EP3603832A1 - Procédé et équipement de fabrication de rideau de palplanche à bord rabattu - Google Patents
Procédé et équipement de fabrication de rideau de palplanche à bord rabattu Download PDFInfo
- Publication number
- EP3603832A1 EP3603832A1 EP18781109.6A EP18781109A EP3603832A1 EP 3603832 A1 EP3603832 A1 EP 3603832A1 EP 18781109 A EP18781109 A EP 18781109A EP 3603832 A1 EP3603832 A1 EP 3603832A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flange
- caliber
- rolling
- parts
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/082—Piling sections having lateral edges specially adapted for interlocking with each other in order to build a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/095—U-or channel sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/14—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel in a non-continuous process, i.e. at least one reversing stand
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B2001/081—Roughening or texturing surfaces of structural sections, bars, rounds, wire rods
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D5/00—Bulkheads, piles, or other structural elements specially adapted to foundation engineering
- E02D5/02—Sheet piles or sheet pile bulkheads
- E02D5/03—Prefabricated parts, e.g. composite sheet piles
- E02D5/04—Prefabricated parts, e.g. composite sheet piles made of steel
Definitions
- the present invention relates to a production method and a production facility for a steel sheet pile with flanges such as a hat-shaped steel sheet pile, a U-shaped steel sheet pile or the like.
- the production of a steel sheet pile having joints at both ends of a hat shape or the like is performed by a caliber rolling method.
- a caliber rolling method known as a general process of the caliber rolling method is, first, heating a rectangular material to a predetermined temperature in a heating furnace and sequentially rolling the rectangular material by a rough rolling mill, an intermediate rolling mill, and a finish rolling mill including calibers.
- a technique of arranging a plurality of calibers at rolls in rough rolling, intermediate rolling, and finish rolling and performing rolling in one to two passes in each of the calibers to produce a hat-shaped steel sheet pile is disclosed, for example, in Patent Document 1.
- Patent Document 2 a technique of constituting a caliber to balance web and flange elongations in the production of a U-shaped steel sheet pile and performing rolling by reciprocating a material to be rolled a plurality of times in the same caliber is disclosed, for example, in Patent Document 2.
- Patent Document 3 a technique for the purpose of reducing the placing resistance in constructing a steel sheet pile is disclosed and a configuration in which a gradually inclined part is provided at a flange part is proposed, for example, in Patent Document 3.
- a production technique for a Z-shaped steel sheet pile including a step of shaping a pre-form having two flange/web transition sections parallel to a rolling plane and a middle section inclined with respect to the rolling plane near a neutral line is disclosed, for example, in Patent Document 4.
- the caliber rolling method and the technique of performing rolling by reciprocating the material to be rolled a plurality of times in the same caliber are conventionally invented as the production method for a steel sheet pile.
- the rolling in one to two passes in one caliber is performed at the rough rolling, the intermediate rolling step to the finish rolling step with the flange set to a linear state at substantially the same angle as that of the product but, in particular, in the case where the flange width is large and the sheet thickness is small, when the reverse rolling is performed, the elongation at each part in the cross section of the material to be rolled cannot be balanced, causing a flange wave in some cases.
- the "caliber" in the description is a gap formed between upper and lower caliber rolls and indicates a portion through which the material to be rolled is passed and rolled.
- the caliber will be explained while being called “the same caliber".
- the "reverse rolling” in the description means a step of repeatedly performing rolling by reciprocating the material to be rolled in a plurality of passes while gradually narrowing the roll gap in the same caliber constituted of the upper and lower caliber rolls.
- a gradually inclined part is provided at a part (at one or more places of a corner part formed by an end flange part and a web part and a middle part of a web part) of a web part (defined as a flange part in the present invention) to reduce the placing resistance and improve the construction property, but the defective shape such as a flange wave or the like in the production process is not mentioned at all.
- a further improvement of technique regarding realization of the suppression of the defective shape and the realization of stable rolling and shaping and so on in the production of the large-sized steel sheet pile is demanded.
- the technique disclosed in the above Patent Document 4 is considered to be a technique of performing one-caliber one-pass rolling, and there is no description of performing so-called reverse rolling of performing a plurality of passes while gradually narrowing the gap between the upper and lower rolls in the same caliber. This is considered to be because if the reverse rolling is performed in the same caliber in the technique described in Patent Document 4, the elongation becomes nonuniform at each part in the cross section, metal flow occurs to change the filling stage at the joint part and the elongation of a flange/web transition section becomes geometrically larger than the elongation at a middle section, resulting in that twist becomes more likely to occur.
- the caliber shape can be made into an optimum shape during one-pass rolling, so that the problem such as a defective shape of the material to be rolled caused by the caliber shape cannot arise.
- the occurrence of the flange wave possibly occurring during the reverse rolling is not mentioned at all and the suppress of the flange wave is not mentioned at all as a matter of course.
- an object of the present invention is to provide a production technique for a steel sheet pile with flanges, capable of suppressing the occurrence of a defective shape such as a flange wave or the like by reverse rolling so as to improve the product dimension accuracy and stability of rolling.
- a production method for forming a steel sheet pile with flanges from a material to be rolled by caliber roll rolling including a step of performing reverse rolling on the material to be rolled by a same caliber, wherein: the step of performing reverse rolling includes a step of forming first flange parts across a neutral line and second and third flange parts arranged on both sides of the first flange parts; the caliber includes first flange facing portions for forming the first flange parts, second flange facing portions for forming the second flange parts, and third flange facing portions for forming the third flange parts; and an inclination angle of the first flange facing portion with respect to a horizontal plane is larger than inclination angles of the second and third flange facing portions.
