, Form auf. Der Abstandhalter kann somit aus mehreren winkelig, insbesondere rechtwinkelig, aneinander angrenzenden Abschnitten bestehen, die vorzugsweise jeweils gerade verlaufen. Bei rechteckigen Isolierglaselementen verläuft auch der Abstandhalter in einer rechteckigen Form, d.h. er weist vier gerade verlaufende, rechtwinkelig miteinander verbundene, Abschnitte auf, die eine Art Rahmen bilden.
- Als "Längserstreckung des Abstandhalters" wird im Rahmen der Erfindung die Längserstreckung jenes, insbesondere gerade verlaufenden, Abschnittes des Abstandhalters angesehen, der im Verfahren durchtrennt wird.
- Der Abstandhalter wird entlang der Längserstreckung vorzugsweise durchgehend durchtrennt (d.h. über seine gesamte Tiefe), insbesondere bis zu einem in Längserstreckung gesehenen Ende des Abstandhalters (wobei an dieses Ende ein weiterer Abschnitt des Abstandhalters winkelig anschließen kann).
- Eine Bewegung des Messers entlang der Längserstreckung des Abstandhalters relativ zu Glasscheibe bedeutet, dass das Messer stillsteht und die Glasscheibe bewegt wird, dass die Glasscheibe stillsteht und das Messer bewegt wird, dass das Messer und die Glasscheibe gegengleich bewegt werden, oder dass das Messer und die Glasscheibe unterschiedlich schnell in dieselbe Richtung bewegt werden, wobei das Messer schneller bewegt wird.
- Das oszillierende Messer bewegt sich zur Innenfläche der Glasscheibe hin, was jedoch nicht bedeutet, dass es während des gesamten Verfahrens (oder dem Trennschritt) zur Glasscheibe hin bewegt wird, sondern nur, dass es irgendwann während des Verfahrens (vorzugsweise bereits vor dem Trennschritt und bevor sich das Messer relativ zur Glasscheibe bewegt) zur Innenfläche der Glasscheibe hin bewegt wird, bis der vordefinierte Abstand erreicht ist.
- Das oszillierende Messer kann demnach vor dem Trennschritt, insbesondere bevor es sich entlang der Längserstreckung des Abstandhalters relativ zur Glasscheibe bewegt, und/oder während des Trennschrittes zur Innenfläche hin bewegt werden.
- Durch die Oszillation schwingt das Messer vorzugsweise in einem Winkelbereich von +/-2° und bei einer Frequenz zwischen 100 und 300 Herz.
- In einer bevorzugten Ausführungsform ist der vordefinierte Abstand gleich Null, d.h. das oszillierende Messer wird mit seiner Messerklinge in Richtung Innenfläche bewegt, bis die Messerklinge an der Innenfläche anliegt. Dadurch lässt sich der Abstandhalter möglichst rückstandsfrei von der Glasscheibe entfernen. Der vordefinierte Abstand kann aber größer als Null, beispielsweise unter 1 mm, insbesondere unter 0,5 mm sein. Dadurch können zwar Rückstände des Abstandhalters an der Glasscheibe verbleiben, aber die Gefahr eines Glasbruches wird weiter minimiert. Die verbleibenden Rückstände können in einem späteren Verfahren bzw. Verfahrensschritt abgetragen werden.
- In einer Variante des Verfahrens wird bzw. ist das Messer vor dem Eindringen in den Abstandhalter in Längserstreckung gesehen seitlich neben dem Abstandhalter positioniert und dringt beim Eindringen in den Abstandhalter im Wesentlichen quer zur Längserstreckung bis zu einer vordefinierten Maximaltiefe in den Abstandhalter ein. Bei einem derartigen Verfahren kann das Messer von einer Ecke der Glasscheibe beabstandet positioniert werden, wodurch die Gefahr eines Glasbruches weiter gesenkt wird.
- Bei dieser Variante dringt das Messer beim Durchtrennen des Abstandhalters natürlich in Richtung der Längserstreckung in den Abstandhalter ein, anfangs jedoch auch quer zur Längserstreckung.
- Die vordefinierte Maximaltiefe entspricht vorzugsweise der Tiefe des Abstandhalters, sodass dieser gänzlich von der Innenfläche abgetrennt wird.
- Das vor dem Eindringen derartig positionierte Messer dringt, wenn es in Oszillation versetzt ist, bevorzugt vor dem Trennschritt, insbesondere bevor es sich entlang der Längserstreckung des Abstandhalters relativ zur Glasscheibe bewegt, bis zur vordefinierten Maximaltiefe in den Abstandhalter ein. Somit wird der Abstandhalter möglichst gleichmäßig durchtrennt. Das Messer kann aber auch während des Trennschrittes bis zur vordefinierten Maximaltiefe in den Abstandhalter eindringen, z.B. um das Verfahren zu beschleunigen. Die vordefinierte Maximaltiefe kann so gewählt werden, dass der Abstandhalter quer zu seiner Längserstreckung gänzlich durchtrennt wird, oder dass quer zur Längserstreckung gesehen noch ein schmaler, an den Zwischenraum angrenzender Bereich überbleibt, in dem der Abstandhalter an der Glasscheibe kleben bleibt. Bei Abstandhaltern mit festen oder biegsamen Rahmen ist die Maximaltiefe insbesondere so gewählt, dass die Messerklinge bis zwischen die Innenfläche und den Rahmen eindringt.
- Im Rahmen des Verfahrens kann - wenn das Messer vor dem Eindringen neben dem Abstandhalter positioniert wird - in einem vorzugsweise direkt vor dem Trennschritt stattfindenden Ausrichtungsschritt der Abstandhalter zumindest teilweise durch ein in den Abstandhalter eindringendes, oszillierendes Messer entlang einer Längserstreckung des Abstandhalters und quer zur Längserstreckung durchtrennt werden, während sich das oszillierende Messer entgegen der Schneidrichtung des Messers entlang der Längserstreckung des Abstandhalters relativ zur Glasscheibe bewegt. Dadurch kann, wenn das Messer vor dem Eindringen ein Stück von der nächsten Ecke der Glasscheibe beabstandet positioniert wird, dennoch der Abstandhalter entlang seiner gesamten Längserstreckung (d.h. entlang der gesamten Längserstreckung jenes Abschnittes des Abstandhalters, der von der Glasscheibe abgetrennt wird) durchtrennt werden.
- In einer alternativen Variante des Verfahrens wird bzw. ist das Messer vor dem Eindringen in den Abstandhalter in Längserstreckung gesehen vor dem Abstandhalter positioniert. Bei dieser Variante kann die Glasscheibe zum Durchtrennen des Abstandhalters an dem in seiner Position unveränderlichen Messer vorbeibewegt werden. Das Messer dringt dabei von Anfang an in Richtung der Längserstreckung mit einem Schnitt in den Abstandhalter ein, welcher Schnitt bereits die bevorzugte Tiefe - quer zur Längserstreckung des Abstandhalters gesehen - aufweist. Die bevorzugte Tiefe entspricht vorzugsweise der Gesamttiefe des Abstandhalters, sodass dieser gänzlich von der Innenfläche abgetrennt wird.
- In einer weiteren Variante ist das Messer ebenfalls vor dem Eindringen in den Abstandhalter in Längserstreckung gesehen vor dem Abstandhalter positioniert, jedoch noch nicht in der zum Durchführen des Trennschrittes passenden Ausrichtung, d.h. noch nicht in einem passenden Winkel zur Innenfläche der Glasscheibe verschwenkt und/oder noch nicht weit genug quer zu einer Verlängerung der Längserstreckung des Abstandhalters gesehen verschoben. Auch bei dieser Variante wird die Glasscheibe zum Durchtrennen des Abstandhalters an dem Messer vorbeibewegt, wobei währenddessen die Stellung des Messers (in Hinblick auf einen Winkel zwischen dem Messer und der Innenfläche und einer Eindringtiefe des Messers in den Abstandhalter) verändert wird.
- Im Rahmen der Erfindung ist bevorzugt, dass das oszillierende Messer vor dem Trennschritt, insbesondere bevor es sich entlang der Längserstreckung des Abstandhalters relativ zur Glasscheibe bewegt, zur Innenfläche hin bewegt wird. Somit wird sichergestellt, dass der Abstandhalter möglichst rückstandsfrei von der Glasscheibe entfernt wird. Die Messerklinge kann aber auch erst während des Trennschrittes zur Innenfläche hin bewegt werden, was das Verfahren beschleunigt. Bei der Variante, bei der das Messer vor dem Eindringen neben dem Abstandhalter positioniert wird, wird das Messer insbesondere vor dem Trennschritt zur Glasscheibe hin bewegt.
- Erfindungsgemäß dringt das Messer, nachdem es außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert wird und bevor es in Oszillation versetzt wird (d.h. jedenfalls noch vor dem Trennschritt), im Wesentlichen schwingungsfrei eine vordefinierte Starttiefe in den Abstandhalter ein. Dies ermöglicht ein möglichst genau positioniertes Eindringen des Messers. Das Messer kann alternativ auch bis an den Abstandhalter herangeführt werden, bis es direkt daran anliegt.
- Im Rahmen der Erfindung ist vorgesehen, dass die Messerklinge vor dem Eindringen in den Abstandhalter, während das Messer außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert wird bzw. ist, zu einer Ebene der Innenfläche und um eine Längsschwenkachse, die im Wesentlichen parallel zur Längserstreckung des Abstandhalters verläuft, um einen spitzen Winkel verschwenkt ist. Insbesondere bei einer Variante, bei der das Messer vor dem Eindringen seitlich neben dem Abstandhalter positioniert ist oder wird, ist eine derartig verschwenkte Ausgangslage vorteilhaft, da die Messerklinge dann beim Eindringen bis zur Maximaltiefe und bei zumindest zeitweiser gleichzeitiger Bewegung zur Innenfläche hin schräg in den Abstandhalter eindringen kann.
- Im Rahmen der Erfindung kann die Messerklinge vor dem Eindringen in den Abstandhalter, während das Messer außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert wird bzw. ist, zu einer Ebene der Innenfläche und um eine Querschwenkachse, die im Wesentlichen normal zur Längserstreckung des Abstandhalters verläuft, um einen spitzen Winkel verschwenkt sein. Dies erleichtert insbesondere bei einer Variante, bei der das Messer vor dem Eindringen vor dem Abstandhalter positioniert ist, die Bewegung der Messerklinge zur Innenfläche hin.
- Bei dem vor dem Eindringen um eine Längsschwenkachse verschwenkten, in den Abstandhalter eindringenden, oszillierenden Messer, wird das Messer im Rahmen der Erfindung, während es sich mit seiner Messerklinge in Richtung zur Innenfläche hin bewegt, um die Längsschwenkachse zur Innenfläche hin verschwenkt, bis ein vordefinierter Längswinkel zwischen der Innenfläche und der Messerklinge erreicht ist. Der vor dem Eindringen aufgespannte spitze Winkel zwischen der Ebene der Innenfläche und dem Messer wird somit verkleinert. Das Verschwenken bewirkt, dass die Klinge beim Durchtrennen möglichst nahe an der Innenfläche anliegt, sodass möglichst wenig Rückstände zurückbleiben.
- Im Rahmen der Erfindung kann der vordefinierte Längswinkel im Wesentlichen gleich Null sein. Bevorzugt ist jedoch, wenn die mit einer (zum Schneiden vorgesehenen) Vorderkante an der Innenfläche anliegende Messerklinge um einen minimalen Längswinkel zur Innenfläche hin verschwenkt bleibt, damit im Bereich der Glaskante jedenfalls ein Kontakt zwischen dem Messer und der Glasscheibe vermieden wird (da dies eine erhöhte Glasbruchgefahr mit sich brächte). Der Winkel kann daher vorzugsweise ≥ 0° und ≤ 5°., insbesondere zwischen 0,5° und 1,5°, betragen.
