EP2722281B1 - Verfahren zum gasdichten verpacken von gegenständen mit sich eng an die gegenstände anlegender, tiefziehbarer folie unter einsatz eines vakuums - Google Patents
Verfahren zum gasdichten verpacken von gegenständen mit sich eng an die gegenstände anlegender, tiefziehbarer folie unter einsatz eines vakuums Download PDFInfo
- Publication number
- EP2722281B1 EP2722281B1 EP13188316.7A EP13188316A EP2722281B1 EP 2722281 B1 EP2722281 B1 EP 2722281B1 EP 13188316 A EP13188316 A EP 13188316A EP 2722281 B1 EP2722281 B1 EP 2722281B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- deep
- peripheral edge
- shell
- drawn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 28
- 238000012856 packing Methods 0.000 title claims 2
- 230000002093 peripheral effect Effects 0.000 claims description 48
- 238000007789 sealing Methods 0.000 claims description 47
- 238000004806 packaging method and process Methods 0.000 claims description 14
- 125000006850 spacer group Chemical group 0.000 description 16
- 238000003466 welding Methods 0.000 description 11
- 238000011161 development Methods 0.000 description 6
- 235000013372 meat Nutrition 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000015090 marinades Nutrition 0.000 description 1
- 235000013622 meat product Nutrition 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
- B65B11/52—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins one sheet being rendered plastic, e.g. by heating, and forced by fluid pressure, e.g. vacuum, into engagement with the other sheet and contents, e.g. skin-, blister-, or bubble- packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/025—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers
- B65B31/028—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers closed by a lid sealed to the upper rim of the container, e.g. tray-like container
Definitions
- the invention is based on the object to provide a method with which it is possible to pack objects in handsome designed gas-tight packaging.
- the device still has a spacer plate 5 between the thermoformable film 4 and the shells 6.
- This spacer plate 5 has openings 13, which correspond to the shells 6.
- FIG. 4 shows the state after lifting the lower tool 9.
- the shells 6 are placed on the support means of the lower tool 9. Their peripheral edges 10 are supported by the lower tool 9.
Description
- Die Erfindung betrifft ein Verfahren zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums, wobei der Gegenstand in eine Schale eingelegt wird und zum Verschließen der Schale die tiefziehbare Folie mit der Schale verbunden wird.
- Verfahren der vorgenannten Gattungen werden dazu eingesetzt, Gegenstände zu verpacken. Bei diesen Gegenständen kann es sich um anorganische Produkte handeln, wie beispielsweise Werkzeuge oder Schreibwaren, welche in entsprechenden Verpackungen in Märkten zum Verkauf feilgehalten werden. Insbesondere dann, wenn ein Vakuum zum Tiefziehen der Folie, die mit der Schale verschweißt wird, eingesetzt wird, kann es sich bei den Gegenständen um organische Produkte, wie Lebensmittel handeln. Insbesondere Fleisch- und Wurstwaren werden mit dieser Art Verpackungen eingepackt, um im Innenraum der Verpackung ein möglichst geringes Gasvolumen zu belassen.
- Bekannte Verfahren sind z.B. aus
DE 102 37 933 A1 bekannt. - Bei bekannten Verfahren wird so vorgegangen, dass ein Gegenstand in eine Schale eingelegt wird und anschließend die tiefziehbare Folie mit der Schale verschweißt wird. Nach dem Tiefziehen wird die Folie auf das Maß der Schale zugeschnitten, dabei erfolgt häufig ein Schneiden von Folie und Schale in einem Schritt, z. B. wenn ein Verrutschen der Schale eintritt. Auf nachteilige Weise können dabei scharfe Schalenränder ausgebildet werden. Ein weiterer Nachteil ist, dass dieses nachfolgende Schneiden an der noch für das Schweißen erwärmten Folie vorgenommen wird. Die Folie weist in ihrem erwärmten Zustand eine weiche Konsistenz auf, so dass sie einem Zuschneidemesser wenig Widerstand entgegensetzen kann. In der Folge entstehen unscharfe Schnittkanten, welche zu einem unansehnlichen Knautschen und Verwerfen der Schnittränder der Folie führen.
- Der Erfindung liegt die Aufgabe zu Grunde, ein Verfahren aufzuzeigen, mit dem es ermöglicht ist, Gegenstände in ansehnlich ausgestaltete gasdichte Verpackungen zu verpacken.
- Diese Aufgabe ist erfindungsgemäß dadurch gelöst, dass für das Ausbilden der Verpackung eine Schale mit zumindest einem umlaufenden Rand verwendet wird, dass die tiefziehbare Folie auf den umlaufenden Rand gasdicht aufgebracht wird und anschließend ausschließlich die tiefziehbare Folie auf ein Maß kleiner des umlaufenden Randes zugeschnitten wird.
