EP2864210B1 - Caisse en matière de feuille de carton, flan ou ensemble de flans, procédé pour former une telle caisse - Google Patents
Caisse en matière de feuille de carton, flan ou ensemble de flans, procédé pour former une telle caisse Download PDFInfo
- Publication number
- EP2864210B1 EP2864210B1 EP13737329.6A EP13737329A EP2864210B1 EP 2864210 B1 EP2864210 B1 EP 2864210B1 EP 13737329 A EP13737329 A EP 13737329A EP 2864210 B1 EP2864210 B1 EP 2864210B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cut
- blank
- box
- flaps
- main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/0209—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body the tubular body having a curved or partially curved cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/32—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper having bodies formed by folding and interconnecting two or more blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/32—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper having bodies formed by folding and interconnecting two or more blanks
- B65D5/326—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper having bodies formed by folding and interconnecting two or more blanks at least one container body part formed by folding a single blank to a permanently assembled tube
- B65D5/327—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper having bodies formed by folding and interconnecting two or more blanks at least one container body part formed by folding a single blank to a permanently assembled tube at least two container body parts, each formed by folding a single blank to a permanently assembled tube
- B65D5/328—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper having bodies formed by folding and interconnecting two or more blanks at least one container body part formed by folding a single blank to a permanently assembled tube at least two container body parts, each formed by folding a single blank to a permanently assembled tube and the tubular body parts being alligned axially to form a container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/282—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms involving stripping-off formed boxes from mandrels
Definitions
- the present invention relates to a box of corrugated sheet material having a polygonal section, comprising a belt comprising at least four main rectangular flaps provided with at least one series of flaps adapted to form at least partially the bottom and / or the top of the body, at least two of the main lateral flaps being connected to a central main flap by intermediate flaps forming cut corners devoid of flaps.
- the invention also relates to a blank or a set of blanks and a method and a device for obtaining such a box.
- the present invention aims to provide a box of cardboard sheet material having a polygonal section better than those previously known to the requirements of the practice, in particular in that it makes it possible to overcome the disadvantages of known cases by better resisting compression and in that it will allow automatic packaging training whose angles will approach a quarter round without being fully rounded, easily, automatically and efficiently.
- the walls and / or the corners are even more resistant to especially because of their rigid tongues character over a certain height, while being combined with walls and / or corners also having certain heights, and this allowing a form of packaging as close as possible to that of products that it may contain, especially in the case of oval and / or round cylindrical products such as bottles.
- the invention essentially proposes a box of corrugated sheet material having a polygonal section, said box comprising a belt comprising at least four main rectangular flaps, provided with at least one series of flaps adapted to form at least partially the bottom and / or the top of the box, at least two of said lateral main flaps being connected to a central main flap by intermediate flaps forming cut corners devoid of flaps, at least two cut corners being formed by at least two rectangular cutaway portions connected to each other or to the adjacent main shutter by a fold line, characterized in that said cutaway portions are of widths between 3 mm and 20 mm. mm and in that at least two opposite main flaps are of different widths.
- the folding of these packages can thus be obtained by wrapping around a mandrel, at least two opposite main flaps being of different widths, which allows the stacking of the dimensions and the formation of the corners.
- the invention also proposes a blank or set of blanks for forming a box as described above.
- a blank or set of corrugated sheet material blanks intended to form a box with a polygonal section, said blank or each of said blanks comprising a belt comprising at least four main rectangular flaps provided with at least one series of flaps. at least partially to form the bottom and / or the top of the body, at least two of said lateral main flaps being connected to a central main flap by intermediate flaps forming cut corners devoid of flaps, each intermediate flap being formed by at least two rectangular cutaway portions connected to one another or to the adjacent main shutter by a fold line, characterized in that said cutaway portions are of widths between 3 mm and 20 mm, and in that at least two shutters The main opposites are of different widths.
- said width is less than or equal to 10 mm, or to 5 mm.
- a device for forming a box from at least one corrugated sheet blank comprising a belt comprising at least four main rectangular flaps, provided with at least one side of a series of flaps. at least partially to form the bottom of the box, at least two main parts being connected to a central main flap by intermediate flaps forming cut corners devoid of flaps, each cut corner being formed by at least two portions of pan; cut rectangular, interconnected by fold lines, the forming device compotant a unstacking assembly of the blank, means for gluing the blank during the transfer to a mandrel, said mandrel comprising at least two edges having rounded corners adapted to cooperate with the said cut corners, means for coating the blank around said mandrel to form the belt of the body, and plating means arranged to fold the cut corners on the rounded edges and the flaps around said mandrel to form the bottom of the body by gluing.
