EP2756896A2 - Vorrichtung zum Entlüften einer Gießform - Google Patents
Vorrichtung zum Entlüften einer Gießform Download PDFInfo
- Publication number
- EP2756896A2 EP2756896A2 EP14150199.9A EP14150199A EP2756896A2 EP 2756896 A2 EP2756896 A2 EP 2756896A2 EP 14150199 A EP14150199 A EP 14150199A EP 2756896 A2 EP2756896 A2 EP 2756896A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- venting
- segments
- mold half
- particular according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005266 casting Methods 0.000 title claims description 26
- 238000013022 venting Methods 0.000 title claims description 23
- 241000510097 Megalonaias nervosa Species 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 15
- 230000000295 complement effect Effects 0.000 claims description 7
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000012768 molten material Substances 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 4
- 229910052721 tungsten Inorganic materials 0.000 claims description 4
- 239000010937 tungsten Substances 0.000 claims description 4
- 229910001182 Mo alloy Inorganic materials 0.000 claims description 3
- 239000002826 coolant Substances 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 239000011344 liquid material Substances 0.000 abstract 1
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000004512 die casting Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910001080 W alloy Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/067—Venting means for moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/14—Machines with evacuated die cavity
- B22D17/145—Venting means therefor
Definitions
- the one mold half 12 of the device 10 is - as in Fig. 6 shown - sunk in a fixed mold element 32 sunk.
- the other mold half 14 of the device 10 is - as in Fig. 2 shown - in a movable mold element 34, namely out of this protruding or outstanding arranged.
- this latter mold half 14 is part of a slider.
- the casting mold is preferably a diecasting mold.
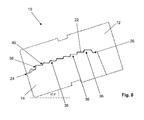
- successive mold halves 12, 14 form - as in Fig. 8 illustrated - the steps 16 of a mold half 12 with the steps 16 of the second mold half 14th a staircase-shaped gap 22 having an inlet 24 and an outlet 26, through which when displaced the mold from the same displaced air and excess molten material can flow.
- the stepped gap 22 can be sealed on both sides over the length of the device 10.
- the device 10 has a collar 42 on both sides, which allows a corresponding sealing of the gap in the lateral direction, wherein the two mold halves 12, 14 are directly adjacent to each other in the region of the collar 42 provided on both sides.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung nach dem Oberbegriff des Anspruchs 1.
- Beim Befüllen einer Gießform, beispielsweise im Hochdruck- oder Niederdruckguss, beim Kokillenguss oder einem sonstigen Gussverfahren, muss die in der Gießform befindliche Luft aus der Gießform entfernt werden, um ein sauberes Gussergebnis ohne Lunker und Porositäten zu erzielen. Dies kann entweder aktiv durch Evakuieren der Form vor dem eigentlichen Füllvorgang, passiv durch Verdrängen der Luft beim Einbringen des Gussmaterials oder durch eine Kombination beider Verfahren erfolgen.
- Aus der
DE 202 08 464 U1 oder derDE 20 2010 006 751 U1 sind Vorrichtungen zum Entlüften einer Gießform in Form so genannter Chill-Vents bekannt. Bei diesen Ventileinrichtungen erfolgt die Entlüftung der Form durch einen waschbrett-, labyrinth- oder mäanderförmigen Spalt in einem blockartigen Ventilkörper aus einem hochleitfähigen Material, wobei nach dem Entfernen der Luft aus der Gießform Gussmaterial aus der Gießform in den Spalt im Ventilkörper eintritt und dort einfriert. Damit ist sichergestellt, dass sämtliche Luft aus der Form entfernt und ein zufriedenstellendes Gussergebnis erreicht wird. - Aufgrund der hohen Strömungsgeschwindigkeit des Gussmaterials in den Ventilkörper tritt im Einströmbereich ein erhöhter Verschleiß des Ventilkörpers auf. Es ist bekannt, den Ventilkörper im Einströmbereich mit verschleißfestem Werkstoff auszubilden, doch sind solche verschleißfesten Werkstoffe relativ teuer.
- Ausgehend von diesem Stand der Technik liegt der Erfindung daher die Aufgabe zugrunde, eine Vorrichtung zur Entlüftung einer Gießform alternativ so auszubilden, dass dem Verschleiß im Einströmbereich kostengünstiger entgegengewirkt werden kann. Außerdem liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung zur Entlüftung einer Gießform zu optimieren, um so Gussteile, insbesondere Druckgussteile, aus vorzugsweise Aluminium- und Magnesiumlegierungen fertigen zu können, die höchsten Qualitätsansprüchen genügen. Eine weitere Aufgabe der Erfindung besteht darin, eine Vorrichtung zur Entlüftung einer Gießform derart weiterzubilden, dass nicht durch vorzeitiges Zufrieren der Entlüftungskanäle die weitere Entlüftung verhindert wird. Eine weitere Aufgabe der Erfindung besteht darin, eine Vorrichtung zur Entlüftung einer Gießform bereitzustellen, die auch ohne Kühleinrichtung und ohne Auswerfer auskommt, auch einfach zu handhaben ist und vergleichsweise wenig Wartungskosten verursacht.
- Diese Aufgabe wird durch eine Vorrichtung nach dem Oberbegriff des Anspruchs 1 durch die kennzeichnenden Merkmale des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen.
- Ausgehend von einer Vorrichtung zum Entlüften einer Gießform, insbesondere in Form eines Chill-Vents, mit zwei einander gegenüberliegenden und zueinander form- und funktionskomplementären Formhälften, die in ihren zueinander weisenden Flächen jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Erhebungen und/oder Vertiefungen aufweisen, dergestalt, dass sich bei aufeinander gesetzten Formhälften zwischen den Formhälften zumindest teilweise ein Spalt mit einem Einlass und einem Auslass ausbildet, der insbesondere waschbrett-, labyrinth- und/oder mäanderförmig ist, und durch den beim Füllen der Gießform aus der Gießform verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann, zeichnet sich die Erfindung dadurch aus, dass zumindest eine oder vorzugsweise jede Formhälfte durch mehrere, in Längsrichtung der Formhälfte nebeneinander angeordnete und lösbar befestigte, vorzugsweise miteinander verbundene Segmente gebildet ist.
- Durch die Segmentierung ist es möglich, kostengünstigste Materialien einzusetzen und die Segmente bei Bedarf, also wenn ein Segment eine Verschleißgrenze erreicht hat, auszuwechseln. Dies ist sehr kostengünstig, da die Formhälften nicht mehr komplett ausgewechselt werden müssen, sondern die Segmente einzeln ausgetauscht werden. Dabei kann so vorgegangen, dass ein, insbesondere das im Einströmbereich erste verschlissene Segment durch ein neues Segment ersetzt wird. Es kann aber auch vorteilhaft sein, wenn das dem verschlissenen Segment benachbarte, weniger verschlissene Segment an dessen Stelle tritt, und an die Stelle des weniger verschlissenen Segments das diesem zuvor benachbarte noch weniger verschlissene Segment tritt usw., bis letztendlich das neue Segment an die Stelle des am wenigstens verschlissenen Segments tritt.
- Es kann von Vorteil sein, wenn die nebeneinander angeordneten Segmente der Formhälfte jeweils zumindest eine Bohrung zur Aufnahme eines Befestigungsmittels aufweisen. Dadurch lassen sich die Segmente an gewünschter Stelle innerhalb der Gießform fixieren.
- Es kann zweckmäßig sein, wenn je Segment zumindest eine, vorzugsweise zwei voneinander beabstandete und in Längsrichtung durchgängige Bohrungen vorgesehen sind, wobei jede in Längsrichtung durchgängige Bohrung zu einer Bohrung eines daneben angeordneten Segments fluchtet, derart, dass die Segmente mittels eines durch die zueinander fluchtenden Bohrungen geführten Befestigungsmittels untereinander verbindbar, insbesondere verschraubbar sind. Durch das Befestigungsmittel kann die Formhälfte zudem vorteilhaft in der Gießform befestigt sein. Die genannte Befestigungsmöglichkeit stellt insbesondere sicher, dass die einzelnen nebeneinander angeordneten Segmente sehr dicht untereinander bzw. miteinander verbunden sind, so dass sich zwischen diesen keine Spalte ausbilden, in die nachteilig flüssiges Metall strömen könnte.
- Es kann vorteilhaft sein, wenn je Segment zumindest eine, vorzugsweise mehrere voneinander beabstandete und in Querrichtung von außen einseitig eingebrachte Bohrungen für Befestigungsmittel vorgesehen sind, wodurch jedes Segment mit einem Basiskörper, insbesondere der Gießform, verbindbar, insbesondere verschraubbar ist, vorzugsweise derart, dass die Segmente in Längsrichtung der Formhälfte lösbar nebeneinander angeordnet sind. Diese Befestigungsmöglichkeit erleichtert die Austauschbarkeit einzelner Segmente.
- Es kann vorteilhaft sein, wenn die Segmente der Formhälfte untereinander lösbar form- und/oder kraftschlüssig verbindbar sind.
- Es kann von Vorteil sein, wenn die Segmente einer Formhälfte aus dem gleichen Werkstoff, vorzugsweise aus kostengünstigem Stahl, bestehen.
- Es kann von Vorteil sein, wenn zumindest zwei Segmente einer Formhälfte aus unterschiedlichem Werkstoff, vorzugsweise aus Stahl, Kupfer, Wolfram oder einer Molybdänlegierung, bestehen.
- Es kann vorteilhaft sein, wenn zumindest zwei Segmente der Formhälfte formidentisch ausgebildet sind, wodurch weniger unterschiedliche Typen von Segmenten vorrätig gehalten werden müssen und die Herstell- sowie Lagerhaltungskosten reduziert werden können.
- Es kann vorteilhaft sein, wenn die zueinander fluchtenden Bohrungen als Kühlmittelleitung, insbesondere für Luft oder Wasser, verwendbar sind.
- Die Erfindung bezieht sich sowohl als Weiterbildung als auch eigenständig ebenso auf eine Vorrichtung zum Entlüften einer Gießform, insbesondere in Form eines Chill-Vents, mit zwei einander gegenüberliegenden und zueinander form- und funktionskomplementären Formhälften, die in ihren zueinander weisenden Flächen jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Stufen aufweisen, dergestalt, dass bei aufeinander gesetzten Formhälften die Stufen einer Formhälfte mit den Stufen der zweiten Formhälfte einen treppenförmigen Spalt mit einem Einlass und einem Auslass ausbilden, durch den beim Füllen der Gießform aus der Form verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann.
- Durch den erfindungsgemäßen treppenförmigen Spalt und die damit einhergehende strömungsoptimierte Geometrie haben Luft und Schmelze über die Länge der Vorrichtung einen Höhenunterschied zu überwinden, wobei die Luft nur einen geringen Widerstand in der Strömung erfährt, die Schmelze dagegen besonders gut innerhalb des treppenförmigen Spalts gebremst wird.
- Die einzelnen Stufen des treppenförmigen Spaltes weisen vorzugsweise eine über die Länge der Vorrichtung gleichbleibende Breite auf, wobei die Breite des Einlasses und/oder Auslasses von der Breite des Spaltes verschieden sein kann. Für einige Anwendungsfälle kann es auch sinnvoll sein, wenn sich die Breite einer oder mehrerer Stufen des treppenförmigen Spaltes teilweise über die Länge der Vorrichtung von anderen Stufen des treppenförmigen Spaltes unterscheidet.
- Es hat sich herausgestellt, dass eine Kombination der Werkstoffmaterialien, nämlich Wolfram bzw. eine Wolframlegierung für die in Strömungsrichtung gesehen ersten, vorzugsweise ersten drei Stufen und Kupfer bzw. eine Kupferlegierung für die in Strömungsrichtung darauf folgenden Stufen, ein optimales Ergebnis hinsichtlich der Verschleißanfälligkeit und Wärmeableitbarkeit der Vorrichtung ergibt.
- Im Übrigen ist es allgemein bekannt und bedarf keiner weiteren Ausführung, dass beidseitig über die Länge der Vorrichtung der Spalt abgeschlossen sein muss. Die Vorrichtung kann dafür vorteilhaft einen beidseitigen Bund aufweisen, der eine entsprechende Abdichtung des Spaltes in seitlicher Richtung ermöglicht. Im Bereich des beidseitig vorhandenen Bundes liegen die beiden Formhälften spaltlos direkt aufeinander.
- Selbstverständlich kann die Vorrichtung auch weitere bauliche Elemente aufweisen, beispielsweise Führungselemente zur Ausrichtung der beiden Formhälften zueinander oder Aufnahmen zur Befestigung und Ausrichtung der Vorrichtung innerhalb der Gießform.
- Es kann von Vorteil sein, wenn der treppenförmige Spalt mindestens 6, vorzugsweise mindestens 8 aufeinanderfolgende Stufen aufweist.
- Es kann vorteilhaft sein, wenn der treppenförmige Spalt höchstens 12, vorzugsweise höchstens 8 aufeinanderfolgende Stufen aufweist.
- Es kann zweckmäßig sein, wenn der treppenförmige Spalt wenigstens einen, vorzugsweise einen einzigen Treppenlauf aufweist. Vorliegend werden unter einem Treppenlauf mehrere aufeinanderfolgende Stufen verstanden, die keine Unterbrechung, beispielsweise in Form eines Treppenabsatzes, aufweisen.
- Es kann aber auch von Vorteil sein, wenn der treppenförmige Spalt wenigstens einen Treppenabsatz aufweist, also eine Art Plattform, die den Treppenlauf unterbricht und den treppenförmigen Spalt in quasi mehrere kleinere Segmente unterteilt.
- Es kann von Vorteil sein, wenn der treppenförmige Spalt eine Treppensteigung mit einem Steigungswinkel von 10 bis 35°, vorzugsweise von 15 bis 20°, ganz bevorzugt von 16 bis 18° aufweist.
- Es kann zweckmäßig sein, wenn der treppenförmige Spalt wenigstens eine Setzstufe aufweist, die eine andere Höhe aufweist als eine andere Setzstufe des treppenförmigen Spalts. Die Setzstufe ist quasi in Strömungsrichtung vom Spalteinlass betrachtet der vertikale Teil einer Stufe.
- Um den Schmelzestrom möglichst stark abzubremsen, ist es vorteilhaft, wenn wenigstens eine in Strömungsrichtung vordere, vorzugsweise die erste Setzstufe des treppenförmigen Spalts eine größere Höhe aufweist als wenigstens eine der in Strömungsrichtung folgenden Setzstufen des treppenförmigen Spalts.
- Es kann vorteilhaft sein, wenn die Höhe der in Strömungsrichtung ersten Setzstufe des treppenförmigen Spalts zwischen 5 und 20 mm, vorzugsweise zwischen 5 und 10 mm, ganz bevorzugt zwischen 7 und 9 mm beträgt.
- Es kann von Vorteil sein, wenn die Höhe der in Strömungsrichtung der ersten Setzstufe des treppenförmigen Spalts folgenden Setzstufen zwischen 1 und 10 mm, vorzugsweise zwischen 2 und 7 mm, ganz bevorzugt zwischen 3 und 6 mm beträgt.
- Es kann von Vorteil sein, wenn die Länge der Trittstufen des treppenförmigen Spalts zwischen 5 und 20 mm, vorzugsweise zwischen 10 und 18 mm, ganz bevorzugt zwischen 12 und 15 mm beträgt. Die Trittstufe ist quasi in Strömungsrichtung vom Spalteinlass betrachtet der horizontale Teil einer Stufe.
- Es kann zweckmäßig sein, wenn die die Lauflänge des treppenförmigen Spalts, gemessen als Gerade zwischen Vorderkante der in Strömungsrichtung gesehen ersten Stufe und Vorderkante der in Strömungsrichtung gesehen letzten Stufe, zwischen 50 und 300 mm, vorzugsweise 70 und 200 mm, ganz besonders zwischen 90 und 150 mm beträgt.
- Es kann vorteilhaft sein, wenn die Vorrichtung zumindest mit einer Formhälfte in einem Schieber der Gießform angeordnet ist, derart, dass sich diese Formhälfte beim Ziehen des Schiebers von der gegenüberliegenden Formhälfte trennt.
- Es kann zweckmäßig sein, wenn die Vorrichtung mit einer Formhälfte im feststehenden Gießformelement und mit der anderen Formhälfte im beweglichen Gießformelement vorgesehen ist.
- Es kann von Vorteil sein, wenn die eine Formhälfte der Vorrichtung im feststehenden Gießformelement versenkt angeordnet ist und wenn die andere Formhälfte der Vorrichtung aus dem beweglichen Gießformelement heraustretend angeordnet ist.
- Es kann vorteilhaft sein, wenn die Gießform eine Druckgießform ist.
- Es kann von Vorteil sein, wenn der sich zwischen den Stufen einer Formhälfte und den Stufen der zweiten Formhälfte ausbildende treppenförmigen Spalt über die Länge der Vorrichtung ein gleichbleibendes oder ein sich änderndes Spaltmaß aufweist.
- Weitere Einzelheiten und vorteilhafte Ausgestaltungen der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen in Verbindung mit der Zeichnung. In dieser zeigen:
- Fig. 1
- in schematischer perspektivischer Darstellung eine obere und eine untere Formhälfte einer ersten erfindungsgemäßen Vorrichtung aus jeweils drei Segmenten, wobei die obere Formhälfte transparent dargestellt ist,
- Fig. 2
- in schematischer Längsschnittdarstellung zwei aufeinander gesetzte Formhälften einer zweiten erfindungsgemäßen Vorrichtung,
- Fig. 3
- in schematischer Längsschnittdarstellung zwei aufeinander gesetzte Formhälften einer dritten erfindungsgemäßen Vorrichtung,
- Fig. 4
- in schematischer perspektivischer Darstellung eine obere und eine untere Formhälfte der ersten erfindungsgemäßen Vorrichtung,
- Fig. 5
- in schematischer perspektivischer Darstellung ein Segment der unteren Formhälfte der ersten erfindungsgemäßen Vorrichtung,
- Fig. 6
- in schematischer Darstellung eine erste Formhälfte der erfindungsgemäßen Vorrichtung, eingelassen in einem feststehenden Gießformelement,
- Fig. 7
- in schematischer Darstellung eine zweite Formhälfte der erfindungsgemäßen Vorrichtung, herausragend aus einem bewegbaren Gießformelement, insbesondere aus einem separat im bewegbaren Gießformelement vorgesehenen Schieber, und
- Fig. 8
- in schematischer Längsschnittdarstellung zwei aufeinander gesetzte Formhälften der erfindungsgemäßen Vorrichtung.
- Werden in den
Fig. 1 bis 8 gleiche Bezugsziffern verwendet, so bezeichnen diese auch gleiche Teile oder Bereiche. - Wie in den
Fig. 1 bis 4 dargestellt, bezieht sich die Erfindung auf eine Vorrichtung 10 zum Entlüften einer Gießform, insbesondere in Form eines Chill-Vents, mit zwei einander gegenüberliegenden und zueinander form- und funktionskomplementären Formhälften 12, 14, die in ihren zueinander weisenden Flächen 16 jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Erhebungen 18 und/oder Vertiefungen 20 aufweisen, dergestalt, dass sich bei aufeinander gesetzten Formhälften 12, 14 zwischen den Formhälften 12, 14 zumindest teilweise ein Spalt 22 mit einem Einlass 24 und einem Auslass 26 ausbildet, der insbesondere waschbrett-, labyrinth- und/oder mäanderförmig sein kann, und durch den beim Füllen der Gießform aus der Gießform verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann, wobei zumindest eine oder vorzugsweise jede Formhälfte 12, 14 durch mehrere, in Längsrichtung der Formhälfte 12, 14 nebeneinander angeordnete und lösbar befestigte, vorzugsweise miteinander verbundene Segmente 12a, 12b, 12c, 14a, 14b, 14c gebildet ist. - Zur Befestigung weisen die nebeneinander angeordneten Segmente 12a, 12b, 12c, 14a, 14b, 14c der Formhälfte 12, 14 jeweils zumindest eine Bohrung 28a, 28b, 30 zur Aufnahme eines Befestigungsmittels auf.
- Wie in den
Fig. 1, 2 ,4 und5 dargestellt sind je Segment 12a, 12b, 12c, 14a, 14b, 14c zumindest eine, vorzugsweise zwei voneinander beabstandete und in Längsrichtung durchgängige Bohrungen 28a, 28b vorgesehen, wobei jede in Längsrichtung durchgängige Bohrung 28a, 28b gemäßFig. 1, 2 und4 zu einer Bohrung 28a, 28b eines daneben angeordneten Segments 12a, 12b, 12c, 14a, 14b, 14c fluchtet, derart, dass die Segmente 12a, 12b, 12c, 14a, 14b, 14c mittels eines durch die zueinander fluchtenden Bohrungen 28a, 28b geführten, hier nicht dargestellten Befestigungsmittels untereinander verbindbar, insbesondere verschraubbar sind. Vorteilhaft kann die Verschraubung auch zur Befestigung in der Gießform bzw. in oder an einem Gießformelement dienen. - Wie insbesondere in
Fig. 3 dargestellt können je Segment 12a, 12b, 12c, 14a, 14b, 14c auch zumindest eine, vorzugsweise mehrere voneinander beabstandete und in Querrichtung von außen einseitig eingebrachte Bohrungen 30 für Befestigungsmittel vorgesehen sein, wodurch jedes Segment 12a, 12b, 12c, 14a, 14b, 14c mit einem hier nicht dargestellten Basiskörper, insbesondere der Gießform oder einem Einsatz dafür, verbindbar, insbesondere verschraubbar ist, vorzugsweise derart, dass die Segmente 12a, 12b, 12c, 14a, 14b, 14c in Längsrichtung der Formhälfte 12, 14 lösbar nebeneinander angeordnet sind. Dies kann für sich erfolgen oder zusätzlich zu den Bohrungen 28a, 28b für Befestigungsmittel in Längsrichtung. - Die Segmente 12a, 12b, 12c, 14a, 14b, 14c der Formhälfte 12, 14 sind untereinander lösbar form- und/oder kraftschlüssig verbindbar.
- Vorteilhaft bestehen die Segmente 12a, 12b, 12c, 14a, 14b, 14c einer Formhälfte 12, 14 aus dem gleichen, möglichst kostengünstigen Werkstoff, vorzugsweise aus Stahl, so dass bei Verschleiß das entsprechende Segment nur ausgewechselt werden muss.
- Es ist natürlich auch möglich, dass zumindest zwei Segmente 12a, 12b, 12c, 14a, 14b, 14c einer Formhälfte 12, 14 aus unterschiedlichem Werkstoff, vorzugsweise aus Stahl, Kupfer, Wolfram oder einer Molybdänlegierung. So kann gegebenenfalls auch auf verschleißfestere Materialien zurückgegriffen werden, wenn dieses angezeigt ist.
- Besonders sinnvoll ist es, wenn zumindest zwei Segmente 12a, 12b, 12c, 14a, 14b, 14c der Formhälfte 12, 14 formidentisch ausgebildet sind, wodurch eine kostengünstige Austauschbarkeit gegeben ist und hierzu kein große Vielfalt an Segmenten bevorratet werden muss. Das spart auch Herstell- und Lagerhaltungskosten.
- Es hat sich gezeigt, dass die zueinander fluchtenden Bohrungen 28a, 28b besonders gut als Kühlmittelleitung, insbesondere für Luft oder Wasser, verwendbar sind.
- Die erfindungsgemäße Vorrichtung 10 zum Entlüften einer Gießform kann als Weiterbildung, aber auch eigenständig zwei einander gegenüberliegende und zueinander form- und funktionskomplementäre Formhälften 12, 14 umfassen , die in ihren zueinander weisenden Flächen jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Stufen 36 aufweisen.
- Die eine Formhälfte 12 der Vorrichtung 10 ist - wie in
Fig. 6 dargestellt - in einem feststehenden Gießformelement 32 versenkt angeordnet. Die andere Formhälfte 14 der Vorrichtung 10 ist - wie inFig. 2 dargestellt - in einem beweglichen Gießformelement 34, und zwar aus diesem heraustretend bzw. herausragend angeordnet. Vorzugsweise ist diese letztgenannte Formhälfte 14 Teil eines Schiebers. Bei der Gießform handelt es sich vorzugsweise um eine Druckgießform.
Bei aufeinander gesetzten Formhälften 12, 14 bilden - wie inFig. 8 dargestellt - die Stufen 16 der einen Formhälfte 12 mit den Stufen 16 der zweiten Formhälfte 14 einen treppenförmigen Spalt 22 mit einem Einlass 24 und einem Auslass 26 aus, durch den beim Füllen der Gießform aus derselben verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann. - Der treppenförmige Spalt 22 weist in einem einzigen Treppenlauf acht aufeinanderfolgende Stufen 36 auf.
- Der treppenförmige Spalt 22 weist in der vorliegenden Ausführungsform eine Treppensteigung mit einem Steigungswinkel von 17,5° auf.
- Erfindungsgemäß weist die in Strömungsrichtung erste Setzstufe 38 des treppenförmigen Spalts 22 eine größere Höhe auf als die in Strömungsrichtung folgende Setzstufe 40 des treppenförmigen Spalts 22.
- In den
Fig. 6 und 7 ist deutlich zu erkennen, dass beidseitig über die Länge der Vorrichtung 10 der treppenförmige Spalt 22 abdichtbar ist. Die Vorrichtung 10 weist hierzu einen beidseitigen Bund 42 auf, der eine entsprechende Abdichtung des Spaltes in seitlicher Richtung ermöglicht, wobei im Bereich des beidseitig vorhandenen Bundes 42 die beiden Formhälften 12, 14 spaltlos direkt aufeinander liegen.
Claims (10)
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere in Form eines Chill-Vents, mit zwei einander gegenüberliegenden und zueinander form- und funktionskomplementären Formhälften (12, 14), die in ihren zueinander weisenden Flächen (16) jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Erhebungen (18) und/oder Vertiefungen (20) aufweisen, dergestalt, dass sich bei aufeinander gesetzten Formhälften (12, 14) zwischen den Formhälften (12, 14) zumindest teilweise ein Spalt (22) mit einem Einlass (24) und einem Auslass (26) ausbildet, der insbesondere waschbrett-, labyrinth- und/oder mäanderförmig ist, und durch den beim Füllen der Gießform aus der Gießform verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann, dadurch gekennzeichnet, dass zumindest eine oder vorzugsweise jede Formhälfte (12, 14) durch mehrere, in Längsrichtung der Formhälfte (12, 14) nebeneinander angeordnete und lösbar befestigte, vorzugsweise miteinander verbundene Segmente (12a, 12b, 12c, 14a, 14b, 14c) gebildet ist.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach Anspruch 1, dadurch gekennzeichnet, dass die nebeneinander angeordneten Segmente (12a, 12b, 12c, 14a, 14b, 14c) der Formhälfte (12, 14) jeweils zumindest eine Bohrung (28a, 30) zur Aufnahme eines Befestigungsmittels aufweisen.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass je Segment (12a, 12b, 12c, 14a, 14b, 14c) zumindest eine, vorzugsweise zwei voneinander beabstandete und in Längsrichtung durchgängige Bohrungen (28a, 28b) vorgesehen sind, wobei jede in Längsrichtung durchgängige Bohrung (28a, 28b) zu einer Bohrung (28a, 28b) eines daneben angeordneten Segments (12a, 12b, 12c, 14a, 14b, 14c) fluchtet, derart, dass die Segmente (12a, 12b, 12c, 14a, 14b, 14c) mittels eines durch die zueinander fluchtenden Bohrungen (28a, 28b) geführten Befestigungsmittels untereinander verbindbar, insbesondere verschraubbar sind.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass je Segment (12a, 12b, 12c, 14a, 14b, 14c) zumindest eine, vorzugsweise mehrere voneinander beabstandete und in Querrichtung von außen einseitig eingebrachte Bohrungen (30) für Befestigungsmittel vorgesehen sind, wodurch jedes Segment (12a, 12b, 12c, 14a, 14b, 14c) mit einem Basiskörper, insbesondere der Gießform, verbindbar, insbesondere verschraubbar ist, vorzugsweise derart, dass die Segmente (12a, 12b, 12c, 14a, 14b, 14c) in Längsrichtung der Formhälfte (12, 14) lösbar nebeneinander angeordnet sind.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Segmente (12a, 12b, 12c, 14a, 14b, 14c) der Formhälfte (12, 14) untereinander lösbar form- und/oder kraftschlüssig verbindbar sind.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Segmente (12a, 12b, 12c, 14a, 14b, 14c) einer Formhälfte (12, 14) aus dem gleichen Werkstoff, vorzugsweise aus Stahl, bestehen.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass zumindest zwei Segmente (12a, 12b, 12c, 14a, 14b, 14c) einer Formhälfte (12, 14) aus unterschiedlichem Werkstoff, vorzugsweise aus Stahl, Kupfer, Wolfram oder einer Molybdänlegierung, bestehen.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass zumindest zwei Segmente (12a, 12b, 12c, 14a, 14b, 14c) der Formhälfte (12, 14) formidentisch ausgebildet sind.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach Anspruch 3, dadurch gekennzeichnet, dass die zueinander fluchtenden Bohrungen (28a, 28b) als Kühlmittelleitung, insbesondere für Luft oder Wasser, verwendbar sind.
- Vorrichtung (10) zum Entlüften einer Gießform, insbesondere nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die zueinander form- und funktionskomplementären Formhälften in ihren zueinander weisenden Flächen jeweils eine Mehrzahl von zueinander im Wesentlichen parallel und zur Strömungsrichtung im Wesentlichen quer verlaufenden Stufen aufweisen, dergestalt, dass bei aufeinander gesetzten Formhälften die Stufen einer Formhälfte mit den Stufen der zweiten Formhälfte einen treppenförmigen Spalt mit einem Einlass und einem Auslass ausbilden, durch den beim Füllen der Gießform aus der Form verdrängte Luft und überschüssiges schmelzflüssiges Material strömen kann.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013100442 | 2013-01-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2756896A2 true EP2756896A2 (de) | 2014-07-23 |
| EP2756896A3 EP2756896A3 (de) | 2018-01-10 |
Family
ID=49917573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14150199.9A Withdrawn EP2756896A3 (de) | 2013-01-16 | 2014-01-06 | Vorrichtung zum Entlüften einer Gießform |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9272326B2 (de) |
| EP (1) | EP2756896A3 (de) |
| CN (1) | CN104070150B (de) |
| DE (1) | DE102014100053A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ306937B6 (cs) * | 2015-10-05 | 2017-09-27 | Innomia A.S. | Způsob výroby odvzdušňovací vložky |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106180637B (zh) * | 2016-09-30 | 2020-02-14 | 东莞宜安科技股份有限公司 | 一种压铸模具 |
| DE102017123470A1 (de) * | 2017-10-10 | 2019-04-11 | Raskopf GmbH Sauerländer Werkzeugfabrik | Vorrichtung zur Herstellung von Gussteilen aus Metall |
| DE102018105570B3 (de) * | 2018-03-12 | 2019-01-31 | InterGuss Gießereiprodukte GmbH | Entlüftungsvorrichtung zum Entlüften einer Gießform |
| CN110397174B (zh) * | 2019-08-20 | 2021-08-03 | 马鞍山市金韩防水保温工程有限责任公司 | 一种防水型复合保温板及其制备方法 |
| KR102750540B1 (ko) * | 2019-11-13 | 2025-01-06 | 현대자동차 주식회사 | 다이 캐스팅용 진공 시스템 |
| DE102019133354B3 (de) * | 2019-12-06 | 2020-11-19 | InterGuss Gießereiprodukte GmbH | Entlüftungsvorrichtung zum Entlüften einer Gießform mit sägezahnförmigem Spalt |
| US11213884B1 (en) * | 2020-12-17 | 2022-01-04 | Metal Industries Research And Development Centre | Stationary vacuum valve |
| CN114749629A (zh) * | 2022-04-04 | 2022-07-15 | 中国第一汽车股份有限公司 | 一种钨铜合金排气波板 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20208464U1 (de) | 2002-05-31 | 2002-11-21 | InterGuss Gießereiprodukte GmbH, 91438 Bad Windsheim | Entlüftungseinsatz im Giessereiverfahren |
| DE202010006751U1 (de) | 2010-05-12 | 2010-08-05 | InterGuss Gießereiprodukte GmbH | Werkzeugentlüftung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB855495A (en) * | 1959-06-12 | 1960-11-30 | Walter Milton Goldhamer | Improvements in die casting machines |
| JPS59179309A (ja) * | 1983-03-31 | 1984-10-11 | Hitachi Metals Ltd | 成形材のガス排除金型とその排除方法 |
| JPH069730Y2 (ja) * | 1987-04-10 | 1994-03-16 | トヨタ自動車株式会社 | 鋳造用金型におけるチルベント構造 |
| JP3423873B2 (ja) * | 1997-11-20 | 2003-07-07 | 日本碍子株式会社 | チルベント |
| US6425433B1 (en) * | 2001-02-17 | 2002-07-30 | John W. Hayes | Die casting vacuum apparatus |
| US6513569B1 (en) * | 2001-11-02 | 2003-02-04 | Chun Hsien Li | Vacuum valve for die casting machine |
| US7134637B2 (en) * | 2002-09-27 | 2006-11-14 | Dubay Richard L | Vacuum and vent block for use with molding and casting systems |
| US7770627B2 (en) * | 2003-10-01 | 2010-08-10 | Cast Centre Pty Ltd | Venting assembly for a casting mould |
| US7631851B2 (en) * | 2007-03-02 | 2009-12-15 | Dubay Richard L | High volume vacuum/vent block for molding and casting systems |
| CN201684910U (zh) * | 2010-05-31 | 2010-12-29 | 广东鸿特精密技术股份有限公司 | 改进结构的排气块 |
| US8424587B1 (en) * | 2012-06-05 | 2013-04-23 | Richard L. Dubay | Vacuum/vent block having non-uniform purge passage |
-
2014
- 2014-01-02 US US14/146,147 patent/US9272326B2/en active Active
- 2014-01-06 EP EP14150199.9A patent/EP2756896A3/de not_active Withdrawn
- 2014-01-06 DE DE102014100053.6A patent/DE102014100053A1/de not_active Withdrawn
- 2014-01-16 CN CN201410021544.6A patent/CN104070150B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20208464U1 (de) | 2002-05-31 | 2002-11-21 | InterGuss Gießereiprodukte GmbH, 91438 Bad Windsheim | Entlüftungseinsatz im Giessereiverfahren |
| DE202010006751U1 (de) | 2010-05-12 | 2010-08-05 | InterGuss Gießereiprodukte GmbH | Werkzeugentlüftung |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ306937B6 (cs) * | 2015-10-05 | 2017-09-27 | Innomia A.S. | Způsob výroby odvzdušňovací vložky |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102014100053A1 (de) | 2014-07-17 |
| US20140196864A1 (en) | 2014-07-17 |
| CN104070150A (zh) | 2014-10-01 |
| CN104070150B (zh) | 2018-09-21 |
| US9272326B2 (en) | 2016-03-01 |
| EP2756896A3 (de) | 2018-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2756896A2 (de) | Vorrichtung zum Entlüften einer Gießform | |
| DE2620656A1 (de) | Duennwandige kokille | |
| DE10058428B4 (de) | Zylinderlaufbuchse und Zylinderblock sowie Verfahren zur Herstellung derselben | |
| EP2321075B1 (de) | Stranggiesskokille für flüssiges metall, insbesondere für flüssigen stahl | |
| DE102012004057B3 (de) | Vorrichtung zum Entlüften einer Gießform | |
| DE102016124801B3 (de) | Kokillenplatte und Kokille | |
| DE102011083268B4 (de) | Formeinsatzanordnung und Verfahren zum Gießen | |
| WO2017152904A2 (de) | GIEßKAMMER EINER KALTKAMMER-DRUCKGIEßMASCHINE MIT EINER KÜHLVORRICHTUNG SOWIE KÜHLVORRICHTUNG | |
| WO2016193458A1 (de) | Heisskanal-angusssystem für eine druckgiessform | |
| WO2013004214A1 (de) | Verfahren zur herstellung eines kolbens für einen verbrennungsmotor | |
| WO2008017402A1 (de) | Stranggiesskokille für flüssige metalle, insbesondere für flüssige stahlwerkstoffe | |
| EP3108983B1 (de) | Giessanordnung | |
| AT519391B1 (de) | Kokillenteiler zum Einbau in eine Kokille | |
| EP3320788B1 (de) | Strangherstellmaschine zur herstellung von produkten der tabak verarbeitenden industrie und zugehörige formatgarnitur | |
| EP2548675A1 (de) | Kokille zum Stranggiessen von metallischen Langprodukten | |
| EP0968778A1 (de) | Vorrichtung und Verfahren zum Stranggiessen von Werkstücken mit innerem Hohlraum | |
| EP1423215B1 (de) | Anordnung zum kühlen wärmebehandelter drähte | |
| DE202020100298U1 (de) | Stranggießkokille | |
| DE202005001310U1 (de) | Verbundgußplatte | |
| DE202013103821U1 (de) | Dornelement für eine Aluminium-Extrusionsvorrichuing | |
| EP1393837B1 (de) | Kokillenrohr | |
| EP3525955B1 (de) | Kokille mit einem kokillenteiler | |
| AT522037B1 (de) | Kokilleneinheit zum Stranggießen von Metallprodukten sowie Stranggießanlage | |
| WO2021163740A1 (de) | Verfahren zur herstellung eines metallischen bauteiles und vorrichtung hierzu | |
| WO2024175337A1 (de) | Breitseiten-kokillenplatte einer kokille zum stranggiessen von metall |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140106 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22C 9/06 20060101AFI20171206BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20180620 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190415 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201126 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20210407 |