EP3121544A2 - Verfahren und vorrichtung zum aufbereiten von organischen festbrennstoffen, insbesondere waldhackschnitzeln - Google Patents
Verfahren und vorrichtung zum aufbereiten von organischen festbrennstoffen, insbesondere waldhackschnitzeln Download PDFInfo
- Publication number
- EP3121544A2 EP3121544A2 EP16172425.7A EP16172425A EP3121544A2 EP 3121544 A2 EP3121544 A2 EP 3121544A2 EP 16172425 A EP16172425 A EP 16172425A EP 3121544 A2 EP3121544 A2 EP 3121544A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- drying
- air
- solid fuel
- dust
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/02—Drying solid materials or objects by processes involving the application of heat by convection, i.e. heat being conveyed from a heat source to the materials or objects to be dried by a gas or vapour, e.g. air
- F26B3/06—Drying solid materials or objects by processes involving the application of heat by convection, i.e. heat being conveyed from a heat source to the materials or objects to be dried by a gas or vapour, e.g. air the gas or vapour flowing through the materials or objects to be dried
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B17/00—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement
- F26B17/18—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed by rotating helical blades or other rotary conveyors which may be heated moving materials in stationary chambers, e.g. troughs
- F26B17/20—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed by rotating helical blades or other rotary conveyors which may be heated moving materials in stationary chambers, e.g. troughs the axis of rotation being horizontal or slightly inclined
-
- F26B21/33—
-
- F26B21/35—
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/04—Agitating, stirring, or scraping devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/22—Controlling the drying process in dependence on liquid content of solid materials or objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B2201/00—Details applicable to machines for screening using sieves or gratings
- B07B2201/04—Multiple deck screening devices comprising one or more superimposed screens
Definitions
- the invention relates to a method and a device for processing organic solid fuels, including drying to defined water content and in particular fractionation of solid fuels.
- the solid fuels are, in particular, forest woodchips.
- Organic residues, especially from wood, can be used as a fuel.
- forest wood chips come into question.
- Forest wood chips are residues from the Derbholz-Schlägerung, ie the removal of branches and treetops in trees, or from the forest care and landscape management.
- woodchips are produced primarily by the thinning of dense natural regeneration stands in which lack of light and food competition hinder the growth of the individual trunks.
- solid organic fuels as relevant to the invention, can also be produced when working in sawmills or in general in industry.
- An immediate recovery ie an immediate combustion of solid fuels is possible and customary in cogeneration plants.
- corresponding wood block heat and power plants can build a logistics organization with a very high turnover, tailored to their needs.
- things are different for municipal or operational heating plants. These usually have a wood consumption of less than 1000 t atro per year and therefore can not be supplied "just in time", ie immediately without time delay. So they have to be supplied from a warehouse that is already set up in the summer. In winter, the supply from the forest due to the snow is always endangered.
- the solid fuels i. the chips, dried by technical means.
- the waste heat of cogeneration plants is mainly used, which is not needed, especially in summer for heating.
- the drying takes place - similar to the grain drying - in a batch process: the wood chips are poured 2-3 m high on a sieve, through which a dry air flows. After three or four days, the pile is completely dry.
- drying is inhomogeneous: the lower layers have a low water content of up to 0% , while the uppermost layers may have such a high water content that there is a risk of rotting. Further drying reduces the efficiency of the process.
- plants which dry continuously and for this example have drums or sieve belts. By continuously moving the chips during drying, a resulting water content can be achieved with a lower variance of about 3 %.
- the WO 2010/094476 A2 proposes a dryer with a more efficient drying process that also allows wood chips to dry.
- the dryer is a so-called Wälzbetttrockner having an elongated, horizontal container with an at least partially round cross-section. At one end of the container there is an inlet for the material to be dried and at the other end an outlet.
- the container has a double bottom, with the top bottom perforated so that dry air can flow through the perforation and through the material to be dried.
- conveyors are provided which circulate the goods, in a direction transverse to the longitudinal extent of the container.
- the outlet has an overflow weir.
- no conveyors are present, which actively transported the material to be dried from the inlet to the outlet. Instead, the goods are merely circulated and the transport takes place by itself, that over a certain filling level of the container, the good overflows the overflow weir at the outlet.
- a screw conveyor is preferably arranged in the space of the double bottom.
- the purpose of this is to remove heavy contaminants, such as sand or earth, that fall through the upper, perforated floor, which otherwise would have to be done periodically by hand.
- wood chips in particular forest wood chips (WHS) are generally referred to as solid fuel.
- HTS forest wood chips
- solid fuels especially those made of wood, as long as they can absorb water and thus may also have a water content.
- the chips are dried to the extent until they have a water content of 13-25%, preferably 13-19%, more preferably 14-17%, more preferably 14.5 to 15.5% and in the ideal Fall 15% .
- the abovementioned percentages are preferably percentages by weight.
- the equilibrium state of product and air in terms of the water content corresponding to the sorption can already be achieved in a limited residence time in the drying device according to the invention.
- This may be a residence time of about 30 to 45 minutes.
- a dryer hereinafter referred to as Wälzbetttrockner be used, as it is for example in the present WO 2010/094476 or has been described in the introduction to the description.
- the fine dust values in the exhaust gas for fuels with the water content according to the invention are lower than for more dry fuels.
- the water content of the invention has the advantage that it is still too low for bacterial processes, whereby the wood does not decompose during storage and not faulty.
- the invention proposes to use preferably for drying the medium air or fuel gases.
- the medium air or fuel gases In the case of woodchip drying by convection, the water absorption capacity of the drying medium air is of crucial importance.
- the air strives to reach a state of equilibrium between the water content and the air temperature, in particular according to the sorption isotherm.
- the chips it can be determined which temperature and which moisture content they have at the inlet. Thus, based on the knowledge of how much energy (or rather how much power) is available through the drying air - can be calculated how much water can be dissipated by the drying air and thus how much chips can be dried per unit time the Wälzbetttrockner.
- the dwell time of the WHS in the drying apparatus is also determined by the feed rate, which experience has shown that the supply air temperature is about 70 degrees and the ambient humidity is about 30-50 weight percent and about 35 minutes to 40 minutes.
- the water content of the WHS should be 13 % to 19 %, in particular 14% to 16 °, when leaving the drying device.
- the relative humidity of the exhaust air can be almost saturated, that is, the set point can be almost 100 %, but it should preferably be below 100 %, in particular between 80 % and 99 %, better 80 % to 90 %. Namely, at 100 % relative humidity, there is the danger that the exhaust air may not absorb all the moisture from the wood chips and thus the moisture not absorbed condenses on the woodchips emerging from the drying device.
- 100 % relative humidity of the exhaust air can therefore be regarded as an indication that the WHS have not been sufficiently dried.
- the control device should generate fault messages.
- the target range for the exhaust air temperature should be at 30 ° C to 50 ° C, better at 35 ° C to 40 ° C, in particular, it is assumed that a supply air temperature of 65 ° C to 75 ° C. If the temperature of the supply air is outside this range, the target range for the exhaust air temperature should be adjusted analogously, ie by the same temperature range.
- the target range of the exhaust air temperature can be determined in particular taking into account the sorption isotherm, which in turn depends on parameters such as, in particular, the type of wood.
- the supply air is often heated by a heat source whose temperature and / or power fluctuates per unit time, in particular of a heating fluid which heats the supply air before introduction into the drying apparatus in a heat exchanger.
- the supply air temperature is in a target range of between 60 ° C and 80 ° C, more preferably between 65 ° C and 75 ° C, since this has proven to be the optimum supply air temperature for the drying of WHS whose temperature is at Introducing into the drying device at about 20 ° C, in particular between 10 ° C and 30 ° C, and / or if the flow temperature of the heating liquid is about 80 ° C.
- Target size 2B is the return temperature of the heat exchanger leaving the heating fluid: this should be below an upper limit of 67 ° C, better below 64 ° C, better below 62 ° C, especially if, as mentioned above, this heating fluid between the heat exchanger and the cooling system of Gas engine of a biogas plant circulates, as this is a sufficient cooling of the gas engine is offered.
- fractions with particle sizes below the size of the particle size of the material fraction are therefore separated from the dried solid fuel, ie separated from it.
- the fine fraction often consists of particles which have a high resin content and thus a high calorific value compared to the rest of the WHS, above all the good content, so that the non-burning of just this fine fraction would noticeably reduce the heating output of the good fraction.
- this dust content is often a considerable proportion of mineral, non-combustible, substances, so that this dust content for use as fuel is poor or not at all suitable, since it leaves a high proportion of slag in the combustion.
- the dust content is preferably moistened during or immediately after sifting to reduce the dust load in the air in the screen, even during the subsequent removal of dust.
- the size of the particles of material content, fines content and dust content is defined by the hole size of the respective sieves or screening stages, which of course is freely selectable depending on the application purpose of the individual fractions and the requirements of the customers.
- the particles Preferably referred to as the dust content, if the particles have a maximum diameter of less than 3 mm, preferably less than 2 mm, preferably less than 1 mm, and thus the hole size, so the hole diameter of the finest sieve then owns this size.
- the fines are preferably particles whose largest diameter is, for example, between 6 mm and 3 mm, so that the hole size of the second last sieve is then 6 mm.
- the maximum size of the particles of the good portion should preferably be 40 mm, so that particles of a so-called coarse fraction, whose largest diameter is above this size, must also be deposited.
- this coarse fraction will be further processed separately, for example mechanically comminuted and then returned to the fractionating device.
- the exhaust air leaving the drying device also contains solid particles, preferably consisting of the dust content or sometimes also the fine fraction.
- the solid particles are removed from the exhaust air by a gravity separator, preferably a cyclone.
- the particular by gravity separation of the exhaust air removed solid particles are fed back to the fractionating, but preferably not at the stage on which the coarse fraction is already separated from the Gutanteil, but at the earliest on the stage at which the Gutanteil on the sieve to screen out Fine fraction is passed.
- these solid particles are even only one stage below the fine fraction supplied, from which then the dust content is filtered out.
- the drying device has a drying chamber, which has in its lower region, in particular in the lower region of its side wall, an air inlet for drying air (supply air) and in its upper region, in particular in its upper side, an air outlet for the drying air (exhaust air).
- the drying chamber there is preferably an intermediate bottom with holes on which the WHS to be dried rest, so that the drying air flowing from below into the drying chamber can also flow through these holes upwards into the WHS resting thereon.
- the holes have a diameter which is less than the lower limit for the particle size of the salable good portion of the WHS, and in particular between 3 mm and 6 mm.
- the solid particles already falling downwards through these holes in the drying chamber are correspondingly small, but above all also correspondingly heavy, in order to be able to approach the bottom, ie the intermediate plate, very rapidly within the fill from WHS, so that they are mostly mineral Ingredients like sand, earth or small stones are traded.
- the drying chamber could be a rotating about a preferably approximately horizontal axis drying drum instead of the intermediate plate, in which case the holes are distributed in the drying drum over the entire circumference.
- the drying chamber is a stationary chamber in which a rolling device circulates the WHS, so that they are dried uniformly and at the same time heavy components move due to the rolling down in the direction of the holes and fall through them through the intermediate plate and can be disposed of.
- the bottom of the drying chamber there is preferably a waste opening to which the floor is preferably inclined, while the air inlet for the supply air is in the lower space below the perforated intermediate floor, but in its side wall.
- the arrangement of the air inlet and in particular the air duct in this lower space are preferably designed, for example, by air baffles are used, that the supply air flows evenly distributed through the intermediate plate into the overlying WHS.
- the rolling device preferably consists of a shaft, which is rotationally driven by a motor and lies approximately horizontally, protruding from the agitator arms, which dip into the WHS, which lie on the intermediate bottom, and circulate the same.
- the stirring arms are preferably designed in the form of paddles, and distributed over the circumference at least two, better three positions present and arranged in the axial direction of the shaft with the shortest possible distances, so as to ensure that all forest wood chips located in the drying chamber are also circulated.
- the successive in the axial direction of the shaft stirring arms or paddles are preferably offset from one to the next axial position in the circumferential direction in each case to each other.
- At least the intermediate plate preferably the entire drying chamber in the axial direction, the direction of the Shaft, considered, an inner circumference corresponding to a circular arc segment or an entire circular arc, which is located very close to the circle of the stirring arms or paddle, so that between the Rougharmen or paddles and especially the perforated intermediate bottom no larger particles, especially not the Gutanteils lie can.
- This drying chamber has on its upper side at one axial end a material inlet, via which WHS can be filled and which is preferably hermetically sealed in order to produce a desired pressure level in the interior of the drying chamber.
- the material outlet is at the axially opposite end of the drying chamber, preferably in an overflow weir, above which the opening of the material outlet is located, so that, like the water from the material inlet through the recirculation, the WHS at the other end leveling out at the level in the drying chamber Overflow weir fall out of the drying chamber as soon as a correspondingly large volume of WHS is present in the drying chamber.
- the material outlet can also be hermetically sealed via a lock.
- the WHS falling out of the material outlet of the drying chamber are fractionated in a downstream solids treatment device with regard to their particle size, preferably by means of a multi-stage screening plant.
- the sieves are slightly inclined from the location of the material application of forest wood chips to the lying on the respective sieve, not fallen through the openings, particles at the opposite, deeper lying end.
- the sieves are designed as Whitneytelsiebe, so are oscillating in their plane or even transversely driven.
- the WHS falling out of the material outlet of the drying drum preferably fall directly or by means of an inclined downwardly directed chute onto the uppermost sieve of the sieves arranged one above the other.
- the uppermost sieve - which can be arranged upstream of the drying device instead of at this point - should as a rule separate particles which are larger than the permissible range of the particle size for the salable portion of WHS.
- the hole size of this screen is, for example, at 40 mm, and the coarse fraction of particles that does not fall through this top sieve, thereby not only separated from the rest, but preferably further processed by these large particles of the coarse fraction preferably by a crushing device, the may also be part of the overall device, crushed and placed again on the top level sieve.
- the next from above, usually second, sieve of the sieves arranged below each other has a hole size of, for example, 6 mm, which is the lower limit for the particles of the salable part of WHS salable.
- the largest proportion, the good portion, of the WHS charged to the treatment device will remain and be either filled in the container or transported by means of a removal device to larger bunkers.
- the next, usually third, sieve underneath has a hole size of, for example, 3 mm.
- the particles remaining thereon are referred to as fine fraction and are fed at the exit of this sieve to an agglomeration device, for example a press such as a screw press. From this, in particular larger particles are agglomerated, in particular pressed, whose particle size is in particular in the permissible size range of the particles of the material fraction.
- agglomerated larger particles for example pellets
- a mixer which mixes them with the particles of the screened crop, as they are sold together with the crop.
- the dust particles penetrating the last-mentioned sieve fall on a collecting surface, wherein, in particular below the sieve, a moistening device is arranged in order to moisten the particles falling through the sieve and to prevent their floating in the air.
- the exhaust air leaving the drying chamber is cleaned of solid particles.
- the exhaust air via a corresponding pipeline to a gravity separator, preferably a cyclone fed by the solid particles are moved down, while the then cleaned of solid particles exhaust air can leave up into a fireplace or directly into the environment.
- the solid particles deposited in the gravity separator are fed to the solids treatment device by a corresponding tube leading from the gravity separator, which is preferably located above the solids treatment device, to either the second-highest or the third-highest sieve level and, on the corresponding sieve, the most separated from the gravity separator small, applying particles on the application side of the corresponding screen for material.
- the overall apparatus also includes a supply air conditioning apparatus in which ambient air is heated to serve as drying air.
- the supply air is passed through a heat exchanger, which is flowed through by a heating fluid, which is preferably circulated between a heat source and the heat exchanger.
- a fan which is preferably located downstream of the heat exchanger but upstream of the drying chamber, delivers the supply air through the heat exchanger and into the drying chamber.
- the overall apparatus further includes, of course, an electronic control unit for controlling the overall apparatus, in particular according to one of the method claims.
- the control unit controls the individual movable elements of the overall device, in particular the fan for the supply air, the motor for rotating the rolling device, optionally a supply device for WHS in the drying chamber, and possibly also the Haittelantrieb the screens of the material processing device and the engine, which drives the screw press for pressing the fine fraction.
- the control unit controls these movable elements based on data obtained from various sensors disposed within the overall device and forming part of the control unit.
- sensors which can measure both the water content of the WHS or the relative humidity of the drying air, or both.
- a sensor for the water content of the WHS is preferably located close to the material inlet and / or a humidity sensor close to the material outlet of the drying chamber.
- a humidity sensor sits in the supply line for the supply air and / or in the exhaust duct or near the exhaust duct, these sensors also can be arranged within the drying chamber close to the air inlet or the air outlet.
- temperature sensors may be present on the heating fluid pipeline for heating the supply air, in particular downstream of the heat exchanger, and / or also upstream of the heat exchanger.
- Other temperature sensors can measure both the temperature of the air and / or the exhaust air and / or the WHS leaving the drying device.
- the size of the hole in the intermediate floor can also be changeable and can be changed via a control element that can be activated by the control unit.
- the control unit then preferably comprises a sensor which determines the quantity of particles falling through the holes of the false bottom per unit of time, be it the weight per unit time or the volume of this waste per unit time.
- the overall device 1 has a central control unit 20 that the entire system, that is, the overall device 1 controls and is connected to all sensors and actuators, in particular all the electronic and electrical units, the overall device. 1
- the drying device 4 is designed as a roller bed dryer 22 .
- the drying device 4 comprises a drying chamber 3, in which the woodchips are circulated and dried.
- the wood chips are a material inlet 14, in particular from above, fed into the drying chamber 3 and exit through a preferably arranged at the other end of the drying chamber 3 material outlet 15 back out from the drying chamber.
- a circulation of forest wood chips in the chamber takes place by the rolling device 7.
- This has a rotatably mounted and driven by a motor shaft which extends along the longitudinal direction, the axial direction, the drying chamber 3, preferably centrally, in this and is arranged so in that the stirring arms projecting transversely from the shaft 7 , preferably in the form of paddles 8, can circulate all forest woodchips located in the chamber 3 .
- the rotational speed is variably adjustable and is predetermined by the control unit 20 and / or can be adjusted manually.
- the drying chamber 3 a at least in the lower half circular arc, preferably a total of a completely circular cross-section.
- the paddles 8 rotating about the shaft 7 to grasp each region of the drying chamber 3 on the circumference, but at least in the lower half of the drying chamber 3.
- the paddles 8 are angularly offset from one another on the shaft 7 , for example with a 180 ° offset. and arranged axially so close to each other that they can detect as much as possible each area of the drying chamber 3 in the axial direction.
- the drying chamber 3 has an intermediate bottom 23 with holes 19 , so that below the intermediate bottom 23 in the drying chamber 3, a lower space 9 results.
- drying air 60 (supply air) is blown through an air inlet 16 by means of a blower 2 , so that they are distributed in the lower space 9 and over the entire surface of the false floor 23 through the holes 19 upwards and through the forest wood chips stored thereon 50 flows and enriched with moisture leaving the drying chamber 3 through the air outlet 17 as exhaust again.
- the air inlet 16 is located in a side wall of the lower space 9, at the bottom of which the waste opening 10 is located.
- a moisture sensor 18b which is located close to the material outlet 15, preferably on the inside of the overflow weir 11 near its upper edge.
- the relative humidity of the exhaust air 60 are measured, and also via a temperature Sensor 18e whose temperature.
- control unit 20 controls the amount of quantity entered via the material inlet 14 , that is to say mass, can Waldhackschnitzeln 15, per unit time and / or the amount of injected into the drying chamber 3 drying air 60 are controlled.
- the supply air to the drying chamber 3 is heated and usually has a temperature around 70 ° C, wherein the temperature of the supply air via a temperature sensor 18c can be measured.
- the supply air is heated by means of a supply air treatment device 41 by air in a heat exchanger 25 is flowed through, on the other hand by a heating fluid which circulates in a fluid circuit 24 and just partially through the heat exchanger 25 and there the air in contact with the pipes the liquid circuit 24 device.
- the temperature sensor 18 c is located downstream of the heat exchanger 25, ie between the heat exchanger 25 and the air inlet 16 of the drying chamber 4 or in the air inlet 16.
- the temperature of the heating fluid in the fluid circuit 24 immediately downstream of the heat exchanger 25 is determined by another temperature sensor 18 , which is also reported to the control unit 20 , so that the blower 2 in terms of its performance, in particular its speed can be controlled so that in Depending on the temperature of the heating fluid, the supply air to the drying device 4 always has the same temperature.
- the wood chips 50 emerging from the material outlet 15 of the drying device 4 are separated into different fractions with respect to the size of the particles in a downstream solid processing device 31 by means of a plurality of successive chaff chips 15 in succession, in particular sieving stages 26 a , b, c arranged one below the other.
- the corresponding sieves 26 a, b, c are arranged directly below each other, and thereby the top sieve 26 a with the largest hole diameter with its material feed side directly below the material outlet 15, so that the wood chips emerging therefrom 50 fall directly on this top sieve 26 a ,
- any type of conveyor for the wood chips from the material outlet 15 for the top 26 a sieve is then necessary, at least one obliquely downward slide.
- This coarse fraction 50 a is disposed of, for example by, as shown here, at the lower end of the inclined sloping screen 26 a corresponding auger or other removal device is present.
- the sieves 26 a, b, c are preferably all disposed obliquely sloping, so that the high side represents the material application side, and may be stationary screens or oscillating driven vibrating screens, so that at the lower free end of each sieve of the remaining portion in one Container falls down or otherwise disposed of.
- the second sieve 26 b located below the first sieve 26 a has such a hole size that the proportion of forest wood chips remaining thereon represents the good fraction 50 b, which therefore has the desired particle size, which is guaranteed to the customer for the final product sold and in which Firing systems is manageable.
- the pellets 50 c 'thus produced can be mixed with the remaining on the second sieve 26 b Good portion 50 b and sold with.
- the particles passing through this third sieve 26 c form the dust portion 50 d, which is not sold but is collected and disposed of in a container 13 or otherwise.
- This dust content 50 d can be used for other purposes, be it for compost production or for use in a biogas plant, from the waste heat preferably from the heating liquid comes, which heats the supply air 60 in the heat exchanger 25 .
- the exhaust air 60 leaving via the air outlet 17 of the drying device 4 is fed via an exhaust air duct 12 to an exhaust air treatment device 21 in order to separate the solid particles contained in the exhaust air 60 from the exhaust air before it is discharged into the environment.
- the exhaust air treatment device 21 is here a cyclone 5, via the upper air outlet 5a, the purified exhaust air 60 dissipated, in particular to the environment, while the opposite of the exhaust air 60 heavy Solid particles in the cyclone 5 sink down and leave the cyclone 5 via the lower outlet 5 b.
- the cyclone 5 is positioned higher than the solids treatment device 31, so that the particles leaving the lower outlet 5 b of the cyclone, usually in terms of their size of the fines 50 c and the dust component 50 d belonging by gravity to be screened, dried forest wood chips 50 are fed back, but preferably not be placed on the top sieve 26 a, but on the sieve 26 b, on which the good portion 50 b should remain or even - preferably - on the third sieve 26 c, on which the fines 50th c should remain lying.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Solid Fuels And Fuel-Associated Substances (AREA)
- Drying Of Solid Materials (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Aufbereiten von organischen Festbrennstoffen, beinhaltend die Trocknung auf definierten Wassergehalt und insbesondere Fraktionierung der Festbrennstoffe. Bei den Festbrennstoffen handelt es sich insbesondere um Waldhackschnitzel.
- Organische Reststoffe, insbesondere aus Holz, können bekanntlich als Brennstoff eingesetzt werden.
- Hierfür kommen auch sogenannte Waldhackschnitzel in Frage. Bei Waldhackschnitzeln handelt es sich um Reststoffe aus der Derbholz-Schlägerung, d.h. dem Entfernen von Ästen und Wipfeln bei Bäumen, oder aus der Waldpflege und Landschaftspflege. Bei der Waldpflege entstehen Waldhackschnitzel in erster Linie durch die Ausdünnung von dichten Naturverjüngungs-Beständen, in denen Lichtmangel und Nahrungskonkurrenz das Wachstum der einzelnen Stämme behindert. Organische Festbrennstoffe, wie sie für die Erfindung relevant sind, können jedoch auch bei Arbeiten in Sägereien oder allgemein in der Industrie entstehen.
- Eine bekannte Verwendungsform besteht darin, diese organischen Festbrennstoffe zur Wärmeerzeugung zu verbrennen. Problematisch daran ist jedoch, dass die Festbrennstoffe einen relativ hohen Wassergehalt aufweisen. Bei Waldhackschnitzeln beträgt beispielsweise der Wassergehalt zum Zeitpunkt der Ernte im Jahresschnitt 50%. Dies liegt vor allem daran, dass es sich um frisch geschnittenes Holz handelt.
- Die Lagerung solcher Festbrennstoffe ist problematisch. Im Wald oder an der Waldstraße aufgehäuft besteht die Gefahr, dass der schädliche Borkenkäfer darin nistet und dann auf den Waldbestand übergreift. Eine Lagerung im freien Feld ist nur innerhalb eines Bebauungsplans erlaubt. Gehackt muss das nasse Material nach wenigen Tagen verheizt bzw. verarbeitet werden, da es aufgrund des hohen Wassergehalts sonst verrotten würde. Derzeit ergibt sich aufgrund der Verrottung ein Masseverlust von circa 5% pro Monat im Sommer.
- Eine sofortige Verwertung, d.h. eine sofortige Verbrennung der Festbrennstoffe ist in Heizkraftwerken bedingt möglich und üblich. Mit ihrem Bedarf von in der Regel mehr als 10.000 t atro Holz im Jahr können entsprechende Holzblockheizkraftwerke eine spezifisch auf sie zugeschnittene Logistikorganisation mit sehr hohen Umschlägen aufbauen. Anders verhält es sich jedoch bei kommunalen oder betrieblichen Heizkraftwerken. Diese haben üblicherweise einen Holzbedarf von weniger als 1000 t atro im Jahr und können daher nicht "just in time", d.h. unmittelbar ohne Zeitverzögerung beliefert werden. Sie müssen also von einem Lager beliefert werden, das bereits im Sommer aufgebaut wird. Im Winter ist die Versorgung aus dem Wald aufgrund der Schneelage immer gefährdet.
- Ein weiteres Problem bei der Versorgung von kleineren, d.h. kommunalen oder betrieblichen Heizwerken besteht darin, dass bei diesen die im Wasserdampf gebundene Energie verlorengeht, da sie im Gegensatz zu den größeren Holz-Blockheizkraftwerken keine Kondensatoren zur Rückgewinnung der Energie im Wasserdampf aufweisen.
- Da die nassen Hackschnitzel zwischenzeitlich gelagert werden müssen, können gesundheitsschädliche biologische Prozesse in den gelagerten Hackschnitzeln entstehen, beispielsweise eine Versporung. Zudem findet während der Lagerung eine biologische Trocknung statt. Dabei verdampft die Kompostierungswärme einen Teil des Wassers unter entsprechendem Verlust auch der Trockenmasse. Die so erreichten Wassergehalte schwanken zwischen 20% und 40%, was jedoch immer noch einen zu hohen Wassergehalt für die effiziente Nutzung der Heizwerke bedeutet.
- Zur Vermeidung dieser Nachteile werden deshalb die Festbrennstoffe, d.h. die Hackschnitzel, mittels technischen Mitteln getrocknet.
- Hierfür wird überwiegend die Abwärme von Blockheizkraftwerken eingesetzt, welche vor allem im Sommer nicht zum Heizen benötigt wird. Die Trocknung erfolgt dabei - ähnlich wie bei der Getreidetrocknung - im Batch-Verfahren: Die Hackschnitzel werden 2-3 m hoch auf ein Sieb aufgeschüttet, über das eine Trockenluft einströmt. Nach drei bis vier Tagen ist der Haufen durchgetrocknet. Die Trocknung erfolgt dabei jedoch inhomogen: Die unteren Lagen weisen dabei einen niedrigen Wassergehalt von bis zu 0% auf, während die obersten Lagen einen so hohen Wassergehalt aufweisen können, dass bei diesem ein Verrottungsrisiko besteht. Bei einer weiteren Trocknung sinkt die Effizienz des Vorgangs.
- Weiterhin sind Anlagen bekannt, die kontinuierlich trocknen und hierfür beispielsweise Trommeln oder Siebbänder aufweisen. Durch das kontinuierliche Bewegen der Hackschnitzel während der Trocknung kann ein resultierender Wassergehalt mit einer geringeren Varianz von circa 3% erreicht werden.
- Diese Anlagen haben aber in der Regel folgende Nachteile: Wegen der geringen und schwankenden Schichtdicke des Trockenguts wird ein Teil der Trockenluft nicht mit Wasser gesättigt. Die Energieeffizienz wird dadurch beeinträchtigt. Weiterhin verschleißen die bewegten Teile der Anlage schnell, die Anlage benötigt daher eine häufigere Wartung und die Anzahl der Störungen steigt. Schließlich führen die Feinanteile in den Festbrennstoffen, d.h. den Hackschnitzeln zu einem Bodensatz, d.h. einer Konzentration in den Transportcontainern und werden daher unvermischt in den Brennkessel im Heizwerk geschüttet. Die Feinanteile können dadurch die Staubemission erhöhen und evtl. sogar das Feuer löschen oder eine Staubexplosion hervorrufen. Deshalb wird versucht, die Feinanteile während oder nach der Trocknung von den Hackschnitzeln zu entfernen.
- Die
WO 2010/094476 A2 schlägt einen Trockner mit einem effizienteren Trocknungsverfahren vor, mit dem sich auch Hackschnitzel trocknen lassen. - Bei dem Trockner handelt es sich um einen sogenannten Wälzbetttrockner der einen langgestreckten, liegenden Behälter mit einem zumindest teilweise runden Querschnitt aufweist. An einem Ende des Behälters befindet sich ein Einlass für das zu trocknende Gut und am anderen Ende ein Auslass. Der Behälter weist einen doppelten Boden auf, wobei der obere Boden perforiert ist, sodass Trockenluft durch die Perforation und durch das zu trocknende Gut strömen kann.
- Weiterhin sind Fördereinrichtungen vorgesehen, die das Gut umwälzen, und zwar in eine Richtung quer zur Längserstreckung des Behälters. Der Auslass weist ein Überlaufwehr auf. In dem Behälter sind keine Fördereinrichtungen vorhanden, die das zu trocknende Gut vom Einlass zum Auslass aktiv transportierten. Stattdessen wird das Gut lediglich umgewälzt und der Transport findet von alleine dadurch statt, dass ab einer gewissen Füllhöhe des Behälters das Gut über das Überlaufwehr am Auslass überläuft.
- Im Raum des doppelten Bodens ist vorzugsweise eine Förderschnecke angeordnet. Diese hat den Zweck, schwere Verunreinigungen wie beispielsweise Sand oder Erde, welche durch den oberen, perforierten Boden hindurchfallen, abzutransportieren, was ansonsten periodisch von Hand geschehen müsste.
- Zudem ist es bei dem Trockner vorgesehen, dass leichte Feinstoffe, wie beispielsweise Staub, mit der Abluft aus dem Behälter nach oben abtransportiert werden. Somit wird bei dem Trockner der Probleme bereitende Staub bereits während des Trocknungsvorgangs von dem zu trocknenden Gut entfernt.
- Es ist die Aufgabe gemäß der Erfindung, ein Verfahren und eine Vorrichtung zum Aufbereiten von organischen Feststoffen, insbesondere von Waldhackschnitzeln, bereitzustellen, durch das bzw. durch die die oben genannten Probleme gelöst oder zumindest reduziert werden und die Effizienz erhöht werden kann.
- Diese Aufgabe wird durch die Merkmale der Ansprüche 1 und 10 gelöst. Vorteilhafte Ausführungsformen ergeben sich aus den Unteransprüchen.
- Die Erfindung macht sich die Erkenntnis zu Nutze, dass Festbrennstoffe, insbesondere Hackschnitzel und Presslinge aus dem gemeinsamen Ursprungsmaterial Holz, mit einem Wassergehalt zwischen 13 und 25% zu bevorzugen sind gegenüber solchen mit einem geringeren Wasser-gehalt, beispielsweise von 5 bis 10%, da bei diesem Wassergehalt von 13 bis 25%
- einerseits die Verrottung verhindert werden kann,
- andererseits der Energieaufwand für die Trocknung begrenzt wird,
- des Weiteren der Feinstaub-Anteil im Abgas bei Verbrennung der dieses Brennstoffs im Rahmen gehalten wird, da mit sinkendem Wassergehalt die Ablösung der Feinstaub-Partikel von dem Hackschnitzel vor dessen Verbrennung zunimmt..
- Im Folgenden wird grundsätzlich auf Hackschnitzel, insbesondere auf Waldhackschnitzel (WHS), als Festbrennstoff Bezug genommen. Die im Weiteren beschriebene Erfindung funktioniert jedoch mit allen denkbaren Festbrennstoffen, insbesondere solchen aus Holz, solange diese Wasser aufnehmen können und somit auch einen Wassergehalt aufweisen können.
- Erfindungsgemäß wird eine Vorrichtung und ein Verfahren vorgeschlagen, wobei die Hackschnitzel soweit getrocknet werden, bis sie einen Wassergehalt von 13 - 25%, besser 13 - 19%, besser 14 - 17%, besser 14,5 - 15,5% und im idealen Fall 15% aufweisen. Bei den vorgenannten prozentualen Angaben handelt es sich vorzugsweise um Gewichtsprozente.
- Bei einer entsprechenden Trocknung kann der Gleichgewichtzustand von Produkt und Luft hinsichtlich des Wassergehaltes entsprechend der Sorptionstherme bereits in einer begrenzten Verweilzeit in der erfindungsgemäßen Trocknungsvorrichtung erreicht werden. Dabei kann es sich um eine Verweilzeit von ca. 30 - 45 min handeln.
- Als Trocknungsvorrichtung kann ein Trockner, im Weiteren als Wälzbetttrockner bezeichnet, eingesetzt werden, wie er beispielsweise in der vorliegenden
WO 2010/094476 bzw. in der Beschreibungseinleitung beschrieben worden ist. - Vor allem liegen wie erwähnt die Feinstaubwerte im Abgas bei Brennstoffen mit dem erfindungsgemäßen Wassergehalt niedriger als bei trockneren Brennstoffen.
- Dies liegt daran, dass durch das entweichende Wasser ein sofortiges Entweichen des Feinstaubs verhindert werden kann und dieser somit mitverbrannt werden kann, was die Effizienz zusätzlich steigert.
- Darüber hinaus hat der erfindungsgemäße Wassergehalt den Vorteil, dass dieser dennoch für bakterielle Prozesse zu niedrig ist, womit sich das Holz bei einer Lagerung nicht zersetzt und nicht fault.
- Weiterhin wird erfindungsgemäß vorgeschlagen, zur Trocknung bevorzugt das Medium Luft oder Brenngase einzusetzen. Bei der Hackschnitzeltrocknung durch Konvektion ist die Wasseraufnahmefähigkeit des Trocknungsmediums Luft von entscheidender Bedeutung.
- Bei der Durchströmung der Hackschnitzel ist die Luft bestrebt, in einen Gleichgewichtszustand zwischen dem Wassergehalt und der Lufttemperatur zu gelangen insbesondere gemäß der Sorptionsisotherme.
- Problematisch ist jedoch, dass im Falle des erfindungsgemäßen Einsatzes eines bekannten Wälzbetttrockners ohne zusätzliche Maßnahmen der tatsächliche Gleichgewichtszustand zwischen Trocknungsluft und getrockneten Hackschnitzeln oft gar nicht erreicht werden kann, da der Wälzbetttrockner kontinuierlich und unkontrolliert mit ungetrockneten Hackschnitzeln nachgefüllt wird.
- Bei einer Regelung des Prozesses ergibt sich zudem das Problem, dass keine Förderungvorrichtungen vorhanden sind, die die Hackschnitzel direktvom Einlass zum Auslass transportieren und somit die Verweildauer der Hackschnitzel nicht direkt gesteuert werden kann.
- Es hat sich jedoch herausgestellt, dass die statistische Verweildauer der WHS im Wälzbetttrockner, die beispielsweise bei 35-40 min liegen soll, bereits dafür ausreicht, dass für die Regelung von einem Gleichgewichtszustand ausgegangen werden kann (also ein Gleichgewichtszustand angenommen werden kann), und somit zuverlässige Berechnungen, die auf der Annahme eines solchen Gleichgewichtszustands basieren, vorgenommen werden können.
- Das erfindungsgemäße Regelungsverfahren funktioniert dabei folgendermaßen:
- Die dem Wälzbetttrockner zugeführte Wärmeleistung, d.h. die Temperatur und das Volumen und vorzugsweise auch die relative Luftfeuchtigkeit der zugeführten Trocknungsluft pro Zeit kann ermittelt und eingestellt werden. Wenn Letztere nicht ermittelt wird, wird vorzugsweise von einem Wert von 80 % ausgegangen. Weiterhin kann, insbesondere gemäß einem Leistungssenke-Modell, berechnet werden, wie viel Wasser durch diese zur Verfügung stehende Leistung abgeführt (d.h. verdampft) werden kann.
- Bezüglich der Hackschnitzel kann bestimmt werden, welche Temperatur und welchen Feuchtigkeitsgehalt diese am Einlauf aufweisen. Somit kann - ausgehend von dem Wissen, wieviel Energie (bzw. genaugenommen wie viel Leistung) durch die Trocknungsluft zur Verfügung steht - berechnet werden, wieviel Wasser durch die Trocknungsluft abgeführt werden kann und somit wieviel Hackschnitzel pro Zeiteinheit dem Wälzbetttrockner getrocknet werden können.
- Daraus kann wiederum bestimmt werden, wie hoch der Durchsatz an Hackschnitzeln sein darf, d.h. wie viel Hackschnitzel pro Zeiteinheit zugeführt werden dürfen.
- Da davon ausgegangen wird, dass die Zuführung von Hackschnitzeln in gleicher Weise wie die Zuführung von Trocknungsluft zeitlich im Wesentlichen konstant ist - bis auf eine Anfahrphase - kann die Zeit als Parameter in der Berechnung unberücksichtigt bleiben, sodass für die Berechnung analog die Energien (in der Trocknungsluft und im zu verdampfenden Wasser) miteinander verglichen werden können, bzw. ein Energiesenke-Modell verwendet werden kann.
- Erfindungsgemäß wird somit die Zufuhrmenge an Festbrennstoff, insbesondere WHS, pro Zeiteinheit in die Trocknungsvorrichtung als primäre Regelgröße so gesteuert, dass
- die Temperatur der Abluft in einem vorgegebenen Ablufttemperatur-Zielbereich liegt und zusätzlich
- 1A) der Wassergehalt der WHS, die die Trocknungsvorrichtung verlassen, in einem vorgegebenen Restwasser-Zielbereich liegt und/oder
- 1B) die relative Luftfeuchtigkeit der Abluft in einem vorgegebenen Zielbereich liegt, dessen obere Grenze vorzugsweise knapp insbesondere um 2 - 5 %, unter 100 % liegt.
- Dafür sollte die Temperatur der Zuluft bekannt sein oder aktuell gemessen werden, da ja der Unterschied der Temperatur der Zuluft zur Abluft zusammen mit der Menge pro Zeiteinheit die eingebrachte und in der Trocknungsvorrichtung umgesetzte Wärmeleistung darstellt.
- Für die Zielgröße 1A) sollte der Wassergehalt der in die Trocknungsvorrichtung eingebrachten WHS entweder bekannt sein oder aktuell gemessen werden, da ja die Abnahme an Feuchtigkeit der WHS in der Trocknungsvorrichtung pro Zeiteinheit multipliziert mit der Durchsatzmenge die verdampfte Menge an Wasser pro Zeiteinheit ergibt, und dies mit der eingebrachten Wärmeleistung übereinstimmt.
- Für die Zielgröße 1B) muss vorzugsweise die relative Feuchtigkeit der Zuluft entweder bekannt sein oder aktuell gemessen werden, denn die Zunahme der relativen Feuchtigkeit multipliziert mit der Durchsatzmenge der Trocknungsluft entspricht ja der Wassermenge, die den WHS in der Trocknungsvorrichtung entzogen wurde.
- Über die Zufuhrmenge wird natürlich auch die Verweilzeit der WHS in der Trocknungsvorrichtung bestimmt, die erfahrungsgemäß bei einer Zulufttemperatur von ca. 70 Grad und einer Luftfeuchtigkeit gemäß Umgebungsluft sowie einem anfänglichen Wassergehalt der WHS von 30 - 50 Gewichtsprozent bei etwa 35 Minuten bis 40 Minuten liegt. Der Wassergehalt der WHS soll beim Verlassen der Trocknungsvorrichtung 13 % bis 19 %, insbesondere 14 % bis 16 &, betragen.
- Die relative Luftfeuchtigkeit der Abluft kann zwar nahezu gesättigt sein, das heißt, der Sollwert kann fast 100 % betragen, jedoch sollte er vorzugsweise grundsätzlich unter 100 % liegen, insbesondere zwischen 80 % und 99 %, besser zwischen 80 % und 90 %. Bei 100 % relativer Luftfeuchtigkeit besteht nämlich die Gefahr, dass die Abluft nicht die gesamte Feuchtigkeit aus den Hackschnitzeln hat aufnehmen können und somit sich die nicht aufgenommene Feuchtigkeit an den aus der Trocknungsvorrichtung austretenden Hackschnitzeln kondensiert.
- 100 % relative Luftfeuchtigkeit der Abluft kann also als Anzeichen dafür angesehen werden, dass die WHS nicht ausreichend getrocknet worden sind.
- Sofern die für die Steuerung dieser primären Regelgröße, nämlich der Zufuhrmenge an WHS, nicht in ihrem Zivilbereich liegt, sollte die Regeleinrichtung Störmeldungen generieren.
- Der Zielbereich für die Ablufttemperatur sollte bei 30° C bis 50° C, besser bei 35° C bis 40° C, liegen, wobei insbesondere dabei von einer Zuluft-Temperatur von 65° C bis 75° C ausgegangen wird. Liegt die Temperatur der Zuluft außerhalb dieses Bereiches, sollte der Zielbereich für die Ablufttemperatur analog, also um die gleiche Temperatur-Spanne, angepasst werden.
- Der Zielbereich der Ablufttemperatur kann insbesondere unter Berücksichtigung der Sorptionsisotherme, welche wiederum von Parametern wie insbesondere der Holzart abhängig ist, festgelegt werden.
- Die Zuluft wird häufig von einer Wärmequelle aufgeheizt, deren Temperatur und/oder Leistung pro Zeiteinheit schwankt, insbesondere von einer Heizflüssigkeit, die die Zuluft vor dem Einbringen in die Trocknungsvorrichtung in einem Wärmetauscher erwärmt.
- Die Zufuhrmenge an Trocknungsluft zu diesem Wärmetauscher bzw. zu der aufheizenden Wärmequelle wird als mögliche sekundäre Regelgröße gesteuert, wofür wiederum zwei verschiedene Zielgrößen 2A und/oder 2B wahlweise zur Verfügung stehen:
- Zielgröße 2A ist die Zuluft-Temperatur, also die Temperatur der Trocknungsluft nach Erwärmen und vor dem Einbringen in die Trocknungsvorrichtung, insbesondere die Temperatur am Lufteinlass in die Trocknungsvorrichtung:
- Diese Zuluft-Temperatur sollte knapp unterhalb der Vorlauf-Temperatur der Heizflüssigkeit, also kurz vor dem Wärmetauscher, liegen, vorzugsweise etwa 2° bis 5 °C darunter. Denn dann ist sichergestellt, dass die Luft fast die gesamte durch die Heizflüssigkeit angelieferte Wärmemenge von dieser übernommen hat. Indem die Zuluft-Temperatur unter der Vorlauftemperatur der Heizflüssigkeit gehalten wird, wird jedoch vermieden, dass der Heizflüssigkeit weniger Wärmemenge entnommen wird, als diese zur Verfügung stellt, was deshalb wichtig ist, da in aller Regel diese Heizflüssigkeit in einem Kühlkreislauf für ein zu kühlendes Aggregat, beispielsweise dem Gasmotor einer Biogasanlage, zirkuliert, welches ausreichend gekühlt werden muss.
- Vorzugsweise liegt die Zuluft-Temperatur in einem Zielbereich, zwischen 60 ° C und 80° C, besser zwischen 65° C und 75° C, liegt, da sich dies als optimale Zuluft-Temperatur erwiesen hat für das Trocknen von WHS, deren Temperatur bei Einbringen in die Trocknungsvorrichtung bei ca. 20° C, insbesondere zwischen 10° C und 30° C, liegt und/oder wenn die Vorlauf-Temperatur der Heiz Flüssigkeit bei etwa 80 °C liegt.
- Zielgröße 2B ist die Rücklauftemperatur der den Wärmetauscher verlassenden Heizflüssigkeit: diese sollte unterhalb einer Obergrenze von 67° C, besser unterhalb 64° C, besser unterhalb 62° C liegen, insbesondere dann, wenn wie oben erwähnt diese Heizflüssigkeit zwischen dem Wärmetauscher und dem Kühlsystem eines Gasmotors einer Biogasanlage zirkuliert, da hierdurch eine ausreichende Kühlung des Gasmotors geboten wird.
- Die Waldhackschnitzel sollen jedoch nicht nur effizient auf die richtige Zielgröße getrocknet werden, sondern sie sollen zusätzlich auch entstaubt werden aus mehreren Gründen:
- Zum einen entsteht beim in der Regel losen Transportieren und vor allem Einfüllen von staubbelasteten, getrockneten WHS in den Bunker einer Feuerungsanlage durch den Staubanteil eine hohe Staubbelastung in der Luft. Des Weiteren stellt ein Staubanteil in der Luft eine Gefahr dar, denn es kann dadurch zu Staubexplosionen in der Feuerungsanlage, in der die WHS verfeuert werden, kommen.
- Des Weiteren bilden Staubanteile in Transportbehältern, Transportleitungen u.ä. sehr schnell einen sich stark verhärtenden Bodensatz aus, der aufwendig entfernt werden muss, um beispielsweise Verstopfungen von Rohrleitungen zu vermeiden oder die Gewichtsbestimmung des Inhalts von Behältern richtig bestimmen zu können.
- Zu diesem Zweck werden die getrockneten Waldhackschnitzel, die also die Trocknungsvorrichtung verlassen haben, fraktioniert in unterschiedliche Größen der Feststoffpartikel:
- Für verkaufsfähige Waldhackschnitzel ist ein Zielbereich für die Partikelgröße vorgegeben, der den Gutanteil, der WHS darstellt.
- Die Fraktionen mit Partikelgrößen unterhalb der Größe der Partikelgröße des Gutanteils, der sogenannte Feinanteil und der Staubanteil, werden daher von dem getrockneten Festbrennstoff separiert, also aus diesem abgesondert.
- Diese Anteile - oder vorzugsweise nur der Feinanteil - werden zu größeren Partikeln, insbesondere Pellets, agglomeriert, insbesondere verpresst, welche eine Größe besitzen, die vorzugsweise im zulässigen Größenbereich der Partikel des Gutanteils liegt, und können dem Gutanteil dann entweder wieder zugemischt werden, da solche Pellets mechanisch sehr widerstandsfähig sind und nicht die Probleme des ursprünglich vorhandenen Feinanteils oder Staubanteils aufwerfen, oder separat für die unterschiedlichsten Zwecke vermarktet werden.
- Vor allem der Feinanteil besteht häufig aus Partikeln, die gegenüber dem Rest der WHS, vor allem dem Gutanteil, einen hohen Harzgehalt und damit einen hohen Heizwert aufweisen, sodass das Nichtverbrennen gerade dieses Feinanteils die Heizleistung des Gutanteils spürbar reduzieren würde.
- Vorzugsweise wird der Staubanteil nicht zu solchen größeren Feststoffeinheiten agglomeriert, sondern entsorgt:
- Denn zum einen führt er bei dem Verpressen, welches beispielsweise durch eine Schneckenpresse erfolgen müsste, zu einem sehr schnellen Verschleiß und Zerstörung der Presse, insbesondere der Schneckenpresse, , die in keinem Verhältnis zu der zusätzlich erzielbaren Verkaufsmenge durch den Staubanteil steht.
- Zum anderen besteht dieser Staubanteil häufig zu einem erheblichen Anteil aus mineralischen, nicht brennbaren, Stoffen, so dass dieser Staubanteil zur Verwendung als Brennstoff schlecht oder überhaupt nicht geeignet ist, da er einen hohen Schlackeanteil bei der Verbrennung hinterlässt.
- Der Staubanteil wird vorzugsweise beim oder unmittelbar nach dem Aussieben befeuchtet, um die Staubbelastung in der Luft in der Siebanlage zu reduzieren, auch beim nachfolgenden Abtransport des Staubanteiles.
- Wenn das Separieren durch Sieben geschieht, wird die Größe der Partikel von Gutanteil, Feinanteil und Staubanteil durch die Lochgröße der entsprechenden Siebe oder Siebstufen definiert, der natürlich frei wählbar ist je nach Anwendungs Zweck der einzelnen Fraktionen und den Anforderungen der Kunden.
- Vorzugsweise wird als Staubanteil bezeichnet, wenn die Partikel einen größten Durchmesser von unter 3 mm, vorzugsweise von unter 2 mm, vorzugsweise von unter 1 mm, besitzen und somit die Lochgröße, also der Lochdurchmesser, des feinsten Siebes dann diese Größe besitzet.
- Als Feinanteil werden vorzugsweise Partikel bezeichnet, deren größter Durchmesser z.B. Zwischen 6 mm und 3 mm beträgt, sodass die Lochgröße des zweitletzten Siebes dann 6 mm beträgt.
- Die maximale Größe der Partikel des Gutanteiles soll vorzugsweise 40 mm betragen, sodass Partikel eines sogenannten Grobanteils, deren größter Durchmesser oberhalb dieser Größe liegt, ebenfalls abgeschieden werden müssen.
- Dies geschieht durch Sieben mittels eines Siebes, über welches die WHS bereits vor dem Einbringen in die Trocknungsvorrichtung geleitet werden oder welches als drittletztes Sieb angeordet ist. Vorzugsweise wird dieser Grobanteil getrennt weiterverarbeitet werden, beispielsweise mechanisch zerkleinert werden und dann der Fraktioniervorrichtung wieder zugeführt werden.
- Die die Trocknungsvorrichtung verlassende Abluft enthält ebenfalls Feststoffpartikel, vorzugsweise bestehend aus dem Staubanteil oder manchmal auch dem Feinanteil.
- Da die Abluft nur einen bestimmten Anteil an Feststoffpartikeln enthalten darf, wenn sie an die Umgebung abgegeben wird, werden die Feststoffpartikel aus der Abluft entfernt durch einen Schwerkraftabscheider, vorzugsweise einen Zyklon.
- Die insbesondere mittels Schwerkraftabscheidung aus der Abluft entfernten Feststoff-Partikel werden der Fraktioniervorrichtung wieder zugeführt, vorzugsweise jedoch nicht auf der Stufe, auf der bereits der Grobanteil vom Gutanteil getrennt wird, sondern frühestens auf der Stufe, auf der der Gutanteil über das Sieb zum Aussieben des Feinanteils geleitet wird.
- Vorzugsweise werden diese Feststoff-Partikel sogar erst eine Stufe darunter dem Feinanteil zugeführt, aus dem dann der Staubanteil ausgesiebt wird.
- Dies erspart Zusatzaufwand durch erneutes Aussieben der zugeführten Anteile kleiner Partikel aus den wesentlich größeren Partikeln des Gutanteiles.
- Das erfindungsgemäße Verfahren kann also gesteuert werden, indem
- als primäre Regelgröße die Zufuhrmenge an WHS gesteuert wird durch Einhaltung einer oder beider Zielgrößen 1A oder 1B, und die Steuerung optimiert werden kann, indem zusätzlich
- als sekundäre Regelgröße die Zufuhrmenge an Trocknungsluft gesteuert wird durch Einhaltung einer oder beider dabei relevanten Zielgrößen 2A oder 2B.
- Zur Durchführung des beschriebenen Verfahrens wird vorzugsweise eine Gesamtvorrichtung benutzt, die neben der mittels Trocknungsluft betriebenen Trocknungsvorrichtung
- eine Zuluft-Aufbereitungsvorrichtung zum insbesondere Erwärmen der Zuluft,
- eine Abluft-Aufbereitungsvorrichtung zum Abtrennen der Feststoffanteile von der Abluft aufweist sowie
- eine Feststoff-Aufbereitungsvorrichtung zum Bearbeiten, insbesondere Fraktionieren, nach Größe der getrockneten, die Trocknungsvorrichtung verlassenden, WHS.
- Dabei weist die Trocknungsvorrichtung eine Trocknungskammer auf, die in ihrem unteren Bereich, insbesondere in dem unteren Bereich ihrer Seitenwand, einen Lufteinlass für Trocknungsluft (Zuluft) und in ihrem oberen Bereich, insbesondere in ihrer Oberseite, einen Luftauslass für die Trocknungsluft (Abluft) aufweist.
- Im unteren Bereich der Trocknungskammer ist vorzugsweise ein Zwischenboden mit Löchern vorhanden, auf dem die zu trocknenden WHS aufliegen, sodass die von unten in die Trocknungskammer strömende Trocknungsluft auch durch diese Löcher nach oben in die darauf aufliegenden WHS strömen kann. Die Löcher besitzen einen Durchmesser, der geringer ist als die Untergrenze für die Partikelgröße des verkaufsfähigen Gutanteils der WHS, und insbesondere zwischen 3 mm und 6 mm liegt.
- Die bereits in der Trocknungskammer durch diese Löcher nach unten herausfallenden Feststoffpartikel sind entsprechend klein, vor allem aber auch entsprechend schwer, um sich innerhalb der Schüttung aus WHS sehr schnell dem Boden, also dem Zwischenblech, nähern zu können, sodass es sich dabei meist um mineralische Bestandteile wie Sand, Erde oder kleine Steine handelt.
- In der Trocknungskammer könnte sich eine um eine vorzugsweise etwa waagerechte Achse rotierende Trocknungstrommel anstelle des Zwischenbleches befinden, wobei dann die Löcher in der Trocknungstrommel über den gesamten Umfang verteilt vorhanden sind.
- Vorzugsweise ist die Trocknungskammer jedoch eine stillstehende Kammer, in der eine Wälzvorrichtung die WHS umwälzt, damit diese gleichmäßig getrocknet werden und gleichzeitig schwere Bestandteile sich aufgrund des Wälzvorgang nach unten in Richtung der Löcher bewegen und durch diese durch das Zwischenblech fallen und entsorgt werden können.
- Deshalb ist im Boden der Trocknungskammer vorzugsweise eine Abfallöffnung vorhanden, zu der der Boden hin vorzugsweise geneigt ist, während der Lufteinlass für die Zuluft sich zwar in dem unteren Raum unter dem gelochten Zwischenboden befindet, jedoch in dessen Seitenwand.
- Die Anordnung des Lufteinlasses und insbesondere auch die Luftführung in diesem unteren Raum sind vorzugsweise so gestaltet, etwa indem Luftleitbleche verwendet werden, dass die Zuluft gleichmäßig verteilt durch das Zwischenblech in die darüber liegenden WHS strömt.
- Die Wälzvorrichtung besteht vorzugsweise aus einer drehend von einem Motor angetriebenen, etwa horizontal liegenden, Welle, von der Rührarme abragen, die in die WHS, die auf dem Zwischenboden liegen, eintauchen und diese umwälzen.
- Die Rührarme sind vorzugsweise in Form von Paddeln ausgebildet, und über den Umfang verteilt an mindestens zwei, besser drei Positionen vorhanden und in axialer Richtung der Welle mit möglichst kurzen Abständen angeordnet, sodass sichergestellt ist, dass alle in der Trocknungskammer befindlichen Waldhackschnitzel auch umgewälzt werden. Die in axialer Richtung der Welle aufeinander folgenden Rührarme oder Paddel sind vorzugsweise von einer zur nächsten Axialposition auch in Umfangsrichtung jeweils zueinander versetzt.
- Dementsprechend besitzt wenigstens das Zwischenblech, vorzugsweise die gesamte Trocknungskammer in axialer Richtung, der Verlaufsrichtung der Welle, betrachtet, einen Innenumfang entsprechend einem Kreisbogensegment oder eines gesamten Kreisbogens, der sehr nahe an den Flugkreis der Rührarme oder Paddel angeordnet ist, sodass zwischen den Rührarmen oder Paddeln und vor allem dem gelochten Zwischenboden keine größeren Partikel, insbesondere nicht des Gutanteils, liegen bleiben können.
- Diese Trocknungskammer weist an ihrer Oberseite am einen axialen Ende einen Materialeinlass auf, über den WHS eingefüllt werden können und der vorzugsweise luftdicht verschließbar ist, um im Inneren der Trocknungskammer ein gewünschtes Druckniveau zu erzeugen.
- Der Materialauslass besteht am axial gegenüberliegenden Ende der Trocknungskammer vorzugsweise in einem Überlauf-Wehr, oberhalb dessen sich die Öffnung des Materialauslasses befindet, sodass die ähnlich wie Wasser vom Materialeinlass aus durch die Umwälzbewegung sich hinsichtlich Ihres Niveaus in der Trocknungskammer egalisierenden WHS am anderen Ende über das Überlaufwehr aus der Trocknungskammer herausfallen, sobald ein entsprechend großes Volumen an WHS in der Trocknungskammer vorhanden ist.
- Auch der Materialauslass kann über eine Schleuse luftdicht abgedichtet werden.
- Die aus dem Materialauslass der Trocknungskammer herausfallenden WHS werden in einer nachgeschalteten Feststoff-Aufbereitungsvorrichtung fraktioniert hinsichtlich ihrer Partikelgröße, vorzugsweise mittels einer mehrstufigen Siebanlage.
- Vorzugsweise sind die Siebe leicht geneigt von der Stelle der Materialaufbringung der Waldhackschnitzel zu der auf dem jeweiligen Sieb liegen gebliebenen, nicht durch dessen Öffnungen gefallenen, Partikel am gegenüberliegenden, tiefer liegenden Ende.
- Vorzugsweise sind die Siebe als Rüttelsiebe ausgebildet, werden also oszillierend in ihrer Siebebene oder auch quer dazu angetrieben.
- Die aus dem Materialauslass der Trocknungstrommel herausfallenden WHS fallen vorzugsweise direkt oder mittels einer dazwischen angeordneten, schräg abwärts gerichteten Rutsche auf das oberste Sieb der übereinander angeordneten Siebe.
- Das oberste Sieb - welches statt an dieser Stelle auch stromaufwärts der Trocknungsvorrichtung angeordnet sein kann - soll in aller Regel Partikel separieren, die größer sind als der zulässige Bereich der Partikelgröße für den verkaufsfähigen Gutanteil der WHS. Die Lochgröße dieses Siebes liegt beispielsweise bei 40 mm, und der Grobanteil an Partikeln, der nicht durch dieses oberste Sieb fällt, wird dadurch nicht nur vom Rest separiert, sondern vorzugsweise auch weiter verarbeitet, indem diese großen Partikel des Grobanteiles vorzugsweise durch eine Zerkleinerungsvorrichtung, die ebenfalls Bestandteil der Gesamtvorrichtung sein kann, zerkleinert und erneut auf die oberste Siebebene aufgegeben werden.
- Das von oben Nächste, in der Regel zweite, Sieb von den untereinander angeordneten Sieben besitzt eine Lochgröße von beispielsweise 6 mm, welches die Untergrenze für die Partikel des verkaufsfähigen Gutanteils der WHS darstellt. Auf diesem Sieb wird der größte Anteil, der Gutanteil, der auf die Aufbereitungsvorrichtung aufgegebenen WHS zurückbleiben und entweder im Behälter abgefüllt werden oder mittels einer Abtransportvorrichtung zu größeren Bunkern transportiert werden.
- Das nächste, in der Regel dritte, Sieb darunter besitzt eine Lochgröße von beispielsweise 3 mm. Die darauf verbleibenden Partikel werden als Feinanteil bezeichnet und am Ausgang dieses Siebes einer Agglomerationsvorrichtung, beispielsweise einer Presse wie etwa einer Schneckenpresse, zugeführt. Daraus werden insbesondere größere Partikel agglomeriert, insbesondere gepresst, deren Partikelgröße insbesondere im zulässigen Größenbereich der Partikel des Gutanteiles liegt.
- Diese agglomerierten größeren Partikel, zum Beispiel Pellets, werden anschließend separat verkauft oder einem Mischer zugegeben, der sie mit den Partikeln des ausgesiebten Gutanteils vermischt, da sie mit dem Gutanteil zusammen verkauft werden.
- Die das zuletzt erwähnte Sieb durchdringenden Staubanteile fallen auf eine Sammelfläche, wobei, insbesondere unterhalb des Siebes, eine Befeuchtungsvorrichtung angeordnet ist, um die durch das Sieb fallenden Partikel zu befeuchten und deren Schweben in der Luft zu verhindern.
- In der Abluft-Aufbereitungsvorrichtung wird die die Trocknungskammer verlassende Abluft von Feststoff-Partikeln gereinigt.
- Dazu wird die Abluft über eine entsprechende Rohrleitung einem Schwerkraftabscheider, vorzugsweise einem Zyklon, zugeführt, indem die Feststoff-Partikel nach unten bewegt werden, während die dann von Feststoffpartikeln gereinigte Abluft nach oben in einen Kamin oder direkt in die Umgebung verlassen kann.
- Die im Schwerkraftabscheider abgeschiedenen Feststoff-Partikel werden der Feststoff-Aufbereitungsvorrichtung zugeführt, indem ein entsprechendes Rohr von dem vorzugsweise oberhalb der Feststoff-Aufbereitungsvorrichtung angeordneten Schwerkraftabscheider entweder zu der zweitobersten oder zu der drittobersten Siebebene führt und auf dem entsprechenden Sieb die vom Schwerkraftabscheider abgeschiedenen, meist sehr kleinen, Partikel auf der Aufbringungsseite des entsprechenden Siebes für Material aufbringt.
- Die Gesamtvorrichtung umfasst auch eine Zuluft-Aufbereitungsvorrichtung, in der Umgebungsluft erwärmt wird, um als Trocknungsluft zu dienen.
- Die Zuluft wird dabei über einen Wärmetauscher geführt, der von einer Heizflüssigkeit durchströmt wird, welche vorzugsweise im Kreis geführt wird zwischen einer Wärmequelle und dem Wärmetauscher. Ein Gebläse, welches vorzugsweise stromabwärts des Wärmetauschers, aber stromaufwärts der Trocknungskammer angeordnet ist, fördert die Zuluft durch den Wärmetauscher und in die Trocknungskammer hinein.
- Die Gesamtvorrichtung umfasst ferner selbstverständlich eine elektronische Regeleinheit zum Regeln der Gesamtvorrichtung, insbesondere gemäß einem der Verfahrensansprüche.
- Die Regeleinheit steuert die einzelnen beweglichen Elemente der Gesamtvorrichtung an, insbesondere das Gebläse für die Zuluft, den Motor zur Drehung der Wälzvorrichtung, gegebenenfalls eine Zufuhrvorrichtung für WHS in die Trocknungskammer hinein, und gegebenenfalls auch den Rüttelantrieb der Siebe der Material-Aufbereitungsvorrichtung sowie den Motor, der die Schneckenpresse zum Verpressen des Feinanteils antreibt.
- Die Regeleinheit steuert diese beweglichen Elemente aufgrund von Daten, die sie von diversen Sensoren erhält, die innerhalb der Gesamtvorrichtung angeordnet sind und Bestandteil der Regeleinheit sind.
- Dies sind vorzugsweise zum einen Sensoren, die sowohl den Wassergehhalt der WHS oder die relative Feuchtigkeit der Trocknungsluft oder beides messen können.
- Ein Sensor für den Wassergehalt der WHS sitzt vorzugsweise nahe am Materialeinlass und/oder ein Feuchte-Sensor nahe am Materialauslass der Trocknungskammer.
- Ebenso sitzt ein Feuchte-Sensor in der Zufuhrleitung für die Zuluft und/oder in der Abluftleitung oder nahe der Abluftleitung, wobei diese Sensoren auch innerhalb der Trocknungskammer nahe an dem Lufteinlass oder dem Luftauslass angeordnet sein können.
- Ferner können Temperatursensoren an der Rohrleitung der Heizflüssigkeit zum Aufheizen der Zuluft vorhanden sein, insbesondere stromabwärts des Wärmetauschers, und/oder auch am Stromaufwärts des Wärmetauschers.
- Weitere Temperatursensoren können sowohl die Temperatur der zu Luft und/oder der Abluft messen und/oder der die Trocknungsvorrichtung verlassenden WHS.
- Ferner kann auch die Lochgröße im Zwischenboden veränderbar sein und über ein von der Regeleinheit ansteuerbares Steuerelement veränderbar sein.
- Dann umfasst die Regeleinheit vorzugsweise einen Sensor, der die Menge der pro Zeiteinheit durch die Löcher des Zwischenbodens fallenden Partikel bestimmt, sei es über das pro Zeiteinheit anfallende Gewicht oder über das pro Zeiteinheit anfallende Volumen dieser Abfälle.
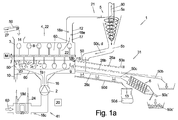
- Eine Ausführungsform gemäß der Erfindung ist im Folgenden beispielhaft beschrieben. Dabei zeigen
- Fig.1a:
- eine schematische Darstellung einer erfindungsgemäßen Aufbereitungsvorrichtung von Waldhackschnitzel, und
- Fig. 1b:
- eine Querschnittansicht der Trocknungsvorrichtung aus
Fig. 1 a. - Wie
Figur 1 a zeigt, umfasst die Gesamtvorrichtung 1 zum Aufbereiten von organischen Festbrennstoffen, in diesem Fall von Waldhackschnitzeln 50, - eine Trocknungsvorrichtung 4 zum Trocknen des organischen Festbrennstoffes mittels Trocknungsluft 60,
- eine Feststoff-Aufbereitungsvorrichtung 31 zum Aufbereiten des getrockneten Festbrennstoffes,
- eine Zuluft-Aufbereitungsvorrichtung 41 zum Aufbereiten der Trocknungsluft,
- eine Abluft-Aufbereitungsvorrichtung 21 zum Aufbereiten der Abluft aus der Trocknungsvorrichtung 4.
- Darüber hinaus verfügt sie über eine zentrale Regeleinheit 20, die die gesamte Anlage, d.h. die Gesamtvorrichtung 1 regelt und mit sämtlichen Sensoren sowie Stellelementen, insbesondere sämtlichen elektronischen und elektrischen Einheiten, der Gesamtvorrichtung 1 verbunden ist.
- Die Trocknungsvorrichtung 4 ist als Wälzbetttrockner 22 ausgebildet. Die Trocknungsvorrichtung 4 umfasst eine Trocknungskammer 3, in der die Waldhackschnitzel umgewälzt und dabei getrocknet werden. Die Waldhackschnitzel werden über einen Materialeinlass 14 , insbesondere von oben, in die Trocknungkammer 3 zugeführt und treten durch einen vorzugsweise am anderen Ende der Trocknungkammer 3 angeordneten Materialauslass 15 wieder aus der Trocknungkammer 3 aus.
- Eine Umwälzung der Waldhackschnitzel in der Kammer erfolgt durch die Wälzvorrichtung 7. Diese weist eine drehbar gelagerte und mittels eines Motors angetriebene Welle auf, die sich entlang der Längsrichtung, der AxialRichtung, der Trocknungkammer 3, vorzugsweise zentral, in dieser erstreckt und so angeordnet ist, dass die quer von der Welle 7 abstehenden Rührarme, vorzugsweise in der Form von Paddeln 8, sämtliche sich in der Kammer 3 befindlichen Waldhackschnitzel umwälzen können. Die Drehgeschwindigkeit ist variabel einstellbar und wird durch die Regeleinheit 20 vorgegeben und/oder kann manuell eingestellt werden.
- Damit das "Fließen" der Waldhackschnitzel vom Materialeinlass 14 zum Materialauslass 15 möglich ist, liegt die Trocknungkammer 3 und damit auch die Welle der Wälzvorrichtung 7 möglichst horizontal.
- Wie insbesondere in der axialen Ansicht der
Fig. 1b zu erkennen ist, weist die Trocknungskammer 3 einen zumindest in der unteren Hälfte Kreisbogenförmigen, vorzugsweise insgesamt einen vollständig kreisrunden Querschnitt auf. - Dadurch ist es möglich, dass die um die Welle 7 rotierenden Paddel 8 umfangsseitig jeden Bereich der Trocknungskammer 3 erfassen, zumindest jedoch in der unteren Hälfte der Trocknungskammer 3 Die Paddel 8 sind dabei an der Welle 7 winkelversetzt zueinander, beispielsweise mit einem 180° Versatz, und axial so nah aneinander angeordnet, dass sie auch in axialer Richtung möglichst jeden Bereich der Trocknungskammer 3 erfassen können.
- Die Trocknungskammer 3 weist einen Zwischenboden 23 mit Löchern 19 auf, sodass sich unterhalb der des Zwischenbodens 23 in der Trocknungskammer 3 ein unterer Raum 9 ergibt.
- Durch diese Löcher 19 fallen entsprechend kleine und schwere Partikel, meist die mineralischen Bestandteile der ungereinigten Waldhackschnitzel wie etwa Erde, Steine hindurch und werden über die Abfallöffnung 10 entsorgt, die über ein Verschlusselement 10a luftdicht verschließbar ist, um innerhalb der Trocknungskammer 3 einen gewünschten Luftdruck einstellen zu können.
- In diesen unteren Raum 9 wird Trocknungsluft 60 (Zuluft) über einen Lufteinlass 16 mittels eines Gebläses 2 eingeblasen, sodass sie sich im unteren Raum 9 verteilt und über die gesamte Fläche des Zwischenbodens 23 durch dessen Löcher 19 nach oben und durch die darauf lagernden Waldhackschnitzel 50 strömt und angereichert mit Feuchtigkeit die Trocknungskammer 3 durch den Luftauslass 17 als Abluft wieder verlässt.
- Vorzugsweise befindet sich der Lufteinlass 16 in einer Seitenwand des unteren Raumes 9, an dessen Boden sich die Abfallöffnung 10 befindet.
- Während dessen durchlaufen die über den Materialeinlass 14 eingebrachten Waldhackschnitzel 50 die Trocknungskammer 3 in axialer Richtung, indem sich der an der Stelle des Materialeinlasses 14 zunächst bildende Berg von Waldhackschnitzeln durch die Rührbewegung der Wälzvorrichtung 7 egalisiert und ein horizontales Niveau der Oberseite der Waldhackschnitzel 50 einstellt, welches ansteigt bis zur Höhe des dem Materialeinlass 14 gegenüber liegenden, am stirnseitigen Ende der Trocknungskammer 3 ausgebildeten, aufrecht stehenden Überlaufwehr 11.
- Sobald dieses Niveau überschritten wird, fallen Waldhackschnitzel über die Oberkante das Überlaufwehrs 11 und dem darüber somit gebildeten Materialauslass 15 aus der Trocknungskammer heraus.
- Um zu überprüfen, ob die die Trocknungskammer 3 verlassenden Waldhackschnitzel 50 den gewünschten Feuchtigkeitsgehalt besitzen, kann deren Feuchtigkeit direkt mittels eines Feuchte-Sensors 18b ermittelt werden, der sich nahe des Materialauslasses 15, vorzugsweise an der Innenseite des Überlaufwehres 11 nahe dessen Oberkante, befindet.
- Alternativ oder zusätzlich kann mittels eines Feuchte-Sensors 18a im Abluftkanal 12, der sich an den Luftauslass 17 anschließt, oder auch am oder nahe am Luftauslass 17 noch in der Trocknungskammer 3 die relative Luftfeuchtigkeit der Abluft 60 gemessen werden, und ebenso über einen Temperatur-Sensor 18e deren Temperatur.
- Abhängig von diesen Werten kann mittels der Regeleinheit 20 zum einen die Menge an über den Materialeinlass 14 eingegebenen Menge, also Masse, an Waldhackschnitzeln 15, pro Zeiteinheit und/oder die Menge an in die Trocknungskammer 3 eingeblasener Trocknungsluft 60 gesteuert werden.
- Die Zuluft zur Trocknungskammer 3 ist erwärmt und besitzt in der Regel eine Temperatur um die 70° C, wobei die Temperatur der Zuluft über einen Temperatur-Sensor 18c gemessen werden kann.
- Die Zuluft wird mittels einer Zuluft-Aufbereitungsvorrichtung 41 erwärmt, indem Luft in einem Wärmetauscher 25 erwärmt wird, der andererseits von einer Heizflüssigkeit durchströmt wird, die in einem Flüssigkeitskreislauf 24 zirkuliert und eben teilweise durch den Wärmetauscher 25 und dort die Luft in Kontakt mit den Rohrleitungen des Flüssigkeitskreislaufes 24 gerät.
- Der Temperatur-Sensor 18c befindet sich stromabwärts des Wärmetauschers 25, also zwischen dem Wärmetauscher 25 und dem Lufteinlass 16 der Trocknungskammer 4 oder in dem Lufteinlass 16.
- Zusätzlich wird über einen weiteren Temperatur-Sensor 18d die Temperatur der Heizflüssigkeit im Flüssigkeitskreislauf 24 unmittelbar stromabwärts des Wärmetauschers 25 ermittelt, die ebenfalls der Regeleinheit 20 gemeldet wird, damit das Gebläse 2 hinsichtlich seiner Leistung, insbesondere seiner Drehzahl, so gesteuert werden kann, dass in Abhängigkeit von der Temperatur der Heizflüssigkeit die Zuluft zur Trocknungsvorrichtung 4 möglichst immer die gleiche Temperatur besitzt.
- Die aus dem Materialauslass 15 der Trocknungsvorrichtung 4 austretenden Waldhackschnitzel 50 werden in einer nachgeschalteten Feststoff-Aufbereitungsvorrichtung 31 in unterschiedliche Fraktionen hinsichtlich der Größe der Partikel aufgetrennt mittels mehrerer in Durchlaufrichtung der Waldhackschnitzel 15 hintereinander, insbesondere untereinander angeordneter Siebstufen 26a, b, c.
- Die entsprechenden Siebe 26a, b, c sind direkt untereinander angeordnet, und dabei das oberste Sieb 26a mit dem größten Lochdurchmesser mit seiner Material-Zufuhrseite direkt unterhalb des Materialauslasses 15, sodass die daraus austretenden Waldhackschnitzel 50 direkt auf dieses oberste Sieb 26a fallen. Natürlich kann zwischen Materialauslass 15 und dem obersten Sieb 26a ein Abstand bestehen, jedoch ist dann irgendeine Art von Fördervorrichtung für die Waldhackschnitzel vom Materialauslass 15 zum obersten Sieb 26a notwendig, zumindest eine schräg abwärts gerichtete Rutsche.
- Auf dem obersten Sieb 26a bleiben - durch entsprechende Wahl der Lochgröße - nur solche Partikel liegen, die für den verkaufsfähigen Gutanteil 50b der Waldhackschnitzel 50 zu groß sind. Dieser Grobanteil 50a wird entsorgt, beispielsweise indem, wie hier dargestellt, am unteren Ende des schräg abwärts geneigten Siebes 26a eine entsprechende Förderschnecke oder eine andere Abtransportvorrichtung vorhanden ist.
- Die Siebe 26a, b, c sind vorzugsweise alle schräg abfallend angeordnet, so dass die hochliegende Seite die Material-Aufbringungsseite darstellt, und können stillstehende Siebe oder oszillierend angetriebene Rüttelsiebe sein, sodass am unteren freien Ende des jeweiligen Siebes der darauf verbleibende Anteil in einen Behälter herabfällt oder anderweitig entsorgt werden kann.
- Das unter dem ersten Sieb 26a befindliche zweite Sieb 26b besitzt eine solche Lochgröße, dass der darauf liegen bleibende Anteil der Waldhackschnitzel den Gutanteil 50b darstellt, der also die gewünschte Partikelgröße besitzt, welcher für das verkaufte Endprodukt dem Kunden zugesichert wird und in dessen Feuerungsanlagen handhabbar ist.
- Die durch dieses zweite Sieb 26b hindurchfallenden Partikel sind der Feinanteil 50c, der dieses Kriterium nicht mehr erfüllt, aber dennoch verwertet werden soll.
- Deshalb wird dieser Feinanteil 50c am Auslaufende des Siebes 26c einer Agglomerationsvorrichtung 6, hier in Form einer Schneckenpresse, zugeführt, in der der Feinanteil 50c verpresst wird zu einem Strang, der in Abschnitte einer definierten Länge geschnitten wird, sodass die so entstehenden Pellets 50c' ebenfalls der Größen-Spezifikation des verkaufsfähigen Gutanteils entspricht. Somit können die so erzeugten Pellets 50c' den auf dem zweiten Sieb 26b verbleibenden Gutanteil 50b zugemischt und mit verkauft werden.
- Die durch dieses dritte Sieb 26c durchfallenden Partikel bilden den Staubanteil 50d, der nicht verkauft wird, sondern in einem Behälter 13 oder anderweitig gesammelt und entsorgt wird.
- Um die Staubbelastung in der Feststoff-Aufbereitungsvorrichtung 31 zu minimieren, wird der durch dieses letzte Sieb 26c auf eine Sammelfläche herabfallende Staubanteil 50d dabei befeuchtet, um ein Schweben dieses Staubanteils 50d in der Umgebungsluft zu vermeiden.
- Dieser Staubanteil 50d kann anderweitig verwendet werden, sei es zur Kompostherstellung oder zur Verwendung in einer Biogasanlage, aus deren Abwärme vorzugsweise die Heizflüssigkeit stammt, die im Wärmetauscher 25 die Zuluft 60 erwärmt.
- Die über den Luftauslass 17 der Trocknungsvorrichtung 4 diese verlassende Abluft 60 wird über einen Abluftkanal 12 einer Abluft-Aufbereitungsvorrichtung 21 zugeführt, um die in der Abluft 60 enthaltenen Feststoff-Partikel von der Abluft zu trennen, bevor diese in die Umgebung entlassen wird.
- Die Abluft-Aufbereitung Vorrichtung 21 ist hier ein Zyklon 5, über dessen oberen Luftauslass 5a die gereinigte Abluft 60 abgeführt, insbesondere an die Umgebung abgeben, wird, während die gegenüber der Abluft 60 schweren Feststoffpartikel in dem Zyklon 5 nach unten sinken und über dessen unteren Auslass 5b den Zyklon 5 verlassen.
- Der Zyklon 5 ist höher positioniert als die Feststoff-Aufbereitungsvorrichtung 31, sodass die den unteren Auslass 5b des Zyklons verlassenden Partikel, in der Regel hinsichtlich ihrer Größe dem Feinanteil 50c und dem Staubanteil 50d angehörend, mittels Schwerkraft den zu siebenden, getrockneten Waldhackschnitzeln 50 wieder zugeführt werden, vorzugsweise jedoch nicht auf das oberste Sieb 26a gegeben werden, sondern auf das Sieb 26b, auf dem der Gutanteil 50b liegen bleiben soll oder sogar - bevorzugt - auf das dritte Sieb 26c, auf dem der Feinanteil 50c liegen bleiben soll.
- Dadurch werden die großen Fraktionen der Waldhackschnitzel nicht mehr zusätzlich mit abzutrennenden Feinanteilen und Staubanteilen belastet.
-
- 1
- Gesamtvorrichtung
- 2
- Gebläse
- 3
- Trocknungskammer
- 4
- Trocknungsvorrichtung
- 5
- Zyklon
- 5a
- Luftauslass
- 5b
- unterer Auslass
- 6
- Agglomerationsvorrichtung
- 7
- Wälzvorrichtung
- 8
- Paddel
- 9
- unterer Raum
- 10
- Abfallöffnung
- 10a
- Verschlusselement
- 11
- Überlaufwehr
- 12
- Abluftkanal
- 13
- Behälter
- 14
- Materialeinlass
- 15
- Materialauslass
- 16
- Lufteinlass
- 17
- Luftauslass
- 18a,b,c
- Sensor
- 19
- Loch
- 20
- Regeleinheit
- 21
- Abluft-Aufbereitungsvorrichtung
- 22
- Wälzbetttrockner
- 23
- Zwischenboden
- 24
- Flüssigkeits-Kreislauf
- 25
- Wärmetauscher
- 26a-c
- Siebstufe, Sieb
- 27
- Förderband
- 28
- Motor
- 29 30 31
- Feststoff-Aufbereitungsvorrichtung
- 41
- Zuluft-Aufbereitungsvorrichtung
- 50
- Festbrennstoff, WHS
- 50a
- Grobanteil
- 50b
- Gutanteil
- 50c, c'
- Feinanteil
- 50d
- Staubanteil
- 60
- Trocknungsluft, Zuluft, Abluft
Claims (20)
- Verfahren zum kontinuierlichen Bearbeiten von organischen Festbrennstoffen (50), die einen Staub-Anteil (50d) enthalten, insbesondere von Waldhackschnitzeln (50), durch Trocknen auf einen definierten Ziel-Wassergehalt und Entstauben mit folgenden Schritten:- kontinuierliches Zuführen von Festbrennstoff (50) in eine Trocknungsvorrichtung (4),- Trocknung des Festbrennstoffs (50) in der Trocknungsvorrichtung (4) mittels Einblasen von Trocknungsluft (60), die den Festbrennstoff (50) durchströmt, wobei der Festbrennstoff (50) während der Trocknung umgewälzt wird,- Abtrennen wenigstens eines Teiles des Staub-Anteiles (50d) vom übrigen Festbrennstoff (50),- Ausbringen des getrockneten Festbrennstoffs (50) aus der Trocknungsvorrichtung (4),dadurch gekennzeichnet, dass- als primäre Regelgröße die Zufuhrmenge an Festbrennstoff (50) pro Zeiteinheit in die Trocknungsvorrichtung (4) so gesteuert wird, dass als Zielgröße- die Temperatur der die Trocknungsvorrichtung (4) verlassenden Trocknungsluft (60) (Abluft) in einem vorgegebenen Ablufttemperatur-Zielbereich liegt, und zusätzlich- der, insbesondere automatisch, gemessene Wassergehalt des die Trocknungsvorrichtung (4) verlassenden Festbrennstoffes (50) in einem vorgegebenen Restwasser-Zielbereich liegt und/oder- die relative Luftfeuchtigkeit der abgeführten Trocknungsluft (60) (Abluft) in einem Abluftfeuchte-Zielbereich von 70-90 % liegt.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
der Restfeuchte-Zielbereich 13-19 Gewichts-%, besser von 14-18 Gewichts-%, besser von 15-16 Gewichts-%, beträgt
und/oder
der Ablufttemperatur-Zielbereich 30° bis 50 °C, besser 35° bis 40 °C, beträgt, insbesondere bei einer Zuluft-Temperatur von 65° bis 75° C, und insbesondere der Ablufttemperatur-Zielbereich in Abhängigkeit der vorliegenden Zuluft-Temperatur festgelegt wird. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die zugeführte Trocknungsluft (60) (Zuluft) von einem Flüssigkeits-Kreislauf (24) mit schwankender Temperatur und/oder schwankendem Heizflüssigkeits-Durchsatz pro Zeiteinheit erwärmt wird in einem Wärmetauschers (25) und die Zufuhrmenge pro Zeiteinheit an Trocknungsluft (60) zum Wärmetauscher (25) als sekundäre Regelgröße so gesteuert wird, dass- die Zuluft-Temperatur der in die Trocknungsvorrichtung (4) eingebrachten Trocknungsluft (60) (Zuluft) in einem Zulufttemperatur-Zielbereich liegt, der knapp, insbesondere 2° bis 5° C , unterhalb der Vorlauf-Temperatur der Heizflüssigkeit vor dem Wärmetauscher (25) liegtund/oder- die Rücklauf-Temperatur der den Wärmetauscher (25) verlassenden Flüssigkeit unterhalb einer Rücklauftemperatur-Obergrenze liegt, die 67°C, besser nur 64°C, besser nur 62°C, beträgt. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die Trocknungsvorrichtung mit Unterdruck betrieben wird um das Austreten von Feinstaub zu minimieren
und/oder
die relative Luftfeuchtigkeit der abgeführten Trocknungsluft (60) (Abluft) in einem Abluftfeuchte-Zielbereich von 80 - 90 % liegt.
(Entstauben + Fraktionieren) - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
der in dem getrockneten Festbrennstoff (50) enthaltene Feinanteil (50c) und Staubanteil (50d) extrahiert werden und- der Feinanteil (50c) zu größeren Feststoffeinheiten, insbesondere zu Pellets (50c'), agglomeriert werden, insbesondere verpresst werden,- der Staubanteil (50d) entsorgt wirdund/oder
der in dem Festbrennstoff (50) enthaltene Grobanteil (50a) extrahiert wird von dem verbleibenden Gutanteil (50b) - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die aus dem Feinanteil (50c) agglomerierten Feststoffeinheiten (50c') mit dem Gutanteil (50b) des getrockneten Festbrennstoffs (50) zusammengeführt werden und dabei insbesondere vermischt werden.
und/oder - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
der Staubanteil (50d) beim Extrahieren befeuchtet wird. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
der die Trocknungsvorrichtung (4) verlassende Festbrennstoff (50) zum Extrahieren von Feinanteil (50c) und Staubanteil (50d) wenigstens in zwei, besser in drei, Siebstufen (26 a-c) gesiebt wird, wovon- die letzte Siebstufe (26c) nur den Staubanteil (50d) hindurchfallen lässt und insbesondere eine Lochgröße von 3 mm im Sieb (26c) aufweist,- die vorletzte Siebstufe (26b) den Feinanteil (50c) aussiebt und insbesondere eine Lochgröße von 6 mm im Sieb (26b) aufweist,- die gegebenenfalls vorhandene drittletzte Siebstufe (26a) den hinsichtlich der Größe verkaufsfähigen Festbrennstoff (Gutanteil) aussiebt und insbesondere eine Lochgröße von 40 mm im Sieb aufweist, und- der durch die Siebstufe (26a) nicht hindurchfallende Grobanteil (50a) separiert wird. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
der in der Abluft (60) enthaltene Feinanteil (50b) und Staubanteil (50c) daraus, insbesondere mittels eines Zyklons (27), extrahiert wird und dem die Trocknungsvorrichtung (4) verlassenden Festbrennstoff (50) spätestens vor der vorletzten Siebstufe (26b) wieder zugeführt wird, insbesondere vor der ersten Siebstufe (26a). - Gesamtvorrichtung (1) zum kontinuierlichen Aufbereiten von organischen Festbrennstoffen, insbesondere von Waldhackschnitzeln, aufweisend:- eine Trocknungsvorrichtung (4) mit einer Trocknungskammer (3), die eine Umwälzvorrichtung umfasst, in der der Festbrennstoff (50) von Trocknungsluft (60) durchströmt wird,- eine Abluft-Aufbereitungsvorrichtung (21), in der Feststoffanteile von der Abluft getrennt werden- einer Feststoff-Aufbereitungsvorrichtung (31) stromabwärts der Trocknungsvorrichtung (4), in der der getrocknete Festbrennstoff (50) hinsichtlich der Größe seiner Partikel fraktioniert und behandelt wird.
- Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Trocknungskammer (3) in ihrem unteren Bereich, insbesondere in dem unteren Bereich ihrer Seitenwand, einen Lufteinlass (16) und in ihrem oberen Bereich, insbesondere in ihrer Oberseite, einen Luftauslass (17) für die Trocknungsluft (60) aufweist und in ihrem unteren Bereich einen Zwischenboden (23) mit Löchern (19), auf dem der zu trocknende Festbrennstoff (50) aufliegt, sodass die Trocknungsluft (60) durch die Löcher (19) nach oben in den Festbrennstoff (50) strömen kann
und/oder
die Trocknungskammer (3) eine stillstehende Kammer ist, in der eine rotierende Wälzvorrichtung (7) mit von der Rotationsachse abstehenden Paddeln (8) angeordnet ist, die den in der Trocknungskammer (3) befindlichen Festbrennstoff (50) umwälzt, und insbesondere einen Wälzbetttrockner (22) mit um eine horizontale Achse rotierender Wälzvorrichtung (7) aufweist und der Zwischenboden (23) in axialer Richtung der Wälzvorrichtung (7) betrachtet eine nach oben konkav gerichtete Krümmung aufweist entsprechend dem Flugkreis der Paddel (8). - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Trocknungsvorrichtung (4) ein Trommeltrockner ist und die Trocknungskammer (3) eine um eine horizontale Achse rotierende Trockentrommel mit Löchern (19) ist, die sich in einem umgebenden Gehäuse dreht, durch welches die Trocknungsluft (60) geführt wird und/oder
die stillstehende Trocknungskammer (3) oder das die Trocknungstrommel umgebende Gehäuse des Trommeltrockners an der Unterseite eine Abfallöffnung (10) aufweist, durch welche durch die Öffnungen (19) gefallenes Material abgeführt werden kann. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Trocknungskammer (3) einen Materialauslass (15) aufweist, dessen Unterkante durch ein aufrecht stehendes Überlaufwehr (11) für den Festbrennstoff (50) gebildet wird und ein Materialeinlass (14) an einem davon möglichst weit entfernten Punkt der Trocknungskammer (3) in deren oberen Bereich vorhanden ist
und/oder
der Luftauslass (17) für die Trocknungsluft (60) sich nahe des Materialauslasses (15) im oberen Bereich der Trocknungskammer (4) befindet.
(Feststoff-Aufbereitungsvorrichtung) - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Feststoff-Aufbereitungsvorrichtung (31) wenigstens zwei, vorzugsweise drei, Siebstufen (26a, b, c) mit entsprechenden Sieben (26a, b, c) umfasst, die insbesondere untereinander angeordnet sind und der den Materialauslass (15) verlassende Festbrennstoff (50) über eine Zufuhrvorrichtung der Feststoff-Aufbereitungsvorrichtung (31) zugeführt wird, und insbesondere sich die oberste Siebebene (26a) der Feststoff-Aufbereitungsvorrichtung (31) unterhalb des Materialauslasses (15) der Trocknungsvorrichtung (4) befindet
und/oder
die unterste, feinste Siebstufe (26c) nur den Staubanteil (50d) des Festbrennstoffs (50) durchlässt und insbesondere eine Lochgröße von maximal 3 mm im Sieb (26c) aufweist. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
der durch die unterste Siebstufe (26c) fallende Staubanteil vor dem Abfüllen in einen Behälter (13) befeuchtet wird
und/oder
die zweitletzte Siebstufe (26b) nur den Feinanteil (50 c) und den Staubanteil (50 b) hindurchfallen lässt und insbesondere eine Lochgröße von maximal 6 mm im Sieb (26b) aufweist, wobei der das Sieb (26b) nicht durchdringende Anteil des Festbrennstoffes der Gutanteil (50b) ist. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
der Feinanteil (50c), der nicht durch das letzte Sieb (26c) hindurchtritt, von einer Agglomerationsvorrichtung (6), insbesondere einer Schneckenpresse, zu Pellets (50c') verpresst wird
und/oder
der vorletzten Siebstufe (26b) eine drittletzte Siebstufe (26a) vorgelagert ist, die insbesondere eine Lochgröße von 40 mm im Sieb (26a) aufweist und von einem Grobanteil (50a) des Festbrennstoffes (50) nicht durchdrungen werden kann.
(Abluft-Aufbereitungsvorrichtung) - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Abluft-Aufbereitungsvorrichtung (21)- einen Feststoff-Abscheider, insbesondere einen Zyklon (5), umfasst mit einem oberen Luftauslass (5a), über den die Abluft (60) insbesondere in die Umgebung entlassen wird, und- einen unteren Auslass (5b) für die Feststoff-Anteile, der mit der Feststoff-Aufbereitungsvorrichtung (31) verbunden ist und die im Zyklon (5) abgeschiedenen Feinanteil (50c) und Staubanteil (50d) der drittletzten Siebstufe (26a) oder insbesondere der zweitletzten Siebstufe (26b) zuführtund/oder
die Gesamtvorrichtung (1) eine Zuluft-Aufbereitungsvorrichtung (41) aufweist, die umfasst- einen Wärmetauscher (25), in dem die Trocknungsluft (60) mittels eines Flüssigkeitskreislaufs (24) aufgeheizt wird, und- ein Gebläse (2), welches die Trocknungsluft (60) durch den Wärmetauscher (25) und in die Trocknungsvorrichtung (4) hinein transportiert, insbesondere durch die Löcher (19) in dem Zwischenboden (23) in den darauf liegende Festbrennstoff (50) hineinpresst. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Gesamtvorrichtung (1) eine Mischvorrichtung umfasst, um die Pellets (50c') mit dem Gutanteil (50b) zu mischen
und/oder
die Gesamtvorrichtung (1) eine elektronische Regeleinheit (20) zum Regeln der Gesamtvorrichtung (1) gemäß einem der vorherigen Verfahrensansprüche aufweist
und/oder
stromabwärts der Trocknungskammer ein Gebläse vorhanden ist, um das Innere der Trocknungskammer unter einem leichten Unterdruck zu halten. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die elektronische Regeleinheit- wenigstens einen Feuchte-Sensor (18b1, 18b2) umfasst, der die Feuchte des ihn umgebenden Festbrennstoffes (50) misst, der insbesondere an oder nahe dem Materialauslass (15), insbesondere an dem Überlaufwehr (11), und/oder an oder nahe dem Materialeinlass (14) angeordnet ist,und/oder- wenigstens einen Temperatursensor (18a1, 18a2) umfasst zum Messen des ihn umgebenden Festbrennstoffes (50), der insbesondere an oder nahe dem Materialauslass (15), insbesondere an dem Überlaufwehr (11), und/oder an oder nahe dem Materialeinlass (14) angeordnet ist,- wenigstens einen Temperatursensor (18c1, 18c2) umfasst zum Messen der Temperatur der Trocknungsluft, der insbesondere zwischen dem Wärmetauscher (25) und dem Lufteinlass (16) und/oder am oder im Abluftkanal (12) angeordnet ist,und/oder- wenigstens einen Temperatursensor (18d1, 18d2) umfasst zum Messen der Temperatur der Heizflüssigkeit, der insbesondere an der Vorlaufleitung und/oder an der Rücklaufleitung der den Wärmetauscher (25) durchströmenden Heizflüssigkeit angeordnet ist,und/oder- wenigstens einen Feuchte-Sensor (18e1, 18e2) umfasst, der die Luftfeuchtigkeit der Abluft (60) misst und insbesondere im Lufteinlass (16) und/oder im Abluft-Kanal (12) angeordnet ist,und- die Steuerung (20) Zugriff auf die Messergebnisse aller vorhandenen Sensoren besitzt und mit diesen in Daten-Austausch-Verbindung steht. - Gesamtvorrichtung (1) nach einem der vorhergehenden Vorrichtungsansprüche,
dadurch gekennzeichnet, dass
die Gesamtvorrichtung- ein Steuerelement zum Steuern der Zufuhrmenge an Festbrennstoff pro Zeiteinheit in den Materialeinlass (14) der Trocknungsvorrichtung (4) hinein umfasst,und/oder- ein Steuerelement zum Steuern der Zufuhrmenge an Trocknungsluft pro Zeiteinheit durch den Wärmetauscher (25) und damit in die Trocknungsvorrichtung (4) umfasst, insbesondere einen Drehzahlregler für das Gebläse (2),- ein Steuerelement zum Verändern der Größe der Löcher (19) in dem Zwischenboden (23) umfasst,und- jedes Steuerelement von der Steuerung (20) angesteuert werden kann.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015108742.1A DE102015108742B4 (de) | 2015-06-02 | 2015-06-02 | Verfahren und Vorrichtung zum Aufbereiten von organischen Festbrennstoffen, insbesondere Waldhackschnitzeln |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3121544A2 true EP3121544A2 (de) | 2017-01-25 |
| EP3121544A3 EP3121544A3 (de) | 2017-03-15 |
Family
ID=56550677
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16172425.7A Withdrawn EP3121544A3 (de) | 2015-06-02 | 2016-06-01 | Verfahren und vorrichtung zum aufbereiten von organischen festbrennstoffen, insbesondere waldhackschnitzeln |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3121544A3 (de) |
| DE (1) | DE102015108742B4 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107442413A (zh) * | 2017-08-18 | 2017-12-08 | 河南工业大学 | 一种粮食成品包装线上的振筛分散机 |
| CN113499980A (zh) * | 2021-07-21 | 2021-10-15 | 中国煤炭地质总局勘查研究总院 | 一种矿山开采用的分选设备 |
| CN113899193A (zh) * | 2021-09-24 | 2022-01-07 | 枣阳市旺前电泳涂料有限公司 | 一种便于电泳涂料湿膜进料的烘干装置 |
| CN113975345A (zh) * | 2021-10-27 | 2022-01-28 | 怀化市九天界生态农业科技有限公司 | 一种白芨生产加工装置 |
| CN115371406A (zh) * | 2022-08-09 | 2022-11-22 | 安徽凤阳赛吉元无机材料有限公司 | 一种白炭黑干燥设备及干燥工艺 |
| CN117450756A (zh) * | 2023-12-25 | 2024-01-26 | 山东中医药大学 | 一种中药材除菌脱水处理装置 |
| CN118819048A (zh) * | 2024-09-13 | 2024-10-22 | 新疆正通路桥工程有限公司 | 用于石英砂生产的除尘控制系统及方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107972153A (zh) * | 2017-12-26 | 2018-05-01 | 福建省邵武市兴宇炭业有限公司 | 一种木屑烘干装置 |
| CN108679979A (zh) * | 2018-05-17 | 2018-10-19 | 安徽吉乃尔电器科技有限公司 | 一种盘式干燥机 |
| CN109530204B (zh) * | 2018-09-29 | 2021-09-14 | 安徽省潜山县全丰农产品开发有限责任公司 | 一种基于瓜蒌子外表灰尘杂质清理去除装置 |
| CN110411192A (zh) * | 2019-08-08 | 2019-11-05 | 河北科技大学 | 一种新型型煤干燥装置 |
| CN111054624B (zh) * | 2019-12-18 | 2022-02-18 | 赣州深奥电子有限公司 | 一种用于贴片机台的异物分选收集装置 |
| CN112843949B (zh) * | 2020-12-21 | 2022-06-14 | 晋江市旺瓜食品有限公司 | 一种高效率连续性且加热均匀的食品加工用花生干燥流水线 |
| CN112648838B (zh) * | 2020-12-24 | 2022-03-04 | 江苏省镔鑫钢铁集团有限公司 | 一种高炉块矿烘干与筛分装置 |
| CN115218637A (zh) * | 2022-07-14 | 2022-10-21 | 宜兴市天石饲料有限公司 | 一种甜菜碱结晶用晶渣快速去除的烘干设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010094476A2 (de) | 2009-02-23 | 2010-08-26 | Allgaier Werke Gmbh | Trockner zum behandeln von gartenabfall |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB593924A (en) * | 1944-06-22 | 1947-10-29 | Leonard Smidth | Process of forming granulated aminoplast resin compositions and products so produced |
| DE1206771B (de) * | 1963-11-18 | 1965-12-09 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum Trocknen von Tabak oder aehnlichem Gut |
| DE1299237C2 (de) * | 1965-09-09 | 1976-03-11 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und vorrichtung zum trocknen von tabak |
| DE1901690A1 (de) * | 1969-01-15 | 1970-10-22 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum Trocknen von Tabak |
| DE2432848C2 (de) * | 1974-07-09 | 1984-01-26 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und Vorrichtung zum Trocknen von Tabak |
| DE2747232B2 (de) * | 1977-10-21 | 1980-05-08 | Fa. Wilh. Quester, 5000 Koeln | Regelungsverfahren zur kontinuierlichen Behandlung von Schüttgütern zur Veränderung ihrer physikalischen Eigenschaften |
| DE3223223A1 (de) * | 1981-07-07 | 1983-01-27 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Steueranordnung fuer trommeltrockner |
| AU713358B2 (en) * | 1996-02-20 | 1999-12-02 | Ein Engineering Co., Ltd | Resin material recovered from industrial wastes of plastic film, method and apparatus for recovering resin material from industrial wastes of plastic film |
| JP3713315B2 (ja) * | 1995-09-25 | 2005-11-09 | 泰壽 玉光 | 振動篩機及び該振動篩機を備えた塊状物破砕プラント車 |
| JP3891789B2 (ja) * | 2001-04-05 | 2007-03-14 | 株式会社クボタ | 造粒乾燥機 |
| US20080184589A1 (en) * | 2007-02-02 | 2008-08-07 | The Shivvers Group, Inc., An Iowa Corporation | High efficiency drier with heating and drying zones |
| PT2230477E (pt) * | 2009-03-10 | 2015-03-04 | Kronotec Ag | Instalação de secagem de aparas de madeira para secagem de aparas de madeira e processo associado de secagem de aparas de madeira |
| AT510487B1 (de) * | 2010-10-07 | 2012-09-15 | Mci Man Ct Innsbruck Internationale Hochschule Gmbh | Trocknungsverfahren und trocknungssystem |
| CN204035036U (zh) * | 2014-08-15 | 2014-12-24 | 中联重科股份有限公司 | 矿物分选装置及矿物加工生产系统 |
-
2015
- 2015-06-02 DE DE102015108742.1A patent/DE102015108742B4/de active Active
-
2016
- 2016-06-01 EP EP16172425.7A patent/EP3121544A3/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010094476A2 (de) | 2009-02-23 | 2010-08-26 | Allgaier Werke Gmbh | Trockner zum behandeln von gartenabfall |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107442413A (zh) * | 2017-08-18 | 2017-12-08 | 河南工业大学 | 一种粮食成品包装线上的振筛分散机 |
| CN113499980A (zh) * | 2021-07-21 | 2021-10-15 | 中国煤炭地质总局勘查研究总院 | 一种矿山开采用的分选设备 |
| CN113899193A (zh) * | 2021-09-24 | 2022-01-07 | 枣阳市旺前电泳涂料有限公司 | 一种便于电泳涂料湿膜进料的烘干装置 |
| CN113975345A (zh) * | 2021-10-27 | 2022-01-28 | 怀化市九天界生态农业科技有限公司 | 一种白芨生产加工装置 |
| CN115371406A (zh) * | 2022-08-09 | 2022-11-22 | 安徽凤阳赛吉元无机材料有限公司 | 一种白炭黑干燥设备及干燥工艺 |
| CN117450756A (zh) * | 2023-12-25 | 2024-01-26 | 山东中医药大学 | 一种中药材除菌脱水处理装置 |
| CN117450756B (zh) * | 2023-12-25 | 2024-02-23 | 山东中医药大学 | 一种中药材除菌脱水处理装置 |
| CN118819048A (zh) * | 2024-09-13 | 2024-10-22 | 新疆正通路桥工程有限公司 | 用于石英砂生产的除尘控制系统及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3121544A3 (de) | 2017-03-15 |
| DE102015108742A1 (de) | 2016-12-08 |
| DE102015108742B4 (de) | 2019-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102015108742B4 (de) | Verfahren und Vorrichtung zum Aufbereiten von organischen Festbrennstoffen, insbesondere Waldhackschnitzeln | |
| DE102008046299B4 (de) | Verfahren und Vorrichtung zum Trocknen von Biomasse | |
| DE69501426T2 (de) | Verfahren zur Vorbereitung einer Mischung aus Bodenasche und Flugasche | |
| DE102009059971B4 (de) | Vorrichtung zum Lagern, Bearbeiten und Austragen von schwer fliessenden Schüttgütern | |
| DE102009016470A1 (de) | Verfahren und Anlage zur Herstellung von Pellets aus Biomasse in einer Pelletierpresse zur Verwendung als Brennmaterial in Feuerstellen | |
| EP3317601B1 (de) | Verfahren und anlage zum aufbereiten und trocknen von festen kleinstückigen materialien | |
| DE2308786A1 (de) | Verfahren und vorrichtung zum trocknen von granuliertem material | |
| DE102011114232A1 (de) | Verfahren und Anlage zur Verwertung von Biomasse | |
| DE102007010070A1 (de) | Vorrichtung zur Behandlung von Hausmüll oder hausmüllähnlichem Abfall | |
| EP3535203B1 (de) | Silo, verfahren zum begasen von schüttgut | |
| DE102013107983A1 (de) | Pelletierungsvorrichtung und Verfahren zur Herstellung von Pellets | |
| DE102006061340B3 (de) | Verfahren und Einrichtung zum Herstellen von Holzpellets sowie Einrichtung zum Trocknen | |
| DE102020000818A1 (de) | Verwertung von ausgefaultem Klärschlamm in einer Wirbelschichtanlage | |
| DE102017120043C5 (de) | Anlage und Verfahren zur Herstellung von beleimten Pflanzenpartikeln | |
| WO2008083703A1 (de) | Verfahren zum trocknen von festen und/oder flüssigen abfallstoffen | |
| DE202013101746U1 (de) | Trockner zum Trocknen von Trocknungsgut mittels warmer Trocknungsluft | |
| EP2395306A2 (de) | Verfahren und Vorrichtung zur Trocknung von Fasergut, insbesondere Holzhackschnitzeln | |
| DE2245828C3 (de) | ||
| DE102017104431B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Einstreumaterials aus Waldhackschnitzeln für einen Stall, Einstreumaterial und Verwendung eines definierten Feinanteils von Waldhackschnitzeln als Einstreumaterial für einen Stall | |
| EP3640572A2 (de) | Verfahren und vorrichtung zur trocknung von feuchtem holz und dergleichen mit verbesserter abgasqualität | |
| EP1704375B1 (de) | Verfahren und vorrichtung zum trocknen eines insbesondere flüssigen oder past sen trockengutes | |
| DE8424789U1 (de) | Trenneinrichtung zum thermischen Trennen von Substanzgemischen | |
| DE102013107981A1 (de) | Biomasseverarbeitungsvorrichtung und -verfahren | |
| DE102017009465B4 (de) | Einrichtung zur Aufbereitung von Biomasse | |
| DE2401809C3 (de) | Verfahren zum Entwässern von zerkleinertem, feuchtigkeit- und zuckerhaltigem Gut, insbesondere Viehfuttergranulat, und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F26B 21/10 20060101ALI20170206BHEP Ipc: F26B 17/20 20060101ALI20170206BHEP Ipc: F26B 21/08 20060101ALI20170206BHEP Ipc: B07B 1/12 20060101ALI20170206BHEP Ipc: F26B 25/22 20060101ALI20170206BHEP Ipc: F26B 3/06 20060101AFI20170206BHEP Ipc: F26B 25/04 20060101ALI20170206BHEP |
|
| 17P | Request for examination filed |
Effective date: 20170714 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ECOLOHE AG |
|
| 17Q | First examination report despatched |
Effective date: 20180308 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180719 |