EP3889374B1 - Procédé de construction d'immeubles - Google Patents
Procédé de construction d'immeubles Download PDFInfo
- Publication number
- EP3889374B1 EP3889374B1 EP19888380.3A EP19888380A EP3889374B1 EP 3889374 B1 EP3889374 B1 EP 3889374B1 EP 19888380 A EP19888380 A EP 19888380A EP 3889374 B1 EP3889374 B1 EP 3889374B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- prefabricated
- modules
- dimensional
- floor
- pillars
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 33
- 238000009415 formwork Methods 0.000 claims description 62
- 238000004519 manufacturing process Methods 0.000 claims description 49
- 238000010276 construction Methods 0.000 claims description 44
- 238000004891 communication Methods 0.000 claims description 30
- 238000009434 installation Methods 0.000 claims description 29
- 230000015572 biosynthetic process Effects 0.000 claims description 23
- 239000004567 concrete Substances 0.000 claims description 15
- 239000011150 reinforced concrete Substances 0.000 claims description 14
- 230000002787 reinforcement Effects 0.000 claims description 9
- 238000009413 insulation Methods 0.000 claims description 7
- 238000005192 partition Methods 0.000 claims description 5
- 238000012545 processing Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 17
- 230000008859 change Effects 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 230000032258 transport Effects 0.000 description 10
- 210000004027 cell Anatomy 0.000 description 9
- 238000013461 design Methods 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000009428 plumbing Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000009423 ventilation Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000009429 electrical wiring Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 238000009436 residential construction Methods 0.000 description 2
- 239000010865 sewage Substances 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000004078 waterproofing Methods 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000009435 building construction Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 210000003850 cellular structure Anatomy 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000004035 construction material Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- -1 electricity Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images














Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04H—BUILDINGS OR LIKE STRUCTURES FOR PARTICULAR PURPOSES; SWIMMING OR SPLASH BATHS OR POOLS; MASTS; FENCING; TENTS OR CANOPIES, IN GENERAL
- E04H1/00—Buildings or groups of buildings for dwelling or office purposes; General layout, e.g. modular co-ordination or staggered storeys
- E04H1/005—Modulation co-ordination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B15/00—General arrangement or layout of plant ; Industrial outlines or plant installations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping
- B28B5/02—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type
- B28B5/021—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type the shaped articles being of definite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/02—Moulds with adjustable parts specially for modifying at will the dimensions or form of the moulded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/22—Moulds for making units for prefabricated buildings, i.e. units each comprising an important section of at least two limiting planes of a room or space, e.g. cells; Moulds for making prefabricated stair units
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/348—Structures composed of units comprising at least considerable parts of two sides of a room, e.g. box-like or cell-like units closed or in skeleton form
- E04B1/34815—Elements not integrated in a skeleton
- E04B1/34823—Elements not integrated in a skeleton the supporting structure consisting of concrete
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/348—Structures composed of units comprising at least considerable parts of two sides of a room, e.g. box-like or cell-like units closed or in skeleton form
- E04B1/34815—Elements not integrated in a skeleton
- E04B1/34853—Elements not integrated in a skeleton the supporting structure being composed of two or more materials
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04H—BUILDINGS OR LIKE STRUCTURES FOR PARTICULAR PURPOSES; SWIMMING OR SPLASH BATHS OR POOLS; MASTS; FENCING; TENTS OR CANOPIES, IN GENERAL
- E04H1/00—Buildings or groups of buildings for dwelling or office purposes; General layout, e.g. modular co-ordination or staggered storeys
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04H—BUILDINGS OR LIKE STRUCTURES FOR PARTICULAR PURPOSES; SWIMMING OR SPLASH BATHS OR POOLS; MASTS; FENCING; TENTS OR CANOPIES, IN GENERAL
- E04H1/00—Buildings or groups of buildings for dwelling or office purposes; General layout, e.g. modular co-ordination or staggered storeys
- E04H1/02—Dwelling houses; Buildings for temporary habitation, e.g. summer houses
- E04H1/04—Apartment houses arranged in two or more levels
Definitions
- the invention relates to the field of construction, in particular to modular three-dimensional-block construction, and can be used for construction of low-rise and multi-storey residential buildings, public buildings and structures, as well as other buildings of any other purpose.
- a method of constructing buildings from three-dimensional blocks which consists in installing a three-dimensional block in a vertical position, side walls of which are rigidly connected to side walls of a next block through gaskets.
- the blocks are installed one by one around the perimeter of the building.
- the lower part of the connected blocks can serve as a foundation when they are installed below the zero mark of the building.
- internal walls, floors and openings can be formed in buildings (see patent RU 2076178C1 , convention priority: 09.12.1994 RU 94 94044472 ).
- the closest approach to the proposed solution is a method of buildings construction, which consists in manufacturing three-dimensional blocks, after which prefabricated three-dimensional blocks are formed using construction components, including engineering communications, by means of installing engineering communications and performing interior finishing, then the prefabricated three-dimensional blocks are transported using vehicles to a construction site, where, by means of lifting devices, prefabricated three-dimensional blocks are installed in an appropriate place and the prefabricated three-dimensional blocks are installed and connected to each other, while the prefabricated three-dimensional blocks are installed on top of one another in a similar position (see, for example, the website on the Internet https://studf ⁇ les.net/preview/5193963/).
- the disadvantage of the known method is the lack of possibility to quickly change configuration of blocks, their shapes and sizes, when implementing the method, it is possible to manufacture only the same type of blocks, low productivity, small overall dimensions of blocks with a limited area, lack of possibility to change quickly planning solutions of premises and finishing and engineering preparation at the factory is no more than 20-30%.
- US 3,714,304 A and SU 495208 A1 disclose conveyors used for manufacture of prefabricated three-dimensional modules, installation during manufacture of engineering communications, performing interior and exterior finishing, forming internal partitions installing built-in furniture, etc.
- the invention is defined in claim 1.
- the technical problem solved by the invention is an increase in area of buildings constructed and in volume of daily output, an increase in productivity, a reduction in time and labor costs for construction of buildings, an increase in comfort of premises constructed and a significant increase in their quality.
- the technical result of the invention which provides a solution to the technical problem, is the reduce in complexity and cost of construction, simplicity of three-dimensional modules installation, ensuring building versatility for any three-dimensional planning solutions due to the possibility of rapid changes in size and shape of three-dimensional modules in all coordinates, increase in rigidity, reliability and stability of the building due to the floor-by-floor re-laying of three-dimensional modules during their installation, increase in accuracy of the buildings assembling due to provision of high-precision dimensions of three-dimensional modules, ensuring the possibility of rapid changes in three-dimensional planning solutions.
- the technical result of the invention is achieved by implementing a method for constructing buildings, wherein on robotic conveyors located in a plant workshop, prefabricated three-dimensional modules are made, moreover, on the first robotic conveyor, a formwork system is formed and a monolithic reinforced-concrete three-dimensional module including a base plate and/ or pillars and/ or walls and/ or beams and/ or crosspieces and/ or ceiling panels is manufactured in said formwork system, said manufactured three-dimensional module is transferred to a second robotic conveyor, where the prefabricated three-dimensional module is formed, using construction components, including engineering communications, by means of installing engineering communications, performing internal and/ or external finishing, and/ or installing built-in furniture, then at the end of the second robotic conveyor the prefabricated three-dimensional module is packaged in a protective material, and other prefabricated three-dimensional modules are manufactured in the same way, the packaged prefabricated three-dimensional modules are transported to a construction site by means of vehicles, where, by means of lifting devices, the packaged prefabricated three-dimensional modules are installed in the appropriate place, unpacked,
- manufacture of a prefabricated three-dimensional module on robotic conveyors can be carried out with the help of industrial robots.
- the building can be constructed with the possibility of dismounting and transporting the prefabricated three-dimensional modules to another construction site by means of a vehicle.
- the three-dimensional module can have internal walls, and after the installation of engineering communications, the execution of internal and/ or external finishing and/ or the installation of built-in furniture, spatial arrangement of the internal walls, as well as engineering communications and/ or built-in furniture can be changed.
- the formation of the formwork system on the first robotic conveyor can be carried out on a pallet, which is cleaned and covered with a layer of oil-air lubricant before the formation of the formwork system.
- some of the prefabricated three-dimensional modules have protrusions from the side of the beams, some of the prefabricated three-dimensional modules have recesses from the side of the base, and all the prefabricated three-dimensional modules have through holes in some of the sides, so that while connecting the prefabricated three-dimensional modules of the overlying floors with the prefabricated three-dimensional modules of the underlying floors by inserting the protrusions into the recesses, and connecting the prefabricated three-dimensional modules of one and the same floor by threaded connection through said through holes.
- the method for constructing buildings of any type and purpose consists in the preliminary manufacture of three-dimensional-block products (three-dimensional modules) and their subsequent installation and connection with each other.
- Prefabricated three-dimensional modules are made in a warm and bright premise of a modular residential construction technopolis (plant of reinforced-concrete products).
- Prefabricated three-dimensional modules form prefabricated residential or public premises with 99% finishing with full readiness for their use, including living. Being manufactured in factory conditions, three-dimensional modules, when assembled and connected to each other on a construction site, form a prefabricated building of a residential or public type, or any other purpose.
- the implementation of the proposed method allows one to construct buildings of any type and purpose (multi-storey or low-rise residential buildings, public buildings and structures, including hospitals, kindergartens, schools, sanatoriums, office buildings, etc.), of any configuration, of any planning solution, of any area, depending on the need, requires and design documentation.
- prefabricated modules On the robotic conveyors 1 and 2, located in a workshop of a plant (technopolis), prefabricated three-dimensional modules 6, 7, 8, 9, 10 with 100% internal and external finishing are manufactured (hereinafter referred to as "prefabricated modules").
- prefabricated modules On the robotic conveyors 1 and 2, located in a workshop of a plant (technopolis), prefabricated three-dimensional modules 6, 7, 8, 9, 10 with 100% internal and external finishing are manufactured (hereinafter referred to as "prefabricated modules”).
- a formwork system form-installation, hereinafter referred to as the formwork
- modules monolithic reinforced-concrete three-dimensional modules 12
- the first conveyor 1 can have either one load-bearing body 13, or a larger number of load-bearing bodies 13 (two, three or more), on each of which, with the help of industrial robots and manipulators, the corresponding formwork 11 is formed, wherein the corresponding module 12 is manufactured.
- a formwork 11 is formed for the manufacture of one module 12 (for example, a one-room apartment), on the second body 13, a formwork 11 is formed for the manufacture of another module 12 of a different size or shape (for example, a two-room apartment), on the third body 13, a formwork 11 is formed for the manufacture of a third module 12 (for example, a pre-apartment hall), on the fourth body 13, a formwork 11 is formed for the manufacture of another module 12 (for example, a stair-lift unit), and so on.
- each formwork 11 on each load-bearing body 13 of the conveyor 1 has the possibility of operational readjustment, i.e. operational changes in its size and shape in all three coordinates (in plan and height, i.e. changes in length, width, height, configuration), depending on the required nomenclature configuration of the building, as well as taking into account the specified parameters, characteristics, shapes and standard sizes of the modules 12.
- the corresponding module 12 may include a base plate 14, and/ or pillars 15, and/ or load-bearing walls 16, and/ or ceiling beams 17 (longitudinal and transverse), and/or ceiling crosspieces 18, and/ or ceiling panels 19.
- a module 12 that forms an apartment
- such a module includes a base plate 14, and pillars 15 (or solid walls 16 instead of pillars both with window openings, doorways, and without them), and ceiling beams 17 (or ceiling panel 19 instead of beams) and special crosspieces 18.
- the corresponding module 12 may not have a base plate 14 and a ceiling panel 19, and such a module 12 will include pillars 15 or solid walls 16 and beams 17.
- the module 12, which forms the apartment hall includes, mainly, both the base plate 14 and the ceiling panel 19.
- Manufacturing of the corresponding modules 12 on the load-bearing bodies 13 of the conveyor 1 in the formwork 11 is carried out as follows (for example, manufacturing of modules 12 that form an apartment, a pre-apartment hall and an office space).
- pallets 20 are placed, on which a corresponding formwork 11 is formed for the manufacture of a module 12 of required size and shape (the dimensions of the pallets 20-25 meters by 8 meters (length/ width), or a smaller size, preferably 17 meters by 8 meters (length/ width), depending on the size of the manufactured module 12).
- Each pallet 20 is made of metal and has a smooth, flat surface. Before forming the formwork 11 on the pallet 20, the surface of the pallet 20 is treated, cleaned and covered with a thin layer of oil-air lubricating.
- the pallets 20 are mostly of the same size and they transport along the factory floor along the roller conveyor.
- a plate 14 of the base of the module 12 forming an apartment (6) is manufactured, on another load-bearing body 13, a plate 14 of the base of the module 12 forming an apartment hall (7) is manufactured, and on the third body 13, a plate 14 of the base of the module 12 forming an office space is manufactured.
- Placement and fixing of the sides 22 to the pallet 20 is carried out by means of magnets 51, by means of which the sides 22 are fixed on the pallet 20 from four sides, forming the formwork dimensions of the lower base plate 14.
- the sides 22 are located in the so-called "store" of the conveyor line 1.
- the outer sides 22 are different in length and, depending on the geometric dimensions of the base plate 14, the robot independently determines the set of end sides 22.
- the height of the sides 22 is mainly 250 mm.
- reinforcement frames 26 are installed in the places where the pillars 15 are installed to form the pillars 15.
- the concrete is supplied and the base plate 14 is formed in the corresponding formwork 11 for the base plate 14.
- fire insulation and sound insulation are installed in the forms, as well as engineering communications are laid with the possibility of replacing them during operation.
- the base plate 14 (the upper flat part) is treated with special devices (power trowels, not shown) in order to obtain an ideal flat surface.
- the reinforcement frames 26 are not touched, while the release points of the reinforcement frame 26 may remain untreated in order to better further bond the concrete.
- the dimensions of the plates 14 in the plan are mainly 15 meters by 6.5 meters (length/ width) or 16 meters by 7 meters (length/ width), which corresponds to a certain area of the manufactured, for example, apartment module (6), but the dimensions of the plates 14 can be different (smaller or larger) depending on the required area.
- the ribbed plate 14 has both external longitudinal and transverse ribs 21 and internal ribs, with the size of the external ribs 21 being mainly 250 mm in height (the total height of the plate 14) and 180 mm in width, and the internal ribs in cross-section have a constant size (except for the places where the pillars 15 are installed), which is mainly 100 mm in width and 160 mm in height.
- the thickness of the "field" of the plate 14 has, mainly, a thickness of 50 mm.
- the specified dimensions may vary, depending on the purpose and type of module 12.
- a formwork system can be used, having instead of inserts 23 for the formation of cells 24 a certain set of sides, which includes both end sides 22 and inner sides 52 and 53 for the formation of longitudinal and transverse ribs, and the sides 52 and 53 also have magnets 51, with which the sides 52 and 53 are placed and fixed on the pallet 20 ( Fig. 24 ).
- the sides 52 and 53 are installed using a robot, which, depending on the size of the plate 14, independently determines the necessary set of sides 52 and 53, their size and placement on the pallet 20 by means of software.
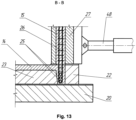
- the sides 27 of the formwork 11 for pillars 15 (or walls 16) and beams 17 have the ability to quickly change their spatial position relative to the base plate 14 with the help of a robot and make pillars 15 of any size and in any position (in any place) on the base plate 14 (including rotates by 90° with different brands of the module 12).
- Void formers (inserts 28) between the pillars 15 are attached to the moving end sides 27 of the installation form, and they allow one to design any gaps between the pillars 15, as well as to design doorways 29, panoramic windows 30, etc.
- the dimensions of the pillars 15 in the plan are preferably 180/500 mm, but the pillars 15 may have other dimensions (smaller or larger).
- the number of pillars 15 in the module 12 is preferably eight, but there may be a different number of pillars 15 (more or less) depending on the size and configuration of the modules 12.
- a module 12 forming a pre-apartment hall (7) may have dimensions, for example, 3/ 18/ 3 m. Or, if it is necessary to make, for example, a module 12 that forms an office space, then it may have dimensions, for example, 7,2/ 21/ 3,5 m. And so on, depending on the purpose of the corresponding module 12, it should be understood that, if necessary, the corresponding module 12 can also be made smaller, for example, in length, have the same size as in width (for example, 3 meters in length and width, or 4 meters in length and width, or, for example, 3,5 meters in width and 6 meters in length).
- protrusions 31 and recesses 46 are formed in the modules 12.
- the protrusions 31 (rod protrusions) are formed on top of the modules 12, and the recesses 46 are formed on the bottom of the modules 12 (from the bottom of the plate 14 in the ribs 21).
- Protrusions 31 and recesses 46 are formed mainly in the places where the pillars 15 are executed and are directed along the pillars 15.
- the protrusions 31 and the recesses 46 are designed for high-precision connection and installation of prefabricated modules on top of each other when they are installed on a construction site.
- Construction products and components include: construction materials for engineering communications; materials for ventilation and roofing, as well as insulation materials; materials for the waterproofing process; materials for connecting any articles; materials for all types of finishing works (both for internal roughing and finishing of the room, and for external finishing); materials for creating built-in furniture; as well as any other materials necessary for the implementation of 99.9% of the premise finishing and the preparation of the prefabricated module 6-10 for its intended use.
- Engineering communications (engineering support networks) used to form prefabricated modules 6-10 include (but are not limited to): external power supply systems (power transmission lines, transformer and tracking substations, etc.); internal power supply systems (including low-current ones); external heat supply systems; internal heat supply systems (hot water and heating systems); external water supply and sewerage systems (water supply sources, hydraulic structures, water and sewer treatment plants, collectors, pumping stations, etc.); internal water supply and sewage systems; ventilation and air conditioning systems; lighting systems; gas supply systems (gas distribution sites, pressure regulators, filters, safety valves, meters, gas pipelines, etc.); external communication networks; internal communication networks (telephone network, structured cabling system, automated dispatch control system, access control system, visualization system, video surveillance, Internet, smart home system, etc.); sewerage; drainage; fire water supply and security systems; etc.
- external power supply systems power transmission lines, transformer and tracking substations, etc.
- internal power supply systems including low-current ones
- external heat supply systems internal heat supply systems (hot water and heating systems); external water supply and sewer
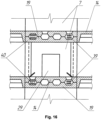
- the conveyor 2 has, mainly, two levels 32 and 33 ( Fig. 18 ).
- the first level 32 (for example, the lower one) includes one or two or more longitudinal parts 34 (lines) that transport the manufactured modules 12 on load-bearing bodies, and on which the prefabricated modules 6-10 are directly formed, both using robots and by manual labor.
- the number of longitudinal parts 34 and load-bearing bodies of the first level 32 depends on the number of modules 12 that are transported simultaneously on the first level 32.
- the second level 33 includes several transverse parts 35 (lines), with the help of which prefabricated construction articles and components are transported to the first level 32 in the corresponding zone to form the prefabricated modules 6-10.
- the second level 33 can also produce construction articles and components necessary for formation of the prefabricated modules 6-10, which are subsequently also transported to the first level 32 for formation of the prefabricated modules 6-10.
- the second conveyor 2 can have a special lift 36 in each zone, with the help of which the corresponding construction products and components are supplied from the second level 33 to the first level 32.
- the workshop of the conveyor 2 can be combined with storage spaces where construction products and components are stored, which are subsequently supplied by means of the transverse parts 35 of the second level 33 of the conveyor 2 to the first level 32.
- the transverse supply can be either on one side or on both sides relative to the first level 32.
- monitors 45 can be installed, which broadcast to the workers the sequence of formation of the prefabricated modules 6-10 (when using manual labor to form the prefabricated modules 6-10), i.e. the sequence of certain communications installation, room finishing, etc.
- the broadcast can be carried out, for example, by playing animated video files, or playing special video scenes that demonstrate the complete sequence of actions when forming the prefabricated modules 6-10 in the corresponding zone.
- modules 12 that form the apartments (prefabricated module 6).
- modules 12 are also prefabricated, but maybe with the use of other components, or excluding part of the components, depending on the type of module.
- the load-bearing bodies of the first level 32 of the conveyor 2 transport with the modules 12, mainly continuously (or may have short stops).
- all the necessary construction articles and components are supplied to the first level 32 from the second level 33, and inside the module 12 they do (both with the help of manual labor and with the help of robots), for example, pour the floor, install, for example, metal crosspieces 18 of the overlap (in the absence of a ceiling panel 19), carry out cladding work, cover the ceiling with drywall, prepare ventilation, insulate the walls and carry out other rough finishing.
- the corresponding module (6) is transferred to the second zone of the conveyor 2 (second stage), where all necessary materials and components are also supplied from the second level 33 to the first level 32 and, for example, all plumbing work is carried out on the first level 32 inside and outside the modules (6), all plumbing communications are laid, pipelines, wiring, mortgages, sewer pipelines are installed, risers or connectors with risers are installed outside the apartment module (6) (if the risers are installed in the module 7 of the apartment hall), etc. Access points are being prepared for servicing pipe connections or for replacing pipes. Plumbing communication 40 is installed outside the modules 6, including on the side of the base plate 14 in special cells 24.
- the apartment module 6 (originally module 12) is transferred to the third zone (the third stage), where the necessary materials and components are also supplied from the second level 33, and, for example, all electrical work is carried out, cables are laid, electric shields, weak points, lighting, etc. are installed. Necessary cables are laid, for example, for fire safety, for the "smart home" system, video surveillance, etc. Places of access to service electricians are prepared, special hatches 37 are installed (adjacent to the module 7 of the apartment hall), niches 38 are prepared for terminal blocks, etc. Electrical wiring 39 is performed mainly in the intermodule space, i.e. outside the modules, including from the side of the base plate 14 in special cells 24 (as well as through the inter-storey floors of adjacent apartment modules 7).
- the module 6 is transferred to the next zone on the first level 32 (the fourth stage), where the necessary materials and components are also supplied from the second level 33 and, for example, complete interior decoration is carried out, for example, wallpaper is pasted, walls are painted, tiles are laid, parquet or linoleum or parquet board is laid, etc.
- the module 6 is transferred to the next zone (the fifth stage), where the necessary materials and components are also supplied from the second level 33 and, for example, sockets, switches, a smart home system, video cameras, etc. are installed. Also in this area, for example, built-in water filters, sinks, showers, bathtubs, etc. can be installed. That is, at this stage, all the necessary work related to electrical and plumbing communication is completed.
- the module 6 is transferred to the next zone (the sixth stage), where the necessary materials and components are also supplied from the second level 33 and, for example, the installation of built-in furniture in the appropriate specially prepared places is carried out.
- the installers change the spatial location of the internal walls, as well as engineering communications and/ or built-in furniture.
- Changing the spatial location of the internal walls with communications is carried out quickly by moving (transforming) the walls with communications and built-in furniture along special guides (niches in the floor and walls), as well as by using special fasteners, clamps, connections, etc.
- the consumer can make a change in the spatial location and after the completion of the building construction, when he settled in the apartment (either on his own or with the involvement of specialists).
- This transporting (transformation) of walls with communications and built-in furniture allows consumers to quickly change the space-planning solutions of their apartments (offices, etc.), depending on their needs, requires and wishes.
- the prefabricated module 6 After all the finishing work is done, when the prefabricated module 6 is formed and ready to transport to the construction site, it is transported to the next zone, where electricians, plumbers and other persons conduct a control inspection of the prefabricated module 6, conduct crimping and testing, and make a conclusion about the readiness of the module 6.
- the prefabricated module 6 is transferred to the next zone of the conveyor 2 (the last zone is the end of the second conveyor 2), where the prefabricated module 6 is packed in a protective material that prevents dust, moisture, dirt, etc. from entering the prefabricated module 6, as well as which eliminates any impact on the prefabricated module 6 that can damage it, and generally excludes access to the prefabricated module 6 by anyone.
- a thick coating or a special cover is used as a protective material.
- modules 6-10 are made, while in the case, for example, of the modules 8, 9 manufacture, forming a stair-lift unit, then on the second conveyor 2 (in the corresponding zone) inside such a module 7, lift shafts, staircases, etc. are prepared, railings, pipeline and/ or garbage disposal units, electrical communications (lighting, pipes and slats for electrical wiring, terminals, sockets, junction boxes, fuses and plugs, automatic fuses, switches, plug connections, distributors, etc.) are installed, walls are painted or tiled.
- electrical communications lighting, pipes and slats for electrical wiring, terminals, sockets, junction boxes, fuses and plugs, automatic fuses, switches, plug connections, distributors, etc.
- the prefabricated modules 10 are made, forming basements (lower modules).
- all external networks enter and exit the lower modules 10 (for example, sewage and wastewater for heat ("return")).
- the lower (basement) modules 10 have perfect waterproofing on the outside.
- Some modules 10 have solid ribbed walls 16 (around the perimeter of the building), and some modules 10 may not have solid walls (internal modules 10 in the basement). Between the adjacent modules 10, passageways are organized along the entire building, there are separate entrances and exits to the basements.
- Such modules 10 should have floor slabs 19, to which engineering pipes can be fixed.
- all engineering equipment is mounted on the conveyor 2 (individual heat points, water pumping stations, centralized water and heat meters, etc.), i.e., 99.9% finishing is also carried out.
- All prefabricated modules 6-10 are fully factory-ready, with the corresponding prefabricated modules 6-10 having the following (but not limited to): glazed window and balcony door blocks; door blocks with architraves and door devices; built-in cabinets and mezzanines; mounted wiring of central heating, cold and hot water supply, sewerage networks with sanitary and technical devices; mounted hidden electrical wiring with fittings for connection; ventilation units with exhaust radiators; floors on balconies (loggias); barrier constructions on the balconies; fully prefabricated facade surface of the exterior walls; interior finishing that meets the requirements of the building project, etc.
- the second conveyor 2 which has two levels 32 and 33, combined with storage facilities, time is saved for the manufacture of prefabricated modules 6-10, and labor productivity is significantly increased.
- it eliminates the need for workers of the relevant specialties (electricians, plumbers, finishers, etc.) to transport from one zone to another in order to carry out certain works.
- Each worker is located in his own zone and only the products, components and tools necessary for his work are supplied to this zone from the second level 32.
- Monitors 45 in each zone of the conveyor 2 demonstrating the sequence of certain works, also reduce the time for carrying out the corresponding works.
- prefabricated modules 6-10 are installed (from the second conveyor 2) on the platform of a special vehicle 3 for transporting prefabricated modules 6-10 (one prefabricated module 6-10 per vehicle 3) and transport the prefabricated modules 6-10 to the construction site.
- Transportation is carried out accompanied by special services and special equipment, mainly at night, as well as on pre-prepared and agreed routes that allow one to transport large-sized heavy cargo.
- the packed prefabricated modules 6-10 are installed in the appropriate place by means of a lifting device 4.
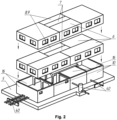
- the installation of prefabricated modules 6-10 is carried out on a floor-by-floor basis with the formation of a building by the method of floor-by-floor re-laying, i.e. a part of the prefabricated modules 6 (7) of even floors is installed relative to a part of the prefabricated modules 6 (7) of odd floors with an intersection in the plan of part of the load-bearing walls 16 (part of the prefabricated modules 6 is rotated 90° relative to a part of the lower prefabricated modules 6).
- the building is constructed as follows.
- Basement (lower) prefabricated modules 10 are installed, unpacked, mounted and connected to each other. In this case, the connection is carried out without the use of welding due to the places 47, where threaded connections are used.
- prefabricated apartment modules 6 of the first floor prefabricated apartment modules 7, prefabricated modules of stair-lift units 8 and 9 are installed (by introducing projections 31 into recesses 46), workers unpack them and mount the prefabricated modules 6-9 and connect them to each other and to the prefabricated basement modules 10 (also without the use of welding due to the presence of places 47 for connecting adjacent modules using threaded connections).
- prefabricated modules 6-9 Due to the presence of specially prepared protrusions 31 and recesses 46 in prefabricated modules 6-9 (10), respectively, in the upper and lower parts, through which the overlying prefabricated modules 6-9 are connected to the underlying ones, high-precision installation of the prefabricated modules 6-10 and their reliable connection to each other is ensured.
- the prefabricated apartment modules 6, pre-apartment modules 7 and modules 8 and 9 of the stair-lift units of the second floor are installed, while part of the prefabricated modules 6 (7) of the second floor is rotated by 90° relative to part of the prefabricated modules 6 (7) of the first floor.
- This floor-by-floor layout ensures high rigidity of the entire building, its stability and durability.
- a bolted connection is mainly used, while ensuring that the modules 6-10 are vertically and horizontally adjacent to each other without a gap.
- the size of the external joints between the modules is 14 mm (according to the previously conducted thermal engineering calculations (Mosstroy Research Institute), sizes less than this value are not allowed due to changes in the ambient temperature).
- pallets 20 of the described size the possibility of changing the dimensions of the formwork 11 formed on pallets 20 in all three coordinates, as well as the use of different sizes of sets of inserts 23, 28 and the hydraulic system 48 (hydraulic cylinders that drive the formwork 11) for the formwork 11 allows one to increase the area of the buildings constructed, to ensure the versatility of buildings for any space-planning solutions.
- robotic conveyors 1 and 2 as well as the presence of the conveyor 2 separate zones wherein certain operations are carried out to form prefabricated modules 6-10, allows one to significantly increase the volume of daily manufacture of prefabricated modules 6-10 and increase productivity.
- Floor-by-floor re-laying of prefabricated modules 6-10 during the construction of buildings i.e., turning part of the prefabricated modules of even storeys relative to part of the prefabricated modules of odd storeys, mainly by 90° (or at a different angle), ensures high rigidity, durability and stability of buildings even in the absence of welded joints.
- one of the main principles of the invention is that the architect manages the factory manufacture, and not vice versa.
- Module-apartments are large in size and have free layout.
- the workplace the place of labor application
- materials and components transfer to the performer of the work, and not vice versa, as in existing construction technologies.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Conveying And Assembling Of Building Elements In Situ (AREA)
- Automatic Assembly (AREA)
Claims (11)
- Procédé pour fabriquer un module tridimensionnel préfabriqué (6, 7, 8, 9, 10), le procédé comprenantla mise en place d'une palette (20) sur un premier transporteur robotique (1), sur lequel, à l'aide de robots industriels, un système de coffrage est formé,le système de coffrage incluant des premier et second coffrages pour la fabrication d'un module tridimensionnel monolithique en béton armé (12), incluant une plaque de base (14), des pièces latérales, à savoir des piliers (15) et/ou des murs (16), des poutres (17), et des éléments de plafond, à savoir des traverses (18) et/ou des panneaux de plafond (19),le procédé comprenant en outre le positionnement, la mise en place et la fixation de côtés (52, 53) sur la palette (20) en utilisant des aimants (51) pour former le premier coffrage pour la plaque de base (14) à l'aide desdits robots industriels, de telle sorte que des nervures longitudinales et transversales (21) de la plaque de base (14) soient formées,une armature (25) est posée, et dans les emplacements où les piliers (15) doivent être situés, des cadres d'armature (26) sont installés pour la formation des piliers (15),la plaque de base (14) est formée en fournissant du béton au premier coffrage avec la formation de nervures longitudinales et transversales (21) avec des évidements (24) entre celles-ci, placés aux emplacements des piliers (15) et dirigés le long des piliers (15),la palette (20) avec la plaque de base (14) formée sur celle-ci avec des cadres d'armature (26) pour la formation de piliers (15) est fournie sur le premier transporteur robotique (1) à un poste d'installation de coffrage vertical, où des robots industriels forment le second coffrage (11) pour les pièces latérales, les poutres (17), et les éléments de plafond à partir de côtés longitudinaux et transversaux (27), ainsi qu'un ensemble d'organes d'insertion (28) fixés avec des aimants (51) sur les côtés longitudinaux et transversaux (27),le module tridimensionnel monolithique en béton armé (12) est réalisé en fournissant du béton dans le second coffrage (11) avec la formation de saillies (31) sur les poutres (17), placées aux emplacements des piliers (15) et dirigées les long des piliers (15),le module tridimensionnel monolithique en béton armé fabriqué (12) est transféré à un second transporteur robotique (2), où, à l'aide de robots industriels, le module tridimensionnel préfabriqué (6, 7, 8, 9, 10) est fabriqué en installant des communications techniques, en réalisant une finition intérieure et extérieure, en formant des cloisons internes et/ou en installant un ameublement incorporé.
- Procédé selon la revendication 1, dans lequel la formation du système de coffrage pour la fabrication d'un module tridimensionnel monolithique en béton armé est réalisée avec la possibilité de changer ses dimensions de 3 à 7,2 mètres de largeur, de 8 à 21 mètres de longueur et de 3 à 3,5 mètres de hauteur, dans lequel la production du module tridimensionnel monolithique en béton armé est réalisée, dont la largeur est de 3 à 7,2 mètres, la longueur de 8 à 21 mètres, la hauteur de 3 à 3,5 mètres.
- Procédé selon la revendication 1, dans lequel les pièces latérales du module tridimensionnel monolithique en béton armé sont formées avec des évidements et des trous débouchants pour relier les modules tridimensionnels préfabriqués.
- Procédé selon la revendication 1, dans lequel le premier transporteur robotique (1) est utilisé pour fabriquer un module tridimensionnel monolithique en béton armé ayant au moins six piliers (15), dont les dimensions en vue en plan sont de 180/500 mm.
- Procédé selon la revendication 1, dans lequel, avant de fournir du béton au premier coffrage, une ignifugation et une insonorisation sont installées dans le premier coffrage, et des communications techniques sont posées.
- Procédé selon la revendication 1, dans lequel, après la formation de la plaque de base (14), sa partie supérieure est traitée avec une truelle électrique pour former une surface lisse plate.
- Procédé selon la revendication 6, dans lequel, après le traitement de la partie supérieure de la plaque de base (14), elle est couverte avec un platelage.
- Procédé selon la revendication 1, dans lequel, dans la fabrication du module tridimensionnel monolithique en béton armé, au moins certains des piliers forment des boucles dans leur partie supérieure pour lever le module.
- Procédé pour construire des bâtiments à partir de modules tridimensionnels préfabriqués fabriqués selon l'une quelconque des revendications 1 à 8, consistant en le fait que, sur le chantier de construction, au moyen d'au moins un dispositif de levage, les modules tridimensionnels préfabriqués sont installés dans l'emplacement approprié étage-par-étage, alors que des modules tridimensionnels préfabriqués de sous-sol sont installés sur les fondations, sur les modules tridimensionnels préfabriqués de sous-sol, des modules tridimensionnels préfabriqués du premier étage sont installés en introduisant des saillies des modules tridimensionnels préfabriqués de sous-sol situés dans la partie supérieure aux emplacements des piliers, dans les évidements des modules tridimensionnels préfabriqués du premier étage situés dans la partie inférieure, au niveau des piliers, les modules tridimensionnels préfabriqués du premier étage sont assemblés et reliés les uns aux autres au moyen de liaisons filetées passant par des trous débouchants dans les piliers ou les murs de modules tridimensionnels préfabriqués adjacents du premier étage, des modules tridimensionnels préfabriqués du premier étage sont installés sur des modules tridimensionnels préfabriqués du deuxième étage en introduisant des saillies de modules tridimensionnels préfabriqués du premier étage, situées dans la partie supérieure, au niveau des piliers, dans les évidements de modules tridimensionnels préfabriqués du deuxième étage, situés dans la partie inférieure, au niveau des piliers, et une portion des modules tridimensionnels préfabriqués correspondants du deuxième étage est tournée de 90° par rapport à une portion des modules tridimensionnels préfabriqués correspondants du premier étage, les modules tridimensionnels préfabriqués du deuxième étage sont assemblés et reliés les uns aux autres au moyen de liaisons filetées passant par des trous débouchants dans les piliers ou murs de modules tridimensionnels préfabriqués adjacents du deuxième étage, des modules tridimensionnels préfabriqués des étages suivants sont successivement installés sur les modules tridimensionnels préfabriqués du deuxième étage en introduisant les saillies des modules tridimensionnels préfabriqués de chaque étage précédent, situées dans la partie supérieure, au niveau des piliers, dans les évidements des modules tridimensionnels préfabriqués de chaque étage suivant, situés dans la partie inférieure, au niveau des piliers, les modules tridimensionnels préfabriqués de chaque étage sont assemblés et reliés les uns aux autres en utilisant des liaisons filetées, passant par des trous débouchants dans les piliers ou murs de modules tridimensionnels préfabriqués adjacents de l'étage correspondant, et une portion des modules tridimensionnels préfabriqués correspondants de chaque étage suivant est tournée de 90° par rapport à une portion des modules tridimensionnels préfabriqués correspondants de l'étage précédent, et forment un bâtiment pour qu'une portion des modules tridimensionnels préfabriqués d'étages de nombres pairs soit installée relativement à une portion des modules tridimensionnels préfabriqués d'étages de nombres impairs pour que, en vue en plan, certains des murs se croisent.
- Procédé selon la revendication 9, dans lequel une grue type flèche pour charges lourdes, montée sur chenilles, avec une capacité de levage de 750 tonnes au maximum est utilisée en tant qu'au moins un dispositif de levage.
- Procédé selon la revendication 9, dans lequel l'installation de modules tridimensionnels préfabriqués utilisant au moins un dispositif de levage est réalisée en utilisant des boucles sur les piliers (15).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2018142384A RU2712845C1 (ru) | 2018-11-30 | 2018-11-30 | Способ изготовления крупногабаритного готового объемного модуля и способ строительства здания из крупногабаритных готовых объемных модулей |
| PCT/RU2019/000080 WO2020111966A1 (fr) | 2018-11-30 | 2019-02-08 | Procédé de construction d'immeubles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3889374A1 EP3889374A1 (fr) | 2021-10-06 |
| EP3889374A4 EP3889374A4 (fr) | 2022-08-31 |
| EP3889374B1 true EP3889374B1 (fr) | 2023-10-18 |
Family
ID=69625337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19888380.3A Active EP3889374B1 (fr) | 2018-11-30 | 2019-02-08 | Procédé de construction d'immeubles |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3889374B1 (fr) |
| DK (1) | DK3889374T3 (fr) |
| ES (1) | ES2969483T3 (fr) |
| HU (1) | HUE065298T2 (fr) |
| PL (1) | PL3889374T3 (fr) |
| RU (1) | RU2712845C1 (fr) |
| WO (1) | WO2020111966A1 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2759467C1 (ru) * | 2021-04-28 | 2021-11-15 | Публичное акционерное общество "Федеральная гидрогенерирующая компания - РусГидро" | Способ автоматизированного монтажа силовой конструкции гравитационного накопителя энергии и комплекс устройств для его осуществления |
| CN117425613A (zh) * | 2021-06-17 | 2024-01-19 | 通力股份公司 | 监测电梯的组装的方法和装置 |
| RU2761783C1 (ru) * | 2021-06-21 | 2021-12-13 | Сергей Анатольевич Сибиряков | Способ автоматизированного возведения сооружений |
| CN113550599B (zh) * | 2021-08-05 | 2022-10-11 | 中建八局第二建设有限公司 | 一种双曲面锯齿形grg施工方法 |
| CN117255260B (zh) * | 2023-11-20 | 2024-03-01 | 深圳市云图华祥科技有限公司 | 一种建筑工程施工现场智能监控系统 |
| CN117988601B (zh) * | 2024-04-07 | 2024-07-02 | 成都中品建设工程有限公司 | 一种装配式功能性建筑及其施工方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3884613A (en) * | 1968-12-10 | 1975-05-20 | Lely Cornelis V D | Apparatus for forming and displacing a prefabricated building section |
| US3714304A (en) * | 1969-12-29 | 1973-01-30 | F Anderson | Building construction |
| SU495208A1 (ru) * | 1971-10-01 | 1975-12-15 | Проектно-Технологический Институт "Оргпромстрой" | Поточно-конвейерна лини дл изготовлени объемных блоков |
| SU1689075A1 (ru) * | 1989-03-31 | 1991-11-07 | Московский научно-исследовательский и проектный институт типового и экспериментального проектирования | Технологическа лини по изготовлению объемных блоков |
| RU2026479C1 (ru) * | 1993-12-07 | 1995-01-09 | Салават Ахатович Шакиров | Многоэтажное здание |
| RU2076178C1 (ru) | 1994-12-09 | 1997-03-27 | Валерий Иванович Костин | Здание из объемных блоков |
| JP3236834B2 (ja) * | 1998-07-07 | 2001-12-10 | 普 山田 | 地下室構造体、その製造方法、その運搬方法およびその施工方法 |
| JP5707418B2 (ja) * | 2010-11-24 | 2015-04-30 | ▲勧▼ 渡辺 | コンテナ型ユニット建築の連結工法 |
| WO2013110616A1 (fr) * | 2012-01-23 | 2013-08-01 | Inter Hospitality Holding B.V. | Procédé et système de construction d'un bâtiment |
| RU128219U1 (ru) | 2012-12-21 | 2013-05-20 | Владимир Иванович Бондаренко | Модульный каркас здания |
| RU2616306C1 (ru) * | 2016-04-13 | 2017-04-14 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Санкт-Петербургский государственный архитектурно-строительный университет" (ФГБОУ ВПО "СПбГАСУ") | Способ строительства многоэтажных зданий из объемных блоков |
-
2018
- 2018-11-30 RU RU2018142384A patent/RU2712845C1/ru active
-
2019
- 2019-02-08 ES ES19888380T patent/ES2969483T3/es active Active
- 2019-02-08 PL PL19888380.3T patent/PL3889374T3/pl unknown
- 2019-02-08 DK DK19888380.3T patent/DK3889374T3/da active
- 2019-02-08 EP EP19888380.3A patent/EP3889374B1/fr active Active
- 2019-02-08 WO PCT/RU2019/000080 patent/WO2020111966A1/fr active Search and Examination
- 2019-02-08 HU HUE19888380A patent/HUE065298T2/hu unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HUE065298T2 (hu) | 2024-05-28 |
| EP3889374A4 (fr) | 2022-08-31 |
| RU2712845C1 (ru) | 2020-01-31 |
| PL3889374T3 (pl) | 2024-04-02 |
| DK3889374T3 (da) | 2024-01-22 |
| EP3889374A1 (fr) | 2021-10-06 |
| ES2969483T3 (es) | 2024-05-20 |
| WO2020111966A1 (fr) | 2020-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3889374B1 (fr) | Procédé de construction d'immeubles | |
| US10947720B2 (en) | Block construction of prefabricated buildings | |
| EP1971727B1 (fr) | Construction de batiments | |
| US20160040443A1 (en) | Modular Building System | |
| US20130305629A1 (en) | Modular Building System | |
| EP2175088B1 (fr) | Procédé d'installation sur un site d'un module préfabriqué semi-résistant pour la construction | |
| JP2009528464A (ja) | プレハブ式鉄筋コンクリートの単身者住宅および前記住宅の建設方法 | |
| US12091872B2 (en) | Hybrid building system, building and method | |
| WO2008004896A2 (fr) | Système de construction | |
| WO2018174825A1 (fr) | Structure volumétrique préfabriquée et préfinie d'un bâtiment | |
| US20220154448A1 (en) | Centralized core and node system for construction projects | |
| RU2766076C1 (ru) | Сборный строительный модуль и способ его монтажа | |
| RU2715781C1 (ru) | Способ производства объемного модуля | |
| JPS6365785B2 (fr) | ||
| RU2627436C1 (ru) | Крупнопанельное здание | |
| BRPI1103773A2 (pt) | processo construtivo de unidades modulares e unidades modulares assim obtidas | |
| AU2011201797A1 (en) | Prefabricated Room Assembly | |
| WO2023222853A2 (fr) | Système de bâtiment hybride, bâtiment et procédé | |
| JPH11200498A (ja) | 集合住宅の建築工法と、それに使用する部屋ユニット | |
| CN117813439A (zh) | 混合建筑系统、建筑和方法 | |
| WO2024103128A1 (fr) | Procédé et panneau de bâtiment | |
| EA041217B1 (ru) | Способ сборки модульного здания | |
| RU1796748C (ru) | Многоэтажное здание Белоуса | |
| WO2017035622A1 (fr) | Procédé de construction suspendue de plancher et éléments correspondants | |
| Horayangkura et al. | An industrialized housing system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210630 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20220802 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 5/00 20060101ALI20220727BHEP Ipc: E04B 1/348 20060101ALI20220727BHEP Ipc: E04H 1/00 20060101AFI20220727BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04H 1/04 20060101ALI20230424BHEP Ipc: B28B 15/00 20060101ALI20230424BHEP Ipc: B28B 7/22 20060101ALI20230424BHEP Ipc: B28B 7/02 20060101ALI20230424BHEP Ipc: B28B 5/02 20060101ALI20230424BHEP Ipc: E04B 1/348 20060101ALI20230424BHEP Ipc: B28B 5/00 20060101ALI20230424BHEP Ipc: E04H 1/00 20060101AFI20230424BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20230510 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019039835 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20240117 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240220 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240220 Year of fee payment: 6 Ref country code: ES Payment date: 20240304 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240301 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240218 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240119 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240118 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20240325 Year of fee payment: 6 Ref country code: DE Payment date: 20240228 Year of fee payment: 6 Ref country code: CZ Payment date: 20240202 Year of fee payment: 6 Ref country code: GB Payment date: 20240131 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2969483 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240520 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E065298 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240118 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240131 Year of fee payment: 6 Ref country code: PL Payment date: 20240131 Year of fee payment: 6 Ref country code: IT Payment date: 20240222 Year of fee payment: 6 Ref country code: FR Payment date: 20240129 Year of fee payment: 6 Ref country code: DK Payment date: 20240131 Year of fee payment: 6 Ref country code: BE Payment date: 20240226 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602019039835 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1622601 Country of ref document: AT Kind code of ref document: T Effective date: 20231018 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |