EP3228446A1 - Station de compression de lignes formant des rainures - Google Patents
Station de compression de lignes formant des rainures Download PDFInfo
- Publication number
- EP3228446A1 EP3228446A1 EP17158839.5A EP17158839A EP3228446A1 EP 3228446 A1 EP3228446 A1 EP 3228446A1 EP 17158839 A EP17158839 A EP 17158839A EP 3228446 A1 EP3228446 A1 EP 3228446A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- station
- pressing
- blanks
- creasing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000006835 compression Effects 0.000 title 1
- 238000007906 compression Methods 0.000 title 1
- 238000003825 pressing Methods 0.000 claims abstract description 40
- 238000004026 adhesive bonding Methods 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims abstract description 5
- 238000004519 manufacturing process Methods 0.000 claims abstract description 4
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 239000011090 solid board Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000415 inactivating effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/0003—Shaping by bending, folding, twisting, straightening, flattening or rim-rolling; Shaping by bending, folding or rim-rolling combined with joining; Apparatus therefor
- B31F1/0035—Straightening or flattening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/003—Straightening the side walls of boxes; Squaring collapsed folded box blanks; Deforming boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/25—Surface scoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/649—Uniting opposed surfaces or edges; Taping by applying heat or pressure using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/12—Delivering or advancing articles from machines; Advancing articles to or into piles by means of the nip between two, or between two sets of, moving tapes or bands or rollers
- B65H29/125—Delivering or advancing articles from machines; Advancing articles to or into piles by means of the nip between two, or between two sets of, moving tapes or bands or rollers between two sets of rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
- B65H2301/5123—Compressing, i.e. diminishing thickness
- B65H2301/51232—Compressing, i.e. diminishing thickness for flattening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/12—Width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/13—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
- B65H2511/224—Nip between rollers, between belts or between rollers and belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/132—Side portions
- B65H2701/1321—Side portions of folded article or web
- B65H2701/13212—Fold, spine portion of folded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1766—Cut-out, multi-layer, e.g. folded blanks or boxes
Definitions
- the present invention relates to a crease line pressing station of a folding box gluing machine, which can be used in particular also for pressing blanks from corrugated cardboard, and a folding box gluing machine.
- the present invention also relates to a method for the production of corrugated board cartons using the creasing line press station according to the invention.
- the crease lines on the sides of the folded blanks are pressed again to prevent re-folding. This allows better further processing in the subsequent formation of a scale flow.
- the blanks are pressed by laterally positioned press rollers substantially only at the lateral blank edges in the field of score lines.
- the object of the present invention is to overcome the disadvantages described above and to provide a pressing device that allows both a crease line pressing and pressing as possible over as much as possible the blank width and requires no increased conversion effort and equipment expense.
- the crease line pressing station has vertically movable lateral press rollers in order to press the respective blanks in the region of their outer creasing lines. Furthermore, the creasing line press station according to the invention has a middle press roll pair which can be used in addition to the side press rolls and which is formed from top and bottom middle press rolls with respect to the blank to be pressed, thus enabling the folded blanks to be pressed also in the central region of the blanks.
- the term "creasing press station” in the present invention means such a station with which a pressing of folded blanks is accomplished with creasing lines already formed previously.
- the creasing press station according to the invention is provided for pressing at least two-ply folds, which have been produced by folding along a score line. Another groove, so a formation of grooves or depressions in the folded blank is not provided according to the invention. Accordingly, in the present invention, the press rolls and press rolls each have no prominences for forming grooves in the folded blank. Furthermore, according to the invention, the score line pressing station has no additional tools for forming grooves or recesses in the blank. In an inventive Faltschachtelklebemaschine is the crease press station downstream of a folding station.
- the side press rolls are vertically movable to allow for folding carton blanks of various thicknesses and materials.
- the lateral press rolls are two pairs of side press rolls to press both outsides of the folded blank.
- the middle press roll pair remaining in the press station of the present invention can optionally be used in press cutting in addition to the side press rolls. This is particularly necessary or useful when processing corrugated cardboard blanks when folding cartons are produced from corrugated cardboard or corrugated cardboard. Due to the additional use of the central roller pair, folded corrugated cardboard blanks can be pressed over their width in such a way that after pressing there are no or only small, tolerable differences in thickness across the width of the pressed blank. This facilitates subsequent stacking and packaging of the pressed carton blanks.
- the creasing press station makes it possible to press blanks in the region of their creasing lines through the lateral press rollers and at the same time through the middle press rollers, so that they are pressed substantially over their entire width, with areas which are only required for side walls and fixtures not being pressed.
- the middle roller pair is usable in the present invention in addition to the side press roller pairs.
- the crease line press station is automatically brought first into a mounting position, in order to facilitate a manual assembly or replacement of the Kalibrierpresswalzen.
- the creasing line press station according to the invention can also be configured such that the press roller pair or the press rollers can be transferred to an inactive position without the rollers having to be completely removed from the press device. The transfer to an inactive position can be automated or manual.
- the score line press station according to the invention can thus be designed as a variable and space-saving module.
- the flexible use of the middle roller pair allows for its removal or transfer to an inactive position, the processing speed can be increased without significant time delay again for the crease line pressing.
- the drive for the press rolls is preferably coupled to the drive of the crease line press station, so that no separate drive for the middle press rolls is required and the middle press rolls are driven by the drive for the side press rolls.
- the connection is preferably via a releasable positive connection. It is also possible according to the invention to provide its own drive for the middle press rolls.
- the lateral press rollers of the crease line press station and the middle press rollers are dimensioned and positioned so that a pressing of the folded blanks is made possible substantially over the entire width of the blanks.
- the press rolls of the Rilllinenpressstation and the middle press rolls further preferably have the same diameter or approximately the same diameter.
- the middle press rollers can be brought by means of a suitable fixing device in a matching with the Rilllinenpressstation alignment. This allows adjustment and, if necessary, correction of the press nip of all involved press rolls and press rolls.
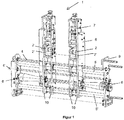
- FIG. 1 shows a perspective view of a crease line press station according to the prior art with two lateral pairs of press rollers.
- FIG. 2 shows a perspective view of a crease line pressing station according to the embodiment of the present invention.
- FIG. 1 shows the construction of a crease line press station according to the prior art for processing folded blanks from solid board.
- Folded blanks run with their Rilllinien Schemeen by the lateral press roller pairs 2,2 ', each with an upper press roller 2 and lower press roller 2'.
- the press rollers are driven via the drive 6 via a drive belt (not shown).
- the lateral press rolls are held by means of the bearing 5, 5 '.
- the mechanism 7 each including a spring allowing a predetermined deflection when passing through the blank.
- FIG. 1 Pressing station shown does not allow the pressing of blanks in their central areas, as may be desired or required for blanks made of corrugated cardboard.
- FIG. 2 3 shows a crease line press station 1 according to the invention which, in addition to the lateral press roller pairs 2, 2 ', has a central press roller pair 3, 3', which is formed by an upper press roller 3 and a lower press roller 3 'whose diameter is in each case the diameter of the lateral press rollers 2, 2 'corresponds.
- the other ingredients are similar to those in FIG. 1 ,
- the additionally present upper press roll 3 and lower press roll 3 ' are each connected via a releasable coupling with the lateral press roller pairs 2,2', which are driven by the drive 6. This allows an expansion of the press rolls 3,3 'or a transfer to an inactive position.
- the machine speed can be up to 650 m / min when removing or inactivating the middle press rolls, for example, and up to 350 m / min when using the middle press rolls.
- Blanks are preferably pressed in the region of their creasing lines by the lateral press rollers 2, 3 and at the same time by the press rollers 3, 3 ', so that they are largely pressed over their entire width, with only the area required for the side walls 10 and the walls of the holder 11 not be pressed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016103933.0A DE102016103933A1 (de) | 2016-03-04 | 2016-03-04 | Rilllinienpressstation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3228446A1 true EP3228446A1 (fr) | 2017-10-11 |
| EP3228446B1 EP3228446B1 (fr) | 2018-12-19 |
Family
ID=56906626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17158839.5A Not-in-force EP3228446B1 (fr) | 2016-03-04 | 2017-03-02 | Station de compression de lignes formant des rainures |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3228446B1 (fr) |
| CN (2) | CN205905469U (fr) |
| DE (1) | DE102016103933A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016103933A1 (de) * | 2016-03-04 | 2017-09-07 | Masterwork Machinery Co., Ltd. | Rilllinienpressstation |
| CN111070790B (zh) * | 2019-12-27 | 2021-07-13 | 汕头市雄业实业有限公司 | 一种无纺布包装袋制作成型折边装置及制作成型折边工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2783693A (en) * | 1954-04-09 | 1957-03-05 | American Can Co | Fibre blank folding machine with adhesive heating attachment |
| US3353459A (en) * | 1964-10-19 | 1967-11-21 | Filper Corp | Box preforming machine and method |
| JPS542524U (fr) * | 1977-06-07 | 1979-01-09 | ||
| EP0823391A2 (fr) * | 1996-08-09 | 1998-02-11 | BIELOMATIK LEUZE GmbH + Co. | Dispositif pour traiter du matériau en couche notamment pour plier du papier |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2542206A1 (de) * | 1975-09-22 | 1977-03-31 | Shorewood Packaging Corp | Maschine zum herstellen von schallplattenhuellen |
| JPH08207177A (ja) * | 1995-02-02 | 1996-08-13 | Fuji Electric Co Ltd | 包装紙カット装置 |
| EP1842818B1 (fr) * | 2006-04-07 | 2011-11-16 | Océ-Technologies B.V. | Procédé et appareil pour plier un support |
| US7662080B2 (en) * | 2006-10-12 | 2010-02-16 | Bowe Bell & Howell | Crease roller apparatuses and methods for using same |
| CN201833628U (zh) * | 2010-09-30 | 2011-05-18 | 郑州市天宝包装装璜实业公司 | 一种瓦楞纸箱板压痕机 |
| WO2014188010A2 (fr) * | 2013-05-24 | 2014-11-27 | Neopost Technologies | Appareil et procédé de rigidification de carton, système et procédé de formation automatique de boîtes d'emballage à l'aide de l'appareil et du procédé de rigidification de carton |
| CN203543203U (zh) * | 2013-08-20 | 2014-04-16 | 广东东方精工科技股份有限公司 | 一种全自动独立粘箱机送纸单元的压线装置 |
| US20150119221A1 (en) * | 2013-10-25 | 2015-04-30 | Gyre Innovations Lp | Apparatus and method for forming a bending crease in corrugated paperboard |
| CN103879031A (zh) * | 2014-04-16 | 2014-06-25 | 江苏东方印务有限公司 | 一种可调节挤压间隙的纸箱挤压成型机 |
| CN104260416B (zh) * | 2014-09-20 | 2017-01-11 | 盐城宏景机械科技有限公司 | 用于糊折盒机上的摆动折叠装置 |
| DE102016103933A1 (de) * | 2016-03-04 | 2017-09-07 | Masterwork Machinery Co., Ltd. | Rilllinienpressstation |
-
2016
- 2016-03-04 DE DE102016103933.0A patent/DE102016103933A1/de not_active Ceased
- 2016-06-17 CN CN201620616374.0U patent/CN205905469U/zh active Active
- 2016-06-17 CN CN201610446672.4A patent/CN105946283B/zh active Active
-
2017
- 2017-03-02 EP EP17158839.5A patent/EP3228446B1/fr not_active Not-in-force
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2783693A (en) * | 1954-04-09 | 1957-03-05 | American Can Co | Fibre blank folding machine with adhesive heating attachment |
| US3353459A (en) * | 1964-10-19 | 1967-11-21 | Filper Corp | Box preforming machine and method |
| JPS542524U (fr) * | 1977-06-07 | 1979-01-09 | ||
| EP0823391A2 (fr) * | 1996-08-09 | 1998-02-11 | BIELOMATIK LEUZE GmbH + Co. | Dispositif pour traiter du matériau en couche notamment pour plier du papier |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016103933A1 (de) | 2017-09-07 |
| CN105946283A (zh) | 2016-09-21 |
| EP3228446B1 (fr) | 2018-12-19 |
| CN105946283B (zh) | 2018-09-04 |
| CN205905469U (zh) | 2017-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10002545A1 (de) | Verfahren und Vorrichtung zum Herstellen von Verpackungsbeuteln, Briefumschlägen und dergleichen | |
| EP2163376B1 (fr) | Machine de collage de boîte pliante destinée à la fabrication de boîtes pliantes à partir de coupes | |
| EP2422970B1 (fr) | Machine de collage de boîte pliante | |
| EP0187323A1 (fr) | Procédé et dispositif de fabrication de flans d'emballages | |
| DE3148443A1 (de) | Schachtel mit sichtfenster sowie verfahren und vorrichtung zur herstellung einer solchen schachtel | |
| DE102004022217B4 (de) | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten | |
| DE102011108355A1 (de) | Schachtel sowie Verfahren zur Herstellung einer Schachtel | |
| DE102013223854A1 (de) | Vorrichtung und Verfahren zum Rillen von Wellpappe und Vollpappe | |
| DE4435532A1 (de) | Verfahren zur Herstellung von Filtern | |
| DE69920096T2 (de) | Verfahren zum Herstellen von Verpackungsmaterial mit Faltlinien | |
| EP1381505A1 (fr) | Machine pour la production de cartons pliants colles et mis a plat | |
| EP2423137B1 (fr) | Dispositif de transport | |
| EP1001877A1 (fr) | Machine a coller les boites pliantes pour la production de boites pliantes a partir de decoupes | |
| DE102016013460A1 (de) | Verfahren, Vorrichtung und Maschine zum Herstellen formfester Schachteln | |
| EP3228446B1 (fr) | Station de compression de lignes formant des rainures | |
| DE3521238A1 (de) | Querschneidmaschine in einer wellpappenanlage | |
| DE19828820C2 (de) | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten | |
| DE102004022344A1 (de) | Faltschachtelklebemaschine zur Herstellung von Faltschachteln aus Zuschnitten | |
| WO2009143981A1 (fr) | Paire de rouleaux de gaufrage et rouleau de gaufrage pour produire par voie rotative un motif gaufré dans une feuille plate | |
| EP1001878A1 (fr) | Machine a coller les boites pliantes pour la production de boites pliantes a partir de decoupes | |
| DE102013204676A1 (de) | Verfahren und Vorrichtung zum Einschlagen eines Foliopapierrieses | |
| DE588750C (de) | Maschine zum Vorbrechen und Zusammenfalten von Faltschachteln | |
| DE102014010572A1 (de) | Faltschachtelklebemaschine mit Schneidestation | |
| WO2023169873A1 (fr) | Dispositif et procédé de fabrication de contenants d'emballage | |
| EP2476546B1 (fr) | Dispositif destiné à aligner des objets plats, en particulier des flans de boîtes pliables |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK GROUP CO., LTD. Owner name: MASTERWORK MACHINERY GMBH |
|
| 17P | Request for examination filed |
Effective date: 20180411 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180626 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017000521 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1078238 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190319 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190319 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190320 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190419 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190419 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017000521 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| 26N | No opposition filed |
Effective date: 20190920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190302 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170302 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210302 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220328 Year of fee payment: 6 Ref country code: CH Payment date: 20220324 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220329 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1078238 Country of ref document: AT Kind code of ref document: T Effective date: 20220302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220302 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502017000521 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231003 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230302 |