EP2722281B1 - Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum - Google Patents
Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum Download PDFInfo
- Publication number
- EP2722281B1 EP2722281B1 EP13188316.7A EP13188316A EP2722281B1 EP 2722281 B1 EP2722281 B1 EP 2722281B1 EP 13188316 A EP13188316 A EP 13188316A EP 2722281 B1 EP2722281 B1 EP 2722281B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- deep
- peripheral edge
- shell
- drawn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 28
- 238000012856 packing Methods 0.000 title claims 2
- 230000002093 peripheral effect Effects 0.000 claims description 48
- 238000007789 sealing Methods 0.000 claims description 47
- 238000004806 packaging method and process Methods 0.000 claims description 14
- 125000006850 spacer group Chemical group 0.000 description 16
- 238000003466 welding Methods 0.000 description 11
- 238000011161 development Methods 0.000 description 6
- 235000013372 meat Nutrition 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000015090 marinades Nutrition 0.000 description 1
- 235000013622 meat product Nutrition 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
- B65B11/52—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins one sheet being rendered plastic, e.g. by heating, and forced by fluid pressure, e.g. vacuum, into engagement with the other sheet and contents, e.g. skin-, blister-, or bubble- packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/025—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers
- B65B31/028—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers closed by a lid sealed to the upper rim of the container, e.g. tray-like container
Definitions
- the invention is based on the object to provide a method with which it is possible to pack objects in handsome designed gas-tight packaging.
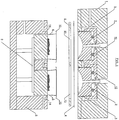
- the device still has a spacer plate 5 between the thermoformable film 4 and the shells 6.
- This spacer plate 5 has openings 13, which correspond to the shells 6.
- FIG. 4 shows the state after lifting the lower tool 9.
- the shells 6 are placed on the support means of the lower tool 9. Their peripheral edges 10 are supported by the lower tool 9.
Description
Die Erfindung betrifft ein Verfahren zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums, wobei der Gegenstand in eine Schale eingelegt wird und zum Verschließen der Schale die tiefziehbare Folie mit der Schale verbunden wird.The invention relates to a method for the gas-tight packaging of articles with deep-drawable film applied to the articles, using a vacuum, wherein the article is placed in a dish and the deep-drawable film is connected to the shell for closing the shell.
Verfahren der vorgenannten Gattungen werden dazu eingesetzt, Gegenstände zu verpacken. Bei diesen Gegenständen kann es sich um anorganische Produkte handeln, wie beispielsweise Werkzeuge oder Schreibwaren, welche in entsprechenden Verpackungen in Märkten zum Verkauf feilgehalten werden. Insbesondere dann, wenn ein Vakuum zum Tiefziehen der Folie, die mit der Schale verschweißt wird, eingesetzt wird, kann es sich bei den Gegenständen um organische Produkte, wie Lebensmittel handeln. Insbesondere Fleisch- und Wurstwaren werden mit dieser Art Verpackungen eingepackt, um im Innenraum der Verpackung ein möglichst geringes Gasvolumen zu belassen.Methods of the aforementioned genera are used to package items. These articles may be inorganic products, such as tools or stationery, which are held in suitable packaging for sale in markets. In particular, when a vacuum is used to deep-draw the film which is welded to the shell, the articles may be organic products, such as food. In particular, meat and sausage products are packed with this type of packaging in order to leave the smallest possible gas volume in the interior of the packaging.
Bekannte Verfahren sind z.B. aus
Bei bekannten Verfahren wird so vorgegangen, dass ein Gegenstand in eine Schale eingelegt wird und anschließend die tiefziehbare Folie mit der Schale verschweißt wird. Nach dem Tiefziehen wird die Folie auf das Maß der Schale zugeschnitten, dabei erfolgt häufig ein Schneiden von Folie und Schale in einem Schritt, z. B. wenn ein Verrutschen der Schale eintritt. Auf nachteilige Weise können dabei scharfe Schalenränder ausgebildet werden. Ein weiterer Nachteil ist, dass dieses nachfolgende Schneiden an der noch für das Schweißen erwärmten Folie vorgenommen wird. Die Folie weist in ihrem erwärmten Zustand eine weiche Konsistenz auf, so dass sie einem Zuschneidemesser wenig Widerstand entgegensetzen kann. In der Folge entstehen unscharfe Schnittkanten, welche zu einem unansehnlichen Knautschen und Verwerfen der Schnittränder der Folie führen.In known methods, the procedure is such that an object is placed in a dish and then the thermoformable film is welded to the shell. After deep drawing, the film is cut to the size of the shell, this often involves cutting of foil and shell in one step, for. B. when slipping of the shell occurs. In a disadvantageous way, sharp shell edges can be formed. Another Disadvantage is that this subsequent cutting is made on the still heated for welding film. The film has a soft consistency in its heated state so that it can provide little resistance to a cutting knife. As a result, blurred cut edges, which lead to an unsightly creasing and discarding the cut edges of the film.
Der Erfindung liegt die Aufgabe zu Grunde, ein Verfahren aufzuzeigen, mit dem es ermöglicht ist, Gegenstände in ansehnlich ausgestaltete gasdichte Verpackungen zu verpacken.The invention is based on the object to provide a method with which it is possible to pack objects in handsome designed gas-tight packaging.