- Auch bei dem erfindungsgemäßen Verfahren wird eine Schale mit einem umlaufenden Rand eingesetzt. Dieser umlaufende Rand wird jedoch bei einem Verpacken eines Gegenstandes nicht beschädigt, so dass dieser Rand von vorneherein mit einer gefälligen und griffsympathischen Abkantung oder anderer Ausgestaltung versehen sein kann. Der umlaufende Rand der Schale wird erfindungsgemäß dadurch geschont, dass nach dem Aufbringen der tiefziehbaren Folie auf den umlaufenden Rand nur die tiefziehbare Folie zugeschnitten wird.
- Bei dem erfindungsgemäßen Verfahren folgt die Bearbeitungsreihenfolge somit dem Stand der Technik. Zunächst wird die Folie aufgebracht, anschließend wird sie zugeschnitten. Dies hat zum einen den Vorteil, dass das Schneiden der Folie in einem späten Bearbeitungsschritt vorgenommen wird. Auch die umlaufenden Ränder der Schale werden nicht geschnitten, da das Schneiden der Folie in einer Weise erfolgt, in der dafür vorgesehene Schneidwerkzeuge nicht mit der Schale in Kontakt geraten. Eine Randgestaltung der Schale bleibt somit erhalten, scharfe Schnittkanten treten vorteilhaft nicht auf.
- Nach einer ersten Weiterbildung des erfindungsgemäßen Verfahrens ist vorgesehen, dass die tiefziehbare Folie auf den umlaufenden Rand aufgeschweißt wird. Durch das Schweißen wird einerseits eine feste und gasdichte Verbindung zwischen Folie und Schale hergestellt.
- Nach einer nächsten Weiterbildung der Erfindung ist vorgesehen, dass die tiefziehbare Folie vor dem Aufschweißen einer Wärmebeaufschlagung ausgesetzt wird. Durch das Erwärmen der Folie erfolgt zum einen eine Vordehnung. Zum anderen wird die Folie erwärmt, so dass sie einem anschließenden Tiefziehvorgang gut zugänglich ist. Dabei kann vorgesehen sein, dass die tiefziehbare Folie vor dem Aufschweißen mit einem Vakuum in eine ihre flächige Erstreckung aufweitender Weise beaufschlagt wird. Durch dieses Vordehnen der Folie ist erreichbar, dass die tiefziehbare Folie in enge Vorsprünge und Hinterschneidungen während des Tiefziehvorgangs vordringen kann. Da üblicherweise in einer entsprechenden Vorrichtung mehrere Schalen gleichzeitig versiegelt werden, wird das für die Versiegelung einer Schale benötigte tiefziehbare Folienmaterial aus einem größeren Verbund entnommen. Während der Vorbereitung der tiefziehbaren Folie ist dieser Verbund noch ungeschnitten, so dass entsprechend Material nachfließen kann. Das Schneiden der tiefziehbaren Folie erfolgt dann erfindungsgemäß erst nach ihrem Aufschweißen auf einen Schalenrand.
- Um das Tiefziehen durchführen zu können, sieht eine Weiterbildung der Erfindung vor, dass im Umgebungsbereich der Schale ein Vakuum angeordnet ist. Mit dem Vakuum lassen sich Druckverhältnisse einstellen, die bei Ausbilden eines Druckgefälles zu einem Tiefziehen der Folie führen. Durch das Tiefziehen legt sich die Folie nach dem so genannten "Skin"-Verfahren eng an den zu verpackenden Gegenstand sowie an nicht mit dem Gegenstand belegte Bereiche der Schale an.
- Zur weiteren Ausbildung des erfindungsgemäßen Verfahrens ist noch vorgesehen, dass im Umgebungsbereich der tiefziehbaren Folie auf der der Schale abgekehrten Seite ein Überdruck ausbildbar ist. Die der Schale abgekehrten Seite der tiefziehbaren Folie ist mit dem auf dieser Seite ausbildbaren Überdruck belastbar. Dadurch wird das auf der anderen Seite der tiefziehbaren Folie angreifende Vakuum unterstützt, um eine möglichst enge Anlage der tiefziehbaren Folie an dem zu verpackenden Gegenstand zu erreichen. Die möglichst enge Anlage erwirkt nämlich vorteilhaft nicht nur eine Fixierung des Gegenstandes, sie sorgt bei z. B. fleischhaltigen Gegenständen auch dafür, dass in dem Fleisch enthaltene insbesondere flüssige Bestandteile nicht aus diesem austreten können. So können Marinaden oder auch der eigene Fleischsaft in dem Produkt gehalten werden, so dass es nicht austrocknet und trotz der durch die Verpackung hergestellten längeren Haltbarkeit eine Frische behält. Der Überdruck kann dabei schlagartig aufgebaut werden, um ein schnelleres und enges Anlegen der Folie zu erreichen.
- Eine für das Verfahren geeignete Vorrichtung hat neben der Auflage für zumindest eine Schale und neben dem Siegelwerkzeug für die tiefziehbare Folie zumindest eine Schneideinrichtung für die tiefziehbare Folie aufweist, welche in eine nur die tiefziehbare Folie schneidenden Höhenlage oberhalb eines umlaufenden Randes der Schale bringbar ist.
- Nach dem erfindungsgemäßen Verfahren ist vorgesehen, die Folie zunächst auf die Schale aufzubringen und anschließend zuzuschneiden. Aufgrund dieser Verfahrensweise ist nicht länger eine separate Schneidstation für die Folie erforderlich. Sie kann der Vorrichtung zugeordnet sein, da das Schneiden der Folie unmittelbar nach dem Versiegeln bzw. Verschweißen der Folie erfolgt.
- Die Schneideinrichtung umfasst vorzugsweise Messerklingen, mit denen ein Schneiden der tiefziehbaren Folie erfolgreich durchführbar ist.
- Weiter kann vorgesehen sein, dass die Schneideinrichtung dem Siegelwerkzeug räumlich zugeordnet ist. Durch diese räumliche Zuordnung kann ein zeitlich kurz aufeinander folgendes Versiegeln und Schneiden erfolgen. Die Zuordnung von Schneideinrichtung und Siegelwerkzeug zueinander ist räumlich gegeben, konstruktiv sind beide Baugruppen voneinander unabhängig, um ein separates Durchführen der Arbeitsgänge Versiegeln und Zuschneiden zu ermöglichen.
- Die Schneideinrichtung kann das Siegelwerkzeug umlaufen. Ist das Siegelwerkzeug beispielsweise rechteckig ausgebildet, so können Messerklingen der Schneideinrichtung dieses Siegelwerkzeug wie einen Rahmen umlaufen. Nach dem Aufsetzen des Siegelwerkzeuges auf die Folie erfolgt mit den rahmenartig ausgebildeten Messerklingen ein Zuschneiden derselben.
- Zur konstruktiven Ausbildung der Vorrichtung sieht eine Weiterbildung vor, dass die Auflage für die Schale und/oder das Siegelwerkzeug höhenveränderbar geführt sind. Auflage und Siegelwerkzeug können somit einander angenähert und voneinander entfernt werden. Die Annäherung wird dazu genutzt, das Siegelwerkzeug auf die tiefziehbare Folie aufzulegen, wenn das Schneidwerkzeug vom umlaufenden Rand der Schale noch einen Abstand einhält.
- Eine nächste Weiterbildung sieht vor, dass die Auflage zumindest eine Auflageeinrichtung für den umlaufenden Rand der Schale aufweist. Die Schale ist mit Hilfe der Auflage in die Auflageeinrichtung für den umlaufenden Rand einbringbar. Der umlaufende Rand wird vorzugsweise auf diese Auflageeinrichtung aufgelegt, damit er für das Verschweißen bzw. Versiegeln mit der tiefziehbaren Folie bereitliegt. Die Auflageeinrichtung unterstützt den umlaufenden Rand und bildet ein Gegenlager für das auf den Rand aufzulegende Siegelwerkzeug aus.
- Nach einer nächsten Weiterbildung der Vorrichtung ist vorgesehen, dass zwischen den Schalen und der tiefziehbaren Folie eine Distanzplatte angeordnet ist, welche auf die Auflageeinrichtung für den umlaufenden Rand auflegbar ist, wobei dabei der umlaufende Rand zumindest abschnittsweise frei bleibt. Diese erfindungsgemäß vorgesehene Distanzplatte unterstützt das Zuschneiden der tiefziehbaren Folie nach ihrem Aufschweißen bzw. Versiegeln auf den umlaufenden Rand der Schale. Dazu ist die Distanzplatte auf die in der Auflageeinrichtung aufgenommenen umlaufenden Ränder der Schale auflegbar. Die Distanzplatte bildet nun mit ihrer oben liegenden Oberfläche eine Ebene aus, die oberhalb des umlaufenden Randes angeordnet ist. Auf diese Ebene kann die tiefziehbare Folie aufgelegt werden, mit der Distanzplatte wird die tiefziehbare Folie gegen das Siegelwerkzeug geführt.
- Verfahrensgemäß ist vorgesehen, dass an die tiefziehbare Folie vor ihrem Aufschweißen ein Vakuum aufgelegt wird, um sie zu dehnen. Mit der Distanzplatte wird die Folie gegen das Siegelwerkzeug geführt und festgehalten, wenn mit dem Siegelwerkzeug ein Vakuum an die Folie angelegt wird. Das Siegelwerkzeug hat vorzugsweise eine nach innen gewölbte Ausbildung, in welche hinein sich die tiefziehbare Folie bei Anlegen des Vakuums ausdehnen kann. Die umlaufenden Ränder der Schale werden von der Distanzplatte frei gehalten. Auch die anderen Bereiche der Schale können frei bleiben, um eine großflächige Anlage des Siegelwerkzeuges zu ermöglichen, damit neben dem Verschweißen der tiefziehbaren Folie zugleich ein Erwärmen dieser Folie für einen nachfolgenden Tiefziehvorgang erfolgt. In der Distanzplatte ist dafür vorzugsweise zumindest ein mit dem Behälter in deckungsgleiche Lage bringbarer Durchbruch angeordnet. Dieser Durchbruch hat dann zum Siegelwerkzeug korrespondierende Abmessungen.
- Bei dem Einsatz dieser Distanzplatte mit den Durchbrüchen ist es vorteilhaft, dem Siegelwerkzeug die Schneideinrichtung räumlich zuzuordnen. Bei einem Heranführen des Siegelwerkzeuges an die tiefziehbare Folie kann zugleich ein Zuführen der Schneideinrichtung erfolgen. Die Schneideinrichtung ist dabei vorzugsweise wie das Siegelwerkzeug durch den Durchbruch der Distanzplatte hindurch führbar. Das Schneidwerkzeug ist dabei vorzugsweise vom Siegelwerkzeug abgekoppelt und federnd gelagert. Durch diese Abkopplung ist es ermöglicht, das Siegelwerkzeug zunächst näher an die Schale heranzuführen als das Schneidwerkzeug. Nach dieser Heranführung des Siegelwerkzeuges kann eine Versiegelung zwischen Folie und Schale erfolgen. Dazu wird das Schneidwerkzeug in einer entsprechenden Führung bis in die Ebene der Oberfläche des umlaufenden Randes geführt. Die auf dem umlaufenden Rand aufliegende tiefziehbare Folie wird geschnitten, das Messer wird dabei aber nicht bis in den umlaufenden Rand hinein bewegt. Der umlaufende Rand bleibt unversehrt.
- Zur weiteren Ausbildung der Vorrichtung ist noch vorzugsweise vorgesehen, dass durch das Siegelwerkzeug hindurch zumindest eine Überdruckleitung und/oder eine Vakuumleitung verläuft. Das Siegelwerkzeug ist auf der Seite der tiefziehbaren Folie angeordnet, welche der Schale abgekehrt ist. Durch die durch das Siegelwerkzeug hindurch verlaufende Überdruckleitung kann ein Überdruckmedium, z. B. Luft, hinzugefügt werden, um auf dieser Seite der Folie den verfahrensgemäß vorzugsweise vorgesehenen Überdruck zu erzeugen. Über die Vakuumleitung wird der verfahrungsgemäß vorgesehene Unterdruck erzeugt.
- Eine nach dem erfindungsgemäßen Verfahren hergestellte Verpackung zeichnet sich dadurch aus, dass die tiefziehbare Folie nach ihrem Auflegen auf zumindest einen umlaufenden Rand der Schale diesen Rand abschnittsweise abdeckt.
- Es ist somit vorgesehen, dass die auf den umlaufenden Rand aufgelegte Folie diesen Rand nicht vollständig abdeckt. Die Folie kann jeweils zum äußeren Rand des umlaufenden Randes einen Rücksprung aufweisen, so dass sie mit diesem Rand nicht in Kontakt gerät. Sie kann vielmehr auf einem Bereich des umlaufenden Randes aufgeschweißt sein, der von der Außenkante des umlaufenden Randes noch einen Abstand hat. Dadurch wird eine saubere Schweißnaht hergestellt.
- Ein umlaufender Rand der Schale ist dabei immer der Bereich der Schalenoberfläche, welcher zumindest eine Vertiefung in der Schale umlaufend umschließt. Die Schale kann eine Vertiefung aufweisen, die von einem umlaufenden Rand umgeben ist. Dabei ist es auch möglich, dass in einer Gesamtverpackung mehrere Vertiefungen angeordnet sind, beispielsweise bei mehreren zusammengesetzten Yoghurtbechern. Jeder dieser Vertiefungen kann dabei eine separate tiefziehbare Folie zugeordnet sein, welche lediglich mit dem umlaufenden Rand, der diese Vertiefung umgibt, verbunden wird. Es erfolgt somit kein Gesamtabdecken der verschiedenen Vertiefungen mit einer Folie, sondern es werden mehrere Folien vorgesehen. Diese Verpackung weist zwischen den einzelnen Vertiefungen Bereiche auf, die nicht von einer Folie belegt sind. In diesen Bereichen können dann bevorzugt Perforationen angebracht werden, um das Vereinzeln der einzelnen Verpackungsbereiche voneinander zu erleichtern. In diesem Fall können Abzugslaschen der tiefziehbaren Folie auch von einer Anordnung im Außenbereich der Gesamtverpackung in einen Innenbereich verlegt werden, beispielsweise dahin, wo die tiefziehbaren Folien mehrerer Vertiefungen einander angenähert sind.
- Ein Ausführungsbeispiel einer Vorrichtung zum Durchführen des erfindungsgemäßen Verfahrens, ist in der Zeichnung dargestellt. Es zeigen:
- Fig. 1 bis 9:
- Schnittansichten einer Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegen dem Folienmaterial in verschiedenen Bearbeitungssituationen während eines Verpackungsvorganges und
- Fig. 7 a:
- eine maßstäblich vergrößerte Darstellung einer Einzelheit in
Fig. 7 und - Fig. 9 a:
- eine maßstäblich vergrößerte Darstellung einer Einzelheit in
Fig. 9 . - Die Vorrichtung in den Figuren weist ein Unterwerkzeug 9 und ein Oberwerkzeug 1 auf. Das Unterwerkzeug 9 umfasst einen Auflagetisch 8 für zwei Schalen 6. Jede der Schalen 6 hat einen umlaufenden Rand 10. Die Auflagetische 8 sind auf ein Gestell 11 aufgestellt, das höhenveränderbar ist.
- In dem Oberwerkzeug 1 sind zwei Siegelwerkzeuge 2 aufgenommen. Das Oberwerkzeug 1 ist dabei insgesamt höhenveränderbar geführt. Den Siegelwerkzeugen 2 räumlich zugeordnet sind Schneideinrichtungen 3, welche als die Siegelwerkzeuge 2 umlaufende Messer ausgebildet sind. Die Schneideinrichtungen 3 sind in Messerhaltern 12 aufgenommen.
-
Figur 1 zeigt des Weiteren eine tiefziehbare Folie 4. Diese Folie 4 liegt vor ihrem Aufsiegeln auf die umlaufenden Ränder 10 der Schalen 6 einstückig vor. - Die Vorrichtung weist noch zwischen der tiefziehbaren Folie 4 und den Schalen 6 eine Distanzplatte 5 auf. Diese Distanzplatte 5 hat Durchbrüche 13, welche mit den Schalen 6 korrespondieren.
- Im Bereich des Unterwerkzeuges 9 ist den Auflagetischen 8 noch eine Auflageeinrichtung zugeordnet. Diese Auflageeinrichtung wird durch die obersten Abschnitte des Unterwerkzeuges 9 ausgebildet. Im Bereich dieser Auflageeinrichtung sind in die Oberfläche des Unterwerkzeuges 9 Vertiefungen 14 eingelassen, in welche die umlaufenden Ränder 10 der Schalen 6 vorstehen können.
-
Figur 2 zeigt den Zustand nach Heranführen der tiefziehbaren Folie 4 an das Oberwerkzeug 1. Dieses Heranführen erfolgt mit der Distanzplatte 5, welche nachfolgend die tiefziehbare Folie 4 gegen das Oberwerkzeug 1 drückt und festhält. Das Heranführen der tiefziehbaren Folie 4 ist mit Pfeilen 20 a dargestellt. -
Figur 3 zeigt, dass durch die Siegelwerkzeuge 2 eine Vakuumleitung verläuft. Entlang der Pfeile 20 wird Luft aus den Siegelwerkzeugen 2 herausgeführt. Dadurch legt sich die tiefziehbare Folie 4 an die Innenkonturen der Siegelwerkzeuge 2 an. Diese sind nach innen gewölbt ausgebildet, so dass sich domartige Abschnitte ergeben. -
Figur 4 zeigt den Zustand nach Anheben des Unterwerkzeuges 9. Die Schalen 6 sind auf die Auflageeinrichtung des Unterwerkzeuges 9 aufgelegt. Ihre umlaufenden Ränder 10 werden durch das Unterwerkzeug 9 unterstützt. - Die Distanzplatte 5 ist auf das Unterwerkzeug 9 aufgelegt. Auf der Distanzplatte 5 liegt die tiefziehbare Folie 4 auf, das Oberwerkzeug 1 mit den Siegelwerkzeugen 2 und den Schneideinrichtungen 3 ist der Folie 4 angenähert. Dabei ist die tiefziehbare Folie 4 in die Siegelwerkzeuge 2 hinein aufgeweitet und vorgewärmt. Die Schneideinrichtungen 3 halten von der Folie 4 einen Abstand ein.
-
Figur 5 zeigt, dass über Luftkanäle 15 Luft aus dem Umgebungsbereich der Schalen 6 herausgesaugt wird (Pfeile 16). Dadurch wird im Umgebungsbereich der Schalen 6 ein Vakuum hergestellt. - In
Figur 6 sind die Schneideinrichtungen 3 nicht bis an die umlaufenden Ränder 10 der Schalen 6 herangeführt. Mit den Siegelwerkzeugen 2 wird jetzt die tiefziehbare Folie 4 auf die umlaufenden Ränder 10 aufgeschweißt. Dabei erfolgt zugleich ein Aufwärmen der Folie 4 zum Vorbereiten des Tiefziehens. Das Aufsetzen der Siegelwerkzeuge 2 auf den umlaufenden Rändern 10 der Schalen 6 ist durch Pfeile 17 verdeutlicht. -
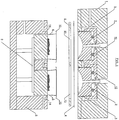
Fig. 7 und 7a zeigen dann das Schneiden der tiefziehbaren Folie 4 mit der Schneideinrichtung 3. Über die Messerhalter 12 wird die Schneideinrichtung 3 definiert an den umlaufenden Rand 10 der Schale 6 herangeführt. Dabei erfolgt ein Durchtrennen der tiefziehbaren Folie 4, während der umlaufende Rand 10 nicht beschädigt wird. Das Zuschneiden der Folie 4 erfolgt vor dem Tiefziehen dieser Folie 4. - In
Fig. 8 erfolgt über durch das Oberwerkzeug 1 und die Siegelwerkzeuge 2 hindurchgeführte Überdruckleitungen 18 eine Zuführung von Luft, welche im Zusammenhang mit dem im Bereich der Schalen 6 herrschenden Unterdruck eine enge Anlage der aufgewärmten, tiefziehbaren Folie 4 an die in den Schalen 6 befindlichen Gegenständen 7 gewährleistet. Bei den Gegenständen 7 kann es sich beispielsweise um Fleischprodukte handeln. In den Bereich der Schalen 6 kann dabei noch ein Schutzgas geführt werden (Pfeil 19). -
Figur 9 zeigt den Zustand der Vorrichtung nach dem Entformen der Schalen 6. Oberwerkzeug 1 und Unterwerkzeug 9 sind voneinander wieder entfernt, die Distanzplatte 5 ist von den Schalen 6 abgehoben. Von der tiefziehbaren Folie 4 verbleiben Schnittreste, welche entsorgt werden. Die Schalen 6 können nach diesem Siegelvorgang von dem Unterwerkzeug 9 entfernt werden, dieses kann anschließend neue Schalen 6 aufnehmen. Die Vorrichtung kann dabei taktweise arbeiten, beispielsweise mit 6 Takten pro Minute. - Bei der Vorrichtung kann es sich um eine Siegelvorrichtung handeln, mit der auch Schalen mit Folien verschlossen werden können, die nicht im "Skin"-Verfahren tiefgezogen werden. Ein und dieselbe Vorrichtung kann somit für voneinander verschiedene Verpackungsarten eingesetzt werden, bei denen gleiche genormte Grundverpackungen, wie die Schalen 6, eingesetzt werden.
- Das Zuschneiden der tiefziehbaren Folie 4, das Verschweißen dieser Folie 4 auf den umlaufenden Rändern 10 sowie das Tiefziehen der Folie 4 erfolgt vorzugsweise in ein und demselben Takt, um die Bearbeitungszeit zu verkürzen.
- Die Schneideinrichtungen 3 werden nicht durch die Ebene der umlaufenden Ränder 10 hindurchgeführt.
Figur 9 a zeigt, dass die tiefziehbare Folie 4 sauber abgeschnitten ist und dass im Bereich des umlaufenden Randes 10 ein von der Folie 4 freibleibender Bereich dieses umlaufenden Randes 10 verbleibt. Die Schneideinrichtungen 3 schneiden den umlaufenden Rand 10 nicht ab. - Die Folie 4 legt sich eng an die Wandungen des Behälters 6 und an in der Vertiefung des Behälters vorhandene Gegenstände 7 an, wie in
Figur 9 gezeigt.
Claims (5)
- Verfahren zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums, wobei der Gegenstand in eine Schale eingelegt wird und zum Verschließen der Schale die tiefziehbare Folie mit der Schale verbunden wird,
dadurch gekennzeichnet,
dass für das Ausbilden der Verpackung eine Schale (6) mit zumindest einem umlaufenden Rand (10) verwendet wird, dass die tiefziehbare Folie (4) auf den umlaufenden Rand (10) gasdicht aufgebracht wird und anschließend ausschließlich die tiefziehbare Folie (4) auf ein Maß kleiner des umlaufenden Randes (10) zugeschnitten wird, wobei im Umgebungsbereich der tiefziehbaren Folie (4) auf der der Schale (6) abgekehrten Seite ein Überdruck ausgebildet wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die tiefziehbare Folie (4) auf den umlaufenden Rand (10) aufgeschweißt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die tiefziehbare Folie (4) vor dem Aufschweißen einer Wärmebeaufschlagung ausgesetzt wird.
- Verfahren nach einem der vorgehenden Ansprüche, dadurch gekennzeichnet, dass die tiefziehbare Folie (4) vor dem Aufschweißen mit einem Vakuum in ihre flächige Erstreckung aufweitender Weise beaufschlagt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass im Umgebungsbereich der Schale (6) ein Vakuum angeordnet wird.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14195792.8A EP2845809A1 (de) | 2012-10-17 | 2013-10-11 | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
| PL13188316T PL2722281T3 (pl) | 2012-10-17 | 2013-10-11 | Sposób gazoszczelnego opakowywania przedmiotów przylegającą ściśle do przedmiotów, formowalną wgłębnie folią, z zastosowaniem próżni |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201210020359 DE102012020359A1 (de) | 2012-10-17 | 2012-10-17 | Verfahren zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Division-Into EP2845809A1 (de) | 2012-10-17 | 2013-10-11 | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
| EP14195792.8A Division EP2845809A1 (de) | 2012-10-17 | 2013-10-11 | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2722281A2 EP2722281A2 (de) | 2014-04-23 |
| EP2722281A3 EP2722281A3 (de) | 2014-07-02 |
| EP2722281B1 true EP2722281B1 (de) | 2017-01-11 |
Family
ID=49356258
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Withdrawn EP2845809A1 (de) | 2012-10-17 | 2013-10-11 | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
| EP13188316.7A Active EP2722281B1 (de) | 2012-10-17 | 2013-10-11 | Verfahren zum gasdichten verpacken von gegenständen mit sich eng an die gegenstände anlegender, tiefziehbarer folie unter einsatz eines vakuums |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Withdrawn EP2845809A1 (de) | 2012-10-17 | 2013-10-11 | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums |
Country Status (8)
| Country | Link |
|---|---|
| EP (2) | EP2845809A1 (de) |
| DE (1) | DE102012020359A1 (de) |
| DK (1) | DK2722281T3 (de) |
| ES (1) | ES2622454T3 (de) |
| HU (1) | HUE033769T2 (de) |
| LT (1) | LT2722281T (de) |
| PL (1) | PL2722281T3 (de) |
| PT (1) | PT2722281T (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3450328A1 (de) | 2017-08-31 | 2019-03-06 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Verpackungsmaschine mit schneidwerkzeug |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014019016A1 (de) * | 2014-12-18 | 2016-06-23 | Jörg von Seggern Maschinenbau GmbH | Vorrichtung zum Versiegeln von Behältern mit zumindest einer Folie |
| US10343797B2 (en) * | 2015-03-12 | 2019-07-09 | Owens-Brockway Glass Container Inc. | Sealing foil liners to containers |
| EP3405399B1 (de) * | 2016-01-20 | 2021-03-31 | GEA Food Solutions Germany GmbH | Siegelwerkzeug, verpackungmachine und verfahren zur herstellung eine skinverpackung |
| DE102016123569A1 (de) * | 2016-12-06 | 2018-06-07 | Multivac Sepp Haggenmüller Se & Co. Kg | Schalenverschließmaschine |
| ES2912663T3 (es) * | 2018-06-11 | 2022-05-26 | Multivac Haggenmueller Kg | Embalaje de película así como procedimiento y estación de sellado para la fabricación de un embalaje de película |
| DE102018222836A1 (de) | 2018-12-21 | 2020-06-25 | Multivac Sepp Haggenmüller Se & Co. Kg | Siegeln von kartonzuschnitten mittels auflage auf transportband |
| GB2598347A (en) * | 2020-08-27 | 2022-03-02 | Ishida Europe Ltd | System and method for sealing containers |
| DE102022118988A1 (de) | 2022-05-12 | 2023-11-16 | Weber Maschinenbau Gmbh Breidenbach | Trenneinheit |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997046447A1 (en) * | 1996-06-04 | 1997-12-11 | Cryovac, Inc. | Method and apparatus for packaging a product in a dual-lid package |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT265973B (de) * | 1965-11-02 | 1968-10-25 | Indive Gmbh | Vorrichtung zum automatischen Verschließen eines mit einem abstehenden Rand versehenen Plastikbehälters durch einen Deckel aus einer Plastikfolie |
| US5155974A (en) * | 1986-09-03 | 1992-10-20 | Seawell North America, Inc. | Food packaging with gas between tensioned film & lid |
| FR2725692B1 (fr) * | 1994-10-17 | 1997-01-24 | Automatisme Assistance | Procede d'operculage sous film de conteneurs rigides pour l'emballage sous vide ou sous atmosphere modifiee de produits alimentaires, et dispositif pour sa mise en oeuvre |
| US6408598B1 (en) * | 1998-12-23 | 2002-06-25 | Cryovac, Inc. | Modified atmosphere package for high profile products from upwardly formed heat shrinkable film |
| DE10237933A1 (de) * | 2002-08-14 | 2004-02-26 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verfahren und Verpackungsmaschine zum Verpacken eines in einer Schale befindlichen Produktes |
| DE102005035476B4 (de) * | 2005-07-26 | 2022-07-07 | Jörg von Seggern Maschinenbau GmbH | Vorrichtung zum gasdichten Verpacken von Gegenständen |
| DE102006061309A1 (de) * | 2006-12-22 | 2008-07-03 | Jörg von Seggern Maschinenbau GmbH | Verfahren zum gasdichten Verpacken von Gegenständen und Anlage zum gasdichten Verpacken von Gegenständen |
-
2012
- 2012-10-17 DE DE201210020359 patent/DE102012020359A1/de not_active Withdrawn
-
2013
- 2013-10-11 HU HUE13188316A patent/HUE033769T2/en unknown
- 2013-10-11 PT PT131883167T patent/PT2722281T/pt unknown
- 2013-10-11 EP EP14195792.8A patent/EP2845809A1/de not_active Withdrawn
- 2013-10-11 LT LTEP13188316.7T patent/LT2722281T/lt unknown
- 2013-10-11 PL PL13188316T patent/PL2722281T3/pl unknown
- 2013-10-11 ES ES13188316.7T patent/ES2622454T3/es active Active
- 2013-10-11 EP EP13188316.7A patent/EP2722281B1/de active Active
- 2013-10-11 DK DK13188316.7T patent/DK2722281T3/en active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997046447A1 (en) * | 1996-06-04 | 1997-12-11 | Cryovac, Inc. | Method and apparatus for packaging a product in a dual-lid package |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3450328A1 (de) | 2017-08-31 | 2019-03-06 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Verpackungsmaschine mit schneidwerkzeug |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2722281T3 (pl) | 2017-07-31 |
| DK2722281T3 (en) | 2017-04-24 |
| EP2722281A3 (de) | 2014-07-02 |
| DE102012020359A1 (de) | 2014-04-17 |
| PT2722281T (pt) | 2017-04-21 |
| ES2622454T3 (es) | 2017-07-06 |
| EP2845809A1 (de) | 2015-03-11 |
| HUE033769T2 (en) | 2017-12-28 |
| EP2722281A2 (de) | 2014-04-23 |
| LT2722281T (lt) | 2017-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1747995B1 (de) | Verfahren und Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegendem Folienmaterial | |
| EP2722281B1 (de) | Verfahren zum gasdichten verpacken von gegenständen mit sich eng an die gegenstände anlegender, tiefziehbarer folie unter einsatz eines vakuums | |
| EP1935789B1 (de) | Verfahren und Anlage zum gasdichten Verpacken von Gegenständen | |
| EP1984250B1 (de) | Verpackungsmaschine für die herstellung einer verpackung mit einem rücksprung in dem verpackungsmuldenrand | |
| EP2251265B1 (de) | Verpackungsmaschine | |
| EP2233401B1 (de) | Verfahren zum Herstellen einer Verpackung und Verpackungsmaschine | |
| DE2619030A1 (de) | Skin-packung und verfahren zu deren herstellung | |
| EP3450327B1 (de) | Siegelstation sowie verfahren zum herstellen von skinverpackungen mit aufreissecke | |
| DE2642366C2 (de) | ||
| DE102005048491B4 (de) | Verpackungsmaschine zur Herstellung von Mehrlagenfolienverpackungen und deren Verwendung | |
| WO2018054695A1 (de) | Vorrichtung zum verbinden von zwei behälterteilen | |
| EP2563153B1 (de) | Verfahren zum bevorzugt kontinuierlichen verpacken von produkten | |
| WO2020058278A2 (de) | Verpackungsmaschine zur herstellung einer flachskinverpackung | |
| DE102009017993A1 (de) | Verpackungsmaschine | |
| EP1806290A1 (de) | Verpackungsmaschine | |
| DE102005055197B3 (de) | Verfahren und Vorrichtung zum Herstellen einer Verpackung | |
| EP1772384A1 (de) | Maschine und Verfahren zur Herstellung von Mehrlagenfolienverpackungen | |
| EP2783990A1 (de) | Schalenverschließmaschine und Verfahren | |
| EP0962388A1 (de) | Verfahren und Vorrichtung zum Herstellen von Packungen | |
| DE102010050734A1 (de) | Wiederverschließbare Verpackung | |
| EP3319881A1 (de) | Verpackungsmaschine mit reststreifenentsorgung | |
| DE102007058401A1 (de) | Verpackung aus einer schrumpffähigen Unter- und Oberfolie | |
| WO2016055554A1 (de) | Verfahren zum verpacken von gegenständen in blister-verpackung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 11/52 20060101AFI20140528BHEP Ipc: B65B 31/02 20060101ALI20140528BHEP Ipc: B65B 7/16 20060101ALI20140528BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140815 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150521 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20160930 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 861018 Country of ref document: AT Kind code of ref document: T Effective date: 20170115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013006049 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2722281 Country of ref document: PT Date of ref document: 20170421 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20170407 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20170420 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2622454 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170511 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170411 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013006049 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| 26N | No opposition filed |
Effective date: 20171012 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E033769 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20221020 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20230928 Year of fee payment: 11 Ref country code: PL Payment date: 20230928 Year of fee payment: 11 Ref country code: NL Payment date: 20231023 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231025 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231117 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20231025 Year of fee payment: 11 Ref country code: RO Payment date: 20231004 Year of fee payment: 11 Ref country code: NO Payment date: 20231023 Year of fee payment: 11 Ref country code: LT Payment date: 20230928 Year of fee payment: 11 Ref country code: IT Payment date: 20231031 Year of fee payment: 11 Ref country code: IE Payment date: 20231019 Year of fee payment: 11 Ref country code: HU Payment date: 20231005 Year of fee payment: 11 Ref country code: FR Payment date: 20231023 Year of fee payment: 11 Ref country code: FI Payment date: 20231023 Year of fee payment: 11 Ref country code: DK Payment date: 20231025 Year of fee payment: 11 Ref country code: DE Payment date: 20230731 Year of fee payment: 11 Ref country code: CZ Payment date: 20230929 Year of fee payment: 11 Ref country code: CH Payment date: 20231101 Year of fee payment: 11 Ref country code: AT Payment date: 20231019 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231023 Year of fee payment: 11 |