EP3604155B1 - Konservendose mit flexiblem boden und entsprechendes herstellungsverfahren - Google Patents
Konservendose mit flexiblem boden und entsprechendes herstellungsverfahren Download PDFInfo
- Publication number
- EP3604155B1 EP3604155B1 EP19186177.2A EP19186177A EP3604155B1 EP 3604155 B1 EP3604155 B1 EP 3604155B1 EP 19186177 A EP19186177 A EP 19186177A EP 3604155 B1 EP3604155 B1 EP 3604155B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flexible
- metal body
- box
- process according
- boxes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/50—Non-integral frangible members applied to, or inserted in, preformed openings, e.g. tearable strips or plastic plugs
- B65D17/501—Flexible tape or foil-like material
- B65D17/502—Flexible tape or foil-like material applied to the external part of the container wall only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D15/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, sections made of different materials
- B65D15/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, sections made of different materials of curved, or partially curved, cross-section, e.g. cans, drums
- B65D15/10—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, sections made of different materials of curved, or partially curved, cross-section, e.g. cans, drums with curved, or partially curved, walls made of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/12—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls
Definitions
- the field of the invention is that of the agri-food industry.
- the invention relates to a method of manufacturing a can.
- Metal cans allow long-term preservation of the food they contain. They consist of a metal body and two rigid metal bases which are generally secured to the body by crimping to make a waterproof container.
- the food products contained in these boxes once closed, undergo heat treatment at high temperature, in particular at a temperature above 110°C (sterilization). In this way, these food products can be stored for several months at room temperature.
- the body of the box is generally subjected to positive and/or negative pressure stresses depending on the process used, which can lead to deformation of the packaging and cause a variation in the internal volume of the box.
- positive and/or negative pressure stresses depending on the process used, which can lead to deformation of the packaging and cause a variation in the internal volume of the box.
- the ring system aims to make it easy to open boxes with a relatively thick metal base, making it possible to withstand variations in internal pressure.
- This system uses, on one of the two metal bases, a gripping ring allowing the opening of a part of the metal base, previously weakened (by an incision, for example).
- the peelable system uses a metal body and bottom, the box being closed by a cover made of a peelable flexible sheet secured to a classic metal bottom which is previously hollowed out. The assembly is then crimped around the perimeter of the upper part of the metal body. Peelability is in particular and preferably measured according to the method described in FR 2955844 , peeling of the cover at 90° at a speed of 300 mm/min), making it possible to measure the initial tearing, flow and final tearing forces.
- a disadvantage of this technique lies in the relatively high manufacturing cost of such a box. Indeed, the manufacturing process is substantially identical to that making it possible to obtain a conventional can but also requires, steps of cutting the metal base and securing the flexible sheet to the metal base.
- Another disadvantage of this solution lies in the loss of material caused when cutting the metal base to be hollowed out. In fact, this hollowed out material cannot be reused.
- the present invention aims to resolve the weaknesses of the solutions of the prior art and therefore proposes a method for obtaining a can comprising a metal body having an upper part hermetically closed by a first bottom formed by a sheet flexible, in which a pre-cut is made after heat treatment of the box.
- the invention relates to a method of manufacturing a can (1) comprising a metal body (2) having an upper part (22) hermetically closed by a first bottom (3) and a lower part (23 ) hermetically closed by a second bottom (3), the first bottom (3) being formed by a flexible sheet (31) forming a flexible bottom, directly welded to the metal body (2), so as to resist pressure stresses during 'a heat treatment (sterilization) of the can, characterized in that it comprises a step of pre-cutting the flexible bottom, by partial incision of the flexible sheet (31) to obtain a pre-cut part (313), while maintaining the impermeability of the sheet to air, the pre-cut being carried out after heat treatment of the can (1).
- Preferred embodiments are defined by dependent claims 2 to 12.
- the can includes a metal body having an upper portion sealed by a first bottom and a lower portion sealed by a second bottom. Said first and second funds are each formed by a flexible sheet.
- a can is therefore proposed having, at one of its ends or at each of its ends, a bottom in the form of a film or a flexible sheet ("foil" in English).
- the other base can in particular be a "classic" bottom, that is to say crimped to the metal body of the can according to the methods known in the prior art.
- the second bottom of the can is in fact in the same mass as the metal body, which is observed when the can is manufactured by stamping and/or stretching a metal sheet.
- the body of such a box therefore undergoes less pressure stress than a box body using conventional metal bases, under industrial sterilization conditions.
- the flexible bottom(s) contribute more to the variation in volume of the interior of the box than the rigid metal bottoms.
- the flexible bottom(s) used to close the boxes are not peelable bottoms, and must be attached to the box in such a way that they can withstand the internal pressure of the box when closing. sterilization, if necessary.
- the invention is based on the use of a flexible film to close at least one end of a tin can type box, without said film being peelable, a pre-cut being carried out after sterilization of the box .
- the invention makes it possible to obtain a can comprising a metal body having one end hermetically closed by a first bottom formed by a flexible sheet, having a pre-cut. Said bottom is fixed on the box to resist sterilization.
- the internal pressure of the hermetically sealed can is equal to atmospheric pressure or may be slightly lower than atmospheric pressure. This aims to solve the problem of the quantity of material used for the manufacture of cans, by reducing the material used, both for the bottom and possibly for the body of the can, maintaining the sterilization capacity of the can for the preservation of the food contained therein.
- This aspect aims in particular to resolve the problem of deformation of the “lower” bottom of the box after filling (the internal depression makes it possible to compensate for the weight of the contents of the box and to avoid convex deformation of the flexible bottom, ie towards the outside of the box).
- This aspect aims in particular to ensure, on the one hand, maximum protection of the flexible bottom in the stages of logistics, handling, conveying and storage of the can, possibly also allowing a slight deformation of the flexible bottom towards the interior of the packaging (concave deformation). Avoiding convex deformation, and even generating a concave deformation of the flexible base also ensures a better guarantee of acceptability of the product by the consumer. Indeed, the presence of a convex bottom (curved towards the outside of the packaging) could suggest a product that is not stable or unfit for consumption (curved).
- a can comprising a metal body having at least one end hermetically closed by a bottom formed by a flexible sheet, welded to the upper part of said metal body, and such that the welded upper part of said metal body of the box is folded/rolled so as to form a peripheral hem at said end of the box.
- a flexible film may or may not be peelable, or the films are attached such that the box will withstand sterilization conditions.
- This aspect aims in particular to resolve the technical problem of handling and storing boxes having one or more flexible bottoms, said hem allowing protection of the flexible bottom(s) in particular on industrial lines or during placement on shelves on the shelf. selling location. Depending on the shape of the hem, it will also optimize the organization and storage of boxes.
- a can having at least one bottom formed by a flexible sheet, said flexible sheet having a pre-cut part.
- the box may comprise two flexible bottoms, present (or not) an internal depression relative to atmospheric pressure and/or present (or not) peripheral hems formed by the rolling/folding of the end of the metal body .
- This aspect aims to solve the technical problem of opening the box, by providing a technical solution (pre-cutting zone) aimed at allowing easy opening of the box by facilitating the breaking of the flexible bottom.
- a can (preferably filled with food products) is described, having at least one bottom formed by a flexible sheet, the internal pressure in said can being lower than atmospheric pressure under ambient conditions.
- said flexible sheet comprises at least one metallic layer, such as an aluminum layer.
- this metal layer is also useful for serving as a gas-tight barrier.
- the flexible bottoms which can be used to close one or both ends of the can can thus be formed from several layers, and are known in the art and therefore obtained by known methods, such as lamination. However, one of its layers should be able to allow welding with the body of the box.
- the cans obtained according to the invention must be able to withstand the sterilization conditions necessary to ensure the preservation of the products.
- sterilization is a heat treatment of a foodstuff aimed at destroying micro-organisms, even sporulated ones, and enzymes which are sources of spoilage in the products (core temperature of the product above 105°C), and ensure the cooking of the product.
- Fo sterilizing value
- the sterilization conditions are established according to the characteristics of the product (initial contamination, pH, texture and initial temperature), the nature and format of the packaging (in particular size of the cans) as well as the characteristics from the autoclave
- the foodstuffs to be sterilized can have varied consistencies ranging from liquids such as fish soups, sauces, etc.), to solids (foie gras, pâté, etc.) while some products include liquids and solid elements (canned vegetables, meats in sauce).
- the consistency of the product influences the diffusion of heat in the product: the more liquid a product is, the more quickly the heat diffuses.
- the temperature rise is carried out by placing the box in the sterilizer and then raising the temperature of the sterilizer. In this case the temperature rise within the box follows that of the sterilizer.
- the boxes may experience an internal overpressure of between -1.7 and 1.3 bar.
- the cans can experience an internal overpressure of between approximately -0.5 and approximately 1.1 bar (the term approximately meaning the specified value +/- 10%).
- the cans may experience an internal overpressure of between approximately -1.4 and approximately 1.3 bar (the term approximately meaning the specified value +/- 10%).
- the cans may experience an internal overpressure of between approximately -1.4 and approximately 1.5 bar (the term approximately meaning the specified value +/- 10%).
- sterilized boxes resist an internal overpressure (corresponding to the difference between the internal pressure of the box and the external pressure) greater than or equal to 0.7 bar, 0.8 bar, preferably greater than or equal at 0.9 bar, preferably greater than or equal to 1 bar, preferably greater than or equal to 1.05 bar, preferably greater than or equal to 1.1 bar, preferably greater than or equal to 1.15 bar, preferably greater than or equal to 1.2 bar.
- the boxes resist an internal overpressure of up to 1.5 bar.
- the boxes must withstand this internal overpressure for at least 2 minutes, preferably for at least 3 minutes, preferably for at least 4 minutes, preferably for at least 5 minutes, preferably for at least 6 minutes, preferably for at least 7 minutes, preferably for at least 8 minutes, preferably for at least 9 minutes.
- Such internal overpressure is obtained by any method known to those skilled in the art, using sterilizers/autoclaves known in the art.
- the internal and external pressures are measured using sensors placed respectively in the box and in the autoclave, the internal overpressure being the difference between the internal pressure and the external pressure.
- Boxes are considered to resist internal overpressure when their integrity is maintained after application of the internal overpressure for the time mentioned above. This means that the boxes do not “explode” under the effect of overpressure, and that the flexible bottom is not torn off or destroyed under the effect of this overpressure.
- the boxes may experience external overpressure (i.e. the external pressure will be greater than the internal pressure). This is particularly the case when the boxes are introduced into an enclosure already under the temperature and pressure conditions used for sterilization. The boxes (whose internal pressure is atmospheric pressure) then undergo an external overpressure of up to 2 bars. The boxes must therefore also resist this external overpressure. If we consider an internal depression in the box under ambient conditions (to play on the concavity of the flexible bottom), we will then preferentially choose to sterilize the boxes just after hot filling (i.e. when the temperature of the box is of the order of 35-40°C), the internal pressure of the boxes then being close to atmospheric pressure.
- the boxes resist an external overpressure (corresponding to the difference between the pressure external to the box and the internal pressure) greater than or equal to 0.4 bar, preferably greater than or equal to 0.5 bar, preferably greater than or equal to 0.6 bar, preferably greater than or equal to 0.7 bar, preferably greater than or equal to 0.8 bar, preferably greater than or equal to 0.9 bar, preferably greater than or equal to 1 bar, of preferably greater than or equal to 1.1 bar, preferably greater than or equal to 1.2 bar, preferably greater than or equal to 1.3 bar, preferably greater than or equal to 1.4 bar, preferably greater than or equal to 1.5 bar, preferably greater than or equal to 1.6 bar, preferably greater than or equal to 1.7 bar.
- an external overpressure corresponding to the difference between the pressure external to the box and the internal pressure
- the boxes resist an internal overpressure of up to 2 bar. This means that the boxes do not “implode” under the effect of external overpressure, and that the flexible bottom is not torn off or destroyed under the effect of this overpressure. This external overpressure is generally observed for a duration generally less than 2 minutes, or even less than one minute.
- the physical appearance of the boxes is not altered after sterilization, that is to say when the boxes retain their appearance (for example cylindrical if the metal body has been prepared in this shape).
- the boxes may deform (both outwards and inwards) during sterilization operations, it is preferred that these deformations are not irreversible, that is to say that the boxes return to their initial shape (i.e. the shape they had before entering the sterilizer) after the sterilization operations.
- the boxes must withstand an internal overpressure of between -0.4 bar and 0.8 bar or any other value mentioned above, preferably without undergoing irreversible deformation (i.e. deformation of the metal body which maintains itself) after return to ambient conditions.
- the negative internal overpressure corresponds to the external overpressure applied to the box.
- the mass of the metal body is less than 50g (a classic metal body of the prior art for this box format has a mass equal to 51g).
- the mass of said metal body is less than 40g.
- the thickness of the metal body of the can according to the invention is significantly reduced to the extent that the metal body undergoes less stress than the metal body of a conventional can.
- the mass of said flexible bottom is less than 10g.
- the mass of said flexible bottom is less than 5g.
- the mass of the flexible bottoms of the invention is significantly lower than that of known box bottoms.
- the mass of a classic rigid box base is equal to 16g
- the mass of a base with easy opening using a grip ring is 22g
- the mass of a peelable base is 10g.
- the mass of said can according to the invention is less than 56g.
- the mass of the can according to the invention is, therefore, reduced compared to cans of the prior art whose mass is generally between 77g and 89g.
- said first and possibly second bottoms are welded to the upper part and the lower part respectively of said metal body (in particular by heat sealing).
- the flexible bottoms are welded directly to the box, and more precisely to the flat metal of the box body, at the level of the ends of the body.
- the bottom(s) are welded to the interior face of the body of the box, on flat annular edges at the end of the body.
- Soft bottoms are not peelable. This means that it is not possible to break the bottom weld on the box by applying a reasonable force (i.e. around 20 N, force applied for peelable bases).
- the initial tearing force to be applied in order to “peel” the bottom of the body metallic is therefore preferably greater than 25 N, more preferably greater than 28 N, or 30 N, even more preferably greater than 35 N.
- the flexible bottoms of the box are in one piece, unlike the peelable bottoms developed under the EASIP ® brand.
- These Easip ® peel bottoms are constructed by placing a complex aluminum-based film over a steel or steel or aluminum ring crimped onto the body of the can (see for example WO 2012/072383 ), while the flexible bottoms described in the present application are directly welded to the body of the box.
- the welding of the flexible bottoms is sufficiently robust to withstand the pressure stresses which arise during heat treatment (sterilization) of the food contents, and which are exerted, as highlighted previously, in part on the flexible funds.
- the welding of the film to the body of the box is carried out by any method known in the art.
- the edge of the box can be locally coated with a material capable of making heat sealing possible (organic and/or mineral material in which mineral and/or organic fillers can be incorporated, in particular polypropylene (PP)).
- a material capable of making heat sealing possible organic and/or mineral material in which mineral and/or organic fillers can be incorporated, in particular polypropylene (PP)
- PP polypropylene
- This material will melt during heat sealing, then cool, producing a solid seal, which allows the flexible sheet serving as a base to be sealed.
- the exact conditions type of material, welding conditions
- These conditions are known in the art, the heat sealing of a film on a material, using, for example, a flexible head heat sealer).
- heat sealing can be carried out by applying a pressure between 20 and 70 kPa, for 0.25 to 4 seconds, with a temperature between 160°C to 220°C. Conditions The exact pressure and duration of pressure application depend on the temperature applied. We can even go to durations greater than 4 seconds if we use manual equipment (manual heating tongs type).
- films from the Fastelfoil TM brand can be used, in particular the reference film PP320, for which the manufacturer envisages the application of a pressure between 3 and 10 psi (20 to 70 kPa) for 0.25 to 1 second at a temperature of 165 to 175°C.
- Boxes are also described such that the welded upper and/or lower parts of said metal body of the box are respectively folded/rolled up so as to form a peripheral hem at each end of the box.
- a can comprising a metal body having an upper part hermetically closed by a first bottom, characterized in that said first bottom is formed by a flexible sheet, and is welded to the upper part of said metal body, the upper part welded to said metal body of the box being further folded/rolled so as to form a peripheral hem at the upper end of the box. It is clear that the term “higher” is relative and means at one end of the box.
- the welding of the flexible bottoms on the box body is protected by a rolled metal plate of the box body.
- This roll, or hem, is prominent and protects the soft bottoms (and the seal) during sterilization, transportation, handling and storage of the can.
- This method of implementation is particularly suitable when the two bottoms of the box are made of flexible sheets.
- a can comprising a metal body having an upper part hermetically closed by a first bottom and a lower part hermetically closed by a second bottom, characterized in that that said first and second bottoms are each formed by a flexible sheet, said first and second bottoms being welded to the upper part and the lower part respectively of said metal body, said welded upper and lower parts of said metal body of the box being respectively folded/ rolled so that each forms a peripheral hem at each end of the box.
- the box(es) resist the pressure conditions indicated above, although this is preferred.
- One or both flexible bases can therefore be peelable.
- said hems are of different shapes.
- the shape of the upper bottom roll can be different from the shape of the lower bottom roll and thus allows optimized stacking of such cans while protecting the flexible bottoms.
- the funds described in the present application are not peelable funds as described in the prior art. They cannot therefore be detached from the body of the box by exerting a “reasonable” traction that a user would exert to open a peelable flexible bottom (i.e. of the order of 20 N).
- said first bottom and/or said second bottom has(have) a pre-cut part.
- Pre-cutting in particular by laser or other technology, is carried out on at least one of the two flexible bases after heat treatment (sterilization). This allows the consumer to easily perforate the flexible base and thus open the can to access the food contents.
- This pre-cutting is carried out once the heat treatment of the food content has been finalized, when the flexible base is no longer subject to strong pressure constraints so as not to degrade the latter.
- this laser pre-cutting common in the art, allows a partial incision of the flexible sheet, maintaining airtightness in order to maintain the quality and integrity of the product contained in the can.
- the flexible sheet is thus weakened along a break line corresponding to the location of the pre-cut, which helps in its opening.
- said pre-cut part(s) is/are associated with visual marking.
- the pre-cut can be done on an ink pre-mark or the ink pre-mark can be carried out once the pre-cut is finalized, which will allow the consumer to better visualize the pre-cut in relation to the rest of the bottom of the box.
- a tab or a small gripping ring is glued, on the flexible bottom, and close to the pre-cut area, which can be pulled by the user final, in order to induce the rupture of the fragile zone, and thus improve the opening of the box.
- the invention thus relates to a method comprising a step of pre-cutting a flexible bottom closing one end of a can after sterilization, said pre-cut consisting of a partial incision of said flexible sheet, while maintaining impermeability to the air from said bottom.
- said metal body has the shape of a truncated cone.
- a metal body in the shape of a truncated cone allowing boxes to be stacked one inside the other once empty.
- This aspect makes it possible to limit the storage volume of boxes when they are empty, that is to say before filling or after use of the box in particular.
- the flexible sheet comprises a metallic layer (of aluminum, for example) covered on at least one side by a plastic layer.
- a flexible sheet made up of such a succession of layers of different materials ensures high solidity of the sheet so as to resist pressure variations which take place during heat treatment, for example.
- the metal body is filled before the welding step above.
- the manufacturing process is also described which further comprises a metal working step consisting of folding or rolling the welded part (before or after filling as the case may be) of said body of the box so as to form a peripheral hem at the end of the box, thus acting in particular as protection for the flexible fund.
- the above process includes a step of heat treatment (sterilization) of the can, sealed at both ends, and a step of pre-cutting the flexible bottom to allow easy opening of the can.
- a method of sterilizing a can as described above comprising a step to place said box in temperature and pressure conditions inducing an internal suppression (in said box) of at least 0.8 bar (or any other value as indicated above).
- said box undergoes overpressure for at least 2 minutes (or any other duration indicated above, a preferred duration being greater than or equal to 6 minutes, or 7 minutes).
- the manufacturing process therefore includes a step of pre-cutting at least one of the two flexible bases in order to allow easy opening of the box.
- Such a manufacturing process can be implemented efficiently, industrially.
- the weight of the contents is likely to deform the lower flexible bottom.
- the hem which can be placed at the lower end can protect the soft bottom and prevent it from touching the surface on which the box is placed, including when it is deformed by the weight of the contents of the box ( due to sufficient space between (a) the contact point of the hem and the storage surface and (b) the soft bottom); the conditions for making the hem, and the space between the end of the hem and the flexible bottom are therefore adapted to the mass that the flexible bottom will have to undergo, as well as its resistance and its deformability).
- the box can also be closed (installation of the second bottom) under conditions such that the box will present a slight internal depression (of the order of 0.1 to 0.4 bar) relative to atmospheric pressure.
- the external overpressure will exert a force opposite to the force exerted by the food (weight) on the external bottom, which will therefore not deform, or only marginally.
- This internal depression can be obtained by carrying out the hermetic closing step of the box in a vacuum enclosure.
- the filling step which precedes this step of closing the box can also be carried out in this vacuum enclosure.
- These operating conditions are particularly suitable when the contents of the box are contents at room temperature, in particular powdered milk (in particular infant milk), powdered chocolate, ground coffee, or other.
- this depression can be obtained under ambient conditions by closing the box while the products have been put hot in the box, and by keeping a certain amount of air in the box. The trapped air is then at the temperature of the products. When the box is cooled, the cooling of the air will therefore induce internal depression in the box.
- the present description therefore concerns a new type of can comprising one or two bases, or lids, in the form of a flexible sheet ("foil" in English).
- a flexible sheet "foil" in English).
- Such a can differs from known cans which use rigid metal bases (relatively thick) at each of their ends.
- These flexible bases are intended to absorb the pressure constraints to which the can is subjected when the latter undergoes heat treatment (sterilization) intended to preserve the food products it contains.
- the thickness of the body of the can thus be reduced.
- a pre-cut is made after sterilization to facilitate opening of the box.
- the particular structure of the can according to the invention makes it possible to reduce the metal requirements compared to current cans and reduces manufacturing costs.
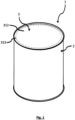
- a can comprising two flexible bottoms is described below in relation to the figures 1 to 6 . These figures and the teaching below are also applicable when the box contains only one flexible bottom.
- the can 1 comprises a metal body 2 of cylindrical section.
- the metal body 2 is secured at its two ends to a flexible bottom 3 to achieve the hermetic closure of the can 1.
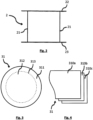
- the metal body 2 which is preferably made of steel or aluminum, has, in longitudinal section, a substantially parallelepiped profile, as illustrated in the figure 2 .
- the profile has two rectilinear and parallel walls 21 ending at each of their ends in annular flat parts 22, 23 which extend perpendicular to the walls 21, around the periphery of the opening (these flat parts 22, 23 are deliberately oversized on the figure 2 for the sake of clarity).
- the flat parts 22, 23 are each intended to receive a flexible bottom.
- flexible bottoms 3 taking the form of a flexible sheet (or "foll") 31, are affixed respectively to the upper 22 and lower 23 parts before being secured to the latter by welding (induction welding or by the Joule effect, for example).
- the welding must be sufficiently strong/resistant to ensure optimal holding of the flexible bottoms 3 during the heat treatment (sterilization) of the can 1.
- peripheral part or periphery 311 of the flexible sheet 31 is therefore directly welded to the flat annular parts 22, 23 of the metal body 2.
- This winding in a double stapling fold for example, forms an upper hem 24 and a lower hem 25 respectively encompassing the upper part 22 and the lower part 23 of the metal body 2 and the peripheral part 311 of the corresponding flexible sheet 31.
- Such a hem makes it possible to protect the flexible sheets 31 from shocks and friction which could possibly degrade the sealing of the can 1, in particular during handling and transport of the can 1 (in automatic conveying systems, For example).
- the upper hem 24 is oriented towards the inside of the can 1 and that the lower hem 25 is oriented towards the outside of the can 1. This allows stable stacking and optimized storage of cans 1 on top of each other, as shown in the Figure 6 . However, we can also envisage an upper hem 24 oriented towards the outside of the can 1 and a lower hem 25 oriented towards the inside of the can 1.
- the flexible bottom 3 is formed by a flexible sheet 31 consisting of one or more layers.
- the layers can be made of different materials, such as polypropylene, aluminum or polyethylene.
- the flexible sheet 31 of the flexible bottom 3 comprises two layers of plastic 310a and 310c between which is interposed a metal sheet, an aluminum sheet 310b in this example.
- Such a combination of materials allows optimal resistance while guaranteeing high flexibility of the flexible bottom 3, that is to say that the flexible sheet is capable of stretching without breaking.
- the plastic layer 310c located between the aluminum sheet 310b and the flat parts 22, 23 ensures optimal sealing of the flexible bottoms 3 on the metal body 2 of the box.
- Such a flexible bottom 3 also has a low thickness and a reduced weight.
- the flexible bottom 3 has a mass of less than 10g, and more precisely less than 5g.
- the mass of the flexible bottom 3 is equal to 3g.
- the flexible bottoms 3 are capable of reversibly deforming, so as to vary the interior volume of the box, thus making it possible to absorb pressure variations.
- the flexible bottoms 3 allow the box 1 to inflate and retract during pressure variations occurring during the heat treatment.
- the metal body 2 being less stressed during the heat treatment, its thickness, and therefore its mass, are reduced compared to a conventional box body.
- a classic metal body has a mass of around 51g.
- the use of two flexible bases allows the use of a metal body 2 of reduced thickness and having a mass of less than 50g.
- the mass of the metal body 2 is less than 40g.
- a can 1, using two flexible bottoms of 3g each and a classic can body (50g) has a total mass of 56g maximum.
- the boxes of the prior art which have a classic body of 51g, a classic rigid bottom of 16g and a peelable bottom of 10g have a mass of 77g, which is much higher.
- the gain in mass of the can 1 of the invention is therefore at least 15g.
- One of the flexible sheets 31 of the can 1 has a pre-cut 313 which is intended to weaken the flexible bottom 3 and allow easy opening of the can 1.
- the precut 313 of the flexible bottom 3 is implemented in a conventional manner, preferably using a laser cutting technique.
- This pre-cut 313 is indicated to the user by means of ink tracing, for example dotted lines.
- opening the can 1 of the invention does not require any particular tool and does not require significant effort on the part of the user.
- This approach allows easy opening (opening requires little effort and no special tools) and guarantees optimal sealing of the can 1.
- the can of the invention is obtained by a different manufacturing process compared to that of cans of the prior art.
- the structure of the can according to the invention offers optimal resistance to the pressures experienced during the sterilization of the food contents.
- the can according to the invention is easy to open for the user and guarantees perfect sealing.
- Such a box is also light, robust, simple and inexpensive to manufacture.
- the pre-cut may have shapes other than a circular shape.
- FIG 8 presents a can 1 having a can body 2 in the shape of a truncated cone, the diameter of the lower flexible bottom (not visible) being less than that of the upper flexible bottom 3.
- This particular shape allows the conical cans to be stacked on top of each other in a stable manner, but also inside each other, compactly, once the cans are empty.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Food Preservation Except Freezing, Refrigeration, And Drying (AREA)
- Packages (AREA)
- Bakery Products And Manufacturing Methods Therefor (AREA)
- Table Devices Or Equipment (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
Claims (12)
- Verfahren zur Herstellung einer Konservendose (1), die einen Metallkörper (2) mit einem oberen Teil (22), der durch einen ersten Boden (3) hermetisch verschlossen ist, und einem unteren Teil (23), der durch einen zweiten Boden (3) hermetisch verschlossen ist, umfasst, wobei der erste Boden (3) durch eine flexible Folie (31) gebildet wird, die einen flexiblen Boden bildet und direkt auf den Metallkörper (2) geschweißt ist, so dass sie den Druckspannungen bei einer Wärmebehandlung (Sterilisation) der Konservendose (1) standhält, dadurch gekennzeichnet, dass sie einen Schritt des Vorschneidens des weichen Bodens durch teilweises Einschneiden der weichen Folie (31) umfasst, um einen vorgeschnittenen Teil (313) zu erhalten, wobei die Undurchlässigkeit der Folie für Luft beibehalten wird, wobei das Vorschneiden nach der Wärmebehandlung der Konservendose (1) erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der vorgeschnittene Teil (313) mit einer visuellen Markierung verbunden ist.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass der zweite Boden (3) ebenfalls durch eine flexible Folie (31) gebildet wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die flexible Folie (31) mindestens eine Metallschicht (310b) umfasst.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass bei einer Standardkonservendose im Format 4/4 die Masse des Metallkörpers (2) weniger als 50 g beträgt.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der erste und der zweite Boden (3) mit der Oberseite (22) bzw. der Unterseite (23) des Metallkörpers (2) verschweißt werden.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Metallkörper (2) eine kegelstumpfförmige Gestalt aufweist.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass es auch die folgenden Schritte umfasst, die vor dem Schritt des Vorschneidens durchgeführt werden:- einen Schritt zum Befüllen des Metallkörpers mit einem oder mehreren Nahrungsmitteln;- einen Schritt zum Bördeln eines starren Bodens auf das andere Ende des Metallkörpers, um die Dose luftdicht zu verschließen.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass es auch die folgenden Schritte umfasst, die vor dem Schritt des Vorschneidens durchgeführt werden:- einen Schritt zum Befüllen des Metallkörpers mit einem oder mehreren Nahrungsmitteln;- einen Schritt des Verschweißens eines flexiblen Bodens (4) an das andere Ende des Metallkörpers unter Bedingungen, die es dem flexiblen Boden ermöglichen, den Druckspannungen standzuhalten, die während einer Wärmebehandlung der Dose (1) auftreten, und um die Dose hermetisch zu verschließen.
- Verfahren nach einem der Ansprüche 8 oder 9, dadurch gekennzeichnet, dass die Verschweißen der flexiblen Böden an das Ende des Metallkörpers durch Heißsiegeln hergestellt werden.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die flexiblen Böden eine untere Membran aus Polypropylen aufweisen, die auf das Ende des Metallkörpers, das mit einem Polypropylen enthaltenden Lack überzogen ist, heißversiegelt wird.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Dose vom tiefgezogenen Typ ist und dass das Füllen des Metallkörpers mit einem oder mehreren Nahrungsmitteln vor den Schritten des Verschweißens des flexiblen Bodens, der Wärmebehandlung und des Vorschneidens des flexiblen Bodens durchgeführt wird.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1551795 | 2015-03-04 | ||
| FR1557949A FR3040377B1 (fr) | 2015-08-26 | 2015-08-26 | Boite de conserve a fond souple, fond souple de boite et procede de fabrication correspondant |
| PCT/EP2016/054649 WO2016139341A1 (fr) | 2015-03-04 | 2016-03-04 | Boite de conserve a fond souple et procédé de fabrication correspondant |
| EP16709315.2A EP3265389B1 (de) | 2015-03-04 | 2016-03-04 | Behälter für konservierte nahrungsmittel mit flexiblem boden und zugehöriges herstellungsverfahren |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EPPCT/EP2016/709315 Previously-Filed-Application | 2016-03-04 | ||
| EP16709315.2A Division EP3265389B1 (de) | 2015-03-04 | 2016-03-04 | Behälter für konservierte nahrungsmittel mit flexiblem boden und zugehöriges herstellungsverfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3604155A1 EP3604155A1 (de) | 2020-02-05 |
| EP3604155B1 true EP3604155B1 (de) | 2024-05-01 |
Family
ID=55524298
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19186177.2A Active EP3604155B1 (de) | 2015-03-04 | 2016-03-04 | Konservendose mit flexiblem boden und entsprechendes herstellungsverfahren |
| EP16709315.2A Active EP3265389B1 (de) | 2015-03-04 | 2016-03-04 | Behälter für konservierte nahrungsmittel mit flexiblem boden und zugehöriges herstellungsverfahren |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16709315.2A Active EP3265389B1 (de) | 2015-03-04 | 2016-03-04 | Behälter für konservierte nahrungsmittel mit flexiblem boden und zugehöriges herstellungsverfahren |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US10583958B2 (de) |
| EP (2) | EP3604155B1 (de) |
| CA (1) | CA2978371A1 (de) |
| CY (1) | CY1122767T1 (de) |
| DK (1) | DK3265389T3 (de) |
| ES (1) | ES2746829T3 (de) |
| HR (1) | HRP20191801T1 (de) |
| HU (1) | HUE045436T2 (de) |
| LT (1) | LT3265389T (de) |
| PL (1) | PL3265389T3 (de) |
| PT (1) | PT3265389T (de) |
| RS (1) | RS59228B1 (de) |
| SI (1) | SI3265389T1 (de) |
| SM (1) | SMT201900543T1 (de) |
| WO (1) | WO2016139341A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3101861B1 (fr) * | 2019-10-14 | 2021-11-12 | Groupe Daucy | Méthode de fabrication d’une boîte de conserve |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2406900A (en) | 1944-06-30 | 1946-09-03 | Continental Can Co | Adhesive tape container with nesting feature |
| US3079031A (en) * | 1960-02-23 | 1963-02-26 | Continental Can Co | Metal band double seamed to metal can for attaching elastic transparent end thereto |
| US3434651A (en) * | 1967-05-12 | 1969-03-25 | Continental Can Co | Mesh reinforced closure for full opening can |
| US3964670A (en) * | 1974-12-09 | 1976-06-22 | The Procter & Gamble Company | Closure |
| FR2604976B1 (fr) | 1986-10-08 | 1989-06-23 | Carnaud Emballage Sa | Emballage metallique, notamment pour produit en poudre et procede de fabrication d'un tel emballage |
| US4940158A (en) * | 1987-09-22 | 1990-07-10 | American National Can Company | Container and seam ring for container |
| FR2639561B1 (fr) | 1988-11-29 | 1994-05-20 | Carnaud Sa | Procede de fabrication d'un emballage metallique a opercule souple et emballage metallique correspondant |
| FR2657587B1 (fr) | 1990-01-26 | 1992-04-30 | Cmb Packaging Sa | Emballage metallique a opercule thermoscelle et procede de fabrication d'un tel emballage. |
| DE9005868U1 (de) * | 1990-05-23 | 1991-01-24 | Blechwarenfabriken Züchner GmbH & Co, 3370 Seesen | Metallverpackung mit siegelbarem Profilrand |
| US5353943A (en) | 1993-03-15 | 1994-10-11 | Sonoco Products Company | Easy-opening composite closure for hermetic sealing of a packaging container by double seaming |
| US5770290A (en) * | 1993-12-01 | 1998-06-23 | Mchenry; Robert J. | Easy open end of a metal-plastic construction |
| CA2393800A1 (en) * | 1999-12-10 | 2001-06-14 | Henkel Kommanditgesellschaft Auf Aktien | Packing drum with a melt adhesive and charging with adhesive |
| FR2813502B1 (fr) | 2000-09-07 | 2004-04-23 | Domaine Des Genets | Procede et installation pour ouvrir des oeufs |
| FR2817502B1 (fr) | 2000-12-06 | 2003-02-28 | Pechiney Emballage Flexible Eu | Materiau d'operculage pelable et refermable |
| FR2831483B1 (fr) | 2001-10-26 | 2004-01-09 | Pechiney Emballage Flexible Eu | Materiaux d'operculage ou opercules pelables multicouches |
| FR2851232B1 (fr) | 2003-02-17 | 2005-04-01 | Pechiney Emballage Flexible Eu | Materiau d'operculage et opercules predecoupes a base de polyolefine |
| ATE480465T1 (de) | 2006-07-13 | 2010-09-15 | Impress Metal Packaging Sa | Behälterdeckel mit einer abziehbaren membrane |
| EP2019045A1 (de) | 2007-07-23 | 2009-01-28 | Alcan Technology & Management Ltd. | Dosendeckel mit Deckelring und peelbarer Verschlussmembran |
| DE102009007860A1 (de) * | 2008-11-07 | 2010-05-12 | Huhtamaki Ronsberg, Zweigniederlassung Der Huhtamaki Deutschland Gmbh & Co. Kg | Behälter |
| FR2942460A1 (fr) * | 2009-02-26 | 2010-08-27 | Impress Group Bv | Boite metallique en trois pieces |
| FR2955844B1 (fr) | 2010-02-03 | 2012-04-27 | Saint Gobain Emballage | Procede d'ouverture facile d'un opercule thermoscelle sur le buvant d'un recipient en verre |
| US20120043324A1 (en) | 2010-08-18 | 2012-02-23 | Silgan Containers Llc | Container with Reduced, Peel-Off-Force Tear Configuration |
| CA2817999C (en) | 2010-11-29 | 2018-12-18 | Crown Packaging Technology, Inc. | Closure |
| MY175078A (en) | 2011-07-21 | 2020-06-04 | Crown Packaging Technology Inc | Metal cans with peelable lids |
-
2016
- 2016-03-04 EP EP19186177.2A patent/EP3604155B1/de active Active
- 2016-03-04 LT LT16709315T patent/LT3265389T/lt unknown
- 2016-03-04 SM SM20190543T patent/SMT201900543T1/it unknown
- 2016-03-04 RS RSP20191026 patent/RS59228B1/sr unknown
- 2016-03-04 HR HRP20191801TT patent/HRP20191801T1/hr unknown
- 2016-03-04 PL PL16709315T patent/PL3265389T3/pl unknown
- 2016-03-04 PT PT16709315T patent/PT3265389T/pt unknown
- 2016-03-04 ES ES16709315T patent/ES2746829T3/es active Active
- 2016-03-04 CA CA2978371A patent/CA2978371A1/fr not_active Abandoned
- 2016-03-04 SI SI201630422T patent/SI3265389T1/sl unknown
- 2016-03-04 US US15/554,538 patent/US10583958B2/en active Active
- 2016-03-04 HU HUE16709315A patent/HUE045436T2/hu unknown
- 2016-03-04 WO PCT/EP2016/054649 patent/WO2016139341A1/fr not_active Ceased
- 2016-03-04 DK DK16709315.2T patent/DK3265389T3/da active
- 2016-03-04 EP EP16709315.2A patent/EP3265389B1/de active Active
-
2019
- 2019-10-15 CY CY20191101081T patent/CY1122767T1/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HUE045436T2 (hu) | 2019-12-30 |
| PT3265389T (pt) | 2019-08-06 |
| ES2746829T3 (es) | 2020-03-09 |
| PL3265389T3 (pl) | 2020-01-31 |
| CY1122767T1 (el) | 2021-05-05 |
| RS59228B1 (sr) | 2019-10-31 |
| SI3265389T1 (sl) | 2019-11-29 |
| DK3265389T3 (da) | 2019-10-14 |
| WO2016139341A1 (fr) | 2016-09-09 |
| EP3604155A1 (de) | 2020-02-05 |
| CA2978371A1 (fr) | 2016-09-09 |
| LT3265389T (lt) | 2019-10-25 |
| SMT201900543T1 (it) | 2019-11-13 |
| EP3265389A1 (de) | 2018-01-10 |
| HRP20191801T1 (hr) | 2020-02-21 |
| US10583958B2 (en) | 2020-03-10 |
| EP3265389B1 (de) | 2019-07-17 |
| US20180072456A1 (en) | 2018-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3110707B1 (de) | Plastikdose und ihr herstellungsverfahren | |
| FR2929492A1 (fr) | Nouveau produit alimentaire. | |
| EP1544127A1 (de) | Verpackung mit durchsteckbarem Deckel | |
| EP2008949A1 (de) | Becher mit Fach in Form einer umgekehrten Schale | |
| WO2001042087A2 (fr) | Procede de conditionnement de vin ou boisson similaire, produits obtenus par ce procede et dispositif pour la mise en oeuvre du procede | |
| EP3604155B1 (de) | Konservendose mit flexiblem boden und entsprechendes herstellungsverfahren | |
| CA2785866A1 (fr) | Boite de conserve metallique pour un produit alimentaire | |
| EP0678455B1 (de) | Verschlussvorrichtung für leicht zu öffnende Behälter | |
| FR3069233A1 (fr) | Boite de conserve a fond souple, fond souple de boite et procede de fabrication correspondant | |
| EP1794065B1 (de) | Dichtungsschliessvorrichtung für einen behälter | |
| EP2581322A1 (de) | Sterisierungsbeutel | |
| EP3111777B1 (de) | Tiefes vakuumverpackungsverfahren und -system für ein lebensmittelprodukt ohne aufgussflüssigkeit | |
| EP4045207A1 (de) | Verfahren zur herstellung einer dose und dose | |
| WO2018122530A1 (fr) | Emballage pour le conditionnement d'un produit, notamment alimentaire | |
| EP1751028B1 (de) | Lebensmittelverpackung, konserviertes lebensmittel und verfahren zur herstellung und verwendung solcher verpackungen | |
| FR3114301A3 (fr) | Récipient pour produits alimentaires | |
| WO2015118248A1 (fr) | Procede de conditionnement de fruits frais en barquette et barquette de conditionnement | |
| EP0337844B1 (de) | Verfahren zum Zubereiten und Verpacken von Nahrungsmitteln und Verpackung für solche Produkte | |
| EP0804094A1 (de) | Behälter zur hochdrucksterilisation des darin enthaltenen produktes, mit durch eienen verschluss hermetisch verschlossener öffnung | |
| EP2716163B1 (de) | Hart gekochtes Ei mit einer auf der Schale vorgezeichneten Vorschnittlinie, und entsprechendes Herstellungsverfahren | |
| FR2969584A1 (fr) | Couvercle pour boite de conserve | |
| FR2867758A1 (fr) | Emballage longue conservation et procede pour obtenir un tel emballage | |
| FR3057548A1 (fr) | Procede de conditionnement de denrees perissables tels des fruits et emballage ainsi obtenu | |
| FR2892394A1 (fr) | Boite metallique pour boissons munie d'un couvercle de protection | |
| EP3126247A1 (de) | Verfahren zum abdichten eines hohlgefässes, mit diesem verfahren hergestelltes abgedichtetes hohlgefäss und verwendung solch eines abgedichteten hohlgefässes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3265389 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200721 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220613 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231127 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3265389 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: D'AUCY FRANCE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016087360 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20240416 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240902 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1682064 Country of ref document: AT Kind code of ref document: T Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240902 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240801 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240901 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240802 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016087360 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602016087360 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240501 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250304 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250304 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20251001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250304 |