- the invention also proposes a method of forming a box from at least one blank of corrugated sheet, comprising a belt comprising at least four main rectangular flaps, provided with at least one side of a series of flaps adapted to at least partially form the bottom of the body, at least two main flaps being connected to a central main flap by intermediate flaps forming cut corners, devoid of flaps, each cut corner being formed by at least two intermediate portions forming flaps rectangular cutaway members, interconnected by fold lines, characterized in that said cutaway portions being of width between 3 mm and 20 mm, and at least two opposite main flaps being of different widths, after unstacking the custard, the blank is glued during its transfer to a mandrel comprising at least two ridges comprising rounded corners adapted to cooperate with the cut corners, the blank is wrapped around said mandrel to form the belt of the body, and the intermediate flaps on the rounded edges and the flaps around said mandrel are slotted to form the cut corners and the bottom of the box
- the box is formed from two blanks, the second blank being coated on the first blank once formed, and / or being previously glued on the first before forming in a manner known per se.
- the Figure 1A shows a blank 1 comprising a belt 2 of four rectangular main flaps 3, 4, 5, 6, namely two first main flaps 3, 5 respectively of width L 1 and L ' 1 , and two second main flaps 4 and 6 respectively of width L 2 , L ' 2 .
- Each of the flaps 3, 4, 5, 6 is connected to the adjacent flaps by two portions 7, 8 of rectangular cutaway of width e via three parallel fold lines 9, 10, 11.
- the fold lines are formed by means of a flatbed cutting machine, by example a machine manufactured by the Swiss company BOBST, so that the adjacent fold lines are not crushed during the manufacture of the cut.
- the accompanying foam surrounding the marking blade of the groove is of dimension not exceeding 12 mm on either side of the blade.
- the length of the foam is also reduced and perforations (not shown), for example of less than 1 cm in length, are made every 1 cm or less, for example perforations of length. 3 mm spaced 3 mm apart.
- the belt is also terminated by a gluing tab 12 of width L 3 .
- Each of the shutters 3 and 5 is completed on either side by a rectangular flap 13 having lower corners 15 on the side of the junction line 14 with the shutter at an angle of 45 ° with respect to said fold line.
- the flaps are of length l 2 and l 3 width.
- Each of the flaps 4 and 6 comprises a flap 16 connected to the flap by fold lines 17, said flaps having a tulip-shaped width l 1 and height l 4 , so that, when the box is closed, the bottom and the top of said box coincide substantially with the open top of the box, the corner of the tulip on the side of the line 17 being faceted 18, 19, adapted to cooperate and / or to coincide with the end 20, 21 portions of cut edges 7 and 8.
- the flaps and cut-off portion portions also have, for the flaps 3, 5 heights or length L 5 , the flaps 4, 6 have a length L 7 , and the flaps 7, 8 have a length L 6 .
- L 8 432 mm
- the Figure 2A represents another embodiment of a set 23 of blanks 24 and 25 according to the invention.
- the blank 24 is adapted to form a lower tray. It comprises a belt 26 provided with four main flaps 27, 28, 29, 30, the rectangular central flap 29 being separated from its two adjacent flaps 28, 30 in the shape of a trapezium, by two cut corners 31, 32, each cut corner being formed by three portions of identical rectangular panels 33 interconnected and with the adjacent flap by fold lines 34.
- a rectangular flap 27 on one side and a rectangular glue tab are also provided.
- Each main flap 28, 30 is terminated on one side by a flap 36, 36 'symmetrical to each other with respect to a transverse central axis of the flap 29, and comprising a substantially rectilinear side 37 and the other side. 38 having a cut corner angle less than 45 °.
- the flap 27 comprises a substantially rectangular flap 39 and the flap 29 a flap 40 with lower corner cut on the side of the junction line 41 with the flap 29, to cooperate with the end of the flaps 33 during the formation of the body.
- the blank 25 is adapted to form the body of the body. It comprises meanwhile and in parallel fashion a belt 42 provided with four main flaps 43, 44, 45, 46, the central rectangular flap 45 being separated from its two adjacent flaps 44, 46 also rectangular, by two cut corners 47, 48 formed by three identical rectangular portions 49 of rectangular connected to each other and / or with adjacent flaps by fold lines 50.
- the rectangular flap 43 and a gluing tab 51 are provided on either side of the flap suite.
- flaps 52, 52 ', 53 and 54 symmetrical with respect to direction of the blank, with the flaps 36, 36', 39 and 40, are provided.
- the Figure 2C shows the box sectional at level 58 of the body cap and level 59 of the bottom of the box.
- References subscripted "2" correspond to the dimensions of the components and / or flaps of the blank 25 corresponding to those of the blank 24.
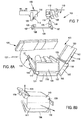
- FIG 3A shows another embodiment of the invention of the type described with reference to FIGS. 2A to 2C .
- the blanks 61 and 62 comprise cut corners 63, 64 each provided with three portions of panels 65, 66, 67 and 68, 69, 70, namely two portions 65, 67 of a first width h 1 separated by a portion 66 a second width h 2 , and two portions 68 and 70 of a first width h ' 1 separated by a portion 69 of a second width h' 2 ,
- h 1 7 mm
- h 2 21 mm
- the figure 3B gives a perspective view of the box 71 obtained with the blanks of Figures 3A , namely the blank 61 to make the tray 72 and the blank 62 to make the cap 73 with the cutter 74 with 3 facets on both sides 75 and 76, the other corners 77 of the box being facetless.
- the figure 4 shows a body angle 78 provided with two portions of cutaway 79 and 80, forming the cut corner 81, the portion 79 having a first width 11, for example between 3 mm and 8 mm, for example 5 mm and the second cutoff portion 80 being of width l 2 , greater than the width e 1 , for example between 10 mm and 20 mm, for example 15 mm.
- the figure 5 shows a second embodiment of a body angle 82 this time provided with three cut portions 83, 84, 85 of three different widths to form the cut corner 86, the cutaway portion 83 being of a first width l '1, for example between 2 mm and 5 mm, for example 3 mm, the second portion cutaway 84 being of width l' 2, for example 5 mm, and the third portion cutaway 85 being of width 3 , for example between 12 and 20 mm, for example 17 mm.
- Exactly there figure 6 shows a first embodiment of a cut corner 87, provided with three identical rectangular portions of cutaway 88, separated from each other, as well as from the adjacent flaps, by vertical folding lines 89 of the same height.
- the grooves or creases or fold lines will for example be pre-cut on small distances, while along the fold line, to facilitate folding.
- the figure 7 shows schematically and partially a forming device 103 of a box (not shown) according to one of the embodiments described above.
- This device comprises in particular and more particularly a mandrel 104 for example consisting of rounded corners 105 at the four corners of the mandrel around which the body will be able to be formed.
- tubular elements for example in the form of an angle, have an outer cylindrical surface around which it will be possible to achieve the folding of the cut corners of the body according to the invention.
- the blank which is for example brought below the mandrel is plated by means of a pushing plate 106 comprising corner angles 107 arranged to cooperate, being therefore of complementary shape, with the outer rounded edges 108 of the mandrel angles 104.
- Pushing means / tackers 109 and 110 located on the top of the mandrel are also provided to operate in a manner known per se.
- These pushing / tacking means 109 and 110 similarly comprise pieces of angles 111, 112 provided with an outer surface 113, 114 in the form of a portion of a cylinder of engagement with the outer cylindrical face 108 (in the form of a portion of a quarter of a cylinder ) corner angles 105 of the mandrel 104.
- the device 103 is arranged to form, from the blank 116 of corrugated cardboard sheet, for example in micro-groove, comprising a belt comprising at least four main rectangular flaps 117, 118, 119, 120 separated by the cut corners 121, 122, 123, 124 as described above, the cut corners thus being formed by portions of cut edges interconnected by fold lines 125.
- the device 103 comprises a set of unstacking blanks 126 schematically in the figure, sizing means 127 in a manner known per se at the desired locations on the tabs and / or the flaps for example using glue known under the name "hot melt” injected at high pressure.
- the mandrel 104 comprises the ridges 105 having rounded corners 108, thus able to cooperate with said cut corners 121, 122, 123, 124.
- the coating means mentioned above will encase the blanks around the mandrel and make it possible to form the belt of the box, the plating means 106, 109 and 110 then folding the cut corners on the rounded edges and the flaps around the mandrel .
- the pieces 109 and 110 are then spread upwards (arrow 129), allowing the clearance of the body which is for example repelled in a manner known in itself by means of jacks located inside the body then ejected in the direction of the arrow 130.
- the package is then moved below the mandrel via, for example, a conveyor belt, not shown.
- the blank having been positioned precisely under the mandrel it is then reassembled and precalted by means of the pushing plate 106, so that the cut corners come to the right of the lateral angles 105 of the mandrel.
- the pusher plate is then advanced and the blank takes position, the cut corners then folding as and when pressurization, the side flaps 119 and 117 being maintained laterally to allow adequate folding, without that the cut corners and their portions of cut edges are completely crushed against the angles 105 which would have the effect of making the corner cut completely rounded without benefiting from its aspect facet as indicated above.
- the remains of the blank are then wrapped around the mandrel in a progressive manner until the cut corners 123, 124 come into contact with the angles 105 of the top of the mandrel and then a plating system makes it possible to conform said cut corners to the edges rounded chuck, as for the lower cut corners, thus allowing the close folds facets formed by the portions of cut sections of the package.
- the upper flap 120 is permanently closed the docking of the end tab being effected on the end of the flap 120 by plating.
- the flaps 140, 141, 142 and 143 intended to form the bottom of the box and of identical shape to the section of the folded blanks including the cut corners, are pressed against the end of the mandrel, initial sizing by means of gluing means 127 having meanwhile been made in passing.
- the box is then ejected according to the arrow 130 with reference to the Figure 8B .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1201748A FR2992294B1 (fr) | 2012-06-20 | 2012-06-20 | Caisse en matiere de feuille de carton, flan ou ensemble de flans, procede et dispositif pour former une telle caisse |
| PCT/FR2013/051412 WO2013190226A1 (fr) | 2012-06-20 | 2013-06-17 | Caisse en matière de feuille de carton, flan ou ensemble de flans, procédé et dispositif pour former une telle caisse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2864210A1 EP2864210A1 (fr) | 2015-04-29 |
| EP2864210B1 true EP2864210B1 (fr) | 2016-05-25 |
Family
ID=46826581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13737329.6A Not-in-force EP2864210B1 (fr) | 2012-06-20 | 2013-06-17 | Caisse en matière de feuille de carton, flan ou ensemble de flans, procédé pour former une telle caisse |
Country Status (9)
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10987889B2 (en) * | 2015-09-21 | 2021-04-27 | Westrock Shared Services, Llc | Methods and machine for forming a shipping container with an article retaining web |
| US20190315511A1 (en) * | 2018-04-13 | 2019-10-17 | Georgia-Pacific Corrugated Llc | Container with rounded corner or corners |
| IT201800006419A1 (it) * | 2018-06-18 | 2019-12-18 | Apparato e metodo per formare bauletti con angoli curvi a partire da un foglio fustellato | |
| CN114379144B (zh) * | 2021-11-30 | 2023-07-14 | 石家庄市纵伟泰纸制品有限公司 | 一种纸箱切割装置及其使用方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3866523A (en) * | 1973-05-30 | 1975-02-18 | Lancaster Research And Dev Cor | Method and apparatus for forming bulk containers from articulatable composite panels |
| JPS54103188A (en) * | 1978-01-31 | 1979-08-14 | Dainippon Printing Co Ltd | Method of molding carton that is flatly wound |
| JPS60167720U (ja) * | 1984-04-12 | 1985-11-07 | 積水化成品工業株式会社 | 組立箱 |
| US4955531A (en) * | 1989-02-21 | 1990-09-11 | Herman Graboyes | Blank for use in forming a container having a rounded edge |
| CA2023664C (en) * | 1989-08-22 | 1997-03-18 | Klaus Peter Lamm | Flip-top cartons |
| FR2665137B1 (fr) * | 1990-07-24 | 1994-07-01 | Otor Sa | Caisses en une matiere en feuille, flans et machine pour la realisation de telles caisses. |
| JPH05193648A (ja) * | 1992-01-10 | 1993-08-03 | Fujikou Kk | 包装用容器 |
| DE4341129A1 (de) * | 1993-12-02 | 1995-06-08 | Kettner Verpackungsmaschf | Hohlkörper und Zuschnitt zur Herstellung des Hohlkörpers |
| JP3006889U (ja) * | 1994-07-19 | 1995-01-31 | 株式会社パックス | 角形紙製包装容器 |
| WO1996016789A1 (de) * | 1994-11-30 | 1996-06-06 | Tetra Laval Holdings & Finance S.A. | Verstellbarer dorn |
| JPH08217060A (ja) * | 1995-02-17 | 1996-08-27 | Toppan Printing Co Ltd | 再封可能な紙箱 |
| DE19519505A1 (de) * | 1995-05-31 | 1996-12-05 | Focke & Co | Klappschachtel für Zigaretten |
| FR2743779B1 (fr) * | 1996-01-22 | 1998-04-17 | Otor Sa | Ensemble de decoupes pour caisse d'emballage formant presentoir et caisse obtenue avec un tel ensemble |
| EP0879766B1 (de) * | 1997-05-20 | 2003-08-13 | CD Cartondruck AG | Faltschachtel mit bogenförmigem Querschnitt |
| US5924627A (en) * | 1997-08-07 | 1999-07-20 | Philip Morris Incorporated | Packaging blank and container made therefrom |
| FR2795390B1 (fr) * | 1999-06-23 | 2001-12-07 | Otor Sa | Caisse en carton et ensemble de decoupes pour obtenir une telle caisse |
| US7090115B2 (en) * | 2003-03-26 | 2006-08-15 | Leon William Pierce | Container for bagged beverages |
| ITBO20030576A1 (it) * | 2003-10-08 | 2005-04-09 | Gd Spa | Metodo ed unita' per la snervatura di uno sbozzato piano destinato alla realizzazione di un incarto rigido |
| US20050199692A1 (en) * | 2004-03-05 | 2005-09-15 | Nelson Daniel J. | Blank capable of forming a container having rounded corners |
| JP2008532875A (ja) * | 2005-03-21 | 2008-08-21 | ミードウエストヴェイコ・パッケージング・システムズ・エルエルシー | 複数の先細り状の容器を収容するためのカートン |
| FR2899873B1 (fr) * | 2006-04-12 | 2008-07-11 | Otor Sa | Flan mono piece, caisse presentoir, procede et dispositif pour la fabrication d'une telle caisse a partir dudit flan |
| US7935041B2 (en) * | 2008-08-25 | 2011-05-03 | Smurfit-Stone Container Enterprises, Inc. | Container with inner reinforcement and method and system of manufacturing |
| DE202010013740U1 (de) * | 2010-09-30 | 2012-01-13 | A&R Carton Bremen Gmbh | Faltschachtel |
| GB201016425D0 (en) * | 2010-09-30 | 2010-11-17 | Concept Packaging Services Ltd | Radiused corner carton |
| JP2012140174A (ja) * | 2011-01-06 | 2012-07-26 | Rengo Co Ltd | 連結段ボール箱 |
-
2012
- 2012-06-20 FR FR1201748A patent/FR2992294B1/fr not_active Expired - Fee Related
-
2013
- 2013-06-17 JP JP2015517826A patent/JP2015523938A/ja active Pending
- 2013-06-17 PL PL13737329.6T patent/PL2864210T3/pl unknown
- 2013-06-17 EP EP13737329.6A patent/EP2864210B1/fr not_active Not-in-force
- 2013-06-17 WO PCT/FR2013/051412 patent/WO2013190226A1/fr active Application Filing
- 2013-06-17 US US14/409,744 patent/US20150175293A1/en not_active Abandoned
- 2013-06-17 DK DK13737329.6T patent/DK2864210T3/en active
- 2013-06-17 ES ES13737329.6T patent/ES2588055T3/es active Active
-
2014
- 2014-12-01 ZA ZA2014/08800A patent/ZA201408800B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| ES2588055T3 (es) | 2016-10-28 |
| JP2015523938A (ja) | 2015-08-20 |
| EP2864210A1 (fr) | 2015-04-29 |
| US20150175293A1 (en) | 2015-06-25 |
| ZA201408800B (en) | 2016-10-26 |
| WO2013190226A1 (fr) | 2013-12-27 |
| FR2992294A1 (fr) | 2013-12-27 |
| DK2864210T3 (en) | 2016-08-29 |
| FR2992294B1 (fr) | 2015-07-31 |
| PL2864210T3 (pl) | 2016-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2007635B1 (fr) | Caisse présentoir avec couvercle téléscopique | |
| EP2259972B1 (fr) | Ensemble de decoupes en carton, boite et procede de fabrication de boite avec de telles decoupes | |
| EP2408674B1 (fr) | Plateau, ensemble de flans en carton, dispositif et procède pour former un tel plateau | |
| EP3033223B1 (fr) | Procede et dispositif de mise en place de renforts sur une decoupe d'emballage en carton | |
| WO1997027114A1 (fr) | Ensemble de decoupes, boite, procede et machine pour la fabrication de boite a partir d'un tel ensemble de decoupes | |
| EP3548394B1 (fr) | Decoupes pour emballage primaire et/ou secondaire et/ou tertiaire et emballage obtenu avec de telles decoupes | |
| EP2864210B1 (fr) | Caisse en matière de feuille de carton, flan ou ensemble de flans, procédé pour former une telle caisse | |
| EP3046846B1 (fr) | Flan de matiere en feuille avec languettes de centrage, boite et procede mettant en oeuvre un tel flan | |
| FR2792290A1 (fr) | Ensemble de decoupes, caisse, procede et machine pour la fabrication de caisse a partir d'un tel ensemble | |
| EP1836110B1 (fr) | Emballage plastique et procede de fabrication et de conditionnement | |
| EP1260448B1 (fr) | Emballage de forme parallélépipédique comportant des rabats articules, et flan pour sa mise en oeuvre | |
| EP3144236B1 (fr) | Précurseur à plat pour un emballage, procédé et emballage | |
| FR3044583A1 (fr) | Realisation modulable et perfectionnement de boites multifonctions autodepliables et autoblocables | |
| EP3049336A1 (fr) | Plateau en matiere en feuille de carton, flan, dispositif et procede pour la realisation d'un tel plateau | |
| FR3077276A1 (fr) | Emballage de type pret a vendre realise en deux elements dont les fonds sont superposes. | |
| FR2902084A1 (fr) | Etui de conditionnement avec un fond sureleve | |
| EP2956371B1 (fr) | Cale pour immobiliser des objets dans une boîte à section carrée ou rectangulaire | |
| EP2383191B1 (fr) | Plateau en carton gerbable et flan permettant d'obtenir un tel plateau | |
| EP1316512A1 (fr) | Dispositif évitant le flambage des parois latérales d'emballages en matériau semi-rigide | |
| FR2581038A1 (fr) | Procede de fabrication d'une coiffe en carton ondule destinee a venir recouvrir des produits lors du conditionnement de ceux-ci et dispositif pour sa mise en oeuvre | |
| FR2836123A1 (fr) | Plateau a trous | |
| FR2990417A1 (fr) | Dispositif intermediaire d'emballage | |
| FR2807398A1 (fr) | Flan de decoupe pour emballage a structures d'imbrication au niveau de la patte de collage et procede de gain de matiere |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141219 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602013008026 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65D0005020000 Ipc: B31B0001000000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 1/28 20060101ALI20151202BHEP Ipc: B65D 5/02 20060101ALI20151202BHEP Ipc: B31B 1/62 20060101ALI20151202BHEP Ipc: B65D 5/32 20060101ALI20151202BHEP Ipc: B31B 1/00 20060101AFI20151202BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160107 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH Ref country code: AT Ref legal event code: REF Ref document number: 801913 Country of ref document: AT Kind code of ref document: T Effective date: 20160615 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013008026 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20160825 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2588055 Country of ref document: ES Kind code of ref document: T3 Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602013008026 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31B0001000000 Ipc: B31B0050000000 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160826 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160926 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E012641 Country of ref document: EE Effective date: 20160823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013008026 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| 26N | No opposition filed |
Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160617 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160617 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20181105 Ref country code: FR Ref legal event code: CD Owner name: DS SMITH PACKAGING FRANCE, FR Effective date: 20181105 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 801913 Country of ref document: AT Kind code of ref document: T Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: DS SMITH PACKAGING FRANCE Effective date: 20190301 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: CHAD Owner name: DS SMITH PACKAGING FRANCE, FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602013008026 Country of ref document: DE Representative=s name: DEHNS, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602013008026 Country of ref document: DE Owner name: DS SMITH PACKAGING FRANCE, FR Free format text: FORMER OWNER: OTOR, PUTEAUX, FR Ref country code: DE Ref legal event code: R082 Ref document number: 602013008026 Country of ref document: DE Representative=s name: DEHNS PATENT AND TRADEMARK ATTORNEYS, DE |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: HC1A Ref document number: E012641 Country of ref document: EE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: EE Payment date: 20200427 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E012641 Country of ref document: EE Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220623 Year of fee payment: 10 Ref country code: NO Payment date: 20220622 Year of fee payment: 10 Ref country code: IT Payment date: 20220526 Year of fee payment: 10 Ref country code: GB Payment date: 20220627 Year of fee payment: 10 Ref country code: DK Payment date: 20220622 Year of fee payment: 10 Ref country code: DE Payment date: 20220620 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20220621 Year of fee payment: 10 Ref country code: AT Payment date: 20220621 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220630 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220701 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20220524 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013008026 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP Ref country code: DK Ref legal event code: EBP Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 801913 Country of ref document: AT Kind code of ref document: T Effective date: 20230617 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240103 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230618 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230618 |