EP3010812B1 - Machine d'emballage et procédé - Google Patents
Machine d'emballage et procédé Download PDFInfo
- Publication number
- EP3010812B1 EP3010812B1 EP14736659.5A EP14736659A EP3010812B1 EP 3010812 B1 EP3010812 B1 EP 3010812B1 EP 14736659 A EP14736659 A EP 14736659A EP 3010812 B1 EP3010812 B1 EP 3010812B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- filling
- open
- packaging machine
- collecting tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 29
- 238000012856 packing Methods 0.000 title description 21
- 238000005429 filling process Methods 0.000 claims description 61
- 238000006073 displacement reaction Methods 0.000 claims description 35
- 239000000428 dust Substances 0.000 claims description 31
- 238000004806 packaging method and process Methods 0.000 claims description 28
- 238000005303 weighing Methods 0.000 claims description 24
- 239000013590 bulk material Substances 0.000 claims description 9
- 238000010410 dusting Methods 0.000 claims description 9
- 230000001419 dependent effect Effects 0.000 claims description 4
- 239000003570 air Substances 0.000 description 72
- 239000000945 filler Substances 0.000 description 71
- 239000000463 material Substances 0.000 description 10
- 238000011161 development Methods 0.000 description 6
- 230000018109 developmental process Effects 0.000 description 6
- 230000001914 calming effect Effects 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000007664 blowing Methods 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000012080 ambient air Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 229920002774 Maltodextrin Polymers 0.000 description 1
- 239000005913 Maltodextrin Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 229940035034 maltodextrin Drugs 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 238000004260 weight control Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/06—Methods of, or means for, filling the material into the containers or receptacles by gravity flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/28—Controlling escape of air or dust from containers or receptacles during filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/007—Guides or funnels for introducing articles into containers or wrappers
Definitions
- the present invention relates to a packing machine and a method for filling dusty products such as bulk goods in open sacks.
- packing machines can be supplied with prefabricated open sacks or the open sacks are produced continuously or discontinuously in the packing machine itself or in an upstream device.
- Packing machines, in which open sacks are formed from tubular films, are also called Form-Fill-Seal (FFS) systems.
- FFS Form-Fill-Seal
- the bulk material to be filled is taken from a product supply and introduced through a filler neck into the open sack which is attached for filling.
- air escapes from the open bag to be filled, whereby dusty product is also entrained.
- a suction takes place, wherein the extracted air is supplied to a dust filter.
- dust filters usually consist of depth filters, in which often multi-layered fiber filters are arranged one above the other. If the bulk material to be filled is changed in such packing machines, then different material accumulates in the depth filter, so that no clean-sorted material is recovered when cleaning the dust filter, but a mixed product, which must be discarded.
- a disadvantage of such a device is that constantly large amounts of ambient air from the environment of the hopper must be extracted. This requires a high energy requirement. In addition, the equipment required is large, since large amounts of exhaust air must be processed.
- the packing machine according to the invention is used for filling dusty products such as bulk materials in open sacks by means of at least one filling operation.
- the packing machine comprises a control device and a weighing device for weight-dependent control of the filling process. It is a product supply and at least one metering z. B. provided for conveying the product. The product passes through a filler neck in the prepared for the filling process or appended offensive bag.
- the filler neck is connected to a collecting container via at least one such flow connection, that a pressure surge occurring during a filling operation is used for the transfer of at least part of a introduced into the open bag and dusting product comprising displacement air into the sump to in the sump in a filling process out of the open bag displaced and the dusty Take product contained displacement air and calm and deposit a dust content of the displacement air at least partially in the collection container as a deposited product.
- the packing machine according to the invention has many advantages. A considerable advantage of the packing machine according to the invention is that the expenditure on equipment can be reduced.
- the displacement air passes in particular passively and preferably substantially without and particularly preferably without any further use of energy into the collecting container, where a substantial part of the dust content in the displacement air settles and settles.
- the displacement air is transported via the pressure surge generated during the filling process. Characterized in that the bulk material or the product is introduced at high speed into the open sack, there is an overpressure in the form of a pressure surge, the air possibly already present in the open sack together with introduced air and a certain amount of dust relatively quickly and possibly even abruptly repressed. Due to the local overpressure, the escaping displacement air is passively pumped into the collecting space, where the dust content can settle.
- the sump has a flow opening or channel to the environment.
- the displacement air entering the collecting container from the open sack can displace the air present there to the outside.
- a dust filter or the like may be provided at the flow opening to the surroundings.
- the sump could be formed by at least one upwardly extending tube.
- the tube could be provided with a controllable closure, which optionally supplies the settled product directly to the open mouth to be filled at a lower engine power or z.
- the reservoir extends annularly in particular around the upper part of the filler neck completely or partially around.
- the collecting container is connected to a downstream product conveyor in order to discharge the product deposited in the collecting container by means of the downstream product conveyor.
- the collecting container is connected to the downstream product conveyor via at least one line.
- the sump is disposed between the filler neck and a product conveyor.
- an intermediate container is provided.
- the metering device preferably conveys the product from the product supply into the intermediate container.
- the intermediate container is preferably equipped with a controllable closure unit.
- a filler neck is arranged downstream of the intermediate container.
- the product received in the intermediate container can in particular be fed in a controlled manner to the filler neck.
- the or at least one product conveyor is preferably provided to intermittently remove a portion of the deposited product from the sump and, in particular, to recycle it to the sump.
- the operation of the product conveyor can be intermittent. It is also possible that the product conveyor is operated only as required or when needed. It is preferred that the product conveyor is operated periodically. For example, the product conveyor may be operated after each filling operation or after every second, third or fourth filling operation or any other number of filling operations, in the meantime settling in The product deposited in the collecting container can be returned to the intermediate container or, for example, also to the product supply. It is also possible that the intervals between the operation of the product conveyor are irregular. It is also possible to operate the product conveyor continuously or clocked during a filling.
- the product deposited in the collecting container is fed to the intermediate container with the product conveyor.
- At least one sensor is provided on the product conveyor and / or the collecting container, which sensor detects a measure of the amount of deposited product.
- This sensor can be any sensor.
- a separate weight sensor or fill level sensor to be provided on the collecting container which emits a signal at least when the product quantity stored there reaches or exceeds a predetermined level.
- the weighing device is used to determine a measure of the amount of deposited product. This is possible, for example, if the collecting container is also weighed by the weighing device, so that after the filling process has been completed, a new tare weight is determined, from which it is also possible to deduce the deposited quantity.
- the product conveyor is preferably connected to the intermediate container to supply the deposited product to the intermediate container.
- the collecting container may in particular be connected directly to the filler neck, so that the flow connection is predominantly or completely formed by a transfer opening between the filler neck and the collecting container.
- the transfer opening is in any case preferably dimensioned so large that the pressure surge occurring during the filling process ensures sufficient transfer of the displacement air.
- the flow connection may also include or be formed substantially from a flow channel.
- a flow channel a ratio of a free and in particular maximum free diameter of the flow channel to a length of the flow channel of greater than 1:20. In particular, this ratio is greater than 1:10 and preferably greater than 1: 5.
- a flow channel comprises a plurality of subchannels, then a free diameter of the flow channel is understood to be a fluidically equivalent diameter.
- the aerodynamically equivalent diameter is calculated from the sum of all sub-channels and not just from the diameter of a sub-channel.
- a ratio of a free cross section of the flow channel to a free cross section of the filler neck is in particular greater than 1: 8 and preferably greater than 1: 6 and particularly preferably greater than 1: 4. If a flow channel comprises a plurality of subchannels, then a free cross section of the flow channel is understood to be a fluidically equivalent cross section. An aerodynamically equivalent cross section is formed or calculated from the sum of all subchannels and not only from the cross section of a subchannel.
- the collecting container has a calming volume.
- the ratio of a volume of an offensive bag to be filled to the settling volume is less than 20: 1 and preferably less than 10: 1 and particularly preferably less than 5: 1.
- the calming volume of the collecting container may be variable in size.
- a dedusting device is preferably provided.
- the dedusting device is preferably provided for dedusting in the outer region of the filler neck to dust the ambient air on the outside of the hanging on the filler neck opening bag. This can be sucked through leaks escaping dust to meet the required or desired environmental impact.
- the filler neck is preferably made telescopic, so that leaks may occur at the junction.
- the dedusting can considerably be performed weaker than in the prior art, since only a much lower proportion of air must be dedusted, since the pressure surge in the sump can degrade.
- the venting performance of the dedusting device can be halved, quartered or even reduced to 1/8 or more without sacrificing cleanliness.
- the filler neck has a central product supply and at least one in particular lateral air discharge.
- the filler neck is used both for supplying the product and for discharging the air contained in a simple manner.
- the filler neck is connected on the one hand to the supplied product and on the other hand to the sump.
- the collecting container is connected to the environment via at least one tube device or a displacement container.
- the tube device in particular designed as a tube or hose, extends upright.
- the tube may be vertical, but may also be provided inclined to the vertical.
- the tube may be formed linear, but may also have bends and / or turns.
- the tube limits a displacement volume.
- the displacement volume is at least one-tenth and in particular at least a quarter of the volume of the collecting container, wherein in principle applies: the larger the better.
- the tube has a displacement volume which substantially corresponds to the volume of an openable bag to be filled.
- a suitable closure and in particular a filter and preferably a simple filter is provided.
- Such a filter also avoids that foreign objects, dust or other materials get into the interior of the collecting container from the environment.
- Such a filter may also be provided as wire mesh or wire mesh or the like.
- a tube extending upright from the sump has the advantage of providing a displacement volume.
- dusty air enters the Collecting container, so this dust-containing air displaces the existing air in the displacement volume in the upright extending tube to the outside.
- this air has no dusty product or at least almost no dusty product, so that the environment remains largely clean. Residual dust particles are retained by the mentioned filter.
- the dust-containing air in the upright pipe as well as in the collecting tank can calm down so that the dust content contained settles downwards. Due to the upright orientation of the tube, the dust portion falls down and / or slides down the tube.
- the flow resistance of the filter can be reduced by actively discharging the air to prevent pressure build-up and escape of air through the filling system.
- control device is in particular configured and designed to control the metering device in dependence on the signals of the weighing device.
- the filling process is carried out as a gross weighing process or as a net weighing process.
- the metering is initially operated time-controlled or volumetrically and only then works weight controlled, for example in the fine stream.
- the weighing device is adapted to weigh a filling system.
- the filling system comprises at least the filler neck, so that a bag attached thereto is also weighed in order to carry out a filling process in the gross method.
- the filling system also includes the collecting container, so that the collecting container is weighed with.
- the first filling operation causes dust-containing product to settle in the collecting container during the filling process and after the end of the filling process, which product is weighed.
- a new tare weight can be determined and used for the second filling process, so that the second filling process begins Weight accuracy can be significantly increased.
- an empirical value for correcting the filled quantity can be used for the first filling process.
- the collecting container is received decoupled from the filler neck.
- a flexible hose or the like may be provided, which leads to a weight decoupling of the collecting container from the filler neck.
- a telescopic connection in which two telescopic parts are accommodated in one another and guide the air flow.
- the weight is determined exactly at each filling in the gross method. Extruded air displaced from the open bag and containing the product will not cause any weight degradation as the product portion in the collection box is picked up separately and not weighed.
- control device is set up and designed to operate the metering element in a time- or volume-controlled manner.
- a considerable part of the product to be filled during a filling process can first be collected in the intermediate container.
- the contents of the intermediate container can be emptied through the filler neck.
- the controllable closure unit is closed, for example, even before attaching a new offensive bag product can be promoted in the intermediate container, so that the filling process can be accelerated overall. For example, 80% or 90% of the planned total amount can be collected in the intermediate container, so that after opening the controllable closure unit only a fine flow must be passed into the open bag.
- the exact weight of the pre-filled in the intermediate container product must not be known, since empirical values of the density can be deduced.
- the intermediate container is firmly connected to the product supply.
- the Intermediate tank is preferably designed only for receiving a portion of the amount of product to be filled during a filling operation.
- the product supply can have only 80%, 90% or even 50% of the volume occupied by a ready-filled open sack.
- the intermediate container is not part of the weighed system or the filling system.
- the weighing device is adapted to weigh the intermediate container, in particular to perform a filling process in the net method.
- the weighed system or the filling system practically consist only of the intermediate container.
- the contents of the intermediate container are emptied through the filler neck into the attached open sack.
- the deposited product as a whole or a part of the deposited product is conveyed from the collecting container into the intermediate container. This amount is registered by the weighing device, so that an exact amount is weighed again at the next weighing process.
- the settling product quantity in the intermediate container can also be taken into account in each case.
- empirical values and, in the case of further filling processes, the previous preceding weight value or an average value can be used.
- At least one blowing device is provided in order to inflate the opening bag at the beginning of the filling process.
- air is initially introduced into the open-sack with such a blowing device, which must later be retrieved again, such a method offers considerable advantages, since, for example, drapery on the sack wall can be avoided.
- drapery on the sack wall can be avoided.
- Such a drape may result in lighter materials that do not fully deploy the sack and so overall only less dusty Product can be filled into the open bag, so there is a risk that the open bag overflows or can not absorb the entire product quantity. Inflating the offensive bag before starting the filling process helps to avoid such problems.
- the filler neck is provided telescopically and can be brought into an extended filling position and a retracted removal position.
- a telescoping filler neck it is possible that the filler neck is retracted to decrease the filled offensive bag, for example, so that no dust-laden air escapes when removing the filled bag.
- the filler neck is retracted to decrease the filled offensive bag, for example, so that no dust-laden air escapes when removing the filled bag.
- a small gap is provided between the telescoping parts of a telescoping filling nozzle, through which dust-laden air can escape to the outside.
- a dedusting device is preferably provided on the filler neck in such embodiments.
- the capacity of such dedusting can be considerably smaller than in conventional systems, since only a relatively small air flow with a low dust load must be dedusted. The dust content contained here can be discarded because it is only a small mass fraction.
- there is a post-treatment of the discharged air flow In principle, however, such a post-treatment is generally worthwhile only if processing takes place simultaneously for several filling nozzles.
- At least one compression device is provided.
- a compacting device can act on the bag during the filling process and / or after the end of the filling process in order to compact the bottled product present therein.
- a compression device is designed as a floor vibrator, which can be moved from below to the open bag.
- the Bodenrüttler can be temporarily introduced from below during a filling process to the Offensack to the to compact already bottled material.
- the bottom vibrator is brought to the open bag only after the end of the filling process or during the entire filling process, for example when filling in the net process.
- a vacuum lance or vibrating bottle or the like from above through the filler neck dips into a trailing open bag to compact the product present there.
- the inventive method is used for filling dusty and especially slightly dusty products such as bulk materials in open-mouth bags. For example, it may be used to fill maltodextrin and other dust-prone foods or other products where product purity is desired.
- the filling takes place by means of a filling process on a packaging machine.
- the filling process is controlled by weight with a control device and a weighing device. With at least one metering product is metered controlled from a product supply product and z. B. promoted.
- the product passes through a filler neck in the attached open bag.
- the pressure surge occurring during a filling process is used to guide and calm the displacement air contained in the open sack via a flow connection from the filler neck to a sump, so that the dust content of the displacement air settles at least partially in the sump as a deposited product .
- the method according to the invention also has many advantages, since it allows a simple way of effective filling and reuse of the deposited product.
- the deposited product is removed intermittently.
- the filling process can be carried out according to the gross method or the net method. In all embodiments, a portion of the amount to be filled could first be filled into an intermediate container.
- FIG. 1 is a highly schematic side view of a packaging machine 1 according to the invention shown, which has a frame 40.
- the packing machine 1 is used to fill open-top open sacks 3 with dusty products 2 or a dusting bulk material.
- the packaging machine 1 can be supplied prefabricated open sacks 3. It is also possible and preferred that the packing machine 1 is designed as a so-called FFS system and generates in an integrated or upstream device open sacks 3 from a continuous tubular film web or from a flat film web.
- the direct production of the open sacks 3 on the packaging machine 1 has the advantage that in each case an optimal length of the open sacks 3 can be generated, which can be adjusted even during operation.
- An open bag 3 to be filled is attached to the filler neck 11 of the packing machine 1 before the filling process starts.
- a Control device 4 is used to control the filling process and the operation of the packaging machine. 1
- a product supply 5 or a silo is provided, which here stores a larger amount of product 2 to be filled.
- the product quantity in the product supply 5 here suffices for the filling of a plurality of open sacks 3.
- the product supply 5 is followed by at least one dosing device 6, which conveys product 2 away from the product supply 5 and conveys it here to the intermediate container 7.
- two metering members 6 are provided, both of which are each formed here as a screw conveyor.
- One of the metering 6 is used for the coarse flow, while the other and here in the drawing behind and therefore not visible second metering 6 is used to promote the fine flow.
- the metering member 6 and the metering 6 here the intermediate container 7 is connected downstream, which serves to receive a portion 9 of the amount to be filled 10 here.
- the volume of the intermediate container 7 and the used volume of the intermediate container 7 is so dimensioned that it is smaller than the volume of a filled in an open bag 3 amount 10.
- In the intermediate container is here z. B. promoted the coarse flow rate.
- the intermediate container 7 has at the lower end to a closure unit 8, which is controllable by the control device 4.
- a closure flap can be used there.
- the intermediate container 7 of the filler neck 11 is arranged downstream, which is telescopic here to allow lowering into the filling position and lifting in the removal position.
- the filler neck 11 is part of the weighed system or the filling system 13, so that the appended to the filler neck 11 bag 3 is weighed in a weighing operation with the weighing device 12.
- a filling process according to the gross method is made possible in which, after deduction of the known weights of the filling nozzle and the other components of the filling system, the previously filled weight of the product 2 remains in the open-mouth bag 3 as a measurement result. This allows accurate control of the weight being filled.
- FIG. 1 the filler neck 11 is shown in the filling position 20, in which the filler neck 11 is inserted from above into the open offense bag 3.
- the filler neck 11 leads the product 2 brought up from above down into the open sack 3.
- the filler neck 11 in addition to the central product supply lateral air discharge lines 19 through which the displaced during the filling process from the open bag 3 via the flow connection 21 air or displacement air in the settling volume 15 and the displacement volume 27 is derived.
- the collecting container 14 is positioned here by means of a flexible hose as a flow channel 33 weight-decoupled from the filler neck 11.
- the flow connection 21 with the flow channel 33 is dimensioned such that the displacement air from the bag 3 passively occurring through the pressure surge occurring during the filling process is automatically transferred to the collection container 14. This means that the flow resistance is so low that a passive transmission and transfer of the displacement air is ensured in the sump 14.
- the dimensions of the flow connection 21 are selected such that the flow resistance is passively overcome by the pressure surge occurring during the filling of the product into the open sack. An active promotion is not necessary. This saves a lot of energy.
- the cross section of the flow channel 33 is preferably greater than 1/4 and in particular greater than half the cross section of the filler neck 11.
- the cross section of the flow channel 33 is particularly preferably about as large as a cross section of the filler neck and may also be larger.
- a width 21a of the flow connection is about as large as a width 11a of the filler neck.
- the width 21a is preferably greater than 1/4 of the width 11a of the filler neck.
- the width 21a of the flow connection is between about 1/2 of the width of the central product inlet 18a and the width 11a of the filler neck and 2 times the width of the central product inlet 18a or the width 11a of the filler neck.
- the flow channel 33 is made as short as possible to minimize flow losses.
- the specified dimensions ensure a reliable and passive promotion of the displacement air in the sump. As a result, a large part of the entrained in the displacement bulk material can be recovered sorted and continue to be used. In addition, the energy required for dedusting decreases.
- the flow channel 33 preferably drops steeply from the separation opening in the direction of the collecting container 14 in order to reduce the accumulation of product in the flow channel or to discharge it into the collecting container 14.
- the intermediate container 7 is weighed separately. Then can be used for the flow connection 21 as a flow channel 33, a rigid tube or a flexible hose, since a weight decoupling at this point is no longer required.
- the collection container 14 is shown here only schematically by its size and has a calming volume 15 for the displaced from the openable bag 3 to be filled air volume.
- the collecting container 14 at the lower end has a controllable closure 23, which can be opened automatically or manually if necessary. But it is also possible that the collecting container 14 is formed open at the bottom, so that the collecting container 14 opens into the line 34 without further closure.
- the deposited product collects.
- the deposited product 16 may be drained from the sump 14 as needed or at regular intervals.
- a product conveyor 17 serves to derive the deposited product 16, a product conveyor 17.
- the product conveyor 17 may be designed basically arbitrary. For example, it is possible that in the conduit 34, for example, a flexible screw is arranged, which directs the deposited product 16 through the line 34 up here and finally back into the intermediate container 7. However, any other type of product conveyor is also possible.
- the product conveyor 17 is not operated continuously, but preferably at periodic or irregular intervals.
- a sensor may be provided which detects a measure of the amount of deposited product and when exceeding a predetermined value of the control device 4 is a signal, so that the control device 4 ensures that a part or the entire deposited product 16 is conveyed away.
- the collecting container 14 is connected via a pipe 25 with the environment 26 in connection. Within the tube 25, a displacement volume 27 is present. The displacement volume 27 is displaced out of the tube 25 to the outside into the environment when the air displaced from the open bag 3 passes into the collecting container 14. Since the air in the displacement volume 27 has time to settle, the dusty product settles there and is collected on the bottom of the collection container 14.
- the settling volume 15 and / or the displacement volume 27 can be made variable in size as a function of the bag volumes to be filled and / or the floating behavior of the dusting product.
- a filter 28 may be provided at the end of the tube 25.
- a sensor 37 may be present for the level of the product 2 filled there. This allows a volume-controlled pre-filling of the intermediate container 7 for the coarse flow.
- the respective product drop height is relatively low, so that only a small amount of air is added to the product 2. This ensures a faster filling process.
- the compression device 30 which is embodied here as Bodenrüttler 31, be brought from below to the sack bottom to compress there existing in the open-mouth bag 3 2.
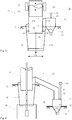
- FIG. 2 shows a schematic cross section of the filler neck, for example, in the packaging machine 1 after FIG. 1 is used.
- an open bag 3 is shown attached.
- the product stream 36 reaches down into the open sack 3.
- the introduction of the product stream 36 takes place in a central section or along the central product feed 18.
- air discharges 19 are provided laterally here, through which the air displaced upwardly from the open sack is discharged.
- an open-mouth bag is received with its open-topped end close to the filler neck 11 in order to avoid the escape of dust-laden air to the outside.
- the deduced dust-containing air is guided in the lateral air discharges 19 and introduced into the collecting container 14. From the open bag 3 exiting air 35 is indicated by an arrow.
- shutter flaps 29 are located, which allow at least one trickle-tight closure of the filler neck 11 to ensure after the end of the filling process a sack change without contamination of the packing machine by Rieselgut.
- Fig. 2 For example, dimensions 11a, 18a, and 21a are shown relative to one another in this preferred embodiment.
- the width 21a of the flow connection is here slightly larger than the width 11a of the filler neck, which is greater than the width 18a. Due to the generous dimensions of the dimensions and cross sections, an efficient passive promotion of the displacement air is achieved.
- FIG. 3 shows another embodiment of a cross section of the filler neck 11 for the packaging machine 1 according to FIG. 1 ,
- the filler neck 11 is firmly connected to the sump 14, so that in addition to the filler neck 11 and the sump 14 is part of the filling system 13 and the weighed system.
- This settling product quantity 16 can in principle lead to a systematic measurement error or weight error of the filled open sacks, if it has not previously been considered. Therefore, in the case of a first filling process, an empirical value for the expected settling product quantity 16 is set, and in the case of the following filling operations, the measured values which result after the acceptance of a filled open bag 3 are used.
- the deposited product 16 can be determined and in the following filling process, a corresponding amount more is filled in the open bag 3 after zeroing.
- FIG. 3 the telescopic filler neck 11 can be seen. Between the telescoping parts of the filler neck, a gap 39 can be seen, which is shown here greatly simplified.
- dedusting 22 is provided there. For the dedusting only relatively little air is sucked off, so that the dedusting can be made considerably smaller than in the prior art.
- the displaced from the open-mouth bag 3 during the filling and dust-laden air is introduced via the lateral air discharge lines 19 along the air flow 35 via the flow connection 21 into the collecting container 14.
- the collecting container 14 is connected to the environment 26 via a pipe 25 and a filter 28 at the end of the pipe 25.
- the width 21a of the flow connection preferably corresponds to the contact surface between the filler neck 11 and the collecting container 14.
- the filler neck 11 has a width 11a which is greater than the width 18a, which in turn is greater than the width 21a of the flow connection.
- the width 21a of the flow connection is here greater than 1/4 or even 1/2 of the width of the filler neck 11a. The same applies to the flow cross sections, so that the flow cross section of the flow connection is greater than 1/5 and preferably greater than 1/3 or 1/2 of the flow cross section of the filler neck 11.
- a calming volume 15 is present in the sump 14.
- the settled product 16 can be discharged through a connected line. If necessary, a controllable closure 23 is provided at the bottom of the collection container 14.
- FIG. 4 shows a further embodiment of a filler neck 11 for a packing machine FIG. 1 ,
- the filler neck is weighed together with an attached bag 3 in gross procedures.
- a weighing device is also provided as a sensor 38 on the collecting container 14.
- the weight sensor 38 detects the weight of the collecting container 14, so that the amount of the deposited product 16 can be detected.
- a flexible hose is provided as a flow channel 33 between the filler neck 11 and the collecting container 14.
- the flexible hose may extend over the entire length or only a portion. Again, the conditions mentioned for the dimensions and flow cross sections apply.
- a tube 25 with a displacement volume 27 can be provided on the collecting container 14.
- the end is again provided with a filter 28. If the sump 14 is sized large enough, it may be possible to dispense with the tube 25.
- a vacuum lance 32 is shown as a compression device 30, which can dip during the filling process or after the end of the filling process from above into the open bag 3 to vent the interior of the open bag 3.
- FIG. 5 shows an approximately to scale side view of an embodiment of a packaging machine 1 according to the invention, in which above the frame 40, a product supply 5 is provided, which is followed by a metering 6.
- the metering 6 promotes the product in an intermediate container 7, from which the product. 2 is passed through the filler neck 11 in an attached bag 3 on.
- a collecting container 14 serves to calm the displaced from the bag 3 during the filling air, which passes through the flow connection 21 into the collecting container 14. In the collecting container 14, the containing product settles at the bottom of the collecting container.
- the volume of the collecting container 14 including the volume of the flow channel and the displacement volume is preferably greater than 1/10 and in particular greater than 1/6 or 1/4 of the volume 3a of the offset sack 3.
- the ratio can also be 1: 2 or greater.
- the volume can also be greater than the volume 3a of the open sack.
- the settled product 16 is conveyed through the product conveyor 17 as required and here again fed to the collecting container 7.
- the intermediate container 7 is weighed separately with a weighing device 12 ', so that a filling in the net method is made possible.
- the quantity 10 to be filled is first of all weight-collected in the intermediate container 7 and then introduced into the open-mouth bag 3.
- the invention has considerable advantages. Due to the fact that the air displaced out of the open sack 3 during the filling in a collection container 14 is passed, which has a calming volume 15 and is preferably connected via a pipe 25 with a displacement volume 27 with the environment 26, the most essential part of the product contained in the discharged air can be recovered sorted. Sufficient time is available in the collecting container 14, so that the dust content contained in the air settles out and can be discharged as a settled product 16. Depending on the size of the collecting container 14 and the receiving capacity of settled product 16, the emptying or the removal of the settled product 16 after each filling or at certain time intervals or the like can take place. Preference is given to a product return after each filling process, when it comes to a homogeneous particle size distribution in the bags.
- the invention does not require a large-scale dedusting system, which has to process the entire air displaced from the open bag 3.
- a dedusting system can be used with significantly smaller capacity, for example, to dedust the gap on a telescopic filler neck. As a result, less than half or even less than a quarter of the dedusting capacity of conventional packaging machines is generally required.
- the product 16 deposited in the collecting container can be reused in a pure type and is refilled here during the next filling process. This means that even with a product change only relatively small cleaning work is necessary.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Basic Packing Technique (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
Claims (15)
- Machine d'emballage (1) destinée à remplir des sacs ouverts (3), au moyen d'une opération de remplissage, de produits donnant de la poussière, tels que produits en vrac (2), comprenant un dispositif de commande (4) et un dispositif de pesage (12, 12') pour commander l'opération de remplissage en fonction du poids, ainsi qu'une réserve de produit (5) et au moins un organe de dosage (6) et une tubulure de remplissage (11) par l'intermédiaire de laquelle le produit peut être amené, lors de l'opération de remplissage, à un sac ouvert (3) préparé,
caractérisé par le fait que la tubulure de remplissage (11) est reliée à un récipient collecteur (14) via une liaison fluidique (21) telle que l'on utilise un coup de pression apparaissant lors d'une opération de remplissage pour transférer, dans ledit récipient collecteur, l'air de déplacement contenu dans le sac ouvert (3) et comprenant du produit (2) donnant de la poussière, afin de recevoir et calmer l'air de déplacement dans le récipient collecteur (14) et de déposer une part de poussière de l'air de déplacement, en tant que produit déposé (16), au moins en partie dans le récipient collecteur (14). - Machine d'emballage (1) selon la revendication précédente, dans laquelle ledit récipient collecteur (14) est relié à un convoyeur de produit (17) monté en aval afin d'évacuer le produit (16) déposé dans le récipient collecteur (14) au moyen du convoyeur de produit (17) monté en aval, et dans laquelle ledit convoyeur de produit (17) est prévu en particulier pour évacuer de façon intermittente au moins une partie du produit (16) déposé.
- Machine d'emballage (1) selon l'une quelconque des deux revendications précédentes, dans laquelle un récipient intermédiaire (7) pourvu d'une unité de fermeture (8) commandable est prévu qui peut être alimenté en produit (2) à partir de la réserve de produit (5) par l'intermédiaire de l'organe de dosage (6), et dans laquelle ledit convoyeur de produit (17) est relié au récipient intermédiaire (17) afin de ramener le produit (16) déposé au récipient intermédiaire (7).
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle ledit récipient collecteur (14) est relié directement à la tubulure de remplissage de sorte que la liaison fluidique (21) est formée au moins en partie par une ouverture de passage entre la tubulure de remplissage et le récipient collecteur (14).
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle la liaison fluidique (21) est formée par un canal d'écoulement (33), où un rapport d'un diamètre libre du canal d'écoulement à une longueur du canal d'écoulement est supérieur à 1 : 10, et/ou dans laquelle la liaison fluidique (21) est formée par un canal d'écoulement (33), où un rapport d'une section transversale du canal d'écoulement à une section transversale libre de la tubulure de remplissage est supérieur à 1 : 4.
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle un volume de tranquillisation du récipient collecteur (14) est modifiable en taille.
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle le récipient collecteur (14) est relié à l'environnement (26) via un tuyau (25) s'étendant debout.
- Machine d'emballage (1) selon la revendication précédente, dans laquelle ledit tuyau (25) présente un volume de déplacement (27) modifiable en taille.
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle ledit dispositif de pesage (12) est configuré pour peser un système de remplissage (13), dans laquelle ledit système de remplissage (13) comprend au moins la tubulure de remplissage (11) de sorte qu'un sac ouvert (3) y accroché est pesé en même temps afin de mettre en oeuvre une opération de remplissage selon la méthode brute.
- Machine d'emballage (1) selon la revendication précédente, dans laquelle le système de remplissage (13) comprend également le récipient collecteur (14) ou dans laquelle le récipient collecteur (14) est reçu tout en étant découplé du système de remplissage (13).
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle ledit dispositif de commande (4) est configuré et réalisé pour faire fonctionner ledit organe de dosage (6) d'une manière commandée en temps et/ou en volume afin de recueillir, dans le récipient intermédiaire (7), une partie importante du produit (2) à ensacher lors d'une opération de remplissage et de l'évacuer à travers la tubulure de remplissage (11) dans le sac ouvert (3) en ouvrant l'unité de fermeture (8) commandable.
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes 1 à 8, dans laquelle ledit dispositif de pesage (12) est configuré pour peser le récipient intermédiaire afin de mettre en oeuvre une opération de remplissage selon la méthode nette.
- Machine d'emballage (1) selon l'une quelconque des revendications précédentes, dans laquelle la tubulure de remplissage (11) présente une amenée de produit (18) centrale et au moins une évacuation d'air (19) latérale.
- Procédé destiné à remplir des sacs ouverts (3), au moyen d'une opération de remplissage, de produits donnant de la poussière, tels que produits en vrac (2), sur une machine d'emballage (1), dans lequel l'opération de remplissage est commandée en fonction du poids au moyen d'un dispositif de commande (4) et d'un dispositif de pesage (12, 12'), dans lequel du produit (2) est dosé de manière commandée, à partir d'une réserve de produit (5), au moyen d'au moins un organe de dosage (6) et est versé à travers une tubulure de remplissage (11) dans un sac ouvert (3) préparé pour l'opération de remplissage,
caractérisé par le fait que l'on utilise un coup de pression apparaissant lors d'une opération de remplissage pour transférer l'air de déplacement contenu dans le sac ouvert (3) et comprenant du produit (2) donnant de la poussière, via une liaison fluidique (21) de la tubulure de remplissage (11) avec un récipient collecteur (14), afin de faire passer, dans le récipient collecteur (14) relié à la tubulure de remplissage (11), l'air de déplacement contenu dans le sac ouvert (3) et comprenant le produit (2) donnant de la poussière et de calmer celui-ci de sorte que la part de poussière de l'air de déplacement se dépose, en tant que produit déposé (16), au moins en partie dans le récipient collecteur (14). - Procédé selon la revendication précédente, dans lequel le produit (16) déposé est évacué de façon intermittente.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013010048.8A DE102013010048A1 (de) | 2013-06-17 | 2013-06-17 | Packmaschine und Verfahren |
| PCT/EP2014/062731 WO2014202613A1 (fr) | 2013-06-17 | 2014-06-17 | Machine d'emballage et procédé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3010812A1 EP3010812A1 (fr) | 2016-04-27 |
| EP3010812B1 true EP3010812B1 (fr) | 2017-06-07 |
Family
ID=51162708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14736659.5A Active EP3010812B1 (fr) | 2013-06-17 | 2014-06-17 | Machine d'emballage et procédé |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10173794B2 (fr) |
| EP (1) | EP3010812B1 (fr) |
| CN (1) | CN105452110B (fr) |
| BR (1) | BR112015031723B1 (fr) |
| DE (1) | DE102013010048A1 (fr) |
| ES (1) | ES2638215T3 (fr) |
| WO (1) | WO2014202613A1 (fr) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITPD20130142A1 (it) * | 2013-05-22 | 2014-11-23 | Moretto Spa | Sistema di trasporto pneumatico di materiale granulare e metodo di controlllo di tale sistema |
| CN104890925B (zh) * | 2015-06-09 | 2017-01-11 | 天津市永昌焊丝有限公司 | 一种焊条计量封膜设备 |
| CN105173239B (zh) * | 2015-09-25 | 2018-07-20 | 锦麒生物科技(安徽)有限公司 | 四边袋封装头 |
| ES1148633Y (es) * | 2015-10-16 | 2016-03-31 | Explotaciones Forestales Marle S L | Equipo autonomo para suministro de biomasa. |
| CN106064682A (zh) * | 2016-06-07 | 2016-11-02 | 苏州杰悦五金机械有限公司 | 一种用于液体包装的端口环封式包装机 |
| DE102017109873A1 (de) * | 2017-05-08 | 2018-11-08 | Haver & Boecker Ohg | Reinigungsvorrichtung zum Reinigen einer rohrförmigen Innenwand eines Behälters von Schüttgutpartikeln |
| CN107572015B (zh) * | 2017-10-30 | 2023-11-24 | 郑州市同鼎机械设备有限公司 | 一种阀口袋装料机的三口吸尘装置 |
| DE102017130958A1 (de) * | 2017-12-21 | 2019-06-27 | Haver & Boecker Ohg | Packmaschine und Verfahren zum Füllen von Schüttgütern in Gebinde |
| WO2019137873A1 (fr) * | 2018-01-11 | 2019-07-18 | Windmöller & Hölscher Kg | Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture |
| FR3078319B1 (fr) * | 2018-02-28 | 2020-11-06 | Acemma | Systeme d'ensachage a gueule ouverte |
| CN108516118A (zh) * | 2018-04-08 | 2018-09-11 | 芜湖超源力工业设计有限公司 | 一种粉末包装机 |
| IT201800006241A1 (it) * | 2018-06-12 | 2019-12-12 | Macchina per la realizzazione di inalatori portatili con prodotti medicali. | |
| DE102018124348A1 (de) | 2018-10-02 | 2020-04-02 | Haver & Boecker Ohg | Füllkasten und Verfahren zum Füllen von Gebinden |
| CN109335045B (zh) * | 2018-10-15 | 2024-01-23 | 常熟三禾精工科技有限公司 | 敞口袋自动下料装置的抽真空机构 |
| CN109204976B (zh) * | 2018-10-18 | 2020-06-05 | 阜阳市国峰伟业粮油有限责任公司 | 一种智能混合分装装置 |
| GB2579901A (en) * | 2018-10-26 | 2020-07-08 | Parmar Chandra | Improvements to apparatus and method for filling containers |
| EP3656688B1 (fr) | 2018-11-26 | 2022-06-15 | Tetra Laval Holdings & Finance S.A. | Procédé et appareil d'emballage pour former des emballages scellés partiellement remplis |
| IT201900012798A1 (it) * | 2019-07-24 | 2021-01-24 | Andrea Fergnani | Apparato semiautomatico per la distribuzione di biomassa in forma sfusa |
| US11440686B1 (en) * | 2019-08-30 | 2022-09-13 | Dcl, Inc. | High speed bag filler |
| CN111846436A (zh) * | 2020-07-21 | 2020-10-30 | 安徽省阜阳市海泉粮油工业股份有限公司 | 一种自动粮食装袋装置 |
| CN113428396A (zh) * | 2021-05-24 | 2021-09-24 | 张绍艳 | 一种手动液体灌装称重和液体装袋装置 |
| CN114537725A (zh) * | 2022-04-26 | 2022-05-27 | 四川科斯特自动化设备有限公司 | 一种半自动化面粉无尘定量包装机 |
| WO2024015468A1 (fr) * | 2022-07-12 | 2024-01-18 | Jensen Lars Peter | Ensemble de remplissage de pot |
| CN115009556B (zh) * | 2022-07-12 | 2023-07-21 | 中核第四研究设计工程有限公司 | 头孢哌酮钠舒巴坦钠混粉分装系统 |
| CN116395171B (zh) * | 2023-03-09 | 2024-04-26 | 广州锐嘉工业股份有限公司 | 一种半自动瓶装式颗粒料灌装机 |
| CN117719728B (zh) * | 2024-02-05 | 2024-04-30 | 黑龙江鸿天科技装备制造有限公司 | 一种自动吨包罐装机 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE356582C (de) * | 1922-07-22 | Fr Hesser Maschinenfabrik Akt | Einfuelltrichter fuer Pakete u. dgl. | |
| DE353088C (de) * | 1920-09-21 | 1922-05-19 | Paul Dienemann | Vorrichtung zum Entlueften und Entstauben von Saecken, Faessern und aehnlichen Behaeltern beim Fuellen durch automatische Waagen |
| US2260718A (en) * | 1939-04-13 | 1941-10-28 | John D Merrifield | Weighing and packaging machine |
| US2888961A (en) * | 1950-11-09 | 1959-06-02 | Haver Fritz | Valve bag packing machine |
| US3285295A (en) * | 1965-06-14 | 1966-11-15 | St Regis Paper Co | Method and apparatus for filling containers with powdered or granular materials |
| US3416620A (en) * | 1967-03-01 | 1968-12-17 | Stanley A. Mcclusky | Bag filling and weighing machine |
| US3578041A (en) * | 1968-09-23 | 1971-05-11 | Nippon Jido Fukurozumeki Mfg C | Automatic apparatus for packaging powdered material with uniform bag weight and with dust-free operation |
| CA929143A (en) * | 1970-05-15 | 1973-06-26 | Consolidated-Bathurst Limited | Bag filling method |
| US3707172A (en) * | 1971-01-25 | 1972-12-26 | Kaisuji Obara | Automatic apparatus for packaging powdered material with uniform bag weight and with dust-free operation |
| DE7229123U (de) * | 1972-08-05 | 1972-11-02 | F Hesser Maschinenfab Ag | Vorrichtung zum verpacken von zum stauben neigenden gutern innerhalb einer schutzgasatmosphare |
| US4095625A (en) * | 1975-07-14 | 1978-06-20 | Peavey Company | Dust control system for grain loading |
| US4049028A (en) * | 1976-03-25 | 1977-09-20 | Olinkraft, Inc. | Transition section for a bag filling device and method |
| US4182386A (en) * | 1977-11-30 | 1980-01-08 | Semi-Bulk Systems, Inc. | Closed system and container for dust free loading and unloading of powdered materials |
| US4418771A (en) * | 1982-02-01 | 1983-12-06 | The Woodman Company | Method and apparatus for combination weighing |
| GB8620839D0 (en) * | 1986-08-28 | 1986-10-08 | Stott L E | Powder dispensing apparatus |
| US4854353A (en) * | 1988-03-09 | 1989-08-08 | Container Corporation Of America | Bulk container filling apparatus |
| US4872493A (en) * | 1988-05-10 | 1989-10-10 | Container Corporation Of America | Apparatus for filling a lined container |
| US5279339A (en) * | 1989-09-15 | 1994-01-18 | B.A.G. Corporation | Full sack compressor |
| GB9024731D0 (en) * | 1990-11-14 | 1991-01-02 | Giles Alan F | Particle weighing apparatus and method |
| DE4209117A1 (de) | 1991-12-23 | 1993-06-24 | Windmoeller & Hoelscher | Fuellvorrichtung |
| DE4419333A1 (de) * | 1994-06-02 | 1995-12-07 | Bolz Alfred Gmbh Co Kg | Abfüllanlage für gefährliche, schütt- oder fließfähige Medien |
| US5753867A (en) * | 1995-02-02 | 1998-05-19 | Ishida Co., Ltd., | Combinational weighing apparatus |
| US5826633A (en) * | 1996-04-26 | 1998-10-27 | Inhale Therapeutic Systems | Powder filling systems, apparatus and methods |
| US6662832B2 (en) * | 1998-04-09 | 2003-12-16 | Design Engineering Pty Limited | Filling apparatus |
| EP1712885B1 (fr) * | 1998-12-28 | 2009-05-27 | Ishida Co., Ltd. | Système de pesage, d'emballage et d'inspection |
| US6268571B1 (en) * | 2000-06-23 | 2001-07-31 | David Benyukhis | Counting and combinatorial weighing method and apparatus |
| DE10117770C2 (de) * | 2001-03-05 | 2003-04-10 | Windmoeller & Hoelscher | Vorrichtung zum Absacken von Schüttgut |
| US6868876B2 (en) | 2001-03-05 | 2005-03-22 | Windmoeller & Hoelscher Kg | Device for bagging bulk material |
| AU2002303705A1 (en) * | 2001-05-09 | 2002-11-18 | Flexicon Corporation | Atmospherically controlling a bulk bag in unloader |
| ITMI20030519A1 (it) * | 2003-03-18 | 2004-09-19 | Concetti Spa | Apparecchiatura per il riempimento di sacchi con materiale |
-
2013
- 2013-06-17 DE DE102013010048.8A patent/DE102013010048A1/de not_active Withdrawn
-
2014
- 2014-06-17 US US14/899,011 patent/US10173794B2/en active Active
- 2014-06-17 WO PCT/EP2014/062731 patent/WO2014202613A1/fr active Application Filing
- 2014-06-17 BR BR112015031723-5A patent/BR112015031723B1/pt active IP Right Grant
- 2014-06-17 CN CN201480043640.9A patent/CN105452110B/zh active Active
- 2014-06-17 ES ES14736659.5T patent/ES2638215T3/es active Active
- 2014-06-17 EP EP14736659.5A patent/EP3010812B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105452110B (zh) | 2017-06-27 |
| ES2638215T3 (es) | 2017-10-19 |
| BR112015031723A2 (pt) | 2017-07-25 |
| WO2014202613A1 (fr) | 2014-12-24 |
| US20160122042A1 (en) | 2016-05-05 |
| CN105452110A (zh) | 2016-03-30 |
| US10173794B2 (en) | 2019-01-08 |
| BR112015031723B1 (pt) | 2021-01-12 |
| EP3010812A1 (fr) | 2016-04-27 |
| DE102013010048A1 (de) | 2014-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3010812B1 (fr) | Machine d'emballage et procédé | |
| EP2785594B1 (fr) | Machine d'emballage et procédé de remplissage de sacs | |
| EP2707286B1 (fr) | Machine de conditionnement et procédé pour remplir des sacs ouverts | |
| EP3197784B1 (fr) | Dispositif et procédé de remplissage de matériaux coulants | |
| EP1819596B1 (fr) | Machines destinees au formage, au remplissage et a la fermeture de sachets et dotees d'un dispositif de levage de sachet | |
| EP2621814B1 (fr) | Dispositif et procédé pour le dosage d' une matière en vrac | |
| WO2010052325A1 (fr) | Dispositif d'ensachage de produit en vrac | |
| AT513610B1 (de) | Vorrichtung zur Bereitstellung von Back- und Backzusatzstoffen | |
| DE102008020253A1 (de) | Packanlage zum Füllen von vorkonfektionierten offenen Säcken mit Schüttgütern | |
| EP1942056B1 (fr) | Dispositif destiné à remplir des sacs | |
| EP2152586B1 (fr) | Emballeuse | |
| EP3630619B1 (fr) | Dispositif, installation et procédé servant à compresser des unités d'emballage remplies de produits en vrac | |
| EP1860027B1 (fr) | Procédé et installation destinés au remplissage de récipients, en particulier destinés au remplissage de sacs | |
| WO2005089575A1 (fr) | Procede et dispositif pour alimenter une unite de distribution en tabac coupe | |
| DE102004016756B4 (de) | Vorrichtung und Verfahren zum Entfernen von Materialresten in Kunststoffverarbeitungsmaschinen | |
| DE10117770C2 (de) | Vorrichtung zum Absacken von Schüttgut | |
| DE4343443C2 (de) | Verfahren und Vorrichtung zum Dosieren von saugbaren Stoffen | |
| WO2020178071A1 (fr) | Système de transfert destiné à être agencé sur une machine à sachets tubulaires | |
| DE202014003593U1 (de) | Transportsystem zum Transportieren von Bauteilen | |
| DE7434029U (de) | Vorrichtung zum Füllen von Verpackungsbehältern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160114 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 1/32 20060101ALI20161129BHEP Ipc: B65B 1/06 20060101ALI20161129BHEP Ipc: B65B 39/00 20060101ALI20161129BHEP Ipc: B65B 1/28 20060101ALI20161129BHEP Ipc: B65B 55/24 20060101AFI20161129BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170102 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 899038 Country of ref document: AT Kind code of ref document: T Effective date: 20170615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014004121 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2638215 Country of ref document: ES Kind code of ref document: T3 Effective date: 20171019 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170908 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170907 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170907 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171007 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014004121 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170617 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170617 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180330 |
|
| 26N | No opposition filed |
Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170607 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230516 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230620 Year of fee payment: 10 Ref country code: DE Payment date: 20230620 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20230616 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230719 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240618 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240628 Year of fee payment: 11 |