EP3197801B1 - Vorrichtung und verfahren zum separieren von produktteilen eines mehrteiligen produktes - Google Patents
Vorrichtung und verfahren zum separieren von produktteilen eines mehrteiligen produktes Download PDFInfo
- Publication number
- EP3197801B1 EP3197801B1 EP15775070.4A EP15775070A EP3197801B1 EP 3197801 B1 EP3197801 B1 EP 3197801B1 EP 15775070 A EP15775070 A EP 15775070A EP 3197801 B1 EP3197801 B1 EP 3197801B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- pivoting
- suction
- receiving
- module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/30—Opening devices for folded sheets or signatures
- B65H5/305—Opening devices for folded sheets or signatures comprising rotary means for opening the folded sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/045—Associating,collating or gathering articles from several sources from piles by collecting in rotary carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/06—Associating,collating or gathering articles from several sources from delivery streams
- B65H39/065—Associating,collating or gathering articles from several sources from delivery streams by collecting in rotary carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/431—Features with regard to the collection, nature, sequence and/or the making thereof
- B65H2301/4317—Signatures, i.e. involving folded main product or jacket
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/431—Features with regard to the collection, nature, sequence and/or the making thereof
- B65H2301/4317—Signatures, i.e. involving folded main product or jacket
- B65H2301/43171—Inserting subproducts in a signature as main product
- B65H2301/431711—Inserting subproducts in a signature as main product the subproduct being inserted in a direction substantially perpendicular to the fold of the main product
- B65H2301/431716—Inserting subproducts in a signature as main product the subproduct being inserted in a direction substantially perpendicular to the fold of the main product the main product being oriented with opening face upwards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/34—Suction grippers
- B65H2406/341—Suction grippers being oscillated in arcuate paths
Definitions
- the prefold can be z.
- an asymmetric, i. outside center produce arranged folds.
- printed products without a prefold are usually folded in the middle or cut after folding.
- the product can also form between the folded edge and the free edge also each have a lateral, free edge. However, it is also possible that the product forms a lateral free edge between the folded edge and the free edge on one side and a lateral folded edge on the opposite side. Such Zweifalz excursion can be opened by means of a Vorfalzes.
- the products can z. B. be folded once. Each product part can be formed einblättrig in this case.
- the products may be, for example, envelopes or folded sheets.
- the receiving unit may be a receiving compartment or a receiving bag.
- the receiving unit can also be present as a receiving channel.
- the receptacle corresponds to a receiving space for the product.
- the contact body can be moved toward and away from the product in the receiving compartment or to a second support structure via the at least one pneumatic element relative to the swivel body.
- the swivel module is connected to at least one swivel bush, which is guided on an axle element, such as axle rod or axle rod.
- axle element such as axle rod or axle rod.
- rod should generally also include the term “rod”.
- the swivel module may be coupled to a control member which cooperates with a particular stationary control link.
- the control member may include a control roller disposed outside the positioning pivot axis of the pivot module, which control roller is guidable along the control link.
- the device contains according to an embodiment of the invention, an engagement with an engaging element.
- the engagement element is movable between the two separated product parts for the purpose of maintaining the separation of the product parts.
- the engagement member is movable between the product parts to prevent re-merging of the product parts.
- the engagement means may further cooperate with a return member which exerts a restoring force on the engagement member.
- the restoring force acts on a provision of the engagement element either in its engagement position between the product parts or in a passive position outside the product parts.
- the return member may be designed as a torsion spring coil spring.
- the torsion spring may be arranged on the rotary rod.
- the first support structure in particular a leading support structure.
- the second support structure is in particular a trailing support structure.
- the first product part faces the leading support structure as a leading product part.
- the second product part faces the trailing support structure as a trailing product part.
- leading and trailing refer in the present patent application to the direction of movement of the receiving unit or conveying direction of Products along the path of motion, as will be described in more detail below.
- the pneumatic lines can be guided by the vacuum element or the pneumatic element to the axis of rotation of the concentricity, which is designed as a hollow shaft.
- the pneumatic lines can be used together with a guided in the hollow shaft central supply line with negative pressure, i. with a suction, be acted upon.
- the central feed line is connected to a vacuum generating device.
- the receiving units are arranged, for example, radially around the axis of rotation with radially outwardly facing receiving openings on the concentricity.
- the receiving units can be mounted pivotably via a receiving pivot axis relative to the concentricity.
- the device may in particular be a plug-in device which is designed for opening the products and for inserting inserts between the product parts of opened products.
- the invention also relates to a receiving unit for a device described above for separating product parts of a multi-part, flat product.
- the release of the suction contact is done in particular in the waiting position.
- the pivoting back of the swivel module about the positioning pivot axis out of the receiving compartment from the separating position into the passive position occurs in particular only after release of the suction contact.
- Separiermodul formed as part of the receiving unit they are moved together along the path of movement. This allows the implementation of the method according to the invention during the movement of the receiving unit along its path of movement and, correspondingly, during the conveyance of the products along its conveying path.
- the device 101 includes a plurality of receiving pockets 102 each having a leading pocket wall 110a and a trailing pocket wall 110b, which form a receptacle 109.
- the receiving pockets 102 are radially aligned and have radially outwardly directed pocket openings 113.
- the receiving pockets 102 are moved in the direction of movement B along a curved convex trajectory.
- the receiving pocket 2 contains a leading in the direction of movement B pocket wall 10a and a trailing pocket wall 10b, which limit a receiving tray 9.
- the receiving pocket 2 further includes an opposite the two pocket walls 10a, 10b adjustable pocket bottom 11th
- the insertion depth can be changed and adapted to the different product formats. This is done via an adjustment.
- the adjusting device is based on a two-part, trailing pocket wall 10b.
- the Boden maybertige wall portion on which the bottom of the bag 11 is arranged is attached via a slot guide on the second, opening-side wall part.
- the Bodenicartige wall part and with this the bottom of the bag 11 is on the slot guide relative to the opening side wall portion to the pocket opening 13 toward or away from this displaced, so that the insertion depth can be adjusted.
- the rotary rod 16 cooperates with a return spring 24 which is a torsion spring designed as a helical spring.
- the return spring 24 is arranged around the rotary rod 16 and exerts on the rotary rod 16 and thus on the clamping legs 15 a restoring force in the form of a torque.
- the separating mechanism according to the first embodiment according to FIGS. 2 to 6 comprises a swivel module 20 with a swivel body 21 and a contact body 22.
- Pneumatic lines 19 in the form of vacuum lines for pneumatic devices 28 and for a first vacuum element 26 are guided to the swivel body 21 out.
- the pivoting body 21 is pivotally mounted about a positioning pivot axis S1.
- two pivot bushings 23 are arranged on the swivel body 21, via which the swivel module 20 is mounted on a rotary rod 16.
- the pivot bushes 23 are guided on the rotating rod 16.
- the swivel module 20 is rotatably mounted on the pivot rod 16 via the pivot bushes 23.
- the swivel module is coupled to a control member which cooperates with a stationary control link (not shown).
- the control element comprises a first control roller 25 which is arranged outside the positioning pivot axis S1 and which is guided along the control link.
- the induced draft in the pneumatic elements 28 is reduced or adjusted.
- the bellows hollow bodies 29 expand due to the increase in pressure along their longitudinal axis L, as a result of which the contact body 22 is moved into a contact position in a linear movement toward the leading product part 6a (see FIG FIG. 5e and 6a ).
- the swivel module 20 is now pivoted back on the gate-controlled first control roller 25 back from the separating position in the passive position outside the receiving pocket 2 (see FIG. 5h ).
- the swivel body 71 comprises two pivot bushes 73, which are guided on the rotary rod 66.
- the swivel module 70 and the swivel body 71 is rotatably mounted on the pivot rod 66 via the swivel bushes 73.
- the pivot module 70 acts together with a restoring spring 74 which is a torsion spring designed as a helical spring.
- the return spring 74 is arranged about the rotary rod 66 and exerts on the swivel body 70 a restoring force in the form of a torque.
- the restoring force of the return spring 74 acts on a provision of the pivot module 70 either in its passive position or in its separating position.
- a change in position of the control roller relative to the receiving pocket by the control link causes a rotation of the pivot module 70 either in the direction or against the restoring force.
- the swivel module 70 can thus be controlled via the gate-guided control roller controlled between a passive position and a separating position.
- leading product part 6a is separated from the trailing product part.
- clamping leg 65 of the clamping device 54 is pivoted by an actuation of the second control roller via a control link (not shown) in a clamping position.
- the rotary rod 66 is rotated, so that the clamping leg is pivoted in the receiving compartment between the two product parts to the trailing product part.
- the clamping leg 65 clamps the subsequent product part to the trailing pocket wall.
- the printed product 5 can now be completely opened, for example by pivoting the receiving pocket about a pocket pivot axis by means of gravity.
- the pivot module 20, 70 does not have to be activated and remains in its passive position. It is only the clamping device actuated by the pivoted into the receptacle clamping leg 15 analogous to the example according to FIG. 1 without preceding separation of the product parts 6a, 6b, the trailing product part 6b is clamped at its prefold on the trailing pocket wall 10b.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
Description
- Die Erfindung liegt auf dem Gebiet der Förderung und Weiterverarbeitung von flächigen Produkten, insbesondere Druckprodukten. Die Erfindung betrifft eine Vorrichtung zum Separieren von Produktteilen eines mehrteiligen, flächigen Produktes, enthaltend mindestens eine Aufnahmeeinheit, welche ein Aufnahmefach zur Aufnahme des Produktes ausbildet, und mindestens einen Separiermechanismus zum Separieren zweier Produktteile, wobei der Separiermechanismus ein um eine Positionierschwenkachse in das Aufnahmefach zum Produkt im Aufnahmefach hin und wieder aus dem Aufnahmefach heraus schwenkbares Schwenkmodul mit mindestens einem Unterdruckorgan mit einem saugwirksamen Element zur Herstellung eines temporären Saugkontaktes mit einem ersten Produktteil enthält.
- Die Erfindung betrifft auch ein Verfahren zum Separieren der Produktteile eines mehrteiligen, flächigen Produktes unter Verwendung der erfindungsgemässen Vorrichtung.
- Gefalzte Druckprodukte zeichnen sich durch eine Falzkante aus, entlang welcher das Druckprodukt gefalzt ist und einen ersten und zweiten Produktteil ausbildet. Der Falzkante gegenüber sind die freien Kanten der Produktteile angeordnet.
- Gefalzte Druckprodukte müssen im Laufe ihrer Weiterverarbeitung in der Regel mindestens einmal geöffnet werden, um zwischen ihre Produktteile weitere Druckprodukte, wie Zeitungsteile, Prospekte, Broschüren, Flyer, Warenproben oder sonstige weitere, in der Regel flächige Beilagen einzustecken.
- Um das Öffnen gefalzter Produkte zu erleichtern bzw. überhaupt zu ermöglichen, ist es üblich, dass der eine Produktteil einen sogenannten Vorfalz aufweist. Der Vorfalz ist ein Flächenabschnitt an einem der Produktteile im Bereich der freien Kante, die der Falzkante gegenüber liegt. Der genannte Flächenabschnitt zeichnet sich dadurch aus, dass dieser der freien Kante des anderen Produktteils vorsteht. Der eine Produktteil bildet also gegenüber dem anderen Produktteil einen Freilegebereich aus.
- Der Vorfalz lässt sich z. B. durch das Anbringen eines asymmetrisch, d.h. aussenmittig, angeordneten Falzes herstellen. Entsprechend sind Druckprodukte ohne Vorfalz in der Regel mittig gefalzt oder nach dem Falzen geschnitten.
- Ein solcher Vorfalz ermöglicht es beispielsweise, den einen Produktteil am Vorfalz, z. B. mittels einer Klammer oder eines Saugers, zu ergreifen bzw. zu fixieren. Die beiden Produktteile lassen sich nun zum Beispiel mit Schwerkraftunterstützung auseinander bewegen, wobei der andere Produktteil gehalten wird. Auf diese Weise lassen sich die Produktteile separieren und das Druckprodukt kann schnell und einfach geöffnet werden.
- Stellvertretend für eine Vielzahl von Patentpublikationen, welche Öffnungsvorrichtungen zum Gegenstand haben, die gemäss dem oben beschriebene Öffnungsprinzip arbeiten, sei an dieser Stelle die europäische Patentpublikation
WO 2013/163768 A1 erwähnt. - Die
WO 2013/163768 A1 beschreibt eine Vorrichtung zum Öffnen und Einstecken von flachen Gegenständen in ein gefalztes Druckprodukt. Die Vorrichtung enthält ein Umlaufsystem mit einer Mehrzahl von entlang einer geschlossenen, kreisförmigen Umlaufbahn um eine Drehachse bewegbaren Abteilen. Die Abteile weisen Abteilböden auf, welche in Umlaufrichtung von Trennwänden begrenzt sind. Die Abteile weisen ferner entlang des Umfangs Öffnungen zum Einführen der Druckprodukte auf. Die Abteile enthalten jeweils eine Klammer, mittels welcher der Vorfalz eines nachlaufenden Produktteils an der nachlaufenden Abteilwand festgehalten wird. - Die Abteile werden entlang einer Bogenbahn nach unten geführt, wobei die Abteilöffnungen am äusseren Umfang nach unten bewegt werden. Bei diesem Vorgang schwenkt der vorlaufende Produktteil durch die Schwerkraft bedingt nach unten auf die gegenüber liegende, vorlaufende Abteilwand, während der nachlaufende Produktteil durch die Klemmschenkel an der nachlaufenden Abteilwand gehalten wird. Auf diese Weise öffnet sich das Druckprodukt vollständig und die Beilage kann eingesteckt werden.
- Das Herstellen eines Vorfalzes zur Vereinfachung der Verarbeitung von Druckprodukten verursacht daher eine erhebliche Menge Schnittabfall, wenn dieser entfernt werden muss. Der Schnittabfall muss mit entsprechendem Aufwand entsorgt werden.
- Ferner sind entsprechende Aggregate vorzusehen, welche in der Lage sind, den Vorfalz abzutrennen. Neben ökologischen Aspekten sind aus betriebsökonomischer Sicht auch der zusätzliche Verbrauch an Rohmaterial und somit die zusätzlichen Kosten gewichtig, ohne dass sich daraus ein zusätzlicher Nutzen beim Endprodukt ergeben würde.
- Könnte in der Weiterverarbeitung auf einen Vorfalz verzichtet werden, so würde dies eine erhebliche Materialeinsparung bedeuten. Die Materialeinsparung würde folglich zu einer Senkung der Produktionskosten führen. Zudem würde eine solche Materialeinsparung auch zur Schonung der Ressourcen beitragen. Ferner könnte durch den Verzicht auf den Vorfalz auch ein Arbeitsschritt weggelassen werden, welcher das Abtrennen des Vorfalzes beinhaltet.
- Da der Vorfalz in der Regel lediglich dem Öffnen des Druckproduktes dient, wäre folglich eine Vorrichtung zweckdienlich, welche in der Lage ist, Druckprodukte ohne Vorfalz zu öffnen. Dabei ist jedoch zu Bedenken, dass das Öffnen der Druckprodukte nicht nur ein sehr wichtiger sondern auch ein äusserst heikler Verfahrensschritt ist. Das Öffnen und Offenhalten der Produkte soll nämlich einerseits schnell und zuverlässig geschehen, andererseits sollte das Produkt bei diesem Vorgang so schonend wie möglich behandelt werden, damit dieses nicht beschädigt wird.
- Die Veröffentlichungsschrift
EP 1 310 444 A1 beschreibt eine Einrichtung zum einsteckweisen Sammeln von Druckprodukten an einer umlaufenden Fördereinrichtung mit hintereinander geführten, quer zur Förderrichtung sich erstreckenden, nach oben offenen, taschenähnlichen Aufnahmebehältern. Die Aufnahmebehälter passieren zwischen einer Zuführstation für Druckprodukte und einer Entnahmestation der eingesteckten Druckprodukte eine die Druckprodukte öffnende, stationäre Öffnungsvorrichtung. Die Öffnungsvorrichtung umfasst eine Mehrzahl von um ein Öffnungsrad angeordnete Saugköpfe, welche jeweils an einem Schwenkarm gelagert sind, zum Ergreifen eines ersten Produktteils, sowie Stütz- und Trennorgane und einen Greifer zum Halten eines zweiten Produktteils am Aufnahmebehälter. - Die Veröffentlichungsschrift
GB 2 240 959 A - Es ist deshalb Aufgabe der vorliegenden Erfindung, eine Vorrichtung vorzuschlagen, welche in der Lage ist, aneinander liegende Produktteile eines mehrteiligen, flächigen Produktes derart voneinander zu separieren, dass ein nachfolgendes Öffnen des Produktes mühelos ausgeführt werden kann.
- Mit der Vorrichtung sollen zwei Produktteile sowohl von Produkten ohne Vorfalz als auch von Produkten mit Vorfalz separiert werden können.
- Idealerweise soll die Vorrichtung so ausgelegt sein, dass zum Separieren zweier Produktteile von Produkten ohne Vorfalz ein Aggregat zugeschaltet werden kann, welches beispielsweise beim Separieren zweier Produktteile von Produkten mit Vorfalz nicht notwendig ist und daher nicht zugeschaltet werden muss.
- Die Aufgabe wird durch die Merkmale des unabhängigen Vorrichtungsanspruchs 1 und des Verfahrensanspruchs 14 gelöst. Weitere Ausführungsformen gehen aus den abhängigen Patentansprüchen der Beschreibung und den Zeichnungen hervor. Dabei sind Merkmale der Vorrichtung sinngemäss mit den Merkmalen des Verfahrens kombinierbar und umgekehrt.
- Die Vorrichtung zeichnet sich nun dadurch aus, dass das Schwenkmodul einen um die Positionierschwenkachse schwenkbar gelagerten Schwenkkörper enthält, und das Schwenkmodul einen am Schwenkkörper befestigten Anlegekörper enthält, und das mindestens eine Unterdruckorgan mit seinem saugwirksamen Element am Anlegekörper angeordnet ist, und der Anlegekörper relativ zum Schwenkkörper beweglich ist, wobei das Schwenkmodul mindestens ein Pneumatikorgan enthält, welches mit dem Anlegekörper in Wirkverbindung steht und dazu ausgelegt ist, den Anlegekörper relativ zum Schwenkkörper zu bewegen.
- Das Schwenkmodul ist insbesondere über den Schwenkkörper um die Positionierschwenkachse aus einer Passivposition in eine Separierposition schwenkbar und umgekehrt. Die Passivposition liegt insbesondere ausserhalb des Aufnahmefaches. Die Separierposition liegt insbesondere innerhalb des Aufnahmefaches.
- Unter dem Begriff "Separieren" ist die von einer freien Produktkante, insbesondere von der freien Produktkante, welche der Verbundkante gegenüber liegt, ausgehende Trennung zweier aneinander liegender Produktteile unter Ausbildung eines Spaltes zwischen den beiden Produktteilen zu verstehen. Der Begriff "Separieren" unterscheidet sich insofern vom Begriff "Öffnen", als dass der durch das Separieren erzeugte Spalt zwischen den beiden Produktteilen kleiner sein kann als der beim Öffnen des Produktes erzeugte Spalt zwecks Einstecken einer Beilage. Ferner kann der Spalt zum Separieren der Produktteile nur in einem zur freien Kante weisenden Teilbereich des Produktes angeordnet sein, während der Spalt beim geöffneten Produkte sich praktisch über das gesamte Produkt bis zur Verbundkante erstreckt.
- Die in der vorliegenden Patentanmeldung offenbarten mehrteiligen, flächigen Produkte weisen mindestens zwei Produktteile auf, welche an einer Verbundkante miteinander verbunden sind. Die Produktteile sind insbesondere flexibel.
- Der einzelne Produktteil kann ein- oder mehrblättrig sein. Die Produktteile in sich können an einer senkrecht zur Verbundkante verlaufenden Kante über eine weitere Verbundkante miteinander verbunden sein.
- Die Verbundkante kann ein Bund, ein Rücken, eine Falt- oder eine Falzkante sein. Die Produktteile können an der Verbundkante über eine Falzkante, eine Klebeverbindung, eine Naht, eine Ringbindung oder eine Heftung, wie Fadenheftung oder Drahtheftung, oder über einen verbindenden Klebestreifen miteinander verbunden sein. Andere geeignete Verbindungstechniken sind ebenfalls möglich.
- Die Produkte bilden ferner eine Öffnungsseite aus, welche der Verbundkante gegenüber liegt. An der Öffnungsseite der Produkte bilden die Blätter der Produktteile freie Kanten aus. "freie Kante" bedeutet, dass die Blätter nicht über einen Falz oder anderweitiger miteinander verbunden sind.
- Die mehrteiligen, flächigen Produkte können auch mehrere, ineinander gesteckte, insbesondere gefalzte Teilprodukte, wie z. B. Zeitungsbunde, umfassen. Die Teilprodukte selbst können mehrere Produktteile, insbesondere zwei Produktteile, welche über eine Verbundkante miteinander verbunden sind, enthalten.
- Die einzelnen Produktteile können ein, zwei oder mehr als zwei Blätter enthalten. Letzteres kann zum Beispiel zutreffen, wenn die Produkte mehrfach gefalzt sind.
- Das Produkt kann ferner zwischen der Falzkante und der freien Kante ebenfalls jeweils eine seitliche, freie Kante ausbilden. Es ist jedoch auch möglich, dass das Produkt zwischen der Falzkante und der freien Kante auf der einen Seite eine seitliche, freie Kante und auf der gegenüber liegenden Seite eine seitliche Falzkante ausbildet. Solche Zweifalzprodukte können mit Hilfe eines Vorfalzes geöffnet werden.
- Die Produkte können z. B. einmal gefalzt sein. Jeder Produktteil kann in diesem Fall einblättrig ausgebildet sein. Die Produkte können zum Beispiel Umschläge oder gefalzte Bögen sein.
- Die mehrteiligen, flächigen Produkte können insbesondere Druckprodukte, wie z. B. Druckbogen, Broschüren, Zeitungen, Tabloide, Zeitschriften oder Magazine, sein. Die Produkte sind insbesondere einfach gefalzte, zweiblättrige Druckprodukte, welche vier Seiten ausbilden.
- Die Aufnahmeeinheit kann ein Aufnahmeabteil oder eine Aufnahmetasche sein. Die Aufnahmeeinheit kann auch als Aufnahmekanal vorliegen. Das Aufnahmefach entspricht einem Aufnahmeraum für das Produkt.
- Die Aufnahmeeinheit enthält insbesondere eine erste und eine zweite Stützstruktur, welche voneinander beabstandet sind und das Aufnahmefach begrenzen. Die Stützstrukturen stützen insbesondere die Flächenseiten der Produktteile. So stützt die erste Stützstruktur die Flächenseite eines ersten Produktteils und die zweite Stützstruktur die Flächenseite eines zweiten Produktteils in der Offenstellung des Produktes. Die Stützstruktur kann z. B. als Wand, wie Taschenwand oder Abteilwand, ausgebildet sein.
- Das Schwenkmodul ist insbesondere zwischen der ersten Stützstruktur und dem Produkt in das Aufnahmefach hin in die Separierposition schwenkbar.
- Die Positionierschwenkachse ist insbesondere im Bereich der Aufnahmeöffnung angeordnet. Die Positionierschwenkachse ist insbesondere im Bereich der Aufnahmeöffnung an der ersten oder zweiten Stützstruktur angeordnet. Die Positionierschwenkachse ist insbesondere im Bereich der Aufnahmeöffnung an der zweiten Stützstruktur angeordnet. Diese zweite Stützstruktur ist in Förderrichtung insbesondere der ersten Stützstruktur nachlaufend.
- Die Aufnahmeeinheit kann einen Boden ausbilden, welcher einen Anschlag für die Verbundkante des eingeführten Produktes bzw. eine Einschubbegrenzung für die Produkteinheit ausbildet. Das Produkt steht mit der Verbundkante am Boden an und wird so zum Boden hin abgestützt. Der Boden kann verstellbar sein, derart dass sich die Einschub- bzw. Einstecktiefe einstellen und beispielsweise auf das Produktformat anpassen lässt.
- Es kann jedoch auch vorgesehen sein, dass der Boden nicht Teil der Aufnahmeeinheit ist sondern eine anderweitig an der Vorrichtung befestigte Abstützung ist, welche mit den Aufnahmeeinheiten kooperiert und die Produkte über ihre Verbundkante abstützt.
- Die Aufnahmeeinheit enthält im Weiteren eine Aufnahmeöffnung, über welche das Produkt in das Aufnahmefach eingeführt wird, und zu welcher hin die freie Kante des in die Aufnahmeeinheit eingeführten Produktes gerichtet ist. Die Öffnung liegt dem Boden insbesondere gegenüber.
- Die Aufnahmeeinheit kann ferner auch Seitenbegrenzungselemente, wie seitliche Führungsbleche enthalten, welche die Produkte seitlich führen bzw. ausrichten. Die Seitenbegrenzungselemente bilden also einen seitlichen Anschlag aus.
- Die Aufnahmeeinheit kann im Weiteren Verstellmittel enthalten, welche die Verstellung der Seitenbegrenzungselemente, insbesondere die Einstellung der Distanz zwischen den Seitenbegrenzungselementen erlauben. Damit lässt sich die Distanz zwischen den Seitenbegrenzungselemente an unterschiedliche Produktformate anpassen.
- Das saugwirksame Element zeichnet sich durch eine Saugöffnung aus, über welche ein Saugzug erzeugt wird, welche in der Lage ist, einen Saugkontakt zwischen dem saugwirksame Element und dem Produktteil zu erzeugen.
- Die Saugöffnung des mindestens einen Unterdruckorgans, nachfolgend erstes Unterdruckorgan genannt, ist in einer nachfolgend noch beschriebenen Separierposition insbesondere zum Produkt im Aufnahmefach bzw. zu einer zweiten Stützstruktur gerichtet.
- Das Unterdruckorgan ist insbesondere über eine Pneumatikleitung, insbesondere Unterdruckleitung, mit einer Pneumatikeinrichtung, insbesondere Unterdruckerzeugungseinrichtung, verbunden. Diese erzeugt den notwendigen Unterdruck.
- Das Pneumatikorgan des Schwenkmoduls enthält insbesondere ein Pneumatikelement, welches eine, entlang einer Bewegungsachse in Abhängigkeit vom Gasdruck bzw. Gasvolumen im Pneumatikelement veränderliche Ausdehnung aufweist. Durch die Veränderung der Ausdehnung des Pneumatikelements lässt sich der Anlegekörper relativ zum Schwenkkörper bewegen. Der Anlegekörper ist insbesondere aus einer Warteposition am Schwenkkörper in eine Anlegeposition zum Produkt bzw. zur zweiten Stützstruktur hin und umgekehrt bewegbar.
- Der Anlegekörper lässt sich so, wie nachfolgend noch beschrieben, über das mindestens eine Pneumatikorgan relativ zum Schwenkkörper zum Produkt im Aufnahmefach bzw. zu einer zweiten Stützstruktur hin und von diesem bzw. dieser weg bewegen.
- Das Pneumatikelement kann ein mit Gas befüllbarer Faltenbalgkörper sein. Das Pneumatikelement kann auch ein in einem Zylinder geführter Kolben und mittels Gasdruck bewegter Kolben sein. Das Gas ist insbesondere Luft.
- Das Pneumatikorgan ist insbesondere über eine Pneumatikleitung mit einer Pneumatikeinrichtung verbunden.
- Das Pneumatikorgan wird insbesondere über einen Unterdruck gesteuert. In diesem Fall wird das Pneumatikorgan von einer Unterdruckerzeugungseinrichtung gesteuert. Die Pneumatikleitung ist insbesondere eine Unterdruckleitung.
- Das mindestens eine Unterdruckorgan und das mindestens eine Pneumatikorgan können in diesem Fall über dieselbe Unterdruckerzeugungseinrichtung mit Unterdruck beaufschlagt werden.
- Gemäss einer möglichen Alternativlösung wird das Pneumatikorgan mit Druckluft gesteuert. Die dazugehörige Pneumatikeinrichtung umfasst insbesondere einen Kompressor.
- Das Schwenkmodul ist gemäss einer ersten Ausführungsform dazu ausgelegt, den Anlegekörper mittels des Pneumatikorgans in einer Linearbewegung relativ zum Schwenkkörper zum Produkt im Aufnahmefach bzw. zu einer zweiten Stützstruktur hin und/oder wieder von dieser weg zu bewegen.
- Der Anlegekörper kann jedoch gemäss einer zweiten Ausführungsform auch über eine Anlegeschwenkachse schwenkbar am Schwenkkörper befestigt sein. Das Schwenkmodul ist gemäss dieser Ausführungsform dazu ausgelegt, den Anlegekörper mittels des Pneumatikorgans in einer Schwenkbewegung relativ zum Schwenkkörper zum Produkt im Aufnahmefach bzw. zu einer zweiten Stützstruktur hin und wieder von dieser weg zu bewegen.
- Die Positionierschwenkachse und Anlegeschwenkachse sind gemäss der zweiten Ausführungsform insbesondere in einem Winkel, z. B. senkrecht, zueinander angeordnet. Die Positionierschwenkachse und Anlegeschwenkachse können auch parallel jedoch versetzt zueinander angeordnet sein.
- Der Separiermechanismus ist insbesondere einer bestimmten Aufnahmeeinheit zugeordnet. Sind mehrere Aufnahmeeinheiten vorgesehen, so ist insbesondere jeder Aufnahmeeinheit jeweils ein Separiermechanismus zugeordnet.
- Gemäss einer Weiterbildung der Erfindung ist das Schwenkmodul über die Positionierschwenkachse schwenkbar an der Aufnahmeeinheit befestigt.
- Gemäss einer ersten Ausführungsform ist das Schwenkmodul mit mindestens einer Schwenkbuchse verbunden, welche an einem Achselement, wie Achsstange bzw. Achsstab geführt ist. Nachfolgend soll allgemein der Begriff "Stange" auch den Begriff "Stab" mit umfassen.
- Das Schwenkmodul ist über die Schwenkbuchse am Achselementdrehbar gelagert. Das Achselement weist insbesondere einen runden, wie kreisrunden, Querschnitt auf.
- Das Schwenkmodul kann mit einem Steuerorgan gekoppelt sein, welches mit einer insbesondere stationären Steuerkulisse zusammenwirkt. Das Steuerorgan kann eine ausserhalb der Positionierschwenkachse des Schwenkmoduls angeordnete Steuerrolle enthalten, welche entlang der Steuerkulisse führbar ist.
- Das Schwenkmodul kann ferner mit einem Rückstellorgan zusammenwirken, welches eine Rückstellkraft auf das Schwenkmodul ausübt. Die Rückstellkraft ist insbesondere ein Drehmoment, welches auf das Schwenkmodul wirkt. Die Rückstellkraft wirkt auf eine Rückstellung des Schwenkmoduls entweder in seine Passivstellung oder in seine Separierstellung hin.
- Eine Lageänderung des Steuerorgans bzw. der Steuerrolle gegenüber der Positionierschwenkachse durch die Steuerkulisse bewirkt ein Schwenken des Schwenkmoduls entweder in Richtung oder entgegen der Rückstellkraft.
- Das Rückstellorgan kann eine als Torsionsfeder ausgeführte Schraubenfeder sein. Die Torsionsfeder kann an der Achsstange angeordnet sein.
- Die Achsstange kann der nachfolgend noch beschriebenen Drehstange entsprechen, an welcher ein Eingreifelement schwenkbar befestigt ist. Die Drehstange ist entsprechend drehbar gelagert, z. B. übereine Lagerung. Das Schwenkmodul und die Drehstange, und mit dieser das Eingreifelement, sind entsprechend unabhängig voneinander schwenkbar.
- Gemäss einer zweiten Ausführungsform ist das Schwenkmodul drehfest mit einer Drehstange verbunden und über diesen schwenkbar gelagert. Die Drehstange kann mit einem Steuerorgan gekoppelt sein, welches mit einer insbesondere stationären Steuerkulisse zusammenwirkt. Das Steuerorgan kann eine ausserhalb der Drehachse der Drehstange bzw. der Positionierschwenkachse angeordnete Steuerrolle enthalten, welche entlang der Steuerkulisse geführt wird. Die Steuerrolle kann über einen Steuerarm mit der Drehstange verbunden sein. Die Drehbarkeit der Drehstange an der Aufnahmeeinheit kann über eine entsprechende Lagerung realisiert werden.
- Die Drehstange kann mit einem Rückstellorgan zusammenwirken, welches eine Rückstellkraft auf den Schwenkkörper ausübt und so den Schwenkkörper in einer Passivposition an der Aufnahmeeinheit hält bzw. den Schwenkkörper aus der Separierposition in die Passivposition zurückbewegt. Die Rückstellkraft kann insbesondere ein Drehmoment sein, welches auf die Drehstange wirkt.
- Die Drehstange kann ferner mit einem Rückstellorgan zusammenwirken, welches eine Rückstellkraft auf die Drehstange und somit auf das Schwenkmodul ausübt. Die Rückstellkraft ist insbesondere ein Drehmoment, welches auf die Drehstange wirkt. Die Rückstellkraft wirkt auf eine Rückstellung des Schwenkmoduls entweder in seine Passivstellung oder in seine Separierstellung hin.
- Eine Lageänderung des Steuerorgans bzw. der Steuerrolle gegenüber der Positionierschwenkachse durch die Steuerkulisse bewirkt ein Schwenken des Schwenkmoduls entweder in Richtung oder entgegen der Rückstellkraft.
- Das Rückstellorgan kann eine als Torsionsfeder ausgeführte Schraubenfeder sein. Die Torsionsfeder kann an der Drehstange angeordnet sein.
- Die Aufnahmeeinheit kann über eine Aufnahmeschwenkachse schwenkbar an der Vorrichtung gelagert sein. So kann die Aufnahmeeinheit beispielsweise mit der Aufnahmeöffnung gegenüber dem Boden nach vorne schwenkbar sein, so dass der erste Produktteil schwerkraftbedingt zur ersten Stützstruktur hin bewegt wird und sich vom zurück gehaltenen, zweiten Produktteil beabstandet.
- Die Schwenkbarkeit der Aufnahmeeinheit kann durch eine Steuerkulisse erfolgen. So kann die Aufnahmeeinheit mit einem Steuerorgan, wie Steuerrolle, gekoppelt sein, welche entlang einer insbesondere stationären Steuerkulisse geführt ist. Die Schwenkstellung wird über eine durch die Steuerkulisse verursachte Lageänderung des Steuerorgans einstellt.
- Gemäss einer Weiterbildung der Erfindung umfasst der Separiermechanismus ein weiteres Unterdruckorgan mit einem saugwirksamen Element, nachfolgend als zweites Unterdruckorgan bezeichnet. Das zweite Unterdruckorgan ist dazu ausgelegt, den zweiten Produktteil mittels eines Saugkontaktes an der zweiten Stützstruktur anliegend zu halten. Das saugwirksame Element ist mit seiner saugwirksamen Öffnung insbesondere im Bereich der zweiten Stützstruktur angeordnet und zur ersten Stützstruktur gerichtet.
- Die Vorrichtung enthält gemäss einer Weiterbildung der Erfindung eine Eingreifeinrichtung mit einem Eingreifelement. Das Eingreifelement ist zwecks Aufrechterhaltung der Separation der Produktteile zwischen die zwei separierten Produktteile hinein bewegbar.
Das Eingreifelement ist zwischen die Produktteile hinein bewegbar, um so ein erneutes Zusammengehen der Produktteile zu verhindern. - Die Eingreifeinrichtung bzw. das Eingreifelement kann über eine Steuerkulisse betätigt werden. So kann die Eingreifeinrichtung mit einem Steuerorgan gekoppelt sein, welches mit einer insbesondere stationären Steuerkulisse zusammenwirkt. Durch eine Lageänderung des Steuerorgans, welche durch die Steuerkulisse ausgelöst wird, wird das Eingreifelement zwischen die Produktteile hinein oder aus diesen heraus bewegt.
- Die Eingreifeinrichtung kann ferner mit einem Rückstellorgan zusammenwirken, welches eine Rückstellkraft auf das Eingreifelement ausübt. Die Rückstellkraft wirkt auf eine Rückstellung des Eingreifelements entweder in seine Eingreifstellung zwischen den Produktteilen oder in eine Passivstellung ausserhalb der Produktteile.
- Das Schwenkmodul dient folglich dazu, die Zugänglichkeit zum Einführen eines Eingreifelements zwischen die Produktteile herzustellen. Das Einführen des Eingreifelements dient z. B. als Vorbereitung für ein anschliessendes Öffnen des Produktes.
- Die Eingreifeinrichtung kann insbesondere als Klemmeinrichtung zum klemmenden Halten des zweiten Produktteils an der Aufnahmeeinheit ausgebildet sein. Die Klemmeinrichtung kann insbesondere zum klemmenden Halten des zweiten Produktteils an der zweiten Stützstruktur ausgebildet sein.
- Hierzu wird das Eingreifelement in Ausführung eines Klemmschenkels zwischen die Produktteile hinein bewegt. In der Halteposition wirkt der Klemmschenkel mit der Aufnahmeeinheit bzw. der zweiten Stützstruktur oder einem weiteren Klemmschenkel zusammen, so dass der zweite Produktteil festgeklemmt oder festgehalten wird.
- Der Klemmschenkel kann an einer Drehstange schwenkbar gelagert sein. Die Drehstange kann mit einem Steuerorgan gekoppelt sein, welches mit einer insbesondere stationären Steuerkulisse zusammenwirkt. Das Steuerorgan kann eine über einen Steuerarm mit der Drehstange verbundene Steuerrolle umfassen, welche entlang der Steuerkulisse geführt wird. Die Drehbarkeit der Drehstange an der Aufnahmeeinheit kann über eine entsprechende Lagerung realisiert werden.
- Die Drehstange kann mit einem Rückstellorgan zusammenwirken, welches eine Rückstellkraft auf den Klemmschenkel ausübt. Die Rückstellkraft ist insbesondere ein Drehmoment, welches auf die Drehstange und somit auf den Klemmschenkel wirkt. Die Rückstellkraft wirkt auf eine Rückstellung des Schwenkmoduls entweder in seine Passivstellung oder in seine Klemmstellung hin.
- Das Rückstellorgan kann eine als Torsionsfeder ausgeführte Schraubenfeder sein. Die Torsionsfeder kann an der Drehstange angeordnet sein.
- Eine Lageänderung des Steuerorgans bzw. der Steuerrolle gegenüber Drehachse der Drehstange durch die Steuerkulisse bewirkt eine Drehung der Drehstange mit dem Klemmelement entweder in Richtung oder entgegen der Rückstellkraft.
- Gemäss einer Weiterbildung der Erfindung ist die mindestens eine Aufnahmeeinheit in der Vorrichtung entlang einer geschlossenen Bewegungsbahn umlaufend bewegbar. Die Aufnahmeeinheit ist entlang der Bewegungsbahn insbesondere geführt.
- Die erste Stützstruktur ist gemäss dieser Weiterbildung der Erfindung insbesondere eine vorlaufende Stützstruktur. Die zweite Stützstruktur ist insbesondere eine nachlaufende Stützstruktur. Der erste Produktteil ist als vorlaufender Produktteil der vorlaufenden Stützstruktur zugewandt. Der zweite Produktteil ist als nachlaufender Produktteil der nachlaufenden Stützstruktur zugewandt.
- Die Begriffe "vorlaufend" und "nachlaufend" beziehen sich in vorliegender Patentanmeldung auf die Bewegungsrichtung der Aufnahmeeinheit bzw. Förderrichtung der Produkte entlang der Bewegungsbahn, wie nachfolgend noch näher beschrieben wird.
- Es können mehrere Aufnahmeeinheiten in Bewegungsrichtung hintereinander und voneinander beabstandet entlang der Bewegungsbahn bewegbar sein.
- Gemäss einer Weiterbildung der Erfindung ist das Schwenkmodul der Aufnahmeeinheit zugeordnet und ebenfalls entlang einer geschlossenen Bewegungsbahn synchron zur Aufnahmeeinheit umlaufend mitbewegbar.
- Gemäss einer besonderen Ausführungsform ist die Vorrichtung als ein um mindestens eine Drehachse drehbarer Rundlauf ausgebildet, an welchem die Aufnahmeeinheiten umlaufend angeordnet sind. Der Rundlauf kann z. B. eine oder zwei Drehachsen enthalten.
- Der Rundlauf kann zum Beispiel als Rotationskörper, wie Trommel ausgebildet sein. Die Bewegungsbahn des Rundlaufs ist z. B. eine Kreisbahn.
- Die Pneumatikleitungen können vom Unterdruckorgan bzw. vom Pneumatikorgan zur Drehachse des Rundlaufs geführt sein, welche als Hohlwelle ausgebildet ist. Die Pneumatikleitungen können gemeinsam mit einer in der Hohlwelle geführten zentralen Speiseleitung mit Unterdruck, d.h. mit einem Saugzug, beaufschlagt werden. Die zentrale Speiseleitung ist mit einer Unterdruckerzeugungseinrichtung verbunden.
- Der Unterdruck bzw. Saugzug in den Pneumatikleitungen und folglich am Unterdruckorgan bzw. Pneumatikorgan wird entsprechend gesteuert, so dass die einzelnen Organe zum richtigen Zeitpunkt betätigt werden können. Eine solche Steuerung kann natürlich über eine elektronische Steuerung von Ventilen geschehen. Dies ist jedoch sehr aufwändig und entsprechend teuer.
- Daher bietet eine rein mechanische Steuerung des Unterdruckes eine vorteilhafte Alternative. So ist gemäss einer besonderen Weiterbildung der Erfindung die Hohlwelle als Steuerkulisse ausgebildet, indem die sich im Betrieb drehende Hohlwelle durch die Drehung bedingt, Saugöffnungen von der zentralen Speiseleitung zu den Pneumatikleitungen unter Ausbildung eines temporären Saugzuges in der Pneumatikleitung temporär freigibt und wieder verschliesst. Dies kann z. B. erreicht werden, indem die Hohlwelle mit mitdrehenden Öffnungs- und Verschlussabschnitten gekoppelt ist, welche während der Drehbewegung an feststehenden Zugangsöffnungen zu den Pneumatikleitungen vorbei bewegt werden.
- Werden sowohl Unterdruckorgane wie auch Pneumatikorgane mit Unterdruck bzw. einem Saugzug betrieben, so können sämtliche Organe über eine gemeinsame Speiseleitung mit Unterdruck beaufschlagt werden.
- Die Aufnahmeeinheiten sind zum Beispiel radial um die Drehachse mit radial nach aussen weisenden Aufnahmeöffnungen am Rundlauf angeordnet. Die Aufnahmeeinheiten können über eine Aufnahmeschwenkachse gegenüber dem Rundlauf schwenkbar gelagert sein.
- Die Vorrichtung kann insbesondere eine Einsteckvorrichtung sein, welche zum Öffnen der Produkte und zum Einstecken von Beilagen zwischen die Produktteile geöffneter Produkte ausgelegt ist.
- So kann eine als Rundlauf ausgebildete Einsteckvorrichtung entlang des Rundlaufs eine Produktzuführeinrichtung sowie eine Beilagenzuführeinrichtung enthalten. Zwischen der Produktzuführeinrichtung und der Beilagenzuführeinrichtung erfolgt das Öffnen der Produkte. Im Anschluss an die Beilagenzuführeinrichtung kann eine Abgabeeinrichtung angeordnet sein, an welcher die mit Beilagen versehenen Produkteinheiten an eine Wegfördervorrichtung abgegeben werden.
- Die Erfindung betrifft auch eine Aufnahmeeinheit für eine oben beschriebene Vorrichtung zum Separieren von Produktteilen eines mehrteiligen, flächigen Produktes.
- Die Aufnahmeeinheit bildet ein Aufnahmefach zur Aufnahme des Produktes aus. Die Aufnahmeeinheit enthält ein um eine Positionierschwenkachse in das Aufnahmefach zum Produkt im Aufnahmefach hin und wieder aus dem Aufnahmefach heraus schwenkbar gelagertes Schwenkmodul eines Separiermechanismus. Das Schwenkmodul enthält mindestens ein Unterdruckorgan mit einem saugwirksamen Element zur Herstellung eines temporären Saugkontaktes mit einem Produktteil eines Produktes im Aufnahmefach.
- Schwenkmodul ist insbesondere über die Positionierschwenkachse schwenkbar an der Aufnahmeeinheit befestigt.
- Im Weiteren treffen die oben im Zusammenhang mit der Vorrichtung offenbarten Merkmale zur Aufnahmeeinheit und zum Schwenkmodul auch auf die unabhängig beanspruchte Aufnahmeeinheit zu.
- Die Erfindung betrifft auch ein Verfahren zum Separieren zweier Produktteile eines mehrteiligen, flächigen Produktes mittels einer oben beschriebenen Vorrichtung. Das Verfahren zeichnet sich durch folgende Schritte aus:
- Einführen eines Produktes in das Aufnahmefach der Aufnahmeeinheit,
- Schwenken des Schwenkmoduls um die Positionierschwenkachse in das Aufnahmefach zum Produkt im Aufnahmefach hin;
- Bewegen des Anlegekörpers relativ zum Schwenkkörper zum Produkt im Aufnahmefach hin;
- Erzeugen eines Saugkontaktes zwischen dem saugwirksamen Element des Unterdruckorgans mit einem, dem saugwirksamen Element zugewandten ersten Produktteil mittels Unterdruck;
- Zurückbewegen des Anlegekörpers zum Schwenkkörper hin und dadurch Separieren des ersten Produktteils vom zweiten Produktteil ;
- Einführen eines Eingreifelements zwischen die beiden Produktteile;
- Lösen des Saugkontaktes zwischen dem saugwirksamen Element und dem diesem zugewandten Produktteil;
- Zurückschwenken des Schwenkmoduls um die Positionierschwenkachse aus dem Aufnahmefach heraus.
- Das Schwenkmodul wird beim Schwenken um die Positionierschwenkachse in das Aufnahmefach in eine Separierposition vor das Produkt geschwenkt.
- Der Anlegekörper befindet sich während dem Schwenken des Schwenkmoduls in das Aufnahmefach in einer zum Schwenkkörper hin zurückgezogenen Warteposition und weist bei Erreichen der Separierposition insbesondere einen Abstand zum Produkt auf.
- Der Anlegekörper wird bei bzw. nach Erreichen der Separierposition ausgehend von seiner Warteposition relativ zum Schwenkkörper zum Produkt im Aufnahmefach hin in seine Anlegeposition bewegt.
- Der erste Produktteil wird beim Wegbewegen des Anlegekörpers in seine Warteposition zum Schwenkkörper hin vom zweiten Produktteil separiert.
- Das Lösen des Saugkontaktes geschieht insbesondere in der Warteposition. Das Zurückschwenken des Schwenkmoduls um die Positionierschwenkachse aus dem Aufnahmefach heraus von der Separierposition in die Passivposition geschieht insbesondere erst nach Lösen des Saugkontaktes.
- Gemäss der ersten Ausführungsform wird der Anlegekörper in einer linearen Bewegung bewegt.
- Gemäss der zweiten Ausführungsform wird der Anlegekörper relativ zum Schwenkkörper um die Anlegeschwenkachse geschwenkt. Der Schwenkradius wird jedoch insbesondere so gross gewählt, dass die Bewegung des Anlegekörpers zwischen der Warteposition und der Anlegeposition näherungsweise einer linearen Bewegung entspricht.
- Die zweistufige Bewegung des Anlegekörpers, bestehend aus der Schwenkbewegung von der Passivposition in die Separierposition durch den Schwenkkörper und die Anlegebewegung von der Warteposition in die Anlegeposition und umgekehrt weist den Vorteil auf, dass der Bewegungsverlauf der Anlegebewegung linear oder näherungsweise linear ausgelegt werden kann.
- Dies bedeutet dass die Separierung der Produktteile durch eine lineare bzw. näherungsweise lineare Bewegung zwischen der Anlegeposition und der Warteposition erfolgt. Dadurch wird eine schonende Behandlung der Produktteile erreicht, da lediglich Zugkräfte senkrecht zur Flächenseite der Produktteile und nicht parallel zu dieser erzeugt werden.
- Zugkräfte, welche parallel zur Flächenseite des Produktteils wirken, können nämlich zur Beschädigung des Produktes durch Reissen und ferner zu einer Verschiebung des Produktes in der Aufnahmeeinheit führen. Solche Kräfte werden beispielsweise erzeugt, wenn die Separierung der Produktteile über eine ausgeprägte Schwenkbewegung erfolgt.
- Gemäss der vorliegenden Erfindung liegt jedoch während der Schwenkbewegung des Schwenkkörpers in beiden Richtungen kein Saugkontakt zwischen dem ersten Produktteil und dem Unterdruckorgan vor. Ein solcher Saugkontakt liegt, wie bereits beschrieben, lediglich zwischen der Anlegeposition und der Warteposition vor.
- Gemäss einer Weiterbildung des Verfahrens wird der zweite Produktteil, welcher der zweiten Stützstruktur anliegt, nach Einführen des Produktes in das Aufnahmefach über einen Saugkontakt mittels eines saugwirksamen Elements eines weiteren Unterdruckorgans an der zweiten Stützstruktur gehalten. Das zweite Unterdruckorgan ist mit seinem saugwirksamen Element insbesondere zur ersten Stützstruktur gerichtet, wobei die saugwirksame Öffnung in das Aufnahmefach weist ist.
- Ist das Separiermodul als Teil der Aufnahmeeinheit ausgebildet, so werden diese gemeinsam entlang der Bewegungsbahn bewegt. Dies erlaubt die Durchführung des erfindungsgemässen Verfahrens während der Bewegung der Aufnahmeeinheit entlang ihrer Bewegungsbahn und entsprechend während der Förderung der Produkte entlang ihres Förderweges.
- Die vorliegende Erfindung weist den Vorteil auf, dass sich die Produktteile mittels einer vergleichsweise einfachen und robusten Mechanik in Form eines Schwenkmoduls schonend und schnell separieren lassen. Das Schwenkmodul lässt sich einfach und problemlos an die Aufnahmeeinheit anbringen. Da das Schwenkmodul mit den Aufnahmeeinheiten mitbewegt wird, lassen sich die Produktteile während ihrer Förderung platzsparend separieren und anschliessend öffnen.
- Ferner lässt sich das Schwenkmodul durch Einschwenken in die Separierposition nur bei Bedarf zugeschalten. Weisen die Produkte beispielsweise einen Vorfalz auf, so braucht das Schwenkmodul nicht zugeschaltet und in Betrieb genommen zu werden. Der zweite Produktteil kann direkt ohne vorgängiges Separieren der Produktteile durch das Schwenkmodul mittels Klemmelement am Vorfalz zurückgehalten und das Produkt anschliessend geöffnet werden.
- Im Folgenden wird der Erfindungsgegenstand anhand von Ausführungsbeispielen, welche in den beiliegenden Zeichnungen dargestellt sind, näher erläutert. Es zeigen:
- Figur 1
- einen Ausschnitt einer Einsteckvorrichtung von der Seite gemäss dem Stand der Technik;
- Figur 2
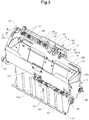
- eine perspektivische Ansicht einer Aufnahmeeinheit mit Schwenkmodul gemäss einer ersten Ausführungsform;
- Figur 3
- eine weitere perspektivische Ansicht der Aufnahmeeinheit nach
Figur 2 ; - Figur 4
- eine weitere perspektivische Ansicht der Aufnahmeeinheit nach
Figur 2 ; - Figur 5a - 5h
- eine Seitenansicht der Aufnahmeeinheit nach
Figur 2 aus dem Bereich des Schwenkmoduls in verschiedenen Arbeitsstellungen; - Figur 6a
- eine Seitenansicht des Anlegekörpers gemäss der ersten Ausführungsform in der Anlegeposition;
- Figur 6b
- eine Seitenansicht des Anlegekörpers gemäss der ersten Ausführungsform in der Separierposition;
- Figur 7a
- eine Seitenansicht einer Aufnahmeeinheit mit Schwenkmodul gemäss einer zweiten Ausführungsform aus dem Bereich des Schwenkmoduls in der Separierposition;
- Figur 7b
- eine Seitenansicht einer Aufnahmeeinheit mit Schwenkmodul gemäss einer zweiten Ausführungsform aus dem Bereich des Schwenkmoduls in der Anlegeposition.
- Grundsätzlich sind in den Figuren gleiche Teile mit gleichen Bezugszeichen versehen.
- Die
Figur 1 zeigt einen Ausschnitt einer Einsteckvorrichtung 101 in Form eines Rundlaufes zum Öffnen von Druckprodukten 105 mit Vorfalz und zum Einstecken von Beilagen in die geöffneten Druckprodukte 105 gemäss dem Stand der Technik. - Die Vorrichtung 101 enthält ein Mehrzahl von Aufnahmetaschen 102 mit jeweils einer vorlaufenden Taschenwand 110a und einer nachlaufenden Taschenwand 110b, welche ein Aufnahmefach 109 ausbilden. Die Aufnahmetaschen 102 sind radial ausgerichtet und weisen radial nach aussen gerichtete Taschenöffnungen 113 auf. Die Aufnahmetaschen 102 werden in Bewegungsrichtung B entlang einer kurvenförmigkonvexen Bewegungsbahn bewegt.
- Die Druckprodukte 105 werden mit ihrer Falzkante 107 voran in radialer Einschubrichtung E durch die Taschenöffnung 113 in die Aufnahmetasche 102 eingeschoben. Das Druckprodukt 105 kommt mit seiner Falzkante 107 in Anschlag mit einem Taschenboden 111. Die Einschubtiefe für die Druckprodukte 105 wird durch den Taschenboden 111 begrenzt. Der vorlaufende Produktteil 106a ist zur vorlaufenden Taschenwand 110a gerichtet. Der nachlaufende Produktteil 106b kommt mit seinem Vorfalz an die nachlaufende Taschenwand 110b zu liegen.
- In einem anschliessenden Schritt wird der Klemmschenkel 115 einer Klemmeinrichtung 104 in das Aufnahmefach 109 zum Vorfalz hin geschwenkt und klemmt bzw. hält den nachlaufenden Produktteil 106b über den Vorfalz an der nachlaufenden Taschenwand 110b fest.
- Die Aufnahmetasche 102 wird aufgrund einer durch die fortgeführte Bewegung entlang der Bewegungsbahn verursachten Lageänderung nach vorne gekippt. Dabei wird der vorlaufende Produktteil 106a durch die Schwerkraft zur vorlaufenden Taschenwand 110a bewegt während der nachlaufende Produktteil 106b an der nachlaufenden Taschenwand 110b geklemmt bleibt.
- Das Druckprodukt 105 wird geöffnet. In das geöffnete Druckprodukt 105 kann nun eine Beilage 120 eingesteckt werden.
- Die erfindungsgemässe Vorrichtung zeichnet sich nun dadurch aus, dass die Aufnahmetaschen zusätzlich noch einen unten näher beschriebenen Separiermechanismus enthalten.
- Die
Figuren 2 bis 4 zeigen eine Aufnahmeasche 2 zur Aufnahme eines gefalzten Druckprodukts 5, wie sie beispielsweise in einer Einsteckvorrichtung gemässFigur 1 einsetzbar ist. - Die Aufnahmetasche 2 enthält eine in Bewegungsrichtung B vorlaufende Taschenwand 10a und eine nachlaufende Taschenwand 10b, welche ein Aufnahmefach 9 begrenzen. Die Aufnahmetasche 2 enthält ferner einen gegenüber den beiden Taschenwänden 10a, 10b verstellbaren Taschenboden 11.
- Dem Taschenboden 11 gegenüber liegend angeordnet ist eine Taschenöffnung 13, über welche das Druckprodukt 5 mit der Falzkante 7 voran in die Aufnahmetasche 2 eingeschoben wird.
- Durch das Verstellen des Taschenbodens 11 kann die Einbringtiefe verändert und an die unterschiedlichen Produktformate angepasst werden. Dies geschieht über eine Verstelleinrichtung. Die Verstelleinrichtung basiert auf einer zweiteilig ausgebildeten, nachlaufenden Taschenwand 10b. Der bodenwärtige Wandteil, an welchem der Taschenboden 11 angeordnet ist, ist über eine Langlochführung am zweiten, öffnungsseitigen Wandteil befestigt. Der bodenwärtige Wandteil und mit diesem der Taschenboden 11 ist über die Langlochführung gegenüber dem öffnungsseitigen Wandteil zur Taschenöffnung 13 hin oder von dieser weg verschiebbar, so dass sich die Einbringtiefe einstellen lässt.
- Die nachlaufende Taschenwand 10b enthält ferner in einem öffnungsseitigen Bereich Verstellmittel zum Verstellen von seitlichen Führungsblechen 12a, 12b, welche an die Breite des Druckproduktes 5 anpassbar sind. Zur Herstellung der Verstellbarkeit ist jeweils ein Langloch vorgesehen, in welchem ein mit dem Führungsblech verbundenes Befestigungsmittel, z. B. eine Schraubverbindung, verschoben und arretiert werden kann.
- Die Aufnahmetasche 2 ist z. B. an einer als Rundlauf ausgebildeten Einsteckvorrichtung angeordnet, welche um eine Drehachse drehbar gelagert ist (nicht gezeigt). Die Aufnahmetasche 2 ist über eine vierte Steuerrolle 14 von mehreren nachfolgend noch erwähnten Steuerrollen um eine Taschenschwenkachse S2 schwenkbar an der Einsteckvorrichtung gelagert. Die vierte Steuerrolle 14 wirkt mit einer stationären Steuerkulisse zusammen (nicht gezeigt). Die Schwenkstellung der Aufnahmetasche 2 wird über eine Lageänderung der vierten Steuerrolle 14 relativ zur Taschenschwenkachse S2 gesteuert.
- Die Aufnahmetasche 2 enthält im Weiteren eine Klemmeinrichtung 4 mit einem Klemmschenkel 15 zum Festklemmen des nachlaufenden Produktteils 6b an der nachlaufenden Taschenwand 10b. Der Klemmschenkel 15 ist an einer Drehstange 16 befestigt und über diese schwenkbar gelagert.
- Die Drehstange 16 steht in Wirkverbindung mit einer stationären Steuerkulisse (nicht gezeigt). Hierzu ist die Drehstange 16 an ein Steuerorgan gekoppelt, welches eine über einen Steuerarm an die Drehstange 16 gekoppelte zweite Steuerrolle 18 umfasst. Die zweite Steuerrolle 18 wird entlang der stationären Steuerkulisse geführt.
- Die Drehstange 16 wirkt mit einer Rückstellfeder 24 zusammen, welche eine als Schraubenfeder ausgebildete Torsionsfeder ist. Die Rückstellfeder 24 ist um die Drehstange 16 angeordnet und übt auf die Drehstange 16 und somit auf den Klemmschenkel 15 eine Rückstellkraft in Form eines Drehmomentes aus.
- Die Rückstellkraft wirkt auf eine Rückstellung des Klemmschenkels 15 entweder in seine Offenstellung oder in seine Schliessstellung hin.
- Eine Lageänderung der zweiten Steuerrolle 18 gegenüber der Aufnahmetasche 2 durch die Steuerkulisse bewirkt eine Drehung der Drehstange 16 entweder in Richtung oder entgegen der Rückstellkraft. Der Klemmschenkel 15 kann so über die kulissengeführte zweite Steuerrolle 18 gesteuert zwischen einer Offenstellung und einer Schliessstellung geschwenkt werden.
- Die Aufnahmetasche 2 enthält an ihrer vorlaufenden Taschenwand 10a eine Rückhalteeinrichtung 40. Die Rückhalteeinrichtung 40 enthält ein Rückhalteelement 41, welches an einer Drehstange 42 befestigt und über diese schwenkbar ist.
- Zur Stabilisierung des Druckproduktes 5 im Aufnahmefach 9 wird das Rückhalteelement 41 über eine Drehung der Drehstange 42 zur nachlaufenden Taschenwand 10b hin geschwenkt und drückt das Druckprodukt 5 in einem Mittelabschnitt gegen die nachlaufende Taschenwand 10b. Auf diese Weise kann das Druckprodukt 5 während seiner Förderung entlang der Bewegungsbahn der Aufnahmetasche 2 gegen ein Verschieben in der Aufnahmetasche 2 oder gegen ein Herausfallen aus der Aufnahmetasche 2 gesichert werden.
- Die Drehstange 42 steht in Wirkverbindung mit einer stationären Steuerkulisse (nicht gezeigt). Hierzu ist die Drehstange 42 an ein Steuerorgan gekoppelt, welches eine über einen Steuerarm an die Drehstange 42 gekoppelte dritte Steuerrolle 44 umfasst. Die dritte Steuerrolle 44 wird entlang der stationären Steuerkulisse geführt.
- Die Drehstange 42 wirkt mit einer Rückstellfeder 43 zusammen, welche eine als Schraubenfeder ausgebildete Torsionsfeder ist. Die Rückstellfeder 43 ist um die Drehstange 42 angeordnet und übt auf die Drehstange 42 und somit auf das Rückhalteelement 41 eine Rückstellkraft in Form eines Drehmomentes aus.
- Die Rückstellkraft wirkt auf eine Rückstellung des Rückhalteelements 41 entweder in eine Passivstellung oder in eine Rückhaltestellung hin.
- Eine Lageänderung der dritten Steuerrolle 44 gegenüber der Drehstange 42 durch die Steuerkulisse bewirkt eine Drehung der Drehstange 42 entweder in Richtung oder entgegen der Rückstellkraft. Das Rückhalteelement 41 kann so über die kulissengeführte dritte Steuerrolle 44 gesteuert zwischen einer Passivstellung und einer Rückhaltestellung um die Drehstange 42 geschwenkt werden.
- Die Aufnahmetasche 2 umfasst auch einen Separiermechanismus 3 gemäss einer ersten Ausführungsform, welcher nachfolgend beschrieben wird. Es sei an dieser Stelle jedoch betont, dass die Aufnahmetasche 2 anstelle eines Separiermechanismus 3 gemäss der ersten Ausführungsform auch einen weiter unten beschriebenen Separiermechanismus 53 gemäss der zweiten Ausführungsform enthalten kann (siehe
Figuren 7a und 7b ). - Der Separiermechanismus gemäss der ersten Ausführungsform nach
Figur 2 bis 6 umfasst ein Schwenkmodul 20 mit einem Schwenkkörper 21 und einem Anlegekörper 22. Pneumatikleitungen 19 in Form von Unterdruckleitungen für Pneumatikorgane 28 und für ein erstes Unterdruckorgan 26 sind zum Schwenkkörper 21 hin geführt. Der Schwenkkörper 21 ist um eine Positionierschwenkachse S1 schwenkbar gelagert. - Hierzu sind am Schwenkkörper 21 zwei Schwenkbuchsen 23 angeordnet, über welche das Schwenkmodul 20 an einer Drehstange 16 gelagert ist. Die Schwenkbuchsen 23 sind an der Drehstange 16 geführt. Das Schwenkmodul 20 ist so über die Schwenkbuchsen 23 an der Drehstange 16 drehbar gelagert.
- Das Schwenkmodul ist mit einem Steuerorgan gekoppelt, welches mit einer stationären Steuerkulisse (nicht gezeigt) zusammenwirkt. Das Steuerorgan umfasst eine ausserhalb der Positionierschwenkachse S1 angeordnete erste Steuerrolle 25 sein, welche entlang der Steuerkulisse geführt wird.
- Das Schwenkmodul 20 wirkt im Weiteren mit einer Rückstellfeder 17 zusammen, welche eine als Schraubenfeder ausgebildete Torsionsfeder ist. Die Rückstellfeder 17 ist um die Drehstange 16 angeordnet und übt auf den Schwenkkörper 20 eine Rückstellkraft in Form eines Drehmomentes aus.
- Die Rückstellkraft der Rückstellfeder 17 wirkt auf eine Rückstellung des Schwenkmoduls 20 entweder in seine Passivstellung oder in seine Separierstellung hin.
- Eine Lageänderung der ersten Steuerrolle 25 gegenüber der Positionierschwenkachse S1 durch die Steuerkulisse bewirkt eine Schwenkung des Schwenkmoduls 20 entweder in Richtung oder entgegen der Rückstellkraft. Das Schwenkmodul 20 kann so über die kulissengeführte erste Steuerrolle 25 gesteuert zwischen einer Passivposition und einer Separierposition geschwenkt werden.
- Der Anlegekörper 22 ist ein plattenförmiges Element, welches über zwei voneinander beabstandete Pneumatikorgane 28 mit dem Schwenkkörper 21 verbunden ist (siehe auch
Figur 5a bis 5h ). Die Pneumatikorgane 28 umfassen jeweils ein Pneumatikelement 29 in Form eines Faltenbalghohlkörpers. Über eine Unterdruckleitung kann nun am Faltenbalghohlkörper 29 ein Unterdruck angelegt werden. Durch Anlegen eines Unterdruckes mittels Saugzug zieht sich der Faltenbalghohlkörper 29 zusammen. Durch Beenden des Saugzuges dehnt sich dieser wieder entlang seiner Längsachse L aus. - Die Ausdehnung des Faltenbalghohlkörpers 29 bewirkt, dass der Anlegekörper 22 zusammen mit dem saugwirksamen Element 27 des Unterdruckorgans 26 in der Separierposition in einer Linearbewegung vom Schwenkkörper 21 weg zum Druckprodukt 5 bzw. zur zweiten Taschenwand 10b hin bewegt wird.
- Zwischen den beiden Pneumatikorganen 28 ist ein erstes Unterdruckorgan 26 angeordnet, welches mit seinem saugwirksamen Element 27 mit Saugöffnung am Anlegekörper 22 angeordnet ist. Die Saugöffnung ist in der Separierposition vom Schwenkkörper 21 weg zum Druckprodukt 5 gerichtet. Das saugwirksame Element 27 ist über einen Faltenbalghohlkörper 32 mit dem Schwenkkörper 21 bzw. mit der zum Schwenkkörper 21 geführten Unterdruckleitung 19 verbunden. Der Faltenbalghohlkörper 32 dient dazu, Distanzänderungen zwischen dem Anlegekörper 22 und dem Schwenkkörper 21 durch eine Ausdehnung und Stauchung des Faltenbalghohlkörpers 32 auszugleichen.
- Nachfolgend wird nun das dazugehörige Betriebsverfahren zum Separieren zweier Produktteile 6a, 6b eines Druckproduktes 5 ohne Vorfalz gemäss der ersten Ausführungsform anhand der
Figuren 5a bis 5h näher beschrieben. - Zu Beginn des Verfahrens wird analog zu
Figur 1 in die Aufnahmetasche 2 ein Druckprodukt 5 eingeschoben. Zu diesem Zeitpunkt befindet sich das Schwenkmodul 20 in eine Passivposition ausserhalb des Aufnahmefachs 9 der Aufnahmetasche 2, wie inFigur 3 sowie 5a und 5b gezeigt. - Der vorlaufende Produktteil 6a des eingeschobenen Druckproduktes 5 weist zur vorlaufenden Taschenwand 10a und der nachlaufende Produktteil 6b weist zur nachlaufenden Taschenwand 10b.
- Am zweiten Unterdruckorgan 30, welches im Bereich der nachlaufenden Taschenwand 10b angeordnet ist, wird ein Unterdruck in Form eines Saugzuges angelegt. Der nachlaufende Produktteil 6b geht mit dem saugwirksamen Element 31 des zweites Unterdruckorgans 30 einen Saugkontakt ein und wird so an der nachlaufenden Taschenwand 10b gehalten.
- Zur Separierung der Produktteile 6a, 6b wird nun an den Pneumatikorganen 28 ein Unterdruck in Form eines Saugzuges angelegt. Dabei werden die Faltenbalghohlkörper 29 zusammengezogen und der Anlegekörper 22 wird in eine Warteposition zum Schwenkkörper 21 hin zurückgezogen (siehe
Figur 5c ). - Das Schwenkmodul 20 wird über den Schwenkkörper 21 aus seiner Passivposition in das Aufnahmefach 9 zwischen die vorlaufende Taschenwand 10a und das Druckprodukt 5 in eine Separierposition zum Druckprodukt 5 hin geschwenkt (siehe
Figur 5d ). Der Schwenkvorgang erfolgt durch eine Lageänderung der ersten Steuerrolle 25 relativ zur Positionierschwenkachse S1, welche die Schwenkbewegung des Schwenkmoduls 20 auslöst. Die Lageänderung der ersten Steuerrolle 25 wird durch die Steuerkulisse bewirkt. - Das oben beschriebene Zurückbewegen des Anlegekörpers 22 in seine Warteposition geschieht während und vorzugsweise vor dem Schwenkvorgang. Durch das Zurückbewegen des Anlegekörpers 22 in seine Warteposition am Schwenkkörper 21 wird Raum geschaffen, welcher für das berührungsfreie Schwenken des Schwenkmoduls 20 am Druckprodukt 5 vorbei in das Aufnahmefach 9 hinein benötigt wird. Dies ist insoweit von grosser Bedeutung, weil die Platzverhältnisse im Bereich der Aufnahmetasche 2 beengend sind und nur wenig Raum für den Betrieb eines Schwenkmoduls 20 zur Verfügung steht.
- Der Anlegekörper 22 wird nun bei Einnahme der Separierposition mit seinem saugwirksamen Element 27 in Warteposition vor das Druckprodukt 5 in einem Abstand zu diesem positioniert (siehe
Figur 5d sowieFigur 2 und4 ). - Nach der Einnahme der Separierposition vor dem Druckprodukt 5 wird der Saugzug in den Pneumatikorganen 28 reduziert bzw. eingestellt. Die Faltenbalghohlkörper 29 dehnen sich durch die Druckzunahme entlang ihrer Längsachse L aus, wodurch der Anlegekörper 22 in einer linearen Bewegung zum vorlaufenden Produktteil 6a hin in eine Anlegeposition bewegt wird (siehe
Figur 5e und6a ). - Die Anlegeposition ist so ausgelegt, dass der vorlaufende Produktteil 6a durch Anlegen eines Saugzuges am saugwirksamen Element 27 des ersten Unterdruckorgans 26 einen Saugkontakt mit dem Anlegekörper 22 eingeht (siehe
Figur 5e und6a ). - In einem nachfolgenden Schritt wird erneut ein Saugzug an den Pneumatikorganen 28 angelegt, wodurch sich die Faltenbalghohlkörper 29 entlang ihrer Längsachse L wieder zusammenziehen und der Anlegekörper 22 in einer Linearbewegung wieder zurück zum Schwenkkörper 21 hin in seine Warteposition bewegt wird (siehe
Figur 5f und6b ). - Bei diesem Vorgang wird der vorlaufende Produktteil 6a ebenfalls in Richtung Warteposition bewegt und separiert sich so vom nachlaufenden Produktteil 6b.
- Der bis anhin in Offenstellung gehaltene Klemmschenkel 15 der Klemmeinrichtung 4 wird nun durch Betätigung der zweiten Steuerrolle 18 über eine Steuerkulisse (nicht gezeigt) in eine Klemmposition geschwenkt (siehe
Figur 5g ). - Hierbei wird die Drehstange 16 in Drehung versetzt, so dass der Klemmschenkel 15 in das Aufnahmefach 9 zwischen die beiden Produktteile 6a, 6b zum nachlaufenden Produktteil 6b hin geschwenkt wird. Der Klemmschenkel 15 klemmt den nachfolgenden Produktteil 6b an der nachlaufenden Taschenwand 10b fest.
- Sobald der nachlaufende Produktteil 6b durch den Klemmschenkel 15 an der nachlaufenden Taschenwand 10b festgeklemmt wird, wird der Saugzug am ersten Unterdruckorgan 26 reduziert bzw. eingestellt, so dass sich der Saugkontakt zwischen dem vorlaufenden Produktteil 6a und dem ersten saugwirksamen Element 27 wieder löst.
- Das Schwenkmodul 20 wird nun über die kulissengesteuerte ersten Steuerrolle 25 wieder aus der Separierposition in die Passivposition ausserhalb der Aufnahmetasche 2 zurück geschwenkt (siehe
Figur 5h ). - Der Saugzug am zweiten Unterdruckorgan 30 kann nun ebenfalls reduziert bzw. eingestellt werden, so dass sich der Saugkontakt zwischen dem zweiten saugwirksamen Element 31 und dem nachlaufenden Produktteil 6b wieder löst.
- Das Klemmelement 15 klemmt nun einerseits den nachlaufenden Produktteil 6b an der nachlaufenden Taschenwand 10b fest. Andererseits wirkt das Klemmelement 15 auch als Separierelement, welches die Separation der beiden Produktteile 6a, 6b aufrecht erhält. Der Separiervorgang ist damit abgeschlossen.
- Das Druckprodukt 5 kann nun zum Beispiel durch Schwenken der Aufnahmetasche 2 um die Taschenschwenkachse S2 geöffnet werden. Die Aufnahmetasche 2 wird dabei derart geschwenkt, dass sich der vorlaufende Produktteil 6a mit Hilfe der Schwerkraft vom nachlaufenden Produktteil 6b weg bewegt.
- Der Separiermechanismus 53 gemäss der zweiten Ausführungsform nach
Figur 7a und 7b kann wie bereits erwähnt analog zur ersten Ausführungsform Teil einer Aufnahmetasche 2 sein, wie sie in denFiguren 2 bis 4 gezeigt und beschrieben ist. - Der Separiermechanismus 53 umfasst ebenfalls ein Schwenkmodul 70 mit einem Schwenkkörper 71 sowie einem Anlegekörper 72. Pneumatikleitungen 69 in Form von Unterdruckleitungen für die Pneumatikorgane 78 und das erste Unterdruckorgan 76 sind zum Schwenkkörper 71 hin geführt.
- Der Schwenkkörper 71 umfasst zwei Schwenkbuchsen 73, welche an der Drehstange 66 geführt sind. Das Schwenkmodul 70 bzw. der Schwenkkörper 71 ist über die Schwenkbuchsen 73 an der Drehstange 66 drehbar gelagert.
- Das Schwenkmodul 70 ist mit einem Steuerorgan gekoppelt sein, welches mit einer stationären Steuerkulisse (nicht gezeigt) zusammenwirkt. Das Steuerorgan umfasst analog zur ersten Ausführungsform eine ausserhalb der Positionierschwenkachse S1 angeordnete Steuerrolle, welche entlang einer Steuerkulisse geführt wird (nicht gezeigt).
- Das Schwenkmodul 70 wirkt im Weiteren mit einer Rückstellfeder 74 zusammen, welche eine als Schraubenfeder ausgebildete Torsionsfeder ist. Die Rückstellfeder 74 ist um die Drehstange 66 angeordnet und übt auf den Schwenkkörper 70 eine Rückstellkraft in Form eines Drehmomentes aus.
- Die Rückstellkraft der Rückstellfeder 74 wirkt auf eine Rückstellung des Schwenkmoduls 70 entweder in seine Passivstellung oder in seine Separierstellung hin.
- Eine Lageänderung der Steuerrolle gegenüber der Aufnahmetasche durch die Steuerkulisse bewirkt eine Drehung des Schwenkmoduls 70 entweder in Richtung oder entgegen der Rückstellkraft. Das Schwenkmodul 70 kann so über die kulissengeführte Steuerrolle gesteuert zwischen einer Passivposition und einer Separierposition geschwenkt werden.
- Der Anlegekörper 72 ist gemäss dieser Ausführungsform als Schwenkarm ausgebildet, welcher um eine Anlegeschwenkachse S3 schwenkbar am Schwenkkörper 71 gelagert ist. Die Anlegeschwenkachse S3 ist senkrecht zur Positionierschwenkachse S1 ausgerichtet.
- Am Schwenkmodul 70 ist in radialer Distanz zur Anlegeschwenkachse S3 ein Pneumatikorgan 78 angeordnet. Das Pneumatikorgan 78 enthält ein Pneumatikelement 79 in Form eines Faltenbalghohlkörpers, welches den Anlegekörper 72 mit dem Schwenkkörper 71 verbindet. Das Pneumatikelement 79 ist am Schwenkkörper 71 an eine zum Schwenkkörper 71 geführten Pneumatikleitung 69 angeschlossen. Die Pneumatikleitung 69 ist eine Unterdruckleitung, über welche am Faltenbalghohlkörper 79 ein Unterdruck in Form eines Saugzuges angelegt werden kann. Durch Anlegen des Unterdruckes bzw. Saugzuges zieht sich der Faltenbalghohlkörper 79 zusammen. Durch Beenden oder Reduzieren des Unterdruckes bzw. Saugzuges dehnt sich dieser wieder entlang seiner Längsachse L aus.
- Im Weiteren ist in radialer Distanz zur Anlegeschwenkachse S3 ein erstes Unterdruckorgan 76 angeordnet, welches mit seinem saugwirksamen Element 77 mit Saugöffnung am Anlegekörper 72 angeordnet ist. Die Saugöffnung ist vom Schwenkkörper 71 weg zum Druckprodukt 5 bzw. zur nachlaufenden Taschenwand gerichtet. Das saugwirksame Element 77 ist über einen Faltenbalghohlkörper mit dem Schwenkkörper 71 bzw. mit einer zum Schwenkkörper 71 geführten Pneumatikleitung 69 in Form einer Unterdruckleitung verbunden. Der Faltenbalghohlkörper dient dazu, Distanzänderungen zwischen dem Anlegekörper 72 und dem Schwenkkörper 71 durch eine Ausdehnung und Stauchung des Faltenbalghohlkörpers auszugleichen.
- Gemäss dieser zweiten Ausführungsform wird vor und/oder während des Schwenkens des Schwenkmoduls 70 in das Aufnahmefach der Aufnahmetasche an den Pneumatikorganen 78 ebenfalls ein Unterdruck in Form eines Saugzuges angelegt. Die Faltenbalghohlkörper 79 werden dabei zusammengezogen und der Anlegekörper 72 wird um die Anlegeschwenkachse S3 in eine Warteposition zum Schwenkkörper 71 hin geschwenkt.
- Die Einnahme der Warteposition während des Schwenkens des Schwenkmoduls 70 erlaubt auch hier das bereits oben erörterte berührungsfreie Schwenken des Schwenkmoduls 70 am Druckprodukt vorbei in die Aufnahmetasche. Der Anlegekörper 72 ist bei der Einnahme der Separierposition durch das Schwenkmodul 70 in seiner Warteposition vom Druckprodukt 5 beabstandet (siehe
Figur 7a ). - Nach der Einnahme der Separierposition vor dem Druckprodukt 5 wird der Unterdruck am Pneumatikorgan 78 reduziert bzw. eingestellt. Der Faltenbalghohlkörper 79 dehnt sich durch die Druckzunahme entlang seiner Längsachse L aus, wodurch der Anlegekörper 72 um die Anlegeschwenkachse S3 zum vorlaufenden Produktteil 6a hin in eine Anlegeposition geschwenkt wird. Aufgrund der radialen Distanz zwischen der Anlegeschwenkachse S3 und dem saugwirksamen Element 77 sowie aufgrund des geringen Schwenkwinkels ist die Bewegung des saugwirksamen Elements 77 näherungsweise linear (siehe
Figur 7b ). - Die Anlegeposition ist so ausgelegt, dass der vorlaufende Produktteil 6a durch Anlegen eines Saugzuges am saugwirksamen Element 77 des ersten Unterdruckorgans 76 einen Saugkontakt mit dem Anlegekörper 72 eingeht.
- In einem nachfolgenden Schritt wird erneut ein Unterdruck in Form eines Saugzuges am Pneumatikorgan 78 angelegt, wodurch sich der Faltenbalghohlkörper 79 entlang seiner Längsachse L wieder zusammenzieht und der Anlegekörper 72 um die Anlegeschwenkachse S3 wieder zurück zum Schwenkkörper 71 hin in seine Warteposition geschwenkt wird.
- Bei diesem Vorgang wird der vorlaufende Produktteil 6a vom nachlaufenden Produktteil separiert.
- Der bis anhin in Offenstellung gehaltene Klemmschenkel 65 der Klemmeinrichtung 54 wird durch eine Betätigung der zweiten Steuerrolle über eine Steuerkulisse (nicht gezeigt) in eine Klemmposition geschwenkt. Hierbei wird die Drehstange 66 in Drehung versetzt, so dass der Klemmschenkel in das Aufnahmefach zwischen die beiden Produktteile zum nachlaufenden Produktteil hin geschwenkt wird. Der Klemmschenkel 65 klemmt den nachfolgenden Produktteil an der nachlaufenden Taschenwand fest.
- Sobald der nachlaufende Produktteil durch den Klemmschenkel 65 an der nachlaufenden Taschenwand festgeklemmt wird, wird der Unterdruck am ersten Unterdruckorgan 76 reduziert bzw. eingestellt, so dass sich der Saugkontakt zwischen dem saugwirksamen Element 77 und dem vorlaufenden Produktteil 6a wieder löst.
- Das Schwenkmodul 70 wird nun über die kulissengesteuerte Steuerrolle wieder aus der Separierposition in die Passivposition ausserhalb der Aufnahmetasche geschwenkt. Der Separiervorgang ist damit abgeschlossen.
- Das Druckprodukt 5 kann nun zum Beispiel durch Schwenken der Aufnahmetasche um eine Taschenschwenkachse mit Hilfe der Schwerkraft vollständig geöffnet werden.
- Weisen nun die Druckprodukte 5 einen Vorfalz auf, so muss das Schwenkmodul 20, 70 gemäss der ersten und zweiten Ausführungsform nicht aktiviert werden und verbleibt in seiner Passivposition. Es wird lediglich die Klemmeinrichtung betätigt, indem der in das Aufnahmefach eingeschwenkte Klemmschenkel 15 analog zum Beispiel gemäss
Figur 1 ohne vorangehendes Separieren der Produktteile 6a, 6b den nachlaufenden Produktteil 6b an seinem Vorfalz an der nachlaufenden Taschenwand 10b festklemmt.
Claims (15)
- Vorrichtung zum Separieren von Produktteilen (6a, 6b) eines mehrteiligen, flächigen Produktes (5), enthaltend mindestens eine Aufnahmeeinheit (2, 52), welche ein Aufnahmefach (9, 59) zur Aufnahme des Produktes (5) ausbildet, und mindestens einen Separiermechanismus (3, 53) zum Separieren zweier Produktteile (6a, 6b), wobei der Separiermechanismus (3, 53) ein um eine Positionierschwenkachse (S1) in das Aufnahmefach (9, 59) zum Produkt (5) hin und wieder aus dem Aufnahmefach (9, 59) heraus schwenkbares Schwenkmodul (20, 70) mit mindestens einem Unterdruckorgan (26, 76) mit einem saugwirksamen Element (27, 77) zur Herstellung eines temporären Saugkontaktes mit einem ersten Produktteil (6a) enthält,
das Schwenkmodul (20, 70) einen um die Positionierschwenkachse (S1) schwenkbar gelagerten Schwenkkörper (21, 71) enthält, und das Schwenkmodul (20, 70) einen am Schwenkkörper (21, 71) befestigten Anlegekörper (22, 72) enthält, dadurch gekennzeichnet dass, mindestens ein Unterdruckorgan (26, 76) mit seinem saugwirksamen Element (27, 77) am Anlegekörper (22, 72) angeordnet ist, und der Anlegekörper (22, 72) relativ zum Schwenkkörper (21, 71) beweglich ist, wobei das Schwenkmodul (20, 70) mindestens ein Pneumatikorgan (28, 78) enthält, welches mit dem Anlegekörper (22, 72) in Wirkverbindung steht und dazu ausgelegt ist, den Anlegekörper (22, 72) relativ zum Schwenkkörper (21, 71) zu bewegen. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Pneumatikorgan (28, 78) ein Pneumatikelement (29, 79) enthält, welches eine, entlang einer Langsachse (L) in Abhängigkeit vom Gasdruck im Pneumatikelement (29, 79) veränderliche Ausdehnung aufweist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Schwenkmodul (20) dazu ausgelegt ist, den Anlegekörper (22) mittels des Pneumatikorgans (28) in einer Linearbewegung relativ zum Schwenkkörper (21) zum Produkt (5) hin und/oder wieder von diesem weg zu bewegen.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Anlegekörper (72) über eine Anlegeschwenkachse (S3) schwenkbar am Schwenkkörper (71) befestigt ist und das Schwenkmodul (70) dazu ausgelegt ist, den Anlegekörper (72) mittels des Pneumatikorgans (78) in einer Schwenkbewegung relativ zum Schwenkkörper (71) zum Produkt (5) hin und wieder von diesem weg zu bewegen.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Schwenkmodul (20, 70) um die Positionierschwenkachse (S1) schwenkbar an der Aufnahmeeinheit (2, 52) befestigt ist.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Aufnahmefach (9, 59) durch eine erste und eine zweite Stützstruktur (10a, 10b; 60a, 60b) begrenzt wird, welche voneinander beabstandet sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass der Separiermechanismus (3, 53) ein weiteres Unterdruckorgan (30, 80) mit einem saugwirksamen Element (31, 81) enthält, welches dazu ausgelegt ist, einen zweiten Produktteil (6b) mittels eines Saugkontaktes an der zweiten Stützstruktur (10a, 10b; 60a, 60b) anliegend zu halten.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Vorrichtung eine Eingreifeinrichtung (4, 54) mit einem Eingreifelement (15, 65) enthält, welches zwecks Aufrechterhaltung der Separation der Produktteile (6a, 6b) zwischen zwei separierte Produktteile (6a, 6b) hineinbewegbar ist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Eingreifeinrichtung (4, 54) eine Klemmeinrichtung und das Eingreifelement (15, 65) ein Klemmelement zum klemmenden Halten des einen Produktteils (6b) an der Aufnahmeeinheit (2, 52) ist.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die mindestens eine Aufnahmeeinheit (2, 52) entlang einer geschlossenen Bewegungsbahn umlaufend bewegbar ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass das Schwenkmodul (20, 70) der mindestens einen Aufnahmeeinheit (2, 52) zugeordnet ist und entlang einer geschlossenen Bewegungsbahn synchron zur Aufnahmeeinheit (2, 52) umlaufend bewegbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Vorrichtung ein um mindestens eine Drehachse drehbarer Rundlauf enthält, an welchem die Aufnahmeeinheiten (2, 52) umlaufend angeordnet sind.
- Aufnahmeeinheit (2, 52) für eine Vorrichtung zum Separieren von Produktteilen (6a, 6b) eines mehrteiligen, flächigen Produktes (5), nach einem der Ansprüche 1 bis 12, wobei die Aufnahmeeinheit (2, 52) ein Aufnahmefach (9, 59) zur Aufnahme des Produktes (5) ausbildet, und die Aufnahmeeinheit (2, 52) ein um eine Positionierschwenkachse (S1) in das Aufnahmefach (9, 59) zum Produkt (5) hin und wieder aus dem Aufnahmefach (9, 59) heraus schwenkbar gelagertes Schwenkmodul (20, 70) eines Separiermechanismus (3, 53) enthält, wobei das Schwenkmodul (20, 70) mindestens ein Unterdruckorgan (26, 76) mit einem saugwirksamen Element (27, 77) zur Herstellung eines temporären Saugkontaktes mit einem Produktteil (6a) eines Produktes (5) im Aufnahmefach (9, 59) enthält,
dadurch gekennzeichnet, dass
das Schwenkmodul (20, 70) einen um die Positionierschwenkachse (S1) schwenkbar gelagerten Schwenkkörper (21, 71) enthält, und das Schwenkmodul (20, 70) einen am Schwenkkörper (21, 71) befestigten Anlegekörper (22, 72) enthält, und das mindestens eine Unterdruckorgan (26, 76) mit seinem saugwirksamen Element (27, 77) am Anlegekörper (22, 72) angeordnet ist, und der Anlegekörper (22, 72) relativ zum Schwenkkörper (21, 71) beweglich ist, wobei das Schwenkmodul (20, 70) mindestens ein Pneumatikorgan (28, 78) enthält, welches mit dem Anlegekörper (22, 72) in Wirkverbindung steht und dazu ausgelegt ist, den Anlegekörper (22, 72) relativ zum Schwenkkörper (21, 71) zu bewegen. - Verfahren zum Separieren zweier Produktteile (6a, 6b) eines mehrteiligen, flächigen Produktes (5) mittels einer Vorrichtung nach einem der Ansprüche 1 bis 12, gekennzeichnet, durch folgende Schritte:- Einführen eines Produktes (5) in das Aufnahmefach (9, 59) der Aufnahmeeinheit (2, 52),- Schwenken des Schwenkmoduls (20, 70) um die Positionierschwenkachse (S1) in das Aufnahmefach (9, 59) zum Produkt (5) hin;- Bewegen des Anlegekörpers (22, 72) relativ zum Schwenkkörper (21, 71) zum Produkt (5) hin;- Erzeugen eines Saugkontaktes zwischen dem saugwirksamen Element (27, 77) des Unterdruckorgans (26, 76) mit einem, dem saugwirksamen Element (27, 77) zugewandten ersten Produktteil (6a) mittels Unterdruck;- Zurückbewegen des Anlegekörpers (22, 72) zum Schwenkkörper (21, 71) hin und dadurch Separieren des ersten Produktteils (6a) vom zweiten Produktteil (6b);- Einführen eines Eingreifelements (15, 65) zwischen die beiden Produktteile (6a, 6b);- Lösen des Saugkontaktes zwischen dem saugwirksamen Element (27, 77) und dem diesem zugewandten Produktteil (6a);- Zurückschwenken des Schwenkmoduls (20, 70) um die Positionierschwenkachse (S1) aus dem Aufnahmefach (9, 59) heraus.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass der zweite Produktteil (6b), welcher der zweiten Stützstruktur (10a, 10b; 60a, 60b) anliegt, nach Einführen des Produktes (5) in das Aufnahmefach (9, 59) über einen Saugkontakt mittels eines saugwirksamen Elements (31, 81) eines weiteren Unterdruckorgans (30, 80) an der zweiten Stützstruktur (10a, 10b; 60a, 60b) gehalten wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01456/14A CH710151A1 (de) | 2014-09-25 | 2014-09-25 | Vorrichtung und Verfahren zum Separieren von Produktteilen eines mehrteiligen Produktes. |
| PCT/CH2015/000141 WO2016044959A1 (de) | 2014-09-25 | 2015-09-21 | Vorrichtung und verfahren zum separieren von produktteilen eines mehrteiligen produktes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3197801A1 EP3197801A1 (de) | 2017-08-02 |
| EP3197801B1 true EP3197801B1 (de) | 2018-12-12 |
Family
ID=54251893
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15775070.4A Not-in-force EP3197801B1 (de) | 2014-09-25 | 2015-09-21 | Vorrichtung und verfahren zum separieren von produktteilen eines mehrteiligen produktes |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3197801B1 (de) |
| CH (1) | CH710151A1 (de) |
| WO (1) | WO2016044959A1 (de) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB613271A (en) * | 1945-04-02 | 1948-11-24 | Tw & Cb Sheridan Co | Machines for stuffing newspapers or similar sheet material assemblages |
| US5052168A (en) * | 1990-02-05 | 1991-10-01 | Opex Corporation | Method and apparatus for spreading open envelopes |
| DE59503157D1 (de) * | 1995-01-13 | 1998-09-17 | Ferag Ag | Vorrichtung zum Öffnen von Druckereiprodukten und Einrichtung zum Verarbeiten von Druckereiprodukten |
| EP1310444B1 (de) * | 2001-11-08 | 2005-07-20 | Grapha-Holding AG | Einrichtung zum einsteckweisen Sammeln von Druckprodukten |
| CA2630138C (en) * | 2007-05-16 | 2015-12-01 | Ferag Ag | Method and device for opening printed products |
| US8191883B2 (en) * | 2008-04-01 | 2012-06-05 | Muller Martini Corp. | Pocket management system |
| CH706457A1 (de) | 2012-04-30 | 2013-10-31 | Ferag Ag | Verfahren und Vorrichtung zum Einstecken von Gegenständen in gefalzte Druckereiprodukte. |
-
2014
- 2014-09-25 CH CH01456/14A patent/CH710151A1/de not_active Application Discontinuation
-
2015
- 2015-09-21 WO PCT/CH2015/000141 patent/WO2016044959A1/de active Application Filing
- 2015-09-21 EP EP15775070.4A patent/EP3197801B1/de not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016044959A1 (de) | 2016-03-31 |
| CH710151A1 (de) | 2016-03-31 |
| EP3197801A1 (de) | 2017-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3047436C2 (de) | ||
| EP2700599B1 (de) | Vorrichtung und Verfahren zum Abtrennen von einzelnen, flachen, biegbaren Gegenständen von der Unterseite eines Stapels | |
| EP2502862A1 (de) | Verfahren und Vorrichtung zum Verarbeiten von Bogen unterschiedlichen Formats | |
| DE102004004893B3 (de) | Kuvertwendestation | |
| EP0931747B1 (de) | Falzapparat für Rotationsdruckmaschinen | |
| EP0897890B1 (de) | Verfahren und Vorrichtung zur Erstellung eines gedrehten Produktstromes mit einem Eckengreifer | |
| EP0712736B1 (de) | Verfahren zur Herstellung von klebegebundenen Büchern, Broschuren oder dgl. Produkten | |
| EP0681979B1 (de) | Einrichtung zum Verarbeiten von Druckereiprodukten | |
| EP1351873A1 (de) | Vorrichtung zum verarbeiten von druckereiprodukten | |
| EP0970820B1 (de) | Transportvorrichtung | |
| EP3197801B1 (de) | Vorrichtung und verfahren zum separieren von produktteilen eines mehrteiligen produktes | |
| EP2711164B1 (de) | Vorrichtung und Verfahren zum Öffnen eines Endbereichs eines schlauchförmigen Sackkörpers | |
| DE3427570A1 (de) | Vorrichtung zum falzen und weiterverarbeiten von druckexemplaren | |
| DE102007027945A1 (de) | Verfahren und Vorrichtung zur Herstellung eines gefalzten Bogens | |
| DE10336757B4 (de) | Taschenfalzverfahren | |
| EP0686592B1 (de) | Vorrichtung zur Herstellung von Druckereierzeugnissen | |
| DE2434360A1 (de) | Vorrichtung zum stapeln loser papierboegen | |
| EP1038671B1 (de) | Bogenvereinzelungsvorrichtung | |
| DE102006031983B3 (de) | Falztasche, Falzmaschine und Verfahren | |
| EP1809557B1 (de) | Verfahren und vorrichtung zum einstecken von flachen gegenständen in druckprodukte | |
| EP2844593B1 (de) | Verfahren und vorrichtung zum öffnen von druckereiprodukten | |
| DE19602610B4 (de) | Verfahren und Vorrichtung zur Bearbeitung von Bogenstapeln | |
| DE102005008418A1 (de) | Verfahren und Vorrichtung zum Entnehmen von Zuschnitten aus einem Magazin | |
| DE836431C (de) | Maschine zum Herstellen und Bedrucken von Flachbeuteln | |
| EP2837587A2 (de) | Vorrichtung und Verfahren zum Separieren von Produktteilen eines mehrteiligen Produktes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170321 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180717 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1075706 Country of ref document: AT Kind code of ref document: T Effective date: 20181215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015007229 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO AG, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190312 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190312 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190412 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190412 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015007229 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| 26N | No opposition filed |
Effective date: 20190913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015007229 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190921 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200401 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190921 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150921 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1075706 Country of ref document: AT Kind code of ref document: T Effective date: 20200921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |