EP3802093B1 - Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine - Google Patents
Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine Download PDFInfo
- Publication number
- EP3802093B1 EP3802093B1 EP19726724.8A EP19726724A EP3802093B1 EP 3802093 B1 EP3802093 B1 EP 3802093B1 EP 19726724 A EP19726724 A EP 19726724A EP 3802093 B1 EP3802093 B1 EP 3802093B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- channel
- sorting
- outlet
- tablets
- level
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/32—Discharging presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/08—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space co-operating with moulds carried by a turntable
Definitions
- the invention relates to a discharge chute for a tableting machine and a method for sorting pressed parts after they have been produced in a tableting machine.
- the discharge chute is characterized in that the channels into which the pellets are sorted after their production are arranged on two levels, with the pellets being sorted using sorting devices which can alternately release or block the entrances to the channels.
- tableting machines are used to compress powdered or granulated materials into solid pellets.
- pharmaceutical industry for example, there are various forms of tablets, in the chemical industry there are dishwashing tablets, toilet cleaner tablets, fertilizer sticks or catalysts, in the food industry there are peppermint tablets or glucose tablets.
- this molding compound is preferably also referred to as tabletting material.
- the tablets are produced in the openings or bores of a die table by the tableting material, from which the tablet is later to be made, being pressed between an upper punch and a lower punch to form a compact.
- the tabletting material is pressed into pellets in openings and/or bores in the die plate, with the die plate being able to be part of a rotating rotor. It is preferred within the meaning of the invention that the rotor rotates about a rotor axis, the rotor axis preferably being formed perpendicularly to a preferably planar rotor surface and/or rotor underside.
- the tablets and/or compacts are ejected from the openings of the die table by lifting the lower punches so that they come to rest on the surface of the die table.
- the "good" tablets are directed outwards through an inclined tablet scraper on the upper side of the die table into an inlet of a tablet discharge chute.
- the discharge chute is a central component of a tableting machine, in particular a rotary press, since the tablets and/or compacts produced with the machine are guided out of the compression chamber of the rotary press from the surface of the die table via the tablet scraper.
- the chute consists of a simple U-shaped channel, stationarily mounted with a fixture on the machine base, on a corner pillar or on a support plate of the tableting machine and angled downwards from the top of the die table out of the tableting machine protrudes.
- the discharge chutes known from the prior art usually run through a machine paneling or a window in the housing of the tableting machine, so that the tablets and/or compacts can leave the compression chamber of the tableting machine in order to be processed further.
- the running surfaces of the discharge chutes, on which the tablets leave the tableting machine, should be level and very smooth so that the tablets can leave the discharge chute as unhindered and as unbraked as possible.
- a large number of tablet and pellet formats are produced with tableting machines. There are small and large, as well as light and heavy tablets, with all of these tablets exiting the tableting machine via the tablet discharge chute. It is therefore a concern of the present invention to provide a tablet discharge chute with which tablets with different geometries, sizes and weights can be discharged from the pressing chamber of the tableting machine without any problems and without undesired jamming or tilting.
- the discharge chute In order for the tablets to be able to leave the chute with as little disruption as possible and under the influence of gravity, the discharge chute must have a steep incline outwards from the die plate. However, the steepness of the discharge chute makes it difficult to connect the discharge chute to the die plate of the tablet press without any obstacles, since the surface of the die plate is horizontal and flat. A further concern of the present invention is therefore to design the transition area between the matrix plate and the discharge chute with as few obstacles and as little prone to failure as possible.
- a conventional chute can, for example, include a good channel into which the tablets found to be "good” are guided. Another channel may be referred to as the "pattern channel”. It can be used for random samples taken from the tablet flow in the good channel or for sample tablets made at the beginning of a production cycle or when starting up the tableting machine. A third channel can be used, for example, for rejected tablets from the good channel. Another channel can be set up to receive tablets found to be "bad”. This channel is preferably also referred to as the "bad channel", with the sorting out the bad tablets can be done, for example, with a single sorting device. The sorting includes in particular a separation of the "good” from the "bad” tablets.
- the individual channels are usually in one level next to each other in the slide, so that the conventional slides can be very wide and heavy.
- the dimensions of the chute and the weight of the parts also increase if the tableting machine is also used to produce large tablets with a diameter of, for example, 25 mm and a thickness of 5 mm.
- the channel width must be designed in such a way that two tablets side by side together with a vertical tablet have enough space between the two tablets lying flat and do not jam between the usually vertical channel walls.
- a tablet jam with these large tablets is particularly critical, since the high tablet weight of several grams per tablet and the large volume of the tablets mean that the channel can become clogged particularly quickly and the tablets, broken tablets and dust can be undesirably distributed throughout the compression chamber.
- a particular challenge is that the die table is in a horizontal plane and the tablet discharge chute meets the outside of the die table at a relatively steep angle. If the chute is placed in the middle of the die table, the central channels can still be easily adjusted to the horizontal level of the die table.
- matching the outer channels that are far from a virtual centerline or central axis of the chute and die table presents a challenge.
- this challenge is solved by using horizontal fitting plates in the area of the outer slide channels, which are intended to enable the transition from the slide to the matrix plate.
- the disadvantage of this workaround is that there are horizontal surfaces on which the tablets often lie, because the shims are in the same plane as the die plate.
- a capsule filling machine in which a discharge chute for the filled capsules comprises a compressed air device which, because of their lower weight, blows capsules that are not completely filled onto a level arranged above the discharge chute.
- the sorting mechanism presented there does not allow capsules to be sorted into different subsets on the basis of properties other than their weight.
- this mechanism is also not suitable for distinguishing capsules with small weight differences, since only objects with a sufficiently large surface area and at the same time large weight differences can be sorted by such a compressed air mechanism.
- the sorting mechanism described has to work against gravity and always requires the provision of sufficient energy to lift a capsule to a higher level against it.
- sorting gates used, with which tablets can be channeled from one channel into another channel.
- the sorting switches are located as flaps in the running surface of the channels, with these flaps being able to open either upwards or downwards, as a result of which faulty tablets, for example, are sorted out.
- flaps are able to open either upwards or downwards, as a result of which faulty tablets, for example, are sorted out.
- Rotatable metal flags are also known in the prior art as sorting gates, which are arranged perpendicularly to the running surface of the slides.
- sorting gates which are arranged perpendicularly to the running surface of the slides.
- U.S. 8,078,329 B2 a tabletting machine with such metal lugs and a method according to the preamble of claim 11.
- the object of the present invention to provide a discharge chute for a tableting machine and a method for sorting compacts after they have been produced in a tableting machine which do not have the shortcomings and disadvantages of the devices known from the prior art.
- the chute to be provided should be able to be connected to the die table of the tableting machine in such a way that the transition from the matrix table to the chute can take place as smoothly as possible and without causing the tablets to back up. This should be made possible in particular for tablets with different geometries, sizes and weights.
- sorting devices should be arranged in the discharge chute, which allow an uncomplicated transfer of the tablets from one channel to another within the discharge chute.
- the chute to be provided should be easy to handle and have the lowest possible weight. With the method to be provided, an efficient sorting of pellets without backlogs and their distribution to different channels of the discharge chute is to be guaranteed.
- a discharge chute for a tabletting machine which comprises a first channel and one or more further channels for receiving compacts.
- the discharge chute is characterized in that the discharge chute comprises a first and a second level, the two levels being arranged one above the other and the first level comprising the first channel, and inputs for the further channels, the discharge chute comprising one or more sorting devices which are configured to enable or block at least some of these inputs, thereby dividing the compacts into subsets of compacts. It is particularly preferred that at least one of the subsets of compacts reaches the second level via at least one of the other channels.
- the proposed discharge chute can be made particularly narrow, and can be attached to a tableting machine in an uncomplicated and inexpensive manner in order to guide the pellets out of the pressing chamber of the tableting machine and feed them to the corresponding outlets. It has been shown that the transition between the die table of the tableting machine and the proposed discharge chute, due to the narrow design of the discharge chute, can be designed to be particularly "smooth" and without obstacles for the pressed compacts, as a result of which the formation of faulty lines and backlogs in the pressing chamber is efficiently avoided. In the case of misdirection, a faulty tablet remains lying on the preferably horizontal fitting plates within the meaning of the invention. After a while, it can slip off the sheet metal due to the vibrations and thus get into the good channel in an uncontrolled manner, so that it undesirably leaves the rotary press with the tablets found to be "good".
- the individual channels of the proposed discharge chute are arranged in two levels, the individual channels can be made wider than in conventional discharge chutes, in which the channels are arranged in one level. This ensures that with the proposed discharge chute, compacts with different geometries, sizes and weights can flow through the channels of the discharge chute in a particularly trouble-free and safe manner, in particular without tilting or jamming. This avoids unwanted backlogs and prevents the compacts from breaking if large forces act on the compact in the event of canting.
- tablettes and “pressed compacts” are used synonymously.
- channels of the upper level arranged next to one another can be very wide, since further channels can be arranged in the second level.
- two upper channels each have a clear width of 60 mm, so advantageously two larger tablets, such.
- a slide shaft in the lower level, e.g. B. below the second chute channel, is then preferably intended for the removal of the sorted individual tablets and the sorted average value tablets.
- the double-decker tablet discharge chute allows for a width of e.g. B. ONLY max. 120 mm, for example 4 different channels, all for handling different tablets, especially particularly large ones Effervescent tablets are suitable.
- the switch switch required to direct the tablet streams is preferably carried out by means of vertically movable tandem swords (bars), between which tablets or broken tablets can no longer get stuck.
- a maximum shaft width for tablet chutes has become necessary, in particular due to the usual use of interchangeable rotors. Since the rotor - and thus also the tool format - can be preferably changed in all modern rotary presses, very small tablets but also very large tablets, such as effervescent tablets, can be advantageously produced with one machine. Since one does not want to use a separate tablet discharge chute for each tablet format, it should be possible to transport any tablet format with the chute without any problems. With a "standard chute" tablets with a diameter of up to 25 mm can be pressed. For reasons of stability, the slides should preferably not be wider than 120 mm. Thus, the space available for the slide is limited in width.
- the device enables a 4-fold tablet discharge chute with a width of in particular 120 mm and a shaft width of 60 mm each, with the 4 shafts preferably being distributed over two levels and the tablet streams being guided preferably by means of two vertical ones working tandem swords (bars) that can no longer jam.
- the webs can be used to sort out faulty mean tablets in channels no. 3+4, preferably in a lower level, and to sort out sample tablets in channel no. Poor individual value tablets are preferentially fed into channel no. 4 via individual sorting using compressed air.
- a corresponding space is preferably required below channel no. 1. At the outer end of this lower channel there is advantageously a connection for dust extraction for the two upper channels No.1+2.
- the proposed slides are lighter in weight than conventional slides used in the prior art Technology described widths and sheet metal or material thicknesses. Due to the compact, narrow design, which is ensured by the proposed discharge chute, the discharge chute is easy to handle for an operator or user of the tabletting machine and is particularly user-friendly.
- a special merit of the invention is that the proposed arrangement of the elements of the chute allows the first level of the chute to be provided without electrical components, so that this upper level of the chute can surprisingly be washed and is available to the customer in a washable version can be provided, which can lead to savings in terms of personnel and costs in the daily operation of the chute.
- the second, lower level of the discharge chute can also be washed if electrical components associated with the second level of the discharge chute have been removed beforehand, such as congestion sensors or the two linear drives that drive the sorting devices or their elements. It is particularly preferred within the meaning of the invention that damp cleaning in a washing machine is possible for components of a tableting machine.
- the proposed chute has a particularly stable and torsion-resistant shape, so that the chute withstands the high mechanical loads in long-term use.
- the chute can be made of stainless steel, plastic and/or aluminum, the proposed chute can be approved by the FDA USA. It is particularly preferred within the meaning of the invention that aluminum is refined by a nickel coating and/or that iron or steel materials are protected against corrosion by nickel plating and/or chrome plating.
- the chute comprises stainless steel 316L, since the use of this stainless steel ensures that the protective layers of nickel and/or chromium do not wear out or become detached, even under extreme or prolonged stress.
- a chute can be provided in which assembly and disassembly can be done without tools. This can be achieved, for example, in that the proposed chute is fastened to a chute support with quick-release fasteners. Furthermore, in connection with the use of the proposed discharge chute, a back-up can be monitored in the product channel, as a result of which back-up in the pressing chamber of the tableting machine can be avoided in a particularly effective manner.
- the proposed discharge chute comprises a plurality of sorting channels into which the pellets can be sorted after they have been produced in the pressing chamber of the tableting machine, depending on their properties.
- the chute comprises a first channel and one or more further channels.
- the pellets or the tablets which are ejected from openings in the die table by lifting the lower punches and come to rest on the die table, are transported by a tablet scraper, which is located, for example, at a small distance above the die table, into the transition area between the tabletting machine and the tabletting machine Drain chute, in particular matrix disc and drain chute, promoted.
- a first sorting process takes place in this transition area, in which the stream of compacts or the entirety of the compacts produced is divided into two subsets of compacts.
- the term “subset of the compacts” summarizes those compacts that are in the same sorting channel of the discharge chute after a sorting process has ended.
- the proposed discharge chute has two entrances for the compacts in the transition area, with a first entry opening into a first channel of the discharge chute and this first channel preferably receiving a first subset of compacts.
- the first channel of the discharge chute is preferably designed as a continuous channel, at the end of which there is an outlet for a first subset of compacts.
- the first channel is part of the first level of the chute, which is preferably also referred to as the upper level of the chute within the meaning of the invention. It is preferred in the context of the invention that in particular first or upper level of the discharge chute is arranged at substantially the same height as the substantially horizontal plane of the die table of the tableting machine, which advantageously allows the unhindered transfer of the tablets from the compression chamber to the discharge chute. According to the invention, it is preferred to designate the first channel as a good channel.
- the compacts that have been found to be “good” and thus correct by the various testing devices and monitoring mechanisms are preferably sorted into the good channel, so that they can reach the retail trade and the consumer.
- These compacts found to be “good” preferably form the first subset of compacts and are preferably referred to as "good tablets” within the meaning of the invention.
- the product channel is designed as a continuous channel, so that the tablets found to be "good” can reach the area of an outlet of the product channel from the transition area between the tableting machine and the discharge chute, which is preferably located at the end of the product channel on the opposite side of the discharge chute from the tableting machine .
- This side of the discharge chute on which the outlets of the sorting channels are preferably located, is preferably referred to as the outlet of the discharge chute within the meaning of the invention, while the side of the discharge chute that forms the transition area to the tableting machine is preferably referred to as the upper inlet of the discharge chute.
- the material channel is delimited by side walls, wherein the material channel is preferably delimited on one side by an outer wall of the discharge chute and on its other side by a central wall of the discharge chute arranged essentially in the center of the discharge chute.
- This middle wall preferably has two openings, which preferably serve as entrances to the third and fourth channel of the discharge chute and which can be released or blocked with the webs of the first and the second sorting device.
- the proposed chute has a second entrance in the transition area, which preferably opens into a second channel of the chute.
- This second channel is preferably set up to receive a second subset of compacts.
- These tablets of the second subset are preferably tablets that were sorted out with compressed air at the tablet scraper and found to be faulty.
- These tablets that preferred the form the second subset of compacts are preferably also referred to as "bad tablets”.
- the bad channel comprises a short channel section, which is preferably surrounded on three sides by a solid side wall. In this case, one side wall is preferably formed by the middle wall of the discharge chute and the opposite side by an outer wall of the discharge chute.
- the middle wall and the outer wall are preferably connected to a connecting wall, this connecting wall forming the rear end of the bad channel and delimiting the bad channel to the rear, so that no pellets from the second subset can get into another channel of the upper level of the discharge chute.
- An opening is preferably arranged in the bottom of the waste channel, through which the compacts of the second subset can fall into the second level of the discharge chute, which is preferably also referred to as the lower level.
- the second level includes a fifth channel, which is preferably also referred to as a collecting channel. In the collection channel, those pellets are preferably collected that were fed into the second or third channel of the discharge chute, ie preferably form the second and third subset of the pellets.
- These tablets are preferably the bad tablets, which were sorted out with compressed air in the area of the tablet scraper because they are faulty, or the reject tablets from the good channel, which are routed with the first sorting device into the reject channel, ie the third channel of the discharge chute became. It is preferred within the meaning of the invention that the fifth channel is set up to feed the bad tablets and reject tablets to an outlet, which is preferably part of the second level of the discharge chute.
- the collection channel is arranged in the second level, in particular below the second, third and fourth channel, and thus preferably essentially fills half of the lower level, while the other side half of the lower level preferably fills the linear drives of the sorting devices preferably attached to a bottom of the second level of the downcomer chute.
- the reject channel has an opening in its base, so that the compacts that reach the second channel fall through this opening into the collection channel of the second level of the discharge chute.
- the upper level of the chute is divided by a central wall into two side halves that are essentially of similar width. While one side, for example the left side in the top view from the direction of the tableting machine, of the preferably continuous first channel, which preferably forms the good channel for the tablets found to be "good", the other half of the side, in the top view from the direction of the tableting machine for example the right side, preferably formed by the second, third and fourth channel, in other words by the bad channel, the reject channel and the sample channel of the discharge chute.
- the middle wall which preferably marks this separation, preferably has two openings through which the pellets can get from the good channel, i.e. from the first subset of pellets, into the third or fourth channel of the discharge chute.
- the third channel is preferably also referred to as the scrap channel. It preferentially picks up tablets from the good channel that are outside a previously defined weight tolerance. Such tablets can be produced, for example, when starting and starting up the tableting machine or when terminating or interrupting a production process. But even during production, if, for example, there is a problem with the pressing material supply or if there is a bridge in the material supply and thus a reduction in the material flow into the filling device or the pressing material is running out, the average pressing force value can deviate significantly from the target value, which can result in it is necessary to sort out these tablets in the reject channel.
- the scrap channel has an opening in its base, so that the pellets that get into this third channel fall through this opening into the collecting channel of the second level of the discharge chute and the outlet in the second level for sorted tablets are fed. It is preferred within the meaning of the invention to designate the entrance of the third channel as the first opening in the middle wall of the discharge chute.
- the fourth channel of the chute is preferably also referred to as a pattern channel. It can preferably be used for samples that are taken from the tablet stream in the good channel or for sample tablets at the beginning of a production cycle or when starting up the tabletting machine.
- the tablets that reach the fourth channel of the discharge chute are preferably also referred to as sample tablets; they preferably form the fourth subset of pellets.
- the pattern channel does not have an opening in its base, with the fourth subset of compacts entering an outlet for the fourth subset of compacts, this outlet being part of the first level. Tablets of the fourth subset of compacts are preferably also referred to as sample tablets.
- the second sorting device can be used to eject tablet samples from the good channel.
- the sample tablets leave the product channel through the opening in the central wall of the discharge chute and thus enter the sample channel, at the end of which an outlet for sample tablets is arranged.
- This outlet for sample tablets is preferably arranged at the rear end, preferably the left end, of the first level of the discharge chute.
- the sample tablets can be collected there in bags or small containers. It is preferred within the meaning of the invention to designate the entrance of the fourth channel as the second opening in the middle wall of the discharge chute.
- the two openings in the middle wall of the discharge chute which preferably form the entrances for the third and the fourth sorting channel, can be opened and closed with sorting devices. It is particularly preferred within the meaning of the invention that the pellets are routed from the first channel into a third channel with the first sorting device and that the pellets are routed from the first channel into a fourth channel with the second sorting device.
- the first sorting device is set up to direct compacts from the good channel into the reject channel
- the second sorting device is set up to direct compacts from the good channel into the sample channel.
- the sorting devices preferably act as switches that are set up to channel a stream of compacts in the sense that, for example, either a passage through the continuous good channel in the first level of the discharge chute is granted or that a compact or a group of compacts in an opening in the central wall of the discharge chute is directed, whereby the compact or the group of pellets is sorted out from the continuous good channel.
- the invention provides a compact, narrow, two-lane tablet discharge chute, which fulfills the function of a wide four-lane tablet discharge chute, in that the discharge chute has an upper and a lower level, with the channels for good, sample, reject and bad tablets are located and the collection channel for the tablets from the reject channel and the bad channel is located on the lower level, as well as the mechanical drive for linearly movable sorting and separating bars, which in turn are connected to one linear drive per pair of bars and sorting device.
- the particularly compact, narrow design of the tablet chute makes it possible, in particular, for different tablet formats, geometries, sizes and weights to be able to leave the chute without being disturbed, in particular by gravity.
- the first sorting device guides the reject tablets into the reject channel, in particular due to the oblique positioning in the good channel
- the second sorting device guides the sample tablets from the good channel into the sample channel, in particular due to the oblique positioning in the good channel.
- the first level includes inputs for a second channel, third channel and fourth channel, which are designed to receive a second, third and fourth subset of compacts, wherein sections of the second and third channel openings in a Include bottom of the first level, through which the second and third subset of compacts can pass into the second level.
- the reject channel in the upper level has no bottom, so that the tablets that are guided into this third channel fall down into the lower level into the collection channel, which is preferred according to the invention represents a fifth channel.
- the bad tablets sorted out individually in the area of the tablet scraper by compressed air are guided into the bad duct in the upper level and that these bad tablets fall through an opening in the duct floor into the collection or waste duct below, with the bad channel the represents the second channel within the meaning of the invention and the collecting channel represents the fifth channel within the meaning of the invention.
- the second level has an outlet for the second and third subset of compacts, this outlet being part of the second level and representing the rear end and the outlet of the collecting channel.
- the second and third subsets of compacts reach the second level through the openings in the bottom of the first level.
- the pellets and tablets sorted out directly by the scraper with compressed air, which represent rejects from the good channel reach the second level through the openings in the bottom of the first level.
- the fourth subset of compacts preferably reaches an outlet for the fourth subset of compacts, this outlet being part of the first level. These are preferably sample tablets that can be taken out of the discharge chute via their own outlet.
- the sorting devices comprise a first bar and a second bar, the bars being connected to one another via a linear drive in such a way that an upward movement of the first bar causes a downward movement of the second bar and vice versa.
- a sorting device preferably comprises a sorting web, preferably placed at an angle, which can be raised essentially vertically from a bottom position in the material channel to an upper sorting position via a linear drive.
- the first ridge and the second ridge of a sorting device are referred to as a "pair of ridges".
- the first web can preferably be referred to as a sorting web, which is preferably present running obliquely in the material channel.
- the second web can preferably be referred to as a separating web.
- the two separators of the sorting devices are preferably arranged in the inlets of the third channel and the fourth channel of the discharge chute, the separator of the first sorting device being arranged in the inlet of the reject channel and the separator of the second sorting device in the inlet of the pattern channel is arranged.
- the separating webs of the two sorting devices preferably run essentially parallel to a movement of the compact stream in the first channel in the first level of the discharge chute.
- the two sorting webs of the two sorting devices run, for example, at an angle within the material channel.
- Each ridge may be in a bottom position or resting position in the bottom of the first level of the downcomer chute, or in a sorting position.
- a jetty When a jetty is in a sorting position, it is preferably arranged to block the entrance or channel in which it is present, while in the bottom position it unblocks the entrance or channel in which it is present.
- This movement of the two interconnected webs of a sorting device is preferably referred to in the context of the invention as “alternating blocking and releasing” of the channel inlets.
- a bar that is in a sorting position prevents the pellets from passing through the inlet or channel in which the corresponding bar is present, while the bar prevents the pellets from passing through the inlet or channel in which it is located is present, releases when the corresponding web is present in the ground position.
- the bottom position is preferably characterized in that the web is sunk in a base plate of the upper level of the discharge chute and preferably ends flush with it, so that the compacts produced can flow over the web sunk in the base plate.
- the sorting position or working position of a web can preferably also be referred to as the extended position of the web.
- a sorting device preferably comprises two webs, which are referred to as a sorting web and a separating web.
- the sorting web preferably comprises a linear drive, which is preferably connected to the separating web via a rocker arm. If the sorting bar moves up from the rest position into the sorting position, the separating bar is automatically lowered by spring action and opens the sorting channel.
- a particular merit of the proposed chute is that due to the essentially vertical up and down movement of the ridges, no tablets or fragments of tablets can get stuck between the ridges and the bottom of the chute, which could undesirably disable the sorting devices.
- the sorting ridges are flush with the chute floor, with which the ridges are advantageously flush, so that the flow of tablets is not impeded.
- the separators are in the extended position and reliably prevent "good" tablets from getting into the wrong channels.
- the separating bar of the corresponding sorting device which preferably closes the entrance to the channel located behind it, is moved downwards synchronously and thus releases the corresponding channel for the tablets to be sorted out.
- the sorting devices of the proposed discharge chute are preferably of essentially identical design. It is preferable for the sorting web of a sorting device to be raised and lowered via a linear drive and for the separating web of the sorting device to be mechanically coupled to the lift of the sorting web, for example by means of a rocker arm, with the two webs of the sorting device thereby advantageously exerting a movement in opposite directions.
- the linear drives of the sorting devices are fastened in a base or a base plate of the second level of the discharge chute.
- the linear drives can preferably be operated electrically, pneumatically, by a motor and/or hydraulically.
- the sorting devices each comprise a first web and a second web, the webs being connected to one another via a linear drive in such a way that an upward movement of the first web causes a downward movement of the second web and vice versa.
- the connection between the two webs includes in particular a rocker arm or a type of rocker, which is preferably rotatably mounted and includes rocker arms or rocker arms on both sides of the bearing, with a first arm preferably having the first web and the second arm having the second web works together.
- This can be realized, for example, in that the arms and webs are arranged corresponding to one another and/or the webs are shaped accordingly, so that they only interact with one of the two arms, e.g. B.
- the drive is arranged around the lever, in particular below the webs, and interacts with their undersides.
- the arms can preferably be arranged along a line to one another or have an angle to one another.
- the first arm of the lever is then preferably in a lowered position and the second arm is in a raised position.
- the first web is then in a lowered position and the second web is in a raised position.
- the situation is preferably reversed.
- the webs are preferably acted upon by spring elements with a spring force, so that the web whose arm is in a lowered position is pressed down. Accordingly, the web whose rocker arm is in a lowered position will preferably also be in a lowered position, with the other web being pressed upwards against the spring force by the force exerted on the lifted rocker arm. Therefore, in order to bring one of the two coupled ribs into an upper position or an upward movement, the force exerted by the respective arm of the rocker arm must be greater than the spring force which is exerted on this rib. The other bar is pressed down primarily by the spring force.
- the force exerted to lift one of the two webs is preferably generated by a motor, preferably electrically, but also pneumatically, motor-driven and/or hydraulically.
- a motor preferably electrically, but also pneumatically, motor-driven and/or hydraulically.
- an electric linear motor and/or linear actuator can also be included.
- a tilting movement can be triggered at the pivot bearing of the rocker arm by connecting an axis of rotation of the rocker arm to a rotating shaft of an electric motor, in that the motor performs a partial revolution in one direction or the other.
- the discharge chute includes sensors that are set up to monitor the movement of the webs of the sorting devices with regard to reaching their end positions. These sensors are preferably installed in the area of the linear drives. The linear drives are therefore preferably equipped with end position monitoring.
- the invention relates to a method for sorting compacts after they have been produced in a tabletting machine, the compacts being guided through one or more sorting devices in a discharge chute of the tabletting machine into different channels of the discharge chute, the sorting devices each having a first web and a second web, which are connected to one another via a linear drive in such a way that an upward movement of the first web causes a downward movement of the second web and vice versa.
- the discharge chute comprises a first and a second level, with the compacts entering the discharge chute at the level of the first level and being guided through the one or more sorting devices to outlets of the discharge chute, with at least one outlet being a component the first level and at least one other outlet is part of the second level.
- the first level can, for example, comprise two outlets, with a right-hand outlet representing the outlet of the good or first channel, while another left-hand outlet of the upper level represents the outlet of the sample or fourth channel.
- the outlet of the lower level of the outlet chute can be, for example, the outlet of the collection or fifth channel, with the tablets from the second and third channel being collected in the collection channel, ie the tablets from the bad and reject channels.
- the invention relates to a method for sorting compacts after they have been produced in a tabletting machine, the compacts preferably being guided through one or more sorting devices in a discharge chute of the tabletting machine into different channels of the discharge chute, the discharge chute having a first level and a second level, which are arranged one on top of the other, with the compacts entering the discharge chute at the level of the first level and being guided through one or more sorting devices to outlets of the discharge chute, with at least one outlet being part of the first level and at least one further outlet being part of the second level is.
- the compacts are preferably guided through the one or more sorting devices in a discharge chute of the tableting machine into different channels of the discharge chute, with the sorting devices each comprising a first web and a second web, which are connected to one another via a linear drive in such a way that that an upward movement of the first bar causes a downward movement of the second bar and vice versa.
- the discharge chute comprises two sorting devices and five channels, with the compacts being guided from a first channel into a third channel with the first sorting device and the compacts being guided from a first channel into a fourth channel with the second sorting device to be directed.
- the compacts which are sorted out by means of compressed air at the scraper on the die table of the tabletting machine, are preferably fed into the second channel. It is also preferred that the pellets that are fed into the second or third channel are collected in a fifth channel, the collecting channel, with the fifth channel being part of the second level of the discharge chute.
- the mean value preferably relates to the measured pressing force signals, with the mean value advantageously being able to be calculated “slidingly”.
- This waste channel ends at the left slide wall, but has an opening in the floor as a passage to the lower second level.
- the second branch to the left of the tablet discharge chute follows the first branch and is intended for the ejection of sample tablets from the good production.
- the sample tablets leave the chute essentially at the same height as the good tablets on the first level.
- This short channel is called the bad channel and is limited to the rear by a sloping connecting wall between the central and outer wall of the discharge chute, so that the tablets sorted out individually at the scraper cannot reach the end of the chute. Since there is no bottom in the reject channel either, the sorted out tablets fall into the reject channel below, which forms the left side of the lower level.
- the discharge chute according to the exemplary embodiment described here comprises two sorting devices, which differ fundamentally from the conventional diverter and sorting devices.
- the first sorting device can preferably also be referred to as a mean value switch. It has the task of reliably separating and sorting out the tablets that are outside a weight tolerance from the "good" tablets. This situation often arises when starting the rotary press and when stopping the machine. But even during production, the average pressing force value can deviate significantly from the target value, which means that these tablets have to be sorted out.
- the first sorting device is preferably able to remove faulty tablets from the tablet flow, as well as to sort out approximately 2-3 tablets before and approximately 2-3 tablets after the faulty tablet, preferably with the bad tablet, thereby reducing the risk that a faulty tablet in enters the good channel is minimized in a particularly safe manner.
- the sorting devices differ fundamentally from conventionally known sorting devices. Flags or cages rotating around an axis are no longer used, but rather solid webs that move up and down essentially vertically through slots in the bottom of the discharge chute.
- the sorting devices each comprise two webs that move up and down one another like a tandem or a seesaw. There are two openings in a central wall of the tablet discharge chute, which serve as entrances for the third and fourth channels. The first opening lets the rejected or average tablets pass through, the second opening the sample tablets. If these two openings were not closed during normal tablet production, good tablets might get into the bad channel and bad tablets might get into the sample channel during production and when the sorting webs in the good channel are actuated.
- the sorting devices include so-called separating webs in addition to the sorting webs, which are set up to close the first and the second opening in the middle wall of the discharge chute.
- the two openings in the center wall of the slide can each be closed by a movable partition.
- the sorting bar of the first sorting device is raised by the linear drive in order to guide the tablets into the reject channel.
- the corresponding separating web is pulled down due to a mechanical coupling with the sorting web, which frees the opening for the tablets to be sorted out.
- the ejected tablets then fall down through the floor opening into the collection channel, which is located on the second level below the left-hand side of the chute.
- the sorting device for the sample tablets that is, the second The sorting device is preferably essentially identical in construction to the first sorting device.
- the linear drives of the sorting devices are attached to the bottom of the second level of the tablet chute. They act preferentially on the carrier plates of the sorting webs.
- the linear drives preferably act actively in both directions and they are preferably equipped with end position sensors, so that reaching the two end positions of the sorting bar and indirectly the separating bar can be reliably checked. Raising and lowering the bars is a very quick process, so that an optimal sorting result can be achieved.
- the switches or the sorting devices in the partition wall are raised by a rocker arm when the corresponding sorting switch is at the bottom, preferably in level 2, in the rest position.
- the other gates are pushed down by springs because the rocker arm releases the gate.
- the feathers are for example in figure 4 shown. It is preferred within the meaning of the invention to designate the lifting drive as a linear drive or as a drive for the sorting webs.
- the proposed discharge chute can also be used in connection with such tableting machines that have a pneumatic individual sorting of bad tablets. Tablets recognized as "bad” are usually sorted out with compressed air.
- the corresponding sorting nozzle is preferably located in a tip of the tablet scraper, since that is where the tablets are located individually on the matrix plate. If a tablet is identified as defective during the pressing process, a blast of compressed air is released when the tablet reaches the sorting nozzle in the tablet scraper, which moves the tablet radially outwards so that it lands in the opening of the bad channel of the tablet discharge chute. Since this channel segment preferably has no floor or an opening in the floor, the sorted out tablet falls down into the second level in the collection channel.
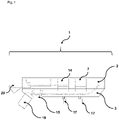
- figure 1 shows a side view of a preferred embodiment of the tablet discharge chute (1).
- the linear drives (17) for the sorting devices (7, 14), which can preferably also be referred to as switches, are attached to the bottom of the lower level (3) of the discharge chute (1).
- the outlet (19) for the collection channel (15) in which the tablets from the bad channel (6) and the reject channel (5) collect after they have fallen through openings in the floor of the first level (2) and thus into have reached the collection channel (15) of the second level (3).
- the outlet (18) for the sample tablets is figure 1 covered by the outlet (20) for the good tablets, but is arranged behind it.
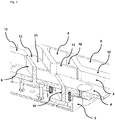
- FIG 2 shows a detailed view of a preferred embodiment of the tablet discharge chute (1).
- FIG 2 a plan view of the upper level (2) of the proposed tablet discharge chute (1).
- the proposed discharge chute (1) a maximum of two channels (4, 5, 6, 13) are arranged side by side, although the discharge chute (1) preferably comprises a total of four channels (4, 5, 6, 13) for sorting compacts.
- This advantageous arrangement of the channels (4, 5, 6, 13) is preferably made possible by the fact that the chute (1) comprises two levels (2, 3) which are arranged one above the other. This advantageously makes it possible for the chute (1) to fulfill the function of a 4-lane chute that is usually twice as wide.
- the chute (1) arranged on two levels (2, 3) enables a completely different division of the individual channels (4, 5, 6, 13) than is the case with conventional chute from a standing position known to the art.
- the top view also shows the outlet (20) for the good tablets, which is part of the upper level (2) of the chute (1).
- FIG 2 also shows the following details of the invention:
- the "good" tablets are guided by the tablet scraper on the die plate into the right-hand good channel (4) of the tablet discharge chute (1).
- the material channel (4) is located in the upper level (2) of the proposed chute (1).
- the tablets are automatically sorted out by the sorting web (10) of the first sorting device (7) and fed into the collection channel (15), which is located on the lower second level (3) of the discharge chute (1). located. If sample tablets are required from the good production, they are routed into the sample channel (13) with the sorting bar (8) of the second sorting device (14).
- Defective individual tablets are fed via the pneumatic individual sorting into the left-hand inlet of the tablet discharge chute on the upper level (2) of the discharge chute (1), to which the bad channel (6) is connected.
- the faulty tablets fall through the floor opening down into the second level (3) of the discharge chute (1) and end up in the collection channel (15).
- the chute (1) comprises a central wall (12) which divides the chute (1) into two essentially similarly sized side halves.
- the middle wall (12) has openings (16, 21) through which the tablets can pass from the good channel (4) into the reject channel (5) or into the sample channel (13).
- the first opening (16) in the middle wall (12) represents the entrance (16) for the waste channel (5).
- This entrance (16) can be blocked or closed with the separating web (11) of the first sorting device (7), see above that no tablets can get into the reject channel (5).
- the second opening (21) in the middle wall (12) represents the entrance (21) for the pattern channel (13).
- This entrance (21) can be blocked or closed with the separating web (9) of the second sorting device (14), see above that no tablets can get into the pattern channel (13).
- the sorting bar (10) and the separating bar (11) form the first sorting device (7) and that the sorting bar (8) and the separating bar (9) form the second sorting device (14). It is within the meaning of the invention preferred that the sections of the first duct (4) and the fourth duct (13) comprise openings for dust extraction devices.
- figure 3 shows a section through a preferred embodiment of the tablet discharge chute (1).
- the sorting web (8) of the second sorting device (14) is in the working position, which is also referred to as the extended position of the sorting web (8).
- the separating web (9) of the second sorting device (14) is in the lower position, which is preferably also referred to as the rest or floor position.
- the sample tablets which preferably come from the good channel (4) or from the first subset of compacts, can enter the sample channel (13).
- the two webs (8, 9) of the second sorting device (14) are preferably coupled by a rocker arm (22).
- This rocker arm (22) is rotatably connected to the sorting web (8) on the right-hand side and is stationarily mounted in the middle.
- the lever (22) is acted upon by the restoring springs of the separating web (9) of the second sorting device (14).
- the rocker arm (22) is also pivoted and thereby allows the separating bar (9) to move downwards through the spring force.
- the underlying mechanism for the sorting devices (7, 14), which enables the coupling of the webs (8, 9 and 10, 11), is preferably located in the lower second level (3) of the proposed tablet discharge chute (1), namely in the in figure 3 illustrated example of the invention on the right side of the collecting channel (15).
- the linear drives (17) are located in the center under the carrier plates of the sorting webs (8, 10), which are each detachably fastened to the base plate of the lower level (3) with a quick-release fastener. It is preferred within the meaning of the invention that the sorting webs (8, 10) are preferably also referred to as first webs, while the separating webs (9, 11) are preferably also referred to as second webs.
- FIG 3 shows a middle wall (12) in the middle of the chute (1) which has two openings (16, 21).
- the first opening represents the entrance (16) of the reject channel (5), while the second opening represents the entrance (21) of the sample channel (13).
- the bad channel (6) In the front right area of the upper level (2) of the discharge chute (1) is the bad channel (6), which takes tablets found to be faulty directly from the die table of the tableting machine, which were separated from the "good” tablets with a blast of compressed air on the tablet scraper , where the "good” tablets form the first subset of pellets that enter the good channel (4).
- the first level (2) of the chute (1) is preferably at the same level as a horizontal plane of the die table, which corresponds to the surface of the die table.
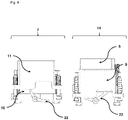
- figure 4 shows a representation of the coupled adjustment of two webs (8 and 9 or 10 and 11) of a sorting device (7 or 14) of the proposed discharge chute (1).
- the two separating webs (9, 10) of the first and second sorting devices (7, 14) can be seen in the foreground.
- the separating webs (9, 10) have a recess on their underside, the edge of which interacts with a respective rocker arm (22).
- the interaction of the rocker arm (22) and the linear drives (17) ensures that an upward movement of a sorting bar (8, 11) leads to an upward movement of the corresponding separating bar (9, 10) and vice versa.
- the coupling mechanisms that enable the coupled movement of the webs (8 and 9 or 10 and 11) of the sorting devices (7, 14) are preferably accommodated in the area of the lower level (3) of the discharge chute (1), preferably below the material channel (4 ), which is part of the first level (2) of the slide (1).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chutes (AREA)
- Sorting Of Articles (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Combined Means For Separation Of Solids (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
- Die Erfindung betrifft eine Ablaufrutsche für eine Tablettiermaschine sowie ein Verfahren zum Sortieren von Presslingen nach deren Herstellung in einer Tablettiermaschine. Die Ablaufrutsche ist dadurch gekennzeichnet, dass die Kanäle, in die die Presslinge nach ihrer Herstellung sortiert werden, auf zwei Ebenen angeordnet sind, wobei das Sortieren der Presslinge mit Sortiervorrichtungen erfolgt, die Eingänge der Kanäle wechselseitig freigeben oder blockieren können.
- Mit Tablettiermaschinen werden in vielen Industriezweigen pulverförmige oder granulierte Materialien zu festen Presslingen verpresst. In der pharmazeutischen Industrie handelt es sich beispielsweise um vielfältige Formen von Tabletten, in der chemischen Industrie handelt es sich um Geschirrspül-Tabs, Toilettenreiniger-Tabletten, Düngemittel-Stäbchen oder Katalysatoren, in der Nahrungsmittel-Industrie um Pfefferminz-Tabletten oder Traubenzucker-Tabletten. Vor allem die Unterklasse der Rundlaufpressen wurde entwickelt, um aus pulverförmigen oder granulierten Pressmassen, die trocken, riesel- und fließfähig sind, in großer Stückzahl feste und stabile Presslinge innerhalb engster Gewichtstoleranzen herzustellen. Diese Pressmasse wird im Sinne der Erfindung bevorzugt auch als Tablettiermaterial bezeichnet. Bei einer Rundlauftablettenpresse werden die Tabletten in den Öffnungen oder Bohrungen einer Matrizenscheibe erzeugt, indem Tablettiermaterial, aus dem die Tablette später bestehen soll, zwischen einem Oberstempel und einem Unterstempel zu einem Pressling verpresst wird. Das Tablettiermaterial wird in Öffnungen und/oder Bohrungen der Matrizenscheibe zu Presslingen verpresst, wobei die Matrizenscheibe Teil eines sich drehenden Rotors sein kann. Es ist im Sinne der Erfindung bevorzugt, dass der Rotor um eine Rotorachse rotiert, wobei die Rotorachse vorzugsweise senkrecht zu einer bevorzugt ebenen Rotoroberfläche und/oder Rotorunterseite ausgebildet ist. Nach erfolgtem Pressvorgang werden die Tabletten und/oder Presslinge durch Anheben der Unterstempel aus den Öffnungen der Matrizenscheibe ausgestoßen, so dass sie auf der Oberfläche der Matrizenscheibe zu liegen kommen. Von den Tabletten und/oder Presslingen, die sich auf der Oberseite der Matrizenscheibe befinden, werden die "guten" Tabletten durch einen schräg stehenden Tablettenabstreifer auf der Oberseite der Matrizenscheibe nach außen in einen Einlauf einer Tablettenablaufrutsche geleitet.
- Die Ablaufrutsche ist ein zentraler Bestandteil einer Tablettiermaschine, insbesondere einer Rundlaufpresse, da über sie die mit der Maschine hergestellten Tabletten und/oder Presslinge von der Oberfläche der Matrizenscheibe über den Tablettenabstreifer aus dem Pressraum der Rundlaufpresse herausgeleitet werden. In der einfachsten Form besteht die Rutsche aus einem einfachen u-förmigen Kanal, der stationär mit einer Haltevorrichtung auf dem Maschinensockel, an einem Eckholm oder auf einer Trägerplatte der Tablettiermaschine montiert ist und unter einem Winkel von der Oberseite der Matrizenscheibe schräg nach unten aus der Tablettiermaschine herausragt. Die aus dem Stand der Technik bekannten Ablaufrutschen verlaufen dabei üblicherweise durch eine Maschinenverkleidung oder ein Fenster im Gehäuse der Tablettiermaschine, so dass die Tabletten und/oder Presslinge den Pressraum der Tablettiermaschine verlassen können, um weiter verarbeitet zu werden.
- Die Laufflächen der Ablaufrutschen, auf der die Tabletten die Tablettiermaschine verlassen, sollten eben und sehr glatt sein, damit die Tabletten möglichst störungsfrei und ungebremst die Ablaufrutsche verlassen können. Früher wurden die Rutschen aus verchromtem Stahlblech gefertigt. Blechrutschen werden üblicherweise aus dünnem Material mit einer Wandstärke von 1 - 2 mm hergestellt. Die Blechzuschnitte werden üblicherweise abgekantet, gelocht und verschweißt. Da sich durch die Warmbehandlung das Material verzieht, werden die fertig geschweißten Ablaufrutschen gerichtet und anschließend geschliffen oder poliert. Bei schonender Behandlung haben die Edelstahlrutschen eine lange Lebensdauer und eine bleibende Oberflächenqualität auch bei einem täglichen 3-Schicht-Einsatz. Meistens werden die Rutschen jedoch durch ruppiges Handling beschädigt, deformiert und verbogen, so dass sie im Einsatz in der Tablettiermaschine Probleme bereiten. Dies ist darauf zurückzuführen, dass diese Art der Ablaufrutschen nicht stabil genug für den täglichen Dauereinsatz ist.
- Aus diesem Grunde haben sich in den letzten Jahren Ganzteil-Ablaufrutschen, die aus einem Block Kunststoff oder Aluminium gefräst werden, durchgesetzt. Diese Rutschen, die aus einem Vollmaterial hergestellt werden, sind in der Herstellung aufwändiger und teurer als Blechrutschen, dafür aber viel stabiler und sie bereiten keinerlei Probleme in der Produktion.
- Mit Tablettiermaschinen werden in großer Stückzahl eine Vielzahl von Tabletten- und Presslings-Formaten hergestellt. Es gibt kleine und große, sowie leichte und schwere Tabletten, wobei alle diese Tabletten die Tablettiermaschine über die Tablettenablaufrutsche verlassen. Es ist demnach ein Anliegen der vorliegenden Erfindung, eine Tablettenablaufrutsche bereitzustellen, mit der Tabletten mit verschiedenen Geometrien, Größen und Gewichten störungsfrei und ohne ein unerwünschtes Verklemmen oder Verkanten aus dem Pressraum der Tablettiermaschine abgeführt werden können.
- Damit die Tabletten möglichst störungsfrei und schwerkraftbedingt die Rutsche verlassen können, muss die Ablaufrutsche eine steile Neigung von der Matrizenscheibe nach außen aufweisen. Die Steilheit der Ablaufrutsche erschwert allerdings einen hindernisfreien Anschluss der Ablaufrutsche an die Matrizenscheibe der Tablettenpresse, da die Oberfläche der Matrizenscheibe horizontal und eben ausgebildet ist. Ein weiteres Anliegen der vorliegenden Erfindung ist es demnach, den Übergangsbereich zwischen Matrizenscheibe und Ablaufrutsche möglichst hindernisarm und wenig störungsanfällig zu gestalten.
- Konventionelle Ablaufrutschen können bis zu vier Kanäle zur Aufnahme verschiedener Tabletten umfassen. Eine herkömmliche Rutsche kann beispielsweise einen Gutkanal umfassen, in den die als "gut" befundenen Tabletten geleitet werden. Ein weiterer Kanal kann als "Musterkanal" bezeichnet werden. Er kann für Stichproben verwendet werden, die aus dem Tablettenstrom im Gutkanal entnommen werden oder für Probetabletten, die am Anfang eines Produktionszyklus oder beim Anlaufen der Tablettiermaschine hergestellt werden. Ein dritter Kanal kann beispielsweise für Ausschuss-Tabletten aus dem Gutkanal verwendet werden. Ein weiterer Kanal kann dafür eingerichtet sein, als "schlecht" befundene Tabletten aufzunehmen. Dieser Kanal wird vorzugsweise auch als "Schlechtkanal" bezeichnet, wobei das Aussortieren der Schlechttabletten beispielsweise mit einer Einzelsortiervorrichtung erfolgen kann. Das Aussortieren umfasst insbesondere eine Trennung der "guten" von den "schlechten" Tabletten.
- Die einzelnen Kanäle liegen in der Regel in einer Ebene nebeneinander in der Ablaufrutsche vor, so dass die herkömmlichen Rutschen dadurch sehr breit und auch schwer werden können. Die Abmessungen der Rutsche und auch das Teilegewicht erhöhen sich ferner, wenn mit der Tablettiermaschine auch große Tabletten mit einem Durchmesser von beispielsweise 25 mm und einer Dicke von 5 mm hergestellt werden sollen. Für diese großen Tabletten muss die Kanalbreite so ausgelegt werden, dass zwei Tabletten nebeneinander zusammen mit einer senkrecht stehenden Tablette zwischen den beiden flach liegenden Tabletten genügend Platz haben und nicht zwischen den üblicherweise senkrecht verlaufenden Kanalwänden verklemmen. Ein Tablettenstau bei diesen großen Tabletten ist besonders kritisch, da durch das hohe Tablettengewicht von mehreren Gramm pro Tablette und aufgrund des großen Volumens der Tabletten der Kanal besonders schnell verstopft und die Tabletten, der Tablettenbruch und der Staub unerwünschterweise im gesamten Pressraum verteilt werden können. Dies kann zum Maschinenstillstand und einer erforderlichen Generalreinigung führen. Wenn zwei Tabletten nebeneinander liegen und sich zwischen ihnen eine senkrecht stehende Tablette befindet, ergibt sich bei den oben genannten Beispielsdimensionen eine erforderliche Breite von 55 mm für einen Kanal der Ablaufrutsche. Da üblicherweise zusätzlich etwas Spiel- und Freiraum zu den Seitenwänden des Kanals eingeplant wird, können herkömmliche Rutschenkanäle eine lichte innere Weite von beispielsweise 60 mm aufweisen. Bei einer Vierkanal-Rutsche für große Brausetabletten würde sich so eine lichte Gesamtbreite von 240 mm ergeben, so dass die Rutsche zuzüglich der Trennstege zwischen den Kanälen eine totale Breite von 255 mm hat. Solche Rutschen sind allerdings sehr unhandlich und aufgrund ihrer Herstellung aus einem Vollmaterial sehr schwer. Darüber hinaus stellt es eine große technische Herausforderung dar, eine solch breite Ablaufrutsche hindernis- und störungsfrei an die Matrizenscheibe anzuschließen, um die Tabletten ohne Rückstaubildung aus dem Pressraum der Tablettiermaschine herauszuleiten.
- Eine besondere Herausforderung besteht technisch betrachtet darin, dass sich die Matrizenscheibe in einer horizontalen Ebene befindet und die Tablettenablaufrutsche unter einem relativ steilen Winkel auf die Außenseite der Matrizenscheibe trifft. Bei mittiger Platzierung der Rutsche zur Matrizenscheibe kann man die mittigen Kanäle noch gut an das horizontale Niveau der Matrizenscheibe anpassen. Allerdings stellt die Anpassung der äußeren Kanäle eine Herausforderung dar, die weit von einer virtuellen Mittellinie oder Zentralachse der Rutsche und der Matrizenscheibe entfernt sind. Diese Herausforderung wird bei herkömmlichen Ablaufrutschen dadurch gelöst, dass im Bereich der äußeren Rutschenkanäle horizontale Passbleche verwendet werden, die den Übergang von der Rutsche zur Matrizenplatte ermöglichen sollen. Nachteilig an dieser Behelfslösung ist allerdings, dass sich zur Rutschenneigung horizontale Flächen ergeben, auf denen die Tabletten häufig liegen bleiben, da sich die Passbleche in der gleichen Ebene wie die Matrizenscheibe befinden.
- Es ist aus der
US 3,097,161 A eine Kapselfüllmaschine bekannt, bei der eine Ablaufrutsche für die befüllten Kapseln eine Druckluftvorrichtung umfasst, welche nicht vollständig befüllte Kapseln aufgrund ihres geringeren Gewichts auf eine über der Ablaufrutsche angeordnete Ebene bläst. Der dort dargestellte Sortiermechanismus ermöglicht jedoch keine Sortierung von Kapseln in verschiedene Teilmengen aufgrund anderer Eigenschaften als deren Gewicht. Aber auch zur Unterscheidung von Kapseln mit geringen Gewichtsunterschieden ist dieser Mechanismus nicht geeignet, da nur Objekte mit einer ausreichend großen Oberfläche und gleichzeitig großen Gewichtsunterschieden durch solch einen Druckluftmechanismus sortiert werden können. Außerdem muss der beschriebene Mechanismus zur Sortierung gegen die Schwerkraft arbeiten und benötigt immer die Bereitstellung ausreichender Energie, um eine Kapsel entgegen dieser auf eine höhere Ebene zu heben. - Ein weiterer Nachteil von bekannten Tablettenablaufrutschen sind die verwendeten Sortierweichen, mit denen Tabletten von einem Kanal in einen anderen Kanal geschleust werden können. Bei einigen Vorrichtungen aus dem Stand der Technik befinden sich die Sortierweichen als Klappen in der Lauffläche der Kanäle, wobei sich diese Klappen entweder nach oben oder nach unten öffnen können, wodurch beispielsweise fehlerhafte Tabletten aussortiert werden. Hier ist der Nachteil darin zu sehen, dass sich beim Schließen der Klappe nach dem Sortiervorgang "gute" Tabletten zwischen der Klappe und dem Kanalboden verklemmen können, was häufig zu einem unerwünschten Rückstau führt.
- Im Stand der Technik sind ferner drehbare Metallfahnen als Sortierweichen bekannt, die senkrecht zur Lauffläche der Rutschen angeordnet sind. Beispielsweise beschreibt die
US 8,078,329 B2 eine Tablettiermaschine mit solchen Metallfahnen und ein Verfahren gemäß dem Oberbegriff des Anspruchs 11. - Diese einfachen Fahnen oder auch u-Profile liegen im Ruhezustand in einer Ausbuchtung an einer Flanke oder Seite im Gutkanal vor. Die Konstruktion der Weichen und die Ausführung der Schaltfahnen beziehungsweise u-Profile muss sowohl leicht für die benötigte hohe Drehgeschwindigkeit sein, aber auf der anderen Seite auch stabil genug, damit nicht nach jedem Waschvorgang der Rutschen die Schaltfahnen gerichtet und zurechtgebogen werden müssen. Sind die Schaltfahnen oder die Drehachse verbogen, dann schleift die Unterseite der Schaltfahne auf der Lauffläche des Kanals und die Schaltfahne blockiert vor dem Erreichen der Endlage. Ist durch die Deformation der Schaltfahne ein zu großer Abstand zwischen der Unterkante der Schaltfahne und der Lauffläche des Kanals entstanden, dann können sich Tabletten in dem Spalt verklemmen, was die Funktion der Weiche nachteilig beeinflussen kann. Auch in diesem Fall kommt es häufig zu einem Rückstau der Tabletten, der bis zum Rotor zurückreichen kann und somit den Betrieb der Tablettiermaschine unmöglich macht. Oftmals werden diese Schaltfahnen mit Drehmagneten betrieben. Diese haben den Nachteil, dass sie nur in einer Richtung aktiv mit Strom betrieben werden und die Rückstellung durch Federkraft erfolgt. Insbesondere bei den drehbaren Schaltfahnen mit diesen nicht optimalen Drehantrieben passierte es oft, dass sich Tabletten zwischen die Unterkante der Schaltfahne und dem Bodenblech der Rutsche verklemmt haben. Dann klemmte und blockierte die Schaltfahne in beliebiger Position und die Tabletten konnten unkontrolliert in den einen oder anderen - falschen - Kanal gelangen.
- Es ist daher Aufgabe der vorliegenden Erfindung, eine Ablaufrutsche für eine Tablettiermaschine und ein Verfahren zum Sortieren von Presslingen nach deren Herstellung in einer Tablettiermaschine bereitzustellen, die nicht die Mängel und Nachteile der aus dem Stand der Technik bekannten Vorrichtungen aufweisen. Insbesondere soll die bereitzustellende Ablaufrutsche so an die Matrizenscheibe der Tablettiermaschine angeschlossen werden können, dass der Übergang von der Matrizenscheibe in die Ablaufrutsche möglichst störungsfrei und ohne einen Rückstau der Tabletten zu verursachen vonstattengehen kann. Dies soll insbesondere für Tabletten mit verschiedenen Geometrien, Größen und Gewichten ermöglicht werden. Darüber hinaus sollen in der Ablaufrutsche Sortiervorrichtungen angeordnet sein, die ein unkompliziertes Überwechseln der Tabletten von einem in einen anderen Kanal innerhalb der Ablaufrutsche ermöglichen. Darüber hinaus soll die bereitzustellende Ablaufrutsche gut zu handhaben sein und ein möglichst geringes Gewicht aufweisen. Mit dem bereitzustellenden Verfahren soll eine effiziente und rückstaufreie Sortierung von Presslingen und deren Verteilung auf verschiedene Kanäle der Ablaufrutsche gewährleistet werden.
- Gelöst wird die Aufgabe durch die Merkmale der unabhängigen Ansprüche. Vorteilhafte Ausgestaltungen der Erfindung sind in den abhängigen Ansprüchen beschrieben. Erfindungsgemäß ist eine Ablaufrutsche für eine Tablettiermaschine vorgesehen, die einen ersten Kanal und einen oder mehrere weitere Kanäle zur Aufnahme von Presslingen umfasst. Die Ablaufrutsche ist dadurch gekennzeichnet, dass die Ablaufrutsche eine erste und eine zweite Ebene umfasst, wobei die beiden Ebenen übereinander angeordnet vorliegen und die erste Ebene den ersten Kanal umfasst, sowie Eingänge für die weiteren Kanäle, wobei die Ablaufrutsche eine oder mehrere Sortiervorrichtungen umfasst, die dazu eingerichtet sind, zumindest einige dieser Eingänge freizugeben oder zu blockieren, wodurch die Presslinge in Teilmengen von Presslingen unterteilt werden. Dabei ist besonders bevorzugt, dass mindestens eine der Teilmengen von Presslingen über mindestens einen der weiteren Kanäle in die zweite Ebene gelangt.
- Die vorgeschlagene Ablaufrutsche kann aufgrund ihrer Ausbildung in zwei Ebenen besonders schmal hergestellt, unkompliziert und unaufwändig an einer Tablettiermaschine befestigt werden, um die Presslinge aus dem Pressraum der Tablettiermaschine herauszuleiten und entsprechenden Ausläufen zuzuführen. Es hat sich gezeigt, dass der Übergang zwischen der Matrizenscheibe der Tablettiermaschine und der vorgeschlagenen Ablaufrutsche aufgrund der schmalen Ausführung der Ablaufrutsche besonders "glatt" und ohne Hindernisse für die Presslinge gestaltet werden kann, wodurch die Bildung von Fehleitungen und Rückstaus in den Pressraum hinein effizient vermieden wird. Bei einer Fehlleitung bleibt im Sinne der Erfindung eine fehlerhafte Tablette auf den vorzugsweise horizontalen Passblechen liegen. Nach einiger Zeit kann sie durch die Vibrationen von dem Blech rutschen und dadurch unkontrolliert in den Gutkanal gelangen, so dass sie unerwünschterweise mit den als "gut" befundenen Tabletten die Rundlaufpresse verlässt.
- Dadurch, dass die Sortierkanäle der vorgeschlagenen Ablaufrutsche in zwei Ebenen angeordnet sind, können die einzelnen Kanäle breiter ausgebildet sein als bei herkömmlichen Ablaufrutschen, bei denen die Kanäle in einer Ebene angeordnet vorliegen. Dadurch wird gewährleistet, dass mit der vorgeschlagenen Ablaufrutsche Presslinge mit verschiedenen Geometrien, Größen und Gewichten besonders störungsfrei und sicher durch die Kanäle der Ablaufrutsche fließen können, insbesondere ohne zu verkanten oder sich einzuklemmen. Dadurch werden unerwünschte Rückstaus vermieden und ein Zerbrechen der Presslinge, wenn im Verkantungsfall große Kräfte auf den Pressling wirken, verhindert. Es ist im Sinne der Erfindung bevorzugt, dass die Begriffe "Tabletten" und "Presslinge" synonym verwendet werden.
- Vorteilhafterweise können nebeneinander angeordnete Kanäle der oberen Ebene sehr breit sein, da weitere Kanäle in der zweiten Ebene angeordnet werden können. So können z. B. zwei obere Kanäle jeweils eine lichte Breite von 60 mm haben, sodass vorteilhafterweise auch zwei größere Tabletten, wie z. B. Brausetabletten, mit einem Durchmesser von 25 mm nebeneinander und mit einer Tablette senkrecht dazwischen die Rutsche passieren können, ohne zu verklemmen. Ein Rutschenschacht in der unteren Ebene, z. B. unter dem zweiten Rutschenkanal, ist dann vorzugsweise für den Abtransport der aussortierten Einzeltabletten und der aussortierten Mittelwert-Tabletten bestimmt.
- So ermöglicht die doppelstöckige-Tablettenablaufrutsche auf eine Breite von z. B. NUR max. 120 mm insgesamt beispielsweise 4 unterschiedliche Kanäle, die alle für die Handhabung von unterschiedlichen Tabletten,insbesondere von besonders großen Brausetabletten geeignet sind. Weiterhin erfolgt die notwendige Weichenumstellung zur Leitung der Tablettenströme bevorzugt mittels vertikal beweglicher Tandem-Schwerter (Stege), zwischen denen sich keine Tablette oder Tablettenbruch mehr verklemmen kann.
- Eine maximale Schachtbreite bei Tablettenrutschen ist insbesondere durch den üblichen Einsatz von Wechselrotoren notwendig geworden. Da bei allen modernen Rundlaufpressen der Rotor - und damit auch das Werkzeugformat - bevorzugt gewechselt werden kann, können mit einer Maschine vorteilhafterweise sehr kleine Tablette aber auch sehr große Tabletten, wie z.B. Brausetabletten, gefertigt werden. Da man nun nicht für jedes Tablettenformat eine eigene Tablettenablaufrutsche verwenden will, sollte mit der Rutsche problemlos jedes Tablettenformat transportiert werden können. Mit einer "Standardrutsche" können bevorzugt Tabletten bis 25 mm Durchmesser gepresst werden. Dabei sollten die Rutschen schon aus Stabilitätsgründen bevorzugt nicht breiter als 120 mm sein. Somit ist der verfügbare Raum für die Rutsche in der Breite beschränkt. Vorteilhafterweise ist durch die Vorrichtung eine 4-fach Tablettenablauf-Rutsche mit einer Breite von insbesondere 120 mm und mit einer Schachtbreite von jeweils 60 mm möglich, wobei die 4-Schächte bevorzugt auf zwei Ebenen verteilt sind und die Führung der Tablettenströme bevorzugt erfolgt mittels zwei vertikal arbeitender Tandem-Schwerter (Stege), die nicht mehr verklemmen können.
- Vorteilhafterweise können die Stege zum Aussortieren von fehlerhaften Mittelwert-Tabletten die Kanälen Nr. 3+4, vorzugsweise in einer unteren Ebene und zum Aussortieren von Mustertabletten in einen Kanal Nr.2 verwendet werden. Schlechte Einzelwert-Tabletten werden dabei bevorzugt über die Einzelsortierung mittels Druckluft in den Kanal Nr. 4 geleitet. Für die Linearantriebe der Tandem- Schwerter wird vorzugsweise ein entsprechender Raum unterhalb des Kanals Nr.1 benötigt. An dem äußeren Ende dieses unteren Kanals befindet sich vorteilhafterweise ein Anschluss für eine Staubabsaugung für die beiden oberen Kanäle Nr.1+2.
- Anwendungstests haben gezeigt, dass die vorgeschlagenen Ablaufrutschen leichter vom Gewicht her sind als konventionelle Ablaufrutschen, mit den im Stand der Technik beschriebenen Breiten und Blech- oder Materialdicken. Aufgrund der kompakten, schmalen Ausführung, die durch die vorgeschlagene Ablaufrutsche gewährleistet wird, ist die Ablaufrutsche für einen Operator oder Bediener der Tablettiermaschine gut zu handhaben und besonders bedienungsfreundlich. Einen besonderen Verdienst der Erfindung stellt es dar, dass durch die vorgeschlagene Anordnung der Elemente der Ablaufrutsche die erste Ebene der Ablaufrutsche ohne elektrische Komponenten bereitgestellt werden kann, so dass diese obere Eben der Ablaufrutsche überraschenderweise gewaschen werden kann und dem Kunden in einer waschbaren Ausführung zur Verfügung gestellt werden kann, was im täglichen Betrieb der Ablaufrutsche zu Einsparungen im Bereich von Personal und Kosten führen kann. Überraschenderweise kann auch die zweite, untere Ebene der Ablaufrutsche gewaschen werden, wenn zuvor elektrische Komponenten, die mit der zweiten Ebene der Ablaufrutsche assoziiert sind, entfernt wurden, wie zum Beispiel Stausensoren oder die beiden Linearantriebe, die die Sortiervorrichtungen beziehungsweise ihre Elemente antreiben. Es ist im Sinne der Erfindung insbesondere bevorzugt, dass eine Feuchtreinigung in einer Waschmaschine für Komponenten einer Tablettiermaschine möglich ist.
- Weitere Vorteile der Erfindung bestehen darin, dass die vorgeschlagene Ablaufrutsche eine besonders stabile und verwindungssteife Form aufweist, so dass die Ablaufrutsche den hohen mechanischen Belastungen im Langzeit-Einsatz standhält. Indem die Ablaufrutsche aus Edelstahl, Kunststoff und/oder Aluminium gefertigt sein kann, kann die vorgeschlagene Ablaufrutsche von der FDA USA zugelassen werden. Es ist im Sinne der Erfindung insbesondere bevorzugt, dass Aluminium durch ein Nickel-Coating veredelt wird und/oder dass Eisen- oder Stahlmaterialien durch Vernickeln und/oder Verchromen gegen Korrosion geschützt werden. Es ist im Sinne der Erfindung insbesondere bevorzugt, dass die Ablaufrutsche Edelstahl 316L umfasst, da die Verwendung dieses Edelstahls gewährleistet, dass sich auch bei höchster oder längerer Belastung die Schutzschichten aus Nickel und/oder Chrom nicht abnutzen oder ablösen. Durch die verwendeten Materialien und die Ausgestaltung der Ablaufrutsche können dauerhaft besonders glatte Laufflächen für die Tabletten bereitgestellt werden, wodurch ein Verklemmen, Verkannten oder die Bildung von Rückstaus wirksam vermieden werden kann. Es war vollkommen überraschend, dass eine Ablaufrutsche bereitgestellt werden kann, bei der eine Montage und Demontage ohne Werkzeug erfolgen kann. Dies kann beispielsweise dadurch erreicht werden, dass die vorgeschlagene Ablaufrutsche mit Schnellverschlüssen auf einem Rutschenträger befestigt vorliegt. Weiter kann im Zusammenhang mit der Verwendung der vorgeschlagenen Ablaufrutsche eine Stauüberwachung im Gutkanal erfolgen, wodurch ein Rückstau in den Pressraum der Tablettiermaschine besonders wirksam vermieden werden kann.
- Es ist im Sinne der Erfindung, dass die vorgeschlagene Ablaufrutsche mehrere Sortierkanäle umfasst, in die die Presslinge nach ihrer Herstellung im Pressraum der Tablettiermaschine in Abhängigkeit von ihren Eigenschaften sortiert werden können. Insbesondere umfasst die Ablaufrutsche einen ersten Kanal und einen oder mehrere weitere Kanäle. Vorzugsweise werden die Presslinge oder die Tabletten, die durch Anheben der Unterstempel aus Öffnungen in der Matrizenscheibe ausgestoßen werden und auf der Matrizenscheibe zu liegen kommen, durch einen TablettenAbstreifer, der sich beispielsweise mit einem geringen Abstand oberhalb der Matrizenscheibe befindet, in den Übergangsbereich von Tablettiermaschine und Ablaufrutsche, insbesondere Matrizenscheibe und Ablaufrutsche, befördert. In diesem Übergangsbereich erfolgt ein erster Sortiervorgang, bei dem der Strom von Presslingen beziehungsweise die Gesamtheit der hergestellten Presslinge in zwei Teilmengen von Presslingen aufgeteilt wird. Im Sinne der Erfindung werden mit dem Begriff "Teilmenge der Presslinge" solche Presslinge zusammengefasst, die sich nach Abschluss eines Sortiervorgangs im selben Sortierkanal der Ablaufrutsche befinden. Die vorgeschlagene Ablaufrutsche weist in dem Übergangsbereich zwei Eingänge für die Presslinge auf, wobei ein erster Eingang in einen ersten Kanal der Ablaufrutsche einmündet und dieser erste Kanal vorzugsweise eine erste Teilmenge von Presslingen aufnimmt.
- Der erste Kanal der Ablaufrutsche ist vorzugsweise als durchgehender Kanal ausgebildet, an dessen Ende ein Auslauf für eine erste Teilmenge von Presslingen angeordnet vorliegt. Der erste Kanal ist Bestandteil der ersten Ebene der Ablaufrutsche, die im Sinne der Erfindung bevorzugt auch als obere Ebene der Ablaufrutsche bezeichnet wird. Es ist im Sinne der Erfindung bevorzugt, dass insbesondere die erste oder obere Ebene der Ablaufrutsche auf im Wesentlichen derselben Höhe angeordnet ist, wie die im Wesentlichen horizontale Ebene der Matrizenscheibe der Tablettiermaschine, wodurch vorteilhafterweise der ungehinderte Übergang der Tabletten aus dem Pressraum auf die Ablaufrutsche erfolgen kann. Es ist im Sinne der Erfindung bevorzugt, den ersten Kanal als Gutkanal zu bezeichnen. Vorzugsweise werden in den Gutkanal die Presslinge einsortiert, die von den verschiedenen Prüfvorrichtungen und Überwachungsmechanismen als "gut" und damit ordnungsgemäß befunden wurden, so dass sie in den Handel und zum Verbraucher gelangen können. Diese als "gut" befundenen Presslinge bilden vorzugsweise die erste Teilmenge von Presslingen und werden im Sinne der Erfindung bevorzugt als "GutTabletten" bezeichnet. Der Gutkanal ist als durchgehender Kanal ausgebildet, so dass die für "gut" befundenen Tabletten vom Übergangsbereich zwischen Tablettiermaschine und Ablaufrutsche direkt in den Bereich eines Auslaufs des Gutkanals gelangen können, der sich vorzugsweise am Ende des Gutkanals auf der der Tablettiermaschine gegenüberliegenden Seite der Ablaufrutsche befindet. Diese Seite der Ablaufrutsche, an der sich bevorzugt die Ausläufe der Sortierkanäle befinden, wird im Sinne der Erfindung bevorzugt als Auslauf der Ablaufrutsche bezeichnet, während die Seite der Ablaufrutsche, die den Übergangsbereich zur Tablettiermaschine bildet, vorzugsweise als oberer Einlauf der Ablaufrutsche bezeichnet wird. Es ist im Sinne der Erfindung bevorzugt, dass der Gutkanal von Seitenwänden begrenzt wird, wobei der Gutkanal vorzugsweise an einer Seite von einer Außenwand der Ablaufrutsche begrenzt wird und an seiner anderen Seite von einer im Wesentlichen mittig in der Ablaufrutsche angeordneten Mittelwand der Ablaufrutsche. Diese Mittelwand weist vorzugsweise zwei Öffnungen auf, die bevorzugt als Eingänge zum dritten und vierten Kanal der Ablaufrutsche dienen und die mit den Stegen der ersten und der zweiten Sortiervorrichtung freigegeben oder blockiert werden können.
- Die vorgeschlagene Ablaufrutsche weist in dem Übergangsbereich einen zweiten Eingang auf, der vorzugsweise in einen zweiten Kanal der Ablaufrutsche einmündet. Dieser zweite Kanal ist vorzugsweise dafür eingerichtet, eine zweite Teilmenge von Presslingen aufzunehmen. Bei diesen Tabletten der zweiten Teilmenge handelt es sich vorzugsweise um solche Tabletten, die am Tablettenabstreifer mit Druckluft aussortiert und als fehlerhaft befunden wurden. Diese Tabletten, die bevorzugt die zweite Teilmenge von Presslingen bilden, werden vorzugsweise auch als "Schlechttabletten" bezeichnet. Der Schlechtkanal umfasst einen kurzen Kanalabschnitt, der vorzugsweise an drei Seiten von einer festen Seitenwand umgeben ist. Dabei wird eine Seitenwand vorzugsweise von der Mittelwand der Ablaufrutsche und die gegenüberliegende Seite von einer Außenwand der Ablaufrutsche gebildet. Die Mittelwand und die Außenwand liegen vorzugsweise mit einer Verbindungswand verbunden vor, wobei diese Verbindungswand den hinteren Abschluss des Schlechtkanals bildet und den Schlechtkanal nach hinten begrenzt, so dass keine Presslinge der zweiten Teilmenge in einen anderen Kanal der oberen Ebene der Ablaufrutsche gelangen können. Im Boden des Schlechtkanals ist vorzugsweise eine Öffnung angeordnet, durch die die Presslinge der zweiten Teilmenge in die zweite Ebene der Ablaufrutsche, die bevorzugt auch als untere Ebene bezeichnet wird, fallen können. Es ist im Sinne der Erfindung bevorzugt, dass die zweite Ebene einen fünften Kanal umfasst, der vorzugsweise auch als Sammelkanal bezeichnet wird. In dem Sammelkanal werden vorzugsweise diejenigen Presslinge gesammelt, die in den zweiten oder dritten Kanal der Ablaufrutsche geleitet wurden, d.h. vorzugsweise die zweite und dritte Teilmenge der Presslinge bilden. Bei diesen Tabletten handelt es sich bevorzugt um die Schlechttabletten, die mit Druckluft im Bereich des Tablettenabstreifers aussortiert wurden, weil sie fehlerhaft sind, oder um die Ausschusstabletten aus dem Gutkanal, die mit der ersten Sortiervorrichtung in den Ausschusskanal, d.h. den dritten Kanal der Ablaufrutsche geleitet wurden. Es ist im Sinne der Erfindung bevorzugt, dass der fünfte Kanal dazu eingerichtet ist, die Schlechttabletten und Ausschusstabletten einem Auslauf zuzuführen, der vorzugsweise Bestandteil der zweiten Ebene der Ablaufrutsche ist. Es ist im Sinne der Erfindung bevorzugt, dass der Sammelkanal in der zweiten Ebene insbesondere unterhalb des zweiten, dritten und vierten Kanals angeordnet vorliegt und somit vorzugsweise im Wesentlichen eine Hälfte der unteren Ebene füllt, während die andere Seitenhälfte der unteren Ebene vorzugsweise die Linearantriebe der Sortiervorrichtungen umfasst, die vorzugsweise an einem Boden der zweiten Ebene der Ablaufrutsche befestigt vorliegen. Es ist im Sinne der Erfindung bevorzugt, dass der Schlechtkanal in seinem Boden eine Öffnung aufweist, so dass die Presslinge, die in den zweiten Kanal gelangen, durch diese Öffnung in den Sammelkanal der zweiten Ebene der Ablaufrutsche fallen.
- Es ist im Sinne der Erfindung bevorzugt, dass die obere Ebene der Ablaufrutsche von einer Mittelwand in zwei im Wesentlichen ähnlich breite Seitenhälften geteilt wird. Während die eine Seite, beispielsweise in der Draufsicht aus Richtung der Tablettiermaschine die linke Seite, von dem vorzugsweise durchgehenden ersten Kanal, der bevorzugt den Gutkanal für die als "gut" befundenen Tabletten bildet, wird die andere Seitenhälfte, in der Draufsicht aus Richtung der Tablettiermaschine beispielsweise die rechte Seite, bevorzugt vom zweiten, dritten und vierten Kanal gebildet, mit anderen Worten vom Schlechtkanal, vom Ausschusskanal und vom Musterkanal der Ablaufrutsche. Die Mittelwand, die bevorzugt diese Trennung markiert, weist vorzugsweise zwei Öffnungen auf, durch die die Presslinge aus dem Gutkanal, d.h. aus der ersten Teilmenge der Presslinge, in den dritten oder vierten Kanal der Ablaufrutsche gelangen können.
- Der dritte Kanal wird bevorzugt auch als Ausschusskanal bezeichnet. Er nimmt bevorzugt die Tabletten aus dem Gutkanal auf, die außerhalb einer zuvor definierten Gewichtstoleranz liegen. Solche Tabletten können beispielsweise beim Start und beim Anlaufen der Tablettiermaschine oder beim Beenden oder Unterbrechen eines Produktionsvorgangs erzeugt werden. Aber auch während der Produktion, wenn zum Beispiel eine Störung bei der Pressmaterialzufuhr eintritt oder es zu einer Brückenbildung in der Materialzufuhr und dadurch zu einer Reduzierung des Materialflusses in das Füllgerät kommt oder das Pressmaterial dem Ende zugeht, kann der Presskraftmittelwert erheblich vom Sollwert abweichen, wodurch eine Aussortierung dieser Tabletten in den Ausschusskanal notwendig ist. Es ist im Sinne der Erfindung bevorzugt, dass der Ausschusskanal in seinem Boden eine Öffnung aufweist, so dass die Presslinge, die in diesen dritten Kanal gelangen, durch diese Öffnung in den Sammelkanal der zweiten Ebene der Ablaufrutsche fallen und dem Auslauf in der zweiten Ebene für aussortierte Tabletten zugeführt werden. Es ist im Sinne der Erfindung bevorzugt, den Eingang des dritten Kanals als erste Öffnung in der Mittelwand der Ablaufrutsche zu bezeichnen.
- Der vierte Kanal der Ablaufrutsche wird bevorzugt auch als Musterkanal bezeichnet. Er kann vorzugsweise für Stichproben verwendet werden, die aus dem Tablettenstrom im Gutkanal entnommen werden oder für Probetabletten, die am Anfang eines Produktionszyklus oder beim Anlaufen der Tablettiermaschine hergestellt werden. Die Tabletten, die in den vierten Kanal der Ablaufrutsche gelangen, werden bevorzugt auch als Mustertabletten bezeichnet; sie bilden vorzugsweise die vierte Teilemenge von Presslingen. Es ist im Sinne der Erfindung bevorzugt, dass der Musterkanal in seinem Boden keine Öffnung aufweist, wobei die vierte Teilmenge von Presslingen in einen Auslauf für die vierte Teilmenge von Presslingen gelangt, wobei dieser Auslauf Bestandteil der ersten Ebene ist. Vorzugsweise werden Tabletten der vierten Teilmenge von Presslingen auch als Mustertabletten bezeichnet. Es ist im Sinne der Erfindung bevorzugt, dass die zweite Sortiervorrichtung dazu verwendet werden kann, um Tablettenmuster aus dem Gutkanal auszuschleusen. Vorzugsweise verlassen die Mustertabletten den Gutkanal durch die Öffnung in der Mittelwand der Ablaufrutsche und gelangen dadurch in den Musterkanal, an dessen Ende ein Auslauf für Mustertabletten angeordnet ist. Dieser Auslauf für Mustertabletten ist vorzugsweise am hinteren, vorzugsweise linken Ende der ersten Ebene der Ablaufrutsche angeordnet. Die Mustertabletten können dort in Tüten oder kleinen Behältern aufgefangen werden. Es ist im Sinne der Erfindung bevorzugt, den Eingang des vierten Kanals als zweite Öffnung in der Mittelwand der Ablaufrutsche zu bezeichnen.
- Es ist im Sinne der Erfindung bevorzugt, dass die zwei Öffnungen in der Mittelwand der Ablaufrutsche, die vorzugsweise die Eingänge für den dritten und den vierten Sortierkanal bilden, mit Sortiervorrichtungen geöffnet und geschlossen werden können. Es ist im Sinne der Erfindung insbesondere bevorzugt, dass die Presslinge mit der ersten Sortiervorrichtung aus dem ersten Kanal in einen dritten Kanal geleitet werden und dass die Presslinge mit der zweiten Sortiervorrichtung aus dem ersten Kanal in einen vierten Kanal geleitet werden. Mit anderen Worten ist die erste Sortiervorrichtung dazu eingerichtet, Presslinge aus dem Gutkanal in den Ausschusskanal zu leiten, während die zweite Sortiervorrichtung dazu eingerichtet ist, Presslinge aus dem Gutkanal in den Musterkanal zu leiten. Insofern fungieren die Sortiervorrichtungen vorzugsweise als Weichen, die dazu eingerichtet sind, einen Strom von Presslingen zu kanalisieren in dem Sinne, dass beispielsweise entweder ein Durchgang durch den durchgehenden Gutkanal in der ersten Ebene der Ablaufrutsche gewährt wird oder dass ein Pressling oder eine Gruppe von Presslingen in eine Öffnung in der Mittelwand der Ablaufrutsche geleitet wird, wodurch der Pressling oder die Gruppe von Presslingen aus dem einen durchgehenden Gutkanal aussortiert wird.
- Vorzugsweise wird mit der Erfindung eine kompakte, schmale zweibahnige Tablettenauslaufrutsche bereitgestellt, welche die Funktion einer breiten vierbahnigen Tablettenablaufrutsche erfüllt, indem die Ablaufrutsche eine obere und eine untere Ebene aufweist, wobei sich in der oberen Ebene die Kanäle für Gut-, Muster-, Ausschuss- und Schlechttabletten befinden und wobei sich in der unteren Ebene der Sammelkanal für die Tabletten aus dem Ausschusskanal und dem Schlechtkanal befindet, sowie der mechanische Antrieb für linear bewegliche Sortier- und Trennstege, die wiederum mit einem Linearantriebe pro Stegpaar und Sortiervorrichtung verbunden sind. Durch die besonders kompakte, schmale Ausgestaltung der Tablettenrutsche wird es insbesondere ermöglicht, dass verschiedene Tablettenformate, -geometrien, -großen und -gewichte insbesondere durch die Schwerkraft störungsfrei die Rutsche verlassen können.
- Es ist im Sinne der Erfindung bevorzugt, dass die erste Sortiervorrichtung insbesondere durch die schräge Positionierung im Gutkanal die Ausschusstabletten in den Ausschusskanal leitet und dass die zweite Sortiervorrichtung insbesondere durch die schräge Positionierung im Gutkanal die Mustertabletten aus dem Gutkanal in den Musterkanal leitet. Es ist im Sinne der Erfindung bevorzugt, dass die erste Ebene Eingänge für einen zweiten Kanal, dritten Kanal und vierten Kanal umfasst, die zur Aufnahme einer zweiten, dritten und vierten Teilmenge von Presslingen eingerichtet sind, wobei Abschnitte des zweiten und dritten Kanals Öffnungen in einem Boden der ersten Ebene umfassen, durch die die zweite und dritte Teilmenge von Presslingen in die zweite Ebene gelangen kann. Es ist im Sinne der Erfindung beispielsweise bevorzugt, dass der Ausschusskanal in der oberen Ebene keinen Boden hat, so dass die Tabletten, die in diesen dritten Kanal geleitet werden, nach unten in die untere Ebene in den Sammelkanal fallen, der im Sinne der Erfindung bevorzugt einen fünften Kanal darstellt. Es ist im Sinne der Erfindung insbesondere bevorzugt, dass die einzeln im Bereich des Tablettenabstreifers durch Druckluft aussortierten schlechten Tabletten in den Schlechtkanal in der oberen Ebene geleitet werden und dass diese Schlechttabletten durch eine Öffnung im Kanalboden in den darunter befindlichen Sammel- oder Abfallkanal fallen, wobei der Schlechtkanal den zweiten Kanal im Sinne der Erfindung darstellt und der Sammelkanal den fünften Kanal im Sinne der Erfindung darstellt. Es ist im Sinne der Erfindung bevorzugt, dass die zweite Ebene einen Auslauf für die zweite und dritte Teilmenge von Presslingen aufweist, wobei dieser Auslauf Bestandteil der zweiten Ebene ist und das hintere Ende und den Auslauf des Sammelkanals darstellt.
- Es ist ferner bevorzugt, dass die zweite und dritte Teilmenge von Presslingen durch die Öffnungen im Boden der ersten Ebene in die zweite Ebene gelangt. Mit anderen Worten ist es bevorzugt, dass die direkt vom Abstreifer mit Druckluft aussortierten Presslinge und Tabletten, die Ausschuss aus dem Gutkanal darstellen, durch die Öffnungen im Boden der ersten Ebene in die zweite Ebene gelangen. Vorzugsweise gelangt die vierte Teilmenge von Presslingen in einen Auslauf für die vierte Teilmenge von Presslingen, wobei dieser Auslauf Bestandteil der ersten Ebene ist. Hierbei handelt es sich bevorzugt um Mustertabletten, die über einen eigenen Auslauf aus der Ablaufrutsche herausgeholt werden können.
- Es ist im Sinne der Erfindung bevorzugt, dass die Sortiervorrichtungen einen ersten Steg und einen zweiten Steg umfassen, wobei die Stege über einen Linearantrieb dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges eine Abwärtsbewegung des zweiten Steges bewirkt und umgekehrt. Die Verwendung von stabilen Stegen ist gegenüber den aus dem Stand der Technik bekannten dünnen Blechen besonders vorteilhaft, weil die stabilen Stege sich nicht verbiegen können. Vorzugsweise umfasst eine Sortiervorrichtung jeweils einen vorzugsweise schräg platzierten Sortiersteg, der über einen Linearantrieb im Wesentlichen senkrecht von einer Bodenposition im Gutkanal auf eine obere Sortierposition angehoben werden kann. Vorzugsweise werden der erste Steg und der zweite Steg einer Sortiervorrichtung als "Stegpaar" bezeichnet. Der erste Steg kann vorzugsweise als Sortiersteg bezeichnet werden, der vorzugsweise schräg verlaufend im Gutkanal vorliegt. Der zweite Steg kann vorzugsweise als Trennsteg bezeichnet werden. Die beiden Trennstege der Sortiervorrichtungen liegen bevorzugt in den Eingängen des dritten Kanals und des vierten Kanals der Ablaufrutsche angeordnet vor, wobei der Trennsteg der ersten Sortiervorrichtung im Eingang des Ausschusskanals angeordnet ist und der Trennsteg der zweiten Sortiervorrichtung im Eingang des Musterkanals angeordnet vorliegt. Die Trennstege der beiden Sortiervorrichtungen verlaufen vorzugsweise im Wesentlichen parallel zu einer Bewegung des Presslingstroms im ersten Kanal in der ersten Ebene der Ablaufrutsche. Die beiden Sortierstege der beiden Sortiervorrichtungen verlaufen beispielsweise schräg innerhalb des Gutkanals.
- Jeder Steg kann in einer Bodenposition oder Ruheposition im Boden der ersten Ebene der Ablaufrutsche oder in einer Sortierposition vorliegen. Wenn ein Steg in einer Sortierposition vorliegt, ist er vorzugsweise dazu eingerichtet, den Eingang oder den Kanal, in dem er vorliegt, zu blockieren, während er den Eingang oder den Kanal, in dem er vorliegt, in der Bodenposition freigibt. Diese Bewegung der beiden miteinander verbundenen Stege einer Sortiervorrichtung wird im Sinne der Erfindung bevorzugt als "wechselseitiges Blockieren und Freigeben" der Kanaleingänge bezeichnet. Mit anderen Worten verhindert ein Steg, der sich in einer Sortierposition befindet, den Durchgang für die Presslinge durch den Eingang oder den Kanal, in dem der entsprechende Steg vorliegt, während der Steg den Durchgang der Presslinge durch den Eingang oder den Kanal, in dem er vorliegt, freigibt, wenn der entsprechende Steg in der Bodenposition vorliegt. Die Bodenposition ist vorzugsweise dadurch gekennzeichnet, dass der Steg in einer Bodenplatte der oberen Ebene der Ablaufrutsche versenkt vorliegt und vorzugsweise bündig mit ihr abschließt, so dass die hergestellten Presslinge über den in der Bodenplatte versenkt vorliegenden Steg hinüberfließen können. Die Sortierposition oder Arbeitsposition eines Stegs kann vorzugsweise auch als ausgefahrene Position des Stegs bezeichnet werden.
- Mit anderen Worten ist es im Sinne der Erfindung bevorzugt, dass die Kanäle der Ablaufrutsche, in die die Presslinge nach ihrer Herstellung sortiert werden, auf zwei Ebenen angeordnet sind, wobei das Sortieren der Presslinge mit Tandem-Sortiervorrichtungen erfolgt. Eine Sortiervorrichtung umfasst bevorzugt zwei Stege, die als Sortiersteg und als Trennsteg bezeichnet werden. Vorzugsweise umfasst der Sortiersteg einen Linearantrieb, der bevorzugt über einen Kipphebel mit dem Trennsteg verbunden ist. Sofern sich der Sortiersteg aus der Ruheposition nach oben in die Sortierposition bewegt, senkt sich automatisch der Trennsteg durch Federwirkung nach unten ab und gibt die Öffnung des Sortierkanals frei.
- Ein besonderes Verdienst der vorgeschlagenen Ablaufrutsche besteht darin, dass sich durch die im Wesentlichen senkrechte Auf- und Abbewegung der Stege keine Tabletten oder Bruchstücke von Tabletten zwischen den Stegen und dem Rutschenboden verklemmen können, wodurch die Sortiervorrichtungen unerwünschterweise außer Funktion gesetzt werden könnten. In der Ruheposition befinden sich die Sortierstege bündig im Rutschenboden, mit dem die Stege vorteilhafterweise bündig abschließen, so dass der Tablettenstrom nicht behindert wird. In der Arbeitsposition befinden sich die Trennstege in der ausgefahrenen Stellung und verhindern zuverlässig, dass "gute" Tabletten in die falschen Kanäle gelangen.
- Es ist im Sinne der Erfindung bevorzugt, dass parallel zu einer Aufwärtsbewegung eines Sortiersteges der Trennsteg der entsprechenden Sortiervorrichtung, der vorzugsweise den Eingang zum dahinter befindlichen Kanal verschließt, synchron nach unten bewegt wird, und so den entsprechenden Kanal für die auszusortierenden Tabletten freigibt. Vorzugsweise sind die Sortiervorrichtungen der vorgeschlagenen Ablaufrutsche im Wesentlichen identisch ausgebildet. Es ist bevorzugt, dass der Sortiersteg einer Sortiervorrichtung über einen Linearantrieb angehoben und abgesenkt wird und dass der Trennsteg der Sortiervorrichtung beispielsweise mittels eines Kipphebels mechanisch an den Hub des Sortierstegs gekoppelt ist, wobei die beiden Stege der Sortiervorrichtung dadurch vorteilhafterweise eine gegenläufige Bewegung ausüben. Es ist im Sinne der Erfindung bevorzugt, dass die Linearantriebe der Sortiervorrichtungen in einem Boden oder einer Bodenplatte der zweiten Ebene der Ablaufrutsche befestigt vorliegen. Vorzugsweise können die Linearantriebe sowohl elektrisch, pneumatisch, motorisch und/oder hydraulisch betrieben werden.
- In einer bevorzugten Ausführungsform der Erfindung umfassen die Sortiervorrichtungen jeweils einen ersten Steg und einen zweiten Steg, wobei die Stege über einen Linearantrieb dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges eine Abwärtsbewegung des zweiten Steges bewirkt und umgekehrt. Die Verbindung zwischen den zwei Stegen umfasst insbesondere einen Kipphebel bzw. eine Art Wippe, welcher bevorzugt drehbar gelagert ist und beidseitig der Lagerung Kipphebelarme bzw. Wippenarme umfasst, wobei vorzugsweise jeweils ein erster Arm mit dem ersten Steg und der zweite Arm mit dem zweiten Steg zusammenwirkt. Dies kann bspw. dadurch realisiert werden, dass die Arme und Stege entsprechend zueinander angeordnet sind und/oder die Stege entsprechend ausgeformt sind, so dass sie nur mit jeweils einem der beiden Arme zusammenwirken, z. B. durch angepasste Aussparungen. Dabei ist der Antrieb umfassend den Hebel insbesondere unterhalb der Stege angeordnet und wirkt mit deren Unterseiten zusammen. Die Arme können dabei vorzugsweise entlang einer Linie zueinander angeordnet sein oder einen Winkel zueinander aufweisen. In einer ersten Position des Hebels befinden sich dann bevorzugt der erste Arm des Hebels in einer gesenkten Position und der zweite Arm in einer gehobenen Position. Durch das Zusammenwirken und die geometrische Anordnung und/oder Ausformung des Hebels und der Stege befinden sich dann insbesondere der erste Steg in einer gesenkten Position und der zweite Steg in einer gehobenen Position. In einer zweiten Position des Hebels, in der sich der erste Arm in einer gehobenen Position und der zweite Arm in einer gesenkten Position befinden, ist es vorzugsweise umgekehrt. Die Stege sind dabei vorzugsweise durch Federelemente mit einer Federkraft beaufschlagt, so dass derjenige Steg, dessen Arm sich in einer gesenkten Position befindet, nach unten gedrückt wird. Bevorzugt wird demnach der Steg, dessen Kipphebelarm sich in einer abgesenkten Position befindet, ebenfalls in einer abgesenkten Position sein, wobei der andere Steg entgegen der Federkraft durch die ausgeübte Kraft des gehobenen Kipphebelarms nach oben gedrückt wird. Um einen der beiden gekoppelten Stege in eine obere Position bzw. eine Aufwärtsbewegung zu bringen, muss daher die von dem jeweiligen Arm des Kipphebels ausgeübte Kraft größer sein als die Federkraft, die auf diesen Steg ausgeübt wird. Der andere Steg wird dabei durch vor allem durch die Federkraft nach unten gedrückt. Bevorzugt wird die ausgeübte Kraft zum Anheben des einen der beiden Stege durch einen Motor, vorzugsweise elektrisch, aber auch pneumatisch, motorisch und/oder hydraulisch erzeugt. Insbesondere kann auch ein elektrischer Linearmotor und/oder Linearaktor umfasst sein. Es kann aber auch bevorzugt sein, dass an der Drehlagerung des Kipphebels durch eine Verbindung einer Drehachse des Kipphebels mit einer rotierenden Welle eines Elektromotors eine Kippbewegung ausgelöst werden kann, indem der Motor eine Teilumdrehung in die eine oder andere Richtung ausführt.
- Es kann ebenso bevorzugt sein, dass nur ein Steg mit einer Federkraft beaufschlagt ist, so dass bevorzugt nur dieser aktiv durch einen Antrieb angehoben werden muss, während der andere durch die Federkraft dieses Stegs über die Kopplung angehoben werden kann, wenn beispielsweise der Antrieb des mit Federkraft beaufschlagten Steges nicht erfolgt.
- Es ist im Sinne der Erfindung bevorzugt, dass die Ablaufrutsche Sensoren umfasst, die dazu eingerichtet sind, die Bewegung der Stege der Sortiervorrichtungen hinsichtlich eines Erreichens ihrer Endlagen zu kontrollieren. Diese Sensoren sind vorzugsweise im Bereich der Linearantriebe angebracht. Vorzugsweise sind die Linearantriebe somit mit einer Endlagenüberwachung ausgestattet.
- In einem weiteren Aspekt betrifft die Erfindung ein Verfahren zum Sortieren von Presslingen nach deren Herstellung in einer Tablettiermaschine, wobei die Presslinge durch eine oder mehrere Sortiervorrichtungen in einer Ablaufrutsche der Tablettiermaschine in unterschiedliche Kanäle der Ablaufrutsche geleitet werden, wobei die Sortiervorrichtungen jeweils einen ersten Steg und einen zweiten Steg umfassen, die über einen Linearantrieb dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges eine Abwärtsbewegung des zweiten Steges bewirkt und umgekehrt. Für das Verfahren gelten die hinsichtlich der Ablaufrutsche erläuterten Definitionen, technischen Wirkungen und Vorteile analog.
- Es ist im Sinne der Erfindung bevorzugt, dass die Ablaufrutsche eine erste und eine zweite Ebene umfasst, wobei die Presslinge auf Höhe der ersten Ebene in die Ablaufrutsche gelangen und durch die eine oder mehrere Sortiervorrichtungen zu Ausläufen der Ablaufrutsche geleitet werden, wobei mindestens ein Auslauf Bestandteil der ersten Ebene und mindestens ein weiterer Auslauf Bestandteil der zweiten Ebene ist. Die erste Ebene kann beispielsweise zwei Ausläufe umfassen, wobei ein rechter Auslauf den Auslauf des Gut- oder ersten Kanals darstellt, während ein weiterer linker Auslauf der oberen Ebene den Auslauf des Muster- oder vierten Kanals darstellt. Der Auslauf der unteren Ebene der Auslaufrutsche kann beispielsweise der Auslauf des Sammel- oder fünften Kanals sein, wobei in dem Sammelkanal die Tabletten aus dem zweiten und dritten Kanal gesammelt werden, d.h. die Tabletten aus dem Schlecht- und dem Ausschusskanal.
- In einem weiteren Aspekt betrifft die Erfindung ein Verfahren zum Sortieren von Presslingen nach deren Herstellung in einer Tablettiermaschine, wobei die Presslinge bevorzugt durch eine oder mehrere Sortiervorrichtungen in einer Ablaufrutsche der Tablettiermaschine in unterschiedliche Kanäle der Ablaufrutsche geleitet werden, wobei die Ablaufrutsche eine erste Ebene und eine zweite Ebene umfasst, welche übereinander angeordnet vorliegen, wobei die Presslinge auf Höhe der ersten Ebene in die Ablaufrutsche gelangen und durch eine oder mehrere Sortiervorrichtungen zu Ausläufen der Ablaufrutsche geleitet werden, wobei mindestens ein Auslauf Bestandteil der ersten Ebene und mindestens ein weiterer Auslauf Bestandteil der zweiten Ebene ist.
- Für das Verfahren gelten die hinsichtlich der Ablaufrutsche erläuterten Definitionen, technischen Wirkungen und Vorteile analog.
- In einer bevorzugten Ausführungsform der Erfindung werden die Presslinge bevorzugt durch die eine oder mehrere Sortiervorrichtungen in einer Ablaufrutsche der Tablettiermaschine in unterschiedliche Kanäle der Ablaufrutsche geleitet, wobei die Sortiervorrichtungen jeweils einen ersten Steg und einen zweiten Steg umfassen, die über einen Linearantrieb dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges eine Abwärtsbewegung des zweiten Steges bewirkt und umgekehrt.
- Es ist im Sinne der Erfindung bevorzugt, dass die Ablaufrutsche zwei Sortiervorrichtungen und fünf Kanäle umfasst, wobei die Presslinge mit der ersten Sortiervorrichtung aus einem ersten Kanal in einen dritten Kanal geleitet werden und die Presslinge mit der zweiten Sortiervorrichtung aus einem ersten Kanal in einen vierten Kanal geleitet werden. Vorzugsweise werden die Presslinge, die am Abstreifer auf der Matrizenscheibe der Tablettiermaschine mittels Druckluft aussortiert werden, in den zweiten Kanal geleitet. Es ist ferner bevorzugt, dass die Presslinge, die in den zweiten oder dritten Kanal geleitet werden, in einem fünften Kanal, dem Sammelkanal, gesammelt werden, wobei der fünfte Kanal Bestandteil der zweiten Ebene der Ablaufrutsche ist.
- Im Folgenden wird ein Ausführungsbeispiel der Erfindung beschrieben, wobei die Begriffe "rechts" und "links" so verwendet werden, wie sie sich in einer Draufsicht auf die Ablaufrutsche aus Richtung der Tablettiermaschine ergeben. In der ersten Ebene der Ablaufrutsche befindet sich auf der rechten Seite der sogenannte Gutkanal. Von diesem Kanal gibt es eine erste Abzweigung zur linken Seite der Rutsche für alle aussortierten Tabletten, die einen Mittelwert über- oder unterschritten haben, wodurch die betroffenen Tabletten als Ausschuss betrachtet werden. Der Mittelwert bezieht sich vorzugsweise auf die gemessenen Presskraftsignale, wobei der Mittelwert vorteilhafterweise "gleitend" berechnet werden kann. Dieser Ausschusskanal endet an der linken Rutschenwand, hat aber eine Öffnung im Boden als Durchlass in die untere zweite Ebene. Die zweite Abzweigung zur linken Seite der Tablettenablaufrutsche folgt der ersten Abzweigung und ist für die Ausschleusung von Mustertabletten aus der Gut-Produktion bestimmt. Die Mustertabletten verlassen die Rutsche im Wesentlichen in der gleichen Höhe wie die Guttabletten in der ersten Ebene. Im Einlaufbereich der Rutsche auf der linken Seite befindet sich ein weiterer Kanal, der für die am Tablettenabstreifer mit Druckluft aussortierten fehlerhaften Einzeltabletten bestimmt ist. Dieser kurze Kanal wird als Schlechtkanal bezeichnet und wird durch eine schräg verlaufende Verbindungswand zwischen Mittel- und Außenwand der Ablaufrutsche nach hinten begrenzt, so dass die am Abstreifer einzeln aussortierten Tabletten nicht an das Ende der Rutsche gelangen können. Da auch im Schlechtkanal der Boden fehlt, fallen die aussortierten Tabletten in den darunter liegenden Ausschusskanal, der die linke Seite der unteren Ebene bildet.
- Darüber hinaus umfasst die Ablaufrutsche gemäß dem hier beschriebenen Ausführungsbeispiel zwei Sortiervorrichtungen, die sich von den herkömmlichen Weichen und Sortiervorrichtungen grundlegend unterscheiden. Die erste Sortiervorrichtung kann bevorzugt auch als Mittelwertweiche bezeichnet werden. Sie hat die Aufgabe, die Tabletten, die außerhalb einer Gewichtstoleranz liegen, zuverlässig von den "guten" Tabletten zu trennen und auszusortieren. Diese Situation ergibt sich häufig beim Start der Rundlaufpresse und beim Stopp der Maschine. Aber auch während der Produktion kann der Presskraftmittelwert erheblich vom Sollwert abweichen, wodurch eine Aussortierung dieser Tabletten notwendig ist.
- Wenn die Tablettiermaschine nicht mit einer Tabletteneinzelsortierung ausgerüstet ist, wird bei einer Einzelwertüberschreitung diese Mittelwertweiche aktiviert. Die erste Sortiervorrichtung ist vorzugsweise in der Lage, fehlerhafte Tabletten aus dem Tablettenstrom zu entfernen, sowie circa 2-3 Tabletten vor und circa 2-3 Tabletten nach der fehlerhaften Tablette vorzugsweise mit der schlechten Tablette auszusortieren, wodurch die Gefahr, dass eine fehlerhafte Tablette in den Gutkanal gelangt, besonders sicher minimiert wird.
- Die Sortiervorrichtungen unterscheiden sich grundlegend von herkömmlich bekannten Sortiervorrichtungen. Es werden nicht mehr die sich um eine Achse drehenden Fahnen oder Käfige eingesetzt, sondern massive Stege, die sich im Wesentlichen senkrecht durch Schlitze im Boden der Ablaufrutsche auf und ab bewegen. Die Sortiervorrichtungen umfassen jeweils zwei Stege, die sich wie ein Tandem oder eine Wippe gegenseitig auf und ab bewegen. In einer Mittelwand der Tablettenablaufrutsche befinden sich zwei Öffnungen, die als Eingänge für den dritten und den vierten Kanal dienen. Die erste Öffnung lässt die aussortierten Ausschuss- oder Mittelwert-Tabletten passieren, die zweite Öffnung die Mustertabletten. Würde man diese beiden Öffnungen bei der normalen Tablettenproduktion nicht verschließen, dann würden bei der Produktion und bei Betätigung der Sortierstege im Gutkanal unter Umständen gute Tabletten in den Schlechtkanal und schlechte Tabletten in den Musterkanal gelangen können. Um dies zu vermeiden, umfassen die Sortiervorrichtungen neben den Sortierstegen sogenannte Trennstege, die zum Verschließen der ersten und der zweiten Öffnung in der Mittelwand der Ablaufrutsche eingerichtet sind. Mit anderen Worten: die beiden Öffnungen in der Mittelwand der Rutsche können durch jeweils einen beweglichen Trennsteg verschlossen werden.
- Wird nun beim Start der Rundlaufpresse die erste Sortiervorrichtung aktiviert, wird durch den Linearantrieb der Sortiersteg der ersten Sortiervorrichtung angehoben, um die Tabletten in den Ausschusskanal zu leiten. Gleichzeitig wird der korrespondierende Trennsteg bedingt durch eine mechanische Kopplung mit dem Sortiersteg nach unten abgezogen, wodurch die Öffnung für die auszusortierenden Tabletten frei wird. Die ausgeschleusten Tabletten fallen dann durch die Bodenöffnung nach unten in den Sammelkanal, der sich in der zweiten Ebene unterhalb der linken Rutschenseite befindet. Die Sortiervorrichtung für die Mustertabletten, d.h. die zweite Sortiervorrichtung ist bevorzugt im Wesentlichen baugleich zu der ersten Sortiervorrichtung. Die Linearantriebe der Sortiervorrichtungen sind am Boden der zweiten Ebene der Tablettenrutsche befestigt. Sie wirken bevorzugt auf Trägerplatten der Sortierstege. Die Linearantriebe wirken bevorzugt aktiv in beide Richtungen und sie sind vorzugsweise mit Endlagensensoren ausgestattet, so dass das Erreichen der beiden Endlagen des Sortiersteges und indirekt des Trennsteges zuverlässig kontrollier werden kann. Das Hoch- und Herunterfahren der Stege ist ein sehr schneller Vorgang, damit ein optimales Sortierergebnis erzielt werden kann.
- Es ist im Sinne der Erfindung bevorzugt, dass die Weichen beziehungsweise die Sortiervorrichtungen in der Trennwand durch einen Kipphebel angehoben werden, wenn die entsprechende Sortierweiche sich unten, vorzugsweise in der Ebene 2, in der Ruhestellung befindet. Wird beispielsweise die Sortierweiche im Gutkanal durch den Hubantrieb angehoben, werden die jeweils anderen Weichen durch Federn nach unten gedrückt, da der Kipphebel die Weiche frei gibt. Die Federn sind beispielsweise in
Figur 4 dargestellt. Es ist im Sinne der Erfindung bevorzugt, den Hubantrieb auch als Linearantrieb oder als Antrieb für die Sortierstege zu bezeichnen. - Es ist im Sinne der Erfindung bevorzugt, dass die vorgeschlagene Ablaufrutsche auch in Zusammenhang mit solchen Tablettiermaschinen eingesetzt werden kann, die eine pneumatische Einzelsortierung von schlechten Tabletten aufweisen. Die Aussortierung von als "schlecht" erkannter Tabletten erfolgt üblicherweise mit Druckluft. Die entsprechende Sortierdüse befindet sich vorzugsweise in einer Spitze des Tablettenabstreifers, da sich insbesondere dort die Tabletten einzeln auf der Matrizenplatte befinden. Wird beim Pressvorgang eine Tablette als fehlerhaft erkannt, wird ein Druckluftstoß ausgelöst, wenn die Tablette die Sortierdüse im Tablettenabstreifer erreicht, der die Tablette radial nach außen bewegt, so dass sie in der Öffnung des Schlechtkanals der Tablettenablaufrutsche landet. Da dieses Kanalsegment vorzugsweise keinen Boden beziehungsweise eine Öffnung im Boden aufweist, fällt die aussortierte Tablette nach unten in die zweite Ebene in den Sammelkanal.
- Die Erfindung wird durch die nachfolgende Figur näher beschrieben; es zeigt:
- Figur 1
- Seitenansicht einer bevorzugten Ausführungsform der Tablettenablaufrutsche
- Figur 2
- Detailansicht einer bevorzugten Ausführungsform der Tablettenablaufrutsche
- Figur 3
- Schnitt durch eine bevorzugte Ausführungsform der Tablettenablaufrutsche
- Figur 4
- Darstellung der gekoppelten Verstellung zweier Stege einer Sortiervorrichtung
-
Figur 1 zeigt eine Seitenansicht einer bevorzugten Ausführungsform der Tablettenablaufrutsche (1). Insbesondere zeigtFigur 1 einen Schnitt durch die vorgeschlagene Ablaufrutsche (1). Die Linearantriebe (17) für die Sortiervorrichtungen (7, 14), die vorzugsweise auch als Weichen bezeichnet werden können, sind am Boden der unteren Ebene (3) der Ablaufrutsche (1) befestigt. Dargestellt ist ferner der Auslauf (19) für den Sammelkanal (15), in dem sich die Tabletten aus dem Schlechtkanal (6) und dem Ausschusskanal (5) sammeln, nachdem sie durch Öffnungen im Boden der ersten Ebene (2) gefallen und somit in den Sammelkanal (15) der zweiten Ebene (3) gelangt sind. Der Auslauf (18) für die Mustertabletten wird inFigur 1 durch den Auslauf (20) für die Guttabletten verdeckt, ist aber dahinter angeordnet. -
Figur 2 zeigt eine Detailansicht einer bevorzugten Ausführungsform der Tablettenablaufrutsche (1). Insbesondere zeigtFigur 2 eine Draufsicht auf die obere Ebene (2) der vorgeschlagenen Tablettenablaufrutsche (1). Bei der vorgeschlagenen Ablaufrutsche (1) sind jeweils maximal zwei Kanäle (4, 5, 6, 13) nebeneinander angeordnet, obwohl die Ablaufrutsche (1) vorzugsweise insgesamt vier Kanäle (4, 5, 6, 13) zum Sortieren von Presslingen umfasst. Diese vorteilhafte Anordnung der Kanäle (4, 5, 6, 13) wird vorzugsweise dadurch ermöglicht, dass die Ablaufrutsche (1) zwei Ebenen (2, 3) umfasst, die übereinander angeordnet sind. Dadurch wird es vorteilhafterweise möglich, dass die Ablaufrutsche (1) die Funktion einer üblicherweise doppelt so breiten 4-bahnigen Rutsche erfüllt. Darüber ermöglicht die auf zwei Ebenen (2, 3) angelegte Ablaufrutsche (1) eine völlig andere Aufteilung der einzelnen Kanäle (4, 5, 6, 13), als dies bei konventionellen Ablaufrutschen aus dem Stand der Technik bekannt ist. Die Draufsicht zeigt ferner den Auslauf (20) für die Guttabletten, der Bestandteil der oberen Ebene (2) der Ablaufrutsche (1) ist. -
Figur 2 zeigt darüber hinaus folgenden Details der Erfindung: Die "guten" Tabletten werden von dem Tablettenabstreifer auf der Matrizenscheibe in den rechten Gutkanal (4) der Tablettenablaufrutsche (1) geleitet. Der Gutkanal (4) befindet sich in der oberen Ebene (2) der vorgeschlagenen Ablaufrutsche (1). Beim Start und Stopp der Tablettiermaschine beziehungsweise bei Materialzuführproblemen werden die Tabletten automatisch durch den Sortiersteg (10) der ersten Sortiervorrichtung (7) aussortiert und in den Sammelkanal (15) geleitet, der sich in der unteren zweiten Ebene (3) der Ablaufrutsche (1) befindet. Sollten aus der Gutproduktion Mustertabletten benötigt werden, so werden diese mit dem Sortiersteg (8) der zweiten Sortiervorrichtung (14) in den Musterkanal (13) geleitet. Fehlerhafte einzelne Tabletten werden über die pneumatische Einzelsortierung in den linken Einlauf der Tablettenablaufrutsche in der oberen Ebene (2) der Ablaufrutsche (1) geleitet, an den sich der Schlechtkanal (6) anschließt. Die fehlerhaften Tabletten fallen durch die Bodenöffnung nach unten in die zweite Ebene (3) der Ablaufrutsche (1) und landen im Sammelkanal (15). - Die Ablaufrutsche (1) umfasst eine Mittelwand (12), die die Ablaufrutsche (1) in zwei im Wesentlichen ähnlich große Seitenhälften teilt. Die Mittelwand (12) umfasst Öffnungen (16, 21), durch die hindurch die Tabletten aus dem Gutkanal (4) in den Ausschusskanal (5) oder in den Musterkanal (13) gelangen können. Die erste Öffnung (16) in der Mittelwand (12) stellt den Eingang (16) für den Ausschusskanal (5) dar. Dieser Eingang (16) kann mit dem Trennsteg (11) der ersten Sortiervorrichtung (7) blockiert oder verschlossen werden, so dass keine Tabletten in den Ausschusskanal (5) hineingelangen können. Die zweite Öffnung (21) in der Mittelwand (12) stellt den Eingang (21) für den Musterkanal (13) dar. Dieser Eingang (21) kann mit dem Trennsteg (9) der zweiten Sortiervorrichtung (14) blockiert oder verschlossen werden, so dass keine Tabletten in den Musterkanal (13) hineingelangen können. Es ist im Sinne der Erfindung bevorzugt, dass der Sortiersteg (10) und der Trennsteg (11) die erste Sortiervorrichtung (7) bilden und dass der Sortiersteg (8) und der Trennsteg (9) die zweite Sortiervorrichtung (14) bilden. Es ist im Sinne der Erfindung bevorzugt, dass die Abschnitte des ersten Kanals (4) und des vierten Kanals (13) Öffnungen für Staubabsaugvorrichtungen umfassen.
-
Figur 3 zeigt einen Schnitt durch eine bevorzugte Ausführungsform der Tablettenablaufrutsche (1). Insbesondere zeigtFigur 3 weitere Details und die Funktion der Sortiervorrichtungen (7, 14). Auf der rechten Seite derFigur 3 befindet sich der Sortiersteg (8) der zweiten Sortiervorrichtung (14) in der Arbeitsposition, die auch aus ausgefahrene Position des Sortierstegs (8) bezeichnet wird. Der Trennsteg (9) der zweiten Sortiervorrichtung (14) befindet sich in der unteren Position, die vorzugsweise auch als Ruhe- oder Bodenposition bezeichnet wird. Wenn sich der Trennsteg (9) der zweiten Sortiervorrichtung (14) in der Ruheposition befindet, können die Mustertabletten, die bevorzugt aus dem Gutkanal (4) beziehungsweise aus der ersten Teilmenge von Presslingen stammen, in den Musterkanal (13) gelangen. Die Kopplung der beiden Stege (8, 9) der zweiten Sortiervorrichtung (14) erfolgt bevorzugt durch einen Kipphebel (22). Dieser Kipphebel (22) ist auf der rechten Seite drehbar mit dem Sortiersteg (8) verbunden und in der Mitte ortsfest gelagert. Linksseitig wird der Hebel (22) durch die Rückstellfedern des Trennstegs (9) der zweiten Sortiervorrichtung (14) beaufschlagt. Wenn der Sortiersteg (8) durch den Linearantrieb (17) nach oben bewegt wird, wird der Kipphebel (22) mit geschwenkt und erlaubt dadurch dem Trennsteg (9) durch die Federkraft eine Abwärtsbewegung. - Wird der Sortiersteg (8) nach unten gezogen, wird der Trennsteg (9) automatisch mittels des Kipphebels (22) angehoben. Die zugrundeliegende Mechanik für die Sortiervorrichtungen (7, 14), die die Kopplung der Stege (8, 9 und 10, 11) ermöglicht, befindet sich vorzugsweise in der unteren zweiten Ebene (3) der vorgeschlagenen Tablettenablaufrutsche (1), und zwar in dem in
Figur 3 dargestellten Beispiel der Erfindung auf der rechten Seite vom Sammelkanal (15). Mittig unter den Trägerplatten der Sortierstege (8, 10) befinden sich die Linearantriebe (17), die mit jeweils einem Schnellverschluss an der Bodenplatte der unteren Ebene (3) lösbar befestigt sind. Es ist im Sinne der Erfindung bevorzugt, dass die Sortierstege (8, 10) vorzugsweise auch als erste Stege bezeichnet werden, während die Trennstege (9, 11) bevorzugt auch als zweite Stege bezeichnet werden. -
Figur 3 zeigt mittig in der Ablaufrutsche (1) eine Mittelwand (12), die zwei Öffnungen (16, 21) aufweist. Die erste Öffnung stellt den Eingang (16) des Ausschusskanals (5) dar, während die zweite Öffnung den Eingang (21) des Musterkanals (13) darstellt. Im vorderen rechten Bereich der oberen Ebene (2) der Ablaufrutsche (1) befindet sich der Schlechtkanal (6), der für fehlerhaft befundene Tabletten direkt von der Matrizenscheibe der Tablettiermaschine aufnimmt, die mit einem Druckluftstoß am Tablettenabstreifer von den "guten" Tabletten getrennt wurden, wobei die "guten" Tabletten die erste Teilmenge von Presslingen bilden, die in den Gutkanal (4) gelangen. Die erste Ebene (2) der Ablaufrutsche (1) befindet sich bevorzugt auf gleicher Höhe wie eine horizontale Ebene der Matrizenscheibe, die der Oberfläche der Matrizenscheibe entspricht. -
Figur 4 zeigt eine Darstellung der gekoppelten Verstellung zweier Stege (8 und 9 oder 10 und 11) einer Sortiervorrichtung (7 oder 14) der vorgeschlagenen Ablauf-rutsche (1). Im Vordergrund sind die beiden Trennstege (9, 10) der ersten und der zweiten Sortiervorrichtungen (7, 14) zu sehen. Die Trennstege (9, 10) weisen an ihrer Unterseite eine Aussparung auf, deren Kante mit jeweils einem Kipphebel (22) zusammenwirkt. Durch das Zusammenwirken der Kipphebel (22) und der Linearantriebe (17) wird erreicht, dass eine Aufwärtsbewegung eines Sortierstegs (8, 11) zu einer Aufwärtsbewegung des korrespondierenden Trennstegs (9, 10) führt und umgekehrt. Die Koppelmechanismen, die die gekoppelte Bewegung der Stege (8 und 9 beziehungsweise 10 und 11) der Sortiervorrichtungen (7, 14) ermöglichen, sind vorzugsweise im Bereich der unteren Ebene (3) der Ablaufrutsche (1) untergebracht, vorzugsweise unterhalb des Gutkanals (4), der Bestandteil der ersten Ebene (2) der Ablaufrutsche (1) ist. -
- 1
- Tablettenablaufrutsche
- 2
- obere Ebene der Ablaufrutsche
- 3
- untere Ebene der Ablaufrutsche
- 4
- Gutkanal oder erster Kanal
- 5
- Ausschusskanal oder dritter Kanal
- 6
- Schlechtkanal oder zweiter Kanal
- 7
- erste Sortiervorrichtung
- 8
- Sortiersteg für Mustertabletten bzw. Sortiersteg der zweiten Sortiervorrichtung
- 9
- Trennsteg für Mustertabletten bzw. Trennsteg der zweiten Sortiervorrichtung
- 10
- Sortiersteg für Ausschusstabletten bzw. Sortiersteg der ersten Sortiervorrichtung
- 11
- Trennsteg für Ausschusstabletten bzw. Trennsteg der ersten Sortiervorrichtung
- 12
- Mittelwand
- 13
- Musterkanal oder vierter Kanal
- 14
- zweite Sortiervorrichtung
- 15
- fünfter Kanal oder Sammelkanal
- 16
- Eingang für den Ausschusskanal
- 17
- Antrieb für die Sortierstege, Linearantrieb
- 18
- Auslauf für Mustertabletten
- 19
- Auslauf Sammelkanal
- 20
- Auslauf Gutkanal
- 21
- Eingang für den Musterkanal
- 22
- Kipphebel
Claims (15)
- Ablaufrutsche (1) für eine Tablettiermaschine umfassend einen ersten Kanal (4) und einen oder mehrere weitere Kanäle (5, 6, 13) zur Aufnahme von Presslingen wobei die Ablaufrutsche (1) eine erste obere Ebene (2) und eine zweite untere Ebene (3) umfasst, wobei die beiden Ebenen (2, 3) übereinander angeordnet vorliegen und die erste obere Ebene (2) den ersten Kanal (4) umfasst, sowie Eingänge für die weiteren Kanäle (5, 6, 13), wobei die Ablaufrutsche (1) eine oder mehrere Sortiervorrichtungen (7, 14) umfasst, die dazu eingerichtet sind, zumindest einige dieser Eingänge freizugeben oder zu blockieren, wodurch die Presslinge in Teilmengen von Presslingen unterteilt werden.