- the step of performing reverse rolling includes a step of forming a web corresponding part and arm corresponding parts;
- the caliber includes a web facing portion for forming the web corresponding part and arm facing portions for forming the arm corresponding parts;
- the caliber includes web-side flange facing portion groups each including at least one of the second flange facing portions and arm-side flange facing portion groups each including at least one of the third flange facing portions; and with respect to a straight line linking a boundary part between the web-side flange facing portion group and the web facing portion and a boundary part between the arm-side flange facing portion group and the arm facing portion, the second flange facing portion is in a protruding shape in a flange outside direction, and the third flange facing portion is in a protruding shape in a flange inside direction.
- the step of forming the first flange parts, the second flange parts, and the third flange parts is an intermediate rolling step.
- the caliber has a caliber shape opened at both end parts in a width direction.
- the flange corresponding parts in a bent shape formed in the material to be rolled by the step of forming the first flange parts, the second flange parts, and the third flange parts are rolled and shaped into a desired flat shape by rolling in a caliber at a stage subsequent to the step of forming the first flange parts, the second flange parts, and the third flange parts.
- the steel sheet pile is a hat-shaped steel sheet pile.
- a production facility for forming a steel sheet pile with flanges from a material to be rolled by caliber roll rolling
- the production facility including a rolling mill which performs reverse rolling on the material to be rolled by a same caliber
- the rolling mill which performs reverse rolling includes a caliber which forms first flange parts across a neutral line and second and third flange parts arranged on both sides of the first flange parts
- the caliber includes first flange facing portions for forming the first flange parts, second flange facing portions for forming the second flange parts, and third flange facing portions for forming the third flange parts
- an inclination angle of the first flange facing portion with respect to a horizontal plane is larger than inclination angles of the second and third flange facing portions.
- the rolling mill which performs reverse rolling includes a caliber which forms a web corresponding part and arm corresponding parts; the caliber includes a web facing portion for forming the web corresponding part and arm facing portions for forming the arm corresponding parts; the caliber includes web-side flange facing portion groups each including at least one of the second flange facing portions and arm-side flange facing portion groups each including at least one of the third flange facing portions; and with respect to a straight line linking a boundary part between the web-side flange facing portion group and the web facing portion and a boundary part between the arm-side flange facing portion group and the arm facing portion, the second flange facing portion is in a protruding shape in a flange outside direction, and the third flange facing portion is in a protruding shape in a flange inside direction.
- a flange elongation ⁇ f1 at the first flange part is smaller than flange elongations ⁇ f2, ⁇ f3 at the second flange part and the third flange part in the caliber.
- the caliber is a caliber provided in an intermediate rolling mill.
- the caliber has a caliber shape opened at both end parts in a width direction.
- the flange elongation ⁇ f1 at the first flange part is a web elongation ⁇ w or less in the caliber.
- the steel sheet pile is a hat-shaped steel sheet pile.
- a material to be rolled A described below indicates a steel material to be rolled in the case of producing the hat-shaped steel sheet pile product, steel materials to be passed on a rolling line L are generically called the material to be rolled A, and the material to be rolled A in states that it has been subjected to reduction in rolling mills are described separately using different names (A1 to A5 described below) as needed.
- the material to be rolled A is in a substantial hat shape, and is composed of a substantially horizontal web corresponding part 3, flange corresponding parts 5, 6 connected to both ends of the web corresponding part 3 at a predetermined angle, arm corresponding parts 8, 9 connected to ends of the flange corresponding parts 5, 6 different from the sides thereof connected with the web corresponding part 3, and joint corresponding parts 10, 11 connected to tips of the arm corresponding parts 8, 9. Note that end portions of the joint corresponding parts 10, 11 are called claw parts 14, 15, respectively.
- parts constituting the material to be rolled A will be illustrated and explained with the aforementioned respective codes.
- the rolling direction is called a "longitudinal direction" of the material to be rolled
- a direction perpendicular to the longitudinal direction and parallel with a rolling roll axis is called a "width direction” of the material to be rolled
- a direction perpendicular to both the longitudinal direction and the width direction is called a “height direction” of the material to be rolled, for explanation in this description.
- a “thickness reduction” of the material to be rolled indicates a sheet thickness reduction in the sheet thickness direction of the material to be rolled.
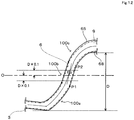
- FIG. 1 is an explanatory view of the rolling line L for producing the hat-shaped steel sheet pile, rolling mills provided on the rolling line L and so on.
- a rolling forward direction of the rolling line L is a direction indicated with an arrow
- the material to be rolled A flows in the direction
- rolling is performed in caliber rolling mills (later-explained rough rolling mill, intermediate rolling mill, and finish rolling mill) on the line to shape a product.
- caliber rolling mills later-explained rough rolling mill, intermediate rolling mill, and finish rolling mill
- a plurality of not-illustrated conveyor rolls are installed on the rolling line L, and the material to be rolled A is conveyed on the rolling line L by the conveyor rolls.
- a rough rolling mill (BD) 17, a first intermediate rolling mill (R1) 18, a second intermediate rolling mill (R2) 19, and a finish rolling mill (F) 30 are arranged in order from the rolling upstream side.
- the material to be rolled A such as a slab, bloom or the like heated in a not-illustrated heating furnace (located on the upstream of the rolling line L) is rolled in sequence in the rough rolling mill 17 to the finish rolling mill 30 to form into a hat-shaped steel sheet pile being a final product.
- FIG. 2 is a schematic cross-sectional view of the caliber shape of the first caliber 49 (hereinafter, also described simply as a caliber 49).
- the caliber 49 is composed of an upper caliber roll 45 and a lower caliber roll 48.
- the caliber 49 composed of the upper caliber roll 45 and the lower caliber roll 48 is provided, for example, in the rough rolling mill 17, and the caliber rolling in the caliber 49 performs the thickness reduction (namely, rough rolling) on the whole material to be rolled A. More specifically, the caliber rolling of making the slab or the like heated to a predetermined temperature in the heating furnace closer to the substantial hat shape is performed to shape a raw blank A1 illustrated with a one-dotted chain line in FIG. 2 . Note that the rough rolling at this time may be performed, for example, by reverse rolling in the same caliber 49.
- FIG. 3 is a schematic cross-sectional view of the caliber shape of a second caliber 59 (hereinafter, also described simply as a caliber 59).
- the caliber 59 is composed of an upper caliber roll 55 and a lower caliber roll 58.
- the caliber 59 composed of the upper caliber roll 55 and the lower caliber roll 58 is provided, for example, in the first intermediate rolling mill 18, and the caliber rolling in the caliber 59 performs the thickness reduction (namely, first intermediate rolling) on the whole material to be rolled A.
- FIG. 4 is a schematic cross-sectional view illustrating the caliber shape of a third caliber 69 (hereinafter, also described simply as a caliber 69).
- the caliber 69 is composed of an upper caliber roll 65 and a lower caliber roll 68.
- the caliber 69 composed of the upper caliber roll 65 and the lower caliber roll 68 is provided, for example, in the second intermediate rolling mill 19, and the caliber rolling in the caliber 69 performs the thickness reduction (namely, second intermediate rolling) on the whole material to be rolled A.
- the caliber rolling of making the first intermediate material A2 carried out of the caliber 59 much closer to the hat shape is performed, and thereby a second intermediate material A3 illustrated with a one-dotted chain line in FIG. 4 is shaped.
- This caliber 69 is in a shape having both end portions in the width direction opened, so that the claw parts 14, 15 of the material to be rolled A are in shapes extended in the width direction by the thickness reduction. Note that the rolling here is performed, for example, by reverse rolling in the same caliber 69.
- FIG. 5 is a schematic cross-sectional view illustrating the caliber shape of a fourth caliber 79 (hereinafter, also described simply as a caliber 79).
- the caliber 79 is composed of an upper caliber roll 75 and a lower caliber roll 78.
- the caliber 79 composed of the upper caliber roll 75 and the lower caliber roll 78 is provided, for example, in the second intermediate rolling mill 19, and the caliber 79 intensively performs, for example, shaping of the claw parts 14, 15 of material to be rolled A. More specifically, the reduction to perform the forming while aligning the claw heights of the claw parts 14, 15 in the state extended in the third caliber 69 to a desired height is performed to shape a second intermediate material A4. Note that the rolling here may be reduction of the thickness.
- FIG. 6 is a schematic cross-sectional view illustrating the caliber shape of a fifth caliber 89 (hereinafter, also described simply as a caliber 89).
- the caliber 89 is composed of an upper caliber roll 85 and a lower caliber roll 88.
- the caliber 89 composed of the upper caliber roll 85 and the lower caliber roll 88 is provided, for example, in the finish rolling mill 30, and the caliber 89 mainly performs bending forming (namely, finish rolling) of the claw parts 14, 15 on the material to be rolled A. More specifically, the reduction of making the second intermediate material A4 into a finished material A5 in the substantial hat shape (substantially hat-shaped steel sheet pile product shape). Note that, normally, the finish rolling is not performed in reverse rolling but is performed by rolling in only one pass.
- the material to be rolled A is subjected to caliber rolling in each rolling explained referring to FIG. 2 to FIG. 6 , and the finished material A5 is finally shaped.
- the configurations of the first caliber to the fifth caliber described in the embodiment are examples and the configurations are not limited to the illustrated forms, but, for example, the arrangement order of the calibers, the caliber shape arranged in each rolling mill, and the increased/decreased arrangement of correction calibers for various calibers may be changed as needed according to conditions such as the facility status, product dimensions and so on. Further, depending on the kind of the raw material, it is also conceivable to separately provide a caliber such as a preform caliber used for rough shaping process from the raw material.
- the relative sliding speed between the material to be rolled A (specifically, the flange corresponding parts 5, 6) and the roll differs depending on a part because the upper and lower caliber rolls are different in diameters of upper and lower rolls depending on a part as illustrated in FIG. 3 and FIG. 4 .
- the elongation of the material to be rolled is suppressed by a peripheral speed difference between the upper and lower rolls at a part where the difference between upper and lower roll diameters is large, whereas the elongation is likely to occur at a position corresponding to a pitch line where the diameters of the upper and lower rolls are equal (hereinafter, described a "neutral line”), so that a compressive stress is likely to occur in the longitudinal direction in the flange near the neutral line at a roll bite outlet and, in the case where the compressive stress exceeds a buckling limit, a defective shape so-called flange wave occurs at the flange corresponding parts 5, 6.
- the result of study has revealed that in the case where the reverse rolling is performed in the calibers 59, 69, the metal gathers at the middle parts (near the neutral line) of the flange corresponding parts 5, 6 every rolling at the flange corresponding parts 5, 6, and a phenomenon of restoration of the flange thickness is likely to occur. If the restoration of the thickness occurs, the flange elongation increases in the next pass and the flange wave undesirably becomes more likely to occur.
- the caliber 69 being a caliber at a subsequent stage rolls the material to be rolled A (particularly, the flange corresponding parts 5, 6) thinner, and therefore is more likely to remarkably cause a defective shape such as the above-described occurrence of the flange wave. Further, if the defective shape occurs, a step closer to the finish rolling is more likely to be directly linked to the product defective shape. In other words, it is important to solve the problems as described above, in particular, in the caliber 69 being a caliber at a subsequent stage from the viewpoint of the product dimension accuracy and the stability of rolling.
- the present inventors have earnestly studied about the shapes of the calibers 59, 69 explained referring to FIG. 3 and FIG. 4 , and have arrived at the invention of the caliber shape satisfying predetermined conditions causing no defective shape called the flange wave.
- the detailed shape of a caliber 69' configured to cause no flange wave by further improving the shape of the caliber 69 will be explained referring to the drawings.
- the caliber of the object in the present invention is a caliber for performing thickness reduction on the whole material to be rolled A and is not limited to the calibers 59, 69.
- FIG. 7 is a schematic explanatory view of the caliber 69' in the configuration obtained by modifying the above third caliber 69, and (a) illustrates a schematic entire view and (b) illustrates an enlarged view near a place facing the flange corresponding part 6 (a portion surrounded by a broken line in FIG. 7(a) ).
- FIG. 7(b) illustrates an appearance after rolling in the caliber 69' and illustrates the rolled material to be rolled A with a one-dotted chain line. Note that in FIG. 7 , the same codes are given to components having the same functional configurations as those of the caliber 69 explained referring to FIG. 4 to omit explanation thereof.
- a facing portion 100 facing the flange corresponding part 6 of the material to be rolled A is different in shape from that of the above caliber 69 and is concretely composed of a plurality of flange facing portions 100a, 100b, 100c different in inclination in order to the side closer to the web.
- the flange facing portion 100a, 100b, 100c the flange facing portion 100b is prescribed and called as a "first flange facing portion”
- flange facing portions 100a, 100c arranged on both sides thereof are prescribed and called a "second flange facing portion” and a "third flange facing portion” respectively in some cases in this description.
- a part of the flange corresponding part 6 rolled and shaped by the flange facing portion 100b located at the middle is prescribed and called a "first flange part", and parts of the flange corresponding part 6 arranged on both sides thereof (parts to be rolled and shaped by the flange facing portions 100a, 100c) are prescribed and called a "second flange part” and a “third flange part” respectively in some cases.
- a portion 101 facing the flange corresponding part 5 of the material to be rolled A is similarly composed of flange facing portions 101a, 101b, 101c.
- Inclination angles of the flange facing portions 100a, 100b, 100c with respect to the horizontal line are ⁇ f2, ⁇ f1, ⁇ f3, respectively, and ⁇ f1 is an angle larger than ⁇ f2 and ⁇ f3. Besides, ⁇ f2 and ⁇ f3 may be an equal angle.
- intervals tf2, tf1, tf3 (called also as roll gaps) between the upper caliber roll 65 and the lower caliber roll 68 in the flange facing portions 100a, 100b, 100c are constant (the flange facing portions 100a, 100b, 100c of the upper caliber roll 65 and the lower caliber roll 68 are parallel), the angles ⁇ f2, ⁇ f1, ⁇ f3 in each of the upper caliber roll 65 and the lower caliber roll 68 are equal.
- angles formed between the flange facing portions 100a, 100b, 100c and the horizontal line are different between the upper caliber roll 65 and the lower caliber roll 68, it is only necessary to regard average values of the angles formed between the flange facing portions of the upper caliber roll 65 and the lower caliber roll 68 and the horizontal line as the angles ⁇ f2, ⁇ f1, ⁇ f3. Further, the inclination angles ⁇ f2, ⁇ f1, ⁇ f3 are substantially the same even when prescribed as angles formed between a center line S in the roll gap between the upper and lower rolls and the horizontal line.
- the flange facing portion 100b is constituted at a position across a neutral line O in the height direction, and the flange facing portion 100a is located on the side closer to the web than the flange facing portion 100b, and the flange facing portion 100c is located on the side closer to the arm (joint).
- the flange facing portion 100b is located across the neutral line O and the flange facing portions 100a, 100c are located on both sides thereof.
- the thickness ratio before rolling to the thickness after rolling is represented by the roll gap in the sheet thickness direction in the caliber 69', and a roll gap reduction amount in the vertical direction in one pass during reverse rolling in the caliber 69' is ⁇ g
- the elongations ⁇ f1, ⁇ f2, ⁇ f3 per pass of the flange facing portions 100b, 100a, 100c are expressed by following Expressions (1) to (3).
- tf1, tf2, tf3 are roll gaps corresponding to the thickness before rolling of the flange corresponding part 6 corresponding to the flange facing portions 100b, 100a, 100c in the caliber 69'. Further, tf1, tf2, tf3 are roll gaps corresponding to the thicknesses of the flange corresponding part 6 rolled by the flange facing portions 100b, 100a, 100c respectively in the caliber 69'.
- the material to be rolled A rolled and shaped in the caliber 69' becomes a bent shape having a plurality of inclination angles at the flange corresponding part 5, 6.
- This shape is made into a desired flat flange shape (flange shape of the hat-shaped steel sheet pile product) by the caliber at a stage subsequent to the caliber 69' provided in the intermediate rolling mill, for example, the fourth caliber 79, the fifth caliber 89 in the finish rolling mill 30 (finish rolling step) or both of the calibers.
- the flange flattening no reverse rolling is performed.
- making the angle ⁇ f1 large decreases the flange elongation near the neutral line O where the compressive stress is likely to occur relative to the caliber 69 having the linear flange facing portion as illustrated in FIG. 4 and decreases the flange elongation near the neutral line O relative to the flange elongation at a position separated from the neutral line O to thereby realize the effect of suppressing the occurrence of the flange wave.
- making the angles ⁇ f2 and ⁇ f3 small suppresses the increase in flange height to thereby maintain the elongation of the cross section of the flange corresponding part 6.
- ⁇ f1 the angle between the elongation ⁇ f1 of the flange at the steep inclination part 100b and a elongation ⁇ w of the web corresponding part 3 satisfies the following Expression (6).
- ⁇ ⁇ f 1 ⁇ ⁇ w Note that it is preferable to set ⁇ f1/ ⁇ w per pass to fall within a range of 0.967 ⁇ f1/ ⁇ w ⁇ 1.000, as a more detailed condition. The basis of the numeral values will be explained in later-described examples.
- the elongation of the flange corresponding part near the neutral line O is expressed by the relation with the elongation of the web also in the technique of the present invention.
- the elongation of the arm corresponding parts 8, 9 and the elongation of the web corresponding parts 5, 6 are considered to be substantially equal, and since the U-shaped steel sheet pile has no arm corresponding part, the elongation of the flange corresponding part near the neutral line O can be substantially expressed by the relation with the web elongation.
- the elongation ⁇ w of the web in one pass during reverse rolling is expressed by the following Expression (7).
- tw' is the roll gap corresponding to the thickness of the web corresponding part 3 before rolling in the caliber 69'.
- tw is the roll gap corresponding to the thickness of the web corresponding part 3 rolled in the caliber 69'.
- ⁇ w is the inclination angle of the roll gap corresponding to the web corresponding part 3 with respect to the horizontal line.
- the caliber shape is designed so that each thickness of the flange facing portions 100a, 100b, 100c is constant in the final pass except the error accompanying roll abrasion or the like in the caliber 69' directly before the finish rolling, but the inclination angle ⁇ f1 of the flange facing portion 100b is different from the inclination angles ⁇ f2, ⁇ f3 of the flange facing portions 100a, 100c, and therefore each thickness is not constant in midway passes in the caliber 69'.
- each flange facing portion may be decided in consideration of the elongation ratios ⁇ f1/ ⁇ w, ⁇ f2/ ⁇ w, ⁇ f3/ ⁇ w in a pass where the flange wave is most likely to occur from the relation between the thickness and elongation of each flange facing portion and the elongation of the web corresponding part.
- the elongation of the flange occurring at the flange facing portions 100a and 100c increases relative to the elongation of the flange occurring near the neutral line O (namely, the elongation of the flange at the flange facing portion 100b) and the compressive stress occurring there also increases, but the compressive stress does not become excessive since metal flow to the web corresponding part 3 and the arm corresponding part 9 is likely to occur in addition to separation from the neutral line O.
- parts, corresponding to the flange facing portions 100a and 100c, in the flange corresponding part 6 are connected to the web corresponding part 3 and the arm corresponding part 9 and unlikely to cause buckling, so that the flange wave is unlikely to occur at the parts.
- the caliber shape of the caliber 69' in the shape having the plurality of flange facing portions 100a, 100b, 100c different in inclination angle makes it possible to suppress the flange wave occurring near the neutral line O of the flange corresponding parts 5, 6 of the material to be rolled A as compared with the rolling and shaping in the conventional caliber shape (caliber 69) as illustrated in FIG. 4 , thereby realizing the improvement of the product dimension accuracy and the stability of rolling.
- the elongation of the flange corresponding parts 5, 6 is larger than the elongation of the web corresponding part 3 in the conventional caliber shape (caliber 69) as illustrated in FIG.
- the technique of the present invention is applied in the above embodiment, and the explanation has been made using the third caliber 69 as the object to be modified in caliber shape and especially the rolling and shaping of the flange corresponding part 6 of the material to be rolled A has been explained referring to FIG. 7 , but the application range of the present invention is not limited to this. More specifically, the technique of the present invention is obviously applicable to both of the flange corresponding parts 5, 6 in the rolling and shaping in the third caliber 69 and also to the rolling and shaping in the second caliber 59. More specifically, the same modification can be applied also to the caliber 59 explained referring to FIG. 3 to suppress, for example, the flange wave occurring in the first intermediate rolling.
- the technique of the present invention may be applied to the caliber shapes of both of the second caliber 59 and the third caliber 69.
- the same modification may be applied also to the case where the second caliber 59 is made into a caliber shape having both end portions in the width direction opened and the third caliber 69 is made into a caliber shape for simultaneously performing the shaping of the claw height.
- the technique of the present invention may be applied to the first caliber for performing the rough rolling.
- the caliber shape of the caliber 69' is explained as a shape having the plurality of flange facing portions 100a, 100b, 100c different in inclination angle in the above embodiment
- the important point of the technique of the present invention is to make the inclination angle ⁇ f1 of the flange facing portion 100b near the neutral line O larger than those of the other flange facing portions in the caliber for performing the intermediate rolling so as to reduce the compressive stress acting on the material to be rolled A near the neutral line O.
- the caliber for performing the intermediate rolling may be configured to have four or more flange facing portions different in inclination angle.
- the caliber part facing the flange corresponding part 5, 6 of the material to be rolled A (namely, the flange facing portion 100) may be, with respect to a straight line linking the boundary part on the arm side (of the material to be rolled) and the boundary part on the web side (of the material to be rolled), in a protruding shape in a flange inside direction on the side closer to the arm than the flange facing portion near the neutral line O and in a protruding shape in a flange outside direction on the side closer to the web than the flange facing portion near the neutral line O.
- the shape of each of the flange facing portions 100a to 100c does not always need to be formed in the linear shape but, for example, part or all of the flange facing portions 100a to 100c may be formed by a curved line as long as the inclination angles of the flange facing portions 100a, 100b, 100c are made under the preferable conditions as expressed in the above Expressions (4) to (6).
- the steep inclination part 100b is defined as a range sandwiched between an intersection with the flange facing portion 100a and an intersection with the flange facing portion 100c, and the steep inclination part 100b is configured to cross the neutral line O.
- FIG. 8 is a schematic explanatory view according to a modification example of the present invention and is a schematic enlarged view illustrating an example of the vicinity of a place facing the flange corresponding part 6.
- the flange facing portions 100a, 100c are formed in a curved shape.
- the step of performing the reverse rolling preferably includes a step of forming the web corresponding part 3 connected to the flange part including at least one second flange part (referred to also as a web-side flange part) and the arm corresponding part 9 connected to the flange part including at least one third flange part (referred to also as an arm-side flange part).
- the caliber according to the present invention preferably includes a web facing portion 100d for forming the web corresponding part 3 and an arm facing portion 100e for forming the arm corresponding part 9.
- the caliber preferably includes a web-side flange facing portion group including at least one flange facing portion 100a (second flange facing portion) and an arm-side flange facing portion group including at least one flange facing portion 100c (third flange facing portion).
- the boundary between the web-side flange facing portion group and the web facing portion 100d is assumed to be Pa
- the boundary between the arm-side flange facing portion group and the arm facing portion 100e is assumed to be Pc.
- the flange facing portion 100a is in a curved shape to be a protruding shape in a flange outside direction
- the flange facing portion 100c is in a curved shape to be a protruding shape in a flange inside direction.
- the steep inclination part 100b is illustrated as a linear shape in this modification example, but the steep inclination part 100b may be in a curved shape.
- the inclination angles ⁇ f2, ⁇ f3 of the flange facing portions 100a, 100c only need to be decided by the inclination angles of the tangents (Qa, Qc in FIG. 8 ) at the middle part in the height direction of the flange facing portions 100a, 100c with respect to the horizontal line.
- the inclination angle only needs to be decided based on the tangent where the angle becomes maximum. The straight line Q and the tangents Qa, Qc are explained using the lower caliber roll 68 in FIG.
- the caliber shape of the modified caliber 69' is explained as a shape having the plurality of flange facing portions 100a, 100b, 100c different in inclination angle, but the detailed shapes of the portions 100a, 100b, 100c are not mentioned.
- the shape of the flange corresponding part 5, 6 only needs to be constituted by a plurality of straight lines or curved lines or combination of them, and the shapes of the portions 100a, 100b, 100c can be arbitrarily designed according to the shape of the flange corresponding part 5, 6. If the curved portion is constituted in the flange corresponding part 5, 6, the inclination angle of the curved portion only needs to be defined by the angle of its tangent.
- the technique of the present invention to a product in which the flange corresponding part has a thickness distribution that the thickness changes in a direction along the surface of the flange corresponding part or to a product in a shape having a plurality of bent portions in which the flange corresponding part increases in inclination angle near the neutral line, which falls within the scope of the present invention.
- the flange corresponding part has the thickness distribution in a direction along its surface, it is conceivable to relatively decrease the thickness near the neutral line based on the cross-sectional efficiency of the hat-shaped steel sheet pile product.
- the elongation of the flange in the flange facing portion 100b is unlikely to become larger than that in the conventional caliber shape because the inclination angle of the flange facing portion 100b is larger than the those of the flange facing portions 100a, 100c, so that the operation and effect equal to or more than those in the above embodiment can be obtained.
- the rolling states in the bent shapes illustrated in FIG. 7 and FIG. 8 can be applied also to the steel sheet pile product in which the flange is bent to increase in inclination angle near the neutral line in the product shape, which is very useful.
- the boundary parts between the flange facing portions 100a, 100b, 100c may have R.
- each boundary between the flange facing portions 100a, 100b, 100c only needs to be an intermediate point of a corner R.
- the flange wave occurring in the conventional caliber 69 has a peak position of the wave height in the cross section of the flange corresponding part included in a range of 10% of a caliber depth D in the height direction from the neutral line O of the caliber 69 illustrated in FIG. 4 . Therefore, in the case where the steep inclination part 100b near the neutral line O is linear, it is desirable that the steep inclination part 100b decreasing the flange elongation includes the range of 10% of the caliber depth D in the height direction upward and downward from the neutral line O as illustrated in FIG 11 .
- the caliber depth D is defined by the height in the vertical direction of the whole flange facing portions (100a, 100b, 100c) of the lower caliber roll forming the caliber, and the upper end position of the caliber depth D is the upper end in the height direction of the boundary between the flange corresponding part and the arm corresponding part, and the lower end position is the lower end in the height direction of the boundary between the flange corresponding part and the web corresponding part as illustrated in FIG. 11 .
- the steep inclination part 100b (a range of PI to P2 in the elongation) includes the range of 10% of the caliber depth D in the height direction upward and downward from the neutral line O as illustrated in FIG. 12 .
- the above-described effect is further remarkable.
- the second flange facing portion and the third flange facing portion are arranged adjacent to the first flange facing portion is explained in the above embodiment and other embodiments, but they do not always need to be adjacently arranged.
- the second flange facing portion and the third flange facing portion are smaller in inclination angle than the first flange facing portion, and can also be set according to the product shape between the first flange facing portion and the web facing portion and between the first flange facing portion and the arm facing portion, respectively.
- the present invention is applicable to steel sheet piles with flanges in various shapes where the flange wave possibly occurs in the intermediate rolling. More specifically, the present invention is applicable to a U-shaped steel sheet pile in addition to the hat-shaped steel sheet pile.
- Example 1 of the present invention a caliber corresponding to the modified caliber 69' above explained referring to FIG. 7 was applied to the intermediate rolling caliber (the second caliber and the third caliber in the above embodiment), and the rolling and shaping was performed on the material to be rolled under the conditions 1 to 5 listed in the following Table 1.
- the flange facing portion of the caliber was configured to be bent to three portions such that the first flange part crossed the neutral line of the calibers indicated in the conditions 1 to 5. Here, the angle and the length of each flange facing portion were adjusted. Further, the flange facing portion of the material to be rolled after the rolling and shaping was flattened in the calibers at the subsequent stages (the fourth caliber and the fifth caliber in the above embodiment).
- the conventional caliber (a caliber corresponding to the caliber 69 before modification) was applied to the intermediate rolling caliber, and the rolling and shaping was performed on the material to be rolled under the conditions 6, 7 listed in the following Table 1.
- the rolling and shaping in the caliber under each of the conditions indicated in the conditions 1 to 7 is performed in a plurality of passes, and the flange/web elongation ratios ⁇ f1/ ⁇ w, ⁇ f2/ ⁇ w, ⁇ f3/ ⁇ w listed in Table 1 are elongation ratios per pass of the rolling and shaping in the plurality of passes.
- the flange angle ⁇ f of the hat-shaped steel sheet pile product as the final product to be produced was set to 48°.
- FIG. 9 is an explanatory view of this example, and is a schematic cross-sectional view illustrating an appearance of the final pass of the rolling and shaping in the third caliber according to the example. Note that FIG.
- the steep inclination part having ⁇ f1 > ⁇ f2, ⁇ f1 > ⁇ f3 was formed in the caliber, resulting in ⁇ f1 ⁇ ⁇ f2, ⁇ f1 ⁇ ⁇ f3, and the value of ⁇ f1/ ⁇ w is 0.967 to 1.004.
- the flange elongation at the steep inclination part was reduced to suppress the occurrence of the flange wave.
- the value of ⁇ f1/ ⁇ w is 0.967 to 1.000 so as to satisfy the above Expression (6), thus it was confirmed that there was no occurrence of the flange wave from the intermediate rolling time.
- the flange thickness of the product was increased by 1.2 mm and rolling was performed under the condition of the value of ⁇ f1/ ⁇ w of 0.995 to satisfy the Expression (6), but the rolling and shaping was performed without forming the steep inclination part as in the condition 6, and thus the occurrence of the flange wave was confirmed.
- the present invention is applicable to a production technique of a steel sheet pile having a flange such as a hat-shaped steel sheet pile, a U-shaped steel sheet pile and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017073578 | 2017-04-03 | ||
| PCT/JP2018/014214 WO2018186379A1 (fr) | 2017-04-03 | 2018-04-03 | Procédé et équipement de fabrication de rideau de palplanche à bord rabattu |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3603832A1 true EP3603832A1 (fr) | 2020-02-05 |
Family
ID=63712442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18781109.6A Withdrawn EP3603832A1 (fr) | 2017-04-03 | 2018-04-03 | Procédé et équipement de fabrication de rideau de palplanche à bord rabattu |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200269294A1 (fr) |
| EP (1) | EP3603832A1 (fr) |
| JP (1) | JP6493636B2 (fr) |
| CN (1) | CN110475623A (fr) |
| PH (1) | PH12019502224A1 (fr) |
| WO (1) | WO2018186379A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114929405A (zh) * | 2020-01-10 | 2022-08-19 | 杰富意钢铁株式会社 | 钢板桩的制造方法及钢板桩制造用的轧制设备组 |
| CN115210008A (zh) * | 2020-03-10 | 2022-10-18 | 日本制铁株式会社 | 帽形钢板桩的制造方法 |
| JP7544082B2 (ja) | 2022-02-03 | 2024-09-03 | Jfeスチール株式会社 | ハット形鋼矢板の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6044101U (ja) | 1983-08-30 | 1985-03-28 | 三菱電機株式会社 | サ−ボ系保護回路 |
| LU88566A1 (fr) * | 1994-12-07 | 1996-07-15 | Profilarbed Sa | Procédé de laminage de palplanches à section en forme de Z |
| DE69631950T2 (de) * | 1995-09-29 | 2005-02-10 | Sumitomo Metal Industries, Ltd. | Assymetrische stahlbohle und verfahren zu deren herstellung |
| JP3911261B2 (ja) | 2003-08-27 | 2007-05-09 | 新日本製鐵株式会社 | 圧延鋼矢板 |
| JP3709889B1 (ja) * | 2004-09-22 | 2005-10-26 | Jfeスチール株式会社 | ハット型鋼矢板の製造方法 |
| CN102240891A (zh) * | 2011-05-23 | 2011-11-16 | 武汉钢铁(集团)公司 | 残余应力小于100MPa的热轧U型钢板桩的生产方法 |
| PL2753410T3 (pl) * | 2011-09-07 | 2017-01-31 | Kompoferm Gmbh | Sposób poprawy ochrony przed ogniem w instalacjach filtracyjnych |
| JP6225516B2 (ja) * | 2013-07-08 | 2017-11-08 | 新日鐵住金株式会社 | 左右非対称形状の被圧延材の圧延方法及び圧延機 |
| JP2017073578A (ja) | 2014-01-10 | 2017-04-13 | 株式会社日立製作所 | 管理装置、ネットワークシステムおよび通信制御方法 |
| JP6044558B2 (ja) * | 2014-01-31 | 2016-12-14 | Jfeスチール株式会社 | U形鋼矢板粗圧延用造形孔型及びu形鋼矢板の圧延方法 |
| JP6421688B2 (ja) * | 2015-04-24 | 2018-11-14 | 新日鐵住金株式会社 | ハット形鋼矢板の製造方法及び粗圧延ロール |
-
2018
- 2018-04-03 CN CN201880021446.9A patent/CN110475623A/zh active Pending
- 2018-04-03 US US16/495,033 patent/US20200269294A1/en not_active Abandoned
- 2018-04-03 JP JP2018554413A patent/JP6493636B2/ja active Active
- 2018-04-03 EP EP18781109.6A patent/EP3603832A1/fr not_active Withdrawn
- 2018-04-03 WO PCT/JP2018/014214 patent/WO2018186379A1/fr unknown
-
2019
- 2019-09-26 PH PH12019502224A patent/PH12019502224A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP6493636B2 (ja) | 2019-04-03 |
| US20200269294A1 (en) | 2020-08-27 |
| PH12019502224A1 (en) | 2020-06-29 |
| WO2018186379A1 (fr) | 2018-10-11 |
| JPWO2018186379A1 (ja) | 2019-04-11 |
| CN110475623A (zh) | 2019-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3603832A1 (fr) | Procédé et équipement de fabrication de rideau de palplanche à bord rabattu | |
| EP3549687A1 (fr) | Procédé de fabrication de palplanche en acier | |
| WO2011121944A1 (fr) | Rouleau de redressage et procédé de redressage de tuyaux | |
| JP6874597B2 (ja) | フランジを有する鋼矢板の製造方法 | |
| EP3260210B1 (fr) | Procédé de fabrication d'un acier en forme de h | |
| EP3485990B1 (fr) | Procédé de fabrication d'acier en forme de h | |
| JP2019111584A (ja) | 圧延h形鋼 | |
| US20230104109A1 (en) | Production method for hat-shaped steel sheet pile | |
| EP3698894A1 (fr) | Procédé de production pour des poutrelles en h | |
| JP6686809B2 (ja) | H形鋼の製造方法 | |
| JP6638506B2 (ja) | 造形孔型及びh形鋼の製造方法 | |
| EP3593915A1 (fr) | Procédé de fabrication d'acier à section en forme de h | |
| JP7343779B2 (ja) | 左右フランジ厚みの異なる非対称h形鋼の製造方法 | |
| EP3650132A1 (fr) | Procédé de fabrication d'une poutre d'acier en h | |
| EP3388160A1 (fr) | Procédé de production de poutre d'acier en h, et laminoir | |
| JP7556368B2 (ja) | ハット形鋼矢板の製造方法 | |
| JP6855885B2 (ja) | H形鋼の製造方法及びh形鋼製品 | |
| EP3650131A1 (fr) | Procédé de fabrication d'une poutrelle d'acier à profil en h | |
| RU2148451C1 (ru) | Способ изготовления гнутого неравнополочного зетового профиля | |
| EP3388159A1 (fr) | Procédé pour la production de poutre en h en acier et produit de type poutre en h en acier | |
| JP2023113154A (ja) | ハット形鋼矢板の製造方法 | |
| JP2023039810A (ja) | ハット形鋼矢板の製造方法 | |
| EP3412370A1 (fr) | Procédé de fabrication d'un produit en acier en forme de h | |
| RU2220802C2 (ru) | Способ изготовления гнутых профилей с гофрами жесткости в донной части | |
| JPH07214102A (ja) | フランジを有する形鋼の自在圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20191025 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20200819 |