EP2896837A2 - Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe und Rotoranordnung für eine Vakuumpumpe - Google Patents
Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe und Rotoranordnung für eine Vakuumpumpe Download PDFInfo
- Publication number
- EP2896837A2 EP2896837A2 EP14197861.9A EP14197861A EP2896837A2 EP 2896837 A2 EP2896837 A2 EP 2896837A2 EP 14197861 A EP14197861 A EP 14197861A EP 2896837 A2 EP2896837 A2 EP 2896837A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rotor
- rotor disk
- disk
- reinforcing ring
- press connection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 89
- 238000000034 method Methods 0.000 claims abstract description 29
- 230000002787 reinforcement Effects 0.000 claims abstract description 4
- 239000000835 fiber Substances 0.000 claims description 6
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 5
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 3
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 3
- 239000004033 plastic Substances 0.000 claims description 3
- 229920003023 plastic Polymers 0.000 claims description 3
- 238000001816 cooling Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 7
- 238000005086 pumping Methods 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/266—Rotors specially for elastic fluids mounting compressor rotors on shafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D19/00—Axial-flow pumps
- F04D19/02—Multi-stage pumps
- F04D19/04—Multi-stage pumps specially adapted to the production of a high vacuum, e.g. molecular pumps
- F04D19/042—Turbomolecular vacuum pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/32—Rotors specially for elastic fluids for axial flow pumps
- F04D29/321—Rotors specially for elastic fluids for axial flow pumps for axial flow compressors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/64—Mounting; Assembling; Disassembling of axial pumps
- F04D29/644—Mounting; Assembling; Disassembling of axial pumps especially adapted for elastic fluid pumps
Definitions
- the present invention relates to a method for producing a rotor assembly for a vacuum pump, in particular for a turbomolecular pump, and a rotor assembly for a vacuum pump, in particular for a turbomolecular pump.
- Vacuum pumps such as turbomolecular pumps, are used in various fields of engineering, such as e.g. in semiconductor manufacturing, used to create a vacuum necessary for the particular process.
- a turbomolecular pump typically includes a rotor shaft, a plurality of rotor disks connected to the rotor shaft, and stator disks disposed between the rotor disks, the rotor and stator disks each having vanes forming a pump active structure and providing the desired pumping action upon rapid rotation of the rotor assembly relative to the stator ,
- EP 1 096 152 A2 and EP 0 967 405 A2 disclose an alternative method in which the rotor disks are each connected in a rotationally fixed manner to the rotor shaft by a clamping ring.
- WO 2009/049988 A1 discloses a turbomolecular pump with a plurality of rotor disks, each of which is surrounded by a cylindrical reinforcing tube on the outside play.
- the reinforcing tube serves to increase the strength of the rotor and to reduce the risk of a so-called "burst", ie a breakage of the rotor, or the destructive forces released thereby.
- the object of the invention is therefore to provide a method by which a rotor assembly for a vacuum pump, in particular for a turbomolecular pump, can be produced, which ensures a high pump power and in particular can also be operated safely with very high speeds and torques.
- the object of the invention is also the indication of a corresponding rotor arrangement for a vacuum pump.
- the method is used to produce a rotor assembly for a vacuum pump, in particular for a turbomolecular pump, which has a rotor shaft, at least one rotor disk connected to the rotor shaft and at least one armor ring surrounding the rotor disk.
- the method comprises forming a transverse press connection, in particular a stretch press connection or shrink press connection, between the reinforcing ring and the rotor disk.
- the reinforcing ring and the rotor disk can be permanently connected to each other with a high torsional strength.
- a vacuum pump with reinforcing rings and rotor disks connected to one another via transverse presses can therefore also be operated at very high rotational speeds or achieve a very high torque, so that high pump power can be achieved with the vacuum pump.
- a Dehnpressthetic between the reinforcing ring and the rotor disk can be formed by the rotor disk is cooled, the armor ring is then placed or plugged onto the rotor disk, wherein the rotor disk expands when heated and thereby the Dehnpressitati is formed.
- the reinforcing ring can undergo the shrink-fit connection with the rotor disk, which, like the expansion press connection, has a very high strength, wherein the reinforcing ring, like the expansion press connection, forms the outer component and the rotor disk the inner component of the shrink-fit connection.
- the composite of the rotor disk and the reinforcing ring due to its increased strength enters a much firmer connection with the rotor shaft than would be possible with the rotor disk alone, for example, when the rotor disk is shrunk onto the rotor shaft, so that a safer Seat of the rotor disk is ensured on the rotor shaft. Therefore, the rotor assembly produced by the method has an extremely high strength and can also be easily operated at very high speeds and torques, which allow a high pumping power. The risk of a burst is considerably reduced by the reinforcement provided by the reinforcing ring, so that safe operation of the vacuum pump is ensured even at high pump powers.
- the rotor disk is cooled and the reinforcing ring is then applied to the cooled rotor disk.
- the transverse press connection between the armoring ring and the rotor disk is formed.
- the reinforcing ring is heated and then applied to the rotor disk.
- the reinforcing ring cools again, it contracts and forms the shrink-fit connection with the rotor disk.
- the outer diameter of the rotor disk and the inner diameter of the reinforcing ring are preferably designed in the manner of a press fit relative to one another. This can ensure that the transverse press connection causes a high rotational strength between the rotor disk and the reinforcing ring.
- the rotor disk comprises two axial ends, wherein a reinforcing ring is respectively applied to the rotor disk at both axial ends and the transverse press connection is formed between the respective reinforcing ring and the rotor disk.
- the transverse compression bonding may in principle comprise heating the outer component, ie the reinforcing ring, and / or cooling the inner component, ie the rotor disk.
- the respective component can be heated or cooled to a temperature significantly above or below room temperature become. Cooling, in particular the rotor disk, can be carried out, for example, using liquid nitrogen.
- the reinforcing ring is connected to only one rotor disk, i. the reinforcing ring is not connected to more than one rotor disk and thus only to a single rotor disk.
- the reinforcing ring is thus assigned to exactly one rotor disk.
- the reinforcing ring can be handled independently of other rotor discs and in particular connected to the rotor shaft in this embodiment. As explained below, this allows a particularly simple assembly of the rotor assembly as a whole.
- the method preferably comprises a rotationally fixed connection of the rotor disk to the rotor shaft, which preferably takes place after the cross-pressing connection of the reinforcement ring to the rotor disk.
- the rotor disk in particular after Querpressverbinden with the reinforcing ring, is applied to the rotor shaft.
- a transverse press connection in particular a stretch press connection or a shrink press connection, is preferably formed between the rotor disk and the rotor shaft.
- a shrink-fit connection can be created between the rotor disk and the rotor shaft, wherein the rotor disk is the outer component and the rotor shaft is the inner component of the shrink-fit connection.
- the transverse compression bonding of the rotor disk to the rotor shaft may involve heating the outer component, i. the rotor disk, and / or cooling the inner component, i. the rotor shaft, wherein the heating or cooling may each comprise a heating or cooling to a temperature well above or below the room temperature. Cooling can be done using liquid nitrogen.
- the transverse compression bonding or the expansion-compression bonding of the rotor disk to the rotor shaft comprises cooling of the rotor shaft.
- a heating of the rotor disk can additionally be done or omitted in this embodiment.
- the cooling of the rotor shaft is advantageous because the cooled rotor shaft can deform much more than a correspondingly heated rotor disk with a reinforcing ring, since the reinforcing ring can reduce the thermal expansion capability of the rotor disk.
- the method is preferably used for producing a rotor arrangement with a plurality of rotor disks connected to the rotor disks, which preferably follow one another in the axial direction.
- a plurality of rotor disks are accordingly applied to the rotor shaft.
- at least one reinforcing ring is applied to each of the rotor disks, in particular in the manner described above with respect to the at least one rotor disk, by cross-press bonding, e.g. a shrinking of the reinforcing ring on the rotor disk preferably takes place before the application of the respective rotor disk to the rotor shaft.
- the rotor disks can each be cross-press-connected to the rotor shaft in the manner described above with respect to the at least one rotor disk.
- the rotor disks are connected in a common process with the rotor shaft. This can be the rotor shaft cooled and the rotor disks can then be applied to the rotor shaft, so that the rotor disks are connected in the subsequent heating of the rotor shaft together with the rotor shaft. The cost of producing the rotor assembly is kept low.
- the rotor disks are applied individually to the rotor shaft and in particular transversely press-connected to the rotor disk. This means that the rotor disks are applied in isolated form to the rotor shaft, without the rotor disks being connected to one another in a self-supporting manner. Due to the independence of the rotor disks from each other easier handling of the rotor disks is ensured in the application to the rotor shaft and a better connection between the rotor disks and the rotor shaft.
- the method for producing a rotor arrangement described in the present description can in principle be part of a method for producing a vacuum pump, which comprises the rotor arrangement.
- the rotor disks are applied to the rotor shaft in such a way that they alternate in the vacuum pump in the axial direction with stator disks lying between the rotor disks, wherein the stator disks are preferably arranged or arranged on a housing of the vacuum pump.
- This provides an arrangement in which the rotor shaft extends through both the rotor disks and the stator disks alternating axially with the rotor disks and which is suitable, for example, for use in a turbomolecular pump.
- stator disks can already be rotatably threaded onto the rotor shaft during the composition of the rotor assembly and inserted between the rotor disks, it is not necessary to use divided stator disks which are assembled between the rotor disks once the rotor assembly has been completely assembled.
- stator discs can be used, which are each formed by a one-piece contiguous and in particular material-uniform body. These one-piece stator discs may each have a through opening through which the rotor shaft is guided in the manufacture of the rotor assembly. The production of a vacuum pump is considerably simplified because the rotor assembly and the stator disks can be constructed in a common process step.
- the reinforcing ring may be wholly or partially made of a material which is different from a material of the at least one rotor disk.
- the reinforcing ring may comprise a material which, in at least one direction, in particular in the circumferential direction of the reinforcing ring, has a greater tensile strength than the material of the rotor disk.
- the reinforcing ring wholly or partly consists of a material which in at least one direction, in particular in the circumferential direction of the reinforcing ring, a tensile strength of at least 500 MPa , preferably at least 600 MPa, more preferably at least 700 MPa and most preferably at least 800 MPa.
- a material having a tensile strength of more than 700 MPa is used.
- the reinforcing ring consists wholly or partly of a fiber-reinforced plastic, in particular a carbon fiber reinforced plastic (CFRP).
- the plastic has high tenacity (HT) fibers or super tenacity (ST) fibers that have even higher strength than HT fibers. Due to the high tensile strength of this material, a particularly strong connection between the reinforcing ring and the rotor disk and between the rotor disk and the rotor shaft is achieved.
- the rotor disk and / or the rotor shaft and / or at least one stator disk may consist wholly or partly of a metallic material which may contain aluminum or may be formed by aluminum or by an aluminum alloy.
- the rotor disk and / or at least one stator disk is preferably formed by a body that is integrally connected and, in particular, of uniform material, which can be produced in particular by a material-removing, in particular machining, machining of a raw body.
- a particularly strong connection between the reinforcing ring and the rotor disk is achieved when the reinforcing ring and the rotor disk at room temperature, a radial interference between 0.0005 and 0.04 mm, preferably between 0.0008 and 0.03 mm and more preferably between 0.001 and 0.025 mm.
- a particularly firm connection between the rotor disk and the rotor shaft is achieved when the armored rotor disk and the rotor shaft at room temperature, a radial excess between 0.01 and 0.1 mm, preferably between 0.02 and 0.08 mm, and more preferably between 0 , 04 and 0.06 mm.
- the reinforcing ring can be applied to the rotor disk so that the resulting connection between a cylindrical jacket-shaped contact area a radially inner surface of the reinforcing ring and a radially outer surface of the rotor disk, in which the reinforcing ring and the rotor disk are pressed against each other.
- the rotor disk can be applied to the rotor shaft so that the resulting connection comprises a cylindrical jacket-shaped contact area between a radially inner surface of the rotor disk and a radially outer surface of the rotor shaft, in which the rotor disk and the rotor shaft are pressed against each other.
- the rotor disk is designed as a turbomolecular rotor disk.
- the rotor disk may comprise a support ring and a plurality of blades protruding in the radial direction from the support ring, which blades form a blading of the rotor disk.
- the support ring can form a collar for the blades of the rotor disk.
- the support ring preferably has a through opening through which the rotor shaft of the finished rotor assembly extends.
- the reinforcing ring may be applied to the support ring of the rotor disk, in particular, stretch-press-bonded or shrunk, so that the radial outer surface of the support ring and the radial inner surface of the reinforcing ring form the contact region of the transverse press connection.
- the support ring may have two axial ends and at one or both axial ends each have a projecting in the axial direction over the blading section.
- a reinforcing ring may be shrunk or stretch-bonded to one or both of these sections, for example.
- the rotor shaft is preferably formed by a rod-shaped body, in particular solid body, with a preferably circular cross-section.
- the rotor shaft can be rotatably mounted about a rotation axis in a vacuum pump, wherein the axis of rotation preferably corresponds to the longitudinal axis of the rotor shaft.
- the invention further relates to a rotor arrangement for a vacuum pump, in particular for a turbomolecular pump, with a rotor shaft, a rotor disk connected to the rotor shaft and a reinforcing ring surrounding the rotor disk, wherein the armor ring with the rotor disk via a transverse press connection, in particular a Dehnpresstagen or a shrink-press connection, connected is.
- the rotor assembly is preferably manufactured or manufacturable according to a method for manufacturing a rotor assembly according to the present description.
- the rotor arrangement is characterized by a particularly strong connection between the rotor disk and the rotor shaft, which ensures a tight fit of the rotor disk even at very high speeds ensures the rotor shaft, so that the vacuum pump can be operated at high speeds and can provide a high pumping power.
- the rotor disk comprises two axial ends, wherein a reinforcing ring is respectively applied to the rotor disk at both axial ends and the transverse press connection is formed between the respective reinforcing ring and the rotor disk.
- the rotor disk can be connected to the rotor shaft via a transverse press connection, in particular an expansion press connection or a shrink press connection.
- the rotor disk is therefore preferably shrunk onto the rotor shaft or connected to it in a strain-tight manner.
- the reinforcing ring is preferably connected to only one rotor disk, ie preferably the reinforcing ring is not connected to more than one rotor disk and thus exclusively to a single rotor disk.
- a plurality of rotor disks can be applied to the rotor shaft and in particular be shrunk or stretch-press-connected.
- the rotor assembly may be part of a vacuum pump, in particular a turbomolecular pump.
- the subject of the invention is accordingly also a vacuum pump, in particular a turbomolecular pump, with a rotor arrangement according to the present description.
- the vacuum pump in the axial direction with the rotor shaft connected rotor disks alternate with arranged between the rotor disks stator disks, which are non-rotatably attached to the vacuum pump, for example, on the housing of the vacuum pump.
- stator discs are preferably formed as one piece coherent and in particular material-uniform body.
- a stator disc preferably each includes a through opening through which the rotor shaft extends.
- the at least one reinforcing ring consists wholly or partly of a fiber-reinforced plastic, in particular a carbon fiber reinforced plastic (CFRP).
- CFRP carbon fiber reinforced plastic
- the plastic may comprise HT or ST fibers.
- the one or more rotor disks are preferably designed as turbomolecular rotor disks.
- a vacuum pump according to the invention comprises a rotor assembly as described above.
- the rotor shaft is preferably rotatably mounted at two axial ends about an axis of rotation, wherein the one or more rotor disks may be applied in a arranged between the two bearings portion of the rotor shaft to the rotor shaft.
- a bearing may be designed as a rolling bearing and / or a bearing, which in particular the high-vacuum side
- the pump is assigned, may be formed as a magnetic bearing and in particular as a permanent magnet bearing.
- Fig. 1 shows a rotor shaft 10, which extends along an axis 20, and rotatably connected to the rotor shaft 10 rotor disk 12 having a support ring 22 and a plurality of radially projecting from the support ring 22 blades 24, which form a blading of the rotor disk 12.
- the rotor shaft 10 has over the opening formed by the support ring 22 for receiving the rotor shaft 10 to a radial excess.
- two reinforcing rings 14 are shown for the rotor disk 12, which have a radial excess with respect to the axial end portions of the rotor disk 12.
- the two reinforcing rings 14 are placed on each one of them in the axial direction via the blading of the rotor disks 12 protruding portions applied to form a transverse press connection, in particular in the manner of a Dehnpressitati.
- the rotor disk 12 is cooled, so that the rotor disk 12 contracts.
- the reinforcing rings 14 are pushed onto the two axial end portions of the rotor disk 12. The radial excess is compensated by the shrinkage of the rotor disk 12, so that the reinforcing rings 14 can be applied to the rotor disk 12 without substantial resistance.
- the rotor disk 12 subsequently heats up again to room temperature and expands again, an extremely firm and secure expansion press connection between the rotor disk 12 and the reinforcing rings 14 is automatically produced.
- the reinforcing rings 14 may also be shrunk on the respective protruding portion of the rotor disk 12. For this purpose, each reinforcing ring 14 is heated so that it expands and the radial excess of the respective projecting portion is compensated and the respective reinforcing ring 14 can thus be plugged without substantial resistance. As the reinforcing ring contracts, an extremely rigid shrink-fit connection is automatically formed between the respective reinforcing ring 14 and the rotor disk 12.
- the rotor disk 12 is shrunk onto the rotor shaft 10 with the reinforcing rings 14 or stretch-press-bonded.
- the rotor shaft 10 is cooled, so that the rotor shaft 10 contracts and assumes a smaller outer diameter, which substantially corresponds to the inner diameter of the rotor disk 12.
- the rotor disk 12 can be applied to the rotor shaft 10 without substantial resistance.
- the rotor shaft 10 then warms up to room temperature again expands automatically, a very firm and secure press connection between the rotor disk 12 and the rotor shaft 10 is produced.
- a plurality of rotor disks 12 are individually applied to the cooled rotor shaft 10 and connected together with the rotor shaft 10 during subsequent heating of the rotor shaft 10 to room temperature to provide a rotor assembly having a plurality of rotor disks 12 successive in the axial direction.
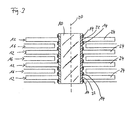
- Fig. 2 shows a rotor assembly in plan view, which according to the above with reference to Fig. 1 can be produced described method.
- a transverse press connection which presses said surfaces against each other such that a solid and extremely secure fit of the rotor disk 12 is ensured on the rotor shaft 10.
- Fig. 3 shows a vacuum pump with a rotor assembly with a plurality of rotor disks 12, which in the above with reference to Fig. 1 and 2 described manner have been applied to a common rotor shaft 10.
- the rotor disks 12 alternate in the axial direction with stator disks 16 which are fixed to a housing, not shown.
- stator 16 Of the stator 16 are in Fig. 3 only the blades are shown, which extend radially inwardly starting from the support rings of the stator disks 16 arranged radially on the outside and carried by the housing of the vacuum pump.
- the blades 24 of the rotor disks 12 each form a turbomolecular one with the blades of the stator disks 16 adjacent in the axial direction Pumping stage, which provides an axially directed pumping action.
- the applied to the rotor disks 12 Arm istsringe 14 thereby cause such a strong connection between the rotor disks 12 and the rotor shaft 10 so that the vacuum pump can be operated safely with very high speeds and torques and accordingly can provide a high pump power.
- Fig. 3 shows that the reinforcing rings 14 respectively in the direction of the axis 20 of the rotor shaft 10 does not protrude beyond the respective central support ring 22 of the rotor disk 12 out, but jump back relative to the relevant axial end of the support ring 22.
- an at least approximately axially flush termination between the reinforcing ring 14 and the axial end of the tag ring 22 may be provided in each case.
- Each reinforcing ring 14 is connected to just one single rotor disk 12. Consequently, not only a single, two rotor disks 12 associated, approximately tubular or sleeve-shaped reinforcing element is provided between facing sides of two axially immediately successive rotor disks 12, but there are two separate, axially spaced reinforcing rings 14 are provided, each only exactly associated with a single rotor disk 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Non-Positive Displacement Air Blowers (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, und eine Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe.
- Vakuumpumpen, wie zum Beispiel Turbomolekularpumpen, werden in unterschiedlichen Bereichen der Technik, wie z.B. in der Halbleiterherstellung, eingesetzt, um ein für den jeweiligen Prozess notwendiges Vakuum zu schaffen. Eine Turbomolekularpumpe umfasst typischerweise eine Rotorwelle, mehrere mit der Rotorwelle verbundene Rotorscheiben sowie zwischen den Rotorscheiben angeordnete Statorscheiben, wobei die Rotor- und Statorscheiben jeweils Schaufeln aufweisen, welche eine pumpaktive Struktur bilden und bei der schnellen Drehung der Rotoranordnung relativ zu dem Stator die gewünschte Pumpwirkung bereitstellen.
- Um die Rotorscheiben drehfest mit der Rotorwelle zu verbinden, ist es bekannt, die Rotorscheiben jeweils auf die Rotorwelle aufzuschrumpfen.
EP 1 096 152 A2 undEP 0 967 405 A2 offenbaren ein alternatives Verfahren, bei dem die Rotorscheiben jeweils durch einen Klemmring drehfest mit der Rotorwelle verbunden werden. -
WO 2009/049988 A1 offenbart eine Turbomolekularpumpe mit mehreren Rotorscheiben, die jeweils von einem zylindrischen Armierungsrohr außenseitig spielfrei umfasst sind. Das Armierungsrohr dient dazu, die Festigkeit des Rotors zu erhöhen und die Gefahr eines sogenannten "Bursts", d.h. eines Bruchs des Rotors, bzw. die dabei frei werdenden Zerstörungskräfte zu reduzieren. - Da die drehfeste Verbindung zwischen den Rotorscheiben und der Rotorwelle bei den bekannten Vakuumpumpen eine begrenzte Festigkeit aufweist, sind die maximale Drehzahl und das maximale Drehmoment, mit denen diese Vakuumpumpen betrieben werden können, und folglich die mit den Vakuumpumpen erreichbaren Pumpleistungen begrenzt.
- Aufgabe der Erfindung ist es daher, ein Verfahren anzugeben, mit dem eine Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, hergestellt werden kann, die eine hohe Pumpleistung gewährleistet und insbesondere auch gefahrlos mit sehr hohen Drehzahlen und Drehmomenten betrieben werden kann. Aufgabe der Erfindung ist ferner die Angabe einer entsprechenden Rotoranordnung für eine Vakuumpumpe.
- Die Aufgabe wird durch ein Verfahren mit den Merkmalen des Anspruchs 1 gelöst.
- Das Verfahren dient zur Herstellung einer Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, welche eine Rotorwelle, wenigstens eine mit der Rotorwelle verbundene Rotorscheibe und wenigstens einen die Rotorscheibe umgebenden Armierungsring aufweist. Das Verfahren umfasst, dass zwischen dem Armierungsring und der Rotorscheibe eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder Schrumpfpressverbindung, ausgebildet wird.
- Durch die Querpressverbindung können der Armierungsring und die Rotorscheibe dauerhaft und mit einer hohen Drehfestigkeit miteinander verbunden werden. Eine Vakuumpumpe mit miteinander querpressverbundenen Armierungsringen und Rotorscheiben kann daher auch bei sehr hohen Drehzahlen betrieben werden bzw. ein sehr hohes Drehmoment erreichen, so dass mit der Vakuumpumpe hohe Pumpleistungen erzielt werden können.
- Eine Dehnpressverbindung zwischen dem Armierungsring und der Rotorscheibe kann dadurch ausgebildet werden, dass die Rotorscheibe abgekühlt wird, der Armierungsring dann auf die Rotorscheibe gesetzt oder gesteckt wird, wobei sich die Rotorscheibe bei Erwärmung ausdehnt und dabei die Dehnpressverbindung ausgebildet wird.
- Durch Aufschrumpfen kann der Armierungsring die Schrumpfpressverbindung mit der Rotorscheibe eingehen, welche wie die Dehnpressverbindung eine sehr hohe Festigkeit aufweist, wobei der Armierungsring wie bei der Dehnpressverbindung die äußere Komponente und die Rotorscheibe die innere Komponente der Schrumpfpressverbindung bildet.
- Es hat sich herausgestellt, dass der Verbund aus der Rotorscheibe und dem Armierungsring aufgrund seiner erhöhten Festigkeit eine deutlich festere Verbindung mit der Rotorwelle eingeht, als es mit der Rotorscheibe alleine möglich wäre, beispielsweise wenn die Rotorscheibe auf die Rotorwelle aufgeschrumpft wird, so dass ein sicherer Sitz der Rotorscheibe auf der Rotorwelle gewährleistet wird. Die mit dem Verfahren hergestellte Rotoranordnung weist daher eine äußerst hohe Festigkeit auf und kann auch problemlos bei sehr hohen Drehzahlen und Drehmomenten betrieben werden, welche eine hohe Pumpleistung ermöglichen. Die Gefahr eines Bursts wird durch die durch den Armierungsring bereitgestellte Verstärkung erheblich reduziert, so dass auch bei hohen Pumpleistungen ein sicherer Betrieb der Vakuumpumpe gewährleistet ist.
- Vorteilhafte Ausführungsformen der Erfindung sind in den Unteransprüchen, der Beschreibung und den Figuren beschrieben.
- Zur Ausbildung der Querpressverbindung zwischen dem Armierungsring und der Rotorscheibe ist es vorteilhaft, wenn die Rotorscheibe abgekühlt wird und der Armierungsring dann auf die abgekühlte Rotorscheibe aufgebracht wird. Wenn sich die Rotorscheibe wieder erwärmt, wird die Querpressverbindung zwischen dem Armierungsring und der Rotorscheibe ausgebildet.
- Zur Ausbildung der Schrumpfpressverbindung ist es vorteilhaft, wenn der Armierungsring erwärmt und dann auf die Rotorscheibe aufgebracht wird. Wenn sich der Armierungsring wieder abkühlt, zieht er sich zusammen und bildet dabei die Schrumpfpressverbindung mit der Rotorscheibe aus.
- Zur Ausbildung der Querpressverbindung zwischen der Rotorscheibe und dem darauf sitzenden Armierungsring sind der Außendurchmesser der Rotorscheibe und der Innendurchmesser des Armierungsringes bevorzugt in Art einer Presspassung relativ zueinander ausgebildet. Dadurch kann sichergestellt werden, dass die Querpressverbindung eine hohe Drehfestigkeit zwischen der Rotorscheibe und dem Armierungsring bewirkt.
- Gemäß einer vorteilhaften Ausführungsform umfasst die Rotorscheibe zwei axiale Enden, wobei an beiden axialen Enden jeweils ein Armierungsring auf die Rotorscheibe aufgebracht und die Querpressverbindung zwischen dem jeweiligen Armierungsring und der Rotorscheibe ausgebildet wird. Durch die Verwendung zweier Armierungsringe an den beiden axialen Enden der Rotorscheibe wird die Festigkeit der armierten Rotorscheibe und der Verbindung zwischen der Rotorscheibe und der Rotorwelle zusätzlich erhöht.
- Das Querpressverbinden kann prinzipiell ein Erwärmen der äußeren Komponente, d.h. des Armierungsrings, umfassen und/oder ein Kühlen der inneren Komponente, d.h. der Rotorscheibe. Die jeweilige Komponente kann dabei auf eine Temperatur deutlich oberhalb bzw. unterhalb der Raumtemperatur erwärmt bzw. gekühlt werden. Ein Kühlen, insbesondere der Rotorscheibe, kann zum Beispiel unter Verwendung von flüssigem Stickstoff erfolgen.
- Bevorzugt wird der Armierungsring nur mit genau einer Rotorscheibe verbunden, d.h. der Armierungsring ist nicht mit mehr als einer Rotorscheibe und somit ausschließlich mit einer einzigen Rotorscheibe verbunden. Der Armierungsring wird somit genau einer Rotorscheibe zugeordnet. Der Armierungsring kann bei dieser Ausgestaltung unabhängig von weiteren Rotorscheiben gehandhabt und insbesondere mit der Rotorwelle verbunden werden. Wie nachfolgend erläutert, wird dadurch eine besonders einfache Montage der Rotoranordnung insgesamt ermöglicht.
- Das Verfahren umfasst vorzugsweise ein drehfestes Verbinden der Rotorscheibe mit der Rotorwelle, welches bevorzugt nach dem Querpressverbinden des Armierungsrings mit der Rotorscheibe erfolgt.
- Gemäß einer vorteilhaften Ausführungsform wird die Rotorscheibe, insbesondere nach dem Querpressverbinden mit dem Armierungsring, auf die Rotorwelle aufgebracht. Dabei wird bevorzugt zwischen der Rotorscheibe und der Rotorwelle eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, ausgebildet. Es kann folglich zum Beispiel eine Schrumpfpressverbindung zwischen der Rotorscheibe und der Rotorwelle geschaffen werden, wobei die Rotorscheibe die äußere Komponente und die Rotorwelle die innere Komponente der Schrumpfpressverbindung darstellt. Wenn auf die Rotorscheibe bereits ein Armierungsring zum Beispiel aufgeschrumpft wurde, wird bei dem Aufschrumpfen der Rotorscheibe auf die Rotorwelle aufgrund der durch den Armierungsring erzielten erhöhten Festigkeit der armierten Rotorscheibe eine deutlich erhöhte Festigkeit der Verbindung zwischen der Rotorscheibe und der Rotorwelle erreicht.
- Das Querpressverbinden der Rotorscheibe mit der Rotorwelle kann ein Erwärmen der äußeren Komponente, d.h. der Rotorscheibe, und/oder ein Kühlen der inneren Komponente, d.h. der Rotorwelle, umfassen, wobei das Erwärmen bzw. Kühlen jeweils ein Erwärmen bzw. Kühlen auf eine Temperatur deutlich oberhalb bzw. unterhalb der Raumtemperatur umfassen kann. Das Kühlen kann unter Verwendung von flüssigem Stickstoff erfolgen.
- Gemäß einer vorteilhaften Ausführungsform umfasst das Querpressverbinden bzw. das Dehnpressverbinden der Rotorscheibe auf die Rotorwelle ein Kühlen der Rotorwelle. Ein Erwärmen der Rotorscheibe kann bei dieser Ausgestaltung zusätzlich erfolgen oder unterbleiben. Das Kühlen der Rotorwelle ist vorteilhaft, da sich die gekühlte Rotorwelle deutlich stärker verformen kann als eine entsprechend erwärmte Rotorscheibe mit einem Armierungsring, da der Armierungsring die Wärmeausdehnungsfähigkeit der Rotorscheibe verringern kann.
- Das Verfahren dient vorzugsweise zur Herstellung einer Rotoranordnung mit mehreren mit der Rotorwelle verbundenen Rotorscheiben, welche vorzugsweise in axialer Richtung aufeinander folgen. Gemäß einer vorteilhaften Ausführungsform werden dementsprechend mehrere Rotorscheiben auf die Rotorwelle aufgebracht. Vorzugsweise wird auf die Rotorscheiben jeweils wenigstens ein Armierungsring aufgebracht, und zwar insbesondere in der vorstehend in Bezug auf die wenigstens eine Rotorscheibe beschriebenen Weise durch Querpressverbinden, wobei z.B. ein Aufschrumpfen des Armierungsrings auf die Rotorscheibe bevorzugt vor dem Aufbringen der jeweiligen Rotorscheibe auf die Rotorwelle erfolgt. Zum Aufbringen der Rotorscheiben auf die Rotorwelle können die Rotorscheiben jeweils in der vorstehend in Bezug auf die wenigstens eine Rotorscheibe beschriebenen Weise mit der Rotorwelle querpressverbunden werden.
- Gemäß einer vorteilhaften Ausführungsform werden die Rotorscheiben in einem gemeinsamen Prozess mit der Rotorwelle verbunden. Dazu kann die Rotorwelle gekühlt und die Rotorscheiben können daraufhin auf die Rotorwelle aufgebracht werden, so dass die Rotorscheiben bei der darauffolgenden Erwärmung der Rotorwelle gemeinsam mit der Rotorwelle verbunden werden. Der Aufwand für die Herstellung der Rotoranordnung wird dadurch gering gehalten.
- Gemäß einer vorteilhaften Ausführungsform werden die Rotorscheiben einzeln auf die Rotorwelle aufgebracht und insbesondere mit der Rotorscheibe querpressverbunden. Das bedeutet, dass die Rotorscheiben in vereinzelter Form auf die Rotorwelle aufgebracht werden, ohne dass die Rotorscheiben in selbsttragender Weise miteinander zusammenhängen. Durch die Unabhängigkeit der Rotorscheiben voneinander wird eine einfachere Handhabung der Rotorscheiben bei dem Aufbringen auf die Rotorwelle und eine bessere Verbindung zwischen den Rotorscheiben und der Rotorwelle gewährleistet.
- Das in der vorliegenden Beschreibung beschriebene Verfahren zur Herstellung einer Rotoranordnung kann grundsätzlich Bestandteil eines Verfahrens zur Herstellung einer Vakuumpumpe sein, die die Rotoranordnung umfasst. Gegenstand der Erfindung ist dementsprechend auch ein Verfahren zur Herstellung einer Vakuumpumpe, welches die Herstellung einer Rotoranordnung nach dem in dieser Beschreibung beschriebenen Verfahren umfasst.
- Gemäß einer vorteilhaften Ausführungsform werden die Rotorscheiben derart auf die Rotorwelle aufgebracht, dass sich diese in der Vakuumpumpe in axialer Richtung mit zwischen den Rotorscheiben liegenden Statorscheiben abwechseln, wobei die Statorscheiben bevorzugt an einem Gehäuse der Vakuumpumpe angeordnet sind oder angeordnet werden. Dadurch wird eine Anordnung geschaffen, bei der sich die Rotorwelle sowohl durch die Rotorscheiben als auch durch die sich mit den Rotorscheiben in axialer Richtung abwechselnden Statorscheiben hindurch erstreckt und die z.B. für die Verwendung in einer Turbomolekularpumpe geeignet ist.
- Da die Statorscheiben bereits bei der Zusammensetzung der Rotoranordnung auf die Rotorwelle drehbar aufgefädelt und zwischen die Rotorscheiben eingebracht werden können, ist es nicht erforderlich, geteilte Statorscheiben zu verwenden, die nach dem vollständigen Aufbau der Rotoranordnung zwischen den Rotorscheiben zusammengesetzt werden. Stattdessen können Statorscheiben verwendet werden, die jeweils durch einen einteilig zusammenhängenden und insbesondere materialeinheitlichen Körper gebildet sind. Diese einteiligen Statorscheiben können jeweils eine durchgehende Öffnung aufweisen, durch die die Rotorwelle bei der Herstellung der Rotoranordnung hindurch geführt wird. Die Herstellung einer Vakuumpumpe wird dadurch erheblich vereinfacht, da die Rotoranordnung und die Statorscheiben in einem gemeinsamen Verfahrensschritt aufgebaut werden können.
- Der Armierungsring kann ganz oder teilweise aus einem Material bestehen, welches von einem Material der wenigstens einen Rotorscheibe verschieden ist. Insbesondere kann der Armierungsring ein Material aufweisen, welches in zumindest einer Richtung, insbesondere in der Umfangsrichtung des Armierungsrings, eine größere Zugfestigkeit aufweist, als das Material der Rotorscheibe. Dadurch wird eine besonders hohe Festigkeit des Verbunds aus dem Armierungsring und der Rotorscheibe erreicht.
- Besonders gute Ergebnisse im Hinblick auf die Festigkeit der Verbindung und die mit der Rotoranordnung erreichbare Pumpleistung werden erzielt, wenn der Armierungsring ganz oder teilweise aus einem Material besteht, welches in zumindest einer Richtung, insbesondere in der Umfangsrichtung des Armierungsrings, eine Zugfestigkeit von wenigstens 500 MPa, bevorzugt wenigstens 600 MPa, besonders bevorzugt wenigstens 700 MPa und höchst bevorzugt wenigstens 800 MPa aufweist. Vorzugsweise wird ein Material mit einer Zugfestigkeit von mehr als 700 MPa verwendet.
- Gemäß einer vorteilhaften Ausführungsform besteht der Armierungsring ganz oder teilweise aus einem faserverstärkten Kunststoff, insbesondere einem kohlenstofffaserverstärkten Kunststoff (CFK). Vorzugsweise weist der Kunststoff High Tenacity (HT) Fasern oder Super Tenacity (ST) Fasern auf, die eine noch höhere Festigkeit als HT-Fasern haben. Aufgrund der hohen Zugfestigkeit dieses Materials wird eine besonders feste Verbindung zwischen dem Armierungsring und der Rotorscheibe sowie zwischen der Rotorscheibe und der Rotorwelle erreicht.
- Die Rotorscheibe und/oder die Rotorwelle und/oder zumindest eine Statorscheibe kann ganz oder teilweise aus einem metallischen Material bestehen, welches Aluminium enthalten bzw. durch Aluminium oder durch eine Aluminiumlegierung gebildet sein kann. Die Rotorscheibe und/oder zumindest eine Statorscheibe ist vorzugsweise durch einen einteilig zusammenhängenden und insbesondere materialeinheitlichen Körper gebildet, welcher insbesondere durch eine materialentfernende, insbesondere spanabhebende, Bearbeitung eines Rohkörpers hergestellt sein kann.
- Eine besonders feste Verbindung zwischen dem Armierungsring und der Rotorscheibe wird erreicht, wenn der Armierungsring und die Rotorscheibe bei Raumtemperatur ein radiales Übermaß zwischen 0,0005 und 0,04 mm, bevorzugt zwischen 0,0008 und 0,03 mm und besonders bevorzugt zwischen 0,001 und 0,025 mm aufweisen. Eine besonders feste Verbindung zwischen der Rotorscheibe und der Rotorwelle wird erreicht, wenn die armierte Rotorscheibe und die Rotorwelle bei Raumtemperatur ein radiales Übermaß zwischen 0,01 und 0,1 mm, bevorzugt zwischen 0,02 und 0,08 mm und besonders bevorzugt zwischen 0,04 und 0,06 mm aufweisen.
- Der Armierungsring kann so auf die Rotorscheibe aufgebracht werden, dass die entstehende Verbindung einen zylindermantelförmigen Kontaktbereich zwischen einer radialen Innenfläche des Armierungsrings und einer radialen Außenfläche der Rotorscheibe umfasst, in dem der Armierungsring und die Rotorscheibe gegeneinandergepresst werden. Die Rotorscheibe kann so auf die Rotorwelle aufgebracht werden, dass die entstehende Verbindung einen zylindermantelförmigen Kontaktbereich zwischen einer radialen Innenfläche der Rotorscheibe und einer radialen Außenfläche der Rotorwelle umfasst, in dem die Rotorscheibe und die Rotorwelle gegeneinander gepresst werden.
- Vorzugsweise ist die Rotorscheibe als turbomolekulare Rotorscheibe ausgebildet. Die Rotorscheibe kann einen Tragring und mehrere in radialer Richtung von dem Tragring abstehende Schaufeln umfassen, welche eine Beschaufelung der Rotorscheibe bilden. Der Tragring kann einen Bund für die Schaufeln der Rotorscheibe bilden. Der Tragring weist vorzugsweise eine durchgehende Öffnung auf, durch die sich die Rotorwelle der fertigen Rotoranordnung hindurch erstreckt.
- Der Armierungsring kann auf den Tragring der Rotorscheibe aufgebracht, insbesondere dehnpressverbunden oder aufgeschrumpft, werden, so dass die radiale Außenfläche des Tragrings und die radiale Innenfläche des Armierungsrings den Kontaktbereich der Querpressverbindung bilden. Der Tragring kann zwei axiale Enden aufweisen und an einem oder an beiden axialen Enden jeweils einen in axialer Richtung über die Beschaufelung hervorstehenden Abschnitt aufweisen. Auf einen oder beide dieser Abschnitte kann jeweils ein Armierungsring zum Beispiel aufgeschrumpft oder dehnpressverbunden werden.
- Die Rotorwelle ist vorzugsweise durch einen stabförmigen Körper, insbesondere Vollkörper, mit einem vorzugsweise kreisförmigen Querschnitt gebildet. Die Rotorwelle kann um eine Drehachse drehbar in einer Vakuumpumpe gelagert sein, wobei die Drehachse vorzugsweise der Längsachse der Rotorwelle entspricht.
- Weiterer Gegenstand der Erfindung ist eine Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, mit einer Rotorwelle, einer mit der Rotorwelle verbundenen Rotorscheibe und einem die Rotorscheibe umgebenden Armierungsring, wobei der Armierungsring mit der Rotorscheibe über eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, verbunden ist. Die Rotoranordnung ist vorzugsweise nach einem Verfahren zur Herstellung einer Rotoranordnung gemäß der vorliegenden Beschreibung hergestellt oder herstellbar. Die hierin beschriebenen vorteilhaften Ausführungsformen und Vorteile des erfindungsgemäßen Verfahrens stellen entsprechende vorteilhafte Ausführungsformen und Vorteile der erfindungsgemäßen Rotoranordnung dar. Die Rotoranordnung zeichnet sich durch eine besonders feste Verbindung zwischen der Rotorscheibe und der Rotorwelle aus, welche auch bei sehr hohen Drehzahlen einen festen Sitz der Rotorscheibe auf der Rotorwelle gewährleistet, so dass die Vakuumpumpe bei hohen Drehzahlen betrieben werden kann und eine hohe Pumpleistung bereitstellen kann.
- Gemäß einer vorteilhaften Ausführungsform umfasst die Rotorscheibe zwei axiale Enden, wobei an beiden axialen Enden jeweils ein Armierungsring auf die Rotorscheibe aufgebracht und die Querpressverbindung zwischen dem jeweiligen Armierungsring und der Rotorscheibe ausgebildet ist.
- Die Rotorscheibe kann mit der Rotorwelle über eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, verbunden sein. Die Rotorscheibe ist daher vorzugsweise auf die Rotorwelle aufgeschrumpft oder mit dieser dehnpressverbunden. Der Armierungsring ist vorzugsweise nur mit genau einer Rotorscheibe verbunden, d.h. bevorzugt ist der Armierungsring nicht mit mehr als einer Rotorscheibe und somit ausschließlich mit einer einzigen Rotorscheibe verbunden. Prinzipiell können mehrere Rotorscheiben auf die Rotorwelle aufgebracht und insbesondere aufgeschrumpft oder dehnpressverbunden, sein.
- Die Rotoranordnung kann Teil einer Vakuumpumpe, insbesondere einer Turbomolekularpumpe, sein. Gegenstand der Erfindung ist dementsprechend auch eine Vakuumpumpe, insbesondere eine Turbomolekularpumpe, mit einer Rotoranordnung gemäß der vorliegenden Beschreibung.
- Bevorzugt wechseln sich in der Vakuumpumpe in axialer Richtung mit der Rotorwelle verbundene Rotorscheiben mit zwischen den Rotorscheiben angeordneten Statorscheiben ab, die drehfest an der Vakuumpumpe, zum Beispiel am Gehäuse der Vakuumpumpe, befestigt sind.
- Die Statorscheiben sind vorzugsweise als einteilig zusammenhängender und insbesondere materialeinheitlicher Körper ausgebildet. Eine Statorscheibe umfasst vorzugsweise jeweils eine durchgehende Öffnung, durch die sich die Rotorwelle hindurch erstreckt.
- Bevorzugt ist es, wenn der wenigstens eine Armierungsring ganz oder teilweise aus einem faserverstärkten Kunststoff, insbesondere einem kohlenstofffaserverstärkten Kunststoff (CFK), besteht. Der Kunststoff kann dabei HT- oder ST-Fasern umfassen.
- Die eine oder mehreren Rotorscheiben sind vorzugsweise als turbomolekulare Rotorscheiben ausgebildet.
- Eine Vakuumpumpe gemäß der Erfindung umfasst eine wie vorstehend beschriebene Rotoranordnung. Die Rotorwelle ist dabei vorzugsweise an zwei axialen Enden um eine Drehachse drehbar gelagert, wobei die eine oder mehreren Rotorscheiben in einem zwischen den beiden Lagern angeordneten Abschnitt der Rotorwelle auf die Rotorwelle aufgebracht sein können. Dabei kann ein Lager als Wälzlager ausgebildet sein und/oder ein Lager, welches insbesondere der Hochvakuumseite der Pumpe zugeordnet ist, kann als Magnetlager und insbesondere als Permanentmagnetlager ausgebildet sein.
- Nachfolgend wird die Erfindung beispielhaft anhand einer vorteilhaften Ausführungsform und unter Bezugnahme auf die beigefügten Figuren beschrieben. Es zeigen:
- Fig. 1
- eine Rotorscheibe, eine Rotorwelle und zwei Armierungsringe für die Herstellung einer Rotoranordnung nach einem Verfahren gemäß einer Ausführungsform der Erfindung in Seitenansicht,
- Fig. 2
- eine Rotoranordnung gemäß einer Ausführungsform der Erfindung in Draufsicht, und
- Fig. 3
- einen Ausschnitt einer Vakuumpumpe mit einer Rotoranordnung gemäß einer Ausführungsform der Erfindung im Querschnitt.
-
Fig. 1 zeigt eine Rotorwelle 10, die sich entlang einer Achse 20 erstreckt, und eine mit der Rotorwelle 10 drehfest zu verbindende Rotorscheibe 12 mit einem Tragring 22 und mehreren in radialer Richtung von dem Tragring 22 abstehenden Schaufeln 24, welche eine Beschaufelung der Rotorscheibe 12 bilden. Die Rotorwelle 10 weist gegenüber der durch den Tragring 22 gebildeten Öffnung zur Aufnahme der Rotorwelle 10 ein radiales Übermaß auf. Ferner sind zwei Armierungsringe 14 für die Rotorscheibe 12 dargestellt, welche gegenüber den axialen Endabschnitten der Rotorscheibe 12 ein radiales Übermaß aufweisen. - Zur Herstellung der Rotoranordnung werden zunächst die beiden Armierungsringe 14 auf jeweils einen der in axialer Richtung über die Beschaufelung der Rotorscheiben 12 hervorstehenden Abschnitte unter Ausbildung einer Querpressverbindung aufgebracht, insbesondere in Art einer Dehnpressverbindung. Dazu wird die Rotorscheibe 12 abgekühlt, so dass sich die Rotorscheibe 12 zusammenzieht. Anschließend werden die Armierungsringe 14 auf die beiden axialen Endabschnitte der Rotorscheibe 12 aufgeschoben. Das radiale Übermaß wird dabei durch die Schrumpfung der Rotorscheibe 12 ausgeglichen, so dass die Armierungsringe 14 ohne wesentlichen Widerstand auf die Rotorscheibe 12 aufgebracht werden können. Wenn sich die Rotorscheibe 12 anschließend wieder auf Raumtemperatur erwärmt und sich dabei wieder ausdehnt, wird automatisch eine äußerst feste und sichere Dehnpressverbindung zwischen der Rotorscheibe 12 und den Armierungsringen 14 hergestellt.
- Die Armierungsringe 14 können auch auf dem jeweiligen hervorstehenden Abschnitt der Rotorscheibe 12 aufgeschrumpft werden. Dazu wird jeder Armierungsring 14 erwärmt, so dass er sich ausdehnt und das radiale Übermaß des jeweiligen hervorstehenden Abschnitts ausgeglichen wird und der jeweilige Armierungsring 14 somit ohne wesentlichen Widerstand aufgesteckt werden kann. Wenn sich der Armierungsring zusammenzieht, wird automatisch eine äußerst feste Schrumpfpressverbindung zwischen dem jeweiligen Armierungsring 14 und der Rotorscheibe 12 ausgebildet.
- Nach dem Aufbringen der Armierungsringe 14 auf die Rotorscheibe 12 wird die Rotorscheibe 12 mit den Armierungsringen 14 auf die Rotorwelle 10 aufgeschrumpft oder dehnpressverbunden. Dazu wird zum Beispiel die Rotorwelle 10 abgekühlt, so dass sich die Rotorwelle 10 zusammenzieht und einen kleineren Außendurchmesser annimmt, welcher im Wesentlichen dem Innendurchmesser der Rotorscheibe 12 entspricht. In diesem Zustand kann die Rotorscheibe 12 ohne wesentlichen Widerstand auf die Rotorwelle 10 aufgebracht werden. Wenn sich die Rotorwelle 10 daraufhin wieder auf Zimmertemperatur erwärmt und sich wieder ausdehnt, wird automatisch eine äußerst feste und sichere Pressverbindung zwischen der Rotorscheibe 12 und der Rotorwelle 10 hergestellt.
- Obwohl in
Fig. 1 beispielhaft nur eine Rotorscheibe 12 dargestellt ist, werden vorzugsweise mehrere Rotorscheiben 12 einzeln auf die abgekühlte Rotorwelle 10 aufgebracht und beim anschließenden Erwärmen der Rotorwelle 10 auf Zimmertemperatur gemeinsam mit der Rotorwelle 10 verbunden, um eine Rotoranordnung mit mehreren in axialer Richtung aufeinanderfolgenden Rotorscheiben 12 zu schaffen. -
Fig. 2 zeigt eine Rotoranordnung in Draufsicht, welche gemäß dem vorstehend unter Bezugnahme aufFig. 1 beschriebenen Verfahren herstellbar ist. Zwischen der radialen Innenfläche des Armierungsrings 14 und der radialen Außenfläche des Tragrings 22 der Rotorscheibe 12 und zwischen der radialen Innenfläche des Tragrings 22 der Rotorscheibe 12 und der radialen Außenfläche der Rotorwelle 10 besteht jeweils eine Querpressverbindung, welche die genannten Flächen derart gegeneinanderpresst, dass ein fester und äußerst sicherer Sitz der Rotorscheibe 12 auf der Rotorwelle 10 gewährleistet ist. -
Fig. 3 zeigt eine Vakuumpumpe mit einer Rotoranordnung mit mehreren Rotorscheiben 12, die in der vorstehend unter Bezugnahme aufFig. 1 und 2 beschriebenen Weise auf eine gemeinsame Rotorwelle 10 aufgebracht worden sind. Bei dem Aufbringen der Rotorscheiben 12 auf die Rotorwelle 10 ist berücksichtigt worden, dass sich die Rotorscheiben 12 in axialer Richtung mit Statorscheiben 16 abwechseln, die an einem nicht gezeigten Gehäuse befestigt sind. Von den Statorscheiben 16 sind inFig. 3 nur die Schaufeln gezeigt, die sich ausgehend von den radial außenseitig angeordneten und von dem Gehäuse der Vakuumpumpe getragenen Tragringen der Statorscheiben 16 in radialer Richtung nach innen erstrecken. Die Schaufeln 24 der Rotorscheiben 12 bilden mit den Schaufeln der in axialer Richtung benachbarten Statorscheiben 16 jeweils eine turbomolekulare Pumpstufe, welche eine in axialer Richtung gerichtete Pumpwirkung bereitstellt. Die auf die Rotorscheiben 12 aufgebrachten Armierungsringe 14 bewirken dabei eine derart feste Verbindung zwischen den Rotorscheiben 12 und der Rotorwelle 10 so, dass die Vakuumpumpe gefahrlos mit sehr hohen Drehzahlen und Drehmomenten betrieben werden kann und dementsprechend eine hohe Pumpleistung bereitstellen kann. -
Fig. 3 zeigt, dass die Armierungsringe 14 jeweils in Richtung der Achse 20 der Rotorwelle 10 nicht über den jeweiligen zentralen Tragring 22 der Rotorscheibe 12 hinaus vorstehen, sondern gegenüber dem betreffenden axialen Ende des Tragrings 22 zurückspringen. Alternativ kann jeweils ein zumindest näherungsweise axial bündiger Abschluss zwischen Armierungsring 14 und axialem Ende des Tagrings 22 vorgesehen sein. - Jeder Armierungsring 14 ist nur mit genau einer einzigen Rotorscheibe 12 verbunden. Zwischen einander zugewandten Seiten zweier axial unmittelbar aufeinanderfolgender Rotorscheiben 12 ist folglich nicht nur ein einziges, beiden Rotorscheiben 12 zugeordnetes, etwa rohr- oder hülsenförmiges Armierungselement vorgesehen, sondern es sind dort zwei separate, mit axialem Abstand voneinander angeordnete Armierungsringe 14 vorgesehen, die jeweils nur genau einer einzigen Rotorscheibe 12 zugeordnet sind.
-
- 10
- Rotorwelle
- 12
- Rotorscheibe
- 14
- Armierungsring
- 16
- Statorscheibe
- 20
- Achse
- 22
- Tragring
- 24
- Schaufeln
Claims (15)
- Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, welche eine Rotorwelle (10), wenigstens eine mit der Rotorwelle (10) verbundene Rotorscheibe (12) und wenigstens einen die Rotorscheibe (12) umgebenden Armierungsring (14) aufweist,
wobei das Verfahren umfasst, dass zwischen dem Armierungsring (14) und der Rotorscheibe (12) eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, ausgebildet wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
zur Ausbildung der Querpressverbindung die Rotorscheibe (12) abgekühlt und der Armierungsring (14) dann auf die abgekühlte Rotorscheibe (12) aufgebracht, wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
zur Ausbildung der Schrumpfpressverbindung der Armierungsring (14) erwärmt und dann auf die Rotorscheibe (12) aufgebracht, insbesondere aufgeschrumpft wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Rotorscheibe (12) zwei axiale Enden umfasst, wobei an beiden axialen Enden jeweils ein Armierungsring (14) auf die Rotorscheibe (12) aufgebracht und die Querpressverbindung zwischen dem jeweiligen Armierungsring (14) und der Rotorscheibe (12) ausgebildet wird. - Verfahren nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
der Armierungsring (14) nur mit genau einer Rotorscheibe (12) verbunden wird. - Verfahren nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
die Rotorscheibe (12), bevorzugt nach dem Querpressverbinden mit dem Armierungsring (14), auf die Rotorwelle (10) aufgebracht wird, wobei insbesondere zwischen der Rotorscheibe (12) und der Rotorwelle (10) eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, ausgebildet wird. - Verfahren nach Anspruch 6,
dadurch gekennzeichnet, dass
mehrere Rotorscheiben (12) auf die Rotorwelle (10) aufgebracht werden, insbesondere unter Ausbildung einer Dehnpress- oder Schrumpfpressverbindung zwischen der jeweiligen Rotorscheibe (12) und der Rotorwelle (10). - Verfahren nach Anspruch 7,
dadurch gekennzeichnet, dass
die Rotorscheiben (12) in einem gemeinsamen Prozess mit der Rotorwelle (10) verbunden werden, und/oder dass
die Rotorscheiben (12) einzeln auf die Rotorwelle (10) aufgebracht werden. - Verfahren nach Anspruch 7 oder 8,
dadurch gekennzeichnet, dass
die Rotorscheiben (12) derart auf die Rotorwelle (10) aufgebracht werden, dass sich diese in der Vakuumpumpe in axialer Richtung mit zwischen den Rotorscheiben (12) liegenden Statorscheiben (16), die bevorzugt an einem Gehäuse der Vakuumpumpe angeordnet sind oder angebracht werden, abwechseln. - Verfahren nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
der Armierungsring (14) ganz oder teilweise aus einem faserverstärkten Kunststoff, insbesondere einem kohlenstofffaserverstärkten Kunststoff und/oder einem Kunststoff mit High Tenacity Fasern oder mit Super Tenacity Fasern, besteht. - Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, mit einer Rotorwelle (10), zumindest einer mit der Rotorwelle (10) verbundenen Rotorscheibe (12) und wenigstens einem die Rotorscheibe (12), insbesondere einen zentralen Tragring (22) der Rotorscheibe (12), umgebenden Armierungsring (14), wobei der Armierungsring (14) mit der Rotorscheibe über eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, verbunden ist.
- Rotoranordnung nach Anspruch 11,
dadurch gekennzeichnet, dass
die Rotorscheibe (12) zwei axiale Enden umfasst, wobei an beiden axialen Enden jeweils ein Armierungsring (14) auf die Rotorscheibe (12) aufgebracht und die Querpressverbindung zwischen dem jeweiligen Armierungsring (14) und der Rotorscheibe (12) ausgebildet ist. - Rotoranordnung nach Anspruch 11 oder 12,
dadurch gekennzeichnet, dass
die Rotorscheibe (12) mit der Rotorwelle (10) über eine Querpressverbindung, insbesondere eine Dehnpressverbindung oder eine Schrumpfpressverbindung, verbunden ist, und/oder dass
der Armierungsring (14) nur mit genau einer Rotorscheibe (12) verbunden ist. - Rotoranordnung nach einem der Ansprüche 11 bis 13,
dadurch gekennzeichnet, dass
der Armierungsring (14) in Richtung einer Achse (20) der Rotorwelle (10) nicht über die Rotorscheibe (12), insbesondere nicht über einen zentralen Tragring (22) der Rotorscheibe (12), hinaus vorsteht. - Rotoranordnung für eine Vakuumpumpe, insbesondere für eine Turbomolekularpumpe, mit einer Rotorwelle (10), zumindest einer mit der Rotorwelle (10) verbundenen Rotorscheibe (12) und wenigstens einem die Rotorscheibe (12), insbesondere einen zentralen Tragring (22) der Rotorscheibe (12), umgebenden Armierungsring (14), wobei die Rotoranordnung durch ein Verfahren nach einem der Ansprüche 1 bis 10 hergestellt oder herstellbar ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014100622.4A DE102014100622A1 (de) | 2014-01-21 | 2014-01-21 | Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe und Rotoranordnung für eine Vakuumpumpe |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2896837A2 true EP2896837A2 (de) | 2015-07-22 |
| EP2896837A3 EP2896837A3 (de) | 2015-08-12 |
| EP2896837B1 EP2896837B1 (de) | 2019-10-16 |
Family
ID=52023357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14197861.9A Active EP2896837B1 (de) | 2014-01-21 | 2014-12-15 | Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe und Rotoranordnung für eine Vakuumpumpe |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2896837B1 (de) |
| JP (1) | JP6284495B2 (de) |
| DE (1) | DE102014100622A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018041605A1 (de) * | 2016-08-30 | 2018-03-08 | Leybold Gmbh | Vakuumpumpen-rotor |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014110073A1 (de) * | 2014-07-17 | 2016-01-21 | Pfeiffer Vacuum Gmbh | Vakuumpumpe |
| EP3786457B1 (de) * | 2020-09-09 | 2022-09-07 | Pfeiffer Vacuum Technology AG | Rotoranordnung für eine vakuumpumpe, vakuumpumpe und verfahren zum herstellen einer solchen |
| DE202022101760U1 (de) | 2022-04-01 | 2023-07-10 | Die Moebelbox UG (haftungsbeschränkt) | Faltbares Möbelstück |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0967405A2 (de) | 1998-06-26 | 1999-12-29 | Pfeiffer Vacuum GmbH | Anordnung zur Befestigung eines Rotors auf einer Welle |
| EP1096152A2 (de) | 1999-10-28 | 2001-05-02 | Pfeiffer Vacuum GmbH | Turbomolekularpumpe |
| WO2009049988A1 (de) | 2007-10-11 | 2009-04-23 | Oerlikon Leybold Vacuum Gmbh | Mehrstufiger turbomolekularpumpen-pumpenrotor |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3160039B2 (ja) * | 1991-08-22 | 2001-04-23 | エヌティエヌ株式会社 | ターボ分子ポンプと動翼の加工方法 |
| DE102008056352A1 (de) * | 2008-11-07 | 2010-05-12 | Oerlikon Leybold Vacuum Gmbh | Vakuumpumpenrotor |
| DE102009035812A1 (de) * | 2009-08-01 | 2011-02-03 | Pfeiffer Vacuum Gmbh | Turbomolekularpumpenrotor |
| JP5664253B2 (ja) * | 2011-01-12 | 2015-02-04 | 株式会社島津製作所 | 高真空ポンプ |
| DE102011119506A1 (de) * | 2011-11-26 | 2013-05-29 | Pfeiffer Vacuum Gmbh | Schnell drehender Rotor für eine Vakuumpumpe |
| DE202013010937U1 (de) * | 2013-11-30 | 2015-03-02 | Oerlikon Leybold Vacuum Gmbh | Rotorscheibe sowie Rotor für eine Vakuumpumpe |
-
2014
- 2014-01-21 DE DE102014100622.4A patent/DE102014100622A1/de not_active Withdrawn
- 2014-12-15 EP EP14197861.9A patent/EP2896837B1/de active Active
-
2015
- 2015-01-19 JP JP2015007996A patent/JP6284495B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0967405A2 (de) | 1998-06-26 | 1999-12-29 | Pfeiffer Vacuum GmbH | Anordnung zur Befestigung eines Rotors auf einer Welle |
| EP1096152A2 (de) | 1999-10-28 | 2001-05-02 | Pfeiffer Vacuum GmbH | Turbomolekularpumpe |
| WO2009049988A1 (de) | 2007-10-11 | 2009-04-23 | Oerlikon Leybold Vacuum Gmbh | Mehrstufiger turbomolekularpumpen-pumpenrotor |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018041605A1 (de) * | 2016-08-30 | 2018-03-08 | Leybold Gmbh | Vakuumpumpen-rotor |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2896837A3 (de) | 2015-08-12 |
| JP6284495B2 (ja) | 2018-02-28 |
| EP2896837B1 (de) | 2019-10-16 |
| JP2015137648A (ja) | 2015-07-30 |
| DE102014100622A1 (de) | 2015-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2040354B1 (de) | Spaltrohr eines Antriebsmotors für ein Pumpenaggregat | |
| DE4320894C2 (de) | Rotor für elektrische Maschinen und Verfahren zur Herstellung desselben | |
| EP2896837B1 (de) | Verfahren zur Herstellung einer Rotoranordnung für eine Vakuumpumpe und Rotoranordnung für eine Vakuumpumpe | |
| DE102014104677A1 (de) | Rotorteil zur Befestigung an der Welle eines rotierenden Elektromotors, Rotor mit Rotorteil, und Verfahren zur Herstellung eines rotierenden Elektromotors und eines Rotors | |
| DE102017003800B4 (de) | Drehende elektrische maschine mit einem ein halteelement umfassenden rotor | |
| DE102007062010A1 (de) | Rotor für Elektromotor, Elektromotor und zahnärztliches Handstück | |
| EP2730743A2 (de) | Welle eines Gasturbinentriebwerks | |
| DE102016118026B4 (de) | Rotor, insbesondere Rotor für eine elektrische Maschine, elektrische Maschine und Verfahren zur Herstellung eines Rotors | |
| EP3536446A1 (de) | Hydraulisches auspresswerkzeug mit integrierter induktionsvorrichtung | |
| EP2743058B1 (de) | Strukturintegrierte Verstärkung in gewickelten Bauteilen aus Verbundwerkstoffen | |
| DE102020203483A1 (de) | Rotor eines Elektromotors | |
| DE102015106638A1 (de) | Befestigungsvorrichtung sowie Verfahren zur Befestigung eines Laufrades eines Verdichters auf einer Antriebswelle | |
| EP3261224B1 (de) | Elektrische maschine mit einem rotor und herstellungsverfahren für die elektrische maschine | |
| EP3646439A1 (de) | Rotor für eine elektromaschine | |
| EP3670951B1 (de) | Verfahren zum fügen einer welle mit einer nabe, insbesondere für eine vakuumpumpe | |
| EP2973948A1 (de) | Fixierung und positionierung eines rotorpaketes auf einer rotorwelle | |
| EP0977340B1 (de) | Rotor für eine dynamoelektrische Maschine | |
| EP3301316A1 (de) | Rotationsverbindung, spannhülse für rotationsverbindung und verfahren zum herstellen einer rotationsverbindung | |
| DE102010032827A1 (de) | Läufer mit Wickelkopfkappe | |
| DE102009050817A1 (de) | Wickelbord für einen Lagerring, Wälzlager mit entsprechendem Lagerring sowie Verfahren zur Herstellung eines Lagerrings | |
| EP3786457B1 (de) | Rotoranordnung für eine vakuumpumpe, vakuumpumpe und verfahren zum herstellen einer solchen | |
| EP2006979A2 (de) | Verfahren zum Herstellen einer Rotorwelle für elektrische Generatoren für die Stromgewinnung in Kraftwerken | |
| DE102022117562A1 (de) | Rotoreinrichtung für eine elektrische Maschine und insbesondere für einen Fahrantrieb eines Kraftfahrzeugs sowie Verfahren zur Herstellung einer Rotoreinrichtung | |
| DE3346289A1 (de) | Verstaerkter rotor und verfahren zum verstaerken eines rotors | |
| WO2024002583A1 (de) | Rotor einer elektrischen maschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141215 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F04D 29/32 20060101ALI20150706BHEP Ipc: F04D 29/64 20060101ALI20150706BHEP Ipc: F04D 29/26 20060101ALI20150706BHEP Ipc: F04D 19/04 20060101AFI20150706BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160211 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190425 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014012863 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1191541 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191016 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200217 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200117 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200116 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200116 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014012863 Country of ref document: DE |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200216 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| 26N | No opposition filed |
Effective date: 20200717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191215 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191216 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1191541 Country of ref document: AT Kind code of ref document: T Effective date: 20191215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191215 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20141215 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191016 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231220 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231228 Year of fee payment: 10 Ref country code: CZ Payment date: 20231211 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 10 |