EP2946032B1 - Fils extensibles et tissus ayant de multiples fils élastiques - Google Patents
Fils extensibles et tissus ayant de multiples fils élastiques Download PDFInfo
- Publication number
- EP2946032B1 EP2946032B1 EP13871847.3A EP13871847A EP2946032B1 EP 2946032 B1 EP2946032 B1 EP 2946032B1 EP 13871847 A EP13871847 A EP 13871847A EP 2946032 B1 EP2946032 B1 EP 2946032B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- elastic
- yarn
- fiber
- fabric
- core fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004744 fabric Substances 0.000 title claims description 178
- 239000000835 fiber Substances 0.000 claims description 231
- 229920002334 Spandex Polymers 0.000 claims description 125
- 239000004759 spandex Substances 0.000 claims description 125
- 229920000742 Cotton Polymers 0.000 claims description 55
- 210000004177 elastic tissue Anatomy 0.000 claims description 52
- 238000000034 method Methods 0.000 claims description 34
- 230000008569 process Effects 0.000 claims description 28
- 229920000728 polyester Polymers 0.000 claims description 15
- 238000009987 spinning Methods 0.000 claims description 13
- 239000002759 woven fabric Substances 0.000 claims description 13
- 239000004677 Nylon Substances 0.000 claims description 8
- 229920001778 nylon Polymers 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 150000001336 alkenes Chemical class 0.000 claims description 2
- 210000002268 wool Anatomy 0.000 claims description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims 1
- 241000219146 Gossypium Species 0.000 description 54
- 238000011084 recovery Methods 0.000 description 28
- 239000002131 composite material Substances 0.000 description 18
- 229920001971 elastomer Polymers 0.000 description 12
- 239000000806 elastomer Substances 0.000 description 12
- 229920000098 polyolefin Polymers 0.000 description 9
- 235000000177 Indigofera tinctoria Nutrition 0.000 description 7
- 229940097275 indigo Drugs 0.000 description 7
- COHYTHOBJLSHDF-UHFFFAOYSA-N indigo powder Natural products N1C2=CC=CC=C2C(=O)C1=C1C(=O)C2=CC=CC=C2N1 COHYTHOBJLSHDF-UHFFFAOYSA-N 0.000 description 7
- 238000009941 weaving Methods 0.000 description 7
- 241001589086 Bellapiscis medius Species 0.000 description 6
- 230000001143 conditioned effect Effects 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 229920000697 Lastol Polymers 0.000 description 5
- 238000004043 dyeing Methods 0.000 description 5
- 238000005406 washing Methods 0.000 description 5
- 238000007730 finishing process Methods 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 230000006399 behavior Effects 0.000 description 3
- 238000004061 bleaching Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000009998 heat setting Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- -1 poly(ethylene terephthalate) Polymers 0.000 description 3
- 229920001059 synthetic polymer Polymers 0.000 description 3
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000004900 laundering Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000009991 scouring Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 240000000047 Gossypium barbadense Species 0.000 description 1
- 229920006309 Invista Polymers 0.000 description 1
- 229920002821 Modacrylic Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920006221 acetate fiber Polymers 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009990 desizing Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000000675 fabric finishing Substances 0.000 description 1
- 238000009962 finishing (textile) Methods 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 210000003127 knee Anatomy 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000009999 singeing Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- MKWYFZFMAMBPQK-UHFFFAOYSA-J sodium feredetate Chemical compound [Na+].[Fe+3].[O-]C(=O)CN(CC([O-])=O)CCN(CC([O-])=O)CC([O-])=O MKWYFZFMAMBPQK-UHFFFAOYSA-J 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
- 229910000406 trisodium phosphate Inorganic materials 0.000 description 1
- 235000019801 trisodium phosphate Nutrition 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/38—Threads in which fibres, filaments, or yarns are wound with other yarns or filaments, e.g. wrap yarns, i.e. strands of filaments or staple fibres are wrapped by a helically wound binder yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
- D02G3/324—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic using a drawing frame
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
- D02G3/328—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic containing elastane
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
- Y10T428/2936—Wound or wrapped core or coating [i.e., spiral or helical]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3008—Woven fabric has an elastic quality
Definitions
- This invention relates to the manufacture of stretch composite yarns and fabrics. It specifically relates to the fabrics and methods including two sets of elastic core fibers within one yarn.
- Easy stretch is one important characteristic for comfort garment.
- the fabric can be easy stretched out when garment is put on human body and move. They have low pressure exerted on the body by garment.
- the garment can be cut to achieve a more streamlined appearance and can conform better to the body, while still maintaining comfort for wearer in motion. Such performance can be achieved through low fabric tensile modulus by minimizing the garment's resistance to the body's demands in movement.
- a typical quality issue is that the fabric can't quickly recovery to original size and shape after fabrics are over stretched out in some parts of the body, such as in knee, butt and waist, particularly for the fabrics with high stretch level.
- the fabric has low recovery power when the tensile modulus is low. Consumers see baggy and saggy issues after long time wear.
- WO 2012/062480 relates to a stretch yarn comprising a stretchable core covered by an inelastic fibers sheath, the stretchable core comprises first and second fibers that have elastic properties, the first fiber is an elastomer and the second fiber is a polyester based (co)polymer.
- US 2012/0244771 relates to composite yarns having a filamentary core provided with at least one elastic performance filament and at least one inelastic control filament.
- a fibrous sheath preferably formed from spun staple fibers, surrounds the filamentary core.
- the at least one elastic performance filament most preferably includes a spandex and/or lastol filament and the at least one inelastic control filament is most preferably formed of a textured polymer or copolymer of a polyamide, a polyester, a polyolefin and mixtures thereof.
- JP 2008/297646 relates to a core-sheath composite spun yarn in which the core is a twisted yarn of a polyester type composite long fiber yarn and a polyurethane elastic fiber.
- the present invention provides an article comprising a core spun yarn comprising:
- the present invention also provides a method of making an article comprising a woven fabric having warp yarns and weft yarns, wherein either warp yarn or weft yarn or both warp and weft yarns have core spun yarn, wherein the core spun yarn comprises:
- the invention relates to articles, such as stretch fabrics and garments, comprising the core spun yarns as defined in the claims (also referred to herein as double elastic core spun yarn, or double elastic yarn).
- the core spun yarn which is defined in the claims, two sets of elastic fibers with different properties and a hard fiber are covered together to form a composite yarn.
- the two sets of elastic fibers are stretched to different drafts of its original length during yarn covering process.
- the elastic fiber may be bare spandex yarn from 11 to 560 dtex, and the hard fiber with a yarn count from 10 to 900dtex.
- One suitable hard yarn is cotton.
- the elastic core fiber I and elastic core fiber II are independently selected from an elastomeric fiber selected from spandex.
- At least one set of elastic core fibers is pre-covered elastic yarn (elastic core fiber which is pre-covered).
- Another set of elastic core fiber may be bare spandex or pre-covered elastic yarn.
- the bare spandex yarn linear density (denier) is from 11 to 560 dtex, and the hard fiber with a yarn count from 10 to 900 dtex.
- One suitable hard yarn is cotton.
- the article of the invention as defined in the claims is a fabric made by using the double elastic yarn described above.
- the double elastic yarn is used in at least one direction of the fabric. Any forms of fabrics may be used, including wovens, circular knits, warp knits and narrow fabrics. Further processing may include scouring, bleaching, dyeing, drying, sanforizing, singeing, de-sizing, mercerizing, and any combination of such steps.
- the stretched fabric produced may be formed into a garment.
- Elastomeric fibers are commonly used to provide stretch and elastic recovery in woven fabrics and garments.
- "Elastomeric fibers” are either a continuous filament (optionally a coalesced multifilament) or a plurality of filaments, free of diluents, which have a break elongation in excess of 100% independent of any crimp.
- An elastomeric fiber when (1) stretched to twice its length; (2) held for one minute; and (3) released, retracts to less than 1.5 times its original length within one minute of being released.
- “elastomeric fibers” means at least one elastomeric fiber or filament.
- “Spandex” is a manufactured filament in which the filament-forming substance is a long chain synthetic polymer comprised of at least 85% by weight of segmented polyurethane.
- “Elastoester” is a manufactured filament in which the fiber forming substance is a long chain synthetic polymer composed of at least 50% by weight of aliphatic polyether and at least 35% by weight of polyester.
- Biconstituent filament a continuous filament or fiber including at least two polymers adhered to each other along the length of the filament, each polymer being in a different generic class, for example, an elastomeric polyetheramide core and a polyamide sheath with lobes or wings.
- Lastol is a fiber of cross-linked synthetic polymer, with low but significant crystallinity, composed of at least 95 percent by weight of ethylene and at least one other olefin unit. This fiber is elastic and substantially heat resistant.
- Polymer bi-component filament means a continuous filament comprising a pair of polyesters intimately adhered to each other along the length of the fiber, so that the fiber cross section is for example a side -by-side, eccentric sheath-core or other suitable cross-section from which useful crimp can be developed.
- the fabric made with this filament such as Elasterell-p, PTT/PET bi-component fiber, has excellent recovery characteristics.
- No-elastomeric elastic fibers means a stretch filament without containing elastomeric fiber.
- the recoverable stretch of such yarn must be higher than 20% as tested by ASTM D6720 methods, such as textured PPT stretch filament, textured PET stretch filament, bi-component stretch filament fiber, or PBT stretch filament.
- a "Pre-covered elastic yarn” is one surrounded by, twisted with, or intermingled with hard yarn before the core spun process.
- the pre-covered elastic yarn that includes elastomeric fibers and hard yarns is also termed a "pre-covered yarn” in the text of this specification.
- the hard-yarn covering serves to protect the elastomeric fibers from abrasion during textile processes. Such abrasion can result in breaks in the elastomeric fiber with consequential process interruptions and undesired fabric non-uniformities. Further, the covering helps to stabilize the elastomeric fiber elastic behavior, so that the elongation of pre-covered elastic yarn can be more uniformly controlled during textile processes than would be possible with bare elastomeric fibers.
- the pre-covered yarn also can increase the tensile modulus of the yarn and fabric, which is helpful to improve the fabric recovery power and dimensional stabilities.
- the pre-covered yarns include: (a) single wrapping of the elastomer fibers with a hard yarn; (b) double wrapping of the elastomer fibers with a hard yarn; (c) continuously covering (i.e., corespun or core-spinning) an elastomer fiber with staple fibers, followed by twisting during winding; (d) intermingling and entangling elastomer and hard yarns with an air jet; and (e) twisting elastomer fibers and hard yarns together.
- Double elastic composite yarn is a composite yarn comprising with two sets of elastic core fibers with single yarn, covered with hard staple fiber sheath.
- double elastic yarn is used interchangeably throughout the specification.
- the stretch fabric of some embodiments includes double elastic core spun yarn in weft direction.
- a fabric with unexpectedly high recovery properties was achieved, especially for high stretch fabrics. This was accomplished by the use of core spun yarn containing with two different elastic fibers with different stretch properties. Those of skill in the art will recognize that where weft stretch is desired, the fabric may include such core spun yarn with double elastic fibers in weft direction.
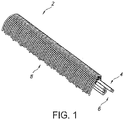
- the double elastic yarn 8 will necessarily include two elastic filament cores: elastic core I (4, in Fig. 1 ) and elastic core II (6, in Fig 1 ).
- the elastic core filaments are surrounded, preferably along the entirety of its length by a fibrous sheath 2 comprised of spun staple fibers.
- FIG. 2 One embodiment of a representative core spinning apparatus 40 is shown in Fig. 2 .
- Two separated fiber draft devices 46 and 64 are installed on the machine.
- elastic core filament I 52 and elastic core filament II 66 are put on feed roll 46 and 64 separately and are combined with a hard yarn to form a composite core spun yarn.
- the core elastic filaments from tube 48 and tube 60 are unwound in the direction of arrow 50 and 62 by the action of positively-driven feed rollers 46 and 64.
- the feed rollers 46 and 64 serve as a cradle for the tube 48 and tube 60 and deliver the elastic fiber of yarn 52 and 66 at a predetermined speed.
- the hard fiber or yarn 44 is unwound from tube 54 to meet the elastic core filament 52 and 66 at the set of front rollers 42.
- the combined elastic core filaments 52, 66 and hard fiber 44 are core spun together at spinning device 56.
- the elastic core filament I 52 and elastic core filament II 66 are stretched (drafted) before it enters the front rollers 42.
- the elastic filaments are stretched through the speed difference between feed rollers 46 or 64 and front rollers 42.
- the delivery speed of the front rollers 42 is greater than the speed of the feed rollers 46 and 64. Adjusting the speed of the feed rollers 46 and 64 gives the desired draft or stretch ratio.
- the stretch ratio is normally 1.01X times to 5.0X times (1.01X to 5.0X) compared to the un-stretched fiber. Too low a stretch ratio will result in low quality yarns having grin-through and an un-centered elastic filament. Too high a stretch ratio will result in breakage of the elastic filament and core void.
- FIG. 3 Another embodiment of a representative core spinning apparatus 40 is shown in Fig. 3 .
- Elastic core I is bare elastic filaments 52, while elastic core II 68 is pre-covered elastic yarn.
- the elastic core II from tube 12 is unwound in the direction of arrow 62 by the action of positively-driven feed rollers 64.
- the weighted roll 66 serves to maintain stable contact between the elastic core II and feed rollers 64 in order to deliver the elastic core II of yarn 68 at a predetermined speed.
- Other elements of Fig. 3 are as described for Fig. 2 .
- FIG. 4 Another embodiment of a representative core spinning apparatus 40 is shown in Fig. 4 .
- Elastic core I is bare elastic filaments 52, while elastic core II is pre-covered elastic yarn.
- the elastic core II from tube 12 is taken off from end and then passes through tension control device and guide bar.
- the tension device serves to keep the yarn tension stable at a predetermined level.
- the stretch ratio for bare elastic fiber is normally 1.01X times to 5.0X times (1.01X to 5.0X) compared to the un-stretched fiber.
- Other elements of Fig. 4 are as described for Fig. 2 .
- two elastic fibers with different properties and a hard fiber are covered together to form a composite yarn, wherein the two elastic fibers are stretched to different drafts of its original length during yarn covering process.
- the draft of the two elastic fibers can be selected between drafts 1.01X times to 5.0X times.
- the stretch ratio of core elastic I and elastic core II could be different from each other, depending on the elastic fiber performances and requirement of fabric quality. In many cases, one core is drafted more to provide high stretch performance, while another core is stretched less to provide the fabrics with low shrinkage and high recovery power.
- the fabric may have high shrinkage, excessive fabric weight, and excessive elongation, which may result in a negative experience for the consumer. Excessive shrinkage during the fabric finish process may result in crease marks on the fabric surface during processing and household washing. Creases that develop in this manner are frequently very difficult to remove by ironing.
- the high-temperature heat setting step in the process can be avoided.
- This new process may reduce heat damage to certain fibers (i.e. cotton) and thus may improve the handle of the finished fabric.
- the fabrics of some embodiments may be prepared in the absence of a heat setting step including where the fabrics will be prepared into garments.
- heat sensitive hard yarns can be used in the new process to make shirting, elastic, fabrics, thus increasing the possibilities for different and improved products.
- the shorter process has productivity benefits to the fabric manufacturer.
- the core spun yarn with two different elastic core fibers has higher stretch and recovery power than the core spun yarn made from single core elastic filament with the same denier.
- the core spun yarn with two cores of 30d/3filament spandex plus 40D/4filament spandex has more recovery power than a core spun made from single core of 70D/5filament yarn under the same draft. So, we can make the core spun yarn with higher stretch and higher recovery power by using the same content of the spandex.
- Two elastic fibers with different properties could be used and are covered together with hard fiber sheath to form a composite yarn, wherein the two elastic fibers could have different polymer compositions and with different stress-strain behaviors.
- One example is to use two spandex fibers with different heatset efficiency together within one core spun yarn, such as normal LYCRA ® spandex fiber T162C and easy set LYCRA ® fiber T562B.
- the fabric can be heatset at the temperature higher than easy set LYCRA ® fiber heatset temperature, but lower than normal LYCRA ® fiber heatset temperature. So, the fabrics just get partial heatset which provide acceptable fabric shrinkage while good stretch and growth.
- Another example is the core spun containing elastic core I with high tension modulus and elastic core II with low tension modulus.
- Elastic core I provides the fabric with high recovery power and low fabric growth, while elastic core II with low modulus gives the fabric with easy stretch, lower shrinkage, resulting in the fabric with easy stretch, high holding force and high dimension stability.
- the elastic fibers with different chemical composition also can be combined together with one core spun yarn, such as polyolefin elastic fiber Lastol and spandex.
- Spandex fibers offer the high recovery power while Lastol fibers contribute the good heat resistance and lower shrinkage performance.
- the combination of elastic core I and elastic core II could be elastic bare fiber plus elastic bare fiber; or elastic bare fiber plus pre-covered elastic yarn, or pre-covered elastic yarn plus pre-covered elastic yarn.
- the bare elastic fiber may be from about 11 dtex to about 444 dtex (denier - about 10D to about 400D), including 11dtex to about 180 dtex (denier 10D to about 162D).
- the pre-covered elastic yarn includes various types, such as single wrapping of the elastomer fibers with a hard yarn; double wrapping of the elastomer fibers with a hard yarn; continuously covering (i.e., core-spinning) an elastomer fiber with staple fibers, followed by twisting during winding; intermingling and entangling elastomer and hard yarns with an air jet; and twisting elastomer fibers and hard yarns together.
- the preferred pre-covered elastic yarns are spandex air jet covered yarns with textured polyester and nylon filaments, such as 40D or 70D spandex with 50D to 150D polyester air covered yarn.
- the pre-covered elastic yarn is made in a separated machine before the core spun yarn process.
- the pre-covered elastic yarn can be present in any desired amount, for example from about 5 to about 35% weight percent based on total double elastic yarn weight.
- the linear density of the pre-covered yarn ranges from about 15 denier (16.5 dtex) to about 900 denier (990 dtex), including from about 30 denier to 300 denier (33dtex to 330 dtex).
- the ratio of yarn denier between pre-covered yarn and total double elastic yarn is lower than 35%, the fabric has no substantial grin through.
- two elastic core fibers, including in pre-covered yarn are invisible and untouchable.
- the deniers of bare elastic fiber may be from about 11 dtex to about 444 dtex (denier - about 10D to about 400D), including 11dtex to about 180 dtex (denier 10D to about 162D).
- the elastic fiber is drafted between 1.1X to 6X its original length.
- the elastic fiber is pre-covered with one or more hard yarns, with hard yarn denier from 10 to 600 deniers.
- the no-elastomeric elastic fibers can be textured PET stretch filament, textured PPT stretch filament, bi-component fiber, or PBT stretch fiber. It was a surprise to find that when the no-elastomeric elastic fiber with recoverable stretch higher than 20% were used as one of the elastic core fibers, the performance of the core spun yarn and the fabric change dramatically. The fabrics have high stretch and high recovery power.
- the linear density of the no-elastomeric elastic fibers can range from about 15 denier (16.5 dtex) to about 450 denier (495 dtex), including from about 30 denier to 150 denier (33dtex to 165 dtex). When the denier is too high, the fabric could have substantial grin through.
- the elastomer fiber content with double elastic core spun yarns are between about 0.1% to about 20%, including from about 0.5% to about 15%, and about 5% to about 10% based on the weight of the yarn.
- Elastomeric fiber content within the fabric may be from about 0.01% to about 10% by weight based on the total fabric weight, including from about 0.5% to about 5%.
- the staple sheath fibers in double elastic yarn can be nature fibers, such as, cotton, wool or linen. They also can be the staple man made or synthetic fibers of mono component poly(ethylene terephthalate) and poly(trimthylene terephthalate) fiber, polycaprolactam fiber, poly(hexamethylene adipamide) fibers acrylic fibers, modacrylic, acetate fibers, Rayon fibers, Nylon and combinations thereof.
- Such double elastic yarns can be used for making a stretch fabric where various weave patterns can be applied, including plain, poplin, twill, oxford, dobby, sateen, satin and
- Such double elastic yarns can be used for making a stretch fabric where various weave patterns can be applied, including plain, poplin, twill, oxford, dobby, sateen, satin and combinations thereof.
- the fabrics of some embodiments may have an elongation from about 10% to about 45% in the warp or/and weft direction.
- the fabrics may have shrinkage of about 15% or less after washing.
- the stretch woven fabric may have an excellent cotton hand feel.
- Garments may be prepared from the fabrics described herein.
- the warp yarn can be the same as, or different from, the weft yarns.
- the fabric can be weft-stretch only, or it can be bi-stretch, in which useful stretch and recovery properties are exhibited in both the warp and weft directions.
- Air jet loom, rapier loom, projectile loom, water jet loom and shuttle loom can be used.
- Dyeing and finishing process are important in producing a satisfactory fabric.
- the fabric can be finished in continuous range processes and the piece dye jet processes. Conventional equipment found in a continuous finishing plant and piece dye factories are usually adequate for processing.
- the normal finishing process sequences include preparation, dyeing and finishing. In preparation and dyeing process, including in singing, desizing, scouring, bleaching, mercerizing and dyeing, normal processing methods for elastic wovens are usually satisfactory.
- the recoverable Stretch of elastic fibers used in the Examples was measured as follows. Each yarn sample was formed into a skein of 5000 +/-5 total denier (5550 dtex) with a skein reel at a tension of about 0.1 gpd (0.09 dN/tex). The skein was conditioned at 70 0 F (+/-2 °F) (21 0 +/-1 °C.) and 65% (+/-2%) relative humidity for a minimum of 16 hours. The skein was hung substantially vertically from a stand, a 6 mg/den (5.4 mg/dtex) weight (e.g.
- the 1030 g weight was removed, and the skein was then immersed into boiling water for 10 minutes at 100 °C degree water, after which the skein were removed from the water and conditioned as above for 16 hours.
- This step is designed to simulate commercial fabric relaxation process, which is one way to develop the fabric stretch.
- the length of the skein was measured as above, and its length was recorded as "C a ".
- the 1030-gram weight was again hung from the skein, and the skein length was measured as above and recorded as "L a ".
- Fabrics are evaluated for % elongation under a specified load (i.e., force) in the fabric stretch direction(s), which is the direction of the composite yarns ( i.e ., weft, warp, or weft and warp).
- a specified load i.e., force
- Three samples of dimensions 60 cm ⁇ 6.5 cm were cut from the fabric. The long dimension (60 cm) corresponds to the stretch direction. The samples are partially unraveled to reduce the sample widths to 5.0 cm. The samples are then conditioned for at least 16 hours at 20°C +/- 2°C and 65% relatively humidity, +/- 2%.
- a first benchmark was made across the width of each sample, at 6.5 cm from a sample end.
- a second benchmark was made across the sample width at 50.0 cm from the first benchmark. The excess fabric from the second benchmark to the other end of the sample was used to form and stitch a loop into which a metal pin could be inserted. A notch was then cut into the loop so that weights could be attached to the metal pin.
- the above fabric elongation test must be completed before the growth test. Only the stretch direction of the fabric was tested. For two-way stretch fabric both directions were tested. Three samples, each 55.0 cm ⁇ 6.0 cm, were cut from the fabric. These were different samples from those used in the elongation test. The 55.0 cm direction should correspond to the stretch direction. The samples were partially unraveled to reduce the sample widths to 5.0 cm. The samples were conditioned at temperature and humidity as in the above elongation test. Two benchmarks exactly 50 cm apart were drawn across the width of the samples.
- % Growth L2 ⁇ 100 / L , where L2 was the increase in length between the sample benchmarks after relaxation and L was the original length between benchmarks. This % growth was measured for each sample and the results averaged to determine the growth number.
- Fabric shrinkage was measured after laundering.
- the fabric was first conditioned at temperature and humidity as in the elongation and growth tests. Two samples (60 cm ⁇ 60 cm) were then cut from the fabric. The samples were taken at least 15 cm away from the selvage. A box of four sides of 40 cm ⁇ 40 cm was marked on the fabric samples.
- the samples were laundered in a washing machine with the samples and a loading fabric.
- the total washing machine load was 2 kg of air-dried material, and not more than half the wash consisted of test samples.
- the laundry was gently washed at a water temperature of 40°C and spun.
- a detergent amount of 1g /l to 3 g/l was used, depending on water hardness.
- the samples were laid on a flat surface until dry, and then they were conditioned for 16 hours at 20°C +/- 2°C and 65% relative humidity +/- 2% rh.
- Fabric sample shrinkage was then measured in the warp and weft directions by measuring the distances between markings.
- the yarns were indigo dyed in rope form before beaming. Then, they were sized and made the weaving beam.
- the warp yarn are 20 Ne (295,25 dtex) 100% cotton ring spun yarn. They were sized and made the weaving beam.
- Table 1 lists four examples of core spun yarn with traditional one elastic core filament and innovative yarn containing two sets of elastic cores (Yarn B is a reference example).
- Lycra ® spandex are available from Invista, s. á. r. L., Wichita, KS.
- spandex 40D means 40 denier (44,44 dtex)
- 3.5X means the draft of the Lycra ® imposed by the core spinning machine (machine draft).
- Each greige fabric in the examples was finished by a jiggle dye machine.
- Each woven fabric was pre-scoured with 3.0 weight % Lubit ® 64 (Sybron Inc.) at 49°C for 10 minutes. Afterwards it was de-sized with 6.0 weight % Synthazyme ® (Dooley Chemicals. LLC Inc.) and 2.0 weight % Merpol ® LFH (E. I. DuPont Co.) for 30 minutes at 71°C and then scoured with 3.0 weight % Lubit ® 64, 0.5 weight % Merpol ® LFH and 0.5 weight % trisodium phosphate at 82°C for 30 minutes. Fabric finishing was followed by dry in a tenter frame at 160 °C for 1 minute.
- Example Yarn A (Comparative): Typical core spun yarn with one elastic core fiber.
- This core spun yarn is 16Ne (369,06 dtex) with one 40D (44,44 dtex) LYCRA ® spandex fiber covered by cotton sheath.
- the draft of the LYCRA ® fiber is 3.5X during covering process.
- the cotton twist level TM is 18 twisters per inch. This yarn has 17.71 % recoverable stretch after boil off.
- Example Yarn B (reference): Core spun yarn with two core elastic fibers
- the core spun yarn is 16Ne (369,06 dtex) with two sets of LYCRA ® spandex fiber covered by cotton sheath.
- Elastic core I fiber is 20D (22,22 dtex) T162B and Elastic core II fiber is 20D (22,22 dtex) T162B as well.
- the total denier of the elastic fiber is 40 denier (44,44 dtex).
- the draft of the LYCRA ® fiber is 3.5X during covering process.
- the cotton twist level TM is 18 twisters per inch. Therefore, this core spun yarn has the same structure with Example Yarn A, including in yarn count, LYCRA ® fiber denier and yarn twist level, except with 2 sets of core elastic filaments instead of one end of core spun yarn.
- the recoverable stretch of this yarn is 20.63%, which has 2.92 unit percent higher than yarn in sample A. That means the yarn with two sets of filaments core has high recoverable stretch than the yarn with one set of filament core under the same content of spandex. In this way, the innovative yarn can provide high stretch and high recovery power for the fabrics by using the same amount of elastic fibers.
- Example Yarn C (Comparative): Typical core spun yarn with one elastic core fiber.
- the core spun yarn is 16Ne (369,06 dtex) with one 70D (77,77 dtex) LYCRA ® spandex fiber covered by cotton sheath.
- the draft of the LYCRA ® fiber is 3.8X during covering process.
- the cotton twist level TM is 18 twisters per inch. This yarn has 38.71 % recoverable stretch after boil off and the yarn has 2.28 shrinkage.
- Example Yarn D Core spun yarn with two core elastic fibers
- the core spun yarn is 16Ne (369,06 dtex) with two sets of LYCRA ® spandex fibers covered by cotton sheath.
- the elastic core II fiber is 30D (33,33 dtex) T162B and elastic core I fiber is 40D (44,44 dtex) T162B.
- the total denier of the elastic fiber is 70 denier (77,77 dtex).
- Example 1 (Comparative): Typical stretch woven bottom weight fabric
- the weft yarn was 20 Ne (295,25 dtex) cotton with 40D (44,44 dtex) Lycra ® core spun yarn. Lycra ® draft is 3.5X.
- This weft yarn was a typical stretch yarn used in typical stretch woven khakis fabrics. Loom speed was 500 picks per minute at a pick level 56 Picks per inch.
- Table 3 summarizes the test results. The test results show that after finishing, this fabric had weight ( 8.95 g/m 2 ), stretch ( 37.6 %), width (128. 27 cm, i.e. 50.5 inch), weft wash shrinkage (0.91 %) and fabric growth (8.7%). The data indicate that this combination of stretch yarns and fabric construction caused high fabric growth.
- the high draft in elastic core I fiber give the fabric with high stretch
- the lower draft in elastic core II fibers give the fabric with low growth, high recover but not increase the fabric shrinkage. In this way, the fabrics with high stretch, high recovery and low shrinkage can be produced.
- Example 3 Stretch Fabric containing double elastic fibers
- Easyset LYCRA ® fiber can be heatset at about 170°C degree, which is about 20°C lower than the heatset temperature of T162B LYCRA ® fiber. Therefore, when the fabrics are heatset in a temperature between 170°C and 190°C, the fabric got partially heatset. Only Easyset LYCRA ® fiber is set and T162B is not set. In this way, the fabric keeps better stretch and recovery while the shrinkage keeps under certain level.
- the warp yarn was 7.0 Ne count (843,6 dtex) and 8.4 Ne count (702,98 dtex) mixed open end yarn.
- the warp yarn was indigo dyed before beaming.
- the weft yarn is 16Ne (369,06 dtex) core spun yarn with 40D (44,44 dtex) T162B Lycra ® spandex and 40D (44,44 dtex) elastic polyolefin fiber.
- the Lycra ® fiber and elastic polyester fiber were drafted 3.5X during covering process. Table 3 lists the fabric properties.
- the fabric made from such yarns exhibited good cotton hand, good stretch (47.8%) and good recovery (6.5% growth). All test results indicate that the combination of spandex and elastic polyolefin filaments can produce good fabric stretch and growth. Fabric has no grin through. Elastic filaments can't be seen from both fabric surface and fabric back.
- elastic polyolefin fiber or Lastol fiber has lower recovery power, but better heat resistance, better chemical resistance, low fabric shrinkage and good cotton hand touch feeling.
- the fabrics contained with both spandex and elastic polyolefin can provide good stretch and good recovery with better heat resistance, lower shrinkage and better chemical resistance, such as chlorine resistance in swimming pool and denim bleaching processes.
- Example 5 Stretch Fabric containing spandex and pre-covered elastic yarn
- Example 6 Stretch fabric containing spandex and pre-covered elastic yarn
- Example 7 Stretch denim containing spandex and pre-covered elastic yarn
- This example had the same warp yarn and same fabric structure as Example 4.
- the warp yarn was 7.0 Ne count (843,6 dtex) and 8.4 Ne count (702,98 dtex) mixed open end yarn.
- the warp yarn was indigo dyed before beaming.
- This sample is an innovation fabric.
- Loom speed was 500 picks per minute at a pick level 44 Picks per inch.
- Table 3 summarizes the test results. The test results show that after washing, this fabric had weight (12.80 oz/yd 2 or 434 g/m 2 ), 35.3% weft stretch and 3.5% growth in weft.
- Example 8 Stretch denim containing spandex and pre-covered elastic yarn
- This example had the same warp yarn and same fabric structure as Example 7, except the LYCRA ® fiber draft in pre-covered elastic yarn (2.6X draft in Example 8 vs.1.8X draft in example 7).
- This bare 50D/26f PBT fiber has 40.23% recoverable stretch and 3.44% shrinkage tested with ASTM D6720 Method.
- the elastic core I Lycra ® fiber was drafted 3.5X during covering process. Table 3 lists the fabric properties. The fabric made from such yarns exhibited good cotton hand, good stretch (40.7%) and good recovery (6.0% growth). All test results indicate that the combination of spandex and no-elastomeric stretch filaments can produce good fabric stretch and growth. Fabric has no grin through; elastic filaments can't be seen from both fabric surface and fabric back.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Knitting Of Fabric (AREA)
Claims (15)
- Article comprenant un fil à âme (8) comprenant :a) une gaine de fibres dures (2) ;b) une fibre d'âme élastique I (4), la fibre d'âme élastique I (4) étant un ensemble de fibres élastiques comprenant du spandex ; etc) une fibre d'âme élastique II (6), la fibre d'âme élastique II (6) étant un deuxième ensemble de fibres élastiques comprenant du spandex ;dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) ont des propriétés élastiques différentes.
- Article de la revendication 1, dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) ont différents deniers.
- Article de la revendication 1, dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) sont étirées jusqu'à différentes extensions de leur longueur initiale pendant le procédé de guipage de fil.
- Article de la revendication 1, dans lequel au moins une fibre d'âme élastique a une masse linéique d'environ 10 g/9000 m à environ 450 g/9000 m (environ 10 deniers à environ 450 deniers).
- Article de la revendication 1, dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) sont une fibre élastique nue plus une fibre élastique nue, une fibre élastique nue plus un fil élastique pré-guipé, ou un fil élastique pré-guipé plus un fil élastique pré-guipé.
- Article de la revendication 1, dans lequel la fibre d'âme élastique I (4) et/ou la fibre d'âme élastique II (6) sont pré-guipées et ont une masse linéique d'environ 15 g/9000 m à environ 300 g/9000 m (environ 15 deniers à environ 300 deniers).
- Article de la revendication 6, dans lequel la fibre d'âme élastique qui est pré-guipée est un fil élastique pré-guipé comportant un guipage choisi dans le groupe constitué par un fil guipé à l'air, un fil à simple enroulement, un fil à double enroulement, et les combinaisons de ceux-ci.
- Article de la revendication 6, dans lequel la fibre d'âme élastique qui est pré-guipée est un fil élastique pré-guipé qui est un fil de spandex guipé à l'air.
- Article de la revendication 1, dans lequel la gaine de fibres dures (2) est choisie dans le groupe constitué par le bois, le lin, la soie, le polyester, le nylon, une oléfine, le coton, et les combinaisons de ceux-ci.
- Article de la revendication 1, l'article comprenant une étoffe tissée ayant des fils de chaîne et des fils de trame, les fils de chaîne et/ou les fils de trame comportant le fil à âme.
- Article de la revendication 10, dans lequel l'étoffe a un étirement dans la direction de la trame entre environ 10 et environ 45 %, l'étirement étant mesuré conformément à la méthode « Woven Fabric Elongation (Stretch) » décrite dans la description.
- Article de la revendication 10, l'article étant un vêtement.
- Article de la revendication 1, l'article étant une étoffe extensible.
- Article de la revendication 13, dans lequel l'étoffe est une étoffe tissée, un tricot à mailles jetées, ou un tricot circulaire.
- Procédé de fabrication d'un article comprenant une étoffe tissée ayant des fils de chaîne et des fils de trame, le fil de chaîne ou le fil de trame ou à la fois les fils de chaîne et de trame ayant un fil à âme, le fil à âme (8) comprenant :a) une gaine de fibres dures (2) ;b) une fibre d'âme élastique I (4), la fibre d'âme élastique I (4) étant un ensemble de fibres élastiques comprenant du spandex ; etc) une fibre d'âme élastique II (6), la fibre d'âme élastique II (6) étant un deuxième ensemble de fibres élastiques comprenant du spandex ;dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) ont des propriétés élastiques différentes, et dans lequel la fibre d'âme élastique I (4) et la fibre d'âme élastique II (6) et les fibres dures sont filées ensemble au niveau d'un dispositif de filage.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP24158195.8A EP4382649A3 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus avec de multiples fils élastiques |
| EP21191383.5A EP3943650B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361753183P | 2013-01-16 | 2013-01-16 | |
| PCT/US2013/078237 WO2014113207A1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24158195.8A Division EP4382649A3 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus avec de multiples fils élastiques |
| EP21191383.5A Division-Into EP3943650B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
| EP21191383.5A Division EP3943650B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2946032A1 EP2946032A1 (fr) | 2015-11-25 |
| EP2946032A4 EP2946032A4 (fr) | 2016-08-03 |
| EP2946032B1 true EP2946032B1 (fr) | 2022-05-18 |
Family
ID=51210000
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21191383.5A Active EP3943650B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
| EP24158195.8A Pending EP4382649A3 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus avec de multiples fils élastiques |
| EP13871847.3A Active EP2946032B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21191383.5A Active EP3943650B1 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus ayant de multiples fils élastiques |
| EP24158195.8A Pending EP4382649A3 (fr) | 2013-01-16 | 2013-12-30 | Fils extensibles et tissus avec de multiples fils élastiques |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20150354101A1 (fr) |
| EP (3) | EP3943650B1 (fr) |
| JP (2) | JP6913436B2 (fr) |
| KR (1) | KR102158057B1 (fr) |
| CN (2) | CN112410964A (fr) |
| BR (1) | BR112015016987B1 (fr) |
| TW (1) | TWI649470B (fr) |
| WO (1) | WO2014113207A1 (fr) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6913436B2 (ja) * | 2013-01-16 | 2021-08-04 | インヴィスタ テクノロジーズ エスアエルエルINVISTA TECHNOLOGIES S.a.r.l. | 多重の弾性糸を有するストレッチ糸および布地 |
| WO2015032097A1 (fr) * | 2013-09-09 | 2015-03-12 | Central Fabrics Limited | Fil composite élastique filé à âme et tissu tissé le comprenant |
| WO2015100369A1 (fr) * | 2013-12-23 | 2015-07-02 | The North Face Apparel Corp. | Constructions textiles formées avec des filaments fusibles |
| EP3061856B1 (fr) * | 2015-02-24 | 2024-07-03 | Calik Denim Tekstil San. Ve Tic. A.S. | Fil élastique composite, tissu textile et procédé de fabrication de ce fil élastique composite |
| US10988868B2 (en) | 2015-03-20 | 2021-04-27 | Sysco Guest Supply, Llc | Textile structures comprising core spun yarns and associated methods for manufacture |
| US20160281275A1 (en) * | 2015-03-26 | 2016-09-29 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | Elastic fabric and process of preparation |
| PT3121318T (pt) | 2015-07-22 | 2022-04-19 | Sanko Tekstil Isletmeleri San Ve Tic As | Peça de vestuário e processo de preparação |
| US11008676B2 (en) * | 2015-12-16 | 2021-05-18 | Edwards Lifesciences Corporation | Textured woven fabric for use in implantable bioprostheses |
| US20190194839A1 (en) * | 2016-05-05 | 2019-06-27 | Arvind Limited | A stretchable fabric and a method, a wrinkle-free fabric and garments thereof |
| CN105970393A (zh) * | 2016-05-11 | 2016-09-28 | 如皋市丁堰纺织有限公司 | 一种高仿真羊绒纤维包芯复合纱及织物 |
| CN106120066B (zh) * | 2016-07-13 | 2018-08-14 | 芦山华美包纱有限公司 | 一种编织均匀通透四路丝袜包覆纱的生产工艺 |
| TWI841522B (zh) * | 2016-10-26 | 2024-05-11 | 英商英威達紡織(英國)有限公司 | 含有彈性體纖維及聚酯之雙成份長絲的伸縮針織織物 |
| CN106757678B (zh) * | 2016-11-15 | 2018-10-26 | 鲁丰织染有限公司 | 机织棉包聚烯烃经纬双弹面料连续生产工艺 |
| KR101992441B1 (ko) * | 2016-11-29 | 2019-06-25 | 주식회사 휴비스 | 다기능성 장단 복합사 |
| CN110167708B (zh) * | 2016-12-13 | 2022-09-23 | 利惠商业有限公司 | 具有对激光精加工的增强响应特性的织物 |
| TR201701687A2 (tr) * | 2017-02-06 | 2018-08-27 | Sanko Tekstil Isletmeleri Sanayi Ve Ticaret Anonim Sirketi | Esnek ve geri toplama özelliğine sahip kumaş ve bu kumaşların elde edilmesinde kullanılan iplik |
| CA3057285A1 (fr) | 2017-03-27 | 2018-10-04 | Sysco Guest Supply, Llc | Serviettes eponge comprenant des fils a ame et procedes associes de fabrication |
| EP3382073A1 (fr) * | 2017-03-30 | 2018-10-03 | Citel, S.L. | Bande textile pour élément de protection solaire |
| WO2019032217A2 (fr) * | 2017-06-28 | 2019-02-14 | Board Of Regents, The University Of Texas System | Fils de nanofibres spiralés et torsadés pour récupérer de l'énergie électrique par voie électrochimique à partir d'une déformation mécanique |
| TWI640665B (zh) * | 2017-07-21 | 2018-11-11 | 潤泰全球股份有限公司 | Method for manufacturing elastic fabric |
| TWI656253B (zh) * | 2017-09-21 | 2019-04-11 | 芯科紡織有限公司 | Improved structure, manufacturing method and device of spiral yarn and woven fabric thereof |
| CN107723869B (zh) * | 2017-10-25 | 2020-09-01 | 江阴市茂达棉纺厂有限公司 | 一种多品种混纺功能性包芯纱及其制备工艺 |
| KR101964699B1 (ko) * | 2017-11-06 | 2019-04-03 | 주식회사 휴비스 | 흡습발열 및 신축성이 우수한 장단 복합사 |
| CN208087828U (zh) * | 2018-03-19 | 2018-11-13 | 广东前进牛仔布有限公司 | 一种骨架纱线和牛仔织物 |
| CN108660569A (zh) * | 2018-05-24 | 2018-10-16 | 河北新大东纺织有限公司 | 一种弹力纱及其生产方法和面料 |
| EP3807458A4 (fr) | 2018-06-14 | 2022-05-18 | Levi Strauss & Co. | Tissu présentant des caractéristiques de réponse améliorées pour la finition au laser |
| KR20200007427A (ko) * | 2018-07-13 | 2020-01-22 | 효성티앤씨 주식회사 | 열세트성 개선 원사를 사용한 원단 및 이를 사용한 데님 |
| IT201800009805A1 (it) | 2018-10-25 | 2020-04-25 | Candiani Spa | Filati elasticizzati a base di cotone per tessuti elasticizzati ad elevata compatibilita’ ambientale e realizzati con tecnica core-spun |
| US20220022581A1 (en) * | 2018-12-28 | 2022-01-27 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | Stretchable garments and manufacturing method |
| CN110528133B (zh) * | 2019-09-12 | 2021-06-22 | 嘉兴学院 | 一种包缠结构弹力圈圈复合纱的制备方法及装置 |
| HK30008630A2 (fr) * | 2019-10-16 | 2020-06-12 | ||
| KR20210046436A (ko) * | 2019-10-18 | 2021-04-28 | 현대자동차주식회사 | 자동차 내장재 |
| JP7373660B2 (ja) * | 2019-10-31 | 2023-11-02 | サンコ・テクスタイル・アイレットメレリ・サナーイ・ベ・ティジャレット・アノニム・シルケティ | 弾性糸、編みテキスタイル材料、および弾性糸で作られた靴下 |
| CN110644100A (zh) * | 2019-11-06 | 2020-01-03 | 江苏华佳丝绸股份有限公司 | 一种包芯纱调匀装置及方法 |
| CN110747553B (zh) * | 2019-11-29 | 2024-09-03 | 浙江华孚色纺有限公司 | 一种复合结构包芯纱线、面料及其生产方法 |
| US11591748B2 (en) | 2020-01-14 | 2023-02-28 | Shadow Works, Llc | Heat treated multilayer knitted textile of liquid crystal polymer fibers and modified polyacrylonitrile fibers, and process for making same |
| CA3187176A1 (fr) * | 2020-06-15 | 2021-12-23 | Toray Fibers&Textiles Research Laboratories (China) Co., Ltd. | Tissu tricote et son utilisation |
| CN113089146A (zh) * | 2021-03-29 | 2021-07-09 | 佛山市南海德耀纺织实业有限公司 | 一种三芯弹力纱线及其制备方法和高弹低缩弹力丝面料 |
| CN113913998B (zh) * | 2021-09-29 | 2023-07-25 | 广东康派环创科技有限公司 | 弹性织带制备方法 |
| US20230141346A1 (en) * | 2021-11-05 | 2023-05-11 | Trillium Medical Products, LLC | Infused undergarment |
| US20240090593A1 (en) * | 2022-09-20 | 2024-03-21 | Tiffany Gil | Sock with padding |
| CN116163042A (zh) * | 2023-03-23 | 2023-05-26 | 江苏海特服饰股份有限公司 | 一种可再生纤维色纺喷毛纱的制备工艺及装置 |
| KR102704036B1 (ko) * | 2023-11-16 | 2024-09-05 | 주식회사 나아나나 | 경량 기능성 데님 원단 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008297646A (ja) * | 2007-05-29 | 2008-12-11 | Kurabo Ind Ltd | 芯鞘構造複合紡績糸及び布帛 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2052151A (en) * | 1933-11-15 | 1936-08-25 | United Elastic Corp | Method of making rubber thread |
| FR773975A (fr) * | 1934-05-29 | 1934-11-28 | United Elastic Corp | Fil de caoutchouc et son procédé de fabrication |
| US2902819A (en) * | 1957-11-01 | 1959-09-08 | Rayflex Inc | Elastic yarns |
| JPS4712224Y1 (fr) * | 1969-05-14 | 1972-05-06 | ||
| DE3126016A1 (de) | 1981-07-02 | 1983-01-13 | Bayer Ag, 5090 Leverkusen | Elastisches umspinnungsgarn |
| IT1183117B (it) * | 1985-01-11 | 1987-10-05 | Vittorio Cherio | Filo di gomma ricoperto con una o piu'spiralature ad elasticita'controllata e limitata, nonche' metodo ed apparecchio per la sua produzione |
| JP2935043B2 (ja) * | 1990-01-09 | 1999-08-16 | 東レ・デュポン株式会社 | 被覆弾性糸およびその製造方法 |
| US4998403A (en) | 1990-02-01 | 1991-03-12 | Basf Corporation | Apparatus and method of covering spandex yarn |
| RU2119980C1 (ru) * | 1996-12-31 | 1998-10-10 | Пензенский технологический институт | Способ получения армированной пряжи и устройство для его осуществления |
| US6581366B1 (en) * | 1998-10-22 | 2003-06-24 | World Fibers, Inc. | Cut-resistant stretch yarn fabric and apparel |
| JP2001288634A (ja) * | 2000-04-03 | 2001-10-19 | Toray Ind Inc | 複合被覆弾性糸及びその製造方法 |
| TW558571B (en) * | 2001-06-21 | 2003-10-21 | Nanya Plastics Corp | Air textured yarn and method for producing the same |
| JP2005507033A (ja) * | 2001-09-28 | 2005-03-10 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 異種複合糸、その布および製造方法 |
| JP3847648B2 (ja) | 2002-03-29 | 2006-11-22 | 帝人ファイバー株式会社 | 伸縮性芯鞘型複合糸及び伸縮性織編物 |
| US6848151B2 (en) | 2003-03-31 | 2005-02-01 | Invista Norh America S.à.r.l | Air-jet method for producing composite elastic yarns |
| CA2522075A1 (fr) * | 2003-06-23 | 2004-12-29 | Teijin Fibers Limited | Tisse ou tricot contenant deux differents fils et vetement comprenant ce tisse ou tricot |
| US6952915B2 (en) * | 2003-10-29 | 2005-10-11 | E. I. Du Pont De Nemours And Company | Ply-twisted yarns and fabric having both cut-resistance and elastic recovery and processes for making same |
| US20050124245A1 (en) * | 2003-12-03 | 2005-06-09 | Tianyi Liao | Size-covered composite yarns and method for making same |
| KR100595594B1 (ko) * | 2004-06-17 | 2006-07-03 | 주식회사 효성 | 복합섬유 및 이의 제조방법 |
| KR101551040B1 (ko) * | 2004-11-10 | 2015-09-07 | 인비스타 테크놀러지스 에스.에이 알.엘. | 스판덱스 및 경질사를 포함하는 탄성 셔츠감 직물의 제조 방법 |
| JP5323357B2 (ja) * | 2004-12-21 | 2013-10-23 | インヴィスタ テクノロジーズ エスアエルエル | 丸編弾性布および相当する布の製造方法 |
| JP2007107123A (ja) * | 2005-10-12 | 2007-04-26 | Nisshinbo Ind Inc | 複合弾性糸及びこの糸を用いた織編物 |
| ES2932215T3 (es) * | 2007-04-17 | 2023-01-16 | The Lycra Company Uk Ltd | Hilos elásticos compuestos y tejidos fabricados con ellos, y métodos y aparatos para elaborar los mismos |
| CN101307523A (zh) * | 2007-05-16 | 2008-11-19 | 因维斯塔技术有限公司 | 含有斯潘德克斯纤维和硬纱的伸展织物的制造方法 |
| US20080318485A1 (en) | 2007-06-20 | 2008-12-25 | Chi Ping Cheng | Core spun yarn and woven stretch fabric |
| US7762287B2 (en) * | 2008-01-25 | 2010-07-27 | Invista North America S.A.R.L. | Stretch wovens with separated elastic yarn system |
| CN201180180Y (zh) * | 2008-02-04 | 2009-01-14 | 苏州市职业大学 | 双组分芯丝包覆机 |
| TWM361507U (en) * | 2008-12-31 | 2009-07-21 | xue-yuan Xu | Elastic monofilament structure |
| US7669442B1 (en) * | 2009-01-26 | 2010-03-02 | E. I. Du Pont De Nemours And Company | Cut-resistant gloves containing fiberglass and para-aramid |
| JP5433259B2 (ja) * | 2009-03-09 | 2014-03-05 | 東洋紡Stc株式会社 | 複合紡績糸、その製造方法及び該複合紡績糸を用いた織物 |
| KR100934271B1 (ko) * | 2009-08-17 | 2009-12-28 | (주)황성 | 고강력 복합가공사 |
| WO2012062480A2 (fr) * | 2010-11-12 | 2012-05-18 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | Fil composite extensible, procédé et tissu |
| CN202430389U (zh) * | 2011-12-26 | 2012-09-12 | 常熟市长江化纤有限公司 | 生物质纤维复合包芯纱结构 |
| CN102995199A (zh) * | 2012-12-16 | 2013-03-27 | 徐州天虹时代纺织有限公司 | 一种双组份弹力氨纶包芯纱线的加工方法 |
| JP6913436B2 (ja) * | 2013-01-16 | 2021-08-04 | インヴィスタ テクノロジーズ エスアエルエルINVISTA TECHNOLOGIES S.a.r.l. | 多重の弾性糸を有するストレッチ糸および布地 |
-
2013
- 2013-12-30 JP JP2015553745A patent/JP6913436B2/ja active Active
- 2013-12-30 EP EP21191383.5A patent/EP3943650B1/fr active Active
- 2013-12-30 KR KR1020157021786A patent/KR102158057B1/ko active IP Right Grant
- 2013-12-30 EP EP24158195.8A patent/EP4382649A3/fr active Pending
- 2013-12-30 US US14/761,238 patent/US20150354101A1/en not_active Abandoned
- 2013-12-30 EP EP13871847.3A patent/EP2946032B1/fr active Active
- 2013-12-30 WO PCT/US2013/078237 patent/WO2014113207A1/fr active Application Filing
- 2013-12-30 CN CN202011012211.9A patent/CN112410964A/zh active Pending
- 2013-12-30 BR BR112015016987-2A patent/BR112015016987B1/pt active IP Right Grant
- 2013-12-30 CN CN201380074782.7A patent/CN105189841A/zh active Pending
-
2014
- 2014-01-14 TW TW103101305A patent/TWI649470B/zh not_active IP Right Cessation
-
2016
- 2016-08-17 US US15/239,267 patent/US20160362819A1/en not_active Abandoned
-
2019
- 2019-05-15 JP JP2019092078A patent/JP7015273B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008297646A (ja) * | 2007-05-29 | 2008-12-11 | Kurabo Ind Ltd | 芯鞘構造複合紡績糸及び布帛 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7015273B2 (ja) | 2022-02-02 |
| EP2946032A4 (fr) | 2016-08-03 |
| EP2946032A1 (fr) | 2015-11-25 |
| CN112410964A (zh) | 2021-02-26 |
| EP3943650B1 (fr) | 2024-02-28 |
| TWI649470B (zh) | 2019-02-01 |
| WO2014113207A1 (fr) | 2014-07-24 |
| EP4382649A2 (fr) | 2024-06-12 |
| JP2016507669A (ja) | 2016-03-10 |
| JP6913436B2 (ja) | 2021-08-04 |
| US20160362819A1 (en) | 2016-12-15 |
| EP3943650A1 (fr) | 2022-01-26 |
| TW201441439A (zh) | 2014-11-01 |
| US20150354101A1 (en) | 2015-12-10 |
| CN105189841A (zh) | 2015-12-23 |
| JP2019167665A (ja) | 2019-10-03 |
| BR112015016987A2 (pt) | 2017-07-11 |
| EP4382649A3 (fr) | 2024-10-02 |
| WO2014113207A9 (fr) | 2014-12-04 |
| BR112015016987B1 (pt) | 2022-04-19 |
| KR20150105996A (ko) | 2015-09-18 |
| KR102158057B1 (ko) | 2020-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2946032B1 (fr) | Fils extensibles et tissus ayant de multiples fils élastiques | |
| EP2834400B1 (fr) | Tissés étirables avec système de fil de commande | |
| EP3532663B1 (fr) | Tricot circulaire élastique comprenant de fibres élastomériques et de filaments en polyester bicomposants, vêtements fabriqués à partir dudit tricot circulaire et un procédé pour son obtention | |
| EP3058124B1 (fr) | Tricots circulaires extensibles comprenant de multiples fils élastiques | |
| EP2240632B1 (fr) | Article comprenant un tissu tissé extensible et procédé de fabrication d'un tel article | |
| US9689092B2 (en) | Stretch circular knit fabrics with multiple elastic yarns | |
| EP1819856B1 (fr) | Procédé de fabrication de tissu de chemiserie élastique comprenant du spandex et du fil dur | |
| EP2017378B1 (fr) | Procédé pour la manufacture des etoffes tissées extensibles | |
| US20070259583A1 (en) | Elastic fabric including elastic fiber and hard yarn and methods for making | |
| TW202200861A (zh) | 具有抗滑動性能之彈性纖維、複合紗及織物 | |
| KR20080099548A (ko) | 스판덱스 및 경질사를 포함하는 탄성 직물의 제조 방법 | |
| EP1873285B1 (fr) | Procédé de fabrication de tissu de shirting élastique comportant un fil élasthanne et dur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150813 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20160701 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D02G 3/36 20060101ALI20160627BHEP Ipc: D03D 15/08 20060101ALI20160627BHEP Ipc: D02G 3/04 20060101AFI20160627BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20160715 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602013081711 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: D02G0003040000 Ipc: D03D0015560000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D03D 15/56 20210101AFI20210315BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20210409 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THE LYCRA COMPANY UK LIMITED |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211022 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20220304 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013081711 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1493216 Country of ref document: AT Kind code of ref document: T Effective date: 20220615 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220518 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1493216 Country of ref document: AT Kind code of ref document: T Effective date: 20220518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220919 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220818 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220819 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220818 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013081711 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| 26N | No opposition filed |
Effective date: 20230221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013081711 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20221231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221230 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231109 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220511 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231110 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220518 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240625 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220511 |