Diese Aufgabe ist erfindungsgemäß dadurch gelöst, dass für das Ausbilden der Verpackung eine Schale mit zumindest einem umlaufenden Rand verwendet wird, dass die tiefziehbare Folie auf den umlaufenden Rand gasdicht aufgebracht wird und anschließend ausschließlich die tiefziehbare Folie auf ein Maß kleiner des umlaufenden Randes zugeschnitten wird.This object is achieved according to the invention in that a shell with at least one circumferential edge is used for forming the packaging, that the thermoformable film is applied gas-tight to the peripheral edge and then only the thermoformable film is cut to a size smaller than the peripheral edge.
Auch bei dem erfindungsgemäßen Verfahren wird eine Schale mit einem umlaufenden Rand eingesetzt. Dieser umlaufende Rand wird jedoch bei einem Verpacken eines Gegenstandes nicht beschädigt, so dass dieser Rand von vorneherein mit einer gefälligen und griffsympathischen Abkantung oder anderer Ausgestaltung versehen sein kann. Der umlaufende Rand der Schale wird erfindungsgemäß dadurch geschont, dass nach dem Aufbringen der tiefziehbaren Folie auf den umlaufenden Rand nur die tiefziehbare Folie zugeschnitten wird.Also in the method according to the invention, a shell is used with a peripheral edge. However, this circumferential edge is not damaged in a packaging of an object, so that this edge can be provided from the outset with a pleasing and handle-friendly fold or other design. The peripheral edge of the shell is protected according to the invention in that after the application of the thermoformable film on the peripheral edge only the thermoformable film is cut.
Bei dem erfindungsgemäßen Verfahren folgt die Bearbeitungsreihenfolge somit dem Stand der Technik. Zunächst wird die Folie aufgebracht, anschließend wird sie zugeschnitten. Dies hat zum einen den Vorteil, dass das Schneiden der Folie in einem späten Bearbeitungsschritt vorgenommen wird. Auch die umlaufenden Ränder der Schale werden nicht geschnitten, da das Schneiden der Folie in einer Weise erfolgt, in der dafür vorgesehene Schneidwerkzeuge nicht mit der Schale in Kontakt geraten. Eine Randgestaltung der Schale bleibt somit erhalten, scharfe Schnittkanten treten vorteilhaft nicht auf.In the method according to the invention, the processing sequence thus follows the prior art. First, the film is applied, then it is cut to size. This has the advantage that the cutting of the film is carried out in a late processing step. Also, the peripheral edges of the shell are not cut, since the cutting of the film is done in a manner in the designated cutting tools do not come in contact with the shell. An edge design of the shell is thus preserved, sharp edges are not beneficial.
Nach einer ersten Weiterbildung des erfindungsgemäßen Verfahrens ist vorgesehen, dass die tiefziehbare Folie auf den umlaufenden Rand aufgeschweißt wird. Durch das Schweißen wird einerseits eine feste und gasdichte Verbindung zwischen Folie und Schale hergestellt.According to a first development of the method according to the invention it is provided that the thermoformable film is welded onto the peripheral edge. By welding, on the one hand, a firm and gas-tight connection between film and shell is produced.
Nach einer nächsten Weiterbildung der Erfindung ist vorgesehen, dass die tiefziehbare Folie vor dem Aufschweißen einer Wärmebeaufschlagung ausgesetzt wird. Durch das Erwärmen der Folie erfolgt zum einen eine Vordehnung. Zum anderen wird die Folie erwärmt, so dass sie einem anschließenden Tiefziehvorgang gut zugänglich ist. Dabei kann vorgesehen sein, dass die tiefziehbare Folie vor dem Aufschweißen mit einem Vakuum in eine ihre flächige Erstreckung aufweitender Weise beaufschlagt wird. Durch dieses Vordehnen der Folie ist erreichbar, dass die tiefziehbare Folie in enge Vorsprünge und Hinterschneidungen während des Tiefziehvorgangs vordringen kann. Da üblicherweise in einer entsprechenden Vorrichtung mehrere Schalen gleichzeitig versiegelt werden, wird das für die Versiegelung einer Schale benötigte tiefziehbare Folienmaterial aus einem größeren Verbund entnommen. Während der Vorbereitung der tiefziehbaren Folie ist dieser Verbund noch ungeschnitten, so dass entsprechend Material nachfließen kann. Das Schneiden der tiefziehbaren Folie erfolgt dann erfindungsgemäß erst nach ihrem Aufschweißen auf einen Schalenrand.According to a next development of the invention, it is provided that the thermoformable film is exposed to heat before welding. By heating the film on the one hand, a pre-stretching. On the other hand, the film is heated so that it is easily accessible to a subsequent deep-drawing process. It can be provided that the thermoformable sheet is applied before welding with a vacuum in a widening their areal extent. By this pre-stretching of the film is achieved that the thermoformable film can penetrate into tight projections and undercuts during the deep drawing operation. Since usually in a corresponding device several shells are sealed at the same time, the required for the sealing of a shell thermoformable sheet material is taken from a larger composite. During the preparation of the thermoformable film, this composite is still uncut so that material can flow accordingly. The cutting of the thermoformable film is then according to the invention only after its welding to a shell edge.
Um das Tiefziehen durchführen zu können, sieht eine Weiterbildung der Erfindung vor, dass im Umgebungsbereich der Schale ein Vakuum angeordnet ist. Mit dem Vakuum lassen sich Druckverhältnisse einstellen, die bei Ausbilden eines Druckgefälles zu einem Tiefziehen der Folie führen. Durch das Tiefziehen legt sich die Folie nach dem so genannten "Skin"-Verfahren eng an den zu verpackenden Gegenstand sowie an nicht mit dem Gegenstand belegte Bereiche der Schale an.In order to carry out the deep drawing, a further development of the invention provides that a vacuum is arranged in the surrounding area of the shell. With the vacuum pressure ratios can be set, which lead to a deep drawing of the film when forming a pressure gradient. By thermoforming, the film adheres tightly to the object to be packaged, as well as to areas of the shell not covered by the object, by the so-called "skin" method.
Zur weiteren Ausbildung des erfindungsgemäßen Verfahrens ist noch vorgesehen, dass im Umgebungsbereich der tiefziehbaren Folie auf der der Schale abgekehrten Seite ein Überdruck ausbildbar ist. Die der Schale abgekehrten Seite der tiefziehbaren Folie ist mit dem auf dieser Seite ausbildbaren Überdruck belastbar. Dadurch wird das auf der anderen Seite der tiefziehbaren Folie angreifende Vakuum unterstützt, um eine möglichst enge Anlage der tiefziehbaren Folie an dem zu verpackenden Gegenstand zu erreichen. Die möglichst enge Anlage erwirkt nämlich vorteilhaft nicht nur eine Fixierung des Gegenstandes, sie sorgt bei z. B. fleischhaltigen Gegenständen auch dafür, dass in dem Fleisch enthaltene insbesondere flüssige Bestandteile nicht aus diesem austreten können. So können Marinaden oder auch der eigene Fleischsaft in dem Produkt gehalten werden, so dass es nicht austrocknet und trotz der durch die Verpackung hergestellten längeren Haltbarkeit eine Frische behält. Der Überdruck kann dabei schlagartig aufgebaut werden, um ein schnelleres und enges Anlegen der Folie zu erreichen.For the further embodiment of the method according to the invention, it is also provided that an overpressure can be formed in the surrounding region of the thermoformable film on the side facing away from the shell. The side facing away from the shell of thermoformable film can be loaded with the formable on this page overpressure. As a result, the vacuum acting on the other side of the thermoformable film is assisted in order to achieve the closest possible contact of the thermoformable film with the object to be packaged. The closest possible investment obtains advantageous not only a fixation of the object, it ensures at z. As meat-containing objects also ensure that contained in the meat in particular liquid ingredients can not escape from this. Thus, marinades or even their own meat juice can be kept in the product so that it does not dry out and retain freshness despite the longer shelf life produced by the package. The overpressure can be built up abruptly in order to achieve a faster and tight application of the film.
Eine für das Verfahren geeignete Vorrichtung hat neben der Auflage für zumindest eine Schale und neben dem Siegelwerkzeug für die tiefziehbare Folie zumindest eine Schneideinrichtung für die tiefziehbare Folie aufweist, welche in eine nur die tiefziehbare Folie schneidenden Höhenlage oberhalb eines umlaufenden Randes der Schale bringbar ist.A device suitable for the method has in addition to the support for at least one shell and in addition to the sealing tool for the thermoformable film at least one cutting device for the thermoformable film, which can be brought into an only the deep-drawable film intersecting altitude above a peripheral edge of the shell.
Nach dem erfindungsgemäßen Verfahren ist vorgesehen, die Folie zunächst auf die Schale aufzubringen und anschließend zuzuschneiden. Aufgrund dieser Verfahrensweise ist nicht länger eine separate Schneidstation für die Folie erforderlich. Sie kann der Vorrichtung zugeordnet sein, da das Schneiden der Folie unmittelbar nach dem Versiegeln bzw. Verschweißen der Folie erfolgt.According to the method of the invention, the film is first applied to the shell and subsequently cut. This procedure no longer requires a separate cutting station for the film. It may be associated with the device, since the cutting of the film takes place immediately after the sealing or welding of the film.
Die Schneideinrichtung umfasst vorzugsweise Messerklingen, mit denen ein Schneiden der tiefziehbaren Folie erfolgreich durchführbar ist.The cutting device preferably comprises knife blades, with which a cutting of the thermoformable film is successfully carried out.
Weiter kann vorgesehen sein, dass die Schneideinrichtung dem Siegelwerkzeug räumlich zugeordnet ist. Durch diese räumliche Zuordnung kann ein zeitlich kurz aufeinander folgendes Versiegeln und Schneiden erfolgen. Die Zuordnung von Schneideinrichtung und Siegelwerkzeug zueinander ist räumlich gegeben, konstruktiv sind beide Baugruppen voneinander unabhängig, um ein separates Durchführen der Arbeitsgänge Versiegeln und Zuschneiden zu ermöglichen.It can further be provided that the cutting device is spatially associated with the sealing tool. Due to this spatial assignment, a temporally short successive sealing and cutting can take place. The assignment of cutting device and sealing tool to each other is given spatially, structurally, both modules are independent of each other to allow a separate performing the operations sealing and cutting.
Die Schneideinrichtung kann das Siegelwerkzeug umlaufen. Ist das Siegelwerkzeug beispielsweise rechteckig ausgebildet, so können Messerklingen der Schneideinrichtung dieses Siegelwerkzeug wie einen Rahmen umlaufen. Nach dem Aufsetzen des Siegelwerkzeuges auf die Folie erfolgt mit den rahmenartig ausgebildeten Messerklingen ein Zuschneiden derselben.The cutting device can rotate the sealing tool. If the sealing tool is rectangular, for example, knife blades of the cutting device can circulate this sealing tool like a frame. After placing the sealing tool on the film is done with the frame-like knife blades cutting the same.
Zur konstruktiven Ausbildung der Vorrichtung sieht eine Weiterbildung vor, dass die Auflage für die Schale und/oder das Siegelwerkzeug höhenveränderbar geführt sind. Auflage und Siegelwerkzeug können somit einander angenähert und voneinander entfernt werden. Die Annäherung wird dazu genutzt, das Siegelwerkzeug auf die tiefziehbare Folie aufzulegen, wenn das Schneidwerkzeug vom umlaufenden Rand der Schale noch einen Abstand einhält.For structural design of the device, a development provides that the support for the shell and / or the sealing tool are guided vertically variable. Pad and sealing tool can thus be approximated and removed from each other. The approach is used to place the sealing tool on the thermoformable sheet when the cutting tool still maintains a distance from the peripheral edge of the tray.
Eine nächste Weiterbildung sieht vor, dass die Auflage zumindest eine Auflageeinrichtung für den umlaufenden Rand der Schale aufweist. Die Schale ist mit Hilfe der Auflage in die Auflageeinrichtung für den umlaufenden Rand einbringbar. Der umlaufende Rand wird vorzugsweise auf diese Auflageeinrichtung aufgelegt, damit er für das Verschweißen bzw. Versiegeln mit der tiefziehbaren Folie bereitliegt. Die Auflageeinrichtung unterstützt den umlaufenden Rand und bildet ein Gegenlager für das auf den Rand aufzulegende Siegelwerkzeug aus.A next development provides that the support has at least one supporting device for the peripheral edge of the shell. The shell can be introduced by means of the support in the support device for the peripheral edge. The peripheral edge is preferably placed on this support means so that it is ready for welding or sealing with the thermoformable film. The support device supports the peripheral edge and forms an abutment for the aufgelegende on the edge sealing tool.
Nach einer nächsten Weiterbildung der Vorrichtung ist vorgesehen, dass zwischen den Schalen und der tiefziehbaren Folie eine Distanzplatte angeordnet ist, welche auf die Auflageeinrichtung für den umlaufenden Rand auflegbar ist, wobei dabei der umlaufende Rand zumindest abschnittsweise frei bleibt. Diese erfindungsgemäß vorgesehene Distanzplatte unterstützt das Zuschneiden der tiefziehbaren Folie nach ihrem Aufschweißen bzw. Versiegeln auf den umlaufenden Rand der Schale. Dazu ist die Distanzplatte auf die in der Auflageeinrichtung aufgenommenen umlaufenden Ränder der Schale auflegbar. Die Distanzplatte bildet nun mit ihrer oben liegenden Oberfläche eine Ebene aus, die oberhalb des umlaufenden Randes angeordnet ist. Auf diese Ebene kann die tiefziehbare Folie aufgelegt werden, mit der Distanzplatte wird die tiefziehbare Folie gegen das Siegelwerkzeug geführt.According to a next development of the device is provided that a spacer plate is disposed between the shells and the thermoformable film, which can be placed on the support means for the peripheral edge, wherein the peripheral edge remains at least partially free. This inventively provided spacer plate supports the cutting of the thermoformable film after its welding or sealing on the peripheral edge of the shell. For this purpose, the spacer plate can be placed on the recorded in the support means peripheral edges of the shell. The spacer plate now forms with its surface above a level, which is located above the peripheral edge. On this level, the thermoformable film can be placed, with the spacer plate, the thermoformable sheet is guided against the sealing tool.
Verfahrensgemäß ist vorgesehen, dass an die tiefziehbare Folie vor ihrem Aufschweißen ein Vakuum aufgelegt wird, um sie zu dehnen. Mit der Distanzplatte wird die Folie gegen das Siegelwerkzeug geführt und festgehalten, wenn mit dem Siegelwerkzeug ein Vakuum an die Folie angelegt wird. Das Siegelwerkzeug hat vorzugsweise eine nach innen gewölbte Ausbildung, in welche hinein sich die tiefziehbare Folie bei Anlegen des Vakuums ausdehnen kann. Die umlaufenden Ränder der Schale werden von der Distanzplatte frei gehalten. Auch die anderen Bereiche der Schale können frei bleiben, um eine großflächige Anlage des Siegelwerkzeuges zu ermöglichen, damit neben dem Verschweißen der tiefziehbaren Folie zugleich ein Erwärmen dieser Folie für einen nachfolgenden Tiefziehvorgang erfolgt. In der Distanzplatte ist dafür vorzugsweise zumindest ein mit dem Behälter in deckungsgleiche Lage bringbarer Durchbruch angeordnet. Dieser Durchbruch hat dann zum Siegelwerkzeug korrespondierende Abmessungen.According to the invention, it is provided that a vacuum is applied to the thermoformable film prior to its welding in order to stretch it. With the spacer plate, the film is guided against the sealing tool and held when a vacuum is applied to the film with the sealing tool. The sealing tool preferably has an inwardly curved formation into which the thermoformable film can expand upon application of the vacuum. The peripheral edges of the shell are kept free by the spacer plate. The other areas of the shell can remain free to allow a large-scale investment of the sealing tool, so that in addition to the welding of the thermoformable film at the same time a heating of this film for a subsequent deep-drawing process. In the spacer plate is preferably arranged at least one can be brought into congruent position with the container breakthrough. This breakthrough then has dimensions corresponding to the sealing tool.
Bei dem Einsatz dieser Distanzplatte mit den Durchbrüchen ist es vorteilhaft, dem Siegelwerkzeug die Schneideinrichtung räumlich zuzuordnen. Bei einem Heranführen des Siegelwerkzeuges an die tiefziehbare Folie kann zugleich ein Zuführen der Schneideinrichtung erfolgen. Die Schneideinrichtung ist dabei vorzugsweise wie das Siegelwerkzeug durch den Durchbruch der Distanzplatte hindurch führbar. Das Schneidwerkzeug ist dabei vorzugsweise vom Siegelwerkzeug abgekoppelt und federnd gelagert. Durch diese Abkopplung ist es ermöglicht, das Siegelwerkzeug zunächst näher an die Schale heranzuführen als das Schneidwerkzeug. Nach dieser Heranführung des Siegelwerkzeuges kann eine Versiegelung zwischen Folie und Schale erfolgen. Dazu wird das Schneidwerkzeug in einer entsprechenden Führung bis in die Ebene der Oberfläche des umlaufenden Randes geführt. Die auf dem umlaufenden Rand aufliegende tiefziehbare Folie wird geschnitten, das Messer wird dabei aber nicht bis in den umlaufenden Rand hinein bewegt. Der umlaufende Rand bleibt unversehrt.When using this spacer plate with the apertures, it is advantageous to assign the cutting device spatially to the sealing tool. When the sealing tool is brought to the deep-drawable film, the cutting device can be fed at the same time. The cutting device is preferably as the sealing tool through the breakthrough of the spacer plate feasible. The cutting tool is preferably uncoupled from the sealing tool and resiliently mounted. This decoupling makes it possible to bring the sealing tool closer to the shell first than the cutting tool. After this approach of the sealing tool, a seal between the film and shell can be done. For this purpose, the cutting tool is guided in a corresponding guide to the plane of the surface of the peripheral edge. The lying on the peripheral edge thermoformable film is cut, but the knife is not moved into the peripheral edge. The peripheral edge remains intact.
Zur weiteren Ausbildung der Vorrichtung ist noch vorzugsweise vorgesehen, dass durch das Siegelwerkzeug hindurch zumindest eine Überdruckleitung und/oder eine Vakuumleitung verläuft. Das Siegelwerkzeug ist auf der Seite der tiefziehbaren Folie angeordnet, welche der Schale abgekehrt ist. Durch die durch das Siegelwerkzeug hindurch verlaufende Überdruckleitung kann ein Überdruckmedium, z. B. Luft, hinzugefügt werden, um auf dieser Seite der Folie den verfahrensgemäß vorzugsweise vorgesehenen Überdruck zu erzeugen. Über die Vakuumleitung wird der verfahrungsgemäß vorgesehene Unterdruck erzeugt.For a further embodiment of the device, it is preferably provided that at least one overpressure line and / or one vacuum line runs through the sealing tool. The sealing tool is disposed on the side of the thermoformable sheet, which is turned away from the shell. By passing through the sealing tool through pressure line, an overpressure medium, for. As air, are added to produce on this side of the film according to the method preferably provided overpressure. About the vacuum line of the procedure provided for negative pressure is generated.
Eine nach dem erfindungsgemäßen Verfahren hergestellte Verpackung zeichnet sich dadurch aus, dass die tiefziehbare Folie nach ihrem Auflegen auf zumindest einen umlaufenden Rand der Schale diesen Rand abschnittsweise abdeckt.A packaging produced by the method according to the invention is characterized in that the thermoformable film covering this edge in sections after being placed on at least one peripheral edge of the shell.
Es ist somit vorgesehen, dass die auf den umlaufenden Rand aufgelegte Folie diesen Rand nicht vollständig abdeckt. Die Folie kann jeweils zum äußeren Rand des umlaufenden Randes einen Rücksprung aufweisen, so dass sie mit diesem Rand nicht in Kontakt gerät. Sie kann vielmehr auf einem Bereich des umlaufenden Randes aufgeschweißt sein, der von der Außenkante des umlaufenden Randes noch einen Abstand hat. Dadurch wird eine saubere Schweißnaht hergestellt.It is thus envisaged that the film applied to the peripheral edge does not completely cover this edge. The foil may in each case have a return to the outer edge of the peripheral edge, so that it does not come into contact with this edge. Rather, it may be welded to a portion of the peripheral edge which extends from the outer edge of the circumferential margin still has a gap. This creates a clean weld.
Ein umlaufender Rand der Schale ist dabei immer der Bereich der Schalenoberfläche, welcher zumindest eine Vertiefung in der Schale umlaufend umschließt. Die Schale kann eine Vertiefung aufweisen, die von einem umlaufenden Rand umgeben ist. Dabei ist es auch möglich, dass in einer Gesamtverpackung mehrere Vertiefungen angeordnet sind, beispielsweise bei mehreren zusammengesetzten Yoghurtbechern. Jeder dieser Vertiefungen kann dabei eine separate tiefziehbare Folie zugeordnet sein, welche lediglich mit dem umlaufenden Rand, der diese Vertiefung umgibt, verbunden wird. Es erfolgt somit kein Gesamtabdecken der verschiedenen Vertiefungen mit einer Folie, sondern es werden mehrere Folien vorgesehen. Diese Verpackung weist zwischen den einzelnen Vertiefungen Bereiche auf, die nicht von einer Folie belegt sind. In diesen Bereichen können dann bevorzugt Perforationen angebracht werden, um das Vereinzeln der einzelnen Verpackungsbereiche voneinander zu erleichtern. In diesem Fall können Abzugslaschen der tiefziehbaren Folie auch von einer Anordnung im Außenbereich der Gesamtverpackung in einen Innenbereich verlegt werden, beispielsweise dahin, wo die tiefziehbaren Folien mehrerer Vertiefungen einander angenähert sind.A peripheral edge of the shell is always the area of the shell surface, which surrounds at least one depression in the shell circumferentially. The shell may have a recess which is surrounded by a peripheral edge. It is also possible that a plurality of recesses are arranged in an overall packaging, for example in a plurality of composite yogurt cups. Each of these depressions may be associated with a separate thermoformable film, which is only connected to the peripheral edge surrounding this depression. Thus, there is no total covering of the various depressions with a film, but several films are provided. This package has between the individual wells areas that are not occupied by a film. Perforations may then preferably be applied in these areas in order to facilitate the separation of the individual packaging areas from one another. In this case, take-off tabs of the thermoformable sheet may also be laid from an outer package of the overall package to an inner area, for example, where the thermoformable sheets of multiple wells are approximated.
Ein Ausführungsbeispiel einer Vorrichtung zum Durchführen des erfindungsgemäßen Verfahrens, ist in der Zeichnung dargestellt. Es zeigen:
- Fig. 1 bis 9:
- Schnittansichten einer Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegen dem Folienmaterial in verschiedenen Bearbeitungssituationen während eines Verpackungsvorganges und
- Fig. 7 a:
- eine maßstäblich vergrößerte Darstellung einer Einzelheit in
Fig. 7 und - Fig. 9 a:
- eine maßstäblich vergrößerte Darstellung einer Einzelheit in
Fig. 9 .
- 1 to 9:
- Sectional views of a device for gas-tight packaging of objects with close to the objects create the film material in different processing situations during a packaging process and
- Fig. 7 a:
- a scale enlarged representation of a detail in
Fig. 7 and - Fig. 9a:
- a scale enlarged representation of a detail in
Fig. 9 ,
Die Vorrichtung in den Figuren weist ein Unterwerkzeug 9 und ein Oberwerkzeug 1 auf. Das Unterwerkzeug 9 umfasst einen Auflagetisch 8 für zwei Schalen 6. Jede der Schalen 6 hat einen umlaufenden Rand 10. Die Auflagetische 8 sind auf ein Gestell 11 aufgestellt, das höhenveränderbar ist.The device in the figures has a
In dem Oberwerkzeug 1 sind zwei Siegelwerkzeuge 2 aufgenommen. Das Oberwerkzeug 1 ist dabei insgesamt höhenveränderbar geführt. Den Siegelwerkzeugen 2 räumlich zugeordnet sind Schneideinrichtungen 3, welche als die Siegelwerkzeuge 2 umlaufende Messer ausgebildet sind. Die Schneideinrichtungen 3 sind in Messerhaltern 12 aufgenommen.In the
Die Vorrichtung weist noch zwischen der tiefziehbaren Folie 4 und den Schalen 6 eine Distanzplatte 5 auf. Diese Distanzplatte 5 hat Durchbrüche 13, welche mit den Schalen 6 korrespondieren.The device still has a
Im Bereich des Unterwerkzeuges 9 ist den Auflagetischen 8 noch eine Auflageeinrichtung zugeordnet. Diese Auflageeinrichtung wird durch die obersten Abschnitte des Unterwerkzeuges 9 ausgebildet. Im Bereich dieser Auflageeinrichtung sind in die Oberfläche des Unterwerkzeuges 9 Vertiefungen 14 eingelassen, in welche die umlaufenden Ränder 10 der Schalen 6 vorstehen können.In the area of the
Die Distanzplatte 5 ist auf das Unterwerkzeug 9 aufgelegt. Auf der Distanzplatte 5 liegt die tiefziehbare Folie 4 auf, das Oberwerkzeug 1 mit den Siegelwerkzeugen 2 und den Schneideinrichtungen 3 ist der Folie 4 angenähert. Dabei ist die tiefziehbare Folie 4 in die Siegelwerkzeuge 2 hinein aufgeweitet und vorgewärmt. Die Schneideinrichtungen 3 halten von der Folie 4 einen Abstand ein.The
In
In
Bei der Vorrichtung kann es sich um eine Siegelvorrichtung handeln, mit der auch Schalen mit Folien verschlossen werden können, die nicht im "Skin"-Verfahren tiefgezogen werden. Ein und dieselbe Vorrichtung kann somit für voneinander verschiedene Verpackungsarten eingesetzt werden, bei denen gleiche genormte Grundverpackungen, wie die Schalen 6, eingesetzt werden.The device can be a sealing device with which it is also possible to seal trays with films which are not thermoformed in the "skin" process. One and the same device can thus be used for mutually different types of packaging, in which the same standardized basic packaging, such as the
Das Zuschneiden der tiefziehbaren Folie 4, das Verschweißen dieser Folie 4 auf den umlaufenden Rändern 10 sowie das Tiefziehen der Folie 4 erfolgt vorzugsweise in ein und demselben Takt, um die Bearbeitungszeit zu verkürzen.The cutting of the
Die Schneideinrichtungen 3 werden nicht durch die Ebene der umlaufenden Ränder 10 hindurchgeführt.
Die Folie 4 legt sich eng an die Wandungen des Behälters 6 und an in der Vertiefung des Behälters vorhandene Gegenstände 7 an, wie in
Claims (5)
- Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum, wherein the object is placed in a tray and for sealing the tray the film that can be deep-drawn is connected to the tray,
characterised in that
a tray (6) with at least one peripheral edge (10) is used for forming the packaging, in that the film (4) that can be deep-drawn is applied in a gas-tight manner onto the peripheral edge (10) and exclusively the film (4) that can be deep-drawn is then cut to a smaller size than the peripheral edge (10), wherein an overpressure is formed on the side remote from the tray (6) in the surrounding region of the film (4) that can be deep-drawn. - Method according to Claim 1, characterised in that the film (4) that can be deep-drawn is welded onto the peripheral edge (10).
- Method according to Claim 1 or 2, characterised in that the film (4) that can be deep-drawn is subjected to the application of heat before being welded on.
- Method according to one of the preceding claims, characterised in that the film (4) that can be deep-drawn is subjected to a vacuum before being welded on, in a manner widening the surface extent thereof.
- Method according to one of the preceding claims, characterised in that a vacuum is arranged in the surrounding region of the tray (6).
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13188316T PL2722281T3 (en) | 2012-10-17 | 2013-10-11 | Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
| EP14195792.8A EP2845809A1 (en) | 2012-10-17 | 2013-10-11 | Device for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201210020359 DE102012020359A1 (en) | 2012-10-17 | 2012-10-17 | Method for the gas-tight packaging of objects with deep-drawable foil which is applied tightly to the objects using a vacuum |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Division-Into EP2845809A1 (en) | 2012-10-17 | 2013-10-11 | Device for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
| EP14195792.8A Division EP2845809A1 (en) | 2012-10-17 | 2013-10-11 | Device for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2722281A2 EP2722281A2 (en) | 2014-04-23 |
| EP2722281A3 EP2722281A3 (en) | 2014-07-02 |
| EP2722281B1 true EP2722281B1 (en) | 2017-01-11 |
Family
ID=49356258
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Withdrawn EP2845809A1 (en) | 2012-10-17 | 2013-10-11 | Device for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
| EP13188316.7A Active EP2722281B1 (en) | 2012-10-17 | 2013-10-11 | Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14195792.8A Withdrawn EP2845809A1 (en) | 2012-10-17 | 2013-10-11 | Device for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum |
Country Status (8)
| Country | Link |
|---|---|
| EP (2) | EP2845809A1 (en) |
| DE (1) | DE102012020359A1 (en) |
| DK (1) | DK2722281T3 (en) |
| ES (1) | ES2622454T3 (en) |
| HU (1) | HUE033769T2 (en) |
| LT (1) | LT2722281T (en) |
| PL (1) | PL2722281T3 (en) |
| PT (1) | PT2722281T (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3450328A1 (en) | 2017-08-31 | 2019-03-06 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Packaging machine with cutting tool |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014019016A1 (en) * | 2014-12-18 | 2016-06-23 | Jörg von Seggern Maschinenbau GmbH | Device for sealing containers with at least one film |
| US10343797B2 (en) | 2015-03-12 | 2019-07-09 | Owens-Brockway Glass Container Inc. | Sealing foil liners to containers |
| ES2875501T3 (en) * | 2016-01-20 | 2021-11-10 | Gea Food Solutions Germany Gmbh | Sealing tool, packaging machine and procedure for manufacturing skin type vacuum pack |
| DE102016123569A1 (en) | 2016-12-06 | 2018-06-07 | Multivac Sepp Haggenmüller Se & Co. Kg | Tray sealing machine |
| EP3581516B1 (en) * | 2018-06-11 | 2022-02-23 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Skin packaging and method and sealing station for preparation of skin packages |
| DE102018222836A1 (en) * | 2018-12-21 | 2020-06-25 | Multivac Sepp Haggenmüller Se & Co. Kg | SEALING CARDBOARD CUTTINGS BY LAYING ON A CONVEYOR |
| GB2598347A (en) * | 2020-08-27 | 2022-03-02 | Ishida Europe Ltd | System and method for sealing containers |
| DE102022118988A1 (en) | 2022-05-12 | 2023-11-16 | Weber Maschinenbau Gmbh Breidenbach | Separation unit |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997046447A1 (en) * | 1996-06-04 | 1997-12-11 | Cryovac, Inc. | Method and apparatus for packaging a product in a dual-lid package |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT265973B (en) * | 1965-11-02 | 1968-10-25 | Indive Gmbh | Device for the automatic closing of a plastic container provided with a protruding edge by a lid made of a plastic film |
| US5155974A (en) * | 1986-09-03 | 1992-10-20 | Seawell North America, Inc. | Food packaging with gas between tensioned film & lid |
| FR2725692B1 (en) * | 1994-10-17 | 1997-01-24 | Automatisme Assistance | PROCESS FOR SEALING RIGID CONTAINERS UNDER FILM FOR VACUUM OR MODIFIED ATMOSPHERE PACKAGING OF FOOD PRODUCTS, AND DEVICE FOR IMPLEMENTING SAME |
| US6408598B1 (en) * | 1998-12-23 | 2002-06-25 | Cryovac, Inc. | Modified atmosphere package for high profile products from upwardly formed heat shrinkable film |
| DE10237933A1 (en) * | 2002-08-14 | 2004-02-26 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Packaging machine for food in trays comprises mobile upper and lower sections enclosing chamber for tray, rollers feeding film into chamber, after which it is lifted away from food and sealed to tray at its edges |
| DE102005035476B4 (en) * | 2005-07-26 | 2022-07-07 | Jörg von Seggern Maschinenbau GmbH | Device for gas-tight packaging of objects |
| DE102006061309A1 (en) * | 2006-12-22 | 2008-07-03 | Jörg von Seggern Maschinenbau GmbH | Method for gas-tight packaging of objects and installation for gas-tight packaging of objects |
-
2012
- 2012-10-17 DE DE201210020359 patent/DE102012020359A1/en not_active Withdrawn
-
2013
- 2013-10-11 HU HUE13188316A patent/HUE033769T2/en unknown
- 2013-10-11 PL PL13188316T patent/PL2722281T3/en unknown
- 2013-10-11 DK DK13188316.7T patent/DK2722281T3/en active
- 2013-10-11 EP EP14195792.8A patent/EP2845809A1/en not_active Withdrawn
- 2013-10-11 LT LTEP13188316.7T patent/LT2722281T/en unknown
- 2013-10-11 EP EP13188316.7A patent/EP2722281B1/en active Active
- 2013-10-11 ES ES13188316.7T patent/ES2622454T3/en active Active
- 2013-10-11 PT PT131883167T patent/PT2722281T/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997046447A1 (en) * | 1996-06-04 | 1997-12-11 | Cryovac, Inc. | Method and apparatus for packaging a product in a dual-lid package |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3450328A1 (en) | 2017-08-31 | 2019-03-06 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Packaging machine with cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| PT2722281T (en) | 2017-04-21 |
| EP2722281A2 (en) | 2014-04-23 |
| ES2622454T3 (en) | 2017-07-06 |
| DE102012020359A1 (en) | 2014-04-17 |
| DK2722281T3 (en) | 2017-04-24 |
| EP2722281A3 (en) | 2014-07-02 |
| PL2722281T3 (en) | 2017-07-31 |
| LT2722281T (en) | 2017-04-10 |
| HUE033769T2 (en) | 2017-12-28 |
| EP2845809A1 (en) | 2015-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1747995B1 (en) | Method and apparatus for the gastight conditioning of articles in a skin-packaging foil | |
| EP2722281B1 (en) | Method for gas-tight packing of objects with film close to the objects that can be deep-drawn using a vacuum | |
| EP1935789B1 (en) | Method and apparatus for gas-tight packaging of articles. | |
| EP1984250B1 (en) | Packaging machine for the production of a packaging having a recess in the packaging cavity edge | |
| EP2251265B1 (en) | Packaging machine | |
| EP2233401B1 (en) | Method for producing a packaging and packaging machine | |
| DE2619030A1 (en) | SKIN PACK AND METHOD OF MANUFACTURING IT | |
| EP3450327B1 (en) | Sealing station and method for the production of skin packages with tear-open corner | |
| DE2642366C2 (en) | ||
| DE102005048491B4 (en) | Packaging machine for producing multilayer film packaging and its use | |
| WO2018054695A1 (en) | Device for connecting two container parts | |
| EP2563153B1 (en) | Method for preferential continuous packing of products | |
| WO2020058278A2 (en) | Packaging machine for producing skin packaging | |
| DE102009017993A1 (en) | Packaging machine i.e. packing tray, for manufacturing sealable packings for e.g. fruit, has perforation unit for perforating lower foil, where perforation is provided in area of foil to form packaging body after closing | |
| EP1806290A1 (en) | Packaging machine | |
| DE102005055197B3 (en) | Method and device to produce packaging has thermo-plastic container, cover and tear-off strip protuding from container after packaging has been separated from film web leaving flat container edge and grid | |
| EP1772384A1 (en) | Machine and method for manufacturing packages with several foil layers. | |
| EP2783990A1 (en) | Shell closing machine and method | |
| EP0962388A1 (en) | Method and machine for fabricating packages | |
| DE102010050734A1 (en) | Package for accommodating e.g. cheese slices in refrigerator, has package upper part sealed with package base part along sealing seam, and reclosing tongue and tongue retainer arranged outside sealing seam | |
| EP3319881A1 (en) | Packaging machine having residual strip disposal | |
| DE1901219A1 (en) | Packing installation - for fixed food portions into thermoplastic foil containers | |
| DE102007058401A1 (en) | Shrunken package manufacturing method for packaging machine, involves sealing upper and lower foils on each other in seal area and corner, and partially detaching foils in area of corner after sealing and before shrinking | |
| WO2016055554A1 (en) | Method for packaging articles in bubble wrap |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 11/52 20060101AFI20140528BHEP Ipc: B65B 31/02 20060101ALI20140528BHEP Ipc: B65B 7/16 20060101ALI20140528BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140815 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150521 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20160930 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 861018 Country of ref document: AT Kind code of ref document: T Effective date: 20170115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013006049 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2722281 Country of ref document: PT Date of ref document: 20170421 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20170407 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20170420 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2622454 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170511 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170411 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013006049 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| 26N | No opposition filed |
Effective date: 20171012 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E033769 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20221020 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20230928 Year of fee payment: 11 Ref country code: PL Payment date: 20230928 Year of fee payment: 11 Ref country code: NL Payment date: 20231023 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231025 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231117 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20231025 Year of fee payment: 11 Ref country code: RO Payment date: 20231004 Year of fee payment: 11 Ref country code: NO Payment date: 20231023 Year of fee payment: 11 Ref country code: LT Payment date: 20230928 Year of fee payment: 11 Ref country code: IT Payment date: 20231031 Year of fee payment: 11 Ref country code: IE Payment date: 20231019 Year of fee payment: 11 Ref country code: HU Payment date: 20231005 Year of fee payment: 11 Ref country code: FR Payment date: 20231023 Year of fee payment: 11 Ref country code: FI Payment date: 20231023 Year of fee payment: 11 Ref country code: DK Payment date: 20231025 Year of fee payment: 11 Ref country code: DE Payment date: 20230731 Year of fee payment: 11 Ref country code: CZ Payment date: 20230929 Year of fee payment: 11 Ref country code: CH Payment date: 20231101 Year of fee payment: 11 Ref country code: AT Payment date: 20231019 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231023 Year of fee payment: 11 |