EP3459699B2 - Schneidmesser - Google Patents
Schneidmesser Download PDFInfo
- Publication number
- EP3459699B2 EP3459699B2 EP18196630.0A EP18196630A EP3459699B2 EP 3459699 B2 EP3459699 B2 EP 3459699B2 EP 18196630 A EP18196630 A EP 18196630A EP 3459699 B2 EP3459699 B2 EP 3459699B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- edge
- tilt angle
- edges
- transition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
Definitions
- the invention relates to a cutting blade, namely a sickle blade or a spiral blade, for a device for slicing food products, in particular for a high-speed slicer, which rotates about a rotational axis during a cutting operation.
- the blade has a radially outer peripheral edge that acts as a cutting edge and has a curved profile about the rotational axis.
- the cutting blade has a plurality of cutting teeth that are arranged successively along the peripheral edge, each cutting tooth having a cutting edge that comprises a cutting surface and a cutting edge that radially outwardly delimits the cutting surface.
- Cutting knives used to slice or cut food products, such as sausage, cheese, and meat, into slices are available in a wide variety of designs. Particularly in the field of high-speed slicers, which cut a strand- or loaf-shaped food product at high cutting speeds of several hundred to several thousand slices per minute, a basic distinction is made between so-called circular knives on the one hand and so-called sickle or spiral knives (hereinafter simply "sickle knives”) on the other.
- Circular knives have a cutting edge that runs in a circle around the axis of rotation, whereby a circular knife not only rotates around the axis of rotation but also rotates planetarily around an eccentric axis, i.e. parallel to the axis of rotation, in order to generate the cutting movement relative to the product required for cutting slices.
- Sickle knives have a cutting edge that also curves around the axis of rotation, but the radius of the cutting edge varies between a smallest radius and a largest radius such that the cutting edge describes a sickle-shaped or spiral curve.
- Sickle knives rotate exclusively around their axis of rotation, whereby it is the non-circular shape of the cutting edge that ensures the required cutting movement relative to the product.
- the intended direction of rotation of sickle knives is selected such that the knife plunges into the product at an initial peripheral area of the cutting edge, which has a relatively small radius and is also referred to as the plunge area.
- the actual cutting movement for separating a slice or piece from the product occurs because the radius increases as the knife rotates further, thus moving the cutting edge through the product.
- radius refers to a line segment perpendicular to the knife's axis of rotation. It should be distinguished from the term "radius of curvature.” According to the usual convention for defining a tangent at a given point on a plane curve that is not a circle, the radius of curvature is the tangent radius of the circle of curvature that best approximates the curve at that point. The tangent of the curve at that point is perpendicular to the tangent radius of that point. For a sickle knife, which consequently has a non-circular cutting edge, the center of the circle of curvature does not lie, or at least not necessarily, on the knife's axis of rotation.
- radius refers to a line segment perpendicular to the knife's axis of rotation through this point
- motion tangent or “motion vector” refers to a straight line perpendicular to the radius through this point.
- Cutting knives for slicing food products both circular knives and sickle knives, either with a non-toothed cutting edge or with a toothing.
- Cutting knives with a toothing are, for example, made of EP 0 548 615 B1 and FR 2 661 634 A1 known.
- the rind can detach during cutting.
- product slices can tear or tear.
- unwanted wedge-shaped slices can be separated.
- Another problem that occurs in practice is the folding or at least partial folding of the product slices. Investigations conducted by the inventors using high-speed cameras during the slicing of cooked ham, for example, have shown that the slices in the upper area, i.e. where the cutting blade dips into the product, tend to fold during the slicing process, so that at least some of the separated slices do not lie flat, but are partially folded on their front side in the direction of transport and consequently lie at an angle.
- the object of the invention is to create or be able to produce a cutting blade of the type mentioned above, i.e., a sickle or spiral blade, with which improved cutting quality can be achieved.
- the aim is to achieve the most consistent cutting quality possible across the entire usable cutting width of a slicing machine, also known as the cutting shaft width.
- the invention is, in principle, applicable to sickle or spiral knives as well as to circular knives with regard to all independent aspects.
- each cutting surface is inclined relative to a clamping plane perpendicular to the rotation axis or a cutting plane, and the inclination of the cutting surfaces varies along the peripheral edge.
- the cutting plane is understood to be a plane of the cutting blade that can be uniquely defined by the cutting edges of the cutting teeth forming the blade edge. In a preferred embodiment of the invention, in which all or at least several cutting edges lie in a common plane, this plane is the cutting plane.
- the clamping plane can coincide with the cutting plane defined by the cutting edge of the knife. However, this definition of the clamping plane is not mandatory.
- the clamping plane can also be the plane defined by the back of a knife base body, for example. Depending on whether the cutting plane defined by the knife cutting edge is spaced from the plane defined by the back of the knife base body in the direction of the knife's axis of rotation (case 1) or not (case 2), the clamping plane is either spaced from the cutting plane (case 1) or coincides with the cutting plane (case 2).
- the distance between the cutting plane and the plane defined by the back of the knife base body, measured in the direction of the axis of rotation and which is non-zero is also referred to as the pitch. In case 2, the pitch is zero.
- the actual position of the clamping plane is not decisive, but it is only important that the clamping plane perpendicular to the axis of rotation. Therefore, in the present disclosure, as an alternative to the clamping plane, reference is sometimes made to a "plane parallel to the clamping plane.”
- the direction and degree of the inclination of the cutting surfaces can generally be selected depending on various criteria, in particular the properties of the food product to be sliced. Furthermore, adjustments can be made to the positioning of the products to be sliced relative to the cutting blade or the cutting blade's rotation axis.
- the inclination can be defined as the superposition of a tilt and an inclination.
- An "inclined cutting surface” here means that the cutting surface—to a greater or lesser extent, depending in particular on the size of the lead angle of the cutting edge (see below)—points in the intended direction of rotation of the knife.
- the inclination of a cutting surface can be defined, including its cutting edge, using a single angle that the cutting surface forms with the cutting plane.
- the cutting edge then forms the intersection line between the cutting surface and the cutting plane.
- This angle, at which the cutting surface is inclined to the cutting plane will be referred to as the tilt angle KW.
- This definition forms a third aspect of the present disclosure not belonging to the invention.
- This lead angle can be defined in different ways and represents the inventive aspect (claim 1) of the present disclosure.
- each cutting surface is inclined relative to the cutting plane by the tilt angle KW and at the same time the cutting edge of each cutting surface has a lead angle, e.g., relative to the movement tangent at a defined point of the cutting edge, for example the rear end point of the cutting edge.
- Different inclinations of the cutting surfaces can be achieved, for example, by varying the tilt angle while maintaining a constant lead angle, or vice versa. Alternatively, it is possible to vary both angles.
- the resulting inclination of a cutting surface can be selected depending on the circumferential position of the respective cutting tooth.
- the inclined cutting edges of the cutting surfaces i.e. those each having a lead angle different from zero, can be described as a staggered or scale-like arrangement, which is characterized in particular by the fact that there is a transition between two successive cutting surfaces.
- This transition can basically be designed as desired, but is preferably always characterized by the fact that in the region of the transition the two immediately successive cutting surfaces are offset from one another with respect to the axis of rotation. In other words, a height offset or a jump is present at a transition from one cutting surface to the cutting surface of a cutting tooth that immediately follows in the circumferential direction.
- the cutting quality can be significantly improved if at least some of the cutting edges of the cutting surfaces are provided with a lead angle other than zero, so that - if, according to the preferred design of the toothing, the cutting surfaces of immediately consecutive cutting teeth are each inclined - there is a transition between these cutting surfaces that can be identified as such.
- the invention (claim 1) relates to the orientation of the cutting edges, which can in principle be described and defined independently of the size and orientation of the cutting surfaces and also independently of whether the cutting surfaces are flat or curved.
- At least some cutting edges or each cutting edge encloses a lead angle other than zero with a connecting section, wherein the connecting section connects the two rear ends of a respective cutting edge and the immediately following cutting edge.
- the cutting angle or the orientation of the cutting edges can be used to determine – fundamentally individually for each cutting edge – how a particular cutting edge is oriented, e.g., in a knife-fixed reference system, and thus the orientation with which the cutting edge in question cuts into the product being cut. For a straight cutting edge lying in a defined plane, a single point on the cutting edge is sufficient to clearly define its orientation.
- another point on the cutting edge can also be selected, for example, one of the two endpoints of the cutting edge.
- the definition of the orientation of the cutting edge with respect to the motion tangent, i.e., the motion vector, which is not part of the invention, is also fundamentally arbitrary, but is appropriate in that the motion vector of a point on the cutting edge indicates the direction in which this point on the cutting edge moves relative to the product at the moment of cutting into the product.
- the absolute value of the angle between the cutting edge and the motion vector of a point on the cutting edge depends on which point on the cutting edge is involved.
- absolute values for the lead angle are given below, these always refer to the rear point of the respective cutting edge in the direction of rotation – as long as the lead angle is defined with respect to the motion vector, i.e., measured between the motion vector and the cutting edge.
- the radius which by definition decreases in the circumferential direction - viewed in the intended direction of rotation - means that the front end of each cutting edge, viewed in the intended direction of rotation, lies on a smaller radius than the rear end of the respective cutting edge.
- the invention provides for a more pronounced "slant" of the cutting edges in the case of a sickle blade, i.e., the front end preferably lies on a radius that is smaller than the radius on which the front end would lie if the front end and the rear end were located on an imaginary curve corresponding to the cutting edge of a conventional untoothed sickle blade.
- the orientation of the cutting edges is defined according to the invention such that at least some cutting edges or each cutting edge encloses a lead angle other than zero with a connecting path, wherein the connecting path connects the two rear ends of a respective cutting edge and the immediately following cutting edge.
- all rear ends of the cutting edges and/or all front ends of the cutting edges can each lie on an imaginary curve that is not a circle and that at least approximately corresponds to the cutting edge of a conventional untoothed sickle blade.
- the connecting lines then together form a polygonal line that approximates this imaginary curve.
- the cutting edges of the blade have a "stronger inclination" in that each cutting edge encloses an angle other than zero with its connecting line, which shall also be referred to here as the lead angle.
- the front end of each cutting edge therefore does not lie on a connecting line connecting the two immediately adjacent rear ends, but rather on a smaller radius.
- the value ranges for the cutting angle specified in this disclosure apply both to its definition, which is not part of the invention, with respect to the motion vector and to its definition, according to the invention, with respect to the connecting path.
- the specific value for the size of the cutting angle depends on its definition.
- the difference is small or negligible due to the short length of a cutting edge compared to the total length of the peripheral edge of the blade.
- a non-zero lead angle can be in a range of approximately 1° to 10°, and preferably approximately 3° to 6°.
- the lead angle can be in a range of approximately 10° to 20°.
- a preferred embodiment is characterized in that the lead angle is constant for all cutting surfaces.
- the cutting surfaces are each positioned in the intended direction of rotation.
- the cutting surfaces are each at least substantially planar or curved without edges.
- planar cutting surfaces at least slightly concave or convexly curved cutting surfaces are also possible.
- Such cutting surfaces can be produced, for example, using a so-called form milling cutter or a grinding tool.
- a reference e.g., a reference plane or reference lines with radii of curvature, can also be defined, at least approximately, for such curved cutting surfaces in order to clearly define the inclination of the respective curved cutting surface with respect to the clamping plane or the cutting plane.
- another parameter of the toothing according to the invention is the orientation of the cutting edges of the cutting teeth.
- at least some cutting edges or each cutting edge encloses a non-zero lead angle with a connecting section, wherein the connecting section connects the two rear ends of a respective cutting edge and the immediately following cutting edge.
- the size of the cutting angle of one or each cutting edge is fundamentally arbitrary and can be selected depending on the characteristics of the food product to be sliced.
- the cutting angle is preferably a few degrees, in particular no more than approximately 10° and, for example, in the range between 3° and 6°, although larger cutting angles are also possible.
- the cutting edges are each oriented such that the front end of each cutting edge, viewed in the intended direction of rotation—relative to the knife's axis of rotation—lies on a smaller radius than the rear end of the respective cutting edge.
- the course of each cutting edge between its front end and its rear end can, in principle, be arbitrary, i.e., both a straight course and a course with any desired curve are possible.
- the cutting edges of two immediately consecutive cutting teeth are connected to one another by a transition edge, wherein the transition edge is designed as a cutting edge.
- the cutting edges of the cutting teeth or the cutting edges radially outwardly delimiting the cutting surfaces act as the cutting edge of the cutting blade according to the invention, but also the transition edges, which connect two cutting edges of the cutting teeth that are immediately adjacent in the circumferential direction. Consequently, the cutting behavior of the cutting blade according to the invention can also be influenced by the shape or shape of a transition between two immediately adjacent cutting surfaces.
- the invention provides that all cutting edges lie in a common plane, namely in the cutting plane, and that all cutting edges and all transition edges connecting two immediately consecutive cutting edges together form an uninterrupted cutting edge, namely in the cutting plane.
- the cutting edges can also lie in different planes.
- the cutting edges each intersect the clamping plane or a plane parallel to the clamping plane.
- an uninterrupted cutting edge formed jointly by all cutting edges and all two immediately consecutive cutting edges connects the clamping plane or a plane parallel to the clamping plane multiple times, alternately coming from one side and the other side of this plane, whereby the sections of the cutting edge intersecting the plane are either only cutting edges, only transition edges, or both cutting edges and transition edges.
- the peripheral edge of a knife not according to the invention acting as a cutting edge can be provided with a so-called clearance angle which is different from zero, which is explained below in connection with Fig. 5a and 5b will be explained in more detail. If the clearance angle is different from zero, the cutting edges and the transition edges do not lie in a common plane. However, according to the invention, a clearance angle of 0° is provided, so that in a preferred embodiment, all cutting edges and all transition edges lie in a common plane, namely in the clamping plane or in a plane parallel to the clamping plane.
- the cutting surfaces each intersect the clamping plane radially outward, with the intersecting lines each forming the cutting edge, and intersect an inclined surface of the cutting blade radially inward, which forms an angle with the clamping plane.
- This angle between the inclined surface and the clamping plane is preferably smaller than the smallest tilt angle of the cutting surfaces, so that an imaginary radial extension of the inclined surface would intersect the clamping plane radially outside the cutting edges of the cutting surfaces.
- the cutting edges and/or transition edges, each connecting two immediately consecutive cutting edges are each straight.
- at least slightly curved cutting edges and/or transition edges for example, concavely or convexly curved, are also possible.
- a straight line can also be defined for a curved cutting edge, at least approximately analogous to the movement tangent presented above, which allows a clear definition of the orientation of the cutting edge.
- the cutting surfaces of two immediately consecutive cutting teeth are connected to one another by a transition surface, wherein the transition surface is designed as a recess which is recessed relative to the cutting surfaces.
- the recess may be formed as a radially extending notch, groove, furrow, or groove.
- the recess may form an undercut.
- the radial extent of two immediately adjacent cutting teeth is at least substantially equal to the radial extent of the transition surface between the two cutting surfaces.
- the cutting surfaces each transition into the transition surface over their entire radial extent.
- a transition edge can be present between each cutting surface and the transition surface.
- These transition edges can be a relatively sharp, unrounded edge or a rounded edge with a comparatively small radius of curvature.
- the transition edge can form a comparatively smooth transition and, in particular, be rounded with a comparatively large radius of curvature. This can result in the cutting surfaces and transition surfaces forming a wavy surface. It is also possible to design the two transition edges differently, so that the transition from one cutting surface to the transition surface has a comparatively sharp edge and the transition between the other cutting surface and the transition surface is relatively smooth.
- the transition surface is defined radially outwardly by a transition edge connecting the two cutting edges of the two cutting teeth.
- this transition edge itself is designed as a cutting edge.
- the cross-sectional shape of the transition surface or its profile can, in principle, be of any desired design.
- the transition surface can have any desired profile between the two cutting surfaces.
- the transition surface has a curved profile, i.e., the cross-sectional shape or profile of the transition surface is not rectilinear.
- the transition surface is at least approximately U- or V-shaped.
- the profile of the transition surface is determined in particular by the tool used for its manufacture.
- a cylindrical milling tool or a grinding tool with a longitudinal axis inclined relative to the clamping plane is used, so that the transition surface defined by the recess intersects the clamping plane radially outward.
- a different profile e.g. a straight profile of the transition surface is also possible, i.e. the transition surface can then, for example, represent the shortest path between the two transition edges into the adjacent cutting surfaces.
- the transition surface can, in relation to the size of the adjacent cutting surfaces, occupy a relevant part of the circumferential angle range.
- the transition surface can extend over a circumferential angle range that is approximately 0.1 to 0.5 times the circumferential angle range of one of the cutting surfaces.
- the transitions between immediately successive cutting surfaces are designed such that the two immediately successive cutting surfaces do not overlap when viewed in the circumferential direction of the rotation axis.
- the cutting edges of two consecutive cutting teeth do not overlap one another and/or do not merge directly into one another when viewed in the circumferential direction.
- the cutting edges preferably have a constant circumferential length and/or a constant edge length, i.e. all cutting edges preferably have the same circumferential length.
- each cutting tooth has a circumferential length and/or a tooth length of approximately 3 mm to 7 mm, preferably approximately 5 mm.
- circumferential length refers to the extent or dimension of the cutting edges or cutting teeth measured in the circumferential direction, i.e., not the length of the cutting edge or cutting tooth measured along the cutting edge. This length is referred to in this disclosure as the edge length or tooth length.
- the pitch of the cutting teeth is preferably constant and is in particular approximately between 3 mm and 6 mm, preferably approximately 5 mm.
- the pitch of the cutting teeth is understood to be the distance between two cutting teeth directly following one another in the circumferential direction, measured between corresponding points on the two cutting teeth. For a pitch of 5 mm, for example, the distance between the two front ends of the cutting edges of the two cutting teeth, in the intended direction of rotation, is 5 mm.
- the pitch of the cutting teeth can vary in the circumferential direction, in particular with regard to the circumferential lengths of the cutting teeth and/or with regard to the circumferential lengths of the transitions between the cutting teeth.
- the toothing of the cutting blade be identical in every circumferential area, i.e., not all cutting teeth of the cutting blade are necessarily identical, although such a configuration is nevertheless encompassed by the invention. Furthermore, it is not mandatory according to the invention that the entire effective cutting edge of the cutting blade be provided with a toothing.
- At least substantially the entire effective cutting edge is provided with a toothing, which, however, is designed differently in individual circumferential areas.
- the peripheral edge has at least one type I peripheral region with a plurality of cutting teeth whose cutting surfaces have the same tilt angle.
- the peripheral edge has at least one type II peripheral region with a plurality of cutting teeth whose cutting surfaces have a varying tilt angle.
- the peripheral edge has one or more peripheral regions of type I and additionally one or more peripheral regions of type II.
- the tilt angle can vary from one cutting tooth to an immediately adjacent cutting tooth, or the tilt angle can vary from a group of n > 1 consecutive cutting teeth with the same tilt angle to an immediately adjacent group of m > 1 consecutive cutting teeth with the same tilt angle.
- the tilt angle can vary either from tooth to tooth or from tooth group to tooth group.
- the peripheral edge comprises a peripheral region of type II between two peripheral regions of type I, in which the value of the tilt angle varies from the tilt angle value of one peripheral region of type I to the tilt angle value of the other peripheral region of type I.
- the radius of curvature of the peripheral edge decreases from a largest radius to a smallest radius, seen in the intended direction of rotation, wherein the value of the tilt angle of the circumferential region of type II decreases from a larger tilt angle value to a smaller tilt angle value, seen in the direction of rotation, in particular in equal angular steps from cutting tooth to cutting tooth.
- a cutting edge profile can be achieved that exhibits both optimal plunging behavior and optimal deposition behavior.
- a cutting edge profile can be simulated, such as that known from the state of the art for sickle knives with untoothed knife edges, and in which - as mentioned above in connection with DE 10 2007 040 350 A1 mentioned - there is a comparatively flat cutting angle in a plunging area and a comparatively steep cutting angle in a deposition area.
- the tilt angle of the cutting surfaces of the cutting teeth can be selected to be comparatively small in a circumferential region of type I forming the immersion region, whereas the tilt angle of the cutting surfaces is selected to be relatively large in a circumferential region of type I forming the deposition region.
- the transition region between the immersion region and the deposition region is then formed by the circumferential region of type II, in which - viewed from the immersion region - the tilt angle of the cutting surfaces increases from the smaller value of the immersion region to the larger value in the deposition region, whereby this increase can occur continuously from cutting tooth to cutting tooth or from cutting tooth group to cutting tooth group with a constant tilt angle within each group, as already generally explained above.
- the deposit area extends over a circumferential angle range approximately twice as large as the immersion area, wherein the transition area between the immersion area and the deposit area extends over a circumferential angle range which is slightly more than half the circumferential angle range of the immersion area.
- the larger tilt angle value of one circumferential region of type I can be in the range of 20° to 30° and preferably between 22° and 26°, wherein the smaller tilt angle value of the other circumferential region of type I is in the range of 15° to 22° and preferably between 17° and 19°, and wherein in the circumferential region of type II each angle change is in the range of 0.2° to 1°, preferably in the range of 0.25° to 0.5°.
- the smaller tilt angle value is approximately 18°, with either the larger tilt angle value being approximately 26° and each angle change being approximately 0.5°, or the larger tilt angle value being approximately 22° and each angle change being approximately 0.25°.
- the inclination or tilt angle of the cutting surfaces can either be constant over the entire peripheral edge or vary along the peripheral edge.
- several peripheral regions can be provided, of which at least two peripheral regions differ with regard to the value of the tilt angle, which is constant within the respective peripheral region, or with regard to the change behavior of the tilt angle within the respective peripheral region, or in that the tilt angle is constant in one peripheral region and varies in the other peripheral region.
- the tilt angle can vary in a wave-like manner, alternately increasing and decreasing from circumferential area to circumferential area, oscillating between a minimum of, say, 18° and a maximum of, say, 22° or 26°.
- the "gradient" can be, for example, 0.25° or 0.5° per cutting tooth, i.e., the tilt angle can change in equal angular increments from cutting tooth to cutting tooth.
- a variation of the tilt angle is symmetrical across the peripheral edge of the circular blade, since with a circular blade – unlike a sickle blade – due to the superposition of the inherent rotation around the axis of rotation and the orbital movement around the axis parallel to the axis of rotation, the circumferential area with which the circular blade impacts the product to be sliced is not predetermined in practice.
- the total circumference of 360° can be an integer multiple of a period of the "tilt angle oscillation.”
- the invention improves the quality of the separated product slices. This increases product yield and reduces manual rework on the separated slices or the portions formed from them. This, in turn, reduces downtime on a packaging machine downstream of the slicing device.
- a particular advantage of the cutting blade according to the invention is that the improved cutting quality simultaneously enables an increase in the cutting speed.
- the design of the cutting surfaces allows for a wide variety of knife toothing configurations. This allows the cutting knives to be specifically adapted to specific product properties. Adaptation can also be made with regard to the cutting geometry.
- the manner in which the knife penetrates the respective product can be taken into account with regard to the applications for which the cutting knife is designed. This includes the position of the product in the slicing device, particularly in a so-called cutting shaft, as well as the size of the overall intended cutting area, particularly the cutting shaft width.
- multi-track slicing i.e., the simultaneous slicing of several adjacent products.
- the products are fed simultaneously to the cutting plane defined by the knife edge at least essentially perpendicular to the cutting plane.
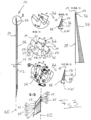
- a cutting blade according to the invention for a high-speed slicer for slicing food products is a sickle blade which rotates about an axis of rotation 11 in a designated direction of rotation red during a cutting operation.
- the rotating knife 10 plunges into the product to be sliced with an immersion area 33, which extends, for example, over a circumferential angle range of 74° and has a circumferential length of approximately 317 mm.
- Adjacent to the immersion area 33 is a transition area 32, which extends, for example, over a circumferential angle range of 41° and has a circumferential length of approximately 205 mm.
- Adjacent to this transition area 32 of the circumferential edge 13 is a deposit area 31 of the knife edge, which extends over a circumferential angle range of approximately 150° and has a circumferential length of approximately 917 mm.
- the knife edge comprising these three regions 31, 32, and 33 is provided with a toothing according to the invention, which will be discussed in more detail below.
- Each cutting tooth of the toothing has, among other things, a cutting surface 17 facing the front of the knife 10 (see FIG. Fig. 2 ), which has a specific inclination.
- the three areas 31, 32, 33 differ from one another with regard to the inclination of the cutting surfaces 17. This will be explained in more detail below.
- the Fig. 1 is a plan view of the front of the knife 10, which, during the cutting operation, faces away from the product or products being sliced simultaneously.
- the rotational axis 11 runs centrally through a circular receiving opening 12 of the knife 10, by means of which the knife 10 can be attached to a knife holder of the slicing device (not shown here).
- the knife holder comprises, for example, a rotor hub of a high-speed slicer, as is generally known to those skilled in the art.
- the receiving opening 12 is followed by an end face 38 which, in this embodiment, is planar and runs perpendicular to the axis of rotation 11.
- an inclined surface 37 is connected radially to the outside of the end face 38, from which the individual cutting surfaces 17 of the cutting teeth 15 ( Fig. 2 ) extend radially outwards.
- the tilt angle of the inclined surface 37 i.e. the angle between the inclined surface 37 and a clamping plane AE (cf. Fig. 3 ), is smaller than the smallest tilt angle provided for the cutting surfaces 17.
- the inclined surface 37 is flatter than each cutting surface 17, so that an imaginary radial extension of the inclined surface 37 places the clamping plane AE radially outside the peripheral edge 13 ( Fig. 1 ) would cut.
- Fig. 2 is an enlarged section of Fig. 1 in the immersion area 33, which starts from the top from the smallest radius Rmin of the blade 10, the first nine cutting teeth 15 of the toothing are shown.
- Fig. 2 shows, the cutting surfaces 17 are each delimited radially outwardly by a cutting edge 19. Transitions 27 formed as recesses between the cutting teeth 15 are also delimited radially outwardly by a cutting edge 21 ( Fig. 3 ) which connects two cutting edges 19 of the cutting surfaces 17.
- the transition from the inclined surface 37 into the cutting surfaces 17 of the cutting teeth 15 is formed by a straight inner edge 36, from whose end points an edge extends to the corresponding end point of the respective cutting edge 19.
- These edges 25 ( Fig. 4 ) extend between the inclined surface 37 and the clamping plane AE.
- the inner edges 36 can each be sharp-edged or rounded.
- a transition edge 39 is also formed between the flat end face 38 and the inclined surface 37.
- the edge 39 can be sharp-edged or rounded.
- FIG. 3 The middle upper illustration with the section BB shows an enlarged section of the toothing of the knife 10 of Fig. 1 in the storage area 31.
- the illustration below shows an enlargement of the toothing in the transition area 32
- the illustration below with section CC shows an enlargement of the toothing in the plunge area 33.
- the intended direction of rotation Rot of the knife 10 is indicated in each case by an arrow.
- the cutting surfaces 17 are therefore not only tilted, ie they connect the inner edge 36 located above the clamping plane AE in the inclined surface 37 with the clamping plane AE, but are also angled in the direction of rotation Rot.
- the cutting surfaces 17 of the cutting teeth 15 are both tilted and angled in all three circumferential areas 31, 32 and 33 of the knife toothing.
- the tilt angle KW As for the tilt angle KW, Fig. 3 It can be seen that the tilt angle KW in the storage area 31 (upper middle illustration in Fig. 3 ) is comparatively large.
- the tilt angle KW is preferably 26° here.
- the tilt angle KW In the immersion area 33 (second to last middle illustration in Fig. 3 ) the tilt angle KW is smaller than in storage area 31.
- the tilt angle KW here is preferably 18°.
- the cutting surfaces 17 are therefore flatter or less steep than in the deposit area 31. As already explained at the beginning, this makes it possible in particular to avoid compression of the product when the knife 10 is immersed, whereas at the end of the cutting process, an improved deposit of the respective separated product slice can be achieved due to the steeper cutting surfaces 17 in the deposit area 31.
- the cutting surfaces 17 are tilted such that three consecutive cutting surfaces 17 each have the same tilt angle KW.
- the tilt angle KW decreases by 0.5° from each group of three to the immediately following group of three, with the last group of three before the plunging region 33 having a tilt angle KW of 18.5°, to which the cutting teeth 15 of the plunging region 33 then adjoin, each with a tilt angle KW of the cutting surface 17 of 18°.
- the tilt angle value in the plunging region 33 may again be 18°, whereas in the deposit region 31 the tilt angle value is 22° and each angular step between immediately successive groups of three cutting teeth 15 in the transition region 32 has a value of 0.25°.
- the pitch a of the gearing is constant over the entire circumferential area and is 5 mm in this example.
- the pitch of the gearing can vary, as already explained in the introduction.
- a transition 27 is present between each two immediately successive cutting surfaces 17, which transition is designed as a recess with a U-shaped cross-section running in the radial direction.
- Every transition 27 (see also Fig. 4 ) comprises a transition surface 23 which merges radially inwardly into the inclined surface 37 via a transition edge 35 and is delimited radially outwardly by a transition edge 21 which lies in the cutting plane SE.
- a special feature of this exemplary embodiment according to the invention is that these transition edges 21 connect the cutting edges 19 of the adjacent cutting surfaces 17 and are themselves designed as cutting edges. As a result, all cutting edges 19 and all transition edges 21 connecting two immediately consecutive cutting edges 19 together form a continuous, uninterrupted overall cutting edge.
- this uninterrupted cutting edge formed jointly by the cutting edges 19 and the transition edges 21, lies continuously in the cutting edge plane SE.
- the dash-dotted line runs through the deepest point of the transition surface 23.
- Points 1 and 2 are the intersection points of the dash-dotted line with the cutting plane SE (point 1) and with the inclined surface 37 (point 2), respectively.
- Points 3 and 4 are the intersection points of a first transition edge 25 with the cutting plane SE (point 4) and with the inclined surface 37 (point 3), respectively, whereas points 5 and 6 are the intersection points of a second transition edge 25 with the cutting plane SE (point 5) and the inclined surface 37 (point 6), respectively.
- the two transition edges 25, the cutting edge 19 and the inner edge 36 define the respective cutting surface 17, which in this example is planar, i.e., has no curved profile whatsoever.
- points 1, 4 and 5 as well as the cutting edge 19 connecting points 5 and 4 and the transition edge 21 connecting points 4 and 1 lie in the cutting plane SE, while points 2, 3 and 6 as well as the inner edge 36 connecting points 6 and 3 and the transition edge 35 connecting points 3 and 2 lie in the inclined surface 37.
- points 6 and 3 - measured in the radial direction - are at different distances from the axis of rotation 11, with point 6 being radially further out than point 3 and - since the inclined surface 37 is inclined relative to the cutting plane SE - is therefore closer to the cutting plane SE than point 3, i.e. point 6 is lower than point 3.
- Point 2 in turn, is radially further in than point 3 and consequently higher than point 3 and higher than point 6.
- point 1 is located radially further inward than point 4, which in turn is located radially further inward than point 5.
- all three points 1, 4 and 5 are at the same height level, since they lie in the common cutting plane SE.
- the specific lengths and relative positions of the edges 19, 25, 36 of the relevant cutting surface 17 connecting points 3, 4, 5 and 6 are selected in this embodiment such that the cutting surface 17 is not only tilted but also inclined, specifically such that the cutting surface 17 points in the direction of rotation.
- the cutting surfaces 17 are each positioned such that the cutting surfaces 17 point in the intended direction of rotation red.
- the four corner points 19a, 19b, 36a, and 36b lie in a common plane, namely the plane of the planar cutting surface 17.
- a planar cutting surface 17 is not mandatory.
- the cutting surface 17 can also be concave or curved. It can also be provided that the mentioned corner points do not all lie in a common plane. The cutting surface 17 is then curved accordingly.
- Fig. 4 shows purely as an example the possibilities of clearly defining the orientation of the cutting surface 17 in a knife-fixed reference system.
- FIG. 4 The rear end 19b of the cutting edge 19, viewed in the intended direction of rotation (rot), forms the reference point.
- the movement tangent T' at the rear end 19b is perpendicular to the radius R through the rear end 19b and is identical to the movement vector of the rear end 19b.
- the cutting edge 19 is inclined by an angle ⁇ , such that the cutting edge 19 points in the direction of rotation (rot).
- the lead angle AsW can be defined as the angle between a cutting edge 19 and, for example, the one (in Fig. 4 dash-dotted) connecting section V is defined, which connects the rear end 19b of the respective cutting edge 19 and the rear end 19b of the cutting edge 19 immediately following in the intended direction of rotation Red.
- all of these connecting lines V together form a polygonal line that approximates an imaginary continuous curve, which is not a circle, on which all rear ends 19b of the cutting edges 19 lie and which corresponds at least approximately to the cutting edge of a conventional untoothed sickle blade.
- the front end 19a of each cutting edge does not lie on the respective connecting line V, but rather on a smaller radius, i.e., closer to the axis of rotation of the blade than any point on the connecting line V.
- the cutting edge can also lie on the connecting line V.
- the cutting surfaces 17 can each consist of several individual surfaces, each of which is planar and/or, for example, convexly or concavely curved.
- the cutting surfaces 17 can have angular or rounded transitions between the individual surfaces.
- the cutting surfaces 17 are curved, they are preferably each part of a mathematically regular or differentiable surface and therefore have no edges.
- Fig. 5a shows the definition of the so-called clearance angle FW in a section perpendicular to the cutting plane SE defined by the cutting edge SK and parallel to the rotation axis (not shown).
- FW 0°, i.e., on the rear side of the knife RS, a surface FL adjacent to the cutting edge SK lies in the cutting plane SE.
- the right-hand illustration shows a knife not according to the invention with a clearance angle FW other than zero.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Knives (AREA)
- Food-Manufacturing Devices (AREA)
- Milling Processes (AREA)
Description
- Die Erfindung betrifft gemäß dem unabhängigen Anspruch 1 ein Schneidmesser, nämlich ein Sichelmesser oder ein Spiralmesser, für eine Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere für einen Hochgeschwindigkeitsslicer, das während eines Schneidbetriebs um eine Drehachse rotiert. Das Messer weist eine radial äußere, als Schneide wirksame Umfangskante auf, die einen gekrümmten Verlauf um die Drehachse aufweist. Ferner weist das Schneidmesser eine Vielzahl von Schneidzähnen auf, die aufeinanderfolgend entlang der Umfangskante verteilt angeordnet sind, wobei jeder Schneidzahn eine Schneide aufweist, die eine Schneidfläche und eine die Schneidfläche radial außen begrenzende Schneidkante umfasst.
- Schneidmesser, mit denen Lebensmittelprodukte wie insbesondere Wurst, Käse und Fleisch in Scheiben oder Stücke geschnitten werden, sind in vielfältigen Ausgestaltungen bekannt. Insbesondere auf dem Gebiet der Hochgeschwindigkeitsslicer, mit denen hohe Schnittgeschwindigkeiten von mehreren 100 bis einige 1.000 Scheiben pro Minute von einem strang- oder laibförmigen Lebensmittelprodukt abgetrennt werden, unterscheidet man grundsätzlich zwischen sogenannten Kreismessern einerseits und sogenannten Sichel- oder Spiralmessern (im Folgenden einfach "Sichelmesser") andererseits.
- Kreismesser besitzen eine kreisförmig um die Drehachse verlaufende Schneide, wobei ein Kreismesser nicht nur eine Eigenrotation um die Drehachse ausführt, sondern zusätzlich um eine exzentrisch, d.h. parallel versetzt zur Drehachse verlaufende Achse planetarisch umläuft, um die für das Abtrennen von Scheiben erforderliche Schneidbewegung relativ zum Produkt zu erzeugen.
- Sichelmesser besitzen eine Schneide, die ebenfalls einen gekrümmten Verlauf um die Drehachse aufweist, wobei aber der Radius der Schneide zwischen einem kleinsten Radius und einem größten Radius derart variiert, dass die Schneide eine sichel- bzw. spiralförmige Kurve beschreibt. Sichelmesser rotieren ausschließlich um ihre Drehachse, wobei es hier der von einer Kreisform abweichende Verlauf der Schneide ist, der für die erforderliche Schneidbewegung relativ zum Produkt sorgt. Die bestimmungsgemäße Rotationsrichtung von Sichelmessern ist derart gewählt, dass das Messer an einem einen relativ kleinen Radius aufweisenden Anfangsumfangsbereich der Schneide, der auch als Eintauchbereich bezeichnet wird, in das Produkt eintaucht, wobei die eigentliche Schneidbewegung zum Abtrennen einer Scheibe bzw. eines Stücks vom Produkt dadurch erfolgt, dass bei weitergehender Rotation des Messers der Radius zunimmt und folglich die Schneide durch das Produkt hindurchbewegt wird. Man spricht in diesem Zusammenhang auch von einem "Hindurchziehen" der Schneide durch das Produkt oder von einem "ziehenden Schnitt".
- Der hier für Sichelmesser nicht im streng mathematischen Sinne verwendete Begriff "Radius" für eine die Drehachse des Messers senkrecht schneidende Strecke ist zu unterscheiden von dem Begriff "Krümmungsradius". Gemäß der üblichen Konvention zur Definition einer Tangente an einem bestimmten Punkt einer ebenen Kurve, die kein Kreis ist, ist der Krümmungsradius der Berührungsradius des Krümmungskreises, der die Kurve an diesem Punkt am besten annähert. Die Tangente der Kurve an diesem Punkt steht senkrecht auf dem Berührungsradius dieses Punktes. Bei einem Sichelmesser, das folglich eine nicht-kreisförmige Schneide aufweist, liegt der Mittelpunkt des Krümmungskreises nicht oder zumindest nicht notwendiger Weise auf der Drehachse des Messers.
- Da folglich bei einem Sichelmesser für einen bestimmten Punkt auf der Schneide der Radius einerseits und der Krümmungsradius andererseits nicht zusammenfallen, fällt die senkrecht auf dem Krümmungsradius stehende Tangente an diesem Punkt nicht mit dem Bewegungsvektor dieses Punktes bei rotierendem Messer zusammen. Da jeder Punkt auf der Schneidkante um die Drehachse des Messers rotiert, steht der Bewegungsvektor eines jeden Punktes senkrecht auf dem betreffenden Radius, nicht aber auf dem betreffenden Krümmungsradius.
- Während für einen bestimmten Punkt auf der Schneide nur bei einem Kreismesser der Radius und der Krümmungsradius und somit die Tangente an diesem Punkt und der Bewegungsvektor dieses Punkte jeweils identisch sind, hängt es von der konkreten Ausgestaltung eines Sichelmessers ab, ob man Radius und Krümmungsradius bzw. Tangente und Bewegungsvektor für eine gerade betrachtete Eigenschaft des Messers jeweils als näherungsweise gleich ansehen kann oder nicht.
- Im Folgenden bezeichnen für einen bestimmten Punkt auf der Schneide des Messers der Begriff "Radius" eine auf der Drehachse des Messers senkrecht stehende Strecke durch diesen Punkt und der Begriff "Bewegungstangente" oder "Bewegungsvektor" eine auf dem Radius senkrecht stehende Gerade durch diesen Punkt. Die Begriffe "Krümmungsradius" und "Tangente" entsprechen der vorstehend erwähnten Konvention. Bei einem Kreismesser sind folglich der Radius und der Krümmungsradius sowie die Bewegungstangente und die Tangente jeweils identisch.
- Es ist ferner bekannt, Schneidmesser zum Aufschneiden von Lebensmittelprodukten, und zwar sowohl Kreismesser als auch Sichelmesser, entweder mit einer unverzahnten Schneide auszubilden oder mit einer Verzahnung zu versehen. Schneidmesser mit Verzahnung sind beispielsweise aus
EP 0 548 615 B1 undFR 2 661 634 A1 - Ferner ist es bekannt, bei Schneidmessern mit unverzahnter Schneide den sogenannten Schneidenwinkel in Umfangsrichtung zu variieren. Dies ist beispielsweise in
DE 10 2007 040 350 A1 in Verbindung mit einem Sichelmesser beschrieben. Hierbei wird im Eintauchbereich ein kleinerer Schneidenwinkel gewählt, um Produktstauchungen beim Eintauchen des Messers zu reduzieren. Ausgehend vom Eintauchbereich kann der Schneidenwinkel beispielsweise stetig zunehmen, so dass gegen Ende des Schneidvorgangs der Schneidenwinkel am größten ist. Wenn der kleinere Schneidenwinkel im Eintauchbereich als "flach" bezeichnet wird, dann kann der größere Schneidenwinkel als "steil" bezeichnet werden. Mit einem relativ steilen Schneidenwinkel kann eine vorteilhafte Ablage der abgetrennten Scheiben erreicht werden, da die Schneide an die jeweils abgetrennte Scheibe einen aus der Schneidebene heraus gerichteten Impuls übertragen kann. Daher kann der gegen Ende des Schneidvorgangs wirksame Umfangsbereich der Messerschneide, in welchem ein steilerer Schneidenwinkel vorgesehen ist, auch als Ablagebereich bezeichnet werden. - Trotz der vorstehend erläuterten bekannten Maßnahmen und der vielfältigen Gestaltungsmöglichkeiten kommt es in der Praxis zumindest bei einigen Lebensmittelprodukten immer wieder zu teilweise gravierenden Schneidmängeln. Wenn z.B. das aufzuschneidende Produkt eine Schwarte besitzt, kann es beim Schneiden zu einem Ablösen der Schwarte kommen. Des Weiteren ist zu beobachten, dass Produktscheiben einreißen oder zerreißen. Ferner kann es zu einem Abtrennen unerwünschter keilförmiger Scheiben kommen. Ein weiteres in der Praxis auftretendes Problem ist ein Einklappen oder zumindest bereichsweises Zusammenklappen der Produktscheiben. Mit Hochgeschwindigkeitskameras durchgeführte Untersuchungen der Erfinder beim Schneiden von Kochschinken beispielsweise haben ergeben, dass die Scheiben im oberen Bereich, also dort, wo das Schneidmesser in das Produkt eintaucht, noch während des Schneidvorgangs zu einem Einklappen neigen, so dass zumindest einige der abgetrennten Scheiben sich nicht flach ablegen, sondern an ihrer in Abtransportrichtung vorderen Seite teilweise eingeklappt sind und im Ergebnis folglich schräg liegen. Dies ist für den jeweiligen Betreiber nicht akzeptabel, insbesondere dann, wenn mehrere nacheinander aufgeschnittene Produktscheiben eine stapelförmige oder schindelartige Portion aus übereinanderliegenden Scheiben bilden sollen. Die erwähnten Schneidmängel können Portionen zur Folge haben, die nicht nur unansehnlich sind, sondern sich zum Teil überhaupt nicht mehr ordnungsgemäß verpacken lassen und folglich aussortiert werden müssen. Beim sogenannten mehrspurigen Aufschneiden, wenn also mehrere nebeneinander liegende Produkte gleichzeitig aufgeschnitten werden, treten möglicherweise nicht in allen Spuren die erwähnten Schneidmängel auf. Die vorstehend geschilderten Probleme treten grundsätzlich sowohl bei Sichelmessern als auch bei Kreismessern auf.
- Als nächstliegender Stand der Technik wird die
DE3049147 A1 angesehen. - Aufgabe der Erfindung ist es, ein Schneidmesser der eingangs genannten Art, also ein Sichel- oder Spiralmesser, zu schaffen bzw. herstellen zu können, mit dem eine verbesserte Schneidqualität erzielt werden kann. Insbesondere soll eine möglichst gleiche Schneidqualität über die gesamte für Produkte nutzbare, auch als Schneidschachtbreite bezeichnete Schneidbreite einer Aufschneidemaschine erreicht werden.
- Die Lösung dieser Aufgabe erfolgt durch die Merkmale des unabhängigen Anspruchs 1.
- Die Erfindung ist hinsichtlich aller unabhängigen Aspekte grundsätzlich sowohl für Sichel- oder Spiralmesser als auch für Kreismesser anwendbar.
- Gemäß einem nicht zur Erfindung gehörenden ersten Aspekt der vorliegenden Offenbarung ist vorgesehen, dass jede Schneidfläche gegenüber einer zur Drehachse senkrechten Aufspannebene oder einer Schneidebene geneigt verläuft und die Neigung der Schneidflächen entlang der Umfangskante variiert. Unter der Schneidebene ist eine Ebene des Schneidmessers zu verstehen, die sich eindeutig durch die die Messerschneide bildenden Schneidkanten der Schneidzähne definieren lässt. In einer bevorzugten Ausgestaltung der Erfindung, bei der alle oder zumindest mehrere Schneidkanten in einer gemeinsamen Ebene liegen, ist diese Ebene die Schneidebene.
- Anders als bei herkömmlichen Verzahnungen ist hierbei folglich vorgesehen, dass nicht alle Schneidflächen der Schneidzähne die gleiche Neigung besitzen. Vielmehr ist vorgesehen, dass die Schneidflächen der Schneidzähne unterschiedliche Orientierungen im Raum z.B. bezüglich der Aufspannebene aufweisen.
- Die Aufspannebene kann mit der durch die Schneide des Messers definierten Schneidebene zusammenfallen. Diese Definition der Aufspannebene ist jedoch nicht zwingend. Als Aufspannebene kann z.B. auch diejenige Ebene bezeichnet werden, die von der Rückseite eines Messer-Grundkörpers festgelegt ist. In Abhängigkeit davon, ob die von der Messerschneide definierte Schneidebene von der durch die Rückseite des Messer-Grundkörpers festgelegten Ebene in Richtung der Drehachse des Messers beabstandet ist (Fall 1) oder nicht (Fall 2), ist die Aufspannebene dann von der Schneidebene beabstandet (Fall 1) oder fällt die Aufspannebene mit der Schneidebene zusammen (Fall 2). Im Fall 1 wird der in Richtung der Drehachse gemessene, von Null verschiedene Abstand zwischen der Schneidebene und der durch die Rückseite des Messer-Grundkörpers festgelegten Ebene auch als Stichmaß bezeichnet. Das Stichmaß ist im Fall 2 gleich Null.
- Bei dem unten in Verbindung mit
Fig. 3 beschriebenen Ausführungsbeispiel wird von einem Messer gemäß Fall 1 ausgegangen, bei dem die Schneidebene von der Rückseite des Messer-Grundkörpers beabstandet ist. - Für die vorliegend bezüglich der erfindungsgemäßen Verzahnung getroffenen Definitionen ist die tatsächliche Lage der Aufspannebene nicht entscheidend, sondern kommt es lediglich darauf an, dass die Aufspannebene senkrecht zur Drehachse verläuft. Deshalb ist in der vorliegenden Offenbarung teilweise in einer Alternative zur Aufspannebene von einer "zur Aufspannebene parallelen Ebene" die Rede.
- Es hat sich überraschend herausgestellt, dass mit einer derartigen Verzahnung viel bessere Schneidergebnisse, insbesondere über die gesamte jeweils zur Verfügung stehende Schneidschachtbreite, erzielt werden, als dies mit herkömmlich verzahnten Schneidmessern oder mit Schneidmessern ohne Verzahnung möglich ist. Insbesondere treten Erscheinungen wie ein Einreißen oder Zerreißen der Scheiben sowie ein Einklappen oder Zusammenklappen der Scheiben nicht mehr auf. Insbesondere in Verbindung mit Sichelmessern hat sich zudem herausgestellt, dass auch das Ablageverhalten der abgetrennten Produktscheiben verbessert werden kann.
- Die Richtung und das Ausmaß der Neigung der Schneidflächen kann grundsätzlich in Abhängigkeit von unterschiedlichen Kriterien gewählt werden, insbesondere in Abhängigkeit von den Eigenschaften des jeweils aufzuschneidenden Lebensmittelproduktes. Außerdem kann eine Anpassung an die Positionierung der aufzuschneidenden Produkte bezüglich des Schneidmessers bzw. der Drehachse des Schneidmessers erfolgen.
- Um die Neigung einer Schneidfläche geometrisch zu beschreiben, kann die Neigung als eine Überlagerung einer Verkippung und einer Anstellung beschrieben werden. Unter einer "angestellten Schneidfläche" ist hier zu verstehen, dass die Schneidfläche - mehr oder weniger stark ausgeprägt, insbesondere in Abhängigkeit von der Größe des Anschnittwinkels der Schneidkante, siehe unten - in die bestimmungsgemäße Rotationsrichtung des Messers weist.
- Alternativ kann die Neigung einer Schneidfläche unter Einbeziehung ihrer Schneidkante mithilfe eines einzigen Winkels definiert werden, den die Schneidfläche mit der Schneidebene einschließt. Die Schneidkante bildet dann die Schnittlinie zwischen der Schneidfläche und der Schneidebene. Dies setzt voraus, dass - gemäß der Erfindung - die Schneidkante in der Schneidebene liegt, bezüglich welcher die Neigung der Schneidfläche definiert werden soll. Im Folgenden soll dieser Winkel, unter welchem also die Schneidfläche geneigt zur Schneidebene verläuft, als der Kippwinkel KW bezeichnet werden. Diese Definition bildet einen nicht zur Erfindung gehörenden dritten Aspekt der vorliegenden Offenbarung.
- Wenn die um den Kippwinkel KW gegenüber der Schneidebene geneigte Schneidfläche angestellt ist und folglich in die bestimmungsgemäße Rotationsrichtung des Messers weist, dann heißt dies gleichzeitig, dass die Schneidkante der Schneidfläche einen von Null verschiedenen Anschnittwinkel aufweist. Dieser Anschnittwinkel lässt sich auf unterschiedliche Art und Weise definieren und stellt den erfindungsgemäßen Aspekt (Anspruch 1) der vorliegenden Offenbarung dar.
- Wie weiter oben bereits erwähnt, können alle drei vorstehend genannten Aspekte sowohl an einem Sichel- oder Spiralmesser als auch an einem nicht zur Erfindung gehörenden Kreismesser realisiert werden.
- In einer bevorzugten Ausgestaltung der Erfindung ist vorgesehen, dass jede Schneidfläche gegenüber der Schneidebene um den Kippwinkel KW geneigt und gleichzeitig die Schneidkante jeder Schneidfläche einen Anschnittwinkel aufweist, z.B, gegenüber der Bewegungstangente an einem definierten Punkt der Schneidkante, beispielsweise dem hinteren Endpunkt der Schneidkante.
- Unterschiedliche Neigungen der Schneidflächen können also beispielsweise dadurch erreicht werden, dass bei gleichbleibendem Anschnittwinkel der Kippwinkel variiert wird, oder umgekehrt. Alternativ ist es möglich, beide Winkel zu variieren. Die sich jeweils ergebende Neigung einer Schneidfläche kann in Abhängigkeit von der Umfangsposition gewählt werden, an welcher sich der betreffende Schneidzahn befindet.
- Wenn also die Neigung der Schneidflächen variiert, dann kann entweder nur der Kippwinkel oder nur der Anschnittwinkel variieren und der jeweils andere Winkel konstant, und zwar entweder Null oder von Null verschieden sein. Alternativ können beide Winkel variieren. Folglich kann entlang der Umfangskante eine Vielzahl von unterschiedlichen Winkelkombinationen realisiert werden.
- An dieser Stelle ist klarzustellen, dass dann, wenn von einer entlang der Umfangskante variierenden Neigung der Schneidflächen die Rede ist, hierdurch nicht ausgeschlossen ist, dass die Schneidflächen von zwei oder mehr Schneidzähnen identisch geneigt sind. Mit anderen Worten müssen nicht alle Schneidzähne unterschiedlich geneigte Schneidflächen aufweisen.
- In einem bevorzugten Ausführungsbeispiel ist vorgesehen, dass lediglich der Kippwinkel der Schneidflächen entlang der Umfangskante variiert, wobei der Anschnittwinkel der Schneidkanten zwar entlang der Umfangskante konstant, aber von Null verschieden ist. Unabhängig davon, ob sich die Schneidflächen - in Umfangsrichtung betrachtet - überlappen oder nicht, können die angestellten, also die jeweils einen von Null verschiedenen Anschnittwinkel aufweisenden Schneidkanten der Schneidflächen als eine gestaffelte oder schuppenartige Anordnung bezeichnet werden, die sich insbesondere dadurch auszeichnet, dass jeweils zwischen zwei aufeinanderfolgenden Schneidflächen ein Übergang vorhanden ist, der grundsätzlich beliebig ausgestaltet werden kann, sich vorzugsweise aber stets dadurch auszeichnet, dass im Bereich des Übergangs die beiden unmittelbar aufeinanderfolgenden Schneidflächen bezüglich der Drehachse gegeneinander versetzt sind. Mit anderen Worten ist bei einem Übergang von einer Schneidfläche zur Schneidfläche eines in Umfangsrichtung unmittelbar folgenden Schneidzahns ein Höhenversatz oder ein Sprung vorhanden.
- Gemäß der Erfindung ist aber trotz dieses Höhenversatzes oder Sprungs vorgesehen, dass eine nicht unterbrochene, in der Schneidebene liegende wirksame Schneidkante vorhanden ist, die von den Schneidzähnen und den Übergängen gemeinsam zusammenhängend gebildet ist und hier auch als durchgehende Schneide bezeichnet wird.
- Versuche der Erfinder haben ergeben, dass sich die Schneidqualität erheblich steigern lässt, wenn zumindest einige der Schneidkanten der Schneidflächen mit einem von Null verschiedenen Anschnittwinkel versehen werden, so dass - wenn gemäß der bevorzugten Ausgestaltung der Verzahnung bei unmittelbar aufeinanderfolgenden Schneidzähnen deren Schneidflächen jeweils angestellt sind - zwischen diesen Schneidflächen ein als solcher identifizierbarer Übergang vorhanden ist.
- Wie bereits erwähnt, betrifft die Erfindung (Anspruch 1) die Orientierung der Schneidkanten, die grundsätzlich unabhängig von der Größe und der Orientierung der Schneidflächen und auch unabhängig davon, ob die Schneidflächen eben oder gekrümmt sind, beschrieben und definiert werden können.
- Gemäß der Erfindung ist u.a. vorgesehen, dass zumindest einige Schneidkanten oder jede Schneidkante mit einer Verbindungsstrecke einen von Null verschiedenen Anschnittwinkel einschließt, wobei die Verbindungsstrecke die beiden hinteren Enden einer jeweiligen Schneidkante und der unmittelbar nachfolgenden Schneidkante miteinander verbindet.
- Durch den Anschnittwinkel bzw. durch die Orientierung der Schneidkanten kann - grundsätzlich für jede Schneidkante individuell - festgelegt werden, wie eine jeweilige Schneidkante, z.B. in einem messerfesten Bezugssystem, orientiert ist und somit unter welcher Orientierung die betreffende Schneidkante in das jeweils aufzuschneidende Produkt einschneidet. Für eine in einer definierten Ebene liegende, gerade Schneidkante genügt ein Punkt auf der Schneidkante für eine eindeutige Definition ihrer Orientierung.
- Alternativ zu einem bei der nicht zur Erfindung gehörenden Definition bezüglich des Bewegungsvektors - insofern willkürlich - gewählten Mittelpunkt der Schneidkante kann auch ein anderer Punkt der Schneidkante gewählt werden, beispielsweise einer der beiden Endpunkte der Schneidkante. Auch die nicht zur Erfindung gehörende Definition der Orientierung der Schneidkante in Bezug auf die Bewegungstangente, also auf den Bewegungsvektor, ist prinzipiell willkürlich, bietet sich aber insofern an, als der Bewegungsvektor eines Punktes auf der Schneidkante angibt, in welcher Richtung sich dieser Punkt der Schneidkante im Moment des Einschneidens in das Produkt relativ zu dem Produkt bewegt.
- Allgemein ist der absolute Wert des Winkels zwischen der Schneidkante und dem Bewegungsvektor eines Punktes auf der Schneidkante davon abhängig, um welchen Punkt auf der Schneidkante es sich handelt. Wenn im Folgenden absolute Werte für den Anschnittwinkel angegeben sind, dann beziehen sich diese - soweit der Anschnittwinkel bezüglich des Bewegungsvektors definiert, d.h. zwischen dem Bewegungsvektor und der Schneidkante gemessen wird - stets auf den in Rotationsrichtung hinteren Punkt der betreffenden Schneidkante.
- Bei einem Sichelmesser ist es, anders als bei einem Kreismesser, bereits aufgrund des definitionsgemäß in Umfangsrichtung abnehmenden - in bestimmungsgemäßer Rotationsrichtung betrachtet - Radius gegeben, dass das in bestimmungsgemäßer Rotationsrichtung gesehen vordere Ende jeder Schneidkante auf einem kleineren Radius liegt als das hintere Ende der betreffenden Schneidkante. Es ist erfindungsgemäß bei einem Sichelmesser aber eine stärkere "Schrägstellung" der Schneidkanten vorgesehen, d.h. das vordere Ende liegt bevorzugt auf einem Radius, der kleiner ist als der Radius, auf dem das vordere Ende läge, wenn das vordere Ende und das hintere Ende auf einer gedachten Kurve lägen, die der Schneidkante eines herkömmlichen unverzahnten Sichelmessers entspricht.
- Folglich ist die Orientierung der Schneidkanten erfindungsgemäß so definiert, dass zumindest einige Schneidkanten oder jede Schneidkante mit einer Verbindungsstrecke einen von Null verschiedenen Anschnittwinkel einschließt, wobei die Verbindungsstrecke die beiden hinteren Enden einer jeweiligen Schneidkante und der unmittelbar nachfolgenden Schneidkante miteinander verbindet.
- Insbesondere können bei einem Sichelmesser alle hinteren Enden der Schneidkanten und/oder alle vorderen Enden der Schneidkanten jeweils auf einer gedachten Kurve, die kein Kreis ist, liegen, die zumindest näherungsweise der Schneidkante eines herkömmlichen unverzahnten Sichelmessers entspricht. Die Verbindungsstrecken bilden dann gemeinsam einen Polygonzug, der diese gedachte Kurve annähert. Es weisen erfindungsgsgemäß die Schneidkanten des Messers insofern eine "stärkere Schrägstellung" auf, als jede Schneidkante mit ihrer Verbindungsstrecke einen von Null verschiedenen Winkel einschließt, der hier ebenfalls als Anschnittwinkel bezeichnet werden soll. Das vordere Ende jeder Schneidkante liegt folglich nicht auf einer die beiden unmittelbar benachbarten hinteren Enden verbindenden Verbindungsstrecke, sondern auf einem kleineren Radius.
- Die in dieser Offenbarung angegebenen Wertebereiche für den Anschnittwinkel gelten sowohl für dessen nicht zur Erfindung gehörenden Definition bezüglich des Bewegungsvektors als auch für dessen erfindungsgemäße Definition bezüglich der Verbindungsstrecke. Für eine gegebene Verzahnung ist der konkrete Wert für die Größe des Anschnittwinkels von dessen Definition abhängig, wobei aber zumindest für die in der Praxis an Hochgeschwindigkeitsslicern zum Aufschneiden von Lebensmittelprodukten eingesetzten Schneidmesser der Unterschied aufgrund der geringen Länge einer Schneidkante im Vergleich zur Gesamtlänge der Umfangskante des Messers klein oder vernachlässigbar ist.
- Ein bevorzugtes Ausführungsbeispiel, mit welchem sich außerordentlich gute Schneidergebnisse erzielen lassen, wird nachstehend in Verbindung mit der Zeichnung beschrieben. Bei diesem Ausführungsbeispiel handelt es sich um ein Sichelmesser. Außerordentlich gute Schneidergebnisse lassen sich auch mit einem entsprechend ausgestalteten, nicht zur Erfindung gehörenden Kreismesser erzielen, wie an unterschiedlichen Produkten, darunter Käse, durchgeführte Versuche ergeben haben.
- Weitere vorteilhafte Ausgestaltungen der Erfindung, die grundsätzlich für alle Aspekte der vorliegenden Offenbarung möglich sind und - sofern nichts anderes erwähnt ist - sowohl an nicht zur Erfindung gehörenden Kreismessern als auch an Sichel- oder Spiralmessern realisiert werden können, sind auch in den abhängigen Ansprüchen, der nachfolgenden Beschreibung sowie der Zeichnung angegeben.
- Was die Schneidkante anbetrifft, so kann ein von Null verschiedener Anschnittwinkel in einem Bereich von etwa 1° bis 10° liegen und vorzugsweise etwa 3° bis 6° betragen. Alternativ kann der Anschnittwinkel in einem Bereich von etwa 10° bis 20° liegen. Wie bereits erwähnt, zeichnet sich ein bevorzugtes Ausführungsbeispiel dadurch aus, dass der Anschnittwinkel für alle Schneidflächen konstant ist.
- Des Weiteren ist bevorzugt vorgesehen, dass die Schneidflächen jeweils in die bestimmungsgemäße Rotationsrichtung weisend angestellt sind.
- Bevorzugt sind die Schneidflächen jeweils zumindest im Wesentlichen planar oder ohne Kanten gekrümmt. Alternativ zu planaren Schneidflächen sind folglich auch zumindest leicht z.B. konkav oder konvex gekrümmte Schneidflächen möglich. Derartige Schneidflächen können beispielsweise mittels eines sogenannten Formfräsers oder mittels eines Schleifwerkzeugs hergestellt werden. Analog zu der vorstehend dargelegten geometrischen Definition kann auch für derart gekrümmte Schneidflächen zumindest näherungsweise ein Bezug, z.B. eine Bezugsebene oder Bezugslinien mit Krümmungsradien, definiert werden, um die Neigung der jeweiligen gekrümmten Schneidfläche bezüglich der Aufspannebene oder der Schneidebene eindeutig zu definieren.
- Wie bereits erwähnt, ist ein weiterer Parameter der erfindungsgemäßen Verzahnung die Orientierung der Schneidkanten der Schneidzähne. Gemäß der Erfindung ist vorgesehen, dass zumindest einige Schneidkanten oder jede Schneidkante mit einer Verbindungsstrecke einen von Null verschiedenen Anschnittwinkel einschließt, wobei die Verbindungsstrecke die beiden hinteren Enden einer jeweiligen Schneidkante und der unmittelbar nachfolgenden Schneidkante miteinander verbindet.
- Die Größe des Anschnittwinkels einer oder jeder Schneidkante ist grundsätzlich beliebig und kann in Abhängigkeit von den Eigenschaften des jeweils aufzuschneidenden Lebensmittelprodukts gewählt werden. Vorzugsweise beträgt der Anschnittwinkel einige wenige Grad, insbesondere nicht mehr als etwa 10° und z.B. im Bereich zwischen 3° bis 6°, wobei grundsätzlich aber auch größere Anschnittwinkel möglich sind.
- Die Schneidkanten sind erfindungsgemäß jeweils derart orientiert, dass ein in bestimmungsgemäßer Rotationsrichtung gesehen vorderes Ende jeder Schneidkante - bezogen auf die Drehachse des Messers - auf einem kleineren Radius liegt als das hintere Ende der betreffenden Schneidkante. Der Verlauf jeder Schneidkante zwischen ihrem vorderen Ende und ihrem hinteren Ende kann grundsätzlich beliebig sein, d.h. sowohl ein geradliniger Verlauf als auch ein prinzipiell beliebig gekrümmter Verlauf sind möglich.
- Erfindungsgemäß ist vorgesehen, dass jeweils die Schneidkanten zweier unmittelbar aufeinanderfolgender Schneidzähne durch eine Übergangskante miteinander verbunden sind, wobei die Übergangskante als eine Schneidkante ausgebildet ist.
- Als Schneide des erfindungsgemäßen Schneidmessers sind folglich nicht nur die Schneidkanten der Schneidzähne bzw. die die Schneidflächen radial außen begrenzenden Schneidkanten wirksam, sondern auch die Übergangskanten, die jeweils zwei in Umfangsrichtung unmittelbar aufeinanderfolgende Schneidkanten der Schneidzähne miteinander verbinden. Folglich kann durch die Form bzw. den Verlauf eines Übergangs zwischen zwei unmittelbar aufeinanderfolgenden Schneidflächen das Schneidverhalten des erfindungsgemäßen Schneidmessers ebenfalls beeinflusst werden.
- Des Weiteren ist erfindungsgemäß vorgesehen, dass alle Schneidkanten in einer gemeinsamen Ebene liegen, nämlich in der Schneidebene und dass alle Schneidkanten und alle jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten verbindenden Übergangskanten gemeinsam eine nicht unterbrochene Schneide bilden, nämlich in der Schneidebene.
- Dies ist erfindungsgemäß zwingend. In nicht zur Erfindung gehörenden Ausgestaltungen können die Schneidkanten auch in unterschiedlichen Ebenen liegen. Insbesondere kann hierbei prinzipiell z.B. vorgesehen sein, dass die Schneidkanten jeweils die Aufspannebene oder eine zur Aufspannebene parallele Ebene schneiden. Auch kann hierbei z.B. vorgesehen sein, dass eine von allen Schneidkanten und allen jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten verbindenden Übergangskanten gemeinsam gebildete, nicht unterbrochene Schneide die Aufspannebene oder eine zur Aufspannebene parallele Ebene mehrfach schneidet, und zwar abwechselnd von der einen Seite und von der anderen Seite dieser Ebene kommend, wobei die die Ebene schneidenden Abschnitte der Schneide entweder nur Schneidkanten, nur Übergangskanten oder sowohl Schneidkanten als auch Übergangskanten sind.
- Die als Schneide wirksame Umfangskante eines nicht erfindungsgemäßen Messers kann mit einem sogenannten Freiwinkel versehen sein, der von Null verschieden ist, was unten in Verbindung mit
Fig. 5a und 5b näher erläutert wird. Ist der Freiwinkel von Null verschieden, liegen die Schneidkanten und die Übergangskanten nicht in einer gemeinsamen Ebene. Erfindungsgemäß ist aber ein Freiwinkel von 0° vorgesehen, so dass in einer bevorzugten Ausführungsform alle Schneidkanten und alle Übergangskanten in einer gemeinsamen Ebene liegen, und zwar in der Aufspannebene oder in einer zur Aufspannebene parallelen Ebene. - Des Weiteren ist bevorzugt vorgesehen, dass die Schneidflächen jeweils radial außen die Aufspannebene schneiden, wobei die Schnittlinien jeweils die Schneidkante bilden, und radial innen eine Schrägfläche des Schneidmessers schneiden, die mit der Aufspannebene einen Winkel einschließt. Vorzugsweise ist dieser Winkel zwischen der Schrägfläche und der Aufspannebene kleiner als der kleinste Kippwinkel der Schneidflächen, so dass eine gedachte radiale Verlängerung der Schrägfläche die Aufspannebene radial außerhalb der Schneidkanten der Schneidflächen schneiden würde.
- In einer weiteren bevorzugten Ausführungsform sind die Schneidkanten und/oder Übergangskanten, die jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten verbinden, jeweils geradlinig. Alternativ sind auch zumindest leicht z.B. konkav oder konvex gekrümmte Schneidkanten und/oder Übergangskanten möglich. Analog zu der vorstehend dargelegten geometrischen Definition kann auch für eine gekrümmte Schneidkante zumindest näherungsweise eine Gerade analog zu der vorstehend dargelegten Bewegungstangente definiert werden, die eine eindeutige Definition der Orientierung der Schneidkante ermöglicht.
- Gemäß der Erfindung sind jeweils die Schneidflächen zweier unmittelbar aufeinanderfolgender Schneidzähne durch eine Übergangsfläche miteinander verbunden, wobei die Übergangsfläche als eine bezüglich der Schneidflächen zurückspringende Vertiefung ausgebildet ist.
- Die Vertiefung kann als in radialer Richtung verlaufende Kerbe, Rinne, Furche oder Nut ausgebildet sein. Die Vertiefung kann einen Freistich bilden.
- Bevorzugt ist jeweils die radiale Erstreckung zweier unmittelbar aufeinanderfolgender Schneidzähne zumindest im Wesentlichen gleich der radialen Erstreckung der Übergangsfläche zwischen den beiden Schneidflächen. Mit anderen Worten gehen die Schneidflächen jeweils über ihre gesamte radiale Erstreckung in die Übergangsfläche über.
- Zwischen den Schneidflächen und der Übergangsfläche kann jeweils eine Übergangskante vorhanden sein. Bei diesen Übergangskanten kann es sich jeweils um eine relativ scharfe, nicht abgerundete Kante oder um eine abgerundete Kante mit einem vergleichsweise geringen Krümmungsradius handeln. Alternativ kann die Übergangskante einen vergleichsweise sanften Übergang bilden und insbesondere mit einem vergleichsweise großen Krümmungsradius abgerundet sein. Hierdurch kann von den Schneidflächen und Übergangsflächen insgesamt eine wellenförmige Fläche gebildet werden. Auch ist es möglich, die beiden Übergangskanten unterschiedlich auszubilden, so dass der Übergang von der einen Schneidfläche in die Übergangsfläche vergleichsweise scharfkantig ausgebildet ist und der Übergang zwischen der anderen Schneidfläche und der Übergangsfläche relativ sanft verläuft.
- Die Übergangsfläche ist erfindungsgemäß radial außen durch eine die beiden Schneidkanten der beiden Schneidzähne verbindende Übergangskante begrenzt. Wie vorstehend bereits erwähnt, ist erfindungsgemäß diese Übergangskante selbst als eine Schneidkante ausgebildet sein.
- Die Querschnittsform der Übergangsfläche bzw. deren Profil kann grundsätzlich beliebig ausgebildet sein. Insbesondere kann die Übergangsfläche einen grundsätzlich beliebigen Verlauf zwischen den beiden Schneidflächen aufweisen. Bevorzugt besitzt die Übergangsfläche einen gekrümmten Verlauf, d.h. die Querschnittsform bzw. das Profil der Übergangsfläche ist nicht geradlinig. Vorzugsweise ist die Übergangsfläche zumindest näherungsweise U- oder V-förmig gekrümmt.
- Das Profil der Übergangsfläche ist insbesondere durch das zur Herstellung verwendete Werkzeug bestimmt. Bevorzugt wird ein zylindrisches Fräswerkzeug oder ein Schleifwerkzeug mit einer bezüglich der Aufspannebene geneigten Längsachse verwendet, so dass die durch die Vertiefung definierte Übergangsfläche radial außen die Aufspannebene schneidet.
- Alternativ ist auch ein anderes, z.B. ein geradliniges Profil der Übergangsfläche möglich, d.h. die Übergangsfläche kann dann z.B. den kürzesten Weg zwischen den beiden Übergangskanten in die angrenzenden Schneidflächen darstellen.
- Die Übergangsfläche kann, bezogen auf die Größe der benachbarten Schneidflächen, einen relevanten Teil des Umfangswinkelbereiches einnehmen. Insbesondere kann sich die Übergangsfläche über einen Umfangswinkelbereich erstrecken, der etwa das 0,1-fache bis 0,5-fache des Umfangswinkelbereiches einer der Schneidflächen beträgt.
- Bevorzugt sind die Übergänge zwischen unmittelbar aufeinanderfolgenden Schneidflächen derart ausgebildet, dass sich die beiden unmittelbar aufeinanderfolgenden Schneidflächen - in Umfangsrichtung der Drehachse betrachtet - nicht überlappen.
- Des Weiteren ist vorzugsweise vorgesehen, dass jeweils die Schneidkanten zweier aufeinanderfolgender Schneidzähne in Umfangsrichtung gesehen einander nicht überlappen und/oder nicht unmittelbar ineinander übergehen.
- Die Schneidkanten besitzen vorzugsweise eine konstante Umfangslänge und/oder eine konstante Kantenlänge, d.h. alle Schneidkanten besitzen vorzugsweise die gleiche Umfangslänge.
- Was die Schneidzähne anbetrifft, so ist insbesondere vorgesehen, dass jeder Schneidzahn eine Umfangslänge und/oder eine Zahnlänge von etwa 3 mm bis 7 mm, bevorzugt von etwa 5 mm aufweist.
- Mit dem Begriff "Umfangslänge" ist jeweils die in Umfangsrichtung gemessene Erstreckung oder Ausdehnung der Schneidkanten bzw. Schneidzähne gemeint, d.h. nicht die entlang der Schneidkante gemessene Länge der Schneidkante bzw. des Schneidzahns. Diese Länge wird in dieser Offenbarung als Kantenlänge bzw. Zahnlänge bezeichnet.
- Durch diese Unterscheidung wird dem Umstand Rechnung getragen, dass insbesondere aufgrund der Neigung der Schneidflächen und/oder dem gegebenenfalls von Null verschiedenen Anschnittwinkel der Schneidkanten die Schneidkanten jeweils nicht im geometrisch strengen Sinne auf einer Umfangslinie des Messers liegen. Folglich ist die Umfangslänge der Schneidkanten jeweils kleiner als die Teilung, da die Teilung die Summe aus der Umfangslänge der Schneidkante und der von Null verschiedenen Umfangslänge der an die betreffende Schneidkante angrenzenden Übergangskante ist. Dagegen ist es prinzipiell möglich, dass die Kantenlänge einer Schneidkante genauso groß ist wie die Teilung oder größer ist als die Teilung, wenn die Übergangskante relativ klein und/oder der Anstellwinkel der Schneidfläche relativ groß ist.
- Die Teilung der Schneidzähne ist vorzugsweise konstant und beträgt insbesondere etwa zwischen 3 mm und 6 mm, bevorzugt etwa 5 mm. Unter der Teilung der Schneidzähne ist der Abstand zwischen zwei in Umfangsrichtung unmittelbar aufeinanderfolgenden Schneidzähnen zu verstehen, und zwar gemessen zwischen einander entsprechenden Punkten der beiden Schneidzähne. Bei einer Teilung von beispielsweise 5 mm beträgt somit beispielsweise der Abstand zwischen den beiden jeweils in bestimmungsgemäßer Rotationsrichtung vorderen Enden der Schneidkanten der beiden Schneidzähne 5 mm.
- In einer alternativen Ausgestaltung kann die Teilung der Schneidzähne in Umfangsrichtung variieren, insbesondere hinsichtlich der Umfangslängen der Schneidzähne und/oder hinsichtlich der Umfangslängen der Übergänge zwischen den Schneidzähnen.
- Erfindungsgemäß ist es nicht zwingend, dass die Verzahnung des Schneidmessers in jedem Umfangsbereich identisch ausgeführt ist, d.h. nicht alle Schneidzähne des Schneidmessers sind zwingend identisch ausgebildet, wobei eine derartige Ausgestaltung gleichwohl von der Erfindung umfasst ist. Außerdem ist es erfindungsgemäß nicht zwingend, dass die gesamte wirksame Schneide des Schneidmessers mit einer Verzahnung versehen ist.
- In einer bevorzugten Ausgestaltung des erfindungsgemäßen Schneidmessers ist zumindest im Wesentlichen die gesamte wirksame Schneide mit einer Verzahnung versehen, die jedoch in einzelnen Umfangsbereichen unterschiedlich ausgebildet ist.
- Gemäß einem Ausführungsbeispiel weist die Umfangskante wenigstens einen Umfangsbereich vom Typ I mit einer Mehrzahl von Schneidzähnen auf, deren Schneidflächen den gleichen Kippwinkel aufweisen.
- Des Weiteren kann vorgesehen sein, dass die Umfangskante wenigstens einen Umfangsbereich vom Typ II mit einer Mehrzahl von Schneidzähnen aufweist, deren Schneidflächen einen variierenden Kippwinkel aufweisen.
- Des Weiteren kann vorgesehen sein, dass die Umfangskante einen oder mehrere Umfangsbereiche vom Typ I und zusätzlich einen oder mehrere Umfangsbereiche vom Typ II aufweist.
