EP3419771B2 - Vollständige kompensation von walzenexzentrizitäten - Google Patents
Vollständige kompensation von walzenexzentrizitäten Download PDFInfo
- Publication number
- EP3419771B2 EP3419771B2 EP17704240.5A EP17704240A EP3419771B2 EP 3419771 B2 EP3419771 B2 EP 3419771B2 EP 17704240 A EP17704240 A EP 17704240A EP 3419771 B2 EP3419771 B2 EP 3419771B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- rolls
- control device
- roll stand
- eccentricity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005096 rolling process Methods 0.000 claims description 85
- 238000011017 operating method Methods 0.000 claims description 24
- 239000002184 metal Substances 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 13
- 238000004590 computer program Methods 0.000 claims description 10
- 238000001514 detection method Methods 0.000 claims description 7
- 238000012937 correction Methods 0.000 claims description 4
- 238000012545 processing Methods 0.000 claims description 4
- 230000000694 effects Effects 0.000 claims description 2
- 238000000034 method Methods 0.000 description 11
- 230000001419 dependent effect Effects 0.000 description 5
- 238000009825 accumulation Methods 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 230000014616 translation Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
- B21B37/66—Roll eccentricity compensation systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
Definitions
- the present invention is also based on a computer program for a control device of a roll stand for rolling flat rolling stock made of metal, the computer program comprising machine code which can be processed directly by the control device, the processing of the machine code by the control device causing the control device to Rolling mill operates according to such an operating method.
- the present invention is also based on a control device for a roll stand for rolling flat metal stock, the control device being designed in such a way that it operates the roll stand in accordance with such an operating method.
- the present invention is also based on a roll stand for rolling flat metal stock, the roll stand being controlled by such a control device.
- the object of the present invention is to create possibilities by means of which an overall eccentricity occurring during the rolling of a flat rolling stock can be corrected in the simplest possible way in all possible case configurations.
- the determination and the correction should be possible, in particular, independently of which rolls of the roll stand cause the overall eccentricity and to what extent.
- an operating method of the type mentioned at the outset is designed in that during rolling pauses, during which no flat rolling stock is rolled, the upper and/or the lower set of rolls are rotated in such a way that when the next flat rolling stock is rolled, a cost function is minimized into which a total eccentricity formed by the sum of the eccentricities of the work rolls and the back-up rolls, the first time derivative of the total eccentricity and/or the second time derivative of the total eccentricity.
- the total eccentricity to be compensated for can be minimized.
- the speed at which the roll gap has to be adjusted can be minimized if only the first time derivative of the total eccentricity is included in the cost function.
- the acceleration with which the roll gap has to be adjusted can be minimized if only the second time derivative of the total eccentricity is included in the cost function.
- This procedure not only allows any eccentricity to be compensated for, regardless of whether it is caused by the work rolls or the back-up rolls. Rather, it is possible to provide only some of the rolls--namely the work rolls or the back-up rolls--with position sensors and still to determine the rotational positions of those rolls that do not have position sensors with high accuracy over long periods of rolling operation.
- the stand drives act directly on the work rolls.
- the back-up rolls are driven so that the stand drives act indirectly on the work rolls.
- the stand drives also have position transmitters which directly output position signals that are characteristic of the rotational position of the respective stand drive. Based on these signals - if necessary in Connection with translations of gears arranged between the stand drives and the driven rolls-the rotational positions of the driven rolls can be determined directly. Separate position sensors are therefore not required for these rolls to detect their rotational position.
- the rotational positions of these rollers can be determined from the rotational positions of the driven rollers in connection with the rolling condition.
- the configuration according to the invention makes it possible to avoid the accumulation of a deviation in the rotational position over several revolutions of the rollers, since a new synchronization is made possible each time the respective reference rotational position is passed by the respective roller.
- the number of initial rotational positions it will be sufficient for the number of initial rotational positions to be equal to 1, i.e. for the control device to be used for only one initial rotational position of the upper set of rollers in cooperation with a single initial rotational position of the lower set of rollers during the rolling of the rollers on one another via one of these two initial rotational positions Detection length detects the course of the change in the roll gap characteristic signal.
- This procedure can be sufficient in particular if the diameters of the back-up rolls differ from one another to a sufficient extent and the diameters of the work rolls differ from one another to a sufficient extent, or an eccentricity component is determined only for the two back-up rolls together on the one hand and the two work rolls together on the other.
- the diameters of the back-up rolls are almost identical and/or the diameters of the work rolls are almost identical and a separate compensation component is to be determined for all four rolls, it is often necessary for the number of initial rotational positions to be greater than 1.
- the number of initial rotary positions can be 2, 3, 4, . . . , for example, as required.
- the number of initial rotational positions is, for example, two
- one of the two sets of rollers is rotated relative to the other set of rollers by a predetermined rolling length after one course has been recorded.
- the rolling length can correspond, for example, to half a revolution of one of the two rollers of the respective roller set. Then the other course is recorded. So it is not important that the initial rotational positions of both sets of rollers are changed. Only twisting relative to each other is required.
- the first and second variables can be specified for the control device by a higher-level control device or by an operator.
- the first and second variables can be determined accordingly, so that they are already known when the rolls are installed in the roll stand.
- the compensation value has four eccentricity components, the sum of which is equal to the compensation value, namely one eccentricity component each for the upper back-up roll, the lower back-up roll, the upper work roll and the lower work roll.
- the rolls of the roll stand rotate counter to the direction of rotation during the rolling of the flat rolling stock rolled last. In this way, particularly in the case that not all rotational positions are detected, but some rotational positions are derived from the detected orders, errors can be minimized that would otherwise add up due to the accumulation of a deviation in the rotational position over several revolutions of the rollers.
- the procedure according to the invention already leads to excellent results. In some cases, however, it can happen that a residual eccentricity still occurs despite the correction of the set roll gap value by the determined compensation value.
- the control device detects a signal during the rolling of the flat rolling stock that is characteristic of the residual eccentricity. In this case, the control device can track the first and second variables based on the residual eccentricity.
- a computer program of the type mentioned above is designed in that the processing of the computer program by the control device causes the control device to operate the roll stand according to an operating method according to the invention.
- control device having the features of claim 10.
- the control device is designed in such a way that it operates the roll stand according to an operating method according to the invention.
- a roll stand with the features of claim 11.
- a roll stand of the type mentioned above is designed in that the roll stand is controlled by a control device according to the invention.
- a roll stand has an upper set of rolls U and a lower set of rolls L.
- the upper roll set U includes an upper work roll 1U and an upper backup roll 2U.
- the lower roll set L includes a lower work roll 1L and a lower backup roll 2L.
- a flat rolling stock 3 made of metal is rolled by means of the roll stand.
- the flat rolling stock 3 can be, in particular, a heavy plate or a metal strip.
- the metal from which the flat rolling stock 3 is made can in particular be steel. Alternatively it can be aluminium, copper, brass or another metal.
- the roll stand is controlled by a control device 4 .
- the control device 4 is designed in such a way that it operates the roll stand according to an operating method that will be explained in more detail below.
- the control device 4 is in the form of a programmable control device 4 .
- the corresponding design of the control device 4, so that it operates the roll stand according to the operating method is effected by a computer program 5 with which the control device 4 is programmed.
- the computer program 5 includes machine code 6 which can be processed directly by the control device 4 .
- the processing of the machine code 6 by the control device 4 causes the control device 4 to operate the roll stand in accordance with the corresponding operating method.
- the roll stand is operated by the control device 4 at least at times in normal operation.
- the flat rolling stock 3 is rolled in normal operation.
- the roll stand is often also occasionally operated by the control device 4 in a calibration mode. In calibration mode, no flat rolling stock is rolled by means of the roll stand 3 . It is assumed below that the roll stand is operated by the control device 4 alternatively in normal operation or in calibration operation.
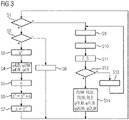
- the control device 4 therefore checks according to 3 first in a step S1 whether the roll stand is operated in normal operation. If the roll stand is operated in normal operation, the control device 4 checks in a step S2 whether a rolling stock 3 is currently being rolled. If a rolling stock 3 is currently being rolled, the control device 4 proceeds to steps S3 to S7.
- a target roll gap s* is defined in step S3.
- the control device 4 accepts a rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of at least one roll 1U, 1L, 2U, 2L of the roll stand.
- the control device 4 determines a compensation value ⁇ dependent on the rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the at least one roll 1U, 1L, 2U, 2L of the roll stand.
- the determination is based on variables RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW, which for a total eccentricity of the rolls 1U, 1L, 2U, 2L of the roll stand as a function of the rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the at least a roll 1U, 1L, 2U, 2L of the rolling stand.
- the quantities RUB, RLB, ⁇ 1UB, ⁇ 1LB are first quantities that are characteristic of an eccentricity of the backup rolls 2U, 2L of the roll stand as a function of a rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of at least one roll 1U, 1L, 2U, 2L of the roll stand.
- the variables RUW, RLW, ⁇ 2UW, ⁇ 2LW are second variables that are characteristic of an eccentricity of the work rolls 1U, 1L as a function of a rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of at least one roll 1U, 1L, 2U, 2L of the roll stand .
- the meaning of the first quantities RUB, RLB, ⁇ 1UB, ⁇ 1LB and the second quantities RUW, RLW, ⁇ 2UW, ⁇ 2LW will become clear later on.
- step S6 the control device 4 corrects the set roll gap value s* by the compensation value ⁇ determined in step S4.
- step S7 the control device 4 sets a roll gap s of the roll stand in accordance with the corrected roll gap target value. As a result, the flat rolling stock 3 is rolled from an initial thickness to a final thickness by means of the roll stand in accordance with the corrected set roll gap value.
- step S7 the controller goes back to step S1.
- the sequence of steps S1 to S7 is therefore continuously executed by the control device 4 during the rolling of the flat rolled stock 3 .
- step S8 If the control device 4 operates the roll stand in normal operation, but no flat rolling stock is being rolled at the moment, the control device 4 goes from step S2 to a step S8. Other measures can be taken in step S8, which will be explained in more detail later.
- the roll stand is in calibration mode. In this case, the controller proceeds to steps S9 through S14. In calibration mode, the first and second variables RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW are determined.
- a defined initial rotational position of the upper roller set U and a defined initial rotational position of the lower roller set L of the roll stand are set.
- the two initial rotational positions can be set in such a way that in FIG 4 shown (only imaginary) points of the upper work roll 1U and the upper back-up roll 2U are directly opposite each other and in an analogous manner in FIG 4 illustrated (only imaginary) points of the lower work roll 1L and the lower back-up roll 2L are directly opposite to each other.
- the roll stand can be raised so that the upper work roll 1U and the lower work roll 1L do not touch. Thereafter, the two sets of rollers U, L are rotated independently of one another into their respective initial rotational positions.
- rollers 1U, 2U of the upper roller set U are lifted off the rollers 1L, 2L of the lower roller set L in order to be able to rotate the two roller sets U, L independently of one another into their respective initial rotational position.
- mutually independent drives 7U, 7L for the two sets of rollers U, L for example, as shown in FIG 1
- a common drive can be present, which is permanently connected, for example, to the lower set of rollers L, but to the upper set of rollers U via a releasable coupling.
- the clutch is released and the lower set of rollers L is brought into its initial position. The clutch is then closed again.
- the control device 4 controls the roller stand in step S10 in such a way that the roller gap s is closed.
- the roll gap s is closed without the flat rolling stock being in the roll gap s.
- the upper work roll 1U thus rests on the lower work roll 1L.
- step S11 the control device 4 controls the roll stand in such a way that the rolls 1U, 1L, 2U, 2L roll on one another.
- This state - that is, the rolling of the rollers 1U, 1L, 2U, 2L on each other - is maintained for a relatively large length L0.
- the length L0 is hereinafter referred to as the detection length L0.
- the detection length L0 is based on the respective initial rotational position of the roller sets U, L. In particular, it is dimensioned in such a way that all rollers 1U, 1L, 2U, 2L perform several complete revolutions.
- the control device 4 simultaneously also detects a progression of a signal F, s over the detection length L0, which is characteristic of a change in the roll gap s.
- the signal F, s is - of course - dependent on the rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the at least one roller 1U, 1L, 2U, 2L.
- the control device 4 can keep the roll stand within the framework of step S11 with roll gap control at a constant setting of the roll gap s and detect the associated rolling force F as a characteristic signal s,F.
- control device 4 can, conversely, operate the roll stand within the framework of step S11 in a roll-force-regulated manner with a constant roll force F and detect the resulting roll gap s as a characteristic signal s, F.
- the detected signal s, F directly reflects the total eccentricity ⁇ .
- 5 shows - purely by way of example - the change in the resulting roll gap s in the case of a roll force control over a detection length L0 of 30 m and a diameter of the work rolls 1U, 1L of approx. 1.00 m and a diameter of the backup rolls 2U, 2L with a diameter of approx. 1.65 m.
- 6 12 shows, purely by way of example, the corresponding revolutions of the work rolls 1U, 1L and the back-up rolls 2U, 2L.
- step S12 the control device 4 checks whether it has already carried out the procedure of steps S9 to S11 for all required pairs of initial rotary positions. Only when this is the case does the control device 4 go to step S14.
- step S12 the control device 4 selects the next pair of initial rotational positions. From step S13, the controller then goes back to step S9.
- the number of other pairs of initial rotary positions and the associated positions as such can be determined as required.
- the initial rotational position of the lower roll set L may be unchanged while the upper roll set U is rotated by a predetermined angle of each of the upper work roll 1U and the upper backup roll 2U, as required.
- the reverse procedure is also possible. It is also possible for both sets of rollers U, L to be rotated.
- the predetermined angle can, for example, as in FIG 4 shown in dashed lines, correspond to half a revolution of the upper backup roller 2U.
- F. 8 12 shows the respective number of revolutions of the work rolls 1U, 1L and the back-up rolls 2U, 2L.
- step S14 the control device 4 uses the recorded curves to determine the first and second variables RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW. The basis of this determination is explained in more detail below.
- a roller 8 should be perfectly round, that is, it should not have any eccentricity. In practice, however, this is not the case.
- 9 shows - greatly exaggerated - a variation of a radius r of the roller 8 as a function of the rotational position ⁇ of the roller 8 relative to a reference position.
- r0 designates the average (ideal) radius of the roll 8.
- ⁇ ri designates the proportion of the i-th disturbance.
- ⁇ i designates a phase angle of the i-th disturbance.
- Equation 2 Eight quantities are unknown in Equation 2, namely the four eccentricity amplitudes RUB, RUW, RLW, RLB and the four phase angles ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW.
- l is the distance covered on the circumference of the rollers 1U, 1L, 2U, 2L.
- the rotary positions ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of both the back-up rolls 2U, 2L and the work rolls 1U, 1L of the roll stand are detected by means of corresponding rotary position sensors 9U, 9L.
- the detected rotational positions ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW are supplied to the control device 4 and received by the control device 4 .
- a pair of similar rolls 1U, 1L, 2U, 2L--usually the back-up rolls 2U, 2L--an additional pair of rotary encoders 9U, 9L is required for this in this case.
- the roll stand drives 7U, 7L usually have internal rotary encoders. According to the invention, their signals can be used to determine the rotational positions ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the driven rollers 1U, 1L, 2U, 2L.
- the rotary position ⁇ UB, ⁇ LB, ⁇ UW, ⁇ LW of the respective other roller 2U, 2L, 1U, 1L of the corresponding roller set U, L is determined by the control device 4 based on the rotary position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of that roller 1U, 1L, 2U, 2L of the corresponding set of rollers U, L, whose rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW is detected.
- this procedure is used both in normal operation and in calibration operation.
- the rolls 1U, 1L, 2U, 2L of the roll stand rotate counter to the direction of rotation in which the rolls 1U, 1L, 2U, 2L are rotated during the rolling of the last rolled flat rolling stock 3.
- the reels 1U, 1L, 2U, 2L are rotated backwards.
- the turning back is a possible embodiment of step S8 of 3 . Accordingly, the roll stand is operated normally at this point in time. The turning back is thus performed as part of a normal rolling pause between the rolling of two flat rolling stock 3 .
- reference signal generators 10U, 10L are assigned to the backup rollers 2U, 2L.
- the reference signal generators 10U, 10L do not detect the rotational position ⁇ UB, ⁇ LB of the support rollers 2U, 2L over the entire angular range of 360°. However, they each emit a signal (for example a pulse) when the rotational position ⁇ UB, ⁇ LB of the corresponding backup roller 2U, 2L corresponds to a predetermined reference rotational position.
- the reference signal generators 10U, 10L the passage of the reference rotary position is detected in each case during the continuous rotation of the support rollers 2U, 2L.
- the corresponding signals are of course fed to the control device 4 .
- the reverse procedure is also possible, i.e. the rotational positions ⁇ UB, ⁇ LB of the backup rolls 2U, 2L are detected, the rotational positions ⁇ UW, ⁇ LW of the work rolls 1U, 1L are derived from the rotational positions ⁇ UB, ⁇ LB of the backup rolls 2U, 2L and for the work rolls 1U, 1L each passing a reference rotational position is detected.
- the control device 4 For each roller 1U, 1L, 2U, 2L, the control device 4 thus determines, as a function of the rotary position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the respective roller 1U, 1L, 2U, 2L, the associated roller 1U, 1L, 2U, 2L and adds the part eccentricities to the total eccentricity ⁇ . In normal operation, the control device 4 thus determines the compensation value ⁇ as a function of the respective rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of both the upper and lower work roll 1U, 1L and the upper and lower backup roll 2U, 2L.
- the control device 4 In order to be able to determine the four part eccentricities mentioned, the control device 4 must also have the corresponding characteristic quantities RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW must be known. As part of the calibration operation, the control device 4 thus determines the variables RUB, ⁇ UB for the upper support roll 2U, which are characteristic of the part eccentricity thereof. In a similar manner, the two variables RUW, RLW, RLB, ⁇ 2UW, ⁇ 1LB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW.
- the radii or diameters of the support rollers 2L, 2U are generally the same size as one another. Likewise, the radii or diameters of the work rolls 1U, 1L are generally the same as one another. If it can be ensured that between two calibrations only a sufficiently small amount of slip occurs between the rolls 1U, 2U of the upper set of rolls U compared to the rolls 1U, 1L of the lower set of rolls L, the partial eccentricities caused by the support rolls 2U, 2L can and can be combined also, the part eccentricities caused by the work rolls 1U, 1L are summarized. In this case, too, the total eccentricity is the sum of the partial eccentricities of the back-up rolls 2U, 2L and the work rolls 1U, 1L.
- the sum has only two summands, namely one each for the partial eccentricity caused by the backup rolls 2U, 2L and for the partial eccentricity caused by the work rolls 1U, 1L.
- the control device 4 determines a partial eccentricity for the work rolls 1U, 1L as a function of the rotational position ⁇ UW, ⁇ LW of one of the work rolls 1U, 1L and a partial eccentricity for the Backup rolls 2U, 2L. In this case, it also adds the two partial eccentricities to the total eccentricity ⁇ .
- the control device 4 determines the compensation value ⁇ in normal operation as a function of the rotational position ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of both the work rolls 1U, 1L and the back-up rolls 2U, 2L.
- the control device 4 determines uniform values for the two support rollers 2U, 2L which are characteristic of their partial eccentricity, for example an eccentricity amplitude and a phase position.
- the control device 4 determines uniform variables for the two work rolls 1U, 1L in the calibration mode, which are characteristic of their partial eccentricity, for example an eccentricity amplitude and a phase position.
- Steps S21 to S23 are executed. Steps S21 to S23 are an embodiment of step S8 of FIG FIG 1 .
- control device 4 determines a cost function K. Weighted with respective weighting factors ⁇ 0 to ⁇ 2, the total eccentricity ⁇ , the first time derivative of the total eccentricity ⁇ and/or the second time derivative of the total eccentricity ⁇ can be included in the cost function K. It is possible that all three weighting factors ⁇ 0 to a2 are different from 0. Alternatively, it is possible that only two of the weighting factors ⁇ 0 to ⁇ 2 are different from 0. However, at least one of the three weighting factors ⁇ 0 to ⁇ 2 must be different from 0.
- the weighting factors ⁇ 0 to a2 can be permanently specified for the control device 4 or can be defined by a user as part of a parameterization.
- the control device 4 continues to determine a minimum of the cost function K over a rolled length L1 in step S22. So it forms the integral ⁇ O L 1 ⁇ K ⁇ dl and minimizes the integral by varying rotational positions ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the rolls 1U, 1L, 2U, 2L at which rolling of the next flat rolled stock 3 is started.
- the rolled length L1 is—relative to the lateral surfaces of the rolls 1U, 1L, 2U, 2L—that length over which the rolls 1U, 1L, 2U, 2L roll this flat rolling stock 3.
- step S23 the control device 4 then sets the rotational positions ⁇ UB, ⁇ UW, ⁇ LB, ⁇ LW of the rollers 1U, 1L, 2U, 2L accordingly.
- the control device 4 thus rotates the upper and/or the lower set of rolls U, L in such a way that the cost function K is minimized when the next flat rolling stock 3 is rolled.
- the roll stand is closed as part of step S23.
- the two sets of rollers U, L can only be rotated together.
- the roll stand can be opened.
- the two sets of rollers U, L can be rotated independently of each other.
- 11 shows a comparison between a measured (M) eccentricity ⁇ and an associated, modeled (C) eccentricity ⁇ , i.e. an eccentricity ⁇ , which is determined using the eccentricity amplitudes RUB, RUW, RLW, RLB and phase angles ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW
- the eccentricity amplitudes RUB, RUW, RLW, RLB and phase angles ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW were determined using the measured course of the eccentricity ⁇ .
- 12 shows the associated history of the revolutions of the rollers 1U, 1L, 2U, 2L.
- the eccentricities of the rollers 1U, 1L, 2U, 2L are completely compensated for by applying the compensation signal ⁇ . Due to thermal effects, wear, etc., it can happen, however, that despite the correction of the roll gap setpoint value s* by the compensation value ⁇ determined, there is only incomplete compensation so that a residual eccentricity ⁇ r remains. It is therefore possible that the control device 4 as shown in 13 during the rolling of the flat rolling stock 3, a signal F, Z, which is characteristic of the residual eccentricity ⁇ r, is detected in a step S31.
- This signal F, Z can be, for example, the rolling force F or a tension Z prevailing in front of or behind the rolling stand in the flat rolling stock 3 .
- a thickness of the flat rolling stock 3 measured on the outlet side of the roll stand can also be used as a signal.
- the control device 4 can compensate for the residual eccentricity ⁇ r in a step S32 currently—that is, during the rolling of the flat rolling stock 3 .
- the control device 4 corrects the set roll gap value s* not only by the compensation value ⁇ , but also by the residual eccentricity ⁇ r.
- the control device 4 can also track the first and second variables RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW in a step S33.
- control device 4 determines the first and second variables RUB, RLB, ⁇ 1UB, ⁇ 1LB, RUW, RLW, ⁇ 2UW, ⁇ 2LW completely based on the residual eccentricity ⁇ r that the amplitudes RUB, RLB, RUW, RLW of the individual eccentricities so initially have the value 0.
- the phase angles ⁇ 1UB, ⁇ 1LB, ⁇ 2UW, ⁇ 2LW are initially irrelevant in this case.
- eccentricity amplitudes RUB, RUW, RLW, RLB and phase angles ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW were used above as the first and second variables RUB, RUW, RLW, RLB, ⁇ 1UB, ⁇ 2UW, ⁇ 1LB, ⁇ 2LW.
- the eccentricities of the rollers 1U, 1L, 2U, 2L could also be described by amplitudes AUB, BUB, ALB, BLB, AUW, BUW, ALW, BLW of corresponding sine and cosine functions. Equation 5 below could therefore also be used instead of Equation 2.
- the present invention has many advantages.
- all roll eccentricities can be determined and compensated. This applies regardless of whether the eccentricities are caused by work rolls 1U, 1L or back-up rolls 2U, 2L.
- the roll eccentricities can be determined faster and more accurately.
- the roll eccentricities can also be determined when the roll stand has further rolls in addition to the work rolls 1U, 1L and the back-up rolls 2U, 2L, in particular intermediate rolls arranged between the work rolls 1U, 1L and the back-up rolls 2U, 2L.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
Description
- Die vorliegende Erfindung geht aus von einem Betriebsverfahren für ein Walzgerüst zum Walzen eines flachen Walzguts aus Metall,
- wobei das Walzgerüst einen oberen Walzensatz und einen unteren Walzensatz aufweist,
- wobei der obere Walzensatz zumindest eine obere Arbeitswalze und eine obere Stützwalze aufweist und der untere Walzensatz zumindest eine untere Arbeitswalze und eine untere Stützwalze aufweist,
- wobei das Walzgerüst zumindest zeitweise in einem Normalbetrieb betrieben wird,
- wobei das Walzgerüst während des Walzens des flachen Walzguts im Normalbetrieb betrieben wird,
- wobei während des Walzens des flachen Walzguts eine Steuereinrichtung für das Walzgerüst kontinuierlich
- -- anhand von ersten Größen, die für eine Exzentrizität der Stützwalzen des Walzgerüsts als Funktion einer Drehstellung mindestens einer Walze des Walzgerüsts charakteristisch sind, und zweiten Größen, die für eine Exzentrizität der Arbeitswalzen des Walzgerüsts als Funktion einer Drehstellung mindestens einer Walze des Walzgerüsts charakteristisch sind, einen von der Drehstellung der mindestens einen Walze des Walzgerüsts abhängigen Kompensationswert ermittelt,
- -- einen Walzspaltsollwert für das Walzgerüst um den ermittelten Kompensationswert korrigiert und
- -- einen Walzspalt des Walzgerüsts entsprechend dem korrigierten Walzspaltsollwert einstellt,
- wobei die Drehstellung nur der Arbeitswalzen oder nur der Stützwalzen des Walzgerüsts erfasst und von der Steuereinrichtung entgegengenommen werden,
- wobei die Drehstellungen derjenigen Walzen, deren Drehstellungen nicht erfasst werden, von der Steuereinrichtung aus den Drehstellungen derjenigen Walzen, deren Drehstellungen erfasst werden, ermittelt werden und
- wobei für Walzen, deren Drehstellungen nicht erfasst, sondern ermittelt werden, jeweils das Passieren einer Referenzdrehstellung erfasst und der Steuereinrichtung zugeführt wird.
- Die vorliegende Erfindung geht weiterhin aus von einem Computerprogramm für eine Steuereinrichtung eines Walzgerüsts zum Walzen eines flachen Walzguts aus Metall, wobei das Computerprogramm Maschinencode umfasst, der von der Steuereinrichtung unmittelbar abarbeitbar ist, wobei die Abarbeitung des Maschinencodes durch die Steuereinrichtung bewirkt, dass die Steuereinrichtung das Walzgerüst gemäß einem derartigen Betriebsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einer Steuereinrichtung für ein Walzgerüst zum Walzen eines flachen Walzguts aus Metall, wobei die Steuereinrichtung derart ausgebildet ist, dass sie das Walzgerüst gemäß einem derartigen Betriebsverfahren betreibt.
- Die vorliegende Erfindung geht weiterhin aus von einem Walzgerüst zum Walzen eines flachen Walzguts aus Metall, wobei das Walzgerüst von einer derartigen Steuereinrichtung gesteuert wird.
- Ein Betriebsverfahren der eingangs genannten Art ist beispielsweise aus dem Fachaufsatz "Roll Eccentricity Control for Strip Rolling Mills" von W. J. Edwards et al., IFAC 10th Triennial World Congress, München 1987 und auch aus der
JP 2002-282917 A - Die Aufgabe der vorliegenden Erfindung besteht darin, Möglichkeiten zu schaffen, mittels derer eine beim Walzen eines flachen Walzguts auftretende Gesamtexzentrizität in allen möglichen Fallkonstellationen auf möglichst einfache Weise korrigiert werden kann. Die Ermittlung und die Korrektur soll insbesondere unabhängig davon möglich sein, durch welche Walzen des Walzgerüsts die Gesamtexzentrizität zu welchem Anteil hervorgerufen wird.
- Die Aufgabe wird durch ein Betriebsverfahren für ein Walzgerüst zum Walzen eines flachen Walzguts aus Metall mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen des erfindungsgemäßen Betriebsverfahrens sind Gegenstand der abhängigen Ansprüche 2 bis 8.
- Erfindungsgemäß wird ein Betriebsverfahren der eingangs genannten Art dadurch ausgestaltet, dass während Walzpausen, während derer kein flaches Walzgut gewalzt wird, der obere und/oder der untere Walzensatz derart gedreht werden, dass beim Walzen des nächsten flachen Walzguts eine Kostenfunktion minimiert wird, in welche eine durch die Summe der Exzentrizitäten der Arbeitswalzen und der Stützwalzen gebildete Gesamtexzentrizität, die erste zeitliche Ableitung der Gesamtexzentrizität und/oder die zweite zeitliche Ableitung der Gesamtexzentrizität eingehen.
- In der Regel wird in die Kostenfunktion nur eine dieser drei Größen eingehen. Es ist jedoch auch möglich, dass in die Kostenfunktion mehrere dieser Größen eingehen. In der Regel erfolgt die Minimierung der Kostenfunktion im Normalbetrieb. Sie kann aber, sofern die Eigenschaften des als nächstes zu walzenden flachen Walzguts bereits bekannt sind, auch am Ende des Kalibrierbetriebs erfolgen.
- In dem Fall, dass in die Kostenfunktion nur die Gesamtexzentrizität eingeht, kann die zu kompensierende Gesamtexzentrizität minimiert werden. In analoger Weise kann in dem Fall, dass in die Kostenfunktion nur die erste zeitliche Ableitung der Gesamtexzentrizität eingeht, die Geschwindigkeit, mit der der Walzspalt verstellt werden muss, minimiert werden. In analoger Weise kann in dem Fall, dass in die Kostenfunktion nur die zweite zeitliche Ableitung der Gesamtexzentrizität eingeht, die Beschleunigung, mit der der Walzspalt verstellt werden muss, minimiert werden.
- Durch diese Vorgehensweise kann nicht nur jede Exzentrizität kompensiert werden, unabhängig davon, ob sie von den Arbeitswalzen oder den Stützwalzen hervorgerufen wird. Vielmehr ist es möglich, nur einen Teil der Walzen - nämlich die Arbeitswalzen oder die Stützwalzen - mit Lagegebern zu versehen und dennoch über längere Zeiten des Walzbetriebs die Drehstellungen derjenigen Walzen, die keine Lagegeber aufweisen, mit hoher Genauigkeit zu ermitteln.
- Insbesondere müssen zum Walzen des flachen Walzguts auf die Arbeitswalzen des Walzgerüsts Walzmomente ausgeübt werden. Dies erfolgt über Gerüstantriebe. In der Regel wirken die Gerüstantriebe direkt auf die Arbeitswalzen. In seltenen Einzelfällen werden die Stützwalzen angetrieben, so dass die Gerüstantriebe indirekt auf die Arbeitswalzen wirken. In der Regel weisen weiterhin die Gerüstantriebe Lagegeber auf, welche direkt Lagesignale ausgeben, für die Drehstellung des jeweiligen Gerüstantriebs charakteristisch sind. Anhand dieser Signale können - gegebenenfalls in Verbindung mit Übersetzungen von zwischen den Gerüstantrieben und den angetriebenen Walzen angeordneten Getrieben-die Drehstellungen der angetriebenen Walzen direkt ermittelt werden. Für diese Walzen sind daher zum Erfassen von deren Drehstellung eigene Lagegeber nicht erforderlich. Vielmehr können die Drehstellungen dieser Walzen aus den Drehstellungen der angetriebenen Walzen in Verbindung mit der Abrollbedingung ermittelt werden. Durch die erfindungsgemäße Ausgestaltung kann die Akkumulierung einer Abweichung der Drehstellung über mehrere Umdrehungen der Walzen hinweg jedoch vermieden werden, da mit jedem Passieren der jeweiligen Referenzdrehstellung durch die jeweilige Walze eine neue Synchronisierung ermöglicht wird.
- In einer bevorzugten Ausgestaltung der vorliegenden Erfindung wird das Walzgerüst zeitweise in einem Kalibrierbetrieb betrieben, in dem mittels des Walzgerüsts kein flaches Walzgut gewalzt wird. In diesem Fall ist es möglich, dass die Steuereinrichtung im Kalibrierbetrieb
- für eine Anzahl von definierten Anfangsdrehstellungen sowohl des oberen Walzensatzes als auch des unteren Walzensatzes das Walzgerüst derart steuert, dass die obere Arbeitswalze auf der unteren Arbeitswalze aufliegt und die Walzen aneinander abrollen,
- während des Abrollens der Walzen aneinander über eine von der jeweiligen Anfangsdrehstellung ausgehende jeweilige Erfassungslänge jeweils einen von der Drehstellung der mindestens einen Walze abhängigen Verlauf eines für eine Änderung des Walzspaltes charakteristischen Signals erfasst und
- anhand der erfassten Verläufe die ersten und zweiten Größen ermittelt.
- In manchen Fällen wird es ausreichen, dass die Anzahl an Anfangsdrehstellungen gleich 1 ist, dass also die Steuereinrichtung nur für eine einzige Anfangsdrehstellung des oberen Walzensatzes im Zusammenwirken mit einer einzigen Anfangsdrehstellung des unteren Walzensatzes während des Abrollens der Walzen aneinander über eine von diesen beiden Anfangsdrehstellungen ausgehende Erfassungslänge den Verlauf des für die Änderung des Walzspaltes charakteristischen Signals erfasst. Diese Vorgehensweise kann insbesondere dann ausreichen, wenn die Durchmesser der Stützwalzen sich voneinander in hinreichendem Umfang unterscheiden und die Durchmesser der Arbeitswalzen sich voneinander in hinreichendem Umfang unterscheiden oder aber nur für die beiden Stützwalzen zusammen einerseits und die beiden Arbeitswalzen zusammen andererseits jeweils ein Exzentrizitätsanteil ermittelt wird. Wenn hingegen die Durchmesser der Stützwalzen nahezu identisch sind und/oder die Durchmesser der Arbeitswalzen nahezu identisch sind und für alle vier Walzen jeweils ein eigener Kompensationsanteil ermittelt werden soll, ist es in vielen Fällen erforderlich, dass die Anzahl an Anfangsdrehstellungen größer als 1 ist. Die Anzahl an Anfangsdrehstellungen kann je nach Bedarf beispielsweise bei 2, 3, 4, ... liegen.
- Wenn die Anzahl an Anfangsdrehstellungen beispielsweise bei zwei liegt, wird nach dem Erfassen des einen Verlaufs einer der beiden Walzensätze gegenüber dem anderen Walzensatz um eine vorgegebene Abrolllänge gedreht. Die Abrolllänge kann beispielsweise einer halben Umdrehung einer der beiden Walzen des jeweiligen Walzensatzes entsprechen. Danach wird der andere Verlauf erfasst. Es kommt also nicht darauf an, dass die Anfangsdrehstellungen beider Walzensätze geändert werden. Nur ein Verdrehen relativ zueinander ist erforderlich.
- Alternativ zu einer eigenständigen Ermittlung der ersten und zweiten Größen in einem Kalibrierbetrieb ist es möglich, dass die ersten und zweiten Größen der Steuereinrichtung von einer übergeordneten Steuereinrichtung oder von einer Bedienperson vorgegeben werden. Beispielsweise kann beim Schleifen der Walzen in einer Schleiferei eine entsprechende Ermittlung der ersten und zweiten Größen erfolgen, so dass diese bereits beim Einbauen der Walzen in das Walzgerüst bekannt sind.
- In einer bevorzugten Ausgestaltung des Betriebsverfahrens ist vorgesehen,
- dass die ersten Größen die Exzentrizität der Stützwalzen in Abhängigkeit von der Drehstellung der Stützwalzen charakterisieren,
- dass die zweiten Größen die Exzentrizität der Arbeitswalzen in Abhängigkeit von der Drehstellung der Arbeitswalzen charakterisieren und
- dass die Steuereinrichtung den Kompensationswert in Abhängigkeit von der Drehstellung sowohl der Arbeitswalzen als auch der Stützwalzen ermittelt.
- In manchen Fällen kann es ausreichen, für die Stützwalzen einerseits und die Arbeitswalzen andererseits jeweils einen Exzentrizitätsanteil zu ermitteln und den Kompensationswert anhand der beiden Exzentrizitätsanteile zu ermitteln. Diese vereinfachte Vorgehensweise kann insbesondere dann ausreichen, wenn die Durchmesser der Stützwalzen untereinander gleich groß sind und die Durchmesser der Arbeitswalzen untereinander gleich groß sind.
- In der Praxis weisen die Arbeitswalzen untereinander jedoch in der Regel geringfügig unterschiedliche Durchmesser auf. Gleiches gilt für die Stützwalzen untereinander. Vorzugsweise wird das Betriebsverfahren daher derart ausgestaltet,
- dass die Drehstellungen der Stützwalzen des Walzgerüsts unabhängig voneinander ermittelt oder erfasst werden und dass die Drehstellungen der Arbeitswalzen des Walzgerüsts unabhängig voneinander ermittelt oder erfasst werden,
- dass die ersten Größen Größen umfassen, welche die durch die obere Stützwalze hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung der oberen Stützwalze charakterisieren, und Größen umfassen, welche die durch die untere Stützwalze hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung der unteren Stützwalze charakterisieren,
- dass die zweiten Größen Größen umfassen, welche die durch die obere Arbeitswalze hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung der oberen Arbeitswalze charakterisieren, und Größen umfassen, welche die durch die untere Arbeitswalze hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung der unteren Arbeitswalze charakterisieren, und
- dass die Steuereinrichtung den Kompensationswert in Abhängigkeit von der jeweiligen Drehstellung sowohl der oberen und unteren Arbeitswalze als auch der oberen und unteren Stützwalze ermittelt.
- In diesem Fall weist der Kompensationswert vier Exzentrizitätsanteile auf, deren Summe gleich dem Kompensationswert ist, nämlich je einen Exzentrizitätsanteil für die obere Stützwalze, die untere Stützwalze, die obere Arbeitswalze und die untere Arbeitswalze.
- In einer weiteren bevorzugten Ausgestaltung der vorliegenden Erfindung erfolgt im Normalbetrieb während Walzpausen, während derer kein flaches Walzgut gewalzt wird, ein Drehen der Walzen des Walzgerüsts entgegen der Drehrichtung während des Walzens des zuletzt gewalzten flachen Walzguts. Dadurch können insbesondere in dem Fall, dass nicht alle Drehstellungen erfasst werden, sondern einige Drehstellungen aus den erfassten Bestellungen abgeleitet werden, Fehler minimiert werden, die sich anderenfalls aufgrund der Akkumulierung einer Abweichung der Drehstellung über mehrere Umdrehungen der Walzen hinweg aufaddieren würden.
- In vielen Fällen führt die erfindungsgemäße Vorgehensweise bereits zu ausgezeichneten Ergebnissen. In manchen Fällen kann es jedoch geschehen, dass trotz der Korrektur des Walzspaltsollwerts um den ermittelten Kompensationswert noch eine Restexzentrizität auftritt. Um auch eine derartige Restexzentrizität zu kompensieren, ist vorzugsweise vorgesehen, dass die Steuereinrichtung während des Walzens des flachen Walzguts ein Signal erfasst, das für die Restexzentrizität charakteristisch ist. In diesem Fall kann die Steuereinrichtung die ersten und zweiten Größen anhand der Restexzentrizität nachführen.
- Die Aufgabe wird weiterhin durch ein Computerprogramm mit den Merkmalen des Anspruchs 9 gelöst. Erfindungsgemäß wird ein Computerprogramm der eingangs genannten Art dadurch ausgestaltet, dass die Abarbeitung des Computerprogramms durch die Steuereinrichtung bewirkt, dass die Steuereinrichtung das Walzgerüst gemäß einem erfindungsgemäßen Betriebsverfahren betreibt.
- Die Aufgabe wird weiterhin durch eine Steuereinrichtung mit den Merkmalen des Anspruchs 10 gelöst. Erfindungsgemäß ist die Steuereinrichtung derart ausgebildet, dass sie das Walzgerüst gemäß einem erfindungsgemäßen Betriebsverfahren betreibt.
- Die Aufgabe wird weiterhin durch ein Walzgerüst mit den Merkmalen des Anspruchs 11 gelöst. Erfindungsgemäß wird ein Walzgerüst der eingangs genannten Art dadurch ausgestaltet, dass das Walzgerüst von einer erfindungsgemäßen Steuereinrichtung gesteuert wird.
- Die oben beschriebenen Eigenschaften, Merkmale und Vorteile dieser Erfindung sowie die Art und Weise, wie diese erreicht werden, werden klarer und deutlicher verständlich im Zusammenhang mit der folgenden Beschreibung der Ausführungsbeispiele, die in Verbindung mit den Zeichnungen näher erläutert werden. Hierbei zeigen in schematischer Darstellung:
- FIG 1
- eine perspektivische Ansicht eines Walzgerüsts,
- FIG 2
- eine Seitenansicht des Walzgerüsts von
FIG 1 , - FIG 3
- ein Ablaufdiagramm,
- FIG 4
- zwei Arbeitswalzen und zwei Stützwalzen,
- FIG 5
- einen zeitlichen Verlauf eines Exzentrizitätssignals,
- FIG 6
- zugehörige Wege auf Walzenumfängen,
- FIG 7
- zwei zeitliche Verläufe von Exzentrizitätssignalen,
- FIG 8
- zugehörige Wege auf Walzenumfängen,
- FIG 9
- eine Walze und deren Änderung des Radius,
- FIG 10
- ein Ablaufdiagramm,
- FIG 11
- eine gemessene und eine zugehörige, modellierte Exzentrizität im Vergleich,
- FIG 12
- zugehörige Wege auf Walzenumfängen und
- FIG 13
- ein Ablaufdiagramm.
- Gemäß den
FIG 1 und 2 weist ein Walzgerüst einen oberen Walzensatz U und einem unteren Walzensatz L auf. Der obere Walzensatz U weist eine obere Arbeitswalze 1U und eine obere Stützwalze 2U auf. Der untere Walzensatz L weist eine untere Arbeitswalze 1L und eine untere Stützwalze 2L auf. Mittels des Walzgerüsts wird ein flaches Walzgut 3 aus Metall gewalzt. Bei dem flachen Walzgut 3 kann es sich insbesondere um ein Grobblech oder um ein Metallband handeln. Das Metall, aus dem das flache Walzgut 3 besteht, kann insbesondere Stahl sein. Alternativ kann es sich um Aluminium, Kupfer, Messing oder ein anderes Metall handeln. - Das Walzgerüst wird von einer Steuereinrichtung 4 gesteuert. Die Steuereinrichtung 4 ist derart ausgebildet, dass sie das Walzgerüst gemäß einem Betriebsverfahren betreibt, das nachstehend näher erläutert wird.
- In der Regel ist die Steuereinrichtung 4 als programmierbare Steuereinrichtung 4 ausgebildet. In diesem Fall wird die entsprechende Ausbildung der Steuereinrichtung 4, so dass sie das Walzgerüst gemäß dem Betriebsverfahren betreibt, durch ein Computerprogramm 5 bewirkt, mit dem die Steuereinrichtung 4 programmiert ist. Das Computerprogramm 5 umfasst Maschinencode 6, der von der Steuereinrichtung 4 unmittelbar abarbeitbar ist. Die Abarbeitung des Maschinencodes 6 durch die Steuereinrichtung 4 bewirkt in diesem Fall, dass die Steuereinrichtung 4 das Walzgerüst gemäß dem entsprechenden Betriebsverfahren betreibt.
- Das Walzgerüst wird von der Steuereinrichtung 4 zumindest zeitweise in einem Normalbetrieb betrieben. Insbesondere erfolgt das Walzen des flachen Walzguts 3 im Normalbetrieb. Oftmals wird das Walzgerüst von der Steuereinrichtung 4 weiterhin zeitweise auch in einem Kalibrierbetrieb betrieben. Im Kalibrierbetrieb wird mittels des Walzgerüsts 3 kein flaches Walzgut gewalzt. Nachfolgend wird angenommen, dass das Walzgerüst von der Steuereinrichtung 4 alternativ im Normalbetrieb oder im Kalibrierbetrieb betrieben wird.
- Die Steuereinrichtung 4 prüft daher gemäß
FIG 3 zunächst in einem Schritt S1, ob das Walzgerüst im Normalbetrieb betrieben wird. Wenn das Walzgerüst im Normalbetrieb betrieben wird, prüft die Steuereinrichtung 4 in einem Schritt S2, ob momentan ein Walzgut 3 gewalzt wird. Wenn momentan ein Walzgut 3 gewalzt wird, geht die Steuereinrichtung 4 zu Schritten S3 bis S7 über. - Im Schritt S3 wird ein Sollwalzspalt s* festgelegt. In einem Schritt S4 nimmt die Steuereinrichtung 4 eine Drehstellung ϕUB, ϕUW, ϕLB, ϕLW mindestens einer Walze 1U, 1L, 2U, 2L des Walzgerüsts entgegen. Im Schritt S5 ermittelt die Steuereinrichtung 4 einen von der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW der mindestens einen Walze 1U, 1L, 2U, 2L des Walzgerüsts abhängigen Kompensationswert ε. Die Ermittlung erfolgt anhand von Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW, die für eine Gesamtexzentrizität der Walzen 1U, 1L, 2U, 2L des Walzgerüsts als Funktion der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW der mindestens einen Walze 1U, 1L, 2U, 2L des Walzgerüsts charakteristisch sind. Die Größen RUB, RLB, ϕ1UB, ϕ1LB sind erste Größen, die für eine Exzentrizität der Stützwalzen 2U, 2L des Walzgerüsts als Funktion einer Drehstellung ϕUB, ϕUW, ϕLB, ϕLW mindestens einer Walze 1U, 1L, 2U, 2L des Walzgerüsts charakteristisch sind. In analoger Weise sind die Größen RUW, RLW, ϕ2UW, ϕ2LW zweite Größen, die für eine Exzentrizität der Arbeitswalzen 1U, 1L als Funktion einer Drehstellung ϕUB, ϕUW, ϕLB, ϕLW mindestens einer Walze 1U, 1L, 2U, 2L des Walzgerüsts charakteristisch sind. Die Bedeutung der ersten Größen RUB, RLB, ϕ1UB, ϕ1LB und der zweiten Größen RUW, RLW, ϕ2UW, ϕ2LW wird im weiteren Verlauf ersichtlich werden.
- Im Schritt S6 korrigiert die Steuereinrichtung 4 den Walzspaltsollwert s* um den im Schritt S4 ermittelten Kompensationswert ε. Im Schritt S7 stellt die Steuereinrichtung 4 einen Walzspalt s des Walzgerüsts entsprechend dem korrigierten Walzspaltsollwert ein. Dadurch wird das flache Walzgut 3 mittels des Walzgerüsts entsprechend dem korrigierten Walzspaltsollwert von einer Anfangsdicke auf eine Enddicke gewalzt.
- Vom Schritt S7 geht die Steuereinrichtung wieder zum Schritt S1 zurück. Die Abfolge der Schritte S1 bis S7 wird daher während des Walzens des flachen Walzguts 3 von der Steuereinrichtung 4 kontinuierlich ausgeführt.
- Wenn die Steuereinrichtung 4 das Walzgerüst zwar im Normalbetrieb betreibt, momentan aber kein flaches Walzgut gewalzt wird, geht die Steuereinrichtung 4 vom Schritt S2 zu einem Schritt S8 über. Im Schritt S8 können andere Maßnahmen ergriffen werden, die später näher erläutert werden.
- Wenn die Steuereinrichtung 4 das Walzgerüst nicht im Normalbetrieb betreibt, befindet sich das Walzgerüst im Kalibrierbetrieb. In diesem Fall geht die Steuereinrichtung zu Schritten S9 bis S14 über. Im Kalibrierbetrieb werden die ersten und zweiten Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW ermittelt.
- Im Schritt S9 werden eine definierte Anfangsdrehstellung des oberen Walzensatzes U und eine definierte Anfangsdrehstellung des unteren Walzensatzes L des Walzgerüsts eingestellt. Beispielsweise können die beiden Anfangsdrehstellungen derart eingestellt werden, dass in
FIG 4 dargestellte (nur gedanklich vorhandene) Punkte der oberen Arbeitswalze 1U und der oberen Stützwalze 2U einander direkt gegenüber liegen und in analoger Weise inFIG 4 dargestellte (nur gedanklich vorhandene) Punkte der unteren Arbeitswalze 1L und der unteren Stützwalze 2L einander direkt gegenüber liegen. Zu diesem Zweck kann beispielsweise das Walzgerüst aufgefahren werden, so dass die obere Arbeitswalze 1U und die untere Arbeitswalze 1L sich nicht berühren. Danach werden die beiden Walzensätze U, L unabhängig voneinander in ihre jeweilige Anfangsdrehstellung gedreht. - Um die beiden Walzensätze U, L unabhängig voneinander in ihre jeweilige Anfangsdrehstellung drehen zu können, werden die Walzen 1U, 2U des oberen Walzensatzes U von den Walzen 1L, 2L des unteren Walzensatzes L abgehoben. Zum Drehen der Walzensätze U, L als solches können beispielsweise entsprechend der Darstellung in
FIG 1 voneinander unabhängige Antriebe 7U, 7L für die beiden Walzensätze U, L vorhanden sein. Alternativ kann ein gemeinsamer Antrieb vorhanden sein, der beispielsweise mit dem unteren Walzensatz L permanent verbunden ist, mit dem oberen Walzensatz U jedoch über eine lösbare Kupplung. In diesem Fall wird zunächst der obere Walzensatz U in seine Anfangsdrehstellung überführt, dann wird die Kupplung gelöst, und es wird der untere Walzensatz L in seine Anfangsstellung überführt. Danach wird die Kupplung wieder geschlossen. - Nach dem Drehen der beiden Walzensätze U, L in ihre jeweilige Anfangsdrehstellung steuert die Steuereinrichtung 4 das Walzgerüst im Schritt S10 derart, dass der Walzspalt s geschlossen wird. Das Schließen des Walzspaltes s erfolgt, ohne dass sich das flache Walzgut im Walzspalt s befindet. Mit dem Schließen des Walzspaltes s liegt somit die obere Arbeitswalze 1U auf der unteren Arbeitswalze 1L auf.
- Sodann steuert die Steuereinrichtung 4 das Walzgerüst im Schritt S11 derart, dass die Walzen 1U, 1L, 2U, 2L aneinander abrollen. Dieser Zustand - also das Abrollen der Walzen 1U, 1L, 2U, 2L aneinander - wird für eine relativ große Länge L0 beibehalten. Die Länge L0 wird nachfolgend als Erfassungslänge L0 bezeichnet. Die Erfassungslänge L0 geht von der jeweiligen Anfangsdrehstellung der Walzensätze U, L aus. Sie ist insbesondere derart bemessen, dass alle Walzen 1U, 1L, 2U, 2L mehrere vollständige Umdrehungen ausführen.
- Während des Abrollens der Walzen 1U, 1L, 2U, 2L erfasst die Steuereinrichtung 4 im Schritt S11 zugleich auch über die Erfassungslänge L0 einen Verlauf eines Signals F, s, das für eine Änderung des Walzspaltes s charakteristisch ist. Das Signal F, s ist - selbstverständlich - von der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW der mindestens einen Walze 1U, 1L, 2U, 2L abhängig. Beispielsweise kann die Steuereinrichtung 4 das Walzgerüst im Rahmen des Schrittes S11 walzspaltgeregelt bei einer konstanten Einstellung des Walzspaltes s halten und als charakteristisches Signal s, F die zugehörige Walzkraft F erfassen. Ebenso kann die Steuereinrichtung 4 umgekehrt das Walzgerüst im Rahmen des Schrittes S11 walzkraftgeregelt mit einer konstanten Walzkraft F betreiben und als charakteristisches Signal s, F den sich ergebenden Walzspalt s erfassen. In beiden Fällen spiegelt das erfasste Signal s, F direkt die Gesamtexzentrizität ε wider.
FIG 5 zeigt - rein beispielhaft - die Änderung des sich ergebenden Walzspalts s im Falle einer Walzkraftregelung über eine Erfassungslänge L0 von 30 m und einem Durchmesser der Arbeitswalzen 1U, 1L von ca. 1,00 m und einem Durchmesser der Stützwalzen 2U, 2L bei einem Durchmesser von ca. 1,65 m.FIG 6 zeigt rein beispielhaft die korrespondierenden Umdrehungen der Arbeitswalzen 1U, 1L und der Stützwalzen 2U, 2L. - In manchen Fällen kann es ausreichen, die Vorgehensweise der Schritte S9 bis S11 nur für ein einziges Paar von Anfangsdrehstellungen durchzuführen. In diesem Fall geht die Steuereinrichtung 4 direkt zum Schritt S14 über. Anderenfalls geht die Steuereinrichtung 4 zunächst zum Schritt S12 über. Im Schritt S12 prüft die Steuereinrichtung 4, ob sie die Vorgehensweise der Schrittes S9 bis S11 bereits für alle erforderlichen Paare von Anfangsdrehstellungen durchgeführt hat. Erst wenn dies der Fall ist, geht die Steuereinrichtung 4 zum Schritt S14 über.
- Wenn dies nicht der Fall ist, geht die Steuereinrichtung 4 vom Schritt S12 zum Schritt S13 über. Im Schritt S13 selektiert die Steuereinrichtung 4 das nächste Paar von Anfangsdrehstellungen. Vom Schritt S13 geht die Steuereinrichtung sodann zum Schritt S9 zurück.
- Die Anzahl an weiteren Paaren von Anfangsdrehstellungen und die zugehörigen Stellungen als solche können nach Bedarf bestimmt sein. Es kann nach Bedarf die Anfangsdrehstellung unteren Walzensatzes L unverändert sein, während der obere Walzensatz U jeweils um einen vorbestimmten Winkel der oberen Arbeitswalze 1U oder der oberen Stützwalze 2U gedreht wird. Auch die umgekehrte Vorgehensweise ist möglich. Auch ist es möglich, dass beide Walzensätze U, L gedreht werden.
- Insbesondere im Falle nur eines einzigen weiteren Paares von Anfangsdrehstellungen kann der vorbestimmte Winkel beispielsweise, wie in
FIG 4 gestrichelt dargestellt, mit einer halben Umdrehung der oberen Stützwalze 2U korrespondieren. In diesem Fall ergibt sich entsprechend der Darstellung inFIG 7 zusätzlich ein anderer Verlauf des Signals s, F.FIG 8 zeigt die zugehörigen Umdrehungszahlen der Arbeitswalzen 1U, 1L und der Stützwalzen 2U, 2L. - Im Schritt S14 ermittelt die Steuereinrichtung 4 anhand der erfassten Verläufe die ersten und zweiten Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW. Die Grundlagen dieser Ermittlung werden nachstehend näher erläutert.
- Idealerweise sollte eine Walze 8 perfekt rund sein, also keinerlei Exzentrizität aufweisen. In der Praxis ist dies jedoch nicht der Fall.
FIG 9 zeigt - stark übertrieben - eine Variation eines Radius r der Walze 8 als Funktion der Drehstellung ϕ der Walze 8 relativ zu einer Referenzstellung. Mathematisch lässt sich der Radius r als Funktion der Drehstellung ϕ schreiben als
- Für die Stützwalzen 2U, 2L sind alle Störungen relevant, da für den Walzspalt s nur der Radius wirksam ist. Für die Arbeitswalzen 1U, 1L sind hingegen nur die geraden Störungen relevant, da für die Arbeitswalzen 1U, 1L für den Walzspalt s der Durchmesser wirksam ist. Wenn man weiterhin für alle Walzen 1U, 1L, 2U, 2L nur die Störung mit der niedrigsten wirksamen Frequenz betrachtet - d.h. für die Stützwalzen 2U, 2L die erste Störung und für die Arbeitswalzen 1U, 1L die zweite Störung - lässt sich die resultierende Exzentrizität ε schreiben als

- Hierbei sind
- RUB die Exzentrizitätsamplitude der oberen Stützwalze 2U,
- RUW die Exzentrizitätsamplitude der oberen Arbeitswalze 1U,
- RLB die Exzentrizitätsamplitude der unteren Stützwalze 2L,
- RLW die Exzentrizitätsamplitude der unteren Arbeitswalze 1U,
- ϕ1UB die Phasenlage der ersten Störung der Exzentrizität der oberen Stützwalze 2U,
- ϕ2UW die Phasenlage der zweiten Störung der Exzentrizität der oberen Arbeitswalze 1U,
- ϕ1LB die Phasenlage der ersten Störung der Exzentrizität der unteren Stützwalze 2L,
- ϕ2LW die Phasenlage der zweiten Störung der Exzentrizität der unteren Arbeitswalze 1U,
- ϕUB die Drehstellung der oberen Stützwalze 2U,
- ϕUW die Drehstellung der oberen Arbeitswalze 1U,
- ϕLB die Drehstellung der unteren Stützwalze 2L und
- ϕLW die Drehstellung der unteren Arbeitswalze 1U.
- In Gleichung 2 sind acht Größen unbekannt, nämlich die vier Exzentrizitätsamplituden RUB, RUW, RLW, RLB und die vier Phasenlagen ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW.
- Zur Bestimmung dieser acht Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW kann nun ein Optimierungsproblem angesetzt werden, mittels dessen die Abweichung einer Norm minimiert wird. Man versucht also, das Minimum von

- In Einzelfällen kann es ausreichen, die Drehstellung ϕUB, ϕUW, ϕLB, ϕLW nur einer einzigen Walze 1U, 1L, 2U, 2L zu erfassen und die Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW der anderen Walzen 1U, 1L, 2U, 2L aus der erfassten Drehstellung ϕUB, ϕUW, ϕLB, ϕLW in Verbindung mit den bekannten Radien bzw. Durchmessern der Walzen 1U, 1L, 2U, 2L abzuleiten. Insbesondere über größere Strecken wird dies aufgrund von Rutschbewegungen und aufgrund von Schwankungen der Radien aufgrund der Exzentrizitäten jedoch zu ungenau.
- Es ist möglich, dass entsprechend der Darstellung in
FIG 1 mittels entsprechender Drehstellungsgeber 9U, 9L die Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW sowohl der Stützwalzen 2U, 2L als auch der Arbeitswalzen 1U, 1L des Walzgerüsts erfasst werden. Die erfassten Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW werden in diesem Fall der Steuereinrichtung 4 zugeführt und von der Steuereinrichtung 4 entgegengenommen. Bezüglich eines Paares gleichartiger Walzen 1U, 1L, 2U, 2L - in der Regel die Stützwalzen 2U, 2L - ist in diesem Fall hierfür ein zusätzliches Paar von Drehstellungsgebern 9U, 9L erforderlich. Das andere Paar gleichartiger Walzen 1U, 1L, 2U, 2L - in der Regel die Arbeitswalzen 1U, 1L - wird hingegen mittels der Walzgerüstantriebe 7U, 7L angetrieben. Die Walzgerüstantriebe 7U, 7L weisen in der Regel intern Drehstellungsgeber auf. Deren Signale können werden erfindungsgemäß zur Ermittlung der Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW der angetriebenen Walzen 1U, 1L, 2U, 2L herangezogen werden. - Alternativ kann es ausreichen, pro Walzensatz U, L nur die Drehstellung ϕUB, ϕUW, ϕLB, ϕLW einer der Walzen 1U, 1L, 2U, 2L des entsprechenden Walzensatzes U, L zu erfassen. In diesem Fall werden von der Steuereinrichtung 4 nur diese Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW entgegengenommen. Die Drehstellung ϕUB, ϕLB, ϕUW, ϕLW der jeweils anderen Walze 2U, 2L, 1U, 1L des entsprechenden Walzensatzes U, L wird in diesem Fall von der Steuereinrichtung 4 anhand der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW derjenigen Walze 1U, 1L, 2U, 2L des entsprechenden Walzensatzes U, L ermittelt, deren Drehstellung ϕUB, ϕUW, ϕLB, ϕLW erfasst wird. Diese Vorgehensweise wird in diesem Fall sowohl im Normalbetrieb als auch im Kalibrierbetrieb ergriffen.
- Da erfindungsgemäß (beispielsweise) nur die Drehstellungen ϕUW, ϕLW der Arbeitswalzen 1L, 1U erfasst werden und die Drehstellungen ϕUB, ϕLB der Stützwalzen 2U, 2L aus den Drehstellungen ϕUW, ϕLW der Arbeitswalzen 1U, 1L abgeleitet werden, besteht die Gefahr, dass über größere Strecken (die mit vielen vollständigen Umdrehungen der Stützwalzen 2U, 2L korrespondieren) die Drehstellungen ϕUB, ϕLB der Stützwalzen 2U, 2L zu ungenau werden. Zur Lösung dieses Problems sind zwei alternative Ausgestaltungen möglich, die jedoch prinzipiell auch miteinander kombiniert werden können.
- Zum einen ist es möglich, dass während Walzpausen ein Drehen der Walzen 1U, 1L, 2U, 2L des Walzgerüsts entgegen der Drehrichtung erfolgt, in die die Walzen 1U, 1L, 2U, 2L während des Walzens des zuletzt gewalzten flachen Walzguts 3 gedreht werden. Die Walzen 1U, 1L, 2U, 2L werden also zurückgedreht. Das Zurückdrehen ist eine mögliche Ausgestaltung des Schrittes S8 von
FIG 3 . Dementsprechend wird das Walzgerüst zu diesem Zeitpunkt im Normalbetrieb betrieben. Das Zurückdrehen wird also im Rahmen einer normalen Walzpause zwischen dem Walzen von zwei flachen Walzgütern 3 ausgeführt. Es handelt sich nicht um einen Kalibrierbetrieb, in dem die ersten und zweiten Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW ermittelt werden. Durch diese Maßnahme wird erreicht, dass sich Fehler zwar während des Walzens eines einzelnen flachen Walzguts 3 akkumulieren können, danach aber wieder eine Reduzierung des aufgelaufenen Fehlers erfolgt. - Erfindungsgemäß sind jedoch den Stützwalzen 2U, 2L Referenzsignalgeber 10U, 10L zugeordnet. Die Referenzsignalgeber 10U, 10L erfassen zwar nicht über den gesamten Winkelbereich von 360° die Drehstellung ϕUB, ϕLB der Stützwalzen 2U, 2L. Sie geben jedoch jeweils ein Signal (beispielsweise einen Impuls) ab, wenn die Drehstellung ϕUB, ϕLB der entsprechenden Stützwalze 2U, 2L mit einer vorbestimmten Referenzdrehstellung korrespondiert. Mittels der Referenzsignalgeber 10U, 10L wird dadurch beim kontinuierlichen Drehen der Stützwalzen 2U, 2L jeweils das Passieren der Referenzdrehstellung erfasst. Die entsprechenden Signale werden selbstverständlich der Steuereinrichtung 4 zugeführt. Diese kann daher - sowohl im Normalbetrieb als auch im Kalibrierbetrieb - nach jeder vollständigen Umdrehung der entsprechenden Stützwalze 2U, 2L eine neue Synchronisierung der Drehbewegung der entsprechenden Stützwalze 2U, 2L relativ zur Drehbewegung der Arbeitswalze 1U, 1L des entsprechenden Walzensatzes U, L vornehmen.
- Selbstverständlich ist ebenso die umgekehrte Vorgehensweise möglich, dass also die Drehstellungen ϕUB, ϕLB der Stützwalzen 2U, 2L erfasst werden, die Drehstellungen ϕUW, ϕLW der Arbeitswalzen 1U, 1L aus den Drehstellungen ϕUB, ϕLB der Stützwalzen 2U, 2L abgeleitet werden und für die Arbeitswalzen 1U, 1L jeweils das Passieren einer Referenzdrehstellung erfasst wird.
- Obenstehend wurde eine Vorgehensweise erläutert, bei der (sowohl im Normalbetrieb als auch im Kalibrierbetrieb) die Drehstellungen ϕUB, ϕLB der Stützwalzen 2U, 2L unabhängig voneinander ermittelt oder erfasst werden und ebenso die Drehstellungen ϕUW, ϕLW der Arbeitswalzen 1U, 1L unabhängig voneinander ermittelt oder erfasst werden. Es werden also alle vier Drehstellungen ϕUB, ϕUW, ϕLB, ϕLW explizit erfasst oder ermittelt. In diesem Fall ergibt sich die Gesamtexzentrizität ε als Summe der Teilexzentrizitäten der Walzen 1U, 1L, 2U, 2L.
- Für jede Walze 1U, 1L, 2U, 2L ermittelt die Steuereinrichtung 4 somit in Abhängigkeit von der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW der jeweiligen Walze 1U, 1L, 2U, 2L die zugehörige, von der jeweiligen Walze 1U, 1L, 2U, 2L hervorgerufene Teilexzentrizität und addiert die Teilexzentrizitäten zur Gesamtexzentrizität ε. Die Steuereinrichtung 4 ermittelt also im Normalbetrieb den Kompensationswert ε in Abhängigkeit von der jeweiligen Drehstellung ϕUB, ϕUW, ϕLB, ϕLW sowohl der oberen und unteren Arbeitswalze 1U, 1L als auch der oberen und unteren Stützwalze 2U, 2L.
- Um die vier genannten Teilexzentrizitäten ermitteln zu können, müssen der Steuereinrichtung 4 auch die korrespondierenden charakteristischen Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW bekannt sein. Im Rahmen des Kalibrierbetriebs ermittelt die Steuereinrichtung 4 somit für die obere Stützwalze 2U die Größen RUB, ϕUB, die für deren Teilexzentrizität charakteristisch sind. In analoger Weise erfolgt im Kalibrierbetrieb auch für die unteren Stützwalze 2L, die obere Arbeitswalze 1U und die untere Arbeitswalze 1L jeweils die Ermittlung der beiden für die Teilexzentrizität der jeweiligen Walze 2L, 1U, 1L charakteristischen Größen RUW, RLW, RLB, ϕ2UW, ϕ1LB, ϕ2LW.
- Die Radien bzw. Durchmesser der Stützwalzen 2L, 2U sind untereinander in der Regel gleich groß. Ebenso sind die Radien bzw. Durchmesser der Arbeitswalzen 1U, 1L untereinander in der Regel gleich groß. Wenn gewährleistet werden kann, dass zwischen zwei Kalibrierungen nur ein hinreichend kleiner Schlupf zwischen den Walzen 1U, 2U des oberen Walzensatzes U gegenüber den Walzen 1U, 1L des unteren Walzensatzes L auftritt, können die durch die Stützwalzen 2U, 2L hervorgerufenen Teilexzentrizitäten zusammengefasst werden und können ebenso die durch die Arbeitswalzen 1U, 1L hervorgerufenen Teilexzentrizitäten zusammengefasst werden. Auch in diesem Fall ergibt sich die Gesamtexzentrizität als Summe der Teilexzentrizitäten der Stützwalzen 2U, 2L und der Arbeitswalzen 1U, 1L. Die Summe weist jedoch in diesem Fall nur zwei Summanden auf, nämlich je einen für die von den Stützwalzen 2U, 2L hervorgerufene Teilexzentrizität und für die von den Arbeitswalzen 1U, 1L hervorgerufene Teilexzentrizität. Die Steuereinrichtung 4 ermittelt in diesem Fall im Normalbetrieb in Abhängigkeit von der Drehstellung ϕUW, ϕLW einer der Arbeitswalzen 1U, 1L eine Teilexzentrizität für die Arbeitswalzen 1U, 1L und in Abhängigkeit von der Drehstellung ϕUB, ϕLB einer der Stützwalzen 2U, 2L eine Teilexzentrizität für die Stützwalzen 2U, 2L. Weiterhin addiert sie in diesem Fall die beiden Teilexzentrizitäten zur Gesamtexzentrizität ε. Die Steuereinrichtung 4 ermittelt also auch in diesem Fall im Normalbetrieb den Kompensationswert ε in Abhängigkeit von der Drehstellung ϕUB, ϕUW, ϕLB, ϕLW sowohl der Arbeitswalzen 1U, 1L als auch der Stützwalzen 2U, 2L. Im Rahmen des Kalibrierbetriebs ermittelt die Steuereinrichtung 4 in diesem Fall für die beiden Stützwalzen 2U, 2L einheitliche Größen, die für deren Teilexzentrizität charakteristisch sind, beispielsweise eine Exzentrizitätsamplitude und eine Phasenlage. Ebenso ermittelt die Steuereinrichtung 4 in diesem Fall im Kalibrierbetrieb für die beiden Arbeitswalzen 1U, 1L einheitliche Größen, die für deren Teilexzentrizität charakteristisch sind, beispielsweise eine Exzentrizitätsamplitude und eine Phasenlage.
- Weiterhin werden während Walzpausen entsprechend der Darstellung in
FIG 10 Schritte S21 bis S23 ausgeführt. Die Schritte S21 bis S23 sind eine Ausgestaltung des Schrittes S8 vonFIG 1 . - Gemäß
FIG 10 ermittelt die Steuereinrichtung 4 im Schritt S21 eine Kostenfunktion K. In die Kostenfunktion K können - gewichtet mit jeweiligen Wichtungsfaktoren α0 bis α2 - beispielsweise die Gesamtexzentrizität ε, die erste zeitliche Ableitung der Gesamtexzentrizität ε und/oder die zweite zeitliche Ableitung der Gesamtexzentrizität ε eingehen. Es ist möglich, dass alle drei Wichtungsfaktoren α0 bis a2 von 0 verschieden sind. Alternativ ist es möglich, dass nur zwei der Wichtungsfaktoren α0 bis α2 von 0 verschieden sind. Mindestens einer der drei Wichtungsfaktoren α0 bis α2 muss jedoch von 0 verschieden sein. Die Wichtungsfaktoren α0 bis a2 können der Steuereinrichtung 4 fest vorgegeben sein oder von einem Anwender im Rahmen einer Parametrierung festgelegt werden. Die Steuereinrichtung 4 ermittelt in diesem Fall weiterhin im Schritt S22 ein Minimum der Kostenfunktion K über eine gewalzte Länge L1. Sie bildet also das Integral
- Es ist möglich, dass im Rahmen des Schrittes S23 das Walzgerüst geschlossen ist. In diesem Fall können die beiden Walzensätze U, L nur zusammen gedreht werden. Alternativ kann das Walzgerüst geöffnet werden. In diesem Fall können die beiden Walzensätze U, L unabhängig voneinander gedreht werden.
- Die erfindungsgemäße Vorgehensweise führt zu ausgezeichneten Ergebnissen.
FIG 11 zeigt rein beispielhaft einen Vergleich zwischen einer gemessenen (M) Exzentrizität ε und einer zugehörigen, modellierten (C) Exzentrizität ε, also einer Exzentrizität ε, die anhand der Exzentrizitätsamplituden RUB, RUW, RLW, RLB und Phasenlagen ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW ermittelt wurde, wobei die Exzentrizitätsamplituden RUB, RUW, RLW, RLB und Phasenlagen ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW anhand des gemessenen Verlaufs der Exzentrizität ε ermittelt wurden.FIG 12 zeigt den zugehörigen Verlauf der Umdrehungen der Walzen 1U, 1L, 2U, 2L. - Im Idealfall werden durch das Aufschalten des Kompensationssignals ε die Exzentrizitäten der Walzen 1U, 1L, 2U, 2L vollständig kompensiert. Aufgrund von thermischen Effekten, Verschleiß usw. kann es jedoch geschehen, dass trotz der Korrektur des Walzspaltsollwerts s* um den ermittelten Kompensationswert ε eine nur unvollständige Kompensation erfolgt, dass also eine Restexzentrizität εr verbleibt. Es ist daher möglich, dass die Steuereinrichtung 4 entsprechend der Darstellung in
FIG 13 während des Walzens des flachen Walzguts 3 in einem Schritt S31 ein Signal F, Z erfasst, das für die Restexzentrizität εr charakteristisch ist. Bei diesem Signal F, Z kann es sich beispielsweise um die Walzkraft F oder um einen vor oder hinter dem Walzgerüst im flachen Walzgut 3 herrschenden Zug Z handeln. Auch eine auslaufseitig des Walzgerüsts gemessene Dicke des flachen Walzguts 3 kann als Signal verwendet werden. - In diesem Fall kann zum einen die Steuereinrichtung 4 in einem Schritt S32 aktuell - das heißt während des Walzens des flachen Walzguts 3 - die Restexzentrizität εr kompensieren. In diesem Fall korrigiert die Steuereinrichtung 4 also den Walzspaltsollwert s* nicht nur um den Kompensationswert ε, sondern zusätzlich auch um die Restexzentrizität εr. Weiterhin kann die Steuereinrichtung 4 in diesem Fall in einem Schritt S33 die ersten und zweiten Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW nachführen. Es ist sogar möglich, dass die Steuereinrichtung 4 die ersten und zweiten Größen RUB, RLB, ϕ1UB, ϕ1LB, RUW, RLW, ϕ2UW, ϕ2LW vollständig anhand der Restexzentrizität εr ermittelt, dass die Amplituden RUB, RLB, RUW, RLW der einzelnen Exzentrizitäten also zunächst den Wert 0 aufweisen. Die Phasenlagen ϕ1UB, ϕ1LB, ϕ2UW, ϕ2LW sind in diesem Fall zunächst ohne Belang.
- Im Rahmen der Erläuterung der vorliegenden Erfindung wurden obenstehend als erste und zweite Größen RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW Exzentrizitätsamplituden RUB, RUW, RLW, RLB und Phasenlagen ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW verwendet. Die Exzentrizitäten der Walzen 1U, 1L, 2U, 2L könnten alternativ jedoch auch durch Amplituden AUB, BUB, ALB, BLB, AUW, BUW, ALW, BLW von korrespondierenden Sinus- und Cosinusfunktionen beschrieben werden. Anstelle von Gleichung 2 könnte daher ebenso von der nachstehenden Gleichung 5 ausgegangen werden.

- Die vorliegende Erfindung weist viele Vorteile auf. Insbesondere können alle Walzenexzentrizitäten ermittelt und kompensiert werden. Dies gilt unabhängig davon, ob die Exzentrizitäten durch Arbeitswalzen 1U, 1L oder Stützwalzen 2U, 2L hervorgerufen werden. Weiterhin können die Walzenexzentrizitäten schneller und genauer ermittelt werden. Weiterhin können die Walzenexzentrizitäten auch dann ermittelt werden, wenn das Walzgerüst zusätzlich zu den Arbeitswalzen 1U, 1L und den Stützwalzen 2U, 2L weitere Walzen aufweist, insbesondere zwischen den Arbeitswalzen 1U, 1L und den Stützwalzen 2U, 2L angeordnete Zwischenwalzen.
- Obwohl die Erfindung im Detail durch das bevorzugte Ausführungsbeispiel näher illustriert und beschrieben wurde, so ist die Erfindung nicht durch die offenbarten Beispiele eingeschränkt und andere Variationen können vom Fachmann hieraus abgeleitet werden, ohne den durch die Ansprüche definierten Schutzumfang der Erfindung zu verlassen.
-
- 1L, 1U
- Arbeitswalzen
- 2L, 2U
- Stützwalzen
- 3
- flaches Walzgut
- 4
- Steuereinrichtung
- 5
- Computerprogramm
- 6
- Maschinencode
- 7U, 7L
- Walzgerüstantriebe
- 8
- Walze
- 9U, 9L
- Drehstellungsgeber
- 10U, 10L
- Referenzsignalgeber
- C
- modellierte Exzentrizität
- K
- Kostenfunktion
- L, U
- Walzensätze
- L0
- Erfassungslänge
- L1
- gewalzte Länge
- M
- gemessene Exzentrizität
- r
- Radius
- r0
- mittlerer Radius
- RUB, RUW, RLW, RLB
- Exzentrizitätsamplituden
- s
- Walzspalt
- s*
- Sollwalzspalt
- S1 bis S33
- Schritte
- α0 bis α2
- Wichtungsfaktoren
- δri
- Störung
- ε
- Kompensationswert
- ε, ε', εr
- Exzentrizitäten
- ϕi
- Phasenlage
- ϕUB, ϕUW, ϕLB, ϕLW
- Drehstellungen
- ϕ1UB, ϕ2UW, ϕ1LB, ϕ2LW
- Exzentrizitätsphasen
Claims (11)
- Betriebsverfahren für ein Walzgerüst zum Walzen eines flachen Walzguts (3) aus Metall,- wobei das Walzgerüst einen oberen Walzensatz (U) und einen unteren Walzensatz (L) aufweist,- wobei der obere Walzensatz (U) zumindest eine obere Arbeitswalze (1U) und eine obere Stützwalze (2U) aufweist und der untere Walzensatz (L) zumindest eine untere Arbeitswalze (1L) und eine untere Stützwalze (2L) aufweist,- wobei das Walzgerüst zumindest zeitweise in einem Normalbetrieb betrieben wird,- wobei das Walzgerüst während des Walzens des flachen Walzguts (3) im Normalbetrieb betrieben wird,- wobei während des Walzens des flachen Walzguts (3) eine Steuereinrichtung (4) für das Walzgerüst kontinuierlich-- anhand von ersten Größen (RUB, RLB, ϕ1UB, ϕ1LB), die für eine Exzentrizität der Stützwalzen (2U, 2L) des Walzgerüsts als Funktion einer Drehstellung (ϕUB, ϕUW, ϕLB, (ϕLW) mindestens einer Walze (1U, 1L, 2U, 2L) des Walzgerüsts charakteristisch sind, und zweiten Größen (RUW, RLW, ϕ2UW, ϕ2LW), die für eine Exzentrizität der Arbeitswalzen (1U, 1L) des Walzgerüsts als Funktion einer Drehstellung (ϕUB, ϕUW, ϕLB, ϕLW) mindestens einer Walze (1U, 1L, 2U, 2L) des Walzgerüsts charakteristisch sind, einen von der Drehstellung (ϕUB, ϕUW, ϕLB, (ϕLW) der mindestens einen Walze (1U, 1L, 2U, 2L) des Walzgerüsts abhängigen Kompensationswert (ε) ermittelt,-- einen Walzspaltsollwert (s*) für das Walzgerüst um den ermittelten Kompensationswert (ε) korrigiert und-- einen Walzspalt (s) des Walzgerüsts entsprechend dem korrigierten Walzspaltsollwert einstellt,so dass das flache Walzgut (3) mittels des Walzgerüsts entsprechend dem korrigierten Walzspaltsollwert gewalzt wird,- wobei die Drehstellung (ϕUB, ϕUW, ϕLB, (ϕLW) nur der Arbeitswalzen (1U, 1L) oder nur der Stützwalzen (2U, 2L) des Walzgerüsts erfasst und von der Steuereinrichtung (4) entgegengenommen werden,- wobei die Drehstellungen (ϕUB, ϕUW, ϕLB, ϕLW) derjenigen Walzen (1U, 1L, 2U, 2L), deren Drehstellungen (ϕUB, ϕUW, ϕLB, ϕLW) nicht erfasst werden, von der Steuereinrichtung (4) aus den Drehstellungen (ϕUB, ϕUW, ϕLB, ϕLW) derjenigen Walzen, (1U, 1L, 2U, 2L) deren Drehstellungen (ϕUB, ϕUW, ϕLB, ϕLW) erfasst werden, ermittelt werden und- wobei für Walzen (1U, 1L, 2U, 2L), deren Drehstellungen (ϕUB, ϕUW, ϕLB, ϕLW) nicht erfasst, sondern ermittelt werden, jeweils das Passieren einer Referenzdrehstellung erfasst und der Steuereinrichtung (4) zugeführt wird,dadurch gekennzeichnet,
dass während Walzpausen, während derer kein flaches Walzgut (3) gewalzt wird, der obere und/oder der untere Walzensatz (U, L) derart gedreht werden, dass beim Walzen des nächsten flachen Walzguts (3) eine Kostenfunktion (K) minimiert wird, in welche eine durch die Summe der Exzentrizitäten der Arbeitswalzen (1U, 1L) und der Stützwalzen (2U, 2L) gebildete Gesamtexzentrizität (ε), die erste zeitliche Ableitung (ε̇) der Gesamtexzentrizität (ε) und/oder die zweite zeitliche Ableitung (ε̈) der Gesamtexzentrizität (ε) eingehen. - Betriebsverfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass das Walzgerüst zeitweise in einem Kalibrierbetrieb betrieben wird, in dem mittels des Walzgerüsts kein flaches Walzgut (3) gewalzt wird, und dass die Steuereinrichtung (4) im Kalibrierbetrieb- für eine Anzahl von definierten Anfangsdrehstellungen sowohl des oberen Walzensatzes (U) als auch des unteren Walzensatzes (L) das Walzgerüst derart steuert, dass die obere Arbeitswalze (1U) auf der unteren Arbeitswalze (1L) aufliegt und die Walzen (1U, 1L, 2U, 2L) aneinander abrollen,- während des Abrollens der Walzen (1U, 1L, 2U, 2L) aneinander über eine von der jeweiligen Anfangsdrehstellung ausgehende jeweilige Erfassungslänge (L0) jeweils einen von der Drehstellung (ϕUB, ϕUW, ϕLB, ϕLW) der mindestens einen Walze (1U, 1L, 2U, 2L) abhängigen Verlauf eines für eine Änderung des Walzspaltes (s) charakteristischen Signals (s, F) erfasst und- anhand der erfassten Verläufe die ersten und zweiten Größen (RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, (ϕ2LW) ermittelt. - Betriebsverfahren nach Anspruch 2,
dadurch gekennzeichnet,
dass die Anzahl an Anfangsdrehstellungen größer als 1 ist. - Betriebsverfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die ersten und zweiten Größen (RUB, RLB, ϕ1UB, ϕ1LB, RUW, RLW, ϕ2UW, ϕ2LW) der Steuereinrichtung (4) von einer übergeordneten Steuereinrichtung oder von einer Bedienperson vorgegeben werden. - Betriebsverfahren nach einem der obigen Ansprüche,- dass die ersten Größen (RUB, RLB, ϕ1UB, ϕ1LB) die Exzentrizität der Stützwalzen (2U, 2L) in Abhängigkeit von der Drehstellung (ϕUB, ϕLB) der Stützwalzen (2U, 2L) charakterisieren,- dass die zweiten Größen (RUW, RLW, ϕ2UW, (ϕ2LW) die Exzentrizität der Arbeitswalzen (1U, 1L) in Abhängigkeit von der Drehstellung (ϕUW, (ϕLW) der Arbeitswalzen (1U, 1L) charakterisieren und- dass die Steuereinrichtung (4) den Kompensationswert (ε) in Abhängigkeit von der Drehstellung (ϕUB, ϕUW, ϕLB, (ϕLW) sowohl der Arbeitswalzen (1U, 1L) als auch der Stützwalzen (2U, 2L) ermittelt.
- Betriebsverfahren nach Anspruch 5,
dadurch gekennzeichnet,- dass die Drehstellungen (ϕUB, ϕLB) der Stützwalzen (2U, 2L) des Walzgerüsts unabhängig voneinander ermittelt oder erfasst werden und dass die Drehstellungen (ϕUW, (ϕLW) der Arbeitswalzen (1U, 1L) des Walzgerüsts unabhängig voneinander ermittelt oder erfasst werden,- dass die ersten Größen (RUB, RLB, ϕ1UB, ϕ1LB) Größen (RUB, ϕ1UB) umfassen, welche die durch die obere Stützwalze (2U) hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung (ϕUB) der oberen Stützwalze (2U) charakterisieren, und Größen (RLB, ϕ1LB) umfassen, welche die durch die untere Stützwalze (2L) hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung (ϕLB) der unteren Stützwalze (2L) charakterisieren,- dass die zweiten Größen (RUW, RLW, ϕ2UW, (ϕ2LW) Größen (RUW, ϕ2UW) umfassen, welche die durch die obere Arbeitswalze (1U) hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung (ϕUW) der oberen Arbeitswalze (1U) charakterisieren, und Größen (RLW, (ϕ2LW) umfassen, welche die durch die untere Arbeitswalze (1L) hervorgerufene Exzentrizität in Abhängigkeit von der Drehstellung (ϕLW) der unteren Arbeitswalze (1L) charakterisieren, und- dass die Steuereinrichtung (4) den Kompensationswert (ε) in Abhängigkeit von der jeweiligen Drehstellung (ϕUB, ϕUW, ϕLB, (ϕLW) sowohl der oberen und unteren Arbeitswalze (1U, 1L) als auch der oberen und unteren Stützwalze (2U, 2L) ermittelt. - Betriebsverfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,
dass im Normalbetrieb während Walzpausen, während derer kein flaches Walzgut (3) gewalzt wird, ein Drehen der Walzen (1U, 1L, 2U, 2L) des Walzgerüsts entgegen der Drehrichtung während des Walzens des zuletzt gewalzten flachen Walzguts (3) erfolgt. - Betriebsverfahren nach einem der obigen Ansprüche,
dadurch gekennzeichnet,
dass die Steuereinrichtung (4) während des Walzens des flachen Walzguts (3) ein Signal (F, Z) erfasst, das für eine Restexzentrizität (er) charakteristisch ist, die trotz der Korrektur des Walzspaltsollwerts (s*) um den ermittelten Kompensationswert (ε) auftritt, und die ersten und zweiten Größen (RUB, RUW, RLW, RLB, ϕ1UB, ϕ2UW, ϕ1LB, (ϕ2LW) anhand der Restexzentrizität (er) nachführt. - Computerprogramm für eine Steuereinrichtung (4) eines Walzgerüsts zum Walzen eines flachen Walzguts (3) aus Metall, wobei das Computerprogramm Maschinencode (6) umfasst, der von der Steuereinrichtung (4) unmittelbar abarbeitbar ist, wobei die Abarbeitung des Maschinencodes (6) durch die Steuereinrichtung (4) bewirkt, dass die Steuereinrichtung (4) das Walzgerüst gemäß einem Betriebsverfahren nach einem der obigen Ansprüche betreibt.
- Steuereinrichtung für ein Walzgerüst zum Walzen eines flachen Walzguts (3) aus Metall, wobei die Steuereinrichtung derart ausgebildet ist, dass sie das Walzgerüst gemäß einem Betriebsverfahren nach einem der Ansprüche 1 bis 8 betreibt.
- Walzgerüst zum Walzen eines flachen Walzguts (3) aus Metall, umfassend eine Steuereinrichtung (4) nach Anspruch 10 zur Steuerung des Walzgerüstes.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16156857.1A EP3210682A1 (de) | 2016-02-23 | 2016-02-23 | Vollständige kompensation von walzenexzentrizitäten |
| PCT/EP2017/052813 WO2017144278A1 (de) | 2016-02-23 | 2017-02-09 | Vollständige kompensation von walzenexzentrizitäten |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3419771A1 EP3419771A1 (de) | 2019-01-02 |
| EP3419771B1 EP3419771B1 (de) | 2019-05-29 |
| EP3419771B2 true EP3419771B2 (de) | 2022-11-30 |
Family
ID=55451005
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16156857.1A Withdrawn EP3210682A1 (de) | 2016-02-23 | 2016-02-23 | Vollständige kompensation von walzenexzentrizitäten |
| EP17704240.5A Active EP3419771B2 (de) | 2016-02-23 | 2017-02-09 | Vollständige kompensation von walzenexzentrizitäten |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16156857.1A Withdrawn EP3210682A1 (de) | 2016-02-23 | 2016-02-23 | Vollständige kompensation von walzenexzentrizitäten |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP3210682A1 (de) |
| CN (1) | CN109070164B (de) |
| WO (1) | WO2017144278A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113083907B (zh) * | 2021-03-29 | 2022-07-19 | 广西北港不锈钢有限公司 | 一种不锈钢板材偏心轧制线计算方法 |
| EP4613393A1 (de) | 2024-03-06 | 2025-09-10 | Primetals Technologies Germany GmbH | Walzgerüst mit umfassender kompensation von exzentrizitäten |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2416867A1 (de) † | 1973-04-10 | 1974-10-24 | Davy Loewy Ltd | Verfahren zur kompensierung von walzenunrundheiten an walzwerken, sowie walzwerk zur ausfuehrung des verfahrens |
| JP2002282917A (ja) † | 2001-03-28 | 2002-10-02 | Toshiba Corp | 圧延機の板厚制御装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3881335A (en) | 1974-03-07 | 1975-05-06 | Westinghouse Electric Corp | Roll eccentricity correction system and method |
| JPS5877706A (ja) * | 1981-10-30 | 1983-05-11 | Sumitomo Metal Ind Ltd | ロ−ル偏心制御方法 |
| US4580224A (en) * | 1983-08-10 | 1986-04-01 | E. W. Bliss Company, Inc. | Method and system for generating an eccentricity compensation signal for gauge control of position control of a rolling mill |
| JPS63157713A (ja) * | 1986-12-19 | 1988-06-30 | Mitsubishi Heavy Ind Ltd | 圧延機のロ−ル偏心補償装置 |
| GB2253719A (en) * | 1991-03-15 | 1992-09-16 | China Steel Corp Ltd | Compensating roll eccentricity of a rolling mill |
| DE4411313C2 (de) * | 1993-05-08 | 1998-01-15 | Daimler Benz Ag | Verfahren zur Ausfilterung des Exzentrizitätseinflusses beim Walzen |
| JPH07185626A (ja) * | 1993-12-28 | 1995-07-25 | Nippon Steel Corp | 圧延機のロール偏芯除去装置およびロール偏芯除去方法 |
| AT407015B (de) * | 1996-12-04 | 2000-11-27 | Voest Alpine Ind Anlagen | Verfahren zur kompensation der exzentrizität der stütz- und/oder arbeitswalzen in einem duo- oder quarto-walzgerüst |
| JP3328908B2 (ja) * | 1998-04-02 | 2002-09-30 | 三菱電機株式会社 | 圧延機のロール偏心制御装置 |
| JP2003019505A (ja) * | 2001-07-03 | 2003-01-21 | Mitsubishi Electric Corp | 冷間圧延機のロール偏心補償装置 |
| JP4397796B2 (ja) * | 2004-11-22 | 2010-01-13 | 東芝三菱電機産業システム株式会社 | 圧延機のロール偏心制御装置 |
| DE102011078139A1 (de) * | 2011-06-07 | 2012-12-13 | Sms Siemag Ag | Messvorrichtung, Walzgerüst und Verfahren zum Erfassen der Höhe eines Walzspalts |
| EP2662158A1 (de) * | 2012-05-07 | 2013-11-13 | Siemens Aktiengesellschaft | Verfahren zur Bearbeitung von Walzgut und Walzwerk |
| CN103042042B (zh) * | 2013-01-31 | 2014-10-29 | 燕山大学 | 一种基于离散辅助闭环的轧辊偏心补偿方法 |
| CN104815848B (zh) * | 2014-12-19 | 2017-03-29 | 中冶南方(武汉)自动化有限公司 | 基于厚度检测信号及自适应神经网络的轧辊偏心控制方法 |
| CN104923572B (zh) * | 2015-06-25 | 2017-01-11 | 中色科技股份有限公司 | 一种冷轧机上游轧机轧辊偏心补偿的方法 |
-
2016
- 2016-02-23 EP EP16156857.1A patent/EP3210682A1/de not_active Withdrawn
-
2017
- 2017-02-09 EP EP17704240.5A patent/EP3419771B2/de active Active
- 2017-02-09 CN CN201780013068.5A patent/CN109070164B/zh active Active
- 2017-02-09 WO PCT/EP2017/052813 patent/WO2017144278A1/de not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2416867A1 (de) † | 1973-04-10 | 1974-10-24 | Davy Loewy Ltd | Verfahren zur kompensierung von walzenunrundheiten an walzwerken, sowie walzwerk zur ausfuehrung des verfahrens |
| JP2002282917A (ja) † | 2001-03-28 | 2002-10-02 | Toshiba Corp | 圧延機の板厚制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017144278A1 (de) | 2017-08-31 |
| EP3210682A1 (de) | 2017-08-30 |
| EP3419771A1 (de) | 2019-01-02 |
| EP3419771B1 (de) | 2019-05-29 |
| CN109070164B (zh) | 2021-05-07 |
| CN109070164A (zh) | 2018-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102011000434B4 (de) | Verfahren und Vorrichtung zum Abgleichen eines ermittelten Lenkwinkels mit einem gemessenen Lenkwinkel | |
| DE102016116076B4 (de) | Anlagensteuerungsvorrichtung, Walzsteuerungsvorrichtung, Anlagensteuerungsverfahren und Anlagensteuerungsprogramm | |
| EP3122483B1 (de) | Verfahren zum anstellen einer richtwalze einer richtwalzanlage | |
| EP2371748A2 (de) | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Tänzerlage-Regelglieds | |
| WO2009106422A1 (de) | Betriebsverfahren für eine mehrgerüstige walzstrasse mit banddickenermittlung anhand der kontinuitätsgleichung | |
| DE2430089A1 (de) | System zur steuerung der exzentrizitaet einer walze in einem walzwerk | |
| EP3208673B1 (de) | Inline-kalibrierung des walzspalts eines walzgerüsts | |
| DE3341213A1 (de) | Walzenexzentrizitaets-steuersystem fuer ein walzwerk | |
| EP3419771B2 (de) | Vollständige kompensation von walzenexzentrizitäten | |
| DE102007003243A1 (de) | Regelanordnung für ein Walzgerüst und hiermit korrespondierende Gegenstände | |
| DE102014203422B3 (de) | Verfahren und Computerprogramm zum Analysieren der Wanddickenverteilung eines Rohres | |
| DE102014215396A1 (de) | Differenzzugregelung mit optimierter Reglerauslegung | |
| EP0734795B1 (de) | Verfahren zur Dickenvorsteuerung beim Folienwalzen | |
| EP2268427B1 (de) | Betriebsverfahren für eine kaltwalzstrasse mit verbesserter dynamik | |
| WO2022063594A1 (de) | Vorrichtung und verfahren zum walzen von metallischem band | |
| EP3715000B1 (de) | Vermeidung von wellen beim walzen von metallbändern | |
| AT511029A2 (de) | Verfahren zur regelung der bahnspannung in einem einen tänzer aufweisenden bahnspannungsabschnitt | |
| EP2646883A1 (de) | Konzept zum einstellen von prozessparametern eines walzprozesses mittels eines gemessenen lagerschlupfes | |
| DE112011102502B4 (de) | Anordnung, Vorrichtung und Verfahren zur Ermittlung eines Klingendrucks | |
| DE1940006B2 (de) | Anordnung zur Vorsteuerung der Walzspaltverstellung eines banddickengeregelten Kaltwalzgerüstes | |
| DE102019004034A1 (de) | Verfahren zum Erfassen einer Zugspannung eines umlaufenden Bandes | |
| EP3273054B1 (de) | Verfahren zur bestimmung einer einbauposition für einen drehantrieb in einer windenergieanlage | |
| EP4103339A1 (de) | ERMITTLUNG EINER SENSITIVITÄT EINER ZIELGRÖßE EINES WALZGUTS VON EINER BETRIEBSGRÖßE EINER WARMWALZSTRAßE | |
| EP1650147B1 (de) | Verfahren zur Schnittregisterregelung bei einer Rollenrotationsdruckmaschine | |
| EP4613393A1 (de) | Walzgerüst mit umfassender kompensation von exzentrizitäten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180924 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| DAX | Request for extension of the european patent (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20190122 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1137968 Country of ref document: AT Kind code of ref document: T Effective date: 20190615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017001446 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190529 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190829 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190830 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190829 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017001446 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| 26 | Opposition filed |
Opponent name: SMS GROUP GMBH Effective date: 20200228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502017001446 Country of ref document: DE Owner name: PRIMETALS TECHNOLOGIES GERMANY GMBH, DE Free format text: FORMER OWNER: PRIMETALS TECHNOLOGIES GERMANY GMBH, 91052 ERLANGEN, DE |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190929 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20221130 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502017001446 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1137968 Country of ref document: AT Kind code of ref document: T Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250218 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250218 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250218 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250221 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250224 Year of fee payment: 9 |