- Ablaufrutsche (1) nach Anspruch 1
dadurch gekennzeichnet, dass
mindestens eine der Teilmengen von Presslingen über mindestens einen der weiteren Kanäle (5, 6, 13) in die zweite Ebene (3) gelangt. - Ablaufrutsche (1) nach Anspruch 1 oder 2
dadurch gekennzeichnet, dass
die Sortiervorrichtungen (7, 14) jeweils einen ersten Steg (8, 10) und einen zweiten Steg (9, 11) umfassen, wobei die Stege (8 - 11) über einen Linearantrieb (17) dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges (8, 10) eine Abwärtsbewegung des zweiten Steges (9, 11) bewirkt und umgekehrt. - Ablaufrutsche (1) nach Anspruch 3
dadurch gekennzeichnet, dass
die Stege (8 - 11) der Sortiervorrichtungen (7, 14) schräg und/oder im Wesentlichen parallel zu einer Bewegung eines Presslingstroms in dem ersten Kanal (4) in der ersten oberen Ebene (2) der Ablaufrutsche (1) verlaufen. - Ablaufrutsche (1) nach Anspruch 3 oder 4
dadurch gekennzeichnet, dass
die Linearantriebe (17) an einem Boden der zweiten unteren Ebene (3) der Ablaufrutsche (1) befestigt vorliegen. - Ablaufrutsche (1) nach einem oder mehreren der Ansprüche 3 bis 5
dadurch gekennzeichnet, dass
die Ablaufrutsche (1) Sensoren umfasst, die dazu eingerichtet sind, die Bewegung der Stege (8 - 11) der Sortiervorrichtungen (7, 14) hinsichtlich eines Erreichens ihrer Endlagen zu kontrollieren. - Ablaufrutsche (1) nach einem oder mehreren der vorhergehenden Ansprüche
dadurch gekennzeichnet, dass
der erste Kanal (4) als durchgehender Kanal ausgebildet ist, an dessen Ende ein Auslauf (20) für eine erste Teilmenge von Presslingen angeordnet vorliegt. - Ablaufrutsche (1) nach einem oder mehreren der vorhergehenden Ansprüche
dadurch gekennzeichnet, dass
die erste obere Ebene (2) Eingänge für einen zweiten Kanal (6), dritten Kanal (5) und vierten Kanal (13) umfasst, die zur Aufnahme einer zweiten, dritten und vierten Teilmenge von Presslingen eingerichtet sind, wobei Abschnitte der entsprechenden Kanäle (5, 6, 13) Öffnungen in einem Boden der ersten oberen Ebene (2) umfassen. - Ablaufrutsche (1) nach einem oder mehreren der vorhergehenden Ansprüche
dadurch gekennzeichnet, dass
die zweite und dritte Teilmenge von Presslingen durch die Öffnungen im Boden der ersten oberen Ebene (2) in die zweite untere Ebene (3) gelangt und/oder die zweite untere Ebene (3) einen Auslauf (19) für die zweite und dritte Teilmenge von Presslingen umfasst. - Ablaufrutsche (1) nach einem oder mehreren der vorhergehenden Ansprüche
dadurch gekennzeichnet, dass
die vierte Teilmenge von Presslingen in einen Auslauf (18) für die vierte Teilmenge von Presslingen gelangt, wobei dieser Auslauf (18) Bestandteil der ersten oberen Ebene (2) ist. - Verfahren zum Sortieren von Presslingen nach deren Herstellung in einer Tablettiermaschine, wobei die Presslinge durch eine oder mehrere Sortiervorrichtungen (7, 14) in einer Ablaufrutsche (1) der Tablettiermaschine in unterschiedliche Kanäle (4, 5, 6, 13) der Ablaufrutsche (1) geleitet werden, dadurch gekennzeichnet dass, die Sortiervorrichtungen (7, 14) jeweils einen ersten Steg (8, 10) und einen zweiten Steg (9, 11) umfassen, die über einen Linearantrieb (17) dergestalt miteinander verbunden sind, dass eine Aufwärtsbewegung des ersten Steges (8, 10) eine Abwärtsbewegung des zweiten Steges (9, 11) bewirkt und umgekehrt.
- Verfahren nach Anspruch 11
dadurch gekennzeichnet, dass
die Ablaufrutsche (1) eine erste obere Ebene (2) und eine zweite untere Ebene (3) umfasst, wobei die Presslinge auf Höhe der ersten oberen Ebene (2) in die Ablaufrutsche (1) gelangen und durch die eine oder mehrere Sortiervorrichtungen (7, 14) zu Ausläufen (18 - 20) der Ablaufrutsche (1) geleitet werden, wobei mindestens ein Auslauf (18 oder 20) Bestandteil der ersten oberen Ebene (2) und mindestens ein weiterer Auslauf (19) Bestandteil der zweiten unteren Ebene (3) ist. - Verfahren nach Anspruch 11 oder 12
dadurch gekennzeichnet, dass
die Ablaufrutsche (1) zwei Sortiervorrichtungen (7, 14) umfasst, wobei die Presslinge mit der ersten Sortiervorrichtung (7) aus einem ersten Kanal (4) in einen dritten Kanal (5) geleitet werden und die Presslinge mit der zweiten Sortiervorrichtung (14) aus einem ersten Kanal (4) in einen vierten Kanal (13) geleitet werden. - Verfahren nach einem oder mehreren der Ansprüche 11 bis 13
dadurch gekennzeichnet, dass
die Presslinge, die an einem Abstreifer auf einer Matrizenscheibe der Tablettiermaschine mittels Druckluft aussortiert werden, in den zweiten Kanal (6) geleitet.
werden. - Verfahren nach einem oder mehreren der Ansprüche 11 bis 14
dadurch gekennzeichnet, dass
die Presslinge, die in den zweiten Kanal (6) oder dritten Kanal (5) geleitet werden, in einem fünften Kanal (15) gesammelt werden, wobei der fünfte Kanal (15) Bestandteil der zweiten unteren Ebene (3) der Ablaufrutsche (1) ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18175666.9A EP3578350A1 (de) | 2018-06-04 | 2018-06-04 | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine |
| PCT/EP2019/064316 WO2019233937A1 (de) | 2018-06-04 | 2019-06-03 | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3802093A1 EP3802093A1 (de) | 2021-04-14 |
| EP3802093B1 true EP3802093B1 (de) | 2022-11-09 |
Family
ID=62528291
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18175666.9A Withdrawn EP3578350A1 (de) | 2018-06-04 | 2018-06-04 | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine |
| EP19726724.8A Revoked EP3802093B1 (de) | 2018-06-04 | 2019-06-03 | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18175666.9A Withdrawn EP3578350A1 (de) | 2018-06-04 | 2018-06-04 | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20210221085A1 (de) |
| EP (2) | EP3578350A1 (de) |
| JP (1) | JP7223039B2 (de) |
| KR (1) | KR102589679B1 (de) |
| CN (1) | CN112236292B (de) |
| ES (1) | ES2935641T3 (de) |
| PL (1) | PL3802093T3 (de) |
| WO (1) | WO2019233937A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202000012685A1 (it) * | 2020-05-28 | 2021-11-28 | Perfetti Van Melle Spa | Metodo per la realizzazione di un prodotto compresso |
| CN112659224B (zh) * | 2020-12-23 | 2022-06-17 | 芜湖润林包装材料有限公司 | 一种纸护角切割装置 |
| IT202200002702A1 (it) * | 2022-02-15 | 2023-08-15 | Ima Spa | Macchina comprimitrice per compresse e metodo per scartare e campionare compresse. |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998035822A1 (en) | 1997-02-12 | 1998-08-20 | Glaxo Group Limited | Improved exit chute for pharmaceutical tablet press machine |
| DE102007015672B3 (de) | 2007-03-31 | 2008-11-27 | Fette Gmbh | Vorrichtung für den Ablauf von Preßlingen aus einer Rundläuferpresse |
| US8078329B2 (en) | 2006-09-29 | 2011-12-13 | Courtoy Nv | System for rejection of tablets produced in a rotary tablet press and a method of rejection of tablets |
| DE102010012327B4 (de) | 2010-03-23 | 2012-02-09 | Fette Compacting Gmbh | Tablettenablauf |
| DE102011050290A1 (de) | 2011-05-11 | 2012-11-15 | Ima Kilian Gmbh & Co.Kg | Rundläufer-Tablettenpresse mit Tablettenablauf, Tablettenablauf hierfür und Verfahren zum Herstellen von Tabletten auf einer Tablettenpresse |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1453125A (en) * | 1913-05-23 | 1923-04-24 | Auto Mail Distributer Inc | Mail-distributing apparatus |
| US2570923A (en) * | 1946-08-29 | 1951-10-09 | Continental Can Co | Distributor for gravity runways |
| US3067886A (en) * | 1959-12-07 | 1962-12-11 | Burroughs Corp | Sheet item handling apparatus |
| US3097161A (en) * | 1961-06-23 | 1963-07-09 | American Cyanamid Co | Capsule inspection and separation |
| GB1179350A (en) * | 1967-09-15 | 1970-01-28 | Ici Ltd | Particle Shaping Method |
| US3709382A (en) * | 1971-06-04 | 1973-01-09 | W Morris | Sorting apparatus |
| GB1477647A (en) * | 1973-11-26 | 1977-06-22 | Bauer E | Apparatus for distributing articles arriving in a single row among a plurality of juxtaposed rows |
| JPH0246317B2 (ja) * | 1982-08-31 | 1990-10-15 | Hata Tetsukosho Kk | Funmatsuatsushukuseikeikiniokeruseikeihinnojuryochosetsuhoho |
| JPH0324313Y2 (de) * | 1988-10-06 | 1991-05-27 | ||
| JP2941226B2 (ja) * | 1997-03-26 | 1999-08-25 | 株式会社畑鉄工所 | 回転式粉末圧縮成型装置とその運転方法 |
| ITBO20020449A1 (it) * | 2002-07-12 | 2004-01-12 | Marchesini Group Spa | Metodo per la selezione e l'alimentazione di articoli ad un sottostante nastro alveolato ed apparecchiatura che attua tale metodo |
| DE102005005012B4 (de) * | 2005-02-03 | 2007-07-05 | Fette Gmbh | Verfahren und Vorrichtung zur Sortierung von Tabletten an einer Rundläufer-Tablettenpresse |
| JP2014024099A (ja) * | 2012-07-27 | 2014-02-06 | Mori Machinery Corp | ロータリプレスの排出機構 |
| CN204674080U (zh) * | 2015-05-08 | 2015-09-30 | 上海东富龙科技股份有限公司 | 安装在旋转式压片机角端的快速装拆出片装置 |
| CN104827706B (zh) * | 2015-05-08 | 2016-08-17 | 上海东富龙科技股份有限公司 | 旋转式压片机 |
-
2018
- 2018-06-04 EP EP18175666.9A patent/EP3578350A1/de not_active Withdrawn
-
2019
- 2019-06-03 CN CN201980037130.3A patent/CN112236292B/zh not_active Expired - Fee Related
- 2019-06-03 JP JP2020567536A patent/JP7223039B2/ja active Active
- 2019-06-03 PL PL19726724.8T patent/PL3802093T3/pl unknown
- 2019-06-03 EP EP19726724.8A patent/EP3802093B1/de not_active Revoked
- 2019-06-03 ES ES19726724T patent/ES2935641T3/es active Active
- 2019-06-03 KR KR1020207034685A patent/KR102589679B1/ko active Active
- 2019-06-03 WO PCT/EP2019/064316 patent/WO2019233937A1/de not_active Ceased
- 2019-06-03 US US15/734,716 patent/US20210221085A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998035822A1 (en) | 1997-02-12 | 1998-08-20 | Glaxo Group Limited | Improved exit chute for pharmaceutical tablet press machine |
| US8078329B2 (en) | 2006-09-29 | 2011-12-13 | Courtoy Nv | System for rejection of tablets produced in a rotary tablet press and a method of rejection of tablets |
| DE102007015672B3 (de) | 2007-03-31 | 2008-11-27 | Fette Gmbh | Vorrichtung für den Ablauf von Preßlingen aus einer Rundläuferpresse |
| DE102010012327B4 (de) | 2010-03-23 | 2012-02-09 | Fette Compacting Gmbh | Tablettenablauf |
| DE102011050290A1 (de) | 2011-05-11 | 2012-11-15 | Ima Kilian Gmbh & Co.Kg | Rundläufer-Tablettenpresse mit Tablettenablauf, Tablettenablauf hierfür und Verfahren zum Herstellen von Tabletten auf einer Tablettenpresse |
Non-Patent Citations (2)
| Title |
|---|
| "Next Generation Tableting Technology FE55", PROSPEKT, pages 1 - 12 |
| WITTEL HERBERT, ET AL: "ROLOFF/MATEK Maschinenelemente Normung, Berechnung, Gestaltung 21. Auflage /Passage/", 1 January 2013, ISBN: 978-3-658-02326-3, pages: 520 - 524, XP093069867 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2935641T3 (es) | 2023-03-08 |
| EP3578350A1 (de) | 2019-12-11 |
| KR102589679B1 (ko) | 2023-10-17 |
| PL3802093T3 (pl) | 2023-03-13 |
| CN112236292B (zh) | 2023-05-23 |
| US20210221085A1 (en) | 2021-07-22 |
| JP7223039B2 (ja) | 2023-02-15 |
| WO2019233937A1 (de) | 2019-12-12 |
| KR20210005233A (ko) | 2021-01-13 |
| JP2021526079A (ja) | 2021-09-30 |
| CN112236292A (zh) | 2021-01-15 |
| EP3802093A1 (de) | 2021-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0376011B1 (de) | Gehäuse für eine Schrott-Zerkleinerungsmaschine | |
| EP1536892B1 (de) | Zerkleinerungsvorrichtung | |
| EP3802093B1 (de) | Ablaufrutsche für eine tablettiermaschine sowie ein verfahren zum sortieren von presslingen nach deren herstellung in einer tablettiermaschine | |
| DE3234298C2 (de) | Hammerbrecher | |
| CH712749A2 (de) | Einrichtung zur Zerkleinerung von trockenen Pflanzen. | |
| EP2368704A2 (de) | Tablettenablauf | |
| DE2642691A1 (de) | Vorrichtung zum entformen einer spritzformeneinheit | |
| DE102014105672B4 (de) | Vorrichtung zum Zusammendrücken von Behältern | |
| EP2065174A2 (de) | Füllvorrichtung für eine Rundlauf-Tablettenpresse | |
| DE19518354C2 (de) | Verfahren und Vorrichtung zum automatischen Auswechseln von kranzförmigen Zerkleinerungswerkzeugen an Zerkleinerungsmaschinen, insbesondere von Messerkränzen für Holzzerspanmaschinen | |
| DE3643529C1 (de) | Sortiereinrichtung im Gutauslass einer Zerkleinerungsmaschine fuer Schrott | |
| WO2014012693A2 (de) | Zerkleinerung von mahlgut in einer vertikalrollenmühle | |
| EP0143972B1 (de) | Münzsammelbehälter für Selbstkassierer und Münzwechsler | |
| DE2448092A1 (de) | Zerkleinerer zum aufbereiten von duennwandigem schrott | |
| DE2462439B2 (de) | Vorrichtung zum Herstellen von Tabletten | |
| DE69705615T2 (de) | Nassmahlverfahren und mühle zur durchführung des verfahrens | |
| EP3238823B1 (de) | Zerkleinerungsmaschine | |
| DE3211823C2 (de) | ||
| EP2708340B1 (de) | Vorrichtung zum Sortieren von Hackschnitzeln | |
| DE4120456C2 (de) | Verfahren und Vorrichtung sowohl zum Zerkleinern als auch zum Trennen von Materialien | |
| EP3476486B1 (de) | Vorrichtung und verfahren zum zerkleinern von schüttgutkörnern | |
| DE1151717B (de) | Hammermuehle zum Zerkleinern inhomogener Stoffe | |
| EP1904236A1 (de) | Zerkleinerungsvorrichtung mit mehreren, im wesentlichen parallel verlaufenden, motorisch angetriebenen rotierenden oder oszillierenden wellen | |
| EP3782733B1 (de) | Scherleiste für vorrichtung zum zerkleinern von schüttgutkörnern | |
| DE3225326C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201116 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220624 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1530087 Country of ref document: AT Kind code of ref document: T Effective date: 20221115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019006226 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2935641 Country of ref document: ES Kind code of ref document: T3 Effective date: 20230308 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230309 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230209 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230309 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230210 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502019006226 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230619 Year of fee payment: 5 Ref country code: DE Payment date: 20230523 Year of fee payment: 5 |
|
| 26 | Opposition filed |
Opponent name: FETTE COMPACTING GMBH Effective date: 20230719 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| R26 | Opposition filed (corrected) |
Opponent name: FETTE COMPACTING GMBH Effective date: 20230719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230526 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230619 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230630 Year of fee payment: 5 Ref country code: ES Payment date: 20230719 Year of fee payment: 5 Ref country code: CH Payment date: 20230702 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230603 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230603 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230603 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R103 Ref document number: 502019006226 Country of ref document: DE Ref country code: DE Ref legal event code: R064 Ref document number: 502019006226 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 20241028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240630 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20240630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 1530087 Country of ref document: AT Kind code of ref document: T Effective date: 20241028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |