EP3871802A1 - Giessanlage und giessverfahren - Google Patents
Giessanlage und giessverfahren Download PDFInfo
- Publication number
- EP3871802A1 EP3871802A1 EP19875171.1A EP19875171A EP3871802A1 EP 3871802 A1 EP3871802 A1 EP 3871802A1 EP 19875171 A EP19875171 A EP 19875171A EP 3871802 A1 EP3871802 A1 EP 3871802A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- molten steel
- room
- tundish
- mold
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005266 casting Methods 0.000 title claims abstract description 94
- 238000009434 installation Methods 0.000 title claims abstract description 36
- 238000000034 method Methods 0.000 title claims description 40
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 235
- 239000010959 steel Substances 0.000 claims abstract description 235
- 230000004308 accommodation Effects 0.000 claims abstract description 55
- 239000002344 surface layer Substances 0.000 claims abstract description 50
- 239000010410 layer Substances 0.000 claims abstract description 48
- 238000004519 manufacturing process Methods 0.000 claims abstract description 11
- 238000005192 partition Methods 0.000 claims description 56
- 239000000654 additive Substances 0.000 claims description 27
- 230000000996 additive effect Effects 0.000 claims description 27
- 230000004907 flux Effects 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 13
- 239000011261 inert gas Substances 0.000 claims description 12
- 230000007423 decrease Effects 0.000 claims description 7
- 229910001021 Ferroalloy Inorganic materials 0.000 claims description 6
- 238000007664 blowing Methods 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- 238000001816 cooling Methods 0.000 description 12
- 238000007711 solidification Methods 0.000 description 10
- 230000008023 solidification Effects 0.000 description 10
- 230000007797 corrosion Effects 0.000 description 8
- 238000005260 corrosion Methods 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 239000002826 coolant Substances 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 238000004891 communication Methods 0.000 description 5
- 238000007599 discharging Methods 0.000 description 5
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 1
- 230000005587 bubbling Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/007—Continuous casting of metals, i.e. casting in indefinite lengths of composite ingots, i.e. two or more molten metals of different compositions being used to integrally cast the ingots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/108—Feeding additives, powders, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/08—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like for bottom pouring
Definitions
- the above-described casting installation has a structure of including one mold and one secondary cooling bed below the tundish, i.e., one strand, a production rate of a double-layered slab is low.
- the present invention provides a casting installation and a casting method, which are capable of improving a production rate of a double-layered slab.
- the present invention also provides a casting installation and a casting method, which are capable of casting a double-layered slab having a target function.
- a casting installation includes: a ladle provided with a first room and a second room, each of which accommodates molten steel; a tundish having a first accommodation space configured to accommodate first molten steel supplied from the first room and a second accommodation space configured to accommodate second molten steel supplied from the second room; and a mold that is disposed below the tundish, solidifies the first molten steel and the second molten steel supplied from the tundish, and casts a double-layered slab in which components in a surface layer and an inner layer are different.
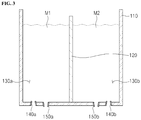
- the ladle may include: a body having an inner space; and a division member installed in the body so that the first room and the second room are formed by dividing the inner space of the body, and a bottom surface of the division member may be connected to a bottom surface of the body.
- the tundish may include: a main body having an inner space; and a partition wall part installed in the main body so that the first accommodation space is an outer space, and the second accommodation space is an inner space in the main body, and a lower end of the partition wall part may be connected to a bottom of the main body.
- the mold may be disposed below the first partition and the first body of the tundish, and the ladle may be disposed above the second partition and the second body of the tundish.
- the casting device may include a magnetic field generation part configured to apply a magnetic field into the mold.
- a casting method for manufacturing a double-layered slab, in which components in a surface layer and an inner layer are different includes: supplying first molten steel accommodated in a first room of a ladle to a first accommodation space of a tundish; supplying second molten steel accommodated in a second room, which is isolated and distinguished from the first room, in the ladle to a second accommodation space of the tundish; and casting a slab by supplying the first and second molten steel of the tundish to a mold.
- the casting method may further include preparing the first molten steel in the first room of the ladle and preparing the second molten steel in the second room, and the preparing of the first molten steel in the first room and the preparing of the second molten steel in the second room may include: inserting an additive into the first room; and charging molten steel having the same component composition to each of the first room and the second room.
- the casting method may further include blowing an inert gas to each of the first room and the second room after the preparing of the first molten steel in the first room and the preparing of the second molten steel in the second room.
- a magnetic flux density may be adjusted to form a concentration gradient in which a concentration of an added component contained in the additive decreases in an inner direction from a surface of the surface layer.
- first molten steel M1 the molten steel accommodated in the first room 130a of the ladle 100 and the first accommodation space 330a of the tundish 300
- second molten steel M2 the molten steel accommodated in the second room 130b of the ladle 100 and the second accommodation space 330b of the tundish 300
- the division member 120 may divide the inner space of the body 110 in the width direction (Y-axial direction) of the tundish 300. To this end, the division member 120 extends in the X-axial direction and a height direction of the body 110, and a lower end of the division member 120 contacts or is coupled to an inner bottom surface of the body 110.
- the division member 120 may have a vertical extension length that is equal to or less than that of the body 110, and thus a height of an upper end of the division member 120 may be equal to or less than that of an upper end of the body 110.
- the division member 120 has a plate shape extending in the vertical direction, the embodiment is not limited thereto.
- the division member 120 may have various shapes capable of dividing the inner space of the body 110 in the width direction (Y-axial direction) of the tundish 300.
- the first plug 140a and the first discharge nozzle 150a are provided at the bottom of the body 110, which corresponds to a lower portion of the first room 130a.
- the first plug 140a and the first discharge nozzle 150a may be arranged in the width direction (Y-axial direction) of the tundish 300.
- the first plug 140a may be relatively adjacent to a sidewall of the body 110, and the first discharge nozzle 150a may be relatively adjacent to the division member 120.
- the second plug 140b and the second discharge nozzle 150b are provided at the bottom of the body 110, which corresponds to a lower portion of the second room 130b.
- the second plug 140b and the second discharge nozzle 150b may be arranged in the width direction (Y-axial direction) of the tundish 300.
- the second plug 140b may be relatively adjacent to the sidewall of the body 110, and the second discharge nozzle 150b may be relatively adjacent to the division member 120.
- the first discharge nozzle 150a may be disposed between the first plug 140a and the division member 120
- the second discharge nozzle 150b may be disposed between the division member 120 and the second plug 140b.
- a gas supply part for supplying an inert gas such as an argon (Ar) gas may be connected to each of the first and second plugs 140a and 140b.
- the inert gas supplied through the gas supply part and the first and second plugs 140a and 140b may be blown to each of the first room 130a and the second room 130b to stir each of the first and second molten steel M1 and M2 or float inclusions.
- the casting installation according to an embodiment of the present invention casts a double-layered slab in which components in a surface layer and an inner layer are different.
- the casting installation casts a double-layered slab in which characteristics of a surface layer and an inner layer are different.
- the first molten steel M1 and the second molten steel M2 which have different components, are provided in the present invention
- the first molten steel M1 and the second molten steel M2 are provided in the ladle 100.
- an additive is inserted to one of the first room 130a and the second room 130b of the ladle 100, e.g., the first room 130a, and then the molten steel having the same component composition is charged to the first room 130a and the second room 130b.
- the first molten steel M1 is prepared, and the molten steel accommodated in the second room 130b becomes the second molten steel M2 having a composition different from that of the first molten steel M1 by the additive.
- a method for preparing the first molten steel M1 and the second molten steel M2 by inserting the additive into the first room 130a and then charging the molten steel having the same composition to each of the first room 130a and the second room 130b is described above.
- the embodiment is not limited thereto.
- various methods may be applied as long as the methods allow the first molten steel M1 to be accommodated in the first room 130a and the second molten steel M2 to be accommodated in the second room 130b.
- the first molten steel M1 and the second molten steel M2, which have different components, may be prepared from the outside of the ladle 100, the first molten steel M1 may be charged to the first room 130a, and the second molten steel M2 may be charged to the second room 130b.
- the additive is a material containing a component that is necessary for the surface layer to have a target function.
- the component that is necessary to have a target function or a preferred function is referred to as an 'added component'.
- the additive may be described as a material containing the added component.
- the added component is not limited to the Cr.
- the added component may be at least one of C, Si, Mn, Ni, and A1 according to a function to be added to the surface layer, e.g., a coatability, a weldability, and an electrical property.
- the molten steel and the additive, which are charged to the first room 130a may be uniformly mixed, and as inclusions generated from each of the first room 130a and the second room 130b may be floated and separated, component adjustment may be further easily performed.
- the inner space of the main body 310 is divided into a space corresponding to an outer side of the partition wall part 320 and a space corresponding to an inner side of the partition wall part 320.
- an outer space of the partition wall part 320 is referred to as a first accommodation space 330a
- an inner space of the partition wall part 320 is referred to as a second accommodation space 330b.
- the tundish 300 includes a main body 310 having an inner space and a partition wall part 320 installed in the main body 310 to divide the inner space of the main body 310 into a first accommodation space 330a and a second accommodation space 330b that is an inner space of the first accommodation space 330a.
- the tundish 300 includes a third phase nozzle 343 passing the bottom surface of the main body 310, which corresponds to the first accommodation space 330a, in the vertical direction to provide the first molten steel M1 to the second mold 410b of the second casting device 400b and a fourth phase nozzle 344 passing the bottom surface of the main body 310, which corresponds to the second accommodation space 330b, in the vertical direction to provide the second molten steel M2 to the second mold 410b of the second casting device 400b.
- the main body 310 has a shape including at least a bottom part and a sidewall part having a predetermined height and surrounding an edge of an upper portion of the bottom part.
- the first to fourth phase nozzles 341, 342, 343, and 344 are provided at the bottom surface of the main body 310, and, as the ladle 100 is disposed above the main body 310, the first and second molten steel is supplied through the first and second discharge nozzles 150a and 150b an d the first and second supply nozzles 200a and 200b.
- a position or a space at which the first and second molten steel M1 and M2 is supplied from the first and second discharge nozzles 150a and 150b to the tundish 300 may be spaced apart from the first to fourth phase nozzles 341, 342, 343, and 344 for discharging the first and second molten steel M1 and M2 to the first and second casting devices 400a and 400b instead of being adjacent thereto.
- the main body 310 may include a first body 311 extending in the X-axial direction (longitudinal direction or first extension direction) and a second body 312 extending in the Y-axial direction (width direction or second extension direction) crossing the extension direction (X-axial direction) of the first body 311.
- an extended length of the second body 312 in the X-axial direction is less than that of the first body 311 in the X-axial direction.
- the first body 311 and the second body 312 may be provided so that a center of the first body 311 in the X-axial direction and a center of the second body 312 in the X-axial direction are positioned on one linear line.
- the main body 310 may have an overall shape extending in the X-axial direction and protruding in the Y-axial direction.
- the inner space of the main body 310 includes a space extending in the X-axial direction and formed by the first body 311 and a protruding space extending in the Y-axial direction from the space extending in the X-axial direction and formed by the second body 312.
- a space of the second body 312 receives the first and second molten steel M1 and M2 from the ladle.
- the first and second molten steel M1 and M2 of the ladle 100 is supplied to the protruding space in the inner space of the main body 310.
- the ladle 100 is disposed above the second body 312 of the tundish 300.
- the partition wall part 320 is installed in the main body 310 to divide the inside of the main body 310 into the first accommodation space 330a and the second accommodation space 330b.
- the partition wall part 320 may have a shape corresponding to the shape of the main body 310.
- the partition wall part 320 may include a first partition wall 321 extending in an arrangement direction (i.e., X-axial direction) of the first to fourth phase nozzles 341, 342, 343, and 3444 or an extension direction of the first body 311 and a second partition wall 322 extending in a direction (Y-axial direction) crossing an extension direction (i.e., X-axial direction) of the first partition wall 321.
- an extended length of the second partition wall 322 in the X-axial direction is less than that of the first partition wall 321 in the X-axial direction.
- the first partition wall 321 and the second partition wall 322 may be provided so that a center of the first partition wall 321 in the X-axial direction and a center of the second partition wall 322 in the X-axial direction are positioned on one linear line.
- the partition wall part 320 may be installed in the main body 310 so that the first partition wall 321 is disposed in the first body 311, and at least a portion of the second body 312 is disposed in the second body 312.
- the other side surface of the first partition wall 321 may contact or be spaced apart from an inner surface of the first body 311, which faces the other side surface. Also, other side surfaces except for the other side surface among outer surfaces of the first partition wall 321 may be spaced apart from the inner surface of the first body 311.
- the entire second partition wall 322 may be installed in the second body 312, or only a portion of the second partition wall 322 may be installed in the second body 312.
- each of the first and second accommodation spaces 330a and 330b may have an overall shape extending in the X-axial direction and protruding in the Y-axial direction by the shapes of the main body 310 and the partition wall part 320.
- each of the first and second accommodation spaces 330a and 330b include a space extending in the X-axial direction and a protruding space extending in the Y-axial direction from the space extending in the X-axial direction.
- the ladle 100 is disposed above the second partition wall 322 and the second body 312 of the tundish 300. More particularly, the first discharge nozzle 150a for supplying the first molten steel M1 to the tundish 300 is installed between the second body 312 and the second partition 322 in correspondence to the first accommodation space 330a. Also, the second discharge nozzle 150b for supplying the second molten steel M2 to the tundish 300 is installed at an inner side of the second partition 322 in correspondence to the second accommodation space 330b.
- the second supply nozzle 200b is disposed between the second discharge nozzle 150b and the tundish 300 and has an upper end connected to the second discharge nozzle 150b.
- the second molten steel M2 discharged from the second discharge nozzle 150b is supplied to the tundish 300 through the second supply nozzle 200b. That is, the second supply nozzle 200b is disposed in correspondence to the second accommodation space 330b of the tundish 300 or the inner space of the second partition wall 322.
- the first to fourth phase nozzles 341, 342, 343, and 344 are arranged in the X-axial direction or the arrangement direction of the molds 410a and 410b of the first and second casting devices 400a and 400b.
- each of the first and third phase nozzles 341 and 343 discharges the first molten steel M1 and communicates with the first accommodation space 330a of the tundish 300. That is, the first phase nozzle 341 is provided at one outer side of the first partition wall 321, and the third phase nozzle 343 is provided at the other outer side of the first partition wall 321. Thus, the first phase nozzle 341 and the third phase nozzle 343 are spaced apart from each other with the first partition wall 321 therebetween in the X-axial direction.
- a spaced distance between the second phase nozzle 342 and the fourth phase nozzle 344 may be greater than each of the spaced distance between the first phase nozzle 341 and the second phase nozzle 342 and the spaced distance between the third phase nozzle 343 and the fourth phase nozzle 344.
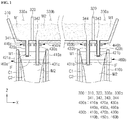
- the first casting device 400a includes: a first mold 410a for receiving the first and second molten steel M1 and M2 and initially solidifying the molten steel into a predetermined shape; a first upper submerged entry nozzle 420a for receiving the first molten steel M1 from the ladle 100 to supply the first molten steel M1 to the first mold 410a; a first lower submerged entry nozzle 430a for receiving the second molten steel M2 from the ladle 100 to supply the second molten steel M2 to the first mold 410a and discharging the second molten steel M2 at a position lower than the first upper submerged entry nozzle 420a; and a first magnetic field generation part 460a for applying a direct current (DC) magnetic field into the first mold 410a.
- DC direct current
- the first mold 410a is disposed in correspondence to the first and second phase nozzles 341 and 342 of the tundish 300.
- the first mold 410a receives the molten steel from the tundish 300 and initially solidifies the molten steel into a predetermined shape.
- the first mold 410a may have, e.g., a rectangular cross-sectional shape.
- the first mold 410a includes: one pair of long sides each extending in one direction (X-axial direction) and spaced apart from each other in a direction (Y-axial direction) crossing or perpendicular to the extension direction; and one pair of short sides each extending in a direction (Y-axial direction) crossing or perpendicular to the long side and spaced apart from each other in a direction (X-axial direction) crossing or perpendicular to the extension direction. Also, a flow path through which a coolant for cooling the molten steel flows is prepared in each of the short side and the long side of the first mold 410a.
- the first upper submerged entry nozzle 420a supplies the first molten steel M1 to the first mold 410a
- the first lower submerged entry nozzle 430a supplies the second molten steel M2 to the first mold 410a.
- the first upper submerged entry nozzle 420a and the first lower submerged entry nozzle 430a are arranged and spaced apart from each other in the extension direction (i.e., the X-axial direction) of the long side of the mold.
- first upper submerged entry nozzle 420a and the first lower submerged entry nozzle 430a have different heights of discharge holes through which the molten steel is discharged. That is, a discharge hole (hereinafter, referred to as a first upper discharge hole) of the first upper submerged entry nozzle 420a has a height greater than that of a discharge hole (hereinafter, referred to as a first lower discharge hole) of the first lower submerged entry nozzle 430a. In other words, a first lower discharge hole 431a has a height less than that of a first upper discharge hole 421a.
- the first upper submerged entry nozzle 420a and the first lower submerged entry nozzle 430a may have different lengths, i.e., an extended length of the first upper submerged entry nozzle 420a may be less than that of the first lower submerged entry nozzle 430a, and the discharge hole may be defined at a lower portion of each of the first upper submerged entry nozzle 420a and the first lower submerged entry nozzle 430a.
- upper ends of the first upper submerged entry nozzle 420a and the first lower submerged entry nozzle 430a is connected to the first and second phase nozzles 431 and 432, respectively, disposed above the first mold 410a so that the upper ends have the same height as each other.
- the first upper discharge hole 321a is disposed higher than the first lower discharge hole 431a.
- the first magnetic field generation part 460a is a unit for applying a magnetic force into the first mold 410a, and more particularly, a unit for applying a uniform DC magnetic field in a width direction (Y-axial direction) of the first mold 410a.
- the first magnetic field generation part 460a may be disposed at an outer side of each of the one pair of short sides of the first mold.
- the first cooling bed includes a plurality of first rolls disposed below the first mold 410a and arranged in one direction and a first injection nozzle disposed between the plurality of first rolls to inject coolant toward the slab.
- each of the first roll and the first injection nozzle may be disposed above a top surface and below a bottom surface of the slab, respectively.
- the second casting device 400b has a configuration and a shape, which are similar to those of the first casting device 400a.
- the second casting device 400b includes: a second mold 410b for receiving the first and second molten steel M1 and M2 and initially solidifying the molten steel into a predetermined shape; a second upper submerged entry nozzle 420b for receiving the first molten steel M1 from the ladle 100 to supply the first molten steel M1 to the second mold 410b; a second lower submerged entry nozzle 430b for receiving the second molten steel M2 from the ladle 100 to supply the second molten steel M2 to the second mold 410b and discharging the second molten steel M2 at a position lower than the second lower submerged entry nozzle 420b; and a second magnetic field generation part 460b for generating a magnetic field in the second mold 410b.
- the second mold 410b is spaced apart from the first mold 410a in the X-axial direction and disposed in correspondence to a lower side of the third and fourth nozzles 343 and 344.
- the second upper submerged entry nozzle 420b supplies the first molten steel to the second mold 410b
- the second lower submerged entry nozzle 430b supplies the second molten steel M2 to the second mold 410b.
- the second upper submerged entry nozzle 420b and the second lower submerged entry nozzle 430b are arranged and spaced apart from each other in the extension direction (i.e., the X-axial direction) of the long side of the second mold 410b.
- the second upper submerged entry nozzle 420b and the second lower submerged entry nozzle 430b have different heights of discharge holes through which the molten steel is discharged. That is, a discharge hole (hereinafter, referred to as a second upper discharge hole 421b) of the second upper submerged entry nozzle 420b has a height greater than that of a discharge hole (hereinafter, referred to as a second lower discharge hole 431b) of the second lower submerged entry nozzle 430b.
- the slab drawn from the first mold 410a is solidified while moving in the arrangement direction of the plurality of first rolls
- the slab drawn from the second mold 410b is solidified while moving in the arrangement direction of the plurality of second rolls.
- the first mold 410a and the first cooling bed, through which the molten steel and the mold pass, may be referred to as a first strand
- the second mold 410b and the second cooling bed may be referred to as a second strand. That is, the casting installation according to an embodiment includes a plurality of strands.
- first casting device 400a since the first casting device 400a and the second casting device 400b have the same method for casting the slab, a method for casting the slab in the second casting device 400b will be omitted.
- first molten steel and second molten steel which contain different components, are prepared and supplied to the first mold 410a.
- each of the first molten steel M1 and the second molten steel M2 may be molten steel for low carbon steel containing 0.018 wt% of C, 0.035 wt% of Si, 1.15 wt% of Mn, and 0.1 wt% of Ni.
- the second molten steel M2 may further contain 3 wt% of Cr in comparison with the first molten steel M1.
- a solidification cell (hereinafter, referred to as a first solidification cell C1) is formed.
- a flow path through which coolant flows is buried in an inner wall of the first mold 410a, the inner wall of the first mold 410a has a lowest temperature.
- the first solidification cell C1 is formed along an inner wall surface of the first mold 410a.
- the first solidification cell C1 is formed along the inner wall surface of the first mold 410a, a space surrounded by the first solidification cell C1 is formed, and the second molten steel M2 is supplied to the space through the first lower submerged entry nozzle 430a.
- the second molten steel M2 discharged from the first lower submerged entry nozzle 430a is supplied to fill the space partitioned by the first solidification cell C1.
- the second solidification cell C2 is formed along an inner wall surface of the first solidification cell C1 at a time at which the first molten steel M1 is started to be supplied.
- the first magnetic field generation part 460a is disposed between the first upper discharge hole 421a of the first upper submerged entry nozzle 420a and the first lower discharge hole 431a of the first lower submerged entry nozzle 430a.
- the first molten steel M1 discharged from the first upper discharge hole 421a is discharged to an upper side of the first magnetic field generation part 460a
- the second molten steel M2 discharged from the first lower discharge hole 431a is discharged to a lower side of the first magnetic field generation part 460a.
- most of the first molten steel M1 discharged from the first upper discharge hole 421a of the first upper submerged entry nozzle 420a stays at the upper side of the first magnetic field generation part 460a or moves in an outside direction of the extension direction of the first magnetic field generation part 460a instead of moving to the lower side of the first magnetic field generation part 460a.
- a molten steel pool (i.e., upper pool) formed by the first molten steel M1 and a molten steel pool (i.e., lower pool) formed by the second molten steel M2 may be distinguished.
- the double-layered slab is a slab which is cast by using the first molten steel M1 and the second molten steel M2, which have different components, and in which the components in a surface layer SL and an inner layer IL are different. More particularly, the first molten steel M1 and the second molten steel M2 have different contents of the added components, and thus the contents of the added components in the surface layer SL and the inner layer IL are different.
- the surface layer SL and the inner layer IL of the double-layered slab may be defined or distinguished according to the content (or concentration) of the added component.
- the double-layered slab according to an embodiment has a concentration gradient in which a concentration of the added component gradually decreases in a direction from a surface to an inner side of the surface layer SL (refer to FIG. 5 ).
- the added component may be inevitably contained with a small amount or may not be contained in each of the second molten steel M2 and the inner layer IL.
- a region from the surface of the slab to a point at which the content of the added component contained in the first molten steel M1 is 0.5% may be referred to as the surface layer SL.
- a region in which the content of the added component contained in the first molten steel M1 is in a range from 100% to 0.5% (an inner direction from the surface) may be defined as the surface layer.
- a region in which the content of the added component contained in the first molten steel M1 is less than 0.5% (0% inclusive) may be defined as the inner layer IL.
- the content of the added component in the surface layer SL is varied within a range from 100% to 0.5%. Also, the content of the added component in the inner layer IL may be less than 0.5% or may be 0%.
- the content of the added component gradually decreases in the inner direction from the surface in the surface layer SL.
- a region from a point at which the content of the added component contained in the first molten steel M1 is 90% to a point at which the content is a predetermined ratio is defined as a concentration gradient layer CGA.
- the point at which the content of the added component contained in the first molten steel is 90% is a start point As of the concentration gradient layer, and the point at which the content is the predetermined ratio is an end point Ae of the concentration gradient layer.
- a reference concentration that is the start point As of the concentration gradient layer calculated by the mathematical equation 1 is 2.7 wt%. Also, a point at which the calculated concentration is true is the start point As of the concentration gradient layer.
- a concentration of the added component which is a reference of the end point Ae of the concentration gradient layer, is determined by a sum of 5% of the content of the added component contained in the first molten steel M1 and the content of the added component contained in the second molten steel M2 (refer to mathematical equation 2).
- CGA _ e n d p o int _ reference _ concentration concentration _ of _ addedcomponent _ in _ sec ond _ moltensteel + concentration _ of _ addedcomponent _ in _ first _ moltensteel ⁇ 5 100
- the concentration gradient layer CGA is from a point at which the content of the added component is 2.7 wt% or more to a point at which the content of the added component is 0.16 wt% or less.
- a reference concentration that is the end point of the concentration gradient layer is 0.15 wt%.
- a thickness T of the concentration gradient region CGA is 1.4% to 8.5% of a total thickness of the slab.
- the thickness T of the concentration gradient region CGA represents a length from the start point As of the concentration gradient layer to the end point Ae of the concentration gradient layer.
- the thickness T of the concentration gradient layer CGA increases as the intensity of the magnetic flux density decreases.
- the concentration gradient region CGA may be 1.4% to 8.5% of the total thickness of the slab S.
- the intensity of the magnetic flux density may be 0.2 tesla to 0.8 tesla (equal to or greater than 0.2 tesla and equal to or less than 0.8 tesla).
- a specimen is prepared by sampling a portion of the manufactured slab for a corrosion resistance evaluation. Also, the specimen is evaluated in an atmosphere of sulfuric acid (H 2 S) that is one of strong acid by applying a tensile stress and measuring a yield strength.
- H 2 S sulfuric acid
- the double-layered slab having the concentration gradient on the added component in the surface layer like an embodiment may have a preferred added function, e.g., corrosion resistance.
- the first molten steel M1 and the second molten steel M2 supplied to each of the first and second molds 410a and 410b are semi-solidified in each of the first and second molds 410a and 410b to manufacture the double-layered slab in which the components in the surface layer and the inner layer are different. That is, the double-layered slab in which the first molten steel M1 supplied to the upper side thereof is the surface layer, and the second molten steel M2 supplied to the lower side thereof is the inner layer is manufactured.
- the double-layered slab in which the surface layer SL has the concentration gradient on the added component is manufactured. That is, the surface layer SL has the concentration gradient layer CGA in which the concentration of the added component gradually decreases in a direction from the surface to the inner layer.
- the concentration of the added component is greater in the surface layer SL than the inner layer, and the concentration of the added component gradually increases in a direction toward an outermost surface of the slab S in the surface layer SL.
- the thickness of the concentration gradient layer is 1.4% to 8.5% of the total thickness of the slab.
- the surface layer SL has a function corresponding to the surface layer of the double-layered slab without the concentration gradient, e.g., the corrosion resistance.
- the magnetic force greater than 0.8 tesla is unnecessary to be applied when the double-layered slab is manufactured, the installation is unnecessary to be manufactured with excessively large size for applying 0.8 tesla and thus advantageous to be commercialized.
- the double-layered slab having the uniform component in the longitudinal direction thereof.
- the additive is inserted into and the molten steel is charged to the first room 130a of the ladle 100, and then the inert gas is blown through the first plug 140a, the first molten steel in which the additive and the molten steel is uniformly mixed or the components are uniform may be prepared.
- the double-layered slab in which the components in the surface layer are uniform in the longitudinal direction thereof may be manufactured.
- the installation is configured to include the plurality of strands so that the ladle 100 and the tundish 300 accommodate each of the first molten steel M1 and the second molten steel M2, the production rate of the double-layered slab may improve.
- the production rate of the double-layered slab may improve. Also, as the first molten steel and the second molten steel are separately prepared in the ladle and supplied to the tundish, the double-layered slab in which the components are uniform in the longitudinal direction of the slab may be cast.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180129153A KR102227826B1 (ko) | 2018-10-26 | 2018-10-26 | 주조 설비 및 주조 방법 |
| PCT/KR2019/013908 WO2020085772A1 (ko) | 2018-10-26 | 2019-10-22 | 주조 설비 및 주조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3871802A1 true EP3871802A1 (de) | 2021-09-01 |
| EP3871802A4 EP3871802A4 (de) | 2021-11-10 |
Family
ID=70332158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19875171.1A Pending EP3871802A4 (de) | 2018-10-26 | 2019-10-22 | Giessanlage und giessverfahren |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3871802A4 (de) |
| JP (1) | JP7148724B2 (de) |
| KR (1) | KR102227826B1 (de) |
| CN (1) | CN113165056B (de) |
| WO (1) | WO2020085772A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113857463A (zh) * | 2021-09-06 | 2021-12-31 | 盐城市联鑫钢铁有限公司 | 一种复合不锈钢浇注工艺和装置 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4828015A (en) * | 1986-10-24 | 1989-05-09 | Nippon Steel Corporation | Continuous casting process for composite metal material |
| JPS63108947A (ja) * | 1986-10-24 | 1988-05-13 | Nippon Steel Corp | 複合金属材の連続鋳造方法 |
| JPH01284459A (ja) * | 1988-05-12 | 1989-11-15 | Nisshin Steel Co Ltd | クラッド鋼材の製造装置 |
| JPH03297537A (ja) * | 1990-04-13 | 1991-12-27 | Nkk Corp | 取鍋底吹きポーラス煉瓦および取鍋底吹きポーラス煉瓦の地金除去方法 |
| JPH0531555A (ja) * | 1991-07-31 | 1993-02-09 | Nippon Steel Corp | 複層鋼の湯面下凝固連続鋳造法 |
| JPH07108441B2 (ja) * | 1991-09-18 | 1995-11-22 | 新日本製鐵株式会社 | 複層鋳片の連続鋳造における注入量制御方法 |
| JPH0671385A (ja) * | 1992-08-28 | 1994-03-15 | Nippon Steel Corp | 2ストランド型複層鋳片用連続鋳造装置 |
| JPH06297092A (ja) * | 1993-04-19 | 1994-10-25 | Nippon Steel Corp | 複合金属材料の連続幅可変鋳造装置 |
| JPH0683141U (ja) * | 1993-04-22 | 1994-11-29 | 新日本製鐵株式会社 | 複合金属材料の連続鋳造装置 |
| JPH06320232A (ja) * | 1993-05-12 | 1994-11-22 | Nippon Steel Corp | 複合金属材料の連続鋳造方法 |
| JPH0760408A (ja) * | 1993-08-24 | 1995-03-07 | Nippon Steel Corp | 薄板用鋼板の製造方法 |
| JP2898199B2 (ja) * | 1994-04-20 | 1999-05-31 | 新日本製鐵株式会社 | 連鋳鋳片の製造方法 |
| JPH07308739A (ja) * | 1994-05-19 | 1995-11-28 | Nippon Steel Corp | 複層鋳片の連続鋳造方法 |
| WO2000051762A1 (fr) * | 1999-03-02 | 2000-09-08 | Nkk Corporation | Procede et dispositif permettant, en coulee continue, de predire et de reguler la configuration d'ecoulement de l'acier en fusion |
| CN1189267C (zh) * | 2002-11-22 | 2005-02-16 | 大连理工大学 | 复层材料的电磁连续铸造方法 |
| JP2005103552A (ja) * | 2003-09-26 | 2005-04-21 | Daido Steel Co Ltd | 連続鋳造方法 |
| WO2009024601A1 (en) * | 2007-08-23 | 2009-02-26 | Aleris Aluminum Koblenz Gmbh | Method for casting a composite aluminium alloy ingot or billet |
| KR101254110B1 (ko) | 2010-12-23 | 2013-04-12 | 재단법인 포항산업과학연구원 | 복층주편 슬라브 연속주조장치 |
| JP6515286B2 (ja) * | 2015-07-31 | 2019-05-22 | 日本製鉄株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
| JP6631162B2 (ja) * | 2015-10-30 | 2020-01-15 | 日本製鉄株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
| KR101795470B1 (ko) * | 2015-11-20 | 2017-11-10 | 주식회사 포스코 | 주조장치 및 주조방법 |
| CN106216618A (zh) * | 2016-09-18 | 2016-12-14 | 华北理工大学 | 一种浇注连续铸造制备双金属复合材料的方法 |
| JP2018094613A (ja) * | 2016-12-16 | 2018-06-21 | Jfeスチール株式会社 | 高清浄鋼製造のための連続鋳造開始方法 |
| JP6855806B2 (ja) * | 2017-01-20 | 2021-04-07 | 日本製鉄株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
-
2018
- 2018-10-26 KR KR1020180129153A patent/KR102227826B1/ko active Active
-
2019
- 2019-10-22 WO PCT/KR2019/013908 patent/WO2020085772A1/ko not_active Ceased
- 2019-10-22 EP EP19875171.1A patent/EP3871802A4/de active Pending
- 2019-10-22 CN CN201980080618.4A patent/CN113165056B/zh active Active
- 2019-10-22 JP JP2021523063A patent/JP7148724B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022509011A (ja) | 2022-01-20 |
| KR20200047111A (ko) | 2020-05-07 |
| EP3871802A4 (de) | 2021-11-10 |
| CN113165056A (zh) | 2021-07-23 |
| CN113165056B (zh) | 2022-12-23 |
| KR102227826B1 (ko) | 2021-03-15 |
| JP7148724B2 (ja) | 2022-10-05 |
| WO2020085772A1 (ko) | 2020-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2361703A1 (de) | Vorrichtung zum stranggiessen von stahl | |
| KR20140053279A (ko) | 강의 연속 주조 장치 | |
| KR102255634B1 (ko) | 주형 설비 | |
| EP3871802A1 (de) | Giessanlage und giessverfahren | |
| JP5321528B2 (ja) | 鋼の連続鋳造用装置 | |
| EP0265235A2 (de) | Stranggiessen von Verbundmetall | |
| CN108348989B (zh) | 复层铸坯的连续铸造装置以及连续铸造方法 | |
| EP3278906B1 (de) | Stranggiessverfahren für stahl | |
| US4290590A (en) | Apparatus for sparging molten metal by gas injection | |
| US20160298906A1 (en) | Molten steel treatment apparatus and molten steel treatment method | |
| AU2007329897A1 (en) | Molten metal continuous casting method | |
| JP6855806B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| KR20210005238A (ko) | 박슬래브 주조에 있어서의 주형 내 유동 제어 장치 및 주형 내 유동 제어 방법 | |
| EP3533534A1 (de) | Struktur zum giessen und giessverfahren damit | |
| CA2583488C (en) | Electromagnetic stirrer coil | |
| US5269366A (en) | Continuous casting method of multi-layered slab | |
| US11203059B2 (en) | Molten material treatment apparatus | |
| US20220258227A1 (en) | Casting equipment and casting method | |
| JP5206591B2 (ja) | 連続鋳造用タンディッシュ | |
| KR20070066620A (ko) | 침지노즐의 침적깊이 최적화에 의한 주편 표면 결함 저감방법 | |
| JP6801378B2 (ja) | 鋼の連続鋳造用鋳型装置及びそれを用いた表層改質鋳片の製造方法 | |
| JP6500682B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| JP2008178884A (ja) | 鋼の連続鋳造方法 | |
| JP2020078814A (ja) | 連続鋳造方法 | |
| JP2002205152A (ja) | 連続鋳造品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210423 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22D 41/08 20060101ALI20210930BHEP Ipc: B22D 41/00 20060101ALI20210930BHEP Ipc: B22D 11/108 20060101ALI20210930BHEP Ipc: B22D 1/00 20060101ALI20210930BHEP Ipc: B22D 11/16 20060101ALI20210930BHEP Ipc: B22D 11/04 20060101ALI20210930BHEP Ipc: B22D 11/103 20060101ALI20210930BHEP Ipc: B22D 11/00 20060101AFI20210930BHEP |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20211007 |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: POSCO HOLDINGS INC. |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: POSCO CO., LTD |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20250403 |