EP2807934A1 - Klebstoffapplikatorvorrichtung - Google Patents
Klebstoffapplikatorvorrichtung Download PDFInfo
- Publication number
- EP2807934A1 EP2807934A1 EP14169339.0A EP14169339A EP2807934A1 EP 2807934 A1 EP2807934 A1 EP 2807934A1 EP 14169339 A EP14169339 A EP 14169339A EP 2807934 A1 EP2807934 A1 EP 2807934A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- adhesive
- applicator device
- spreader
- applicator
- disc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/472—Applying adhesives to the connecting band
Definitions
- This invention relates to an adhesive applicator device designed in particular for cigarette making machines and the like.
- this invention relates to an adhesive applicator or "gumming” device, preferably used in a machine of the type known as "filter tip attachment” machine for applying an adhesive substance on a continuous web of paper which is subsequently cut into pieces or patches used to connect filters to respective cigarette sticks.
- the known device comprises an applicator roller for applying the adhesive to the paper and associated with a corresponding distributor, or spreader, which spreads the adhesive on the applicator roller.
- the applicator device also comprises a tank or container for supplying the adhesive to the distributor and located under the applicator roller.
- the distributor comprises a scraper and a reservoir for the adhesive supplied by a pick-up disc by which the adhesive is picked up from the tank.
- the pick-up disc is mounted so it is coaxial and integral with the applicator roller and is larger in diameter than the applicator roller in such a way as to pick up the adhesive from the tank without the roller being directly in contact with the adhesive in the tank.
- the distributor is associated with the pick-up disc from which it scrapes the adhesive and transfers a part of it to its reservoir from where the adhesive is then spread on the applicator roller.
- the volume of adhesive collected by the disc is a function of the disc rotation speed
- the quantity or volume of adhesive picked up by the distributor is fixed and, in short, is set on the basis of the shape of the distributor and of the disc and their relative position.
- One disadvantage of an applicator device made in this way is due to the fact that the applicator roller and the pick-up disc are integral with each other and therefore rotate at the same speed, which is a function of the machine the device is mounted on.
- a cigarette making machine for example, operates at relatively very high speeds which it reaches after an acceleration ramp.
- a corresponding adhesive applicator device therefore settles to steady-state rotation at a predetermined speed which it too reaches after an acceleration ramp.
- the pick-up disc rotating in the adhesive tank at different speeds depending on whether the machine is in a steady state or acceleration transient condition thus collects different quantities of adhesive.
- the main technical purpose of this invention is to propose an adhesive applicator device which is free of the above mentioned disadvantages.
- This invention has for an aim to propose an adhesive applicator device for applying adhesive to a roller which spreads a constant quantity of adhesive irrespective of the speed of rotation of the roller itself.
- a further aim of this invention is to propose an adhesive applicator device capable of collecting a larger quantity of adhesive than prior art solutions.
- Another aim of the invention is to propose a "filter tip attachment" machine where less cigarettes are rejected than in prior art solutions.
- the technical purpose and aims specified are substantially achieved by an adhesive applicator roller according to claim 1 and a "filter tip attachment” machine according to claim 9.
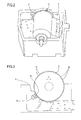
- the numeral 1 denotes an adhesive applicator device according to this invention for applying adhesive to a web of paper or the like or to a "gumming" roller or device.
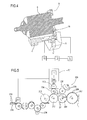
- the gumming device 1 is preferably used in a machine for the tobacco processing industry, of the type known as "filter tip attachment” machine, illustrated for example in Figure 5 , for applying a layer of adhesive substance on a continuous paper web, which is subsequently cut into pieces or patches used to connect filter tips to respective cigarette sticks.
- the device 1 is of the single roller type and comprises a container 2 for the adhesive, preferably a tank, in which the adhesive reaches a level L, and a disc-shaped element 3, having an axis of rotation R and rotatable in a direction V, for picking up a quantity of adhesive from the container 2.
- the adhesive for example vinyl based glue, to which express reference is made herein without limiting the scope of the invention, is normally present in the container 2 and its level is suitably adjusted in substantially known manner.
- the pick-up element 3 is positioned above the level of the adhesive in the container 2 and picks up the above mentioned quantity of adhesive from the container 2.
- the device 1 comprises an adhesive spreader 4 associated with the disc-shaped element 3 and equipped with collecting means for receiving from the disc-shaped pick-up element 3 a second quantity of adhesive defined at least by a portion of the adhesive present on the element 3 itself.
- the second quantity of adhesive is received at least partly from the first quantity of adhesive present on the element 3
- the collecting means comprise a conveyor 5, described in more detail below, which collects the glue from the disc-shaped pick-up element 3 and conveys it into the spreader 4.
- the device 1 comprises an adhesive applicator roller 6 mounted coaxially with the pick-up element 3 and preferably integral therewith.
- the applicator roller 6 is associated with the spreader 4 which comprises a distributing system for spreading the adhesive on the roller 6 so that the roller 6 itself can receive a third quantity of adhesive, received at least partly from the second quantity of adhesive present in the spreader 4.
- the disc-shaped element 3 collects adhesive at each rotation about the axis R and the spreader 4 substantially receives the aforesaid second quantity of adhesive from the element 3 at each rotation of the element 3 about the axis R.
- the spreader 4 contains a total quantity of glue determined by the quantity received from the disc-shaped element 3 during operation of the device 1, minus the quantity spread on the roller 5 and from there applied to the paper web.
- the adhesive distributing system preferably comprises a diffuser 7 for delivering the adhesive intended for the applicator roller 6 and a first pair of outlets 8 for the excess adhesive spread on the roller 6.
- the disc-shaped pick-up element 3 is defined by a toothed wheel 9.
- the toothed wheel 9 comprises a plurality of teeth 10 which delimit a plurality of corresponding spaces 11.
- the toothing on the toothed wheel 9 allows the adhesive to be picked up from the container 2. More specifically, the adhesive collects in the spaces 11 of the toothed wheel 9.
- the toothed wheel 9 is integral with the applicator roller 6 and, preferably, coaxial therewith.
- the toothed wheel 9 is preferably a straight-tooth spur gear wheel.
- the toothed gear 9 picks up the glue from the container 2 and sends it to the spreader 4 by means of the conveyor 5.
- the level L of the glue in the container 2 is such that only the teeth 10, and hence the corresponding spaces 11, are dipped into the glue during the rotation of the disc-shaped element 3.
- the conveyor 5 is in fluid communication with the teeth 10 so as to be able to convey into the spreader 4 the glue picked up by the teeth 10 during rotation in the container 2.
- the conveyor 5 has a collection chamber 12 positioned relative to the toothed wheel 9 in such a way as to collect or receive the glue carried in the spaces 11.
- the conveyor 5 is shaped to collect the adhesive at least from an outer side face of the disc-shaped pick-up element 3.
- the chamber 12 has an inlet opening 13 facing the teeth of the toothed wheel 9.
- the glue which is left over from the disc-shaped pick-up element 3, in particular in the spaces 11, is made to flow into the chamber 12 through the inlet opening 13.
- the spreader 4 has an internal duct 14, leading into the diffuser 7, in fluid communication with the chamber 12 from which it receives the adhesive.
- the toothed wheel 9 picks up the container 2 and causes it to flow into the chamber 12 from which it then reaches the spreader 4 and, more specifically, the diffuser 7.
- the total volume of the spaces is determined as a function of the volume of the tooth and of the module of the toothed wheel.
- the volumetric flow rate of the adhesive of the disc-shaped element 3 is therefore a function of the toothing module of the toothed wheel 9 and of the thickness and number of the teeth 10.
- the size of the toothed wheel 9 determines the flow rate of the adhesive conveyed into the spreader 4.
- the pick-up element 3 structured in this way allows moving large quantities of adhesive, much greater than in prior art solutions.
- the spreader 4 is always supplied with adhesive and, when necessary, even with quantities of adhesive in excess of the optimum quantities.
- the adhesive distributing system comprises discharge means by which adhesive is discharged from the spreader.
- the adhesive discharge means are configured to discharge a fourth quantity of adhesive which is at least part of the adhesive present in the spreader 4.
- the spreader in order to ensure that the optimum quantity of glue is always delivered to the continuous paper web, the spreader is always supplied with an overabundant amount of adhesive which is suitably discharged as necessary.
- the adhesive discharge means comprise at least a discharge duct 15, provided in the spreader 4, from which the glue is made to flow away, preferably into the container 2.
- the discharge means comprise a drive, of substantially known type, for opening and closing the discharge duct 15 and schematically represented as a block 16.
- the device 2 comprises a computerized control unit 17 in communication with the drive 16 to drive the opening and closing of the duct 15.
- the adhesive discharge means comprise a sensor, schematically represented as a block 20, for measuring at least one parameter expressing the total quantity of adhesive in the adhesive spreader.
- the computerized unit 17 is configured to determine the aforementioned fourth quantity of glue to be discharged from the adhesive spreader 4 as a function of the parameter expressing the total quantity of adhesive in the adhesive spreader 4 itself.
- the applicator device comprises an acquisition system, in communication with the control unit 17 and schematically represented as a block 19, for acquiring a parameter expressing the speed of rotation of the applicator roller 6.
- the control unit 17 is configured to determine the fourth quantity as a function of the parameter expressing the speed of rotation of the applicator roller 6.
- control unit 17 is configured to adjust the quantity of glue spread on the applicator roller 6 as a function of the speed of rotation of the applicator roller 6 itself, that is, it is configured to determine the quantity of glue to be discharged from the spreader as a function of the speed of rotation of the applicator roller 6.
- control unit 17 comprises a memory unit or memory in which a predetermined pattern of the quantity of adhesive for the applicator roller 6 is stored as a function of the speed of rotation of the selfsame applicator roller 6.
- the computerized unit 17 is configured to determine the quantity of adhesive to be discharged from the adhesive spreader 4 as a function of the aforementioned predetermined pattern stored in the memory.
- the computerized unit 17 controls the drive 16 as a function of the predetermined expected value of the quantity of adhesive in the spreader 4, as stored in the memory.
- the numeral 200 denotes a filter tip attachment machine according to this invention.
- the machine 200 is of a substantially known type and is described and illustrated only insofar as necessary for understanding this invention.
- the machine 200 comprises an adhesive applicator device 1 as described above for applying a layer of adhesive on the continuous paper web.
- the machine 200 comprises a station 201 for cutting and feeding the web to apply the adhesive to the web, cut the paper web into pieces or patches 202 and feed the patches 202.
- the station 201 comprises the adhesive applicator device 1 and a cutting system, schematically represented as a block 300, to cut the web into patches 202.
- the station 201 comprises a roller 203, partly illustrated, for feeding the patches 202 to a roller 204 for applying the patches 202 and located downstream of the station 201 in the direction of feeding the patches 202.
- the patches 202 are used to connect filter tips to respective cigarette sticks to form smokable articles.
- the machine 200 comprises a line 205, schematically represented as a pair of rollers, for feeding double filter plugs 206, and a line 207, schematically represented as a single roller, for feeding cigarette sticks 208.
- the line 205 and the line 207 feed the double filter plugs 206 and the cigarette sticks 208, respectively, to a forming roller 209 provided with flutes 210 which, in use, are sequentially occupied by double filter plugs 206 and respective cigarette sticks 208 positioned coaxially to form, on the selfsame roller 209, groups 211 consisting of two cigarette sticks 208 separated by a double filter plug 206.
- the roller 209 feeds the groups 211 to a roller 212 tangent to the roller 204 from which it receives the patches 202 for connecting the filters 206 to the cigarette sticks 208.
- the groups 211 provided with the patches 202 are fed on a rolling roller 213 and then to a cutting station 214 from which the individual cigarettes 215, suitably ordered, are fed towards an outfeed conveyor 216.
- the filter tip attachment machine 200 comprises an inspection system, schematically represented as a block 217, for checking the quality of the cigarettes.
- the inspection system 217 is configured to acquire from the cigarettes 215 an item of information expressing the quantity of glue on the patch 202.
- the item of information expresses, for example, a lack of glue which causes the finished product to be rejected.
- the inspection system 217 is in communication with the computerized unit 17 of the device 1 to supply the aforementioned item of information.
- the computerized unit 17 is configured to drive the device 1 as a function of that item of information which is, in particular, linked to the rotation speed of the roller 6.
- the computerized unit 17 is configured to check the duration of the period in which rejection occurs, in particular based on the above mentioned criteria and, if the duration exceeds a predetermined value, drives the regulator means for regulating the volumetric flow rate of adhesive to the distributor.
- the machine 1 in the configuration described is capable of regulating the glue spread on the paper web and thus on the patches 202, based on the satisfaction of specified quality criteria for the finished cigarettes 215.
- the pick-up element defined by a toothed wheel allows supplying the spreader with large quantities of adhesive even at low operating speeds or during an acceleration or deceleration ramp of the filter tip attachment machine.
- the pick-up element defined by a toothed wheel also allows supplying the spreader with large quantities of adhesive, even in excess of the required optimum values which can then be obtained by discharging the excess through the discharge systems.
Landscapes
- Coating Apparatus (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Soil Working Implements (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000265A ITBO20130265A1 (it) | 2013-05-28 | 2013-05-28 | Dispositivo applicatore di adesivo |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2807934A1 true EP2807934A1 (de) | 2014-12-03 |
| EP2807934B1 EP2807934B1 (de) | 2016-03-16 |
Family
ID=48793367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14169339.0A Not-in-force EP2807934B1 (de) | 2013-05-28 | 2014-05-21 | Klebstoffapplikatorvorrichtung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2807934B1 (de) |
| CN (1) | CN104209224B (de) |
| IT (1) | ITBO20130265A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2537349A (en) * | 2015-03-31 | 2016-10-19 | British American Tobacco Investments Ltd | Apparatus and method for applying adhesive to a wrapper for a smoking article |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106890755B (zh) * | 2015-12-18 | 2018-11-02 | 中烟机械技术中心有限责任公司 | 带状材料的涂胶装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2873719A (en) * | 1955-04-06 | 1959-02-17 | Koerber & Co Kg | Conveying and gluing apparatus for filter cigarette tip wrappers |
| DE4036726A1 (de) * | 1990-11-17 | 1992-05-21 | Hauni Werke Koerber & Co Kg | Beschichtungsvorrichtung |
| EP0534664A1 (de) | 1991-09-23 | 1993-03-31 | C.B. KAYMICH & COMPANY LIMITED | Klebstoffauftragvorrichtung |
| EP2110181A2 (de) | 2008-04-17 | 2009-10-21 | Hauni Maschinenbau AG | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| EP2218516A2 (de) * | 2009-02-05 | 2010-08-18 | HAUNI Maschinenbau AG | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008019433A1 (de) * | 2008-04-17 | 2009-12-03 | Hauni Maschinenbau Ag | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| CN201558783U (zh) * | 2009-11-13 | 2010-08-25 | 河南中烟工业有限责任公司 | 一种香烟条包机的涂胶机构 |
-
2013
- 2013-05-28 IT IT000265A patent/ITBO20130265A1/it unknown
-
2014
- 2014-05-21 EP EP14169339.0A patent/EP2807934B1/de not_active Not-in-force
- 2014-05-27 CN CN201410322802.4A patent/CN104209224B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2873719A (en) * | 1955-04-06 | 1959-02-17 | Koerber & Co Kg | Conveying and gluing apparatus for filter cigarette tip wrappers |
| DE4036726A1 (de) * | 1990-11-17 | 1992-05-21 | Hauni Werke Koerber & Co Kg | Beschichtungsvorrichtung |
| EP0534664A1 (de) | 1991-09-23 | 1993-03-31 | C.B. KAYMICH & COMPANY LIMITED | Klebstoffauftragvorrichtung |
| EP2110181A2 (de) | 2008-04-17 | 2009-10-21 | Hauni Maschinenbau AG | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| EP2218516A2 (de) * | 2009-02-05 | 2010-08-18 | HAUNI Maschinenbau AG | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2537349A (en) * | 2015-03-31 | 2016-10-19 | British American Tobacco Investments Ltd | Apparatus and method for applying adhesive to a wrapper for a smoking article |
Also Published As
| Publication number | Publication date |
|---|---|
| ITBO20130265A1 (it) | 2014-11-29 |
| CN104209224B (zh) | 2017-12-19 |
| CN104209224A (zh) | 2014-12-17 |
| EP2807934B1 (de) | 2016-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1731045B1 (de) | Verfahren zum Auftragen von Leim auf ein Hüllmaterial eines stabförmigen Artikels der Tabak verarbeitenden Industrie | |
| US7674218B2 (en) | Filter component cutting system | |
| US7849889B2 (en) | Applicator wheel for filling cavities with metered amounts of particulate material | |
| DE102008019434B4 (de) | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie | |
| EP2684472B1 (de) | Verfahren zum steuern einer maschinenkombination und/oder einer maschine zur verarbeitung von stabförmigen artikeln der tabak verarbeitenden industrie sowie eine maschinenvorrichtung dafür | |
| CN202697694U (zh) | 用于连续纸幅的涂胶单元 | |
| EP2807934B1 (de) | Klebstoffapplikatorvorrichtung | |
| EP3991929A1 (de) | Aufschneidevorrichtung mit behandlungsmitteleinrichtung | |
| IL171537A (en) | Rod making machine | |
| EP2664244B1 (de) | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie | |
| DE2112211C3 (de) | Verfahren und Anlage zum Aufbereiten von Tabak | |
| US4196740A (en) | Method and apparatus for regulating the filling force of tobacco in cigarettes | |
| CN102687905A (zh) | 用于在过滤嘴束条机中在过滤嘴包覆纸条上涂胶的方法以及涂胶设备在这种方法中的应用 | |
| EP2792419A1 (de) | Klebstoffapplikatorvorrichtung | |
| DE19536674A1 (de) | Vorrichtung zum Zuführen flüssigen Leims zu einem Leimauftragswerk | |
| DE3543358A1 (de) | Verfahren und vorrichtung zum vergleichmaessigen der feuchte eines tabakstranges | |
| DE2015619A1 (de) | Verfahren und Vorrichtung zur Über wachung von tabakverarbeitenden Maschinen | |
| DE2018195A1 (de) | Verfahren und Anordnung zum Überwachen der Ausbringung von tabakverarbeitenden Maschinen | |
| WO2019072625A1 (de) | Verfahren und system zum herstellen von stabförmigen produkten der tabak verarbeitenden industrie | |
| DE2403531C2 (de) | Vorrichtung zum Zuführen von stabförmigen Artikeln der tabakverarbeitenden Industrie von einem von zwei nach unten konvergierenden Seitenwänden begrenzten Vorratsbehälter in eine umlaufende, Aufnahmenuten aufweisende Entnahmetrommel | |
| EP4074194A1 (de) | Verfahren und maschine zur herstellung eines produkts der tabakindustrie | |
| EP1528866B1 (de) | Verfahren zum betrieb einer herstellungs- oder verpackungsmaschine der tabakverarbeitenden industrie | |
| JPS61205473A (ja) | たばこ定量体、特に相前後する異なつた種類のたばこ部分から形成されたたばこ連続体を造るための定量体を形成するための方法および装置 | |
| CN205180349U (zh) | 滤棒成型机组的甘油酯上胶毛刷辊结构 | |
| DE1632179B1 (de) | Verfahren und Vorrichtung zum Herstellen zusammengesetzter Zigarettenmundstücke in Stangenform |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140521 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150330 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/47 20060101AFI20150820BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20150916 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 780377 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014001095 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160617 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 780377 Country of ref document: AT Kind code of ref document: T Effective date: 20160316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160718 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014001095 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160521 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| 26N | No opposition filed |
Effective date: 20161219 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160521 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170530 Year of fee payment: 4 Ref country code: FR Payment date: 20170525 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602014001095 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180521 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181201 |