- Im Rahmen der Erfindung ist es auch möglich, dass das in den Abstandhalter eindringende, oszillierende Messer, während es sich mit seiner Messerklinge in Richtung zur Innenfläche hin bewegt, um eine Querschwenkachse, die im Wesentlichen normal zur Längserstreckung des Abstandhalters verläuft, von einer Ebene der Innenfläche weg bis zu einem Ansetzwinkel verschwenkt wird. Das Messer kann vor dem Verschwenken bis zum Ansetzwinkel im Wesentlichen parallel zu einer Ebene der Innenfläche ausgerichtet oder bereits um einen spitzen Winkel zur Innenfläche hin geneigt sein.
- Im Rahmen der Erfindung ist bevorzugt, dass das Messer eine an die Messerklinge anschließende Messerbasis aufweist, an der das Messer in Oszillation versetzt wird, und dass während des Trennschrittes die Messerklinge (zumindest unverschwenkt um eine quer zur Längserstreckung des Abstandhalters verlaufende Querachse, insbesondere) im Wesentlichen flächig an der Innenfläche anliegt und zur Messerbasis um einen Verdrehwinkel verdreht ist. Die Messerklinge und die Messerbasis sind dabei derart zueinander verdreht, dass die Messerklinge mit einer in Schneidrichtung weisenden Kante gegen die Innenfläche gepresst wird. Da die in Schneidrichtung weisende Kante der Messerklinge gegen die Innenfläche gepresst wird, wird das Risiko, dass diese Kante beim Trennschritt von der Innenfläche "abhebt" und unerwünscht tief in den Abstandhalter hineinschneidet minimiert. Insbesondere bei Abstandhaltern, die einen starren Rahmen aufweisen, wird dadurch vermieden, dass in Bereichen, in denen Elemente des starren Rahmens ineinander gesteckt sind, der Rahmen durch das oszillierende Messer beschädigt wird.
- Um die Verdrehung zu erreichen, kann das oszillierende Messer, wenn das Messer bereits vor oder während des Eindringens zur Ebene der Innenfläche verschwenkt ist/wird, zur Innenfläche hin bewegt werden, bis es mit seiner Messerklinge daran anliegt und darüber hinaus, sodass auch die Abschnitte der Messerklinge, die noch nicht an der Innenfläche anliegen, in Richtung Innenfläche bewegt werden. Dadurch findet eine Verdrehung zwischen der Messerklinge und der Messerbasis statt, bis der Verdrehwinkel erreicht ist. In Fällen, in denen das bereits eingedrungene, oszillierende Messer im Wesentlichen unverschwenkt und flächig an der Innenfläche anliegt, kann zum Erreichen der Verdrehung die Messerbasis um eine quer zur Längserstreckung des Abstandhalters verlaufende Achse verschwenkt werden, bis die Messerklinge zur Messerbasis um den Verdrehwinkel verdreht ist.
- Denkbar ist, dass das Messer, insbesondere die Messerklinge, vor und/oder während des Trennschrittes durch Aufbringen, insbesondere Aufsprühen, eines Kühlmediums gekühlt wird. Das Kühlmedium kann beispielsweise mit Kühldüsen aufgebracht werden. Das reduziert die Erwärmung der Messerklinge und somit ein Aufschmelzen des Materials auf der Klinge und Verschmieren des Abstandhalters während des Trennschnittes.
- Bevor das Messer vor dem Eindringen in den Abstandhalter außerhalb des Abstandhalters und von der Innenfläche beabstandet positioniert wird bzw. ist, werden vorzugsweise Positionsdaten betreffend das Messer und/oder die Innenfläche mittels einer Sensoreinrichtung, insbesondere mittels eines optischen Positionsmessungssensors, ermittelt. Anhand dieser ermittelten Positionsdaten kann das Messer besonders präzise positioniert werden. Somit können unterschiedlich dicke Abstandhalter abgetrennt und Positionierungenauigkeiten des Isolierglaselementes im Vergleich zum Messer ausgeglichen werden. Auch lässt sich damit ein Abstandhalter sowohl von einer einzelnen Glasscheibe als auch von mehreren nebeneinander anliegenden Glasscheiben einfach entfernen. Das Messer kann jedoch auch automatisch durch eine Steuereinheit positioniert werden, der Daten betreffend die Dicke des Abstandhalters und die Art des Isolierglaselementes zur Verfügung gestellt werden.
- Vorzugsweise wird der Abstandhalter vor dem Trennschritt und ggf. vor dem Ausrichtungsschritt mittels einer Vortrenneinrichtung in einem von der Innenfläche beabstandeten Bereich durch einen entlang der Längserstreckung des Abstandhalters verlaufenden und bis zu einer vordefinierten Vortrenntiefe reichenden Vortrennschnitt durchtrennt. Dieser Vortrennschnitt dient der Spannungsreduktion im Abstandhalter. Bei Abstandhaltern mit einem Rahmen und einer außen um den Rahmen herumlaufenden Sekundärdichtung ist die vordefinierte Vortrenntiefe insbesondere derart gewählt, dass die Sekundärdichtung bis zum Rahmen durchtrennt wird und der Rahmen eingeschnitten oder zumindest eingedrückt wird. Zum Durchführen des Vortrennschrittes weist die Vortrenneinrichtung ein Trennwerkzeug, vorzugsweise ein weiteres oszillierendes Messer, ein rotierendes Schneidmesser, ein rotierendes Sägeblatt oder eine rotierende Trennscheibe, auf.
- Auch das Vortrennwerkzeug kann mit Hilfe einer Sensoreinrichtung, die Positionsdaten betreffend die Glasscheibe sammelt, positioniert werden. Wie das Messer kann auch das Vortrennwerkzeug vor und während des Vortrennens gekühlt werden. Weiters kann eine Absaugeinrichtung vorgesehen sein, die anfallende Schneidreste aufnimmt.
- Wenn in einer das Verfahren nutzenden, automatisierten Vorrichtung ein rotierendes Trennwerkzeug verwendet wird, kann die Rotationsbewegung des Werkzeuges in Kombination mit der seitlichen Reibung des Werkzeuges im durch den Vortrennschritt erzeugten Schnittspalt genutzt werden, um die Glasscheibe entlang einer Bearbeitungsrichtung zu transportieren.
- Mit dem erfindungsgemäßen Verfahren können bevorzugt folgende Formen von Abstandhaltern (in der angegebenen Art und Weise) von einer Glasscheibe abgetrennt werden:
- Abstandhalter mit einem starren Rahmen, wobei der Rahmen mit der Glasscheibe über eine zwischen dem Rahmen und der Innenfläche angeordnete Primärdichtung und über eine außen um den Rahmen herum verlaufend und seitlich an der Innenfläche anhaftende Sekundärdichtung verbunden ist, und wobei im Verfahren die Sekundärdichtung zumindest teilweise, insbesondere gänzlich, und vorzugsweise auch die Primärdichtung teilweise oder gänzlich durchtrennt wird/werden.
- Abstandhalter mit einem flexiblen, direkt an der Innenfläche über eine Klebverbindung anhaftenden, Rahmen, wobei der Rahmen mit der Glasscheibe über eine außen um den Rahmen herum verlaufend und seitlich an der Innenfläche anhaftende Sekundärdichtung verbunden ist, und wobei im Verfahren die Sekundärdichtung zumindest teilweise, insbesondere gänzlich, und vorzugsweise auch die Klebverbindung teilweise oder gänzlich durchtrennt wird/werden.
- Abstandhalter bestehend aus einem in einem Extrusionsverfahren direkt auf die Innenfläche aufgetragenen Materialwulst, wobei der Materialwulst mit der Glasscheibe über eine außen um den Materialwulst herum verlaufend und seitlich an der Innenfläche anhaftende Sekundärdichtung verbunden ist, und wobei im Verfahren die Sekundärdichtung zumindest teilweise, insbesondere gänzlich, und vorzugsweise auch die Klebverbindung zwischen dem Materialwulst und der Glasscheibe oder der Materialwulst selber teilweise oder gänzlich durchtrennt wird.
- Zur Durchführung des Verfahrens kann eine automatisierte Bearbeitungsvorrichtung verwendet werden, die eine Stütz- und Fördereinrichtung zum gestützten Transportieren einer oder mehrerer flächig nebeneinander angeordneter Glasscheibe/n eines Isolierglaselementes in eine Bearbeitungsrichtung, sowie wenigstens eine Trennvorrichtung aufweist. Die Stütz- und Fördereinrichtung dient vorzugsweise dem gestützten Transport von Isolierglaselementen in einer aufrechten bzw. einer leicht geneigten (d.h. mit einer Neigung von bis zu 10°, typischerweise 6°) Lage. Wenn eine Stütz- und Fördereinrichtung verwendet wird, bei der das Isolierglaselement in einer aufrechten bzw. leicht geneigten Position transportiert wird, können Anpressmittel (z.B. Anpressrollen) vorgesehen sein, die das Isolierglaselement während des Verfahrens gegen die Stütz- und Fördereinrichtung drücken. Denkbar ist jedoch auch, dass die Isolierglaselemente im Wesentlichen horizontal, d.h. flächig auf der Stütz- und Fördereinrichtung aufliegend, transportiert werden. Mit einer automatisierten Bearbeitungsvorrichtung kann das erfindungsgemäße Verfahren besonders effektiv und mit wenig Personalaufwand durchgeführt werden.
- Wenn das erfindungsgemäße Verfahren mit Hilfe der automatisierten Bearbeitungsvorrichtung ausgeführt wird, kann während des Trennschrittes eine kontinuierliche Messung der auftretenden Messerbelastung erfolgen, z.B. durch die Messung des Motorstromes oder der Motorleistung des Oszillators. Ein Anstieg der Messerbelastung kann beim Abtrennen von Abstandhaltern mit starren Rahmen darauf hinweisen, dass das oszillierende Messer in den Bereich einer Steckverbindung zwischen zwei aneinander angrenzenden Elementen des starren Rahmens vorgedrungen ist. In so einem Fall kann das Messer aus dem Abstandhalter teilweise oder ganz herausgezogen und in Schneidrichtung neu positioniert werden, um mit dem Trennschritt fortfahren zu können. Dies verhindert Beschädigungen am starren Rahmen des Abstandhalters und das damit verbundene Zurückbleiben von Abstandhalterresten auf der Glasinnenfläche, sowie ein Austreten des im Rahmen enthaltenen Trockenmittels. Alternativ oder in Kombination kann zum Erkennen des Widerstandes auch der Antriebsstrom des Motors bzw. der Motoren für den Transport der Isolierglaselemente oder für die Bewegung des Oszillierers erfolgen.
- Die Trennvorrichtung umfasst eine Positioniereinrichtung und wenigstens einen mit der Positioniereinrichtung verbundenen Oszillierer. Als Oszillierer wird im Rahmen der Erfindung eine Einrichtung angesehen, mit der ein Messer in einer Ebene der Messerklinge in Schwingung versetzt werden kann. Der Oszillierer weist insbesondere einen Grundkörper mit einem Bearbeitungsende auf, in dessen Bereich das über den Grundkörper hinausragende, in Oszillation versetzbare Messer angeordnet ist. Die Positioniereinrichtung dient der Positionierung und vorzugsweise der Bewegung des Messers relativ zum Isolierglaselement.
- Die Bearbeitungsvorrichtung kann in eine Bearbeitungsstrecke integriert sein, die weitere Stationen aufweist, in denen beispielsweise die Glasscheibe vom ganz oder teilweise abgetrennten Abstandhalter abgehoben wird oder Rückstände des Abstandhalters von der Glasscheibe entfernt werden.
- Die Positioniereinrichtung weist jedenfalls eine Anfahreinrichtung, mit der der Oszillierer quer zur Längserstreckung des zu durchtrennenden Abstandhalters zur Innenfläche 5 der Glasscheibe 1 hin oder von diesem weg verfahren wird, auf und kann auch eine oder mehrere der folgenden Einrichtungen aufweisen:
- Eine Verschwenkeinrichtung, mit der der Oszillierer relativ zur Glasscheibe bzw. zu den Glasscheiben verschwenkt wird. Eine derartige Einrichtung kann benötigt werden, um das Messer vor dem Eindringen zu verschwenken, damit ein Winkel zwischen dem Messer und der Ebene der Innenfläche aufgespannt ist, oder um einen derartigen Winkel zu einem späteren Zeitpunkt aufzuspannen, oder um einen aufgespannten Winkel zu verkleinern oder zu vergrößern, oder um das Messer zur Innenfläche um einen Winkel zu verdrehen. Die Verschwenkeinrichtung kann auch gleichzeitig für eine Bewegung des Messers (über den Oszillierer) quer zur Längserstreckung des zu durchtrennenden Abstandhalters zum Abstandhalter hin bzw. in den Abstandhalter hinein und von diesem weg bzw. aus diesem heraus ausgelegt sein, mit der die Messerklinge bis zur Schneidtiefe (insbesondere bis zur Maximaltiefe) in den Abstandhalter eindringen kann.
- Eine Querfahreinrichtung, mit der der Oszillierer quer zur Längserstreckung des zu durchtrennenden Abstandhalters zum Abstandhalter hin und von diesem weg verfahren wird (dies ist in
Fig. 12 durch einen Doppelpfeil angedeutet). Eine derartige Einrichtung ist zur Anpassung an unterschiedliche große Isolierglaselemente erforderlich.,. - Eine Längsfahreinrichtung, mit der der Oszillierer entlang der Längserstreckung des zu durchtrennenden Abstandhalters verfahren wird. Eine derartige Einrichtung ist insbesondere für Trennschritte notwendig, die in vertikaler Richtung ausgeführt werden, da diese Schnitte quer zur Bearbeitungsrichtung verlaufen.
- Eine Dreheinrichtung, mit der der Oszillierer um eine quer zur Längserstreckung des zu durchtrennenden Abstandhalters verlaufende Achse gedreht wird (dies ist in
Fig. 12 durch einen um die Kurve verlaufenden Pfeil angedeutet). Eine derartige Einrichtung ist insbesondere notwendig, wenn mit einer einzelnen Trennvorrichtung sowohl Trennschritte in horizontaler als auch in vertikaler Richtung ausgeführt werden sollen, d.h. wenn die nach dem Durchtrennen eines Abschnittes des Abstandhalters an einer Ecke des Isolierglaselementes ankommende Trennvorrichtung, und somit das Messer, um einen Winkel (z.B. 90°) verdreht werden muss, damit der nächste (mit dem vorherigen Abschnitt winkelig verbundene) Abschnitt des Abstandhalters durchtrennt werden kann. - Bei einer automatisierten Bearbeitungsvorrichtung kann eine Vortrenneinrichtung mit einem rotierenden Trennwerkzeug verwendet werden, um - wie vorangehend beschrieben - einen Vortrennschnitt auszuführen. Dabei ist die Vortrenneinrichtung vorzugsweise derart an der Bearbeitungsvorrichtung positioniert, dass das Trennwerkzeug beim Transport der Glasscheibe/n in die Bearbeitungsrichtung in Richtung Längserstreckung des zu durchtrennenden Abstandhalters gesehen von vorne auf den Abstandhalter trifft, und diesen entlang der Längserstreckung des abzutrennenden Abstandhalters zumindest teilweise durchtrennt. Insbesondere kann/können die Glasscheibe/n aufgrund der Rotation und der seitlichen Haftreibung des rotierenden Trennwerkzeuges in die Bearbeitungsrichtung an der Vortrenneinrichtung vorbei transportiert werden. Derartige Vortrenneinrichtungen können besonders praktisch in die Stütz- und Fördereinrichtung integriert werden. Die Vortrenneinrichtung kann ganz oder zumindest anteilig für den Transport der Glasscheibe/n in Bearbeitungsrichtung sorgen.
- Eine Vortrenneinrichtung kann auch eine Einrichtung zum Verfahren der Vortrenneinrichtung entlang der Längserstreckung des Abstandhalters aufweisen, insbesondere dann, wenn die Vortrenneinrichtung für vertikal verlaufende Vortrennschnitte genutzt wird (in diesem Fall trägt die Vortrenneinrichtung nicht zum Transport der Glasscheibe/n bei).
- Zur Durchführung des Verfahrens kann im Rahmen der Erfindung auch ein manuell zu bedienender Oszillierer verwendet werden, der umfasst:
- einen Grundkörper mit einem Bearbeitungsende, an dem das über den Grundkörper hinausragende, in Oszillation versetzbare, Messer angeordnet ist,
- eine Führung, die außerhalb des Grundkörpers und vom Bearbeitungsende um eine veränderliche Distanz beabstandet angeordnet ist und die eine Auflagefläche zum Anlegen an die Glasscheibe und/oder den Abstandhalter aufweist,
- eine mit dem Grundkörper verbundene Distanzeinrichtung, mit der die Führung zwischen einer Ausgangsposition und einer Endposition verschiebbar ist, wobei die Führung in der Ausgangsposition weitest möglich vom Bearbeitungsende entfernt ist, sodass die Messerklinge mit einer Minimallänge über die Auflagefläche hinausragt, und in der Endposition nähest möglich zum Bearbeitungsende verschoben ist, sodass die Messerklinge mit einer Maximallänge über die Auflagefläche hinausragt und wobei durch wenigstens ein Rückstellelement der Distanzeinrichtung (insbesondere eine oder mehrere Feder/n) eine Rückstellkraft auf die Führung ausgeübt wird, die die Führung in Richtung der Ausgangsposition drückt, und
- vorzugsweise Feststelleinrichtungen, mit denen die Lage der Ausgangsposition und der Endposition (d.h. wie weit die Führung am nächsten zum Bearbeitungsende hin verschoben und wie weit sie am weitesten vom Bearbeitungsende weg positioniert werden kann) und somit die Minimallänge und die Maximallänge einstellbar sind.
- Durch die Führung kann das Messer besonders präzise an den Abstandhalter herangeführt bzw. in Längsrichtung des Abstandhalters bewegt werden. Durch das Einstellen der Minimallänge der Messerklinge (d.h. indem die Lage der Ausgangsposition verändert wird) wird festgelegt, wie weit die Messerklinge in der Ausgangsposition über die Auflagefläche hinausragt. Beispielsweise kann eine Minimallänge eingestellt werden, die es der Messerklinge erlaubt in den Abstandhalter einzudringen, ohne Innenseite der Glasfläche in jenem Bereich zu berühren, der beschichtet sein kann. Durch das Einstellen der Maximallänge (d.h. indem die Lage der Endposition verändert wird) wird festgelegt, wie weit die Messerklinge höchstens über die Auflagefläche hinausragen und in den Abstandhalter eindringen darf, d.h. wie weit sie eindringen darf, wenn der Oszillierer mit einer starken, die Rückstellkraft übersteigenden, Kraft mit seinem Bearbeitungsende in Richtung zum Abstandhalter hin gedrückt wird, um z.B. auch im Bereich einer Auswulstung des Abstandhalters tief genug in den Abstandhalter eindringen zu können.
- Die Führung verhindert auch, dass eine Messerbasis des oszillierenden Messers gegen die Glaskante stößt, was zu einer erhöhten Glasbruchgefahr führen würde.
- Das erfindungsgemäße Verfahren kann bei einem im Wesentlichen aufrecht positionierten, rechteckigen Isolierglaselement zum Durchtrennen der horizontalen Abschnitte und/oder der vertikalen Abschnitte des Abstandhalters verwendet werden. Beispielsweise kann bei einer Bearbeitungsvorrichtung nur der unten angeordnete horizontale Abschnitt des Abstandhalters von der Glasscheibe abgetrennt werden. Durch Anordnen mehrerer derartiger Bearbeitungsvorrichtungen hintereinander mit dazwischen angeordneten Vorrichtungen, um das Isolierglaselement (z.B. jeweils um 90°) zu drehen, kann in einer Bearbeitungsstraße der gesamte Abstandhalter abgetrennt werden. Ebenso denkbar ist, dass gleichzeitig der obere und der untere horizontale Abschnitt und/oder die seitlichen vertikalen Abschnitte des Abstandhalters durchtrennt werden. Bei einer Bearbeitungsvorrichtung kann auch eine Trennvorrichtung oder können mehrere Trennvorrichtungen verwendet werden, die mehrere horizontal und/oder vertikal (oder auch schräg) verlaufende Abschnitte des Abstandhalters bei einem (insbesondere zumindest zeitweise) stillstehenden Isolierglaselement abtrennt/abtrennen.
- Mit dem Verfahren ist es möglich, einen Abstandhalter, der zwischen zwei Glasscheiben angeordnet ist, von einer der Glasscheiben abzutrennen. Ebenso ist es möglich, einen Abstandhalter, der nur mehr an einer einzelnen Glasscheibe angeordnet ist, von dieser abzutrennen.
- Insbesondere wenn das Verfahren mit einer automatisierten Bearbeitungsvorrichtung durchgeführt wird, ist es auch möglich im Zuge des Verfahrens den Abstandhalter von beiden Glasscheiben gleichzeitig (oder nahezu gleichzeitig, d.h. leicht zeitversetzt zueinander) zu trennen. Dafür können beispielsweise zwei direkt hintereinander positionierte Trennvorrichtungen mit jeweils einem Oszillierer vorgesehen sein, sodass einige oder alle der zum Verfahren beschriebenen Schritte nahezu zeitgleich oder zeitlich (leicht) versetzt an beiden Seiten des Abstandhalters ausgeführt werden. Bei einer Stütz- und Fördereinrichtung, mit der die Isolierglaselemente aufrecht oder leicht geneigt transportiert werden, können oben und/oder unten und/oder an jeder der vertikalen Seiten jeweils zwei Trennvorrichtungen angeordnet sein.
- Die Erfindung betrifft auch ein Messer zum Trennen einer Glasscheibe eines Isolierglaselementes von einem seitlich an einer Innenfläche der Glasscheibe angeordneten Abstandhalter, wobei das Messer dafür vorgesehen ist, in Oszillation versetzt zu werden. Das Messer weist eine Messerbasis mit einem Anschluss für die Befestigung an einem Werkzeug, insbesondere einem Oszillierer, auf. Weiters weist das Messer eine an die Messerbasis angrenzende Messerklinge mit einer Messerspitze auf, wobei die Messerklinge eine Vorderkante, die beim bestimmungsgemäßen Einsatz des Messers in Schneiderichtung weist und die von eine Messerbasis zu einer Messerspitze verläuft, und eine Hinterkante, die von der Messerbasis zur Messerspitze verläuft, aufweist.
- Das Messer kann auch mehrere Messerspitzen aufweisen, wobei in diesem Fall mehrere aneinander angrenzende Abschnitte der Messerkante in einem vorderen oder einem hinteren Bereich (z.B. ein zwischen der Messerbasis und einer ersten Spitze und ein zwischen der ersten Spitze und einer weiteren Spitze verlaufender Abschnitt) zusammen als Vorderkante oder als Hinterkante angesehen werden können. Ebenso kann das Messer keine definierte Spitze aufweisen, wobei in diesem Fall ein am weitesten von der Messerbasis weg ragender Bereich der Messerklinge als Messerspitze angesehen wird.
- Vorzugsweise sind die Messerklinge und die Messerbasis nicht in einer Ebene, sondern in zueinander parallelen, zueinander beabstandeten Ebenen angeordnet, d.h. zueinander versetzt. Dies verhindert, dass der an der Messerbasis angreifende Oszillierer mit der Glaskante in Kontakt kommt und dadurch die Glasscheibe beschädigt. Überdies ermöglicht diese Anordnung das Auftrennen von gestuften Isolierglaselementen, da beim Trennschritt mit einem derart ausgeführten Messer der Oszillierer von der Innenfläche beabstandet ist, auch wenn das Messer mit seiner Messerklinge an der Innenfläche flächig anliegt.
- Weiters ist bevorzugt, wenn zumindest jene Seitenfläche der Messerklinge, die im erfindungsgemäßen Einsatz zur Innenfläche der Glasscheibe (von der der Abstandhalter abgetrennt werden soll) hin weist, möglichst plan ist, sodass die Messerklinge flächig an der Innenfläche anliegen kann.
- Diese zwei Maßnahmen ermöglichen es, mit dem erfindungsgemäßen Messer auch gestufte Isolierglaselemente aufzutrennen, d.h. Isolierglaselemente bei denen eine der äußeren Glasscheiben größer ist als die andere/n Glasscheibe/n und deutlich (z.B. 300 mm oder mehr) über den Abstandhalter hinausragt. Dies, da durch die Beabstandung der Ebenen in denen die Messerklinge und die Messerbasis angeordnet sind, auch der Oszillierer, an dem das Messer mit seiner Messerbasis angeordnet ist, zur Ebene der Messerklinge (die beim Trennschritt im Wesentlichen der Ebene der Innenfläche entsprechen kann) versetzt ist.
- Zur Durchführung des erfindungsgemäßen Verfahrens wird besonders bevorzugt das erfindungsgemäße Messer verwendet.
- Erfindungsgemäß ist in der Messerklinge ein zwischen der Vorderkante und der Hinterkante angeordnetes Durchgangsloch ausgebildet. Dieses Durchgangsloch erfüllt zwei wesentliche Zwecke. Zum einen ermöglicht es einen Materialaustrag beim Durchtrennen des Abstandhalters nicht nur im Bereich der Vorderkante bzw. der Hinterkante, sondern auch im Bereich des Durchgangsloches. Zum anderen wird durch das Vorsehen eines Durchgangsloches die mit dem Abstandhalter beim Durchtrennen in Kontakt stehende Fläche der Messerklinge verkleinert, ohne dass die Stabilität der Messerklinge wesentlich darunter leidet. Durch eine Verkleinerung der mit dem Abstandhalter in Kontakt stehenden Fläche der Messerklinge kann die zum Abtrennen des Abstandhalters notwendige Oszillationsleistung des Messers reduziert werden. Der Abtrag des Materials durch das Durchgangsloch sowie die Verringerung der notwendigen Oszillationsleistung reduzieren das Verschmieren des Abstandhalters - vor allem der Primärversiegelung - im Trennschritt.
- Das Durchgangsloch ist demnach bevorzugt derart dimensioniert, dass es auch bei einer bis zur Maximaltiefe in den Abstandhalter eingedrungenen Messerklinge nicht gänzlich vom Abstandhalter verdeckt ist, sodass im freien Bereich des Durchgangsloches ein Materialaustrag stattfinden kann.
- Besonders bevorzugt ist das Durchgangsloch schlitzförmig und weist eine Längsausdehnung auf, wobei die Längsausdehnung des Durchgangsloches im Wesentlichen in Richtung von der Messerbasis zur Messerspitze hin verläuft. Dies stellt sicher, dass das Durchgangsloch ausreichend groß für den Materialaustrag ist und dass die Fläche der Klinge in jenem Bereich, der beim Trennschritt in den Abstandhalter hineinragt, möglichst klein ist.
- Besonders bevorzugt ist die Messerspitze abgerundet ausgeführt. Dies vermindert die Glasbruchgefahr.
- Für ein optimales Schnittverhalten und einen effektiven Materialaustrag kann die Messerspitze in Richtung der Vorderkante zu einer Mitte der Messerbasis versetzt sein, und insbesondere an der Seite der Vorderkante über die Messerbasis hinausragen. Bei einer derartigen Ausführungsform verläuft das Durchgangsloch daher schräg von der Messerbasis bis zur Messerspitze hin, wenn das Durchgangsloch ein wie oben beschriebenes schlitzförmiges Durchgangsloch ist. Dies ermöglicht einen besonders effektiven Materialaustrag.
- Besonders bevorzugt ist es, wenn die Vorderkante und vorzugsweise auch die Hinterkante im Bereich der Messerspitze an einer im Einsatz des Messers von der Innenfläche weg weisenden Seitenfläche des Messers angeschrägt, insbesondere angeschliffen oder angefast, ist/sind. D.h., dass die Messerklinge von der Vorderkante über die Messerspitze bis zur Hinterkante angeschrägt ist. Die Schneidkante ist dabei an der von der Innenseite weg weisenden Seitenfläche in einem Winkel von vorzugsweise 2° bis 30° angeschrägt. Diese Anschrägung bzw. dieser Anschliff oder diese Fase bewirkt, dass die Messerklinge beim Durchtrennen des Abstandhalters mit der Schneidkante an die Innenfläche gepresst wird (d.h. sie verhindert ein "Abheben" der Schneidkante von der Innenfläche).
- Ebenso ist bevorzugt, dass die Vorderkante und vorzugsweise auch die Hinterkante in einem Bereich nahe der Messerbasis an einer im Einsatz des Messers zu der Innenfläche hin weisenden Seitenfläche des Messers angeschrägt, insbesondere angeschliffen oder angefast, ist/sind. In diesem Bereich bzw. diesen Bereichen ist die Schneidkante an der zur Innenseite hin weisenden Seitenfläche in einen Winkel von vorzugsweise 5° bis 45° angeschrägt. Diese Anschrägung bzw. dieser Anschliff oder diese Fase verhindert, dass die Schneidkante mit der Glaskante in Berührung kommt, wodurch die Glasbruchgefahr reduziert wird.
- Das Messer kann sich in Richtung von der Messerbasis zur Messerspitze hin einseitig oder beidseitig verjüngen, um die seitliche "Aufdehnung" des Abstandhalters während des Trennschrittes möglichst gering zu halten. Die Verjüngung kann nur abschnittsweise vorhanden sein, und kann, muss aber nicht, an die Messerbasis anschließen und/oder bis zur Messerspitze reichen. Vorzugsweise reicht die Verjüngung bis zu einem Mittelbereich der Messerklinge, sodass der im erfindungsgemäßen Einsatz des Messers in den Abstandhalter (insbesondere in die Primärdichtung) eindringende Teil der Messerklinge eine gleichmäßige Dicke aufweist, die jedoch wesentlich dünner als die Dicke der Messerbasis ist. Das Messer kann beispielsweise an der Messerbasis etwa 0,6 - 1 mm dick sein und sich bis zu jenem Abschnitt der Messerklinge, der beim Trennschritt in den Abstandhalter (insbesondere in die Primärversiegelung) eingedrungen ist, auf 0,2 - 0,5 mm verjüngen.
- Weitere Einzelheiten, Merkmale und Vorteile der Erfindung ergeben sich aus der nachstehenden Beschreibung unter Bezugnahme auf die angeschlossenen Zeichnungen, in welchen bevorzugte Ausführungsformen dargestellt sind. Es zeigt:
- Fig. 1
- eine Schnittansicht durch ein vereinfacht dargestelltes Isolierglaselement,
- Fig. 2
- ein erfindungsgemäßes Messer in einer Seitenansicht,
- Fig. 3
- das erfindungsgemäße Messer aus
Fig. 2 in einer weiteren Seitenansicht, - Fig. 4
- zwei erfindungsgemäße Messer jeweils während eines verfahrensgemäßen Trennschrittes, wodurch ein Abstandhalter nahezu gleichzeitig von zwei Glasscheiben abgetrennt wird, in einer Seitenansicht,
- Fig. 5
- das erfindungsgemäße Messer während des in
Fig. 4 dargestellten Trennschrittes in einer Rückansicht, - Fig. 6 bis 8
- ein Eindringen des Messers in den Abstandhalter gemäß einer ersten Variante des Verfahrens,
- Fig. 9 bis 11
- ein Eindringen des Messers in den Abstandhalter gemäß einer weiteren Variante des Verfahrens,
- Fig. 12
- eine automatisierte Bearbeitungsvorrichtung zur automatisierten Ausführung des erfindungsgemäßen Verfahrens in einer Seitenansicht,
- Fig. 13
- eine in der Bearbeitungsvorrichtung aus
Fig. 12 einsetzbare Trennvorrichtung in einer Seitenansicht, - Fig. 14
- eine im erfindungsgemäßen Verfahren einsetzbare Vortrenneinrichtung während eines Vortrennschrittes in einer Seitenansicht,
- Fig. 15 u. 16
- die Vortrenneinrichtung aus
Fig. 14 in zwei unterschiedlichen Ausführungsformen in einer Rückansicht, - Fig. 17
- einen Oszillierer zur manuellen Ausführung des erfindungsgemäßen Verfahrens in einer Seitenansicht, und
- Fig. 18
- den Oszillierer aus
Fig. 17 in einer Vorderansicht. -
Fig. 1 zeigt ein herkömmliches Isolierglaselement in einer vereinfachten Ansicht und entlang einer quer zu den Glasflächen des Isolierglaselementes verlaufenden Schnittebene geschnitten. Das Isolierglaselement besteht aus wenigstens zwei Glasscheiben 1, die im Wesentlichen parallel zueinander ausgerichtet sind, und zwischen denen ein Abstandhalter 2 angeordnet ist. In der inFig. 1 dargestellten Ausführungsform weist das Isolierglaselement sogar drei Glasscheiben 1 auf, wobei zwischen den äußeren Glasscheiben 1 und der inneren Glasscheibe 1 jeweils ein Abstandhalter 2 angeordnet ist. - Das dargestellte Isolierglaselement ist ein gestuftes Isolierglaselement, bei dem eine der außen liegenden Glasscheiben 1 (in der Darstellung die rechte Glasscheibe 1) größer ausgeführt ist als die anderen Glasscheiben 1 und deutlich über den Abstandhalter 2 hinausragt.
- In den weiteren Figuren ist ein Isolierglaselement mit nur zwei Glasscheiben 1 und einem dazwischen angeordneten Abstandhalter 2 und/oder ein nicht-gestuftes Isolierglaselement dargestellt. Das erfindungsgemäße Verfahren kann jedoch auch auf ein Isolierglaselement mit mehr als zwei Glasscheiben 1 angewandt werden, oder auf ein Isolierglaselement, das bereits "geöffnet" ist, d.h. eine Glasscheibe 1 mit einem daran angeklebten Abstandhalter 2 aufweist, an dessen anderer Seite keine Glasscheibe 1 angeordnet ist, oder auf ein Isolierglaselement mit weitestgehend gleich großen Glasscheiben 1.
- Der Abstandhalter 2 weist eine geschlossene Rahmenform auf, und verläuft leicht nach innen versetzt zu einer Glaskante 3 der Glasscheibe 1.
- In der dargestellten Ausführungsform (und auch in den weiteren in den Figuren dargestellten Ausführungsformen) besteht der Abstandhalter 2 aus einem starren Rahmen 4, der zu beiden Seiten mit jeweils einer Innenfläche 5 der angrenzenden Glasscheibe 1 über eine Primärdichtung 6 verklebt ist.
- Außen um den Rahmen 4 herum in der zwischen dem Rahmen 4 und den angrenzenden Glasscheiben 1 verlaufenden "Rinne" ist eine Sekundärdichtung 7 eingebracht, die am Rahmen 4 und an den Innenflächen 5 der angrenzenden Glasscheiben 1 anhaftet (bzw. angeklebt ist).
- Die
Fig. 2 und 3 zeigen ein erfindungsgemäßes Messer 8, das in dem erfindungsgemäßen Verfahren eingesetzt werden kann, in zwei unterschiedlichen Seitenansichten. - Das Messer 8 weist eine Messerbasis 9 mit einem Anschluss 11 für die Befestigung an einem in den
Fig. 2 und 3 nicht dargestellten Oszillierer 12 auf. An die Messerbasis 9 schließt eine Messerklinge 13 des Messers 8 an, die eine Messerspitze 14 aufweist. In der dargestellten Ausführungsform ist die Messerspitze 14 abgerundet. - Das Messer 8 ist dazu geeignet und vorgesehen zu oszillieren, d.h. in Schwingung in der Ebene der Messerklinge 13 versetzt zu werden.
- Die Messerklinge 13 weist weiters eine Vorderkante 15 auf, die von der Messerbasis 9 zur Messerspitze 14 verläuft und im bestimmungsgemäßen Einsatz des Messers 8 in eine Schneiderichtung S weist. Außerdem weist die Messerklinge 13 eine Hinterkante 16 auf, die ebenfalls von der Messerbasis 9 zur Messerspitze 14 verläuft.
- In
Fig. 2 verläuft die Vorderkante 15 rechts und die Hinterkante 16 links an der Messerklinge 13 und inFig. 3 andersherum. - Die Messerspitze 14 ist zu einer Mitte der Messerbasis 9 versetzt und ragt über die Vorderkante 15 (und auch über die Messerbasis 9) hinaus.
- Die Messerklinge 13 weist ein Durchgangsloch 17 auf, das schlitzförmig ausgebildet ist und in Richtung von der Messerbasis 9 zur Messerspitze 14 hin verläuft.
- Die Messerklinge 13 ist im Bereich der Messerspitze 14 einseitig angeschrägt, insbesondere angeschliffen, und zwar an jener der Seitenflächen 18, 19 der Messerklinge 13, die im erfindungsgemäßen Einsatz des Messers 8 von der Innenfläche 5 weg weist, von der der Abstandhalter 2 abgetrennt werden soll.
- Ebenso ist die Messerklinge 13 in einem an die Messerbasis 9 anschließenden Bereich der Vorderkante 15 und in einem an die Messerbasis 9 anschließenden Bereich der Hinterkante 16 angeschrägt, insbesondere angeschliffen. In diesen Bereichen ist die Messerklinge 13 jedoch an jener Seitenfläche 19, 18 abgeschrägt, die im erfindungsgemäßen Einsatz des Messers 8 zu der Innenfläche 5 hin weist, von der der Abstandhalter 2 abgetrennt werden soll.
- In der dargestellten Ausführungsform ist die Messerspitze 14 an der in Schneiderichtung S gesehen linken Seitenfläche 18 und die anderen angeschrägten Bereiche sind an einer in Schneidrichtung S gesehen rechten Seitenfläche 19 angeschrägt. Demnach ist das in den
Fig. 2 und 3 dargestellte Messer 8 dazu ausgelegt, einen Abstandhalter 2 zu durchtrennen bzw. abzutrennen, der in Schneiderichtung S gesehen links an einer Glasscheibe 1 angeklebt ist. Wenn das Messer 8 einen Abstandhalter 2 abtrennen soll, der in Schneiderichtung S gesehen rechts an einer Glasscheibe 1 angeordneten (angeklebten) ist, ist es jeweils entsprechend anders angeschrägt. Die Anschrägungen 20, insbesondere Anschliffe, sind in denFig. 2 und 3 schematisch eingezeichnet. - Das Messer 8 kann sich in Richtung von der Messerbasis 9 zur Messerspitze 14 hin einseitig oder beidseitig verjüngen, insbesondere von der Messerbasis 9 bis zu jenem Abschnitt der Messerklinge 13, der beim Trennschritt in den Abstandhalter 2 (insbesondere in die Primärdichtung 6) eingedrungen ist (vgl. hierzu
Fig. 4 ). - Die
Fig. 4 und 5 zeigen zwei erfindungsgemäße Messer 8 jeweils während eines verfahrensgemäßen Trennschrittes, in dem der Abstandhalter 2 von einer der Glasscheiben 1 getrennt wird, in einer Seitenansicht (Fig. 4 ) und einer Frontalansicht (Fig. 5 ). Die Messer 8 sind in Längsrichtung L des Abstandhalters 2 gesehen in kurzem Abstand zueinander angeordnet, sodass die Trennschritte kurz nacheinander ausgeführt werden. Im dargestellten Trennschritt (bzw. in den dargestellten Trennschritten) des erfindungsgemäßen Verfahrens wird der Abstandhalter 2 nahezu gleichzeitig von beiden angrenzenden Glasscheiben 1 abgetrennt. - Der Pfeil in
Fig. 4 zeigt eine Bearbeitungsrichtung B an, in der sich das Isolierglaselement beim dargestellten Trennschritt bewegt. Die oszillierenden Messer 8 bewegen sich somit beim Trennschritt in Schneiderichtung S (die entgegengleich der Bearbeitungsrichtung verläuft) der Messer 8 und entlang einer Längserstreckung L (die sich inFig. 4 von horizontal erstreckt) des Abstandhalters 2 relativ zur Glasscheibe 1. - Die Messerklinge 13 liegt in der dargestellten Ausführungsform bei jedem der Messer 8 im Wesentlichen an der Innenfläche 4 der jeweiligen Glasscheibe 1 an und ist bis zu einer vordefinierten Maximaltiefe Tmax, quer zur Längserstreckung L des Abstandhalters 2 gesehen, in den Abstandhalter 2 eingedrungen. Die vordefinierte Maximaltiefe Tmax erstreckt sich in der dargestellten Ausführungsform über die gesamte Tiefe des Abstandhalters 2, sodass jedes der Messer 8 beim Durchtrennen die Sekundärdichtung 7 und die Primärdichtung 6 gänzlich durchdringt und zwischen der Innenfläche 5 und dem starren Rahmen 4 des Abstandhalters 2 entlangläuft.
- Das Durchgangsloch 17 jedes der Messer 8 ragt unterhalb des Abstandhalters 2 hervor, d.h. es ist nicht gänzlich vom Abstandhalter 2 abgedeckt, damit Material aus dem Durchgangsloch 17 ausgebracht werden kann.
- In der dargestellten Ausführungsform wird bei einem gestuften Isolierglaselement der Abstandhalter 2 von beiden angrenzenden Glasscheiben 1 abgetrennt, wobei eine der Glasscheiben 1 (in
Fig. 5 die rechte Glasscheibe 1) größer ist als die andere der Glasscheiben 1 und mit ihrer Glaskante 3 über den Abstandhalter 2 hinausragt. - In den
Fig. 6 bis 8 ist das Eindringen des Messers 8 in den Abstandhalter 2 gemäß einer ersten Variante des Verfahrens dargestellt, bei der das Messer 8, bevor es in den Abstandhalter 2 eindringt, seitlich des Abstandhalters 2 positioniert wird. - In
Fig. 6 werden Positionsdaten des Messers 8 mit einer Sensoreinrichtung 21 erfasst, die z.B. einen optischen Positionsmessungssensor umfasst. - In
Fig. 7 werden mit der Sensoreinrichtung 21 ebenso Positionsdaten des Isolierglaselementes bzw. der Glasscheibe 1 erfasst. - Das Messer 8 wird dann anhand der erfassten Positionsdaten (und/oder anhand von aus einer Datenbank beziehbaren oder von einer bedienenden Person bereitgestellten Daten zum Isolierglaselement, insbesondere der Glasscheibendicke) seitlich des Abstandhalters 2 und von der Innenfläche 5 der Glasscheibe 1 beabstandet positioniert. Das Messer 8 wird zur Innenfläche 5 um eine parallel zur Längserstreckung L des Abstandhalters 2 verlaufende Längsschwenkachse verschwenkt positioniert, sodass es mit einer Ebene der Innenfläche 5 einen spitzen Winkel einschließt.
- Zu diesem Zeitpunkt, aber auch früher oder später, kann das Messer 8 mittels einer Kühleinrichtung, die in der dargestellten Ausführungsform mehrere Kühldüsen 22 aufweist, mit einem Kühlmedium besprüht bzw. benetzt werden.
- Nach dem Positionieren des Messers 8 dringt dieses schwingungsfrei, d.h. ohne dass der Oszillierer 12 - der in den
Fig. 6 bis 8 symbolisch als Kreis dargestellt ist - das Messer 8 in Oszillation versetzt, bis zu einer Starttiefe in den Abstandhalter 2 (hier: in die Sekundärdichtung 7) ein. - Anschließend wird das Messer 8 in Oszillation versetzt, in einer Schwenk- und Vorschubbewegung gleichzeitig tiefer in den Abstandhalter 2 eingedrückt (in eine Richtung quer zur Längserstreckung L des Abstandhalters 2) und mit der Messerklinge 13 zur Innenfläche 5 hin verschwenkt, sodass der spitze Winkel zwischen der Innenfläche 5 und der Messerklinge 13 bis zu einem vordefinierten Längswinkel verkleinert wird (bzw. bis der spitze Winkel gleich Null ist und die Messerklinge 13 im Wesentlichen plan an der Innenfläche 5 anliegt).
- Die vorangehend beschriebenen Schritte des Eindrückens des Messers 8 bis zur Maximaltiefe Tmax und des Verschwenkens der Messerklinge 13 bis zum Erreichen des Längswinkels können vor dem Trennschritt, d.h. bevor das Messer 8 relativ zur Glasscheibe 1 bewegt wird, oder während des Trennschrittes stattfinden.
- Die
Fig. 6 bis 8 zeigen eine automatisierte Variante des Verfahrens, bei der das Messer automatisiert positioniert wird. Das Positionieren des Messers 8 vor dem Eindringen in den Abstandhalter 2, das schwingungslose Eindringen des Messers 8 bis zur Starttiefe und das Eindringen und Verschwenken des oszillierenden Messers 8 bis zur Maximaltiefe Tmax und bis zum vordefinierten Längswinkel kann auch bei einer manuellen Variante des erfindungsgemäßen Verfahrens stattfinden (das Erfassen von Positionsdaten entfällt bei einer derartigen Variante). - In den
Fig. 9 bis 11 ist das Eindringen des Messers 8 in den Abstandhalter 2 gemäß einer weiteren Variante des Verfahrens dargestellt, bei der das Messer 8, bevor es in den Abstandhalter 2 eindringt, in Längserstreckung L gesehen vor dem Abstandhalters 2 positioniert ist. - Auch bei dieser Variante wird die Position des Messers 8 vor dem Eindringen des Messers 8 in den Abstandhalter 2 mittels einer Sensoreinrichtung 21 erfasst (siehe
Fig. 9 ) und das Messer 8 entsprechend vor dem Abstandhalter 2 positioniert (sieheFig. 10 ) . - In der dargestellten Ausführungsform ist das Messer 8 um eine quer zur Längserstreckung L des Abstandhalters 2 verlaufende Querschwenkachse mit seiner Messerklinge 13 zur Ebene der Innenfläche 5 hin geschwenkt, sodass ein spitzer Winkel zwischen der Messerklinge 13 und der Ebene der Innenfläche 5 eingeschlossen ist.
- Das Messer 8 wird schwingungsfrei (d.h. ohne dass es vom Oszillierer 12 in Oszillation versetzt ist) an den Abstandhalter 2 herangeführt bis es am Abstandhalter 2 anliegt bzw. ein kleines Stück in diesen eingedrungen ist, wobei in der dargestellten Variante das Isolierglaselement und somit der Abstandhalter 2 zum Messer 8 hin bewegt werden.
- Das oszillierende Messer 8 wird anschließend - vor oder während des Trennschrittes - mit seiner Messerklinge 13 zur Innenfläche 5 hin bewegt (vgl.
Fig. 11 ), bis es mit der Vorderkante 15 an der Innenfläche 5 anliegt oder sogar noch weiter, bis die Messerklinge 13 verbogen wird und der spitze Winkel zwischen der Innenfläche 5 und der Messerklinge 13 bis zu einem vordefinierten Querwinkel verkleinert wird bzw. bis die Messerklinge 13 im Wesentlichen plan an der Innenfläche 5 anliegt. -
Fig. 12 zeigt eine automatisierte Bearbeitungsvorrichtung 23 zum automatisierten Ausführen des erfindungsgemäßen Verfahrens in einer Seitenansicht. - Die Bearbeitungsvorrichtung 23 weist eine Stütz- und Fördereinrichtung 24 zum gestützten Transportieren einer oder mehrerer flächig nebeneinander angeordneter Glasscheibe/n 1 eines Isolierglaselementes in die Bearbeitungsrichtung B auf. Dafür umfass die Stütz- und Fördereinrichtung 24 Vertikalförderrollen 25 (die vorzugsweise angetrieben sind) und Stützwände 26 mit Stützrollen 27.
- Weiters weist die Bearbeitungsvorrichtung 23 wenigstens eine Trennvorrichtung 28 auf, die den Oszillierer 12 mit dem Messer 8, sowie eine mit dem Oszillierer 12 verbundene Positioniereinrichtung 33 umfasst.
- In der dargestellten Ausführungsform weist die Bearbeitungsvorrichtung 23 oben und unten jeweils zwei Trennvorrichtungen 28 auf, von denen zwei unten, zum Durchtrennen eines im Bereich einer unteren Glaskante 3 verlaufenden unteren Abschnittes 29 des Abstandhalters 2 entlang seiner Längserstreckung 2, und zwei oben, zum Durchtrennen eines im Bereich einer oberen Glaskante 3 verlaufenden oberen Abschnittes 31 des Abstandhalters 2 entlang seiner Längserstreckung 2, angeordnet sind. Mit den jeweils zwei hintereinander angeordneten Trennvorrichtungen 28 (sowohl oben als auch unten) kann der Abstandhalter 2 nahezu gleichzeitig von beiden daran angrenzenden Glasscheiben 1 abgetrennt werden.
- Die seitlichen Abschnitte 32 des Abstandhalters 2 können entlang ihrer jeweiligen Längserstreckung L in einer weiteren, gleich ausgestalteten, Bearbeitungsvorrichtung 23 durchtrennt werden, nachdem das Isolierglaselement um 90° gedreht wurde.
- Mit der Positioniereinrichtung 33 (bzw. einem nicht dargestellten vertikal verfahrbaren Schlitten der Teil der Positioniereinrichtung 33 sein kann) können zumindest die oberen Trennvorrichtungen 28 quer zur Längserstreckung L des oberen Abschnittes des Abstandhalters 2 verfahren werden, damit die Bearbeitungsvorrichtung 23 für unterschiedlich dimensionierte Isolierglaselemente geeignet ist.
- In
Fig. 13 ist die bei der Bearbeitungsvorrichtung 23 eingesetzte Trennvorrichtung 28 in einer Seitenansicht im Detail dargestellt. - Die Trennvorrichtung 28 weist den Oszillierer 12 mit dem Messer 8 auf, wobei der Oszillierer an der Positioniereinrichtung 33 montiert ist.
- In der dargestellten Ausführungsform ist eine seitliche Führungsplatte 34 mit Führungsschlitzen 35 einer Verschwenkeinrichtung 36 der Positioniereinrichtung 33 dargestellt. Durch die Führungsschlitze 35 sind mit dem Oszillierer 12 verbundene Bolzen 37 geführt. Aufgrund der Form der Führungsschlitze 35 führt das Messer 8 beim Hinbewegen des Oszillierer 12 mit Hilfe eines Antriebes 30 zum Abstandhalter 2 (quer zur Längserstreckung L des Abstandhalters 2) die bereits zu den
Fig. 6 bis 8 beschriebene Schwenk- und Vorschubbewegung aus. - Auch auf der anderen Seite des Oszillierers 12 ist eine in
Fig. 13 nicht sichtbare weitere Führungsplatte, mit weiteren Führungsschlitzen in denen weitere mit dem Oszillierer 12 verbundene Bolzen geführt sind, angeordnet. Die weiteren Führungsschlitze der weiteren Führungsplatte können einen von den Führungsschlitzen 35 der Führungsplatte 34 leicht abweichenden Verlauf aufweisen, insbesondere jeweils einen schräger verlaufenden Endabschnitt 38. Durch die unterschiedlich schräg verlaufenden Endabschnitte 38 der Führungsplatte 34 und der weiteren Führungsplatte wird der Oszillierer 12 und somit auch die Messerbasis 9 beim Heranbewegen an die Glasscheibe 1 zu einer Ebene der Innenfläche 5 verdreht. Dadurch wird auch die Messerklinge 13 zur Messerbasis 9 verschwenkt und die Messerklinge 13 mit der Vorderkante 15 fest gegen die Innenfläche 5 der Glasscheibe 1 gedrückt. - Die Führungsplatten 34 und der Antrieb 30 bilden zusammen die Verschwenkeinrichtung 36 der Positioniereinrichtung 33, die auch dafür dient, das Messer 8 quer zur Längserstreckung L des Abstandhalters 2 gesehen in den Abstandhalter 2 hineinzubewegen.
- Eine Anfahreinrichtung 40 der Positioniereinrichtung 33, die mit der Verschwenkeinrichtung 36 verbunden ist, ermöglicht die Bewegung des Oszillierers 12 quer zur Längserstreckung L des zu durchtrennenden Abstandhalters 2, zum Abstandhalter 2 hin oder von diesem weg.
- Mit Hilfe einer Querfahreinrichtung 53 der Positioniereinrichtung 33 kann der Oszillierer 12 quer zur Längserstreckung L des zu durchtrennenden Abstandhalters 2 zum Abstandhalter 2 hin oder von diesem weg verfahren werden um unterschiedlich große Isolierglaselemente auftrennen zu können. Im Rahmen der Erfindung kann auch die Querfahreinrichtung 53 dafür vorgesehen sein, das Messer 8 quer zur Längserstreckung L des Abstandhalters 2 gesehen in den Abstandhalter 2 hinein- und aus diesem herauszubewegen.
- Die Positioniereinrichtung 33 kann weiters auch eine nicht im Detail dargestellte Längsfahreinrichtung zum Verfahren der Trennvorrichtung 28 entlang der Längserstreckung L des Abstandhalters 2 (d.h. des zu durchtrennenden Abschnittes des Abstandhalters 2) aufweisen.
- Die Positioniereinrichtung 33 kann - wie dargestellt - eine Sensoreinrichtung 21, insbesondere einen optischen Positionsmessungssensor, aufweisen, um die Position der Positioniereinrichtung 33 gegenüber dem Abstandhalter 2 bzw. der Glasscheibe 1 ermitteln zu können. Weiters kann die Positioniereinrichtung 33 eine Kühldüse 22 zum Aufsprühen eines Kühlmediums auf die Messerklinge 13 aufweisen.
-
Fig. 14 zeigt in einer Seitenansicht eine im erfindungsgemäßen Verfahren einsetzbare Vortrenneinrichtung 39 während eines Vortrennschrittes, der vor dem Trennschritt stattfindet. Die Vortrenneinrichtung 39 kann in die Bearbeitungsvorrichtung 23 gemäßFig. 12 integriert sein und ist z.B. in Bearbeitungsrichtung B gesehen vor der Trennvorrichtung 28 positioniert, sodass an jeder Stelle des Abstandhalters 2 bei einer Vorwärtsbewegung des Isolierglaselementes zuerst der Vortrennschritt und direkt darauf der Trennschritt erfolgen kann. - Die Vortrenneinrichtung 39 weist ein rotierendes Trennwerkzeug 41 auf, das den Abstandhalter in einem von der Innenfläche 5 beabstandeten Bereich durchtrennt. Dabei wird die Sekundärdichtung 7 gänzlich durchtrennt und der starre Rahmen 4 eingeschnitten oder zumindest eingedrückt.
- Die
Fig. 15 und 16 zeigen die Vortrenneinrichtung 39 ausFig. 14 in zwei unterschiedlichen Ausführungsformen in einer Rückansicht. - Bei der Ausführungsform gemäß
Fig. 15 ist das Trennwerkzeug 41 ein rotierendes Schneidemesser, sodass die Rotationsbewegung des Trennwerkzeuges 41 zusammen mit der seitlichen Haftreibung genutzt werden kann, um die Glasscheibe 1 in Bearbeitungsrichtung B fortzubewegen bzw. zu transportieren. - Bei der Ausführungsform gemäß
Fig. 16 ist das Trennwerkzeug 41 ein rotierendes Sägeblatt, sodass im Vortrennschritt möglichst viel Material aus der Sekundärdichtung 7 entfernt wird und die Spannung im Abstandhalter 2 besonders stark reduziert werden kann. - Die
Fig. 17 und 18 zeigen einen Oszillierer 12 zur manuellen Ausführung des erfindungsgemäßen Verfahrens in einer Seitenansicht (Fig. 17 ) und in einer Vorderansicht (Fig. 18 ). - Der Oszillierer 12 umfasst einen Grundkörper 42 mit einem Bearbeitungsende 43, an dem das über den Grundkörper 42 hinausragende, in Oszillation versetzbare, Messer 8 angeordnet ist.
- An einer mit dem Grundkörper 42 verbundenen Distanzeinrichtung 44 ist außerhalb des Grundkörpers 42 eine lattenförmige Führung 45 angeordnet.
- Die Führung 45 ist vom Bearbeitungsende 43 um eine veränderliche Distanz beabstandet (angedeutet durch den Bewegungspfeil). Dafür weist die Distanzeinrichtung 44 zwei Führungsbolzen 46, die durch Führungsöffnungen 47 geführt sind, auf, an deren distalen Enden die Führung 45 angeordnet ist.
- Durch Verschieben der Führungsbolzen 46 in den Führungsöffnungen 47 kann die Führung 45 näher zum Bearbeitungsende 43 hin und weiter von diesem weg bewegt werden. Federn 51 zwischen den Führungsöffnungen 47 und der Führung 45 drücken die Führung 45, wenn diese nirgendwo anliegt, wieder in eine Ausgangsposition zurück, in der die Führung 45 maximal von dem Bearbeitungsende 43 entfernt ist.
- Die Distanzeinrichtung 44 weist weiters Anschläge 48 an Enden von Eindrehbolzen 52 auf, die ein Verschieben der Führung 45 zum Bearbeitungsende 43 hin begrenzen, d.h. eine Endposition der Führung 45 festlegt.
- Die Führung 45 weist eine Auflagefläche 49 zum Anlegen an die Glasscheibe 1 und/oder den Abstandhalter 2 auf.
- In der Ausgangsposition ist die Führung 45 weitest möglich vom Bearbeitungsende 43 entfernt, sodass die Messerklinge 13 mit einer Minimallänge über die Auflagefläche 43 hinausragt, und in der Endposition ist die Führung 45 nähest möglich zum Bearbeitungsende 43 hin verschoben, sodass die Messerklinge 13 mit einer Maximallänge über die Auflagefläche 42 hinausragt.
- Die Größe der Minimallänge und/oder der Maximallänge kann einstellbar sein, indem die effektive Länge der Führungsbolzen 46 durch Verdrehen von Einstellschrauben 50 an den aus den Führungsöffnungen 47 herausragenden Enden der Führungsbolzen 46 verändert wird (= Verändern der Minimallänge) und indem die Eindrehbolzen 52 mit den Anschlägen 48 weiter herausragend oder weiter hineingeschoben positioniert werden (= Verändern der Minimallänge).
- Die Messerklinge 13 kann auch bei der manuellen Ausführung des Verfahrens in der bereits zu den
Fig. 6 bis 8 beschriebenen Schwenk- und Vorschubbewegung bewegt werden. - Das manuelle Trennen des Abstandhalters 2 von der Glasscheibe 1 kann wie folgt ausgeführt werden:
Zuerst wird, durch Verdrehen der Einstellschrauben 50 an den aus den Führungsöffnungen 47 herausragenden Enden der Führungsbolzen 46, der größtmögliche Abstand den die Führung 45 zum Bearbeitungsende 43 aufweisen kann eingestellt. Dadurch ergibt sich eine Minimallänge die das Messer 8 jedenfalls in den Abstandhalter 2 eindringen kann, bis die Führung 45 den Glasrand 3 der Glasscheibe 1 berührt. Das Messer 8 ragt nun mit einem Teil der Messerklinge 13 über die Auflagefläche 49 hinaus und die Führung 45 ist durch die an den Führungsbolzen 46 (zwischen der Distanzeinrichtung 44 und der Führung 45) angeordneten Federn 51 vorgespannt. Die Federn 51 erzeugen eine starke Rückstellkraft, durch die die Führung 45 vom Bearbeitungsende 43 weggedrückt wird. - Ebenso wird die kleinstmögliche Distanz, die die Führung 45 zum Bearbeitungsende 43 hin gedrückt werden kann eingestellt, indem die Einschraubbolzen 52 in die Distanzeinrichtung 33 eingeschraubt bzw. aus dieser ausgeschraubt werden, wodurch der Abstand der Anschläge 48 zum Bearbeitungsende 43 verringert oder vergrößert wird. Wenn die Führung 45 an den Anschlägen 48 anliegt, ragt die Messerklinge 13 weitest möglich, d.h. mit einer Maximallänge, über die Auflagefläche 49 hinaus.
- Anschließend wird das Messer 8 leicht beabstandet zur Glaskante 3 der Innenfläche 5 unter einem sehr spitzen Winkel zur Innenfläche 5 geneigt in den Abstandhalter 2 (insbesondere in die Sekundärversiegelung 7) gedrückt.
- Wenn das Messer 8 derart am und im Abstandhalter 2 positioniert ist, wird der Messerantrieb (d.h. der Oszillierer 12) gestartet und das Messer 8 tiefer in den Abstandhalter 2 gedrückt, bis die Führung 45 am Isolierglaselement und die Messerspitze 14 (insbesondere auch die Vorderkante 15) an der Innenfläche 5 anliegt.
- Anschließend wird die Messerklinge 13 entlang der Längserstreckung L des Abstandhalters 2 bewegt und der Abstandhalter 2 durchtrennt. Dabei kann der Oszillierer 12 manuell um die Querachse verdreht werden, damit die Vorderkante 15 der Messerklinge 13 fest gegen die Innenfläche 5 gedrückt wird.
- Trifft die Führung 45 beim manuell ausgeführten Trennschritt auf eine Auswulstung des Abstandhalters 2, so kann die den Oszillierer 12 bedienende Person den zum Isolierglaselement hin ausgeübten Druck solange erhöhen, bis die Rückstellkraft der Federn 51 überwunden ist, und die Messerklinge 13 eine größere Länge als die Minimallänge (bis zur Maximallänge) über die Anlegefläche 49 hinaus ragt. Somit kann auch im Bereich der Auswulstung der Abstandhalter 2 über seine gesamte Tiefe durchtrennt werden.
-
- 1
- Glasscheibe
- 2
- Abstandhalter
- 3
- Glaskante
- 4
- Rahmen
- 5
- Innenfläche
- 6
- Primärdichtung
- 7
- Sekundärdichtung
- 8
- Messer
- 9
- Messerbasis
- 10
- ---
- 11
- Anschluss
- 12
- Oszillierer
- 13
- Messerklinge
- 14
- Messerspitze
- 15
- Vorderkante
- 16
- Hinterkante
- 17
- Durchgangsloch
- 18
- linke Seitenfläche
- 19
- rechte Seitenfläche
- 20
- Anschrägung
- 21
- Sensoreinrichtung
- 22
- Kühldüse
- 23
- Bearbeitungsvorrichtung
- 24
- Stütz- und Fördereinrichtung
- 25
- Vertikalförderrollen
- 26
- Stützwände
- 27
- Stützrollen
- 28
- Trennvorrichtung
- 29
- unterer Abschnitt Abstandhalter
- 30
- Antrieb
- 31
- oberer Abschnitt Abstandhalter
- 32
- seitlicher Abschnitt Abstandhalter
- 33
- Positioniereinrichtung
- 34
- Führungsplatte
- 35
- Führungsschlitz
- 36
- Verschwenkeinrichtung
- 37
- Bolzen
- 38
- Endabschnitt Führungsschlitz
- 39
- Vortrenneinrichtung
- 40
- Anfahreinrichtung
- 41
- Trennwerkzeug
- 42
- Grundkörper
- 43
- Bearbeitungsende
- 44
- Distanzeinrichtung
- 45
- Führung
- 46
- Führungsbolzen
- 47
- Führungsöffnungen
- 48
- Anschläge
- 49
- Auflagefläche
- 50
- Einstellschraube Führungsbolzen
- 51
- Feder
- 52
- Eindrehbolzen
- 53
- Querfahreinrichtung
- S
- Schneidrichtung
- B
- Bearbeitungsrichtung
- L
- Längserstreckung Abstandhalter
- Tmax
- Maximaltiefe
Claims (15)
- Verfahren zum Trennen wenigstens einer Glasscheibe (1) eines Isolierglaselementes von einem seitlich an einer Innenfläche (5) der Glasscheibe (1) angeordneten Abstandhalter (2), wobei der Abstandhalter (2) mit der Innenfläche (5) der Glasscheibe (1) verklebt ist, und wobei der Abstandhalter (2) in einem Trennschritt zumindest teilweise, vorzugsweise gänzlich, durch ein in den Abstandhalter (2) eindringendes, oszillierendes Messer (8) entlang einer Längserstreckung (L) des Abstandhalters (2) und quer zur Längserstreckung (L) durchtrennt wird, während sich das oszillierende Messer (8) in Schneiderichtung (S) des Messers (8) entlang der Längserstreckung (L) des Abstandhalters (2) relativ zur Glasscheibe (1) bewegt, dadurch gekennzeichnet, dass das Messer (8) vor dem Eindringen in den Abstandhalter (2) außerhalb des Abstandhalters (2) und von der Innenfläche (5) beabstandet positioniert wird bzw. ist, währenddessen seine Messerklinge (13) zu einer Ebene der Innenfläche (5) und um eine Längsschwenkachse, die im Wesentlichen parallel zur Längserstreckung (L) des Abstandhalters (2) verläuft, um einen spitzen Winkel verschwenkt ist,• dass das Messer (8), nachdem es außerhalb des Abstandhalters (2) und von der Innenfläche (5) beabstandet positioniert und bevor es in Oszillation versetzt wird, im Wesentlichen schwingungsfrei eine vordefinierte Starttiefe in den Abstandhalter (2) eindringt,• und dass das in den Abstandhalter (2) eindringende, oszillierende Messer (8) mit seiner Messerklinge (13) in Richtung Innenfläche (5) bewegt wird, bis ein vordefinierter Abstand der Messerklinge (13) zur Innenfläche (5) erreicht ist, und währenddessen um die Längsschwenkachse zur Innenfläche (5) hin verschwenkt wird, bis ein vordefinierter Längswinkel zwischen der Innenfläche (5) und der Messerklinge (13) erreicht ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der vordefinierte Abstand gleich Null ist, d.h. dass das oszillierende Messer (8) mit seiner Messerklinge (13) in Richtung Innenfläche (5) bewegt wird, bis die Messerklinge (13) an der Innenfläche (5) anliegt und/oder dass der vordefinierter Längswinkel im Wesentlichen gleich Null ist.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Messer (8) vor dem Eindringen in den Abstandhalter (2) in Längserstreckung (L) gesehen seitlich neben dem Abstandhalter (2) positioniert wird bzw. ist und beim Eindringen in den Abstandhalter (2) im Wesentlichen quer zur Längserstreckung (L) bis zu einer vordefinierten Maximaltiefe (Tmax) in den Abstandhalter (2) eindringt.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass in einem vorzugsweise direkt vor dem Trennschritt stattfindenden Ausrichtungsschritt der Abstandhalter (2) zumindest teilweise, vorzugsweise gänzlich, durch das in den Abstandhalter (2) eindringende, oszillierende Messer (8) entlang der Längserstreckung (L) des Abstandhalters (2) und quer zur Längserstreckung (L) durchtrennt wird, während sich das oszillierende Messer (8) entgegen der Schneiderichtung (S) des Messers (8) entlang der Längserstreckung (L) des Abstandhalters (2) relativ zur Glasscheibe (1) bewegt.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Messerklinge (13) vor dem Eindringen in den Abstandhalter (2), während das Messer (8) außerhalb des Abstandhalters (2) und von der Innenfläche (5) beabstandet positioniert wird bzw. ist, zu einer Ebene der Innenfläche (5) und um eine Querschwenkachse, die im Wesentlichen normal zur Längserstreckung (L) des Abstandhalters (2) verläuft, um einen spitzen Winkel verschwenkt ist.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das in den Abstandhalter (2) eindringende, oszillierende Messer (8), während es sich mit seiner Messerklinge (13) in Richtung zur Innenfläche (5) hin bewegt, um eine Querschwenkachse, die im Wesentlichen normal zur Längserstreckung (L) des Abstandhalters (2) verläuft, von einer Ebene der Innenfläche (5) weg verschwenkt wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Messer (8) eine an die Messerklinge (13) anschließende Messerbasis (9) aufweist, an der das Messer (8) in Oszillation versetzt wird, und dass während des Trennschrittes die Messerklinge (13) im Wesentlichen flächig an der Innenfläche (5) anliegt und zur Messerbasis (9) um einen Verdrehwinkel verdreht ist, wobei die Messerklinge (13) und die Messerbasis (9) derart zueinander verdreht sind, dass die Messerklinge (13) mit einer in Schneidrichtung (S) weisenden Vorderkante (15) gegen die Innenfläche (5) gepresst wird.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Abstandhalter (2) vor dem Trennschritt und ggf. vor dem Ausrichtungsschritt in einem Vortrennschritt mittels einer Vortrenneinrichtung (39) in einem von der Innenfläche (5) beabstandeten Bereich durch einen entlang der Längserstreckung (L) des Abstandhalters (2) verlaufenden und bis zu einer vordefinierten Vortrenntiefe reichenden Vortrennschnitt durchtrennt wird, wobei die Vortrenneinrichtung (39) zum Durchführen des Vortrennschrittes ein Trennwerkzeug (41), vorzugsweise ein weiteres oszillierendes Messer, ein rotierendes Schneidmesser, ein rotierendes Sägeblatt oder eine rotierende Trennscheibe, aufweist.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass zur Durchführung des Verfahrens eine automatisierte Bearbeitungsvorrichtung (23) verwendet wird, die eine Stütz- und Fördereinrichtung (24) zum gestützten Transportieren einer oder mehrerer flächig nebeneinander angeordneter Glasscheibe/n (1) eines Isolierglaselementes in eine Bearbeitungsrichtung (B), sowie wenigstens eine Trennvorrichtung (28) aufweist, wobei die Trennvorrichtung (28) eine Positioniereinrichtung (33) und wenigstens einen mit der Positioniereinrichtung (33) verbundenen Oszillierer (12) umfasst, wobei der Oszillierer (12) das Messer (8) aufweist, und wobei der Oszillierer (12) und somit das Messer (8) mit Hilfe der Positioniereinrichtung (33) relativ zum Isolierglaselement, insbesondere zur Glasscheibe (1) und zum Abstandhalter (2), positioniert und bewegt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass die Positioniereinrichtung (33) eine Anfahreinrichtung, mit der der Oszillierer (12) quer zur Längserstreckung (L) des zu durchtrennenden Abstandhalters (2) zur Innenfläche (5) hin und von dieser weg verfahren wird, aufweist, und dass die Positioniereinrichtung (33) eine Verschwenkeinrichtung (36), mit der der Oszillierer (12) relativ zur Glasscheibe (1) bzw. zu den Glasscheiben (1) verschwenkt wird, und/oder eine Querfahreinrichtung, mit der der Oszillierer (12) quer zur Längserstreckung (L) des zu durchtrennenden Abstandhalters (2) zum Abstandhalter (2) hin und von diesem weg verfahren wird und/oder eine Längsfahreinrichtung, mit der der Oszillierer (12) entlang der Längserstreckung (L) des zu durchtrennenden Abstandhalters (2) verfahren wird, und/oder eine Dreheinrichtung, mit der der Oszillierer (12) um eine quer zur Längserstreckung (L) des zu durchtrennenden Abstandhalters (2) verlaufende Achse gedreht wird, aufweisen kann.
- Verfahren nach Anspruch 8 sowie nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass eine Vortrenneinrichtung (39) mit einem rotierenden Trennwerkzeug (41) verwendet wird, dass die Vortrenneinrichtung (39) derart an der Bearbeitungsvorrichtung (23) positioniert ist, dass das Trennwerkzeug (41) beim Transport der Glasscheibe/n (1) in die Bearbeitungsrichtung (B) in Richtung Längserstreckung (L) des zu durchtrennenden Abstandhalters (2) gesehen von vorne auf den Abstandhalter (2) trifft und diesen entlang der Längserstreckung (L) des abzutrennenden Abstandhalters (2) zumindest teilweise durchtrennt, und dass vorzugsweise die Glasscheibe/n (1) aufgrund der Rotation und der seitlichen Haftreibung des rotierenden Trennwerkzeuges (41) in die Bearbeitungsrichtung (B) transportiert wird.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass zur Durchführung des Verfahrens ein manuell zu bedienender Oszillierer (12) verwendet wird, umfassend:• einen Grundkörper (42) mit einem Bearbeitungsende (43), in dessen Bereich das über den Grundkörper (42) hinausragende, in Oszillation (42) versetzbare, Messer (8) angeordnet ist,• eine Führung (45), die außerhalb des Grundkörpers (42) und vom Bearbeitungsende (43) um eine veränderliche Distanz beabstandet angeordnet ist und die eine Auflagefläche (49) zum Anlegen an die Glasscheibe (1) und/oder den Abstandhalter (2) aufweist,• eine mit dem Grundkörper (42) verbundene Distanzeinrichtung (44), mit der die Führung (45) zwischen einer Ausgangsposition und einer Endposition geführt verschiebbar ist, wobei die Führung (45) in der Ausgangsposition weitest möglich vom Bearbeitungsende (43) entfernt ist, sodass die Messerklinge (13) mit einer Minimallänge über die Auflagefläche (49) hinausragt, und in der Endposition nähest möglich zum Bearbeitungsende (43) hin verschoben ist, sodass die Messerklinge (13) mit einer Maximallänge über die Auflagefläche (49) hinausragt und wobei durch wenigstens ein Rückstellelement, insbesondere eine Feder (51), der Distanzeinrichtung (33) eine Rückstellkraft auf die Führung (45) ausgeübt wird, die die Führung (45) in Richtung der Ausgangsposition drückt, und• vorzugsweise Feststelleinrichtungen, mit denen die Lage der Ausgangsposition und der Endposition und somit die Minimallänge und die Maximallänge einstellbar sind.
- Messer (8) zum Trennen einer Glasscheibe (1) eines Isolierglaselementes von einem seitlich an einer Innenfläche (5) der Glasscheibe (1) angeordneten Abstandhalter (2), wobei das Messer (8) dafür vorgesehen ist, in Oszillation versetzt zu werden, wobei das Messer (8) eine Messerbasis (9) mit einem Anschluss (11) für die Befestigung an einem Oszillierer (12) und eine Messerklinge (13) mit einer Messerspitze (14) aufweist, wobei die Messerklinge (13) eine Vorderkante (15), die beim bestimmungsgemäßen Einsatz des Messers (8) in Schneiderichtung (S) weist und die von eine Messerbasis (9) zu einer Messerspitze (14) verläuft, und eine Hinterkante (16), die von der Messerbasis (9) zur Messerspitze (14) verläuft, aufweist, dadurch gekennzeichnet, dass in der Messerklinge (13) ein zwischen der Vorderkante (15) und der Hinterkante (16) angeordnetes, vorzugsweise schlitzförmiges, Durchgangsloch (17) ausgebildet ist.
- Messer nach Anspruch 13, dadurch gekennzeichnet, dass das Durchgangsloch (17) schlitzförmig ist und eine Längsausdehnung aufweist, und dass die Längsausdehnung des Durchgangsloches (17) im Wesentlichen in Richtung von der Messerbasis (9) zur Messerspitze (14) hin verläuft und/oder dass die Messerspitze (14) in Richtung der Vorderkante (15) zu einer Mitte der Messerbasis (9) versetzt ist, insbesondere an der Seite der Vorderkante (15) über die Messerbasis (9) hinausragt.
- Verfahren nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass als Messer (8) das Messer (8) nach Anspruch 13 oder 14 verwendet wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50965/2023A AT527767A1 (de) | 2023-12-01 | 2023-12-01 | Verfahren und Messer zum Trennen einer Glasscheibe von einem Abstandhalter |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4563784A1 true EP4563784A1 (de) | 2025-06-04 |
Family
ID=93742825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24216412.7A Pending EP4563784A1 (de) | 2023-12-01 | 2024-11-29 | Verfahren und messer zum trennen einer glasscheibe von einem abstandhalter |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4563784A1 (de) |
| AT (1) | AT527767A1 (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT364513B (de) | 1980-06-23 | 1981-10-27 | Winkler Kurt | Vorrichtung zum zerlegen von isolierglasscheiben |
| EP1031542A2 (de) | 1999-02-25 | 2000-08-30 | Helge Haugen | Verfahren und Anlage zur umweltfreundlichen Behandlung von abgedichteten Isolierverglasungen |
| WO2013135712A1 (de) * | 2012-03-13 | 2013-09-19 | Sika Technology Ag | Schwingschneider-klingeneinheit, schwingschneider und verfahren zum ausglasen eines fenster- oder türflügels |
| US8621738B2 (en) | 2006-10-16 | 2014-01-07 | Panasonic Corporation | Glass cutting apparatus, glass-substrate disassembling apparatus, glass-substrate disassembling system, glass cutting method, and glass-substrate disassembling method |
| WO2020018377A1 (en) | 2018-07-14 | 2020-01-23 | Polyceed Inc. | Recycling of smart windows |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005329189A (ja) * | 2004-05-19 | 2005-12-02 | Nippon Building Giken Kk | 建築用シーリング材カッター |
-
2023
- 2023-12-01 AT ATA50965/2023A patent/AT527767A1/de unknown
-
2024
- 2024-11-29 EP EP24216412.7A patent/EP4563784A1/de active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT364513B (de) | 1980-06-23 | 1981-10-27 | Winkler Kurt | Vorrichtung zum zerlegen von isolierglasscheiben |
| EP1031542A2 (de) | 1999-02-25 | 2000-08-30 | Helge Haugen | Verfahren und Anlage zur umweltfreundlichen Behandlung von abgedichteten Isolierverglasungen |
| US8621738B2 (en) | 2006-10-16 | 2014-01-07 | Panasonic Corporation | Glass cutting apparatus, glass-substrate disassembling apparatus, glass-substrate disassembling system, glass cutting method, and glass-substrate disassembling method |
| WO2013135712A1 (de) * | 2012-03-13 | 2013-09-19 | Sika Technology Ag | Schwingschneider-klingeneinheit, schwingschneider und verfahren zum ausglasen eines fenster- oder türflügels |
| WO2020018377A1 (en) | 2018-07-14 | 2020-01-23 | Polyceed Inc. | Recycling of smart windows |
Also Published As
| Publication number | Publication date |
|---|---|
| AT527767A1 (de) | 2025-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007008634B3 (de) | Verfahren und Vorrichtung zum Trennen von Verbundglasscheiben | |
| DE4123929C2 (de) | Verfahren und Vorrichtung zum Zerteilen von Flachglastafeln | |
| DE2518243A1 (de) | Verfahren und vorrichtung zum schneiden von glas | |
| DE9313591U1 (de) | Vorrichtung zum Schneiden von Verbundglas | |
| EP1726572B1 (de) | Verfahren zum mechanischen Brechen von geritzten flachen Werkstücken aus sprödbrüchigem Material | |
| DE29520283U1 (de) | Vorrichtung zum Teilen von Glastafeln in Zuschnitte | |
| EP3867203B1 (de) | Verbundglasschneidanlage und verfahren zum schneiden von verbundglastafeln | |
| DE2804384C3 (de) | Vorrichtung zum Abtrennen des Randstreifens einer nach einem vorgegebenen Umrifl innerhalb eines größeren Glasscheibenrohlings eingeritzten Glasscheibe | |
| DE69924565T2 (de) | Verfahren und Vorrichtung zum Anschärfen von plattenförmigem Material | |
| DE10157833B4 (de) | Vorrichtung zum Aufteilen einer Verbundglastafel in einzelne Verbundglasscheiben und Verfahren zum Positionieren einer Verbundglastafel auf einer Verbundglasschneidanlage | |
| EP4563784A1 (de) | Verfahren und messer zum trennen einer glasscheibe von einem abstandhalter | |
| EP1577273A2 (de) | Vorrichtung und Verfahren zum Konturenschneiden in Verbundglas | |
| EP4415935B1 (de) | Trennverfahren und trennvorrichtung zum trennen von glasscheiben einer isolierverglasung von dem abstandhalterrahmen | |
| DE102011088556B3 (de) | Verfahren zum Verkleinern einer Flüssigkristallanzeige | |
| DE69831157T2 (de) | Handwerkszeug zum auftragen von dichtstreifen | |
| EP2565357B1 (de) | Verfahren und Vorrichtung zur Bearbeitung eines Kunststoffbandes bei der Herstellung eines rahmenförmigen Abstandhalters für Isolierglasscheiben | |
| EP4274812A1 (de) | Vorrichtung zum schneiden von platten aus beschichtetem mehrscheibenglas, insbesondere aus verbund- oder verbundsicherheitsglas | |
| EP4011574B1 (de) | Fensterklebemaschine und materialabläng- und -zuführvorrichtung | |
| EP0044550A1 (de) | Verfahren und Vorrichtung zum Aufteilen einer Platte aus Spanplattenmaterial | |
| EP3000567A1 (de) | Vorrichtung zur herstellung von verbundsicherheitsglasscheiben, messeranordnung dafür und verfahren zum abschneiden eines folienstreifens | |
| DE10296951B4 (de) | Verfahren zum Entfernen eines Deckschichtrandes und zugehörige Vorrichtung | |
| DE19827098B4 (de) | Verfahren und Vorrichtung zum Abtrennen von Profilstäben aus Kunststoff oder Leichtmetall | |
| EP1162043B1 (de) | Verfahren sowie Vorrichtung zum Längsschneiden einer Warenbahn | |
| EP3995272A1 (de) | Abtrenn-, kaschier- und glasplattenherstellvorrichtung sowie verfahren zum abtrennen einer folie und kaschierverfahren | |
| EP4530428A1 (de) | Verfahren und vorrichtung zum zusammenbauen einer zwei aussengläser und ein dazwischen liegendes dünnglas enthaltenden dreifach-isolierglasscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250922 |