EP3450334B1 - Fonctionnement d'un dispositif de rétraction d'une fardeleuse automatique - Google Patents
Fonctionnement d'un dispositif de rétraction d'une fardeleuse automatique Download PDFInfo
- Publication number
- EP3450334B1 EP3450334B1 EP18191595.0A EP18191595A EP3450334B1 EP 3450334 B1 EP3450334 B1 EP 3450334B1 EP 18191595 A EP18191595 A EP 18191595A EP 3450334 B1 EP3450334 B1 EP 3450334B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- oven
- mode
- standby mode
- superficial
- production
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/06—Packaging elements holding or encircling completely or almost completely the bundle of articles, e.g. wrappers
- B65D71/08—Wrappers shrunk by heat or under tension, e.g. stretch films or films tensioned by compressed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
- B65B53/063—Tunnels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
Definitions
- the present invention relates to the field of production and packaging of products, more particularly, at the level of a retraction device of an automatic shrink-wrapping machine.
- the subject of the invention is therefore, on the one hand, a method of operating such a retraction device and, on the other hand, a device implementing this method.
- the products processed are vials, bottles, cans, etc. and undergo a first so-called production phase during which they are finalized individually, that is to say essentially filled, capped, and labeled.
- a second packaging step is implemented with the aim of obtaining, at the output, batches of several products, grouped in a rectangular matrix, with or without staggering. , and held together by a plastic film type coating, with or without a bottom part in the form of a tray or plate, in particular cardboard, for example.
- the products are therefore presented in a group within which they are held, like a load, for example, such loads then generally being placed on pallets for easier shipping.
- a shrink wrapper is conventionally used to wrap a film around these products organized in a matrix and then retract it under the action of heat, using a retraction device, so as to ensure that the different products are held together. the same matrix.
- the shrink-wrapping machines used for the products treated in the present invention are shrink-wrapping machines capable of operating at a high rate, that is to say, shrink-wrapping machines that do not require an operator in normal operation, in other words, shrink-wrapping machines. automatic shrink wrappers.
- the request WO 2011/144231 proposes the installation of a closing device at the entrance and exit of the oven of the retraction device of an automatic shrink-wrapping machine. These devices are activated when the shrinkwrapper is not in production, in order to limit heat loss outside the oven.
- the shrink wrapper should preferably be ready to restart production as soon as products are again available to be processed by the wrapper and/or as soon as the conveyor placed downstream of the wrapper is again ready to receive burdens.
- the invention thus aims to propose a solution in which the retraction device can operate in a standby mode when the shrink wrapper cannot produce, so as to result in a significant energy saving while allowing the wrapper to resume production as soon as possible. when the event leading to its shutdown no longer has an impact on the shrinkwrapper's ability to process products.
- the invention proposes to act in particular on the mixing of hot air in the oven of the retraction device.
- the retraction device comprises an oven in which the hot air is circulated using at least one air circulation member (generally represented by a turbine) to distribute it so as to ensure obtaining of a good quality burden.
- the present invention is based on the operation of turbines at a reduced speed when the shrink wrapper is not used, compared to the speed applied when the wrapper is in operation.
- the subject of the invention is therefore a method of operating a retraction device of an automatic shrink-wrapping machine according to appended claim 1.
- the invention also relates to a device implementing this method, according to appended claim 12.
- the invention therefore firstly has as its object a method of operating a retraction device 1 of an automatic shrink-wrapping machine 2 intended to be used in an installation for processing products 3 delivered in the form of bundles 4 which each group together several products 3 held together using shrink film 5.
- products 3 are of the bottle, vial, can, can or other type.
- the method according to the invention concerns the operation of a retraction device 1 of an automatic shrink-wrapping machine 2 operating on the products 3.
- the products 3 are finalized one by one through stages of filling, capping and possibly labeling. They can also be manufactured, in particular from a preform. Other steps can be planned within a production line, such as for example a washing step, sterilization for example or even crimping, particularly when the products 3 are cans.
- the products 3 are grouped into batches of several products in principle in contact with each other in matrix form with or without staggering.
- 3 products extend along both edges of the die.
- they are generally arranged vertically, that is to say with their largest dimension extending along the vertical direction and with their opening upwards or downwards.
- the role of the shrink-wrapping machine 2 is then to coat the batches of products 3 with a heat-shrinkable film 5 then to shrink the film using a retraction device 1, in order to hold the products 3 of the same batch together.
- shrink wrappers There are several types of shrink wrappers, namely, manual, semi-automatic and automatic wrappers.
- the present invention is focuses only on automatic shrink-wrapping machines 2, which are the only ones capable of ensuring a rate high enough to meet the production requirements of the type of products concerned by the present invention.
- automatic shrink-wrapping machines within the meaning of the present invention, we mean shrink-wrapping machines which do not require human intervention in the production phase, other than to carry out maintenance operations, to resolve a problem or possibly to supply the shrink-wrapping machine with products (this last case only concerns certain models of shrink-wrapping machines).
- shrink-wrapping machines in which the wrapping of the film around the batch or even the welding of the film before the retraction step are carried out manually are not considered automatic shrink-wrapping machines within the meaning of the present invention.
- the present invention focuses on automatic shrink-wrapping machines whose feeding is also automatic, that is to say it does not require human intervention.
- Automatic shrink-wrapping machines within the meaning of the present invention, therefore generally have increased autonomy and lower operator costs, in comparison with other shrink-wrapping machines.
- Some shrink wrappers include a welding unit intended to seal the coated film around the batches before the film is retracted within a retraction device.
- the automatic shrink-wrapping machines 2 suitable for the present invention do not have such a welding unit.
- a product processing installation may include a palletizer.
- a palletizer is intended to place the bundles delivered by the shrink-wrapping machine 2 on a pallet, in order to facilitate their transport.
- the shrink oven 6, also called tunnel or shrink tunnel, is the element making it possible to provide the heat necessary to shrink the film placed around a batch of products 3.
- the organ(s) 8 of air circulation of the oven 6 is (are) represented by one (of) turbine (s), but can (ven) be represented by any other organ capable of stirring the air within the oven 6.
- turbine and “air circulation member” will be used interchangeably to designate an air circulation member 8 without limiting the scope of the request to a specific organ capable of distributing the air in the oven 6.
- a shrink tunnel 6 is composed of one to five modules 12 arranged one after the other, separated by a wall 13 between each module.
- Each module generally includes a heating member 7, also called a heating block associated with a turbine 8.
- Each module 12 then operates independently, which makes it possible to adjust the conditions within the tunnel to optimize the formation of the load.
- heating member 7 or equivalents, as well as “turbine 8” or equivalents, will appear indifferently in the singular or in the plural, without limiting the present invention to ovens 6 with a single or with several modules 12. These terms are also not limited to ovens with a single or several heating element(s) 7 nor to ovens with a single or several turbine(s) 8.
- the heating member 7 is preferably represented by a gas burner or by electrical resistances. It is intended to provide the quantity of heat necessary for the oven 6 to reach its set temperature by heating the air of the oven 6. Thus, the heating member 7 operates at a given power adjusted according to the set temperature , corresponding to the temperature that the air in the oven must reach.
- the air circulation member 8 (or turbine 8) then serves to distribute the air heated by the heating block 7 in the oven 6 in order to obtain a flow of hot air likely to form a burden of good quality ie with as few folds as possible and allowing good maintenance of a batch of products 3.
- the operating method of the present invention comprises a production mode during which the shrink-wrapping machine 2 is set to be able to produce and a superficial standby mode, conducive to energy saving.
- the shrink wrapper is set to be able to produce normally, in terms of rate and quantity.
- the retraction device 1 When the operating method according to the invention is in production mode, the retraction device 1 is adjusted so that a film retractable placed around a batch of products 3 which circulates in this device 1 shrinks optimally to form a burden 4.
- this mode of operation is that used at any time during a production phase, including when there is a fault on the line, preventing shrinkwrapper 2 from operating. In the context of the present invention, this mode is preferentially used only when the shrink wrapper 2 produces, that is to say when it delivers bundles 4.
- the superficial standby mode corresponds to an economic mode aimed at limiting the energy consumption of the retraction device 1, when the shrink-wrapping machine 2 cannot produce.
- certain settings are modified in relation to the production mode, so as to optimize energy consumption in particular by reducing expenditure and/or by conserving as much as possible the heat of the oven 6 in view return to production mode.
- the settings applied to the retraction device in superficial standby mode are such that they do not allow the formation of a constriction of satisfactory quality, or even do not allow the formation of a constriction.
- the superficial standby mode is therefore used when the shrink-wrapping machine 2 cannot produce, for example due to the absence of products 3 in particular due to a breakdown occurring on the production line. Such a breakdown can be at the level of the shrinkwrapper 2 as well as upstream or downstream of this machine. Another reason preventing the shrinkwrapper 2 from producing may be a product 3 which falls, a jamming of product 3, a maintenance operation or even when the operator decides to temporarily interrupt production.
- the management of the transition from production mode to superficial standby mode and vice versa can be managed by a control member 15 belonging to the retraction device 1.
- a control member 15 receives a signal coming either from an operator or directly from a control element. the production line and activates the mode corresponding to the signal.
- the operating method according to the invention is characterized in that the superficial standby mode comprises the reduction of the speed of at least one air circulation member 8 relative to the production mode, up to a non-zero value.
- the reduction in the speed of an air circulation member 8 corresponds to the reduction in its rotation speed, in other words, its rotation frequency.
- reducing the speed of a turbine 8 corresponds to reducing its operating power.
- This reduction in speed causes less rapid circulation of air within the retraction device 1 and therefore a lower flow rate and less mixing of air compared to production mode.
- the speed of all the turbines 8 of the retraction device 1 used in the invention is reduced relative to the production mode, up to a non-zero value.
- the turbines 8 of the oven 6 operate at a given speed, adjusted to allow optimal air circulation for the formation of bundles 4.
- the inventors have noted that when the shrinkwrapper stops 2 it is not necessary to stir the air as intensely as when the shrink wrapper 2 produces since bundles 4 are not formed. Slowing down the operating speed of a turbine 8 advantageously makes it possible to achieve significant energy savings.
- the fact that the turbine 8 is slowed down, but not stopped, advantageously allows the heating block 7 to be cooled and therefore considerably limits the risk of deterioration of the heating member 7. In addition, it this advantageously results in less air mixing within the shrinkage oven 6 and therefore a limitation of heat loss outside the oven 6.
- the speed of at least one air circulation member 8, or even of all of the air circulation members 8, is reduced up to a value ranging from 10 to 90%, preferably from 30 to 80%, in particular from 50 to 70% of the speed in production mode.
- the speed of each turbine 8 can be reduced in a different proportion.
- the speed of turbine 8 of a given module can be reduced by 20% while the speed of the turbine of another module can be reduced by 50%.
- the speed of all the turbines 8 of the oven 6 is reduced in a substantially equivalent proportion.
- the operating speed of a turbine 8 in production mode ranges from 800 to 2500 rpm. In superficial sleep mode, it preferably goes from 500 to 1000 rpm.
- the superficial standby mode further comprises lowering the setpoint temperature of the oven 6 by a predefined value relative to the production mode down to a so-called setpoint value in standby mode.
- the set temperature of oven 6 corresponds to the target temperature of the oven.
- the temperature of oven 6 corresponds to the temperature of the air circulating there.
- the temperature of the oven 6 is generally measured throughout the process according to the invention, in principle using a thermocouple. During production mode, the oven is therefore generally at its set temperature in production mode, which is around 200°C.
- the temperature setpoint, and therefore the measured temperature may vary slightly from one module to another for reasons of optimizing the conditions for obtaining a better quality load.
- the set temperature of the oven 6 can therefore be lowered by a predefined value, which means that if the oven 6 has several modules, the set temperature can be lowered by a predefined value in each module.
- the heating element(s) is(are) controlled, in particular turned off, to allow the oven to reach the setpoint temperature of superficial standby mode.
- the energy saving achieved proves advantageous for several reasons.
- a reduction in the set temperature of the oven 6 results in the reduction, or even stopping, of the energy consumption of the heating member(s) 7.
- the turbine 8 also operates at reduced speed, the air circulation is less within the oven 6 which allows the temperature of the oven to drop more slowly than if the turbine 8 worked in normal mode. This results in better heat conservation for a return to normal operating mode.
- the heaters are generally turned off to ensure that the temperature decreases, but they are not necessarily turned off for the entire duration of the standby mode of the operating process. Indeed, when the set temperature in standby mode is reached, the oven 6 may have to maintain its set temperature in standby mode.
- the heating elements 7 are therefore turned back on, but generally at a lower power than that applied in production mode since the set temperature is lower.
- the power of the heating elements 7 of the oven 6 can vary during the same superficial standby period so that the temperature of the oven 6 does not decrease beyond the temperature variation authorized by the setpoint.
- the heating elements 7 of the oven 6 are electrical resistances
- their power can in particular vary using a dimmer making it possible to modulate the heating power keeping the resistances on only part of the time determined according to the power of desired heating.
- the resistors can be turned on every second for four tenths of a second and off for six tenths of a second.
- the heating elements 7 are gas burners, it is possible to directly modulate the power of the burners to vary the heating power.
- the lowering of the set temperature of the oven 6 is carried out substantially simultaneously with the reduction in speed of at least one air circulation member 8.
- the lowering of the temperature setpoint of the oven 6 and the speed of at least one air circulation member 8 is carried out when the standby mode is engaged.
- these two actions can be carried out at different times, in particular, the lowering of the set temperature of the oven 6 can take place subsequent to the reduction in speed of at least one turbine 8.
- the superficial standby mode includes lowering the set temperature of the oven 6 only if the minimum shutdown duration of the shrinkwrapper 2 is known.
- minimum duration of shutdown of the shrink-wrapping machine we mean the minimum duration during which the shrink-wrapping machine cannot produce, due to the fact that it does not receive products 3 ready to be wrapped or that it is in maintenance or breakdown.
- the superficial standby mode can include the reduction in the set temperature of the oven 6 which is carried out only if it is possible to assess a minimum period before which the products will again be ready to be processed by the shrink-wrapping machine.
- such a duration can be known when an operator decides to stop production for a specific period.
- Such a duration can also be known if there is a breakdown or problem at any level of the production and packaging line and it is possible to evaluate a minimum processing duration.
- a breakdown concerns an upstream element and that the duration necessary (x minutes) for the products 3 to transit from this upstream element to the entrance to the shrink-wrapping machine is known. In the latter case, even if the duration necessary to resolve the breakdown is not known, we know that the products 3 will be ready to be processed again by the shrink wrapper x minutes after the end of the breakdown.
- the superficial standby mode of the process of the invention includes lowering the set temperature if a minimum shutdown duration of the shrink-wrapping machine 2 is known.
- a minimum shutdown duration of the shrink-wrapping machine 2 is known.
- the lowering value is preferably determined so that the temperature of the oven 6 is not the element preventing the resumption of production. Indeed, when the event which caused the stopping of the shrink-wrapping machine 2 is over and the products 3 are ready to be wrapped and/or the bundles 4 ready to be received downstream of the shrink-wrapping machine, it is preferable that the oven 6 or at its set temperature in production mode.
- the operating method advantageously makes it possible to reduce energy consumption while having a slight impact or even zero on the production of an entire product production and packaging line 3.
- the transport member 9 used in the present invention is generally a belt conveyor. Such an element has two windings located at the upstream and downstream ends of the belt.
- the belt therefore circulates in the oven carrying batches of products 3. After leaving the oven 6, it deposits the bundles on another surface, then reaches the downstream winding. It then begins its return journey until reaching the upstream winding, then transports new batches of products 3 through the oven etc.
- Each zone of the belt of the transport member 9 therefore passes regularly through the tunnel retraction 6 and stores heat.
- the retraction device 1 used in the present invention preferably comprises at least a first cooling means 10, which aims to cool the belt during its return journey, that is to say when it circulates between its downstream winding and its upstream winding.
- This first cooling means 10 is generally located under the belt, more precisely under the lower strip of the belt, that is to say the part of the belt at the return level. This is in principle one or more fans. In production mode, at least one cooling means 10, preferably all of the cooling means 10, are turned on
- At least one first cooling means 10 can be turned off. Preferably, all the first cooling means 10 are turned off. In certain embodiments, the first cooling means 10 are turned off only momentarily during superficial sleep mode. So, if for example the belt overheats, in particular when the set temperature of the oven 6 is not lowered during superficial standby mode, it is possible to restart one or more first cooling means 10.
- the first (s) s) cooling means 10 can for example be automatically turned back on if the belt goes above a certain predefined temperature.
- the retraction device 1 used in the present invention preferably comprises at least a second cooling means 11, which aims to cool the bundles 4 just after their exit from the oven 6.
- This is in principle one or more fans, preferably located above the bundles 4 when they leave the oven 6. Such fans can also be placed on the sides of the bundles 4 when they leave the oven 6.
- at least one cooling means 11, preferably all of the cooling means 11 are turned on.
- At least one second cooling means 11 can be turned off. Preferably, all of the second cooling means 11 are turned off.
- all of the first cooling means 10 and the second cooling means 11 are turned off.
- the shrink oven 6 may include a door 18 at its inlet and outlet.
- the superficial standby mode can then also include the closing of these doors 18 in order to reduce heat loss.
- the reduction in the speed of at least one air circulation member 8 is carried out substantially simultaneously with the extinction of at least one first cooling member 10 and/or of at least one second cooling member 11.
- This embodiment is more particularly implemented when the minimum shutdown time of the shrink wrapper is unknown.
- This embodiment is more particularly implemented when the minimum shutdown time of the shrink wrapper is known.
- the turbines 8 continue to stir the air from the oven 6, even if they rotate at a reduced speed compared to the production mode. This allows the heating blocks 7 to be cooled to prevent their deterioration.
- the superficial standby mode also includes lowering the temperature setpoint of the oven 6 relative to the production mode, the heating blocks 7 are in principle turned off to allow the oven 6 to drop in temperature. Thus, if the set temperature is sufficiently low, after a certain temperature drop time, the heating blocks 7 are sufficiently cold to no longer need to be cooled by the air circulation members 8.
- a threshold temperature lower than the set temperature of the oven 6 in production mode but higher than the set temperature in standby mode, is set, so that the turbines 8 are turned off when the temperature of oven 6 reaches this threshold temperature, thus triggering the mode called prolonged sleep mode.
- the method can therefore include the transition from production mode to superficial sleep mode, then the transition from superficial sleep mode to prolonged sleep mode.
- the method does not preferably include a direct transition from production mode to prolonged standby mode because there would be a risk of damaging the heating blocks 7.
- the turbines 8 are turned off automatically when the oven 6 reaches the threshold temperature.
- the threshold temperature is around 100°C, while the operating temperature of oven 6 in production mode is around 200°C.
- the set temperature of the oven in superficial standby mode is less than 100°C, for example 80°C, when the oven drops in temperature and it reaches the threshold temperature, located around 100°C, the extended sleep mode is engaged, in particular, automatically, thus causing the turbines 8 to stop.
- Engaging the prolonged sleep mode results in additional energy savings due to the fact that there is no longer any energy consumed for the operation of the turbines 8.
- the mixing of the air in oven 6 being stopped the oven continues to drop in temperature but more slowly, which makes it possible to better conserve the heat in the oven for a later return to production mode.
- the oven loses more heat in shallow sleep mode. Therefore, when returning to production mode, less energy and less time will be required to allow the oven to reach production mode operating temperature again if hibernation mode is engaged.
- the prolonged standby mode of the operating method further comprises the stopping of the transport member 9 or at least a significant reduction in its speed.
- the prolonged sleep mode can cause the extinction of all the turbines 8 and the interruption of the transport member 9.
- a return to production mode is preferably carried out by switching to superficial standby mode. Indeed, before raising the temperature of the oven 6, and therefore lighting the heating blocks 7, it is preferable to operate the turbines 8 again to prevent the heating blocks 7 from overheating.
- the method can include switching from prolonged sleep mode to shallow sleep mode, then switching from shallow sleep mode to production mode.
- the method preferably does not include a direct transition from prolonged standby mode to production mode.
- the retraction device 1 returns to superficial standby mode from the extended standby mode when the oven 6 reaches the set temperature of the standby mode.
- the oven 6 when the oven 6 reaches the set temperature in standby mode, it must not continue to drop in temperature. It is therefore necessary to turn on the heating blocks 7 to maintain the temperature of the oven 6. However, to avoid damaging the heating blocks 7, it is preferable that the air is ventilated near them. For this reason, the mixing of the air is triggered before the ignition of the heating blocks 7. Still in a desire to optimize the energy consumption of the retraction device 1, the mixing is certainly restarted, but at the intensity corresponding to that of superficial sleep mode.
- the turbines 8 are restarted at their operating speed in superficial standby. If the transport member 9 has also been slowed down, or even stopped during prolonged standby mode, it is returned to its operating speed in production mode, preferably at the same time as the turbines 8, in order to prevent it from overheated.
- the return from extended sleep mode to superficial sleep mode can for example be triggered automatically when the oven 6 reaches its set temperature in sleep mode.
- the return of the turbines 8 to their production speed and the ignition of the first and second cooling means 10,11 are instantaneous or almost instantaneous.
- oven 6 takes a certain time to reach its temperature again. production. For this reason, to save more energy, when returning to production mode, the parameters modified when starting superficial sleep can be returned to production mode at different times.
- the parameter(s) modified when put into superficial standby mode are preferably returned to production mode. , substantially simultaneously, generally at the time when products 3 are again ready to be processed by the shrink-wrapping machine 2.
- resetting the temperature set point of the oven 6 to its value in production mode is preferably the first parameter to be reset in production mode, in order to optimize energy saving.
- step (ii) then generally includes the reopening of these doors.
- the turbines 8 and the cooling means 10,11 are returned to production mode when the shrink-wrapping machine 2 must process products 3.
- the return to production mode is preferably initiated before the shrink-wrapping machine 2 is ready to operate again.
- the set temperature of oven 6 is then raised to the production temperature.
- the turbines 8 and, where appropriate, the first and second cooling means 10,11 are then returned to production mode when the oven 6 has reached the production temperature, and even preferably when the products 3 are ready to be processed by the shrink wrapper 2.
- the minimum shutdown duration of the shrinkwrapper 2 it is necessary to know the minimum shutdown duration of the shrinkwrapper 2. Indeed, in this case it is possible to anticipate by determining when to start raising the temperature of the oven 6 so that it can reach its production temperature at the latest when products 3 are again ready to be processed by the shrink-wrapping machine 2 and/or when the elements placed downstream of the shrink-wrapping machine 2 can once again receive bundles 4. Indeed, the speed at which a heated oven is one of these characteristics. By knowing this characteristic, those skilled in the art can determine when to modify the temperature setpoint so that the oven 6 reaches its production temperature at the latest when the shrink-wrapping machine 2 must again process products 3. Such a mode of operation is particularly advantageous in that sleep mode has no impact on the production of the entire line. Indeed, the retraction device 1 is in production mode at the latest when products 3 are ready to be bundled and/or when new bundles 4 can be received downstream, thanks to anticipation of the return of the temperature of set point of oven 6 at its production value.
- the oven 6 reaches its set temperature in production mode at the moment when the products 3 are again ready to be processed by the shrink-wrapping machine 2.
- the energy saving is optimal since the retraction device 1 is in production mode only when it must produce.
- the value for lowering the set temperature of the oven 6 in superficial standby mode can be adapted according to the minimum shutdown duration of the shrink-wrapping machine 2 so that the oven 6 can once again reach its production temperature at the latest when the shrink-wrapping machine 2 must again process products 3.
- This value is therefore determined according to the speed at which the oven 6 drops and rises in temperature, and according to the minimum shutdown duration of the shrink-wrapping machine 2 .
- the temperature setpoint in superficial standby mode will be calculated so that the oven 6 can drop in temperature until it reaches the lowered setpoint then rise in temperature to once again reach the production temperature, at the expiration of this minimum duration.
- a minimum duration necessary for example three minutes, so that products 3 can again arrive at the level of the shrink wrapper 2, once an incident occurring upstream of the wrapper 2 is ruler.
- the temperature setpoint in standby mode will be adjusted to a value such that the oven 6 can go from the setpoint temperature in standby mode to the production temperature in the time necessary for the products 3 to reach the shrinkwrapper 2 from the scene of the incident, namely, three minutes here. Oven 6 will therefore be maintained at its set temperature in standby mode until the incident is resolved. Only at this time will the set temperature of oven 6 be reset to its production value.
- the invention also relates to a device configured to implement the method as described above.
- the device 1 comprises a control member 15 capable of operating said device 1 in the desired mode. More precisely, during a change in the operating mode of the device 1, it receives a signal, for example putting it into superficial standby mode and then engages the mode corresponding to this signal, namely the superficial standby mode. Likewise, if it receives a return signal to production mode, it then initiates the return to production mode.
- the device 1 can also be configured to receive a signal for putting into deep sleep mode or returning to shallow sleep mode and engage the mode corresponding to the signal received.
- the device 1 receives a signal to enter deep sleep mode, it initiates deep sleep mode, and if it receives a signal to return to shallow sleep mode, it initiates the return to shallow sleep mode.
- such a control member 15 comprises a memory 16 and a processor 17.
- the memory 16 can store the instruction code which is readable and executable by the processor 17.
- the instruction code stored in the memory 16 can be presented under the form of a computer program, which, when executed by the processor 17, operates the device 1 according to the operating method described above.
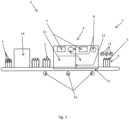
- an automatic shrink-wrapping machine 2 is shown.
- Groups of products 3 arrive at the entrance of the shrink wrapper 2 and emerge in the form of self-supported bundles 4. Firstly, the groups of products 3 enter a zone 14 in which they are coated with a heat-shrinkable film 5.
- the shrinkage oven 6 shown in figure 1 comprises two modules separated by a wall 13. However, devices comprising ovens 2 comprising from 1 to 5 modules, or even more, are part of the present invention.
- each module comprises at least one heating member 7 intended to heat the air of the oven 6 and at least one turbine 8 intended to circulate the (hot) air so as to allow optimal formation of a constriction around each batch of products 3.
- the operating method according to the invention comprises at least two operating modes, namely a superficial standby mode and a production mode, these two modes differing from each other due to the settings applied to the retraction device 1.
- the production mode is implemented when the shrink wrapper produces while the superficial standby mode is implemented when the wrapper is prevented from producing. Switching on shallow sleep mode saves energy.
- the superficial standby mode can also include the closing of the entry and exit doors 18 of the oven 6, when it is equipped with such doors.
- each of the turbines 8 operates at reduced speed and each of the first and second cooling means 10,11 is turned off.
- these modifications are made approximately simultaneously.
- These elements being modifiable instantly or almost, when returning to production mode, these settings are put back into production mode, substantially simultaneously, and preferably at the latest, when the element which prevented the shrink-wrapping machine 2 from producing is completed and products 3 arrive at the level of shrink wrapper 2, ready to be processed. Even preferably, these settings are returned to production mode, at the moment when products 3 are again at the level of the shrink-wrapping machine 2 ready to be processed.
- the superficial standby mode further comprises lowering the set temperature of the oven 6.
- this parameter is modified in superficial standby mode if a minimum shutdown duration of the shrink wrapper 2 is known. So, in this case, as the speeds at which an oven drops and rises in temperature are part of the known characteristics of an oven, it is possible to set a set temperature of the oven 6 in standby mode so that the oven 6 has the time to reach its production temperature again at the latest when products 3 arrive at the level again from bundler 2, ready to be bundled.
- the superficial sleep mode advantageously has no impact on the production of the line.
- the retraction device 1 is then set to switch, in particular automatically, from superficial standby mode to extended standby mode when the oven 6 drops in temperature and reaches the threshold temperature.
- the prolonged standby mode includes the extinction of all the turbines 8, and possibly the slowing down of the speed of the transport member 9, or even its stopping.
- the implementation of the prolonged sleep mode takes advantage of the fact that when the oven 6 falls below a certain temperature, it is no longer essential to cool the heating blocks 7 and possibly the transport member 9. Indeed, when the temperature within the oven 6 drops in temperature until it reaches the threshold temperature, the heating blocks 7 have been stopped for a certain time and the transport member no longer stores much heat during its passage through oven 6.
- the oven 6 When the oven 6 then reaches its set temperature in standby mode (which is lower than the threshold temperature) it must not fall below this temperature. It is therefore necessary to heat oven 6 again, at least to maintain oven 6 at its set temperature in standby mode.
- the retraction device 1 is therefore programmed to switch again to superficial standby mode at this time, starting by starting the turbines 8 again, at their operating speed in superficial standby mode. If the transport member 9 had been stopped in prolonged standby mode, it is preferably restarted at this time. Once the turbines 8 are in operation, the heating blocks 8 are turned back on to maintain the oven 6 at its set temperature in standby mode or to reach the operating set point in production mode if a return to production mode is desired at that moment. there.
- the device 1 comprises a control member 15 capable of operating said device 1 in the desired mode (production mode, superficial sleep mode or possibly prolonged sleep mode).
- the control member 15 can then comprise a memory 16 and a processor 17.
- the memory 16 can store an instruction code which is readable and executable by the processor 17.
- control member 15 can be connected to all the elements of the retraction device 1 capable of being modulated during the operation of the device 1 in order to be able to control these elements.
- control member can be connected to the heating members 7, to the air circulation members 8, to the transport member 9, to the first and second cooling members 10,11, and where appropriate to the doors 18 arranged at the entrance and exit of the oven 6.
- the invention it is thus possible to save energy significantly within a production and packaging line when the retraction device 1 is not in operation, via the transition from production mode to shallow sleep mode, then possibly to deep sleep mode.
- This energy saving is based both on a direct reduction in the consumption via the slowdown, or even the extinction of certain elements and on an indirect economy via better heat conservation allowing the retraction device 1 to consume less energy to return to production mode.
- the solution developed in the present invention also has the advantage of having little or no influence on the production of the entire line, particularly in terms of flow. Indeed, at the end of a standby phase, the return to production mode is anticipated so that the retraction device 1 can preferably operate as soon as the products 3 are ready to be bundled again.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Package Closures (AREA)
- Furnace Details (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Basic Packing Technique (AREA)
- Making Paper Articles (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Control Of Turbines (AREA)
Description
- La présente invention relève du domaine de la production et du conditionnement de produits, plus particulièrement, au niveau d'un dispositif de rétraction d'une fardeleuse automatique. L'invention a ainsi pour objet, d'une part, un procédé de fonctionnement d'un tel dispositif de rétraction et, d'autre part, un dispositif mettant en oeuvre ce procédé.
- Dans ce domaine, les produits traités sont du type flacons, bouteilles, bidons, etc. et subissent une première phase dite de production au cours de laquelle ils sont finalisés à l'unité, c'est-à-dire essentiellement remplis, bouchés, et étiquetés.
- Après cette première étape de préparation conduisant à un produit prêt à l'usage, une deuxième étape de conditionnement est mise en oeuvre dans le but d'obtenir, en sortie, des lots de plusieurs produits, regroupés en matrice rectangulaire, avec ou sans quinconçage, et maintenus ensemble par un enrobage du type film plastique, avec ou non une partie de fond sous la forme de barquette ou de plaque, notamment cartonnée, par exemple. A la sortie de cette deuxième étape de conditionnement, les produits se présentent donc en groupe au sein duquel ils sont maintenus, comme un fardeau, par exemple, de tels fardeaux étant ensuite généralement disposés sur des palettes pour une expédition plus aisée.
- Une fardeleuse est classiquement utilisée pour enrober un film autour de ces produits organisés en matrice puis le rétracter sous l'action de la chaleur, à l'aide d'un dispositif de rétraction, de sorte à assurer le maintien ensemble des différents produits d'une même matrice. De manière générale, les fardeleuses utilisées pour les produits traités dans la présente invention sont des fardeleuses permettant de fonctionner à une cadence élevée, c'est-à-dire, des fardeleuses ne requérant pas d'opérateur en fonctionnement normal, autrement dit, des fardeleuses automatiques.
- Depuis quelques années, pour des raisons tant économiques qu'environnementales, un objectif constant est de limiter la consommation énergétique au sein des lignes de production et de conditionnement de produits tels que mentionnés ci-dessus. Un effort plus particulier est fourni au regard de la consommation du dispositif de rétraction de la fardeleuse dans la mesure où il s'agit de l'un des éléments les plus énergivores d'une ligne. Cet effort porte plus précisément sur la mise en place d'un mode veille permettant de réduire la consommation d'énergie lorsque la fardeleuse ne produit pas, par exemple, en raison d'une panne d'une machine en amont ou en aval sur la ligne, ou, en cas de coincement ou de chute d'un produit.
- A titre d'exemple, la demande
WO 2011/144231 propose la mise en place d'un dispositif de fermeture au niveau de l'entrée et de la sortie du four du dispositif de rétraction d'une fardeleuse automatique. Ces dispositifs sont actionnés lorsque la fardeleuse n'est pas en phase de production, dans le but de limiter les déperditions de chaleur à l'extérieur du four. - Le document
US2004/083687 décrit le passage d'une installation en mode veille après l'observation d'un certain délai d'inactivité. - Toutefois, il a été montré que l'influence de ce type de dispositif était faible sur la consommation énergétique d'un dispositif de rétraction.
- Ainsi, il demeure un besoin d'améliorer l'existant en disposant d'une méthode permettant d'économiser significativement l'énergie dans les moments d'inactivités de la fardeleuse. De préférence, une telle méthode ne doit pas impacter le fonctionnement de la ligne de production et de conditionnement. En d'autres termes, la fardeleuse devra de préférence être prête à redémarrer la production dès que des produits seront à nouveau disponibles pour être traités par la fardeleuse et/ou dès que le convoyeur placé en aval de la fardeleuse sera à nouveau prêt à recevoir des fardeaux.
- L'invention vise ainsi à proposer une solution dans laquelle le dispositif de rétraction peut fonctionner dans un mode veille lorsque la fardeleuse ne peut pas produire, de sorte à entraîner une économie d'énergie conséquente tout en permettant à la fardeleuse de reprendre la production dès lors que l'événement ayant conduit à son arrêt n'a plus d'impact sur la capacité de la fardeleuse à traiter des produits.
- Pour ce faire, l'invention propose d'agir notamment sur le brassage de l'air chaud dans le four du dispositif de rétraction. En effet, le dispositif de rétraction comprend un four dans lequel l'air chaud est brassé à l'aide d'au moins un organe de circulation d'air (généralement figuré par une turbine) pour le répartir de sorte à assurer l'obtention d'un fardeau de bonne qualité. La présente invention repose sur le fonctionnement des turbines à une vitesse réduite lorsque la fardeleuse n'est pas utilisée, par rapport à la vitesse appliquée lorsque la fardeleuse est en fonctionnement.
- L'invention a ainsi pour objet un procédé de fonctionnement d'un dispositif de rétraction d'une fardeleuse automatique selon la revendication 1 annexée.
- L'invention a aussi pour objet un dispositif mettant en oeuvre ce procédé, selon la revendication 12 annexée.
- L'invention sera mieux comprise grâce à la description ci-dessous, qui se base sur des modes de réalisation possibles, expliqués de façon illustrative et nullement limitative, en référence avec les figures annexées, dans lesquelles :
- la
figure 1 illustre schématiquement une fardeleuse automatique apte à fonctionner suivant le procédé de fonctionnement de l'invention, et - la
figure 2 représente schématiquement la gestion des différents modes de fonctionnement d'un dispositif de rétraction. - L'invention a donc tout d'abord comme objet un procédé de fonctionnement d'un dispositif de rétraction 1 d'une fardeleuse automatique 2 destinée à être utilisée dans une installation de traitement de produits 3 délivrés sous forme de fardeaux 4 qui regroupent chacun plusieurs produits 3 maintenus ensemble à l'aide d'un film rétractable 5.
- De manière générale, les produits 3 sont du type bouteilles, flacons, bidons, cannettes ou autres. Le procédé selon l'invention concerne le fonctionnement d'un dispositif de rétraction 1 d'une fardeleuse automatique 2 intervenant sur les produits 3.
- De manière générale, dans une installation de traitement de produits 3 délivrés sous forme de fardeaux 4, en amont de la fardeleuse 2, les produits 3 sont finalisés un par un à travers des étapes de remplissage, bouchage et éventuellement étiquetage. Ils peuvent également être fabriqués, notamment à partir d'une préforme. D'autres étapes peuvent être prévues au sein d'une ligne de production, comme par exemple une étape de lavage, de stérilisation par exemple ou encore de sertissage, notamment lorsque les produits 3 sont des cannettes.
- Juste avant le fardelage opéré par la fardeleuse 2, les produits 3 sont regroupés en lots de plusieurs produits en principe en contact les uns avec les autres sous forme matricielle avec ou sans quinconcage. Habituellement, des produits 3 s'étendent le long des deux bords de la matrice. A ce stade, ils sont généralement disposés verticalement, c'est-à-dire avec leur plus grande dimension s'étendant le long de la direction verticale et avec leur ouverture vers le haut ou vers le bas.
- La fardeleuse 2 a alors pour rôle d'enrober les lots de produits 3 avec un film thermorétractable 5 puis de rétreindre le film à l'aide d'un dispositif de rétraction 1, afin de maintenir les produits 3 d'un même lot ensemble.
- Il existe plusieurs types de fardeleuses, à savoir, des fardeleuses manuelles, semi-automatiques et automatiques. La présente invention se focalise uniquement sur les fardeleuses automatiques 2, qui sont les seules à pouvoir assurer une cadence assez élevée pour satisfaire aux exigences de de production du type de produits concernés par la présente invention.
- Par « fardeleuses automatiques » au sens de la présente invention, on entend les fardeleuses qui ne nécessitent pas d'intervenant humain en phase de production, mis à part pour réaliser des opérations de maintenance, pour régler un problème ou éventuellement pour alimenter la fardeleuse en produits (ce dernier cas ne concerne que certains modèles de fardeleuses). Ainsi, les fardeleuses dans lesquelles l'enrobage du film autour du lot ou encore la réalisation d'une soudure du film avant l'étape de rétraction sont réalisées manuellement, ne sont pas considérées comme des fardeleuses automatiques au sens de la présente invention. De préférence, la présente invention se focalise sur les fardeleuses automatiques dont l'alimentation est aussi automatique, c'est-à-dire qu'elle ne nécessite pas d'intervention humaine. Les fardeleuses automatiques, au sens de la présente invention, présentent donc généralement une autonomie accrue et un coût opérateur moindre, en comparaison avec les autres fardeleuses.
- Certaines fardeleuses comprennent une unité de soudure destinée à sceller le film enrobé autour des lots avant la rétraction du film au sein d'un dispositif de rétraction. Préférablement, les fardeleuses automatiques 2 convenant à la présente invention sont dépourvues d'une telle unité de soudure.
- En aval d'une fardeleuse automatique 2, une installation de traitement de produits peut comprendre un palettiseur. Une telle machine est destinée à déposer les fardeaux délivrés par la fardeleuse 2 sur une palette, afin de faciliter leur transport.
- Le dispositif de rétraction 1 selon l'invention est doté d'un four de rétraction 6 comprenant :
- au moins un organe de chauffage 7 destiné à chauffer l'air du four 6, et
- au moins un organe 8 de circulation d'air destiné à répartir l'air chaud dans le four 6.
- Le four de rétraction 6, également appelé tunnel ou encore tunnel de rétraction, est l'élément permettant de fournir la chaleur nécessaire pour rétreindre le film disposé autour d'un lot de produits 3. En principe, le(s) organe(s) 8 de circulation d'air du four 6 est(sont) figuré(s) par une(des) turbine(s), mais peu(ven)t être figuré(s) par tout autre organe apte à brasser l'air au sein du four 6. Dans la suite du texte, les expressions « turbine » et « organe de circulation d'air » seront indifféremment utilisées pour désigner un organe 8 de circulation d'air sans pour autant limiter la portée de la demande à un organe spécifique apte à répartir l'air dans le four 6.
- De manière générale, un tunnel de rétraction 6 est composé de un à cinq modules 12 disposés à la suite les uns des autres séparés d'une paroi 13 entre chaque module. Chaque module comprend généralement un organe de chauffage 7, également appelé bloc de chauffe associé à une turbine 8. Chaque module 12 fonctionne alors indépendamment, ce qui permet d'ajuster les conditions au sein du tunnel pour optimiser la formation du fardeau. Dans la suite du texte, les termes « organe de chauffage 7 » ou équivalents, ainsi que « turbine 8 » ou équivalents, apparaitront indifféremment au singulier ou au pluriel, sans pour autant limiter la présente invention à des fours 6 avec un seul ou avec plusieurs modules 12. Ces termes ne se limitent pas non plus à des fours avec un seul ou avec plusieurs organe(s) de chauffage 7 ni à des fours avec une seule ou avec plusieurs turbine(s) 8.
- L'organe de chauffage 7 est de préférence figuré par un brûleur à gaz ou par des résistances électriques. Il est destiné à fournir la quantité de chaleur nécessaire pour que le four 6 atteigne sa température de consigne en chauffant l'air du four 6. Ainsi, l'organe de chauffage 7 fonctionne à une puissance donnée ajustée en fonction de la température de consigne, correspondant à la température que doit atteindre l'air du four.
- L'organe 8 de circulation d'air (ou turbine 8) sert ensuite à répartir l'air chauffé par le bloc de chauffe 7 dans le four 6 afin d'obtenir un débit d'air chaud de nature à former un fardeau de bonne qualité i.e. avec le moins de plis possibles et permettant un bon maintien d'un lot de produits 3.
- Afin d'optimiser la consommation énergétique, le procédé de fonctionnement de la présente invention comprend un mode production lors duquel la fardeleuse 2 est réglée pour pouvoir produire et un mode veille superficielle, propice à l'économie énergétique. En particulier, en mode production, la fardeleuse est réglée pour pouvoir produire normalement, en termes de cadence et de quantité.
- Lorsque le procédé de fonctionnement selon l'invention est en mode production, le dispositif de rétraction 1 est réglé pour qu'un film rétractable placé autour d'un lot de produits 3 qui circule dans ce dispositif 1 se rétreigne de manière optimale pour former un fardeau 4. Traditionnellement, ce mode de fonctionnement est celui utilisé à tout moment d'une phase de production, y compris lorsqu'il y a une panne sur la ligne, empêchant la fardeleuse 2 de fonctionner. Dans le cadre de la présente invention, ce mode est utilisé préférentiellement uniquement lorsque la fardeleuse 2 produit, c'est-à-dire lorsqu'elle délivre des fardeaux 4.
- Le mode veille superficielle quant à lui, correspond à un mode économique ayant pour but de limiter la consommation énergétique du dispositif de rétraction 1, lorsque la fardeleuse 2 ne peut pas produire. Lorsque le procédé de fonctionnement est en mode veille superficielle, certains réglages sont modifiés par rapport au mode production, de sorte à optimiser la consommation d'énergie notamment en réduisant la dépense et/ou en conservant autant que possible la chaleur du four 6 en vue du retour au mode production. Ainsi les réglages appliqués au dispositif de rétraction en mode veille superficielle sont tels qu'ils ne permettent pas la formation d'un rétreint de qualité satisfaisante, voire ne permettent pas la formation d'un rétreint.
- Le mode veille superficielle est donc utilisé lorsque la fardeleuse 2 ne peut pas produire, par exemple en raison de l'absence de produits 3 notamment du fait d'une panne ayant lieu sur la ligne de production. Une telle panne peut aussi bien être au niveau de la fardeleuse 2 qu'en amont ou en aval de cette machine. Une autre raison empêchant la fardeleuse 2 de produire peut être un produit 3 qui tombe, un coincement de produit 3, une opération de maintenance ou encore lorsque l'opérateur décide d'interrompre momentanément la production.
- La gestion du passage du mode de production au mode veille superficielle et inversement peut être géré par un organe de commande 15 appartenant au dispositif de rétraction 1. Un tel organe 15 reçoit un signal provenant soit d'un opérateur soit directement d'un élément de la ligne de production et enclenche le mode correspondant au signal.
- Le procédé de fonctionnement selon l'invention est caractérisé en ce que le mode veille superficielle comprend la réduction de la vitesse d'au moins un organe 8 de circulation d'air par rapport au mode production, jusqu'à une valeur non nulle.
- La réduction de la vitesse d'un organe 8 de circulation d'air correspond à la réduction de sa vitesse de rotation, autrement dit, sa fréquence de rotation. De manière générale, la réduction de la vitesse d'une turbine 8 correspond à la réduction de sa puissance de fonctionnement. Cette réduction de vitesse engendre une circulation moins rapide de l'air au sein du dispositif de rétraction 1 et donc un débit et un brassage de l'air moindre par rapport au mode production. Préférablement, la vitesse de l'ensemble des turbines 8 du dispositif de rétraction 1 utilisé dans l'invention est réduite par rapport au mode production, jusqu'à une valeur non nulle.
- En mode de production, les turbines 8 du four 6 fonctionnent à une vitesse donnée, ajustée pour permettre un brassage de l'air optimal en vue de la formation de fardeaux 4. Les inventeurs ont constaté, que lors d'un arrêt de la fardeleuse 2 il n'est pas nécessaire de brasser l'air aussi intensément que lorsque la fardeleuse 2 produit puisque des fardeaux 4 ne sont pas formés. Le fait de ralentir la vitesse de fonctionnement d'une turbine 8, permet avantageusement de réaliser une économie d'énergie importante. En outre, le fait que la turbine 8 soit ralentie, mais pas mise à l'arrêt, permet avantageusement de refroidir le bloc de chauffe 7 et donc de limiter considérablement le risque de détérioration de l'organe de chauffage 7. En outre, il en résulte avantageusement un brassage de l'air moindre au sein du four de rétraction 6 et donc une limitation de la déperdition de chaleur hors du four 6.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, lors du mode veille superficielle, la vitesse d'au moins un organe 8 de circulation d'air, voire de l'ensemble des organes 8 de circulation d'air, est réduite jusqu'à une valeur allant de 10 à 90 %, de préférence de 30 à 80 %, en particulier de 50 à 70 % de la vitesse en mode production.
- Lorsque le four 6 comprend plusieurs turbines 8, la vitesse de chaque turbine 8 peut être réduite dans une proportion différente. Par exemple la vitesse de la turbine 8 d'un module donné peut être réduite de 20 % alors que la vitesse de la turbine d'un autre module peut être réduite de 50 %. De préférence, la vitesse de l'ensemble des turbines 8 du four 6 est réduite dans une proportion sensiblement équivalente.
- De manière générale, la vitesse de fonctionnement d'une turbine 8 en mode production va de 800 à 2500 tours/minute. En mode veille superficielle, elle va de préférence de 500 à 1000 tours/minute.
- Selon l'invention, le mode veille superficielle comprend en outre l'abaissement de la température de consigne du four 6 d'une valeur prédéfinie par rapport au mode production jusqu'à une valeur dite de consigne en mode veille.
- La température de consigne du four 6 correspond à la température cible du four. La température du four 6 correspond à la température de l'air qui y circule. On comprend donc que la température de consigne peut être différente selon le mode dans lequel fonctionne le dispositif de rétraction 1. On comprend également que la température du four 6 ne correspond pas forcément à la température de consigne. La température du four 6 est généralement mesurée tout au long du procédé selon l'invention, en principe à l'aide d'un thermocouple. Durant le mode production, le four est donc généralement à sa température de consigne en mode production, qui est d'environ 200°C. Lorsque le four 6 possède plusieurs modules, la consigne de température, et donc la température mesurée peut légèrement varier d'un module à l'autre pour des raisons d'optimisation des conditions pour l'obtention d'un fardeau de meilleure qualité. En mode veille superficielle, la température de consigne du four 6 peut donc être abaissée d'une valeur prédéfinie, ce qui signifie que si le four 6 possède plusieurs modules, la température de consigne peut être abaissée d'une valeur prédéfinie dans chaque module. Lorsque la consigne de température est abaissée, le(s) organe(s) de chauffage est(sont) pilotés, notamment éteints, pour permettre au four d'atteindre la température de consigne du mode veille superficielle.
- Lorsque le mode veille superficielle comprend l'abaissement de la consigne de température du four 6 d'une valeur prédéfinie, l'économie d'énergie réalisée s'avère avantageuse pour plusieurs raisons. Tout d'abord, une réduction de la température de consigne du four 6 entraîne la réduction, voire l'arrêt de la consommation d'énergie de l'(des) organe(s) de chauffage 7. Par ailleurs, du fait que la turbine 8 fonctionne également à vitesse réduite, le brassage de l'air est moindre au sein du four 6 ce qui permet à la température du four de baisser plus lentement que si la turbine 8 fonctionnait en mode normal. Il en résulte une meilleure conservation de la chaleur en vue d'un retour en mode de fonctionnement normal.
- Les organes de chauffage sont généralement éteints pour faire en sorte que la température diminue, mais ils ne sont pas forcément éteints pendant toute la durée du mode veille du procédé de fonctionnement. En effet, lorsque la température de consigne en mode veille est atteinte, il se peut que le four 6 doive conserver sa température de consigne en mode veille. Les organes de chauffage 7 sont donc rallumés, mais généralement à une puissance inférieure à celle qui est appliqué en mode production puisque la température de consigne est plus basse. Ainsi, la puissance des organes de chauffage 7 du four 6 peut varier au cours d'une même période de veille superficielle de sorte que la température du four 6 ne diminue pas au-delà de la variation de température autorisée par la consigne.
- Lorsque les organes de chauffage 7 du four 6 sont des résistances électriques, leur puissance peut notamment varier à l'aide d'un gradateur permettant de moduler la puissance de chauffage maintenant les résistances allumées seulement une partie du temps déterminée en fonction de la puissance de chauffage souhaitée. A titre d'exemple, les résistances peuvent être allumées chaque seconde pendant quatre dixièmes de seconde et éteintes pendant six dixièmes de seconde. En revanche, si les organes de chauffage 7 sont des brûleurs à gaz, il est possible de moduler directement la puissance des brûleurs pour faire varier la puissance de chauffage.
- De préférence, l'abaissement de la température de consigne du four 6 est opéré sensiblement simultanément à la réduction de vitesse d'au moins un organe 8 de circulation d'air. Généralement l'abaissement de la consigne de température du four 6 et de la vitesse d'au moins un organe 8 de circulation d'air est opéré lorsque le mode veille est enclenché. Toutefois, ces deux actions peuvent être effectuées à des instants différents, en particulier, l'abaissement de la température de consigne du four 6 peut avoir lieu ultérieurement à la réduction de vitesse d'au moins une turbine 8.
- Selon l'invention, le mode veille superficielle comprend l'abaissement de la température de consigne du four 6 uniquement si la durée minimum d'arrêt de la fardeleuse 2 est connue.
- Par durée minimum d'arrêt de la fardeleuse, on entend la durée minimum pendant laquelle la fardeleuse ne peut pas produire, du fait qu'elle ne reçoive pas de produits 3 prêts à être fardelés ou qu'elle soit en maintenance ou en panne. Ainsi, le mode veille superficielle peut comprendre la diminution de la température de consigne du four 6 qui est opérée uniquement s'il est possible d'apprécier un délai minimum avant lequel des produits seront à nouveau prêts à être traités par la fardeleuse.
- A titre d'exemple, une telle durée peut être connue lorsqu'un opérateur décide d'arrêter la production pendant une période déterminée. Une telle durée peut également être connue s'il y a une panne ou un problème à un niveau quelconque de la ligne de production et de conditionnement et qu'il est possible d'évaluer une durée minimum de traitement. Encore une autre possibilité, est qu'une panne concerne un élément amont et que la durée nécessaire (de x minutes) pour que les produits 3 transitent depuis cet élément amont jusqu'à l'entrée de la fardeleuse est connue. Dans ce dernier cas, même si la durée nécessaire pour régler la panne n'est pas connue, on sait que les produits 3 seront prêts à être à nouveau traités par la fardeleuse x minutes après la fin de la panne.
- Comme un four met un certain temps pour descendre et monter en température, le mode veille superficielle du procédé de l'invention comprend l'abaissement de la température de consigne si une durée minimum d'arrêt de la fardeleuse 2 est connue. Comme détaillé ultérieurement, le fait d'imposer de connaître une durée minimum d'arrêt de la fardeleuse 2 pour abaisser la température de consigne du four 6, permet d'adapter la valeur d'abaissement en fonction de cette durée, de sorte que le four 6 puisse à nouveau atteindre sa température de production le plus tôt possible après que la fardeleuse doive reprendre la production, de préférence, au plus tard lorsque la fardeleuse 2 doit à nouveau traiter des produits 3, c'est-à-dire au moment où des produits 3 sont à nouveau prêts à être traités par la fardeleuse 2 et/ou au moment où les éléments placés en aval de la fardeleuse 2 peuvent à nouveau recevoir des fardeaux 4. En d'autres termes la valeur d'abaissement est préférablement déterminée de sorte que la température du four 6 ne soit pas l'élément empêchant la reprise de la production. En effet, lorsque l'événement ayant provoqué l'arrêt de la fardeleuse 2 est terminé et que des produits 3 sont prêts à être fardelés et/ou des fardeaux 4 prêts à être reçus en aval de la fardeleuse, il est préférable que le four 6 soit à sa température de consigne en mode production.
- Ainsi, le procédé de fonctionnement permet avantageusement de réduire la consommation énergétique tout en ayant un impact léger voire nul sur la production de l'ensemble d'une ligne de production et de conditionnement de produits 3.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, le dispositif de rétraction 1 comprend en outre :
- un organe de transport 9 sur lequel reposent les produits 3 et qui circule à travers le four 6,
- au moins un premier organe de refroidissement 10 destiné à refroidir l'organe de transport 9 pendant son trajet de retour, et
- au moins un deuxième organe de refroidissement 11 destiné à refroidir les fardeaux 4 en sortie du four de rétraction 6 ;
- L'organe de transport 9 utilisé dans la présente invention est généralement un convoyeur à tapis. Un tel élément présente deux enroulements situés aux extrémités amont et aval du tapis. Le tapis circule donc dans le four en portant des lots de produits 3. Après la sortie du four 6, il dépose les fardeaux sur une autre surface, puis atteint l'enroulement aval. Il entame alors son trajet de retour jusqu'à atteindre l'enroulement amont, puis transporte de nouveaux lots de produits 3 à travers le four etc... Chaque zone du tapis de l'organe de transport 9, transite donc régulièrement dans le tunnel de rétraction 6 et emmagasine de la chaleur. C'est pour cette raison, que le dispositif de rétraction 1 utilisé dans la présente invention comprend de préférence au moins un premier moyen de refroidissement 10, qui a pour but de refroidir le tapis pendant son trajet de retour c'est-à-dire lorsqu'il circule entre son enroulement aval et son enroulement amont. Ce(s) premier(s) moyen(s) de refroidissement 10 se situe(nt) généralement sous le tapis, plus précisément sous la bande inférieure du tapis, c'est-à-dire la partie du tapis au niveau du retour. Il s'agit en principe d'un ou plusieurs ventilateurs. En mode production, au moins un moyen de refroidissement 10, de préférence l'ensemble des moyens de refroidissement 10 est allumé
- En mode veille superficielle, au moins un premier moyen de refroidissement 10 peut être éteint. De préférence, tous les premiers moyens de refroidissement 10 sont éteints. Dans certains modes de réalisation, les premiers moyens de refroidissement 10 sont éteints seulement momentanément pendant le mode veille superficielle. Ainsi, si par exemple le tapis surchauffe, notamment lorsque la température de consigne du four 6 n'est pas abaissée lors du mode veille superficielle, il est possible de rallumer un ou plusieurs premier(s) moyen(s) de refroidissement 10. Le(s) premier(s) moyen(s) de refroidissement 10 peu(ven)t par exemple être automatiquement rallumé(s) si le tapis passe au-dessus d'une certaine température prédéfinie.
- Les fardeaux 4 qui sortent du four de rétraction sont généralement relativement chauds en sortie du four de rétraction 6 ce qui affecte le maintien des produits 3 par le film rétractable. Pour cette raison, le dispositif de rétraction 1 utilisé dans la présente invention comprend de préférence au moins un deuxième moyen de refroidissement 11, qui a pour but de refroidir les fardeaux 4 juste après leur sortie du four 6. Il s'agit en principe d'un ou plusieurs ventilateurs, de préférence situés au-dessus des fardeaux 4 lorsqu'ils sortent du four 6. De tels ventilateurs peuvent également disposés sur les côtés des fardeaux 4 lorsqu'ils sortent du four 6. En mode production, au moins un moyen de refroidissement 11, de préférence l'ensemble des moyens de refroidissement 11 est allumé.
- Lorsque la fardeleuse ne produit pas, des fardeaux 4 ne sortent pas du four 6, et il n'est donc pas nécessaire de les refroidir. Ainsi, en mode veille superficielle, au moins un deuxième moyen de refroidissement 11 peut être éteint. De préférence, l'ensemble des deuxièmes moyens de refroidissement 11 est éteint.
- Selon certains modes de réalisation préférés, lors du mode veille superficielle, l'ensemble des premiers moyens de refroidissement 10 et des deuxièmes moyens de refroidissement 11 est éteint.
- Dans certains cas, le four de rétraction 6 peut comprendre une porte 18 au niveau de son entrée et de sa sortie. Selon certains modes de réalisation, le mode veille superficielle peut alors comprendre en outre la fermeture de ces portes 18 afin de réduire les déperditions de chaleur.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, la réduction de la vitesse d'au moins un organe 8 de circulation d'air est opérée sensiblement simultanément à l'extinction d'au moins un premier organe de refroidissement 10 et/ou d'au moins un deuxième organe de refroidissement 11.
- De préférence, lorsque le mode veille superficielle est enclenché, l'ensemble des modifications opérées pour passer du mode production au mode veille superficielle sont opérées sensiblement simultanément.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, lors du mode veille superficielle, la vitesse de l'ensemble des organes 8 de circulation d'air est réduite jusqu'à une valeur non nulle, et
- l'ensemble des premiers organes de refroidissement 10 et des deuxièmes organes de refroidissement 11 est éteint.
- Ainsi, selon un mode de réalisation préféré, le mode veille superficielle comprend :
- la réduction de la vitesse de l'ensemble des turbines 8 jusqu'à une valeur non nulle,
- l'extinction de l'ensemble des premiers organes de refroidissement 10, et
- l'extinction de l'ensemble des deuxièmes organes de refroidissement 11.
- Ce mode de réalisation est plus particulièrement mis en oeuvre lorsque la durée minium d'arrêt de la fardeleuse est inconnue.
- Selon un autre mode de réalisation préféré, le mode veille superficielle comprend :
- la réduction de la vitesse de l'ensemble des turbines 8 jusqu'à une valeur non nulle,
- l'extinction de l'ensemble des premiers organes de refroidissement 10,
- l'extinction de l'ensemble des deuxièmes organes de refroidissement 11, et
- l'abaissement de la température de consigne du four 6 d'une valeur prédéfinie.
- Ce mode de réalisation est plus particulièrement mis en oeuvre lorsque la durée minium d'arrêt de la fardeleuse est connue.
- Selon une caractéristique additionnelle possible :
- le mode veille superficielle comprend l'abaissement de la température de consigne du four 6 tel que défini précédemment, et
- le procédé de fonctionnement comprend en outre un mode veille prolongée comprenant l'arrêt de l'ensemble des organes 8 de circulation d'air et éventuellement de l'organe de transport 9, ledit mode veille prolongée étant enclenché lorsque, lors du mode veille superficielle, la température du four 6 baisse jusqu'à atteindre une température seuil prédéfinie.
- En effet, lorsque le dispositif de rétraction fonctionne selon le mode veille superficielle, les turbines 8 continuent de brasser l'air du four 6, même si elles tournent à une vitesse réduite par rapport au mode production. Ceci permet de refroidir les blocs de chauffe 7 pour éviter leur détérioration. Toutefois, lorsque le mode veille superficielle comprend en outre l'abaissement de la consigne de température du four 6 par rapport au mode production, les blocs de chauffe 7 sont en principe éteints pour permettre au four 6 de descendre en température. Ainsi, si la température de consigne est suffisamment basse, au bout d'un certain temps de descente en température, les blocs de chauffe 7 sont suffisamment froids pour ne plus nécessiter d'être refroidis par les organes 8 de circulation d'air.
- Par conséquent, dans certains modes de réalisation, une température seuil, inférieure à la température de consigne du four 6 en mode production mais supérieure à la température de consigne en mode veille est fixée, de sorte que, les turbines 8 sont éteintes lorsque la température du four 6 atteint cette température seuil, enclenchant ainsi le mode nommé mode veille prolongée. Le procédé peut donc comprendre le passage du mode production au mode veille superficielle, puis le passage du mode veille superficielle au mode veille prolongée. Par contre, le procédé ne comprend préférentiellement pas un passage direct du mode production au mode veille prolongée parce qu'il y aurait un risque d'endommager les blocs de chauffe 7. De préférence, les turbines 8 sont éteintes automatiquement lorsque le four 6 atteint la température seuil.
- Typiquement, la température seuil est autour de 100°C, alors que la température de fonctionnement du four 6 en mode production est de l'ordre de 200°C. Ainsi, si la température de consigne du four en mode veille superficielle est inférieure à 100°C, par exemple de 80°C, lorsque le four descend en température et qu'il atteint la température seuil, située autour de 100°C, le mode veille prolongée est enclenché, en particulier, de manière automatique, provoquant ainsi l'arrêt des turbines 8.
- L'enclenchement du mode veille prolongée engendre une économie supplémentaire d'énergie du fait qu'il n'y a plus d'énergie consommée pour le fonctionnement des turbines 8. En outre, le brassage de l'air du four 6 étant arrêté, le four continue de descendre en température mais plus lentement, ce qui permet de mieux conserver la chaleur dans le four en vue d'un retour ultérieur en mode production. En d'autres termes, pour une durée identique de fonctionnement en mode veille superficielle et en mode veille prolongée, le four perd plus de chaleur en mode veille superficielle. Par conséquent, lors du retour en mode production, moins d'énergie et moins de temps seront nécessaires pour permettre au four d'atteindre à nouveau la température de fonctionnement en mode production si le mode veille prolongée est enclenché.
- Selon certains mode de réalisation, le mode veille prolongée du procédé de fonctionnement comprend en outre l'arrêt de l'organe de transport 9 ou au moins une baisse significative de sa vitesse. Ainsi, le mode veille prolongée peut engendrer l'extinction de l'ensemble des turbines 8 et l'interruption de l'organe de transport 9.
- Lorsque le dispositif de rétraction 1 fonctionne en mode veille prolongée, un retour en mode production s'effectue préférentiellement par l'intermédiaire d'un passage en mode veille superficielle. En effet, avant de faire remonter le four 6 en température, et donc, d'allumer les blocs de chauffe 7, il est préférable de faire fonctionner à nouveau les turbines 8 pour éviter aux blocs de chauffe 7 de surchauffer. Ainsi, le procédé peut comprendre le passage du mode veille prolongée au mode veille superficielle, puis le passage du mode veille superficielle au mode production. Par contre, le procédé ne comprend de préférence pas un passage direct du mode veille prolongée au mode production.
- De manière générale, que le procédé comprenne un mode veille prolongée ou non, deux températures de consigne différentes peuvent être appliquées au four 6, à savoir :
- une température de consigne en mode production qui correspond sensiblement à la température que doit avoir le four 6 pour produire, et
- une température de consigne en mode veille qui correspond à la température jusqu'à laquelle le four 6 peut descendre en mode veille superficielle, et, le cas échéant, en mode veille prolongée.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, le dispositif de rétraction 1 retourne en mode veille superficielle à partir du mode veille prolongée lorsque le four 6 atteint la température de consigne du mode veille.
- En effet, lorsque le four 6 atteint la température de consigne en mode veille, il ne doit pas continuer à descendre en température. Il est donc nécessaire d'allumer les blocs de chauffe 7 pour maintenir la température du four 6. Toutefois, pour éviter de détériorer les blocs de chauffe 7, il est préférable que l'air soit ventilé à leur proximité. Pour cette raison, le brassage de l'air est déclenché avant l'allumage des blocs de chauffe 7. Toujours dans une volonté d'optimiser la consommation énergétique du dispositif de rétraction 1, le brassage est certes remis en route, mais à l'intensité correspondant à celle du mode veille superficielle.
- Ainsi, lorsque le procédé fonctionne selon le mode veille prolongée, et que le four 6 atteint la température de consigne du mode veille, les turbines 8 sont remises en route à leur vitesse de fonctionnement en veille superficielle. Si l'organe de transport 9 a également été ralenti, voire arrêté lors du mode veille prolongée, il est remis à sa vitesse de fonctionnement en mode production, de préférence en même temps que les turbines 8, afin d'éviter qu'il ne surchauffe. Le retour du mode veille prolongée au mode veille superficielle peut par exemple être enclenché de manière automatique lorsque le four 6 atteint sa température de consigne en mode veille.
- Lorsqu'on quitte le mode veille superficielle pour retourner en mode production, la fardeleuse 2 peut à nouveau fonctionner lorsque l'ensemble des turbines 8 fonctionnent à leur vitesse de production, et le cas échéant, lorsque :
- le four 6 a atteint sa température de consigne en mode production,
- l'ensemble des premiers organes de refroidissement 10 sont allumés, et
- l'ensemble des deuxièmes organes de refroidissement 11 sont allumés.
- Parmi ces différents paramètres, la remise des turbines 8 à leur vitesse de production et l'allumage des premiers et deuxièmes moyens de refroidissement 10,11 sont instantanés ou quasi instantanés. En revanche, le four 6 prend un certain temps pour atteindre à nouveau sa température de production. Pour cette raison, pour économiser plus d'énergie, lors du retour en mode production, les paramètres modifiés lors de la mise en route de la veille superficielle peuvent être remis en mode production à des instants différents.
- Ainsi, lorsque la consigne de température du four 6 n'a pas été abaissée lors du mode veille superficielle, le(s) paramètre(s) modifié(s) lors de la mise en mode veille superficielle, sont de préférence remis en mode production, sensiblement simultanément, généralement au moment où des produits 3 sont à nouveau prêts à être traités par la fardeleuse 2.
- En revanche, lorsque la température de consigne du four 6 a été abaissée lors du mode veille superficielle, la remise de la consigne de température du four 6 à sa valeur en mode production est préférablement le premier paramètre à être remis en mode production, afin d'optimiser l'économie énergétique.
- Ainsi, selon une caractéristique additionnelle possible du procédé de fonctionnement :
- le mode veille superficielle comprend l'abaissement de la température de consigne du four 6 tel que défini précédemment, et
- le dispositif de rétraction 1 retourne en mode production à partir du mode veille superficielle, via au moins les étapes successives suivantes :
- (i) remise de la température de consigne du four 6 à sa valeur en mode production,
- (ii) remise de la vitesse de l'ensemble des organes 8 de circulation d'air à sa vitesse de fonctionnement en mode production et, le cas échéant, remise en marche des premier(s) et/ou deuxième(s) organes de refroidissement 10, 11,
- De cette manière, une économie d'énergie est avantageusement réalisée au niveau des turbines 8 et, le cas échéant, au niveau des premiers et deuxièmes moyens de refroidissement 10,11 pendant que le four 6 remonte en température.
- Dans les cas où le mode veille superficielle comprend la fermeture de portes 18 disposées au niveau de l'entrée et de la sortie du four 6, l'étape (ii) comprend alors généralement la réouverture de ces portes.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement, lors du retour en mode production à partir du mode veille superficielle, l'ensemble des organes 8 de circulation d'air est remis à sa vitesse de fonctionnement en mode production et, le cas échéant, l'ensemble des premier(s) et deuxième(s) organes de refroidissement 10,11 est remis en marche, cette(ces) action(s) étant effectuée(s) au plus tard lorsque la fardeleuse 2 doit traiter des produits 3.
- Autrement dit, les turbines 8 et, le cas échéant, les premier(s) et deuxième(s) moyens de refroidissement 10,11 sont remis en mode production au plus tard lorsque :
- des produits 3 sont à nouveau prêts à être traités par la fardeleuse 2, c'est-à-dire lorsque des produits 3 arrivent au niveau de la fardeleuse 2, et/ou
- les éléments placés en aval de la fardeleuse 2 peuvent à nouveau recevoir des fardeaux 4, c'est-à-dire absorber le flux de fardeaux 4 sortant de la fardeleuse 2.
- De manière encore préférée, les turbines 8 et les moyens de refroidissement 10,11 sont remis en mode production lorsque la fardeleuse 2 doit traiter des produits 3.
- Ainsi, dans le cas où la température de consigne du four 6 est abaissée en mode veille superficielle, le retour en mode production est enclenché préférablement avant que la fardeleuse 2 soit à nouveau prête à fonctionner. Dans un premier temps, la température de consigne du four 6 est alors remontée à la température de production. De préférence, les turbines 8 et, le cas échéant, les premiers et deuxièmes moyens de refroidissement 10,11 sont alors remis en mode production lorsque le four 6 a atteint la température de production, et encore préférablement lorsque des produits 3 sont prêts à être traités par la fardeleuse 2.
- Selon une caractéristique additionnelle possible du procédé de fonctionnement :
- le mode veille superficielle comprend l'abaissement de la température de consigne du four 6 alors que la durée minimum d'arrêt de la fardeleuse 2 est connue tel que défini précédemment, et
- lors du retour en mode production à partir du mode veille superficielle, la température de consigne du four 6 est remise à sa température de fonctionnement en mode production au plus tard au moment permettant au four 6 d'être à cette température lorsque la fardeleuse 2 doit traiter des produits 3.
- Pour ce faire, il faut connaître la durée minimum d'arrêt de la fardeleuse 2. En effet, dans ce cas il est possible d'anticiper en déterminant à quel moment commencer à faire remonter le four 6 en température pour qu'il puisse atteindre sa température de production au plus tard lorsque des produits 3 sont à nouveau prêts à être traités par la fardeleuse 2 et/ou lorsque les éléments placés en aval de la fardeleuse 2 peuvent à nouveau recevoir des fardeaux 4. En effet, la vitesse à laquelle un four chauffe fait partie de ces caractéristiques. En connaissant cette caractéristique, l'homme du métier peut déterminer à quel moment modifier la consigne de température pour que le four 6 atteigne sa température de production au plus tard lorsque la fardeleuse 2 doit à nouveau traiter des produits 3. Un tel mode de fonctionnement est particulièrement avantageux dans la mesure où le mode veille ne génère aucun impact sur la production de l'ensemble de la ligne. En effet, le dispositif de rétraction 1 est en mode production au plus tard lorsque des produits 3 sont prêts à être fardelés et/ou lorsque de nouveaux fardeaux 4 pourront être reçus en aval, ce grâce à une anticipation de la remise de la température de consigne du four 6 à sa valeur de production.
- De manière encore préférée, notamment lorsque la durée d'arrêt de la fardeleuse 2 est connue, le four 6 atteint sa température de consigne en mode production au moment où des produits 3 sont à nouveau prêts à être traités par la fardeleuse 2. Dans ce cas, l'économie d'énergie est optimale puisque le dispositif de rétraction 1 est en mode production seulement au moment où il doit produire.
- Comme indiqué précédemment, la valeur d'abaissement de la température de consigne du four 6 en mode veille superficielle peut être adaptée en fonction de la durée minimum d'arrêt de la fardeleuse 2 pour que le four 6 puisse à nouveau atteindre sa température de production au plus tard lorsque la fardeleuse 2 doit à nouveau traiter des produits 3. Cette valeur est donc déterminée en fonction de la vitesse à laquelle le four 6 descend et remonte en température, et en fonction de la durée minimum d'arrêt de la fardeleuse 2.
- Les deux cas de figure suivants peuvent par exemple se présenter. Premièrement, on peut avoir connaissance d'un évènement empêchant la fardeleuse 2 de fonctionner pendant un certain temps minimum, par exemple dix minutes. Dans ce cas, la consigne de température en mode veille superficielle va être calculée pour que le four 6 puisse descendre en température jusqu'à atteindre la consigne abaissée puis remonter en température pour à nouveau atteindre la température de production, à l'expiration de cette durée minimum. Deuxièmement, on peut avoir connaissance d'une durée minimum nécessaire, par exemple de trois minutes, pour que des produits 3 puissent à nouveau arriver au niveau de la fardeleuse 2, une fois qu'un incident se produisant en amont de la fardeleuse 2 est réglé. Dans ce cas, la consigne de température en mode veille va être ajustée à une valeur telle que le four 6 puisse passer de la température de consigne en mode veille à la température de production dans la durée nécessaire pour que les produits 3 rejoignent la fardeleuse 2 à partir du lieu de l'incident, à savoir, trois minutes ici. Le four 6 sera donc maintenu à sa température de consigne en mode veille jusqu'à ce que l'incident soit réglé. A ce moment-là seulement, la température de consigne du four 6 sera remise à sa valeur de production.
- L'invention a aussi pour objet un dispositif configuré pour mettre en oeuvre le procédé tel que décrit ci-dessus.
- En particulier, il peut s'agir d'un dispositif de rétraction 1 d'une fardeleuse automatique 2 destinée à être utilisée dans une installation de traitement de produits 3 délivrés sous forme de fardeaux 4 qui regroupent chacun plusieurs produits 3 maintenus ensemble à l'aide d'un film rétractable 5 ; ledit dispositif 1 étant configuré pour fonctionner au moins selon un mode production lors duquel la fardeleuse 2 est réglée pour pouvoir produire ou un mode veille superficielle propice à l'économie énergétique, ledit dispositif 1 comprenant au moins :
- un four 6 de rétraction comprenant au moins un organe de chauffage 7 destiné à chauffer l'air du four 6 et au moins un organe 8 de circulation d'air destiné à répartir l'air chaud dans le four 6 ; et
- un organe de commande 15 configuré pour recevoir au moins un signal de mise en mode veille superficielle ou de retour en mode production et enclencher le mode correspondant au signal reçu ;
- Ainsi, le dispositif 1 comprend un organe de commande 15 apte à faire fonctionner ledit dispositif 1 dans le mode souhaité. Plus précisément, lors d'un changement de mode de fonctionnement du dispositif 1, il reçoit un signal, par exemple de mise en mode veille superficielle et enclenche alors le mode correspondant à ce signal, à savoir le mode veille superficielle. De la même manière, s'il reçoit un signal de retour en mode production, il enclenche alors le retour en mode production.
- En outre, lorsque le procédé de fonctionnement comprend un mode veille prolongée, le dispositif 1 peut également être configuré pour recevoir un signal de mise en mode veille prolongée ou de retour en mode veille superficielle et enclencher le mode correspondant au signal reçu. Ainsi, s'il reçoit un signal de mise en mode veille prolongée, il enclenche le mode veille prolongée, et s'il reçoit un signal de retour en mode veille superficielle, il enclenche le retour en mode veille superficielle.
- Comme représenté en
figure 2 , un tel organe de commande 15 comprend une mémoire 16 et un processeur 17. La mémoire 16 peut stocker le code d'instructions qui est lisible et exécutable par le processeur 17. Le code d'instructions stocké dans la mémoire 16 peut se présenter sous la forme d'un programme d'ordinateur, qui, lorsqu'il est exécuté par le processeur 17 fait fonctionner le dispositif 1 selon le procédé de fonctionnement décrit ci-dessus. - Dans le mode de réalisation illustré en
figure 1 annexée, une fardeleuse automatique 2 est représentée. Des groupes de produits 3 arrivent à l'entrée de la fardeleuse 2 et en ressortent sous forme de fardeaux 4 autoportés. Dans un premier temps, les groupes de produits 3 entrent dans une zone 14 dans laquelle ils sont enrobés d'un film thermorétractable 5. - Les groupes de produits 3 enveloppés d'un film 5 atteignent ensuite le dispositif de rétraction 1 selon la présente invention. Le dispositif de rétraction 1 de la fardeleuse 2 représentée en
figure 1 comprend au moins : - un four de rétraction 6 destiné à rétreindre le film 5 enrobé autour de chaque lot de produits 3, du fait de la chaleur de l'air au sein de ce four 6. Typiquement, la température se situe autour de 200°C ;
- un organe de transport 9 qui peut être le même que celui qui transporte les produits 3 dans la zone 14 ou non. Cet organe de transport 9 est de préférence un convoyeur à tapis. Il conduit les lots de produits 3 à travers le four de rétraction 6, c'est-à-dire qu'il commence avant le four 6 et se termine après ;
- des premiers organes de refroidissement 10 destinés à refroidir le tapis de l'organe de transport 9 sur son trajet de retour, c'est-à-dire son trajet qui va de la sortie du four 6 vers son entrée. Ces premiers organes de refroidissement 10 permettent d'éviter au tapis d'emmagasiner trop de chaleur et sont situés sous l'organe de transport 9. Il s'agit généralement de ventilateurs. Sur la
figure 1 , ces premiers moyens de refroidissement sont au nombre de trois mais il peut très bien n'y en avoir qu'un ou deux ou encore, un nombre supérieur à trois comme quatre ou cinq par exemple ; et - des deuxièmes organes de refroidissement 11 destinés à refroidir les fardeaux 4 en sortie du four 6. Ces deuxièmes organes de refroidissement 11 permettent plus précisément de refroidir le film 5 et donc d'assurer un meilleur maintien des produits 3 au sein d'un fardeau 4. Ils sont généralement situés juste au-dessus des fardeaux 4 qui sortent du four 6. Il s'agit généralement de ventilateurs. Sur la
figure 1 , ces deuxièmes moyens de refroidissement sont au nombre de trois mais il peut très bien n'y en avoir qu'un ou deux ou encore, un nombre supérieur à trois comme quatre ou cinq par exemple. - Le four de rétraction 6 représenté en
figure 1 comprend deux modules séparés par une paroi 13. Toutefois les dispositifs comprenant des fours 2 comprenant de 1 à 5 modules, voire plus, font partie de la présente invention. Dans le four 6 de lafigure 1 , chaque module comprend au moins un organe de chauffage 7 destiné à chauffer l'air du four 6 et au moins une turbine 8 destinée à brasser l'air (chaud) de sorte à permettre une formation optimale d'un rétreint autour de chaque lot de produits 3. - Le procédé de fonctionnement selon l'invention comprend au moins deux modes de fonctionnement, à savoir un mode veille superficielle et un mode production, ces deux modes différant l'un de l'autre de par les réglages appliqués au dispositif de rétraction 1. De manière générale, le mode production est mis en oeuvre lorsque la fardeleuse produit alors que le mode veille superficielle est mis en oeuvre lorsque la fardeleuse est empêchée de produire. La mise en marche du mode veille superficielle permet de réaliser des économies énergétiques.
- Ainsi, lors du mode production, les turbines 8, les moyens de refroidissement 10,11 ont des paramètres de fonctionnement spécifiques et l'air du four est à sa température de consigne en mode production. En mode veille superficielle, au moins l'un de ces paramètres est modifié à savoir, la vitesse de rotation d'au moins une turbine 8 du four 6, de préférence de l'ensemble des turbines 8. Ainsi, en mode veille superficielle, les turbines 8 fonctionnent à une vitesse réduite par rapport au mode production. En outre, en mode veille superficielle :
- au moins un, voire l'ensemble des premiers moyens de refroidissement 10 peut être éteint ;
- au moins un, voire l'ensemble des deuxièmes moyens de refroidissement 11 peut être éteint ; et
- la consigne de température du four 6 peut être abaissée.
- Le mode veille superficielle peut également comprendre la fermeture des portes 18 d'entrée et de sortie du four 6, lorsqu'il est doté de telles portes.
- Préférablement, lors du mode veille superficielle, chacune des turbines 8 fonctionne en vitesse réduite et chacun des premiers et deuxièmes moyens de refroidissement 10,11 est éteint. Lors de l'enclenchement du mode veille superficielle, ces modifications sont opérées sensiblement simultanément. Ces éléments étant modifiables instantanément ou presque, lors du retour en mode production, ces réglages sont remis en mode production, sensiblement simultanément, et de préférence au plus tard, lorsque l'élément qui empêchait la fardeleuse 2 de produire est terminé et que des produits 3 arrivent au niveau de la fardeleuse 2, prêts à être traités. Encore préférablement, ces réglages sont remis en mode production, au moment où des produits 3 se trouvent à nouveau au niveau de la fardeleuse 2 prêts à être traités.
- Selon l'invention, le mode veille superficielle comprend en outre l'abaissement de la température de consigne du four 6. Contrairement aux autres paramètres décrits ci-dessus, il y a un certain décalage entre le moment où la température de consigne est abaissée et le moment où le four 6 atteint effectivement la température de consigne. Pour cette raison, ce paramètre est modifié en mode veille superficielle si une durée minimum d'arrêt de la fardeleuse 2 est connu. Alors, dans ce cas, comme les vitesses auxquelles un four descend et monte en température font partie des caractéristiques connues d'un four, il est possible de fixer une température de consigne du four 6 en mode veille de sorte que le four 6 ait le temps d'atteindre à nouveau sa température de production au plus tard lorsque des produits 3 arrivent à nouveau au niveau de la fardeleuse 2, prêts à être fardelés. Ainsi le mode veille superficielle n'a avantageusement pas d'impact sur la production de la ligne.
- Par ailleurs, afin d'optimiser l'économie d'énergie, lorsque le mode veille superficielle comprend en outre l'abaissement de la température de consigne du four 6, la remise des différents réglages en mode production se fait préférentiellement dans l'ordre suivant :
- dans un premier temps, la consigne de température du four 6 est remise à la consigne de production. Ceci est effectué de préférence suffisamment tôt pour que le four 6 atteigne sa température de consigne au plus tard lorsque des produits 3 sont à nouveau disposés à être fardelés ;
- dans un deuxième temps, les turbines 8 sont remises à leur vitesse de production, et les organes de refroidissement 10,11 sont remis en marche. Ceci est de préférence effectué au dernier moment, lorsque la fardeleuse redémarre.
- Dans certains modes de réalisation, le procédé de fonctionnement comprend en outre un mode veille prolongée. Ce mode veille prolongée peut être mis en oeuvre lorsque :
- le mode veille superficielle comprend l'abaissement de la température de consigne du four 6 ; et
- lorsque la valeur d'abaissement de la température de consigne est suffisamment importante pour que, lors de la descente en température du four 6, il passe en dessous d'une certaine température appelée température seuil se situant généralement autour de 100°C.
- Le dispositif de rétraction 1 est alors réglé pour passer, notamment automatiquement, du mode veille superficielle au mode veille prolongée lorsque le four 6 descend en température et qu'il atteint la température seuil. Le mode veille prolongée comprend l'extinction de l'ensemble des turbines 8, et éventuellement le ralentissement de la vitesse de l'organe de transport 9, voire son arrêt.
- En pratique, la mise en oeuvre du mode veille prolongée tire profit du fait que lorsque le four 6 passe en-dessous d'une certaine température, il n'est plus indispensable de refroidir les blocs de chauffe 7 et éventuellement l'organe de transport 9. En effet, lorsque la température au sein du four 6 descend en température jusqu'à atteindre la température seuil, les blocs de chauffe 7 sont à l'arrêt depuis un certain temps et l'organe de transport n'emmagasine plus beaucoup de chaleur lors de son passage dans le four 6.
- Lorsque le four 6 atteint ensuite sa température de consigne en mode veille (qui est inférieure à la température seuil) il ne doit pas descendre en dessous de cette température. Il est donc nécessaire de chauffer à nouveau le four 6, au moins pour maintenir le four 6 à sa température de consigne en mode veille. Le dispositif de rétraction 1 est donc programmé pour basculer à nouveau en mode veille superficielle à ce moment-là en commençant par démarrer à nouveau les turbines 8, à leur vitesse de fonctionnement en mode veille superficielle. Si l'organe de transport 9 avait été arrêté en mode veille prolongée, il est remis en route à cet instant-là de préférence. Une fois les turbines 8 en fonctionnement, les blocs de chauffe 8 sont rallumées pour maintenir le four 6 à sa température de consigne en mode veille ou pour atteindre la consigne de fonctionnement en mode production si un retour en mode production est souhaité à ce moment-là.
- Dans le mode de réalisation illustré en
figure 2 annexée, la gestion des modes de fonctionnement d'un dispositif 1 de rétraction est représentée. Ainsi, comme précisé ci-dessous, le dispositif 1 comprend un organe de commande 15 apte à faire fonctionner ledit dispositif 1 dans le mode souhaité (mode production, mode veille superficielle ou éventuellement mode veille prolongée). L'organe de commande 15 peut alors comprendre une mémoire 16 et un processeur 17. La mémoire 16 peut stocker un code d'instructions qui est lisible et exécutable par le processeur 17. - Afin d'enclencher le mode de fonctionnement souhaité, l'organe de commande 15 peut être relié à l'ensemble des éléments du dispositif 1 de rétraction susceptibles d'être modulés au cours du fonctionnement du dispositif 1 afin de pouvoir commander ces éléments. Ainsi, l'organe de commande peut être relié aux organes 7 de chauffage, aux organes 8 de circulation d'air, à l'organe 9 de transport, aux premiers et deuxièmes organes 10,11 de refroidissement, et le cas échéant aux portes 18 disposées au niveau de l'entrée et de la sortie du four 6.
- Grâce à l'invention, il est ainsi possible d'économiser de l'énergie de manière significative au sein d'une ligne de production et de conditionnement lorsque le dispositif de rétraction 1 n'est pas en fonctionnement, via le passage du mode production au mode veille superficielle, puis éventuellement au mode veille prolongée. Cette économie d'énergie repose à la fois sur une réduction directe de la consommation via le ralentissement, voire l'extinction de certains éléments et sur une économie indirecte via une meilleure conservation de chaleur permettant au dispositif de rétraction 1 de consommer moins d'énergie pour revenir en mode production. En outre, la solution développée dans la présente invention possède également l'avantage d'avoir peu, voire pas d'influence sur la production de l'ensemble de la ligne, notamment en termes de débit. En effet, à l'issue d'une phase de veille, le retour en mode production est anticipé pour que le dispositif de rétraction 1 puisse de préférence fonctionner dès que des produits 3 sont à nouveau prêts à être fardelés.
Claims (12)
- Procédé de fonctionnement d'un dispositif de rétraction (1) d'une fardeleuse automatique (2) destinée à être utilisée dans une installation de traitement de produits (3) délivrés sous forme de fardeaux (4) qui regroupent chacun plusieurs produits (3) maintenus ensemble à l'aide d'un film rétractable (5) ; ledit dispositif de rétraction (1) étant doté d'un four (6) de rétraction comprenant au moins un organe de chauffage (7) destiné à chauffer l'air du four (6) et au moins un organe (8) de circulation d'air destiné à répartir l'air chaud dans le four (6) ; ledit procédé de fonctionnement comprenant un mode production lors duquel la fardeleuse (2) est réglée pour pouvoir produire et un mode veille superficielle, propice à l'économie énergétique ;ledit mode veille superficielle comprenant la réduction de la vitesse d'au moins un organe (8) de circulation d'air par rapport au mode production, jusqu'à une valeur non nulle ;procédé caractérisé en ce quele mode veille superficielle comprend en outre l'abaissement de la température de consigne du four (6) d'une valeur prédéfinie par rapport au mode production jusqu'à une valeur dite de consigne en mode veille,et ledit mode veille superficielle comprenant l'abaissement de la température de consigne du four (6) uniquement si le délai minimum avant lequel des produits (3) seront à nouveau prêts à être traités par la fardeleuse est connu.
- Procédé selon la revendication 1, caractérisé en ce que le mode veille superficielle comprend en outre l'abaissement de la température de consigne du four (6) d'une valeur prédéfinie par rapport au mode production jusqu'à une valeur dite de consigne en mode veille, ledit abaissement de la température de consigne étant opéré sensiblement simultanément à la réduction de vitesse d'au moins un organe (8) de circulation d'air.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
le dispositif de rétraction (1) comprend en outre un organe de transport (9) sur lequel reposent les produits (3) et qui circule à travers le four (6), au moins un premier organe de refroidissement (10) destiné à refroidir l'organe de transport (9) pendant son trajet de retour et au moins un deuxième organe de refroidissement (11) destiné à refroidir les fardeaux (4) en sortie du four de rétraction (6) ; le mode veille superficielle comprenant en outre l'extinction d'au moins un premier organe de refroidissement (10) et/ou d'au moins un deuxième organe de refroidissement (11). - Procédé selon la revendication précédente, caractérisé en ce que
la réduction de la vitesse d'au moins un organe (8) de circulation d'air dans le mode veille superficielle est opérée sensiblement simultanément à l'extinction d'au moins un premier organe de refroidissement (10) et/ou d'au moins un deuxième organe de refroidissement (11). - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que lors du mode veille superficielle la vitesse de l'ensemble des organes (8) de circulation d'air est réduite jusqu'à une valeur non nulle, et:- , et- l'ensemble des premiers organes de refroidissement (10) et des deuxièmes organes de refroidissement (11) est éteint. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
lors du mode veille superficielle, la vitesse d'au moins un organe (8) de circulation d'air est réduite jusqu'à une valeur allant de 10 à 90 %, de préférence de 30 à 80 %, en particulier de 50 à 70 % de la vitesse en mode production. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
ledit procédé de fonctionnement comprend en outre un mode veille prolongée comprenant l'arrêt de l'ensemble des organes (8) de circulation d'air et éventuellement de l'organe de transport (9), ledit mode veille prolongée étant enclenché lorsque, lors du mode veille superficielle, la température du four (6) baisse jusqu'à atteindre une température seuil prédéfinie inférieure à la température de consigne du four (6) en mode production mais supérieure à la température de consigne en mode veille. - Procédé selon la revendication précédente, caractérisé en ce que
le dispositif de rétraction (1) retourne en mode veille superficielle à partir du mode veille prolongée lorsque le four (6) atteint la température de consigne du mode veille. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce quele dispositif de rétraction (1) retourne en mode production à partir du mode veille superficielle, via au moins les étapes successives suivantes :(i) remise de la température de consigne du four (6) à sa valeur en mode production,(ii) remise de la vitesse de l'ensemble des organes (8) de circulation d'air à sa vitesse de fonctionnement en mode production et, le cas échéant, remise en marche des premier(s) et/ou deuxième(s) organes de refroidissement (10, 11),l'étape (ii) intervenant de préférence une fois que le four (6) a atteint sa température de fonctionnement en mode production.
- Procédé selon la revendication 9, caractérisé en ce que
lors du retour en mode production à partir du mode veille superficielle, la température de consigne du four (6) est remise à sa température de fonctionnement en mode production au plus tard au moment permettant au four (6) d'être à cette température lorsque la fardeleuse (2) doit traiter des produits (3). - Procédé selon la revendication 9 ou 10, caractérisé en ce que
lors du retour en mode production à partir du mode veille superficielle, l'ensemble des organes (8) de circulation d'air est remis à sa vitesse de fonctionnement en mode production et, le cas échéant, l'ensemble des premier(s) et deuxième(s) organes de refroidissement (10,11) est remis en marche, cette(ces) action(s) étant effectuée(s) au plus tard lorsque la fardeleuse (2) doit traiter des produits (3). - Dispositif de rétraction (1) d'une fardeleuse automatique (2) destinée à être utilisée dans une installation de traitement de produits (3) délivrés sous forme de fardeaux (4) qui regroupent chacun plusieurs produits (3) maintenus ensemble à l'aide d'un film rétractable (5) ; ledit dispositif (1) étant configuré pour mettre en oeuvre le procédé selon l'une quelconque des revendications précédentes pour fonctionner au moins selon un mode production lors duquel la fardeleuse (2) est réglée pour pouvoir produire ou un mode veille superficielle propice à l'économie énergétique, ledit dispositif (1) comprenant au moins :- un four (6) de rétraction comprenant au moins un organe de chauffage (7) destiné à chauffer l'air du four (6) et au moins un organe (8) de circulation d'air destiné à répartir l'air chaud dans le four (6) ; et- un organe de commande (15) comprenant une mémoire (16) et un processeur (17), ladite mémoire (16) stockant un code d'instructions lisible et exécutable par ledit processeur (17), ledit organe de commande (15) étant relié à l'ensemble des éléments du dispositif (1) de rétraction susceptibles d'être modulés au cours du fonctionnement dudit dispositif (1) afin de pouvoir commander ces éléments et étant configuré pour recevoir au moins un signal de mise en mode veille superficielle ou de retour en mode production et enclencher le mode correspondant au signal reçu ;ledit dispositif (1) étant configuré pour que lors du mode veille superficielle, la vitesse d'au moins un organe (8) de circulation d'air soit réduite par rapport au mode production, jusqu'à une valeur non nulle.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1757974A FR3070376B1 (fr) | 2017-08-30 | 2017-08-30 | Fonctionnement d'un dispositif de retraction d'une fardeleuse automatique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3450334A1 EP3450334A1 (fr) | 2019-03-06 |
| EP3450334B1 true EP3450334B1 (fr) | 2024-06-12 |
Family
ID=60955141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18191595.0A Active EP3450334B1 (fr) | 2017-08-30 | 2018-08-30 | Fonctionnement d'un dispositif de rétraction d'une fardeleuse automatique |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11235918B2 (fr) |
| EP (1) | EP3450334B1 (fr) |
| CN (1) | CN109421962B (fr) |
| FR (1) | FR3070376B1 (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3094779B1 (fr) * | 2019-04-02 | 2021-05-14 | C E R M E X Constructions Etudes Et Rech De Materiels Pour Lemballage Dexpedition | Dispositif de chauffage de lots de produits enrobés et installation de conditionnement par fardelage de lots de produits |
| CN111731571B (zh) * | 2020-08-25 | 2020-11-13 | 莱州市同力机械有限公司 | 易拉罐包装机 |
| DE102021108138A1 (de) * | 2021-03-31 | 2022-10-06 | Krones Aktiengesellschaft | Verfahren zum Überführen einer Schrumpfvorrichtung in einen StandBy-Modus und Schrumpfvorrichtung |
| NL2031304B1 (en) * | 2022-03-16 | 2023-09-29 | Fuji Seal Int Inc | Hot Air Shrink Tunnel for Heat Shrinking a Shrink Label, Method for Heat Shrinking a Shrink Label, and Heat Shrinking Apparatus for Heat Shrinking a Shrink Label |
| CN115439475B (zh) * | 2022-11-07 | 2023-03-24 | 欣灵电气股份有限公司 | 基于物联网技术的一种快速热收缩节能控制系统 |
| CN115676044A (zh) * | 2022-11-19 | 2023-02-03 | 苏州快捷智能科技有限公司 | 一种光伏组件包装袋热缩设备及热缩工艺 |
| CN115946930A (zh) * | 2023-01-13 | 2023-04-11 | 无锡友承机械制造有限公司 | 礼盒裹膜包装热缩冷却生产线及包装方法 |
| DE102023108912A1 (de) | 2023-04-06 | 2024-10-10 | Krones Aktiengesellschaft | Schrumpfvorrichtung und ein Verfahren zum Aufschrumpfen eines Verpackungsmaterials auf eine Zusammenstellung umfassend mindestens einen Artikel |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10273116A (ja) | 1997-03-27 | 1998-10-13 | Hanagata:Kk | 熱収縮包装装置とその制御方法 |
| US20040083687A1 (en) | 2002-11-01 | 2004-05-06 | Christman Russell T. | Shrink tunnel control apparatus and method |
| EP2366656A2 (fr) | 2010-03-19 | 2011-09-21 | Krones AG | Dispositif et procédé destinés à la commande d'une installation de remplissage |
| DE102010011640A1 (de) * | 2010-03-16 | 2011-11-17 | Khs Gmbh | Schrumpftunnel zum Aufbringen von Schrumpffolien, Verfahren zum Betrieb oder Steuern eines Schrumpftunnels sowie Produktionsanlage mit einem Schrumpftunnel |
| DE102010020957A1 (de) | 2010-05-19 | 2011-11-24 | Khs Gmbh | Schrumpftunnel zum Aufbringen von Schrumpffolien, Verfahren zum Betrieb oder Steuern eines Schrumpftunnels sowie Produktionsanlage mit einem Schrumpftunnel |
| EP2578499A1 (fr) | 2011-10-05 | 2013-04-10 | Focke & Co. (GmbH & Co. KG) | Système destiné au fonctionnement d'une installation d'emballage |
| JP5308715B2 (ja) | 2008-05-21 | 2013-10-09 | 協和電機株式会社 | シュリンク包装装置 |
| DE102013110943A1 (de) | 2013-10-02 | 2015-04-02 | Krones Aktiengesellschaft | Schrumpfvorrichtung und Verfahren zum Betreiben einer Schrumpfvorrichtung |
| EP2792601B1 (fr) | 2013-04-17 | 2015-05-20 | Krones Aktiengesellschaft | Dispositif de rétractation et procédé d'adaptation d'un dispositif de rétractation |
| EP3018542A1 (fr) | 2014-11-06 | 2016-05-11 | Siemens Aktiengesellschaft | Installation d'automatisation ayant un mode pause à réduction de puissance |
| EP2799352B1 (fr) | 2013-04-30 | 2016-09-07 | Krones Aktiengesellschaft | Procédé de transfert d'un tunnel de rétraction en mode de production et procédé de transfert d'un tunnel de rétraction en mode arrêt depuis le mode production |
| EP3184444A1 (fr) | 2015-12-21 | 2017-06-28 | Krones Aktiengesellschaft | Dispositif et procédé de rétrécissement de matériaux d'emballage thermoplastiques plats sur un article ou sur des ensembles d'articles |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4597247A (en) * | 1985-10-15 | 1986-07-01 | The Mead Corporation | Method and apparatus for applying controlled heat to a group of articles disposed within a shrink film wrapper |
| US5062217A (en) * | 1990-11-13 | 1991-11-05 | Ossid Corporation | Selective sequential shrink apparatus and process |
| US5193290A (en) * | 1992-09-14 | 1993-03-16 | Ossid Corporation | Apparatus and method for sequential shrinking of packaging film |
| DE4446278A1 (de) * | 1994-12-23 | 1996-06-27 | Kallfass Gmbh | Verfahren und Vorrichtung zur Verpackung von Gegenständen in Schrumpffolie |
| US7155876B2 (en) * | 2003-05-23 | 2007-01-02 | Douglas Machine, Inc. | Heat tunnel for film shrinking |
| JP5888019B2 (ja) * | 2011-12-12 | 2016-03-16 | オムロン株式会社 | 制御装置、制御方法、プログラムおよび記録媒体 |
| DE102012106600A1 (de) * | 2012-07-20 | 2014-06-12 | Krones Ag | Schrumpfvorrichtung mit optimiertem Energiemanagement |
| FR3070510B1 (fr) * | 2017-08-30 | 2020-11-06 | C E R M E X Constructions Etudes Et Rech De Materiels Pour Lemballage Dexpedition | Procede et dispositif de gestion de la temperature d'un module d'une ligne de production |
-
2017
- 2017-08-30 FR FR1757974A patent/FR3070376B1/fr active Active
-
2018
- 2018-08-28 US US16/114,754 patent/US11235918B2/en active Active
- 2018-08-30 EP EP18191595.0A patent/EP3450334B1/fr active Active
- 2018-08-30 CN CN201811002550.1A patent/CN109421962B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10273116A (ja) | 1997-03-27 | 1998-10-13 | Hanagata:Kk | 熱収縮包装装置とその制御方法 |
| US20040083687A1 (en) | 2002-11-01 | 2004-05-06 | Christman Russell T. | Shrink tunnel control apparatus and method |
| JP5308715B2 (ja) | 2008-05-21 | 2013-10-09 | 協和電機株式会社 | シュリンク包装装置 |
| DE102010011640A1 (de) * | 2010-03-16 | 2011-11-17 | Khs Gmbh | Schrumpftunnel zum Aufbringen von Schrumpffolien, Verfahren zum Betrieb oder Steuern eines Schrumpftunnels sowie Produktionsanlage mit einem Schrumpftunnel |
| EP2366656A2 (fr) | 2010-03-19 | 2011-09-21 | Krones AG | Dispositif et procédé destinés à la commande d'une installation de remplissage |
| DE102010020957A1 (de) | 2010-05-19 | 2011-11-24 | Khs Gmbh | Schrumpftunnel zum Aufbringen von Schrumpffolien, Verfahren zum Betrieb oder Steuern eines Schrumpftunnels sowie Produktionsanlage mit einem Schrumpftunnel |
| EP2578499A1 (fr) | 2011-10-05 | 2013-04-10 | Focke & Co. (GmbH & Co. KG) | Système destiné au fonctionnement d'une installation d'emballage |
| EP2792601B1 (fr) | 2013-04-17 | 2015-05-20 | Krones Aktiengesellschaft | Dispositif de rétractation et procédé d'adaptation d'un dispositif de rétractation |
| EP2799352B1 (fr) | 2013-04-30 | 2016-09-07 | Krones Aktiengesellschaft | Procédé de transfert d'un tunnel de rétraction en mode de production et procédé de transfert d'un tunnel de rétraction en mode arrêt depuis le mode production |
| DE102013110943A1 (de) | 2013-10-02 | 2015-04-02 | Krones Aktiengesellschaft | Schrumpfvorrichtung und Verfahren zum Betreiben einer Schrumpfvorrichtung |
| EP3018542A1 (fr) | 2014-11-06 | 2016-05-11 | Siemens Aktiengesellschaft | Installation d'automatisation ayant un mode pause à réduction de puissance |
| EP3184444A1 (fr) | 2015-12-21 | 2017-06-28 | Krones Aktiengesellschaft | Dispositif et procédé de rétrécissement de matériaux d'emballage thermoplastiques plats sur un article ou sur des ensembles d'articles |
Non-Patent Citations (5)
| Title |
|---|
| D12 - STAND-BY-BETRIEB VON MASCHINEN UND ANLAGEN, PRODUKTION UND ENERGIE, BD. 13, KASSEL UNIVERSITY PRESS, VERÖFFENTLICHT 2016 |
| D13 - AN APPROACH TO INCREASE ENERGY EFFICIECY USING SHUTDOWN AND STANDBY MACHINE MODES, APOSTOLOS FYSIKOPOULOS ET AL.,FACHARTIKEL, INTERNATIONAL CONFERENCE, APMS, VERÖFFENTLICHT 2014 |
| D9 - OCME „SECONDARY PACKAGING WITH BUNDLES" BROSCHÜRE, VERÖFFENT-LICHT AM 03/12/2013 |
| GEORGE SARAVACOS, ATHANASIOS E. KOSTAROPOULOS: "HANDBOOK OF FOOD PROCESSING EQUIPMENT, 2nd Edition", 8 January 2016, SPRINGER, ISBN: 978-3-319-25018-2, article GEORGE SARAVACOS, ATHANASIOS E. KOSTAROPOULOS: "Food Packaging Equipment", pages: 645 - 696, XP009561439, DOI: 10.1007/978-3-319-25020-5_13 |
| KIERMAN STEVEN: "Energy equation", INTERNET CITATION, 3 July 2007 (2007-07-03), pages 1 - 5, XP093084418, Retrieved from the Internet <URL:https://www.packagingnews.co.uk/equipment/energy-equation-03-07-2007> [retrieved on 20230921] * |
Also Published As
| Publication number | Publication date |
|---|---|
| US11235918B2 (en) | 2022-02-01 |
| CN109421962A (zh) | 2019-03-05 |
| CN109421962B (zh) | 2022-08-09 |
| US20190062016A1 (en) | 2019-02-28 |
| EP3450334A1 (fr) | 2019-03-06 |
| FR3070376B1 (fr) | 2021-04-16 |
| FR3070376A1 (fr) | 2019-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3450334B1 (fr) | Fonctionnement d'un dispositif de rétraction d'une fardeleuse automatique | |
| EP2392442B2 (fr) | Four pour le conditionnement thermique de préformes et procédé de commande d'un dispositif de refroidissement par air équipant un tel four | |
| EP2537664B1 (fr) | Procédé et machine de fabrication de récipients permettant une modification d'une cadence de chauffe | |
| CA2534147C (fr) | Procede et machine de thermoretraction de manchons thermoretractables | |
| FR3070510A1 (fr) | Procede et dispositif de gestion de la temperature d'un module d'une ligne de production | |
| EP2225490B1 (fr) | Installation d'extraction à débit régulier | |
| WO2012049061A1 (fr) | Procédé de mise en veille d'un four de conditionnement thermique de préformes | |
| EP3843974B1 (fr) | Procede de mesure individuelle de la temperature d'une preforme | |
| US20150000093A1 (en) | Method to converting a shrink tunnel of a production mode and method for converting a shrink tunnel from a production mode to a standstill mode | |
| EP3086044A1 (fr) | Appareil de cuisson mettant en oeuvre un cycle de nettoyage par pyrolyse | |
| EP1151705B1 (fr) | Procédé de régulation de température dans un four vapeur | |
| FR2755946A1 (fr) | Machine de traitement en ligne de recipients et ligne de transfert pneumatique de recipients equipee de cette machine | |
| EP0545768A1 (fr) | Procédé et dispositif de conduite automatique d'un four de recuit continu à rayonnement par tubes radiants | |
| CH683079A5 (fr) | Dispositif de contrôle pour presse à huile électrique. | |
| EP4038460B1 (fr) | Procede de mise en route pour machine multi-modules | |
| FR2758385A1 (fr) | Four bi-energie fonctionnant au gaz ou au fioul et a l'electricite et procede de chauffage de l'enceinte d'un tel four | |
| WO2011107496A1 (fr) | Dispositif de traitement thermique de saucisses du type saucisses co-extrudées | |
| FR3104244A1 (fr) | Four de refusion | |
| FR3157252A1 (fr) | Procédé de contrôle du moyen d’étirage d’un poste de soufflage | |
| WO2010029241A1 (fr) | Mesure de temperature dans un systeme de soudure par chauffage | |
| FR2765775A1 (fr) | Procede et dispositif de controle de la duree de cuisson de produits alimentaires dans un four, et four notamment de boulangerie equipe d'un tel dispositif | |
| EP2959809B1 (fr) | Procede de mise hors tension d'un appareil de preparation de boisson chaude | |
| EP0399864A1 (fr) | Procédé de réglage de l'injection d'un liant bitumineux pendant la fabrication en continu d'enrobés pour revêtement routier | |
| EP2721934A1 (fr) | Dispositif de traitement thermique en particulier pour des saucisses | |
| FR2661237A1 (fr) | Procede et dispositif de regulation de temperature pour installation de chauffage. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190820 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200203 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIDEL PACKING SOLUTIONS |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231108 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIDEL PARTICIPATIONS |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LARONCHE, GREGORY Inventor name: CHOPLIN, GREGORY |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018070467 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_36653/2024 Effective date: 20240619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240913 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240912 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240912 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1694054 Country of ref document: AT Kind code of ref document: T Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241012 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602018070467 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| 26 | Opposition filed |
Opponent name: KRONES AG Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240912 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20240831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240912 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240831 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250724 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250723 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250725 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180830 |