- Bei einem Umfangsbereich vom Typ II kann vorgesehen sein, dass der Kippwinkel jeweils von einem Schneidzahn zu einem unmittelbar benachbarten Schneidzahn variiert, oder dass der Kippwinkel jeweils von einer Gruppe von n > 1 aufeinanderfolgenden Schneidzähnen mit untereinander gleichem Kippwinkel zu einer unmittelbar benachbarten Gruppe von m > 1 aufeinanderfolgenden Schneidzähnen mit untereinander gleichem Kippwinkel variiert. Insbesondere gilt n = m = 2, 3, 4 oder 5. Mit anderen Worten kann in einem Umfangsbereich vom Typ II der Kippwinkel entweder von Zahn zu Zahn oder von Zahngruppe zu Zahngruppe variieren.
- In einer besonders bevorzugten Ausgestaltung ist vorgesehen, dass die Umfangskante zwischen zwei Umfangsbereichen vom Typ I einen Umfangsbereich vom Typ II umfasst, in welchem der Wert des Kippwinkels von dem Kippwinkelwert des einen Umfangsbereichs vom Typ I zu dem Kippwinkelwert des anderen Umfangsbereichs vom Typ I variiert.
- Gemäß einer bevorzugten Weiterbildung ist vorgesehen, dass der Krümmungsradius der Umfangskante in bestimmungsgemäßer Rotationsrichtung gesehen von einem größten Radius zu einem kleinsten Radius abnimmt, wobei der Wert des Kippwinkels des Umfangsbereiches vom Typ II in Rotationsrichtung gesehen von einem größeren Kippwinkelwert zu einem kleineren Kippwinkelwert abnimmt, insbesondere in gleich großen Winkelschritten von Schneidzahn zu Schneidzahn.
- Auf diese Weise kann durch eine entsprechende Kippstellung der einzelnen Schneidflächen entlang der Umfangskante ein Schneidenverlauf erhalten werden, der sowohl ein optimales Eintauchverhalten als auch ein optimales Ablageverhalten zeigt. Insbesondere kann ein Schneidenverlauf nachgebildet werden, wie er z.B. aus dem Stand der Technik für Sichelmesser mit unverzahnter Messerschneide bekannt ist und bei dem - wie eingangs in Verbindung mit
DE 10 2007 040 350 A1 erwähnt - in einem Eintauchbereich ein vergleichsweise flacher Schneidenwinkel und in einem Ablagebereich ein vergleichsweise steiler Schneidenwinkel vorhanden ist. - Entsprechend kann bei dem erfindungsgemäßen Schneidmesser in einem den Eintauchbereich bildenden Umfangsbereich vom Typ I der Kippwinkel der Schneidflächen der Schneidzähne vergleichsweise klein gewählt werden, wohingegen in einem den Ablagebereich bildenden Umfangsbereich vom Typ I der Kippwinkel der Schneidflächen relativ groß gewählt wird. Der Übergangsbereich zwischen Eintauchbereich und Ablagebereich wird dann von dem Umfangsbereich vom Typ II gebildet, in welchem - vom Eintauchbereich aus gesehen - der Kippwinkel der Schneidflächen ausgehend von dem kleineren Wert des Eintauchbereiches bis zu dem größeren Wert im Ablagebereich zunimmt, wobei diese Zunahme stetig von Schneidzahn zu Schneidzahn oder von Schneidzahngruppe zu Schneidzahngruppe mit jeweils innerhalb einer Gruppe konstantem Kippwinkel erfolgen kann, wie es vorstehend bereits allgemein dargelegt wurde.
- In einer möglichen Ausgestaltung eines erfindungsgemäßen Schneidmessers, das als Sichelmesser oder Spiralmesser ausgebildet ist, erstreckt sich der Ablagebereich etwa über einen doppelt so großen Umfangswinkelbereich wie der Eintauchbereich, wobei der Übergangsbereich zwischen dem Eintauchbereich und dem Ablagebereich sich über einen Umfangswinkelbereich erstreckt, der etwas mehr als die Hälfte des Umfangswinkelbereiches des Eintauchbereiches beträgt.
- In einer weiteren möglichen Ausgestaltung des Schneidmessers kann der größere Kippwinkelwert des einen Umfangsbereiches vom Typ I im Bereich von 20° bis 30° liegen und bevorzugt zwischen 22° und 26° betragen, wobei der kleinere Kippwinkelwert des anderen Umfangsbereiches vom Typ I im Bereich von 15° bis 22° liegt und bevorzugt zwischen 17° und 19° beträgt, und wobei im Umfangsbereich vom Typ II jede Winkelveränderung im Bereich von 0,2° bis 1°, bevorzugt im Bereich von 0,25° bis 0,5° liegt.
- In einer konkreten Ausgestaltung beträgt der kleinere Kippwinkelwert etwa 18°, wobei entweder der größere Kippwinkelwert etwa 26° und jede Winkelveränderung etwa 0,5° beträgt, oder der größere Kippwinkelwert etwa 22° und jede Winkelveränderung etwa 0,25° beträgt.
- Auch bei einem als Kreismesser ausgebildeten, nicht zur Erfindung gehörenden Schneidmesser kann die Neigung bzw. der Kippwinkel der Schneidflächen entweder über die gesamte Umfangskante konstant sein oder entlang der Umfangskante variieren. Bei variierendem Kippwinkel können mehrere Umfangsbereiche vorgesehen sein, von denen sich zumindest zwei Umfangsbereiche hinsichtlich des Wertes des innerhalb des jeweiligen Umfangsbereiches konstanten Kippwinkels oder hinsichtlich des Änderungsverhaltens des Kippwinkels innerhalb des jeweiligen Umfangsbereiches oder dadurch unterscheiden, dass in dem einen Umfangsbereich der Kippwinkel konstant ist und in dem anderen Umfangsbereich der Kippwinkel variiert.
- So kann z.B. der Kippwinkel "wellenartig" variieren und von Umfangsbereich zu Umfangsbereich abwechselnd zunehmen und abnehmen und beispielsweise zwischen einem Minimum von z.B. 18° und einem Maximum von z.B. 22° oder 26° "oszillieren". Der "Gradient" kann z.B. 0,25° oder 0,5° pro Schneidzahn sein, d.h. der Kippwinkel kann sich in gleich großen Winkelschritten von Schneidzahn zu Schneidzahn verändern.
- Bevorzugt ist eine Variation des Kippwinkels über die Umfangskante des Kreismessers symmetrisch, da bei einem Kreismesser - anders als bei einem Sichelmesser- aufgrund der Überlagerung der Eigenrotation um die Drehachse und der Umlaufbewegung um die parallel versetzt zur Drehachse verlaufende Achse - in der Praxis nicht vorherbestimmt wird, mit welchem Umfangsbereich das Kreismesser auf ein aufzuschneidendes Produkt trifft. So kann z.B. im Fall der vorstehend erwähnten "wellenartigen" Variation des Kippwinkels der Gesamtumfang von 360° ein ganzzahliges Vielfaches einer Periode der "Kippwinkel-Oszillation" sein.
- Mehrfach wurde bereits erwähnt, dass sich mit einem erfindungsgemäßen Schneidmesser überraschend gute Schneidergebnisse erzielen lassen. Gerade bei kritischen Produkten wie beispielsweise Kochschinken konnte eine deutliche Verminderung bis Beseitigung des sogenannten Einklapp- oder Zusammenklappeffektes bei den abgetrennten Produktscheiben beobachtet werden.
- Insgesamt lässt sich durch die Erfindung eine Verbesserung der Qualität der abgetrennten Produktscheiben erreichen. Dies erhöht die Produktausbeute und reduziert manuelle Nacharbeit an den abgetrennten Scheiben bzw. an den daraus gebildeten Portionen. Dies wiederum reduziert Stillstandszeiten an einer der Aufschneidevorrichtung nachgeschalteten Verpackungsmaschine.
- Ein besonderer Vorteil des erfindungsgemäßen Schneidmessers besteht darin, dass die verbesserte Schneidqualität gleichzeitig eine Erhöhung der Schnittgeschwindigkeit ermöglicht.
- Die erfindungsgemäße individuelle Bearbeitung der Schneidzähne und insbesondere die individuelle Ausbildung der Schneidflächen erlaubt es, vielfältige Gestaltungen einer Messerverzahnung zu realisieren. Die Schneidmesser können hierdurch gezielt an bestimmte Produkteigenschaften angepasst werden. Eine Anpassung kann außerdem hinsichtlich der Schneidgeometrie erfolgen. Insbesondere kann bei der Herstellung der Verzahnung im Hinblick auf die Anwendungen, für welche das Schneidmesser konzipiert ist, berücksichtigt werden, auf welche Weise das Messer in das jeweilige Produkt eindringt, und zwar unter Berücksichtigung der Position des Produktes in der Aufschneidevorrichtung, insbesondere in einem sogenannten Schneidschacht, sowie unter Berücksichtigung der Größe des insgesamt vorgesehenen Schneidbereiches, insbesondere der Schneidschachtbreite.
- Derartige Anpassungsmöglichkeiten sind insbesondere beim sogenannten mehrspurigen Aufschneiden, also beim gleichzeitigen Aufschneiden mehrerer nebeneinanderliegender Produkte von Bedeutung. Bei einem mehrspurigen Aufschneiden werden die Produkte der durch die Messerschneide definierten Schneidebene gleichzeitig zumindest im Wesentlichen rechtwinklig zur Schneidebene zugeführt.
- Die Erfindung wird im Folgenden beispielhaft unter Bezugnahme auf die Zeichnung beschrieben. Es zeigen:
- Fig. 1
- eine Draufsicht entlang der Drehachse auf eine mögliche Ausführungsform eines erfindungsgemäßen Schneidmessers,
- Fig. 2
- eine vergrößerte Ansicht eines Teils der Verzahnung des Schneidmessers von
Fig. 1 , - Fig. 3
- verschiedene Ansichten eines erfindungsgemäßen Schneidmessers mit vergrößerten Detailansichten zur Erläuterung der Ausgestaltung der Messerverzahnung,
- Fig. 4
- einen vergrößerten Ausschnitt einer erfindungsgemäßen Verzahnung zur Erläuterung der Geometrie der Verzahnung, und
- Fig. 5a und 5b
- Darstellungen zur Erläuterung des Freiwinkels.
- Bei dem in
Fig. 1 dargestellten Ausführungsbeispiel eines erfindungsgemäßen Schneidmessers für einen Hochgeschwindigkeitsslicer zum Aufschneiden von Lebensmittelprodukten, wie er dem Fachmann grundsätzlich bekannt ist, handelt es sich um ein Sichelmesser, das während eines Schneidbetriebs um eine Drehachse 11 in einer bestimmungsgemäßen Rotationsrichtung Rot rotiert. - Die radial äußere, als Schneide wirksame Umfangskante 13 des Schneidmessers 10 erstreckt sich ungefähr über einen Umfangswinkelbereich von knapp 270°, und zwar von einem kleinsten Radius Rmin bis zu einem größten Radius Rmax.
- In einem Aufschneidebetrieb taucht das rotierende Messer 10 mit einem Eintauchbereich 33, der beispielsweise sich über einen Umfangswinkelbereich von 74° erstreckt und eine Umfangslänge von etwa 317 mm aufweist, in das jeweils aufzuschneidende Produkt ein. An den Eintauchbereich 33 schließt sich ein Übergangsbereich 32 an, der sich beispielsweise über einen Umfangswinkelbereich von 41° erstreckt und eine Umfangslänge von etwa 205 mm aufweist. An diesen Übergangsbereich 32 der Umfangskante 13 schließt sich ein Ablagebereich 31 der Messerschneide an, welcher sich über einen Umfangswinkelbereich von etwa 150° erstreckt und eine Umfangslänge von etwa 917 mm aufweist.
- Die diese drei Bereiche 31, 32 und 33 aufweisende Messerschneide ist mit einer erfindungsgemäßen Verzahnung versehen, auf die nachstehend näher eingegangen wird. Jeder Schneidzahn der Verzahnung besitzt unter anderem eine zur Vorderseite des Messers 10 weisende Schneidfläche 17 (vgl.
Fig. 2 ), die eine bestimmte Neigung aufweist. Die drei Bereiche 31, 32, 33 unterscheiden sich voneinander hinsichtlich der Neigung der Schneidflächen 17. Dies wird nachstehend näher erläutert. - Die
Fig. 1 ist eine Draufsicht auf die Vorderseite des Messers 10, welche während des Schneidbetriebs dem jeweils aufzuschneidenden Produkt oder den jeweils gleichzeitig aufzuschneidenden Produkten abgewandt ist. Die Drehachse 11 verläuft zentral durch eine kreisförmige Aufnahmeöffnung 12 des Messers 10, mittels welcher das Messer 10 an einer Messerhalterung der hier nicht dargestellten Aufschneidevorrichtung angebracht werden kann. Die Messerhalterung umfasst z.B. eine Rotornabe eines Hochgeschwindigkeitsslicers, wie es dem Fachmann grundsätzlich bekannt ist. - An die Aufnahmeöffnung 12 schließt sich eine Stirnfläche 38 an, die in diesem Ausführungsbeispiel planar ausgebildet ist und senkrecht zur Drehachse 11 verläuft.
- Wie auch die Darstellungen ganz links und ganz rechts in
Fig. 3 zeigen, schließt sich radial außen an die Stirnfläche 38 eine Schrägfläche 37 an, von der aus sich die einzelnen Schneidflächen 17 der Schneidzähne 15 (Fig. 2 ) radial nach außen erstrecken. Der Kippwinkel der Schrägfläche 37, also der Winkel zwischen der Schrägfläche 37 und einer Aufspannebene AE (vgl.Fig. 3 ), ist kleiner als der kleinste bei den Schneidflächen 17 vorgesehene Kippwinkel. Mit anderen Worten verläuft die Schrägfläche 37 flacher als jede Schneidfläche 17, so dass eine gedachte radiale Verlängerung der Schrägfläche 37 die Aufspannebene AE radial außerhalb der Umfangskante 13 (Fig. 1 ) schneiden würde. -
Fig. 2 ist ein vergrößert dargestellter Ausschnitt vonFig. 1 im Eintauchbereich 33, der oben ausgehend vom kleinsten Radius Rmin des Messers 10 die ersten neun Schneidzähne 15 der Verzahnung zeigt. WieFig. 2 zeigt, sind die Schneidflächen 17 radial außen jeweils von einer Schneidkante 19 begrenzt. Als Vertiefungen ausgebildete Übergänge 27 zwischen den Schneidzähnen 15 sind radial außen ebenfalls von einer Schneidkante 21 (Fig. 3 ) begrenzt, die jeweils zwei Schneidkanten 19 der Schneidflächen 17 verbindet. InFig. 2 ist ferner zu erkennen, dass der Übergang von der Schrägfläche 37 in die Schneidflächen 17 der Schneidzähne 15 jeweils von einer geraden Innenkante 36 gebildet wird, von deren Endpunkten aus sich jeweils eine Kante zu dem entsprechenden Endpunkt der betreffenden Schneidkante 19 erstreckt. Diese Kanten 25 (Fig. 4 ) erstrecken sich also jeweils zwischen der Schrägfläche 37 und der Aufspannebene AE. Die Innenkanten 36 können jeweils scharfkantig ausgebildet oder abgerundet sein. - Wie
Fig. 1 zeigt, ist auch zwischen der ebenen Stirnfläche 38 und der Schrägfläche 37 eine Übergangskante 39 ausgebildet. Die Kante 39 kann scharfkantig ausgebildet oder abgerundet sein. - Die erfindungsgemäße Geometrie der Schneidzähne 15, insbesondere der Schneidflächen 17 sowie der Übergänge 27, wird nachstehend in Verbindung mit den
Fig. 3 und4 näher erläutert. - In
Fig. 3 zeigt die mittlere obere Darstellung mit dem Schnitt B-B einen vergrößerten Ausschnitt der Verzahnung des Messers 10 vonFig. 1 im Ablagebereich 31. Die Darstellung darunter zeigt eine Vergrößerung der Verzahnung im Übergangsbereich 32, wohingegen die darunterliegende Darstellung mit dem Schnitt C-C eine Vergrößerung der Verzahnung im Eintauchbereich 33 zeigt. Die bestimmungsgemäße Rotationsrichtung Rot des Messers 10 ist jeweils durch einen Pfeil angegeben. Die Schneidflächen 17 sind also nicht nur gekippt, d.h. verbinden jeweils die oberhalb der Aufspannebene AE in der Schrägfläche 37 gelegene Innenkante 36 mit der Aufspannebene AE, sondern sind außerdem in Rotationsrichtung Rot weisend angestellt. - In dem Ausführungsbeispiel der
Fig. 3 sind die Schneidflächen 17 der Schneidzähne 15 in allen drei Umfangsbereichen 31, 32 und 33 der Messerverzahnung sowohl verkippt als auch angestellt. - Was den Kippwinkel KW anbetrifft, so ist
Fig. 3 zu entnehmen, dass der Kippwinkel KW im Ablagebereich 31 (obere mittlere Darstellung inFig. 3 ) vergleichsweise groß ist. Vorzugsweise beträgt der Kippwinkel KW hier 26°. Im Eintauchbereich 33 (vorletzte mittlere Darstellung inFig. 3 ) ist der Kippwinkel KW kleiner als im Ablagebereich 31. Der Kippwinkel KW beträgt hier vorzugsweise 18°. - Im Eintauchbereich 33 verlaufen die Schneidflächen 17 folglich flacher oder weniger steil als im Ablagebereich 31. Wie eingangs bereits erläutert, lassen sich hierdurch insbesondere Stauchungen des Produkts beim Eintauchen des Messers 10 vermeiden, wohingegen am Ende des Schneidvorgangs aufgrund der steileren Schneidflächen 17 im Ablagebereich 31 eine verbesserte Ablage der jeweils abgetrennten Produktscheibe erreicht werden kann.
- Im Übergangsbereich 32, von dem ein beispielhafter Ausschnitt in der zweiten mittleren Darstellung der
Fig. 3 gezeigt ist, sind die Schneidflächen 17 derart gekippt, dass jeweils drei aufeinanderfolgende Schneidflächen 17 den gleichen Kippwinkel KW aufweisen. Dabei nimmt der Kippwinkel KW ausgehend von dem Wert 26° im Übergangsbereich 32 jeweils von Dreiergruppe zu unmittelbar nachfolgender Dreiergruppe um 0,5° ab, wobei die letzte Dreiergruppe vor dem Eintauchbereich 33 einen Kippwinkel KW von 18,5° besitzt, an welche sich dann die Schneidzähne 15 des Eintauchbereiches 33 jeweils mit einem Kippwinkel KW der Schneidfläche 17 von 18° anschließen. - In einer alternativen Ausführungsform kann der Kippwinkelwert im Eintauchbereich 33 wiederum 18° betragen, wohingegen im Ablagebereich 31 der Kippwinkelwert 22° beträgt und jeder Winkelschritt zwischen unmittelbar aufeinanderfolgenden Dreiergruppen von Schneidzähnen 15 im Übergangsbereich 32 einen Wert von 0,25° besitzt.
- Die Teilung a der Verzahnung ist über den gesamten Umfangsbereich konstant und beträgt in diesem Ausführungsbeispiel 5 mm. Alternativ kann die Teilung der Verzahnung variieren, wie es im Einleitungsteil bereits dargelegt wurde.
- Durch das Anstellen der Schneidflächen 17 liegen unmittelbar aufeinanderfolgende Schneidflächen 17 nicht in einer gemeinsamen Ebene und gehen unmittelbar aufeinanderfolgende Schneidflächen 17 nicht unmittelbar ineinander über.
- In dem hier dargestellten Ausführungsbeispiel ist jeweils zwischen zwei unmittelbar aufeinanderfolgenden Schneidflächen 17 ein Übergang 27 vorhanden, der als in radialer Richtung verlaufende Vertiefung mit U-förmigem Querschnitt ausgebildet ist.
- Jeder Übergang 27 (vgl. auch
Fig. 4 ) umfasst eine Übergangsfläche 23, die radial innen über eine Übergangskante 35 in die Schrägfläche 37 übergeht und radial außen von einer Übergangskante 21 begrenzt ist, die in der Schneidebene SE liegt. - Eine Besonderheit dieses Ausführungsbeispiels besteht nun erfindungsgemäß darin, dass diese Übergangskanten 21 die Schneidkanten 19 der angrenzenden Schneidflächen 17 verbinden und selbst als Schneidkante ausgebildet sind. Hierdurch bilden alle Schneidkanten 19 und alle jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten 19 verbindenden Übergangskanten 21 gemeinsam eine durchgehende, nicht unterbrochene Gesamtschneidkante.
- Eine weitere Besonderheit besteht bei diesem Ausführungsbeispiel darin, dass diese gemeinsam von den Schneidkanten 19 und den Übergangskanten 21 gebildete, nicht unterbrochene Schneidkante durchgängig in der Schneridebene SE liegt. Dies ist durch die beiden letzten mittleren Darstellungen in
Fig. 3 veranschaulicht, wobei die letzte, unterste mittlere Darstellung schematisch einen Schnitt D-D senkrecht zur Schneidebene SE durch die strichpunktierte Linie der darüber liegenden Darstellung zeigt. - Die strichpunktierte Linie verläuft durch die tiefste Stelle der Übergangsfläche 23. Die Punkte 1 und 2 sind die Schnittpunkte der strichpunktierten Linie mit der Schneidebene SE (Punkt 1) bzw. mit der Schrägfläche 37 (Punkt 2). Die Punkte 3 und 4 sind die Schnittpunkte einer ersten Übergangskante 25 mit der Schneidebene SE (Punkt 4) bzw. mit der Schrägfläche 37 (Punkt 3), wohingegen die Punkte 5 und 6 die Schnittpunkte einer zweiten Übergangskante 25 mit der Schneidebene SE (Punkt 5) bzw. der Schrägfläche 37 (Punkt 6) sind. Die beiden Übergangskanten 25, die Schneidkante 19 und die Innenkante 36 spannen die jeweilige Schneidfläche 17 auf, die in diesem Beispiel planar ausgebildet ist, also keinen wie auch immer gekrümmten Verlauf besitzt.
- Wie der Schnittdarstellung zu entnehmen ist, liegen die Punkte 1, 4 und 5 sowie die die Punkte 5 und 4 verbindende Schneidkante 19 und die die Punkte 4 und 1 verbindende Übergangskante 21 in der Schneidebene SE, während die Punkte 2, 3 und 6 sowie die die Punkte 6 und 3 verbindende Innenkante 36 und die die Punkte 3 und 2 verbindende Übergangskante 35 in der Schrägfläche 37 liegen.
- Dabei sind aber die Punkte 6 und 3 - in radialer Richtung gemessen - unterschiedlich weit von der Drehachse 11 entfernt, wobei der Punkt 6 radial weiter außen liegt als der Punkt 3 und - da die Schrägfläche 37 gegenüber der Schneidebene SE geneigt verläuft - sich deshalb näher an der Schneidebene SE befindet als der Punkt 3, d.h. der Punkt 6 liegt tiefer als der Punkt 3. Der Punkt 2 wiederum liegt radial weiter innen als der Punkt 3 und folglich höher als der Punkt 3 und höher als der Punkt 6.
- Entsprechend liegt der Punkt 1 radial weiter innen als der Punkt 4, der wiederum radial weiter innen liegt als der Punkt 5. Alle drei Punkte 1, 4 und 5 befinden sich aber auf dem gleichen Höhenniveau, da sie in der gemeinsamen Schneidebene SE liegen.
- Darüber hinaus sind die konkreten Längen und relativen Lagen der die Punkte 3, 4, 5 und 6 verbindenden Kanten 19, 25, 36 der betreffenden Schneidfläche 17 in diesem Ausführungsbeispiel derart gewählt, dass die Schneidfläche 17 nicht nur gekippt, sondern auch angestellt ist, und zwar derart, dass die Schneidfläche 17 in Rotationsrichtung Rot weist.
- Auch der
Fig. 4 ist zu entnehmen, dass in dem dargestellten Ausführungsbeispiel die Schneidflächen 17 jeweils derart angestellt sind, dass die Schneidflächen 17 in die bestimmungsgemäße Rotationsrichtung Rot weisen. - Durch die Anstellung der Schneidflächen 17 ergibt sich radial innerhalb der Schneidkanten 19, 21 in Umfangsrichtung ein Höhenversatz oder Sprung jeweils zwischen zwei unmittelbar aufeinanderfolgenden Schneidflächen 17 im Bereich des betreffenden Übergangs 27.
- In dem hier dargestellten Ausführungsbeispiel liegen die vier Eckpunkte 19a, 19b, 36a und 36b in einer gemeinsamen Ebene, nämlich in der Ebene der planaren Schneidfläche 17. Eine planare Schneidfläche 17 ist aber nicht zwingend. Bei gleicher Relativanordnung der genannten Eckpunkte kann die Schneidfläche 17 auch konkav oder gekrümmt ausgeführt sein. Auch kann vorgesehen sein, dass die genannten Eckpunkte nicht alle in einer gemeinsamen Ebene liegen. Die Schneidfläche 17 ist dann entsprechend gekrümmt.
-
Fig. 4 zeigt rein beispielhaft die Möglichkeiten, die Orientierung der Schneidfläche 17 in einem messerfesten Bezugssystem eindeutig zu definieren. - In
Fig. 4 bildet das in bestimmungsgemäßer Rotationsrichtung Rot gesehen hintere Ende 19b der Schneidkante 19 den Bezugspunkt. Die Bewegungstangente T' am hinteren Ende 19b steht senkrecht zum Radius R durch das hintere Ende 19b und ist mit dem Bewegungsvektor den hinteren Endes 19b identisch. Bezüglich dieses Bewegungsvektors T' ist die Schneidkante 19 um einen Winkel β geneigt, und zwar derart, dass die Schneidkante 19 in Rotationsrichtung Rot weist. - Eine weitere alternative Möglichkeit zur Definition der "Schrägstellung" der Schneidkanten 19 und somit des Anschnittwinkels AsW ist ebenfalls in
Fig. 4 dargestellt. - Wie im Einleitungsteil erwähnt, kann als Anschnittwinkel AsW der Winkel zwischen einer Schneidkante 19 und z.B. derjenigen (in
Fig. 4 strichpunktierten) Verbindungsstrecke V definiert werden, die das hintere Ende 19b der betreffenden Schneidkante 19 und das hintere Ende 19b der sich in bestimmungsgemäßer Rotationsrichtung Rot unmittelbar anschließenden Schneidkante 19 miteinander verbindet. - Wie ebenfalls einleitend erwähnt, bilden alle diese Verbindungsstrecken V gemeinsam einen Polygonzug, der eine gedachte stetige Kurve, die kein Kreis ist, annähert, auf der alle hinteren Ende 19b der Schneidkanten 19 liegen und die zumindest näherungsweise der Schneidkante eines herkömmlichen unverzahnten Sichelmessers entspricht. Das vordere Ende 19a jeder Schneidkante liegt in diesem Ausführungsbeispiel nicht auf der betreffenden Verbindungsstrecke V, sondern auf einem kleineren Radius, d.h. näher an der Drehachse des Messer als jeder Punkt auf der Verbindungsstrecke V. Die Schneidkante kann aber auch auf der Verbindungslinie V liegen.
- Grundsätzlich ist es auch möglich, dass die Schneidflächen 17 jeweils aus mehreren Einzelflächen bestehen, die jeweils planar und/oder beispielsweise konvex oder konkav gekrümmt sind. Insbesondere können die Schneidflächen 17 kantige oder abgerundete Übergänge zwischen den Einzelflächen aufweisen. Vorzugsweise sind die Schneidflächen 17 allerdings dann, wenn sie gekrümmt sind, jeweils ein Teil einer im mathematischen Sinne regulären oder differenzierbaren Fläche und besitzen folglich keine Kanten.
-
Fig. 5a zeigt am Beispiel herkömmlicher Messer die Definition des sogenannten Freiwinkels FW jeweils in einem Schnitt senkrecht zur durch die Schneidkante SK definierten Schneidebene SE und parallel zur nicht dargestellten Drehachse. In der linken Darstellung ist FW = 0°, d.h. an der Messerrückseite RS liegt eine an die Schneidkante SK angrenzende Fläche FL in der Schneidebene SE. Dagegen zeigt die rechte Darstellung ein nicht erfindungsgemäßes Messer mit einem von Null verschiedenen Freiwinkel FW. - Aus
Fig. 5b ergbt sich, dass bei einem nicht erfindungsgemäßen Messer und einem von Null verschiedenen Freiwinkel FW die Schneidkanten 19 und Übergangskanten 21 (und somit die Punkte 1, 4 und 5 gemäßFig. 3 ) nicht mehr in einer gemeinsamen Ebene liegen. Die rechte Darstellung zeigt die beiden Schnitte a-a und b-b gemäß der linken Darstellung. - Die Erfindung umfasst nur Messer mit FW = 0° und nicht mit FW ≠ 0°.
-
- 10
- Schneidmesser
- 11
- Drehachse
- 12
- Aufnahmeöffnung
- 13
- Umfangskante
- 15
- Schneidzahn
- 17
- Schneidfläche
- 19
- Schneidkante
- 19a
- vorderes Schneidkantenende
- 19b
- hinteres Schneidkantenende
- 21
- Übergangskante zwischen Schneidkanten
- 23
- Übergangsfläche
- 25
- Übergangskante zwischen Schneidfläche und Übergangsfläche
- 27
- Übergang
- 29
- Messerrückseite
- 31
- Umfangsbereich vom Typ I, Ablagebereich
- 32
- Umfangsbereich vom Typ II, Übergangsbereich
- 33
- Umfangsbereich vom Typ I, Eintauchbereich
- 35
- Übergangskante
- 36
- Innenkante
- 36a
- vorderes Innenkantenende
- 36b
- hinteres Innenkantenende
- 37
- Schrägfläche
- 38
- Stirnfläche
- 39
- Kante
- Rmax
- größter Radius der Umfangskante
- Rmin
- kleinster Radius der Umfangskante
- AE
- Aufspannebene
- SE
- Schneidebene
- P
- Schnittpunkt in Schneidfläche
- R
- Radius
- a
- Teilung
- NW
- Neigungswinkel
- KW
- Kippwinkel
- Rot
- Rotationsrichtung
- AsW
- Anschnittwinkel
- T'
- Bewegungstangente, Bewegungsvektor
- β
- Winkel
- V
- Verbindungsstrecke
Claims (9)
- Schneidmesser, nämlich Sichelmesser oder Spiralmesser, für eine Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere für einen Hochgeschwindigkeitsslicer, das während eines Schneidbetriebs um eine Drehachse (11) rotiert,mit einer radial äußeren, als Schneide wirksamen Umfangskante (13), die einen gekrümmten Verlauf um die Drehachse (11) aufweist, undmit einer Vielzahl von Schneidzähnen (15), die aufeinanderfolgend entlang der Umfangskante (13) verteilt angeordnet sind,wobei jeder Schneidzahn (15) eine Schneide aufweist, die eine Schneidfläche (17) und eine die Schneidfläche (17) radial außen begrenzende Schneidkante (19) umfasst,wobei zumindest einige Schneidkanten (19) oder jede Schneidkante (19) mit einer Verbindungsstrecke (V) einen von Null verschiedenen Anschnittwinkel (AsW) einschließt, wobei die Verbindungsstrecke (V) die beiden hinteren Enden (19b) einer jeweiligen Schneidkante (19) und der unmittelbar nachfolgenden Schneidkante (19) miteinander verbindet, und wobei das vordere Ende (19a) der jeweiligen Schneidkante (19) nicht auf der Verbindungsstrecke (V), sondern auf einem kleineren Radius liegt,wobei jeweils die Schneidflächen (17) zweier unmittelbar aufeinanderfolgender Schneidzähne (15) durch eine Übergangsfläche (23) miteinander verbunden sind, wobei die Übergangsfläche (23) als eine bezüglich der Schneidflächen (17) zurückspringende Vertiefung ausgebildet ist,dadurch gekennzeichnet, dass jede Schneidfläche (17) sowohl mit der Schneidfläche (17) eines unmittelbar vorhergehenden Schneidzahns (15) als auch mit der Schneidfläche (17) eines unmittelbar nachfolgenden Schneidzahns (15) durch eine der Vertiefungen verbunden ist,wobei die Übergangsfläche (23) radial außen durch eine die beiden Schneidkanten (19) der Schneidzähne (15) verbindende Übergangskante (21) begrenzt ist,wobei die Übergangskante (21) als eine Schneidkante ausgebildet ist, wobei alle Schneidkanten (19) und alle jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten (19) verbindenden Übergangskanten (21) gemeinsam eine nicht unterbrochene Schneide bilden, die in der Schneidebene (SE) liegt.
- Schneidmesser nach Anspruch 1,
wobei die Vertiefung als in radialer Richtung verlaufende Kerbe, Rinne, Furche oder Nut ausgebildet ist, und/oder wobei die Vertiefung einen Freistich bildet - Schneidmesser nach einem der vorhergehenden Ansprüche,
wobei die Schneidflächen (17) jeweils in die bestimmungsgemäße Rotationsrichtung (Rot) weisend angestellt sind, und/oder wobei die Schneidflächen (17) jeweils zumindest im Wesentlichen planar sind oder ohne Kanten gekrümmt, insbesondere konvex oder konkav, verlaufen. - Schneidmesser nach einem der vorhergehenden Ansprüche,
wobei der Anschnittwinkel (AsW) der Schneidkanten (19) entlang der Umfangskante (13) konstant und von Null verschieden ist, und/oder wobei die Schneidkanten (19) und/oder jeweils zwei unmittelbar aufeinanderfolgende Schneidkanten (19) verbindende Übergangskanten (21) jeweils geradlinig sind. - Schneidmesser nach einem der vorhergehenden Ansprüche,
wobei die Übergangsfläche (23) im Querschnitt einen insbesondere U-förmig oder V-förmig gekrümmten Verlauf zwischen den beiden Schneidflächen (17) aufweist, wobei die offene Seite des U bzw. V in die gleiche Richtung weist wie die Schneidflächen (17). - Schneidmesser nach einem der vorhergehenden Ansprüche,wobei die Schneidkanten (19) eine konstante Umfangslänge und/oder eine konstante Kantenlänge aufweisen, und/oder wobei die Teilung (a) der Schneidzähne (15) konstant ist und insbesondere etwa zwischen 3 mm und 6 mm, bevorzugt etwa 5mm, beträgt, oderdass die Teilung der Schneidzähne (15) in Umfangsrichtung variiert, insbesondere hinsichtlich der Umfangslängen der Schneidzähne (15) und/oder hinsichtlich der Umfangslängen der Übergänge (27) zwischen den Schneidzähnen (15).
- Schneidmesser nach einem der vorhergehenden Ansprüche,
wobei die Umfangskante (13) wenigstens einen Umfangsbereich (31, 33) vom Typ I mit einer Mehrzahl von Schneidzähnen (15) aufweist, deren Schneidflächen (17) den gleichen Kippwinkel (KW) aufweisen, und/oder wobei die Umfangskante (13), insbesondere zusätzlich zu wenigstens einem Umfangsbereich (31, 33) vom Typ I, wenigstens einen Umfangsbereich (32) vom Typ II mit einer Mehrzahl von Schneidzähnen (15) aufweist, deren Schneidflächen (17) einen variierenden Kippwinkel (KW) aufweisen, wobei insbesondere der Kippwinkel (KW) jeweils von einem Schneidzahn (15) zu einem unmittelbar benachbarten Schneidzahn (15) variiert, oder dass der Kippwinkel (KW) jeweils von einer Gruppe von n > 1 aufeinanderfolgenden Schneidzähnen (15) mit untereinander gleichem Kippwinkel (KW) zu einer unmittelbar benachbarten Gruppe von m > 1 aufeinanderfolgenden Schneidzähnen (15) mit untereinander gleichem Kippwinkel (KW) variiert, wobei insbesondere n = m = 2, 3, 4 oder 5 gilt. - Schneidmesser nach Anspruch 7,
wobei die Umfangskante (13) zwischen zwei Umfangsbereichen (31, 33) vom Typ I einen Umfangsbereich (32) vom Typ II umfasst, in dem der Wert des Kippwinkels (KW) von dem Kippwinkelwert des einen Umfangsbereiches (31) vom Typ I zu dem Kippwinkelwert des anderen Umfangsbereiches (33) vom Typ I variiert. - Schneidmesser nach Anspruch 7 oder 8,
wobei der Krümmungsradius der Umfangskante (13) in bestimmungsgemäßer Rotationsrichtung (Rot) gesehen von einem größten Radius (Rmax) zu einem kleinsten Radius (Rmin) abnimmt, und wobei der Wert des Kippwinkels (KW) des Umfangsbereiches (32) vom Typ II in Rotationsrichtung (Rot) gesehen von einem größeren Kippwinkelwert zu einem kleineren Kippwinkelwert abnimmt, insbesondere in gleich großen Winkelschritten von Schneidzahn (15) zu Schneidzahn (15), wobei insbesondere der größere Kippwinkelwert des einen Umfangsbereiches (31) vom Typ I im Bereich von 20° bis 30° liegt und bevorzugt zwischen 22° und 26° beträgt und der kleinere Kippwinkelwert des anderen Umfangsbereiches (33) vom Typ 1 im Bereich von 15° bis 22° liegt und bevorzugt zwischen 17° und 19° beträgt, wobei jeder Winkelschritt im Bereich von 0,2° bis 1°, bevorzugt im Bereich von 0,25° bis 0,5° liegt.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016124725 | 2016-12-16 | ||
| DE102017108841.5A DE102017108841A1 (de) | 2016-12-16 | 2017-04-25 | Schneidmesser und verfahren zu dessen herstellung |
| EP17205908.1A EP3338972B1 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17205908.1A Division EP3338972B1 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
| EP17205908.1A Division-Into EP3338972B1 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3459699A1 EP3459699A1 (de) | 2019-03-27 |
| EP3459699B1 EP3459699B1 (de) | 2020-09-16 |
| EP3459699B2 true EP3459699B2 (de) | 2025-06-04 |
Family
ID=60627552
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18196630.0A Active EP3459699B2 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
| EP17205908.1A Active EP3338972B1 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17205908.1A Active EP3338972B1 (de) | 2016-12-16 | 2017-12-07 | Schneidmesser |
Country Status (1)
| Country | Link |
|---|---|
| EP (2) | EP3459699B2 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3459699B2 (de) | 2016-12-16 | 2025-06-04 | Weber Food Technology SE & Co. KG | Schneidmesser |
| DE102019201519A1 (de) | 2019-02-06 | 2020-08-06 | Hagedorn Spiralmesser GmbH | Verzahntes Schneidmesser |
| CN113179750B (zh) * | 2021-05-27 | 2022-03-29 | 新疆农业大学 | 铲切组合式红花采摘机械手及其控制方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3049147C2 (de) | 1980-12-24 | 1983-09-15 | Johannes Remmert Spezialschleiferei für die Brot-Industrie, 4796 Salzkotten | Maschinenmesser, insbesondere kreis- oder bogenförmiger Gestalt |
| DE3049075A1 (de) | 1980-12-24 | 1982-07-22 | Johannes Remmert Spezialschleiferei für die Brot-Industrie, 4796 Salzkotten | Maschinenmesser, insbesondere kreis- oder bogenfoermiger gestalt |
| US4660453A (en) | 1985-05-28 | 1987-04-28 | Urschel Laboratories, Inc. | Circular knife and method of making same |
| DE10004836C1 (de) | 2000-02-01 | 2001-10-31 | Mws Schneidwerkzeuge Gmbh & Co | Rundmesser für Allesschneider und Vorrichtung zur Herstellung der Schneidezahnung |
| US20060021487A1 (en) | 2004-07-30 | 2006-02-02 | William Dickover | Serrated blade for slicing machine |
| DE102007040350A1 (de) | 2007-08-27 | 2009-03-05 | Weber Maschinenbau Gmbh Breidenbach | Schneidmesser |
| FR2988312B1 (fr) | 2012-03-23 | 2014-11-28 | Adiamas | Lame de coupe, procede de realisation d'une telle lame de coupe, installation de mise en oeuvre d'un tel procede |
| ES2654468T3 (es) | 2013-01-25 | 2018-02-13 | Gea Food Solutions Germany Gmbh | Cuchilla de corte con ángulo de corte variable |
| EP3459699B2 (de) | 2016-12-16 | 2025-06-04 | Weber Food Technology SE & Co. KG | Schneidmesser |
| DE102017108841A1 (de) | 2016-12-16 | 2018-06-21 | Weber Maschinenbau Gmbh Breidenbach | Schneidmesser und verfahren zu dessen herstellung |
-
2017
- 2017-12-07 EP EP18196630.0A patent/EP3459699B2/de active Active
- 2017-12-07 EP EP17205908.1A patent/EP3338972B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3459699B1 (de) | 2020-09-16 |
| EP3459699A1 (de) | 2019-03-27 |
| EP3338972A1 (de) | 2018-06-27 |
| EP3338972B1 (de) | 2019-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102017112177B4 (de) | Schneideinheit sowie Schneidverfahren | |
| EP3069834B1 (de) | Trennvorrichtung zum trennen eines stranges aus pastöser lebensmittel-masse | |
| DE69601366T2 (de) | Verfahren sowie vorrichtung zum schneiden von teigprodukten | |
| DE102007040350A1 (de) | Schneidmesser | |
| DE3878592T2 (de) | Schneidmesseraufbau fuer produkte, die durch druckwasser transportiert werden. | |
| EP3459699B2 (de) | Schneidmesser | |
| DE102004059479A1 (de) | Rotationsmesser | |
| DE102012109003A1 (de) | Aufschnittschneidemaschine | |
| DE102017108841A1 (de) | Schneidmesser und verfahren zu dessen herstellung | |
| EP3412417B1 (de) | Schneidvorrichtung sowie schneidverfahren | |
| DE2256467A1 (de) | Schneidvorrichtung mit drehbarem schneidorgan zur herstellung von einschnitten unterschiedlicher laenge in eine sich bewegende werkstoffbahn oder in einen abschnitt einer solchen bahn, und verfahren zur herstellung von briefumschlag-zuschnitten bzw. -rohlingen mit einer bodenklappe | |
| EP2942136A2 (de) | Vorrichtung und verfahren zum schneiden eines gefrorenen, strangförmigen lebensmittels in scheiben | |
| EP4286117A1 (de) | Messer, schneideinheit sowie aufschneide-maschine | |
| EP2522472B1 (de) | Perforationseinheit einer Verpackungsmaschine | |
| DE102016005443A1 (de) | Schneidmesser, Vorrichtung zum Aufschneiden von Lebensmittelprodukten mit einem solchen Schneidmesser sowie Verwendung und Verfahren zur Herstellung eines Schneidmessers | |
| EP3359356A1 (de) | Vorrichtung zum schneiden eines lebensmittelstrangs | |
| DE102005058536B4 (de) | Schneidwerkzeugsystem, insbesondere zum Verzahnen von Kegelrädern im Einzel-Teil-Verfahren | |
| EP1582318B1 (de) | Messer für eine motorgetriebene Schneidmaschine | |
| WO2021110672A1 (de) | Schneidvorrichtung und verfahren zum endgültigen trennen von fischfilets von schwanz voraus in transportrichtung t entlang eines transportpfads transportierten fischen | |
| DE102020103045B4 (de) | Sichelmesser sowie damit ausgestattete Aufschneide-Maschine | |
| EP2014427B1 (de) | Verfahren und Vorrichtung zum Zertrennen von kontinuierlich geförderten Papierlagen | |
| DE102019111227A1 (de) | Schneidmesser, Hochgeschwindigkeitsslicer und Verfahren zum Aufschneiden von Lebensmittelprodukten | |
| EP0803334B1 (de) | Kreismesser | |
| DE102023122764A1 (de) | Techniken zum Herstellen von Raspeln aus einem Lebensmittelband | |
| DE344942C (de) | Schere zum Zertrennen von T-, I- und anderen Profileisen mit aneinander vorbeigehenden Messern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3338972 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190926 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200514 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3338972 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017007352 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1313730 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201216 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201217 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201216 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210118 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210116 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017007352 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| 26 | Opposition filed |
Opponent name: GEA FOOD SOLUTIONS GERMANY GMBH Effective date: 20210614 |
|
| 26 | Opposition filed |
Opponent name: HAGEDORN SPIRALMESSER GMBH Effective date: 20210616 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201207 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201207 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APAW | Appeal reference deleted |
Free format text: ORIGINAL CODE: EPIDOSDREFNO |
|
| APAY | Date of receipt of notice of appeal deleted |
Free format text: ORIGINAL CODE: EPIDOSDNOA2O |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200923 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1313730 Country of ref document: AT Kind code of ref document: T Effective date: 20221207 |
|
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: WEBER FOOD TECHNOLOGY GMBH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502017007352 Country of ref document: DE Owner name: WEBER FOOD TECHNOLOGY SE & CO. KG, DE Free format text: FORMER OWNER: WEBER MASCHINENBAU GMBH BREIDENBACH, 35236 BREIDENBACH, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502017007352 Country of ref document: DE Owner name: WEBER FOOD TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: WEBER MASCHINENBAU GMBH BREIDENBACH, 35236 BREIDENBACH, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221207 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20241216 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20241218 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20241216 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502017007352 Country of ref document: DE Owner name: WEBER FOOD TECHNOLOGY SE & CO. KG, DE Free format text: FORMER OWNER: WEBER FOOD TECHNOLOGY GMBH, 35236 BREIDENBACH, DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20250206 AND 20250212 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: WEBER FOOD TECHNOLOGY SE & CO. KG |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20250604 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502017007352 Country of ref document: DE |