EP2593253B1 - Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine - Google Patents
Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine Download PDFInfo
- Publication number
- EP2593253B1 EP2593253B1 EP11726799.7A EP11726799A EP2593253B1 EP 2593253 B1 EP2593253 B1 EP 2593253B1 EP 11726799 A EP11726799 A EP 11726799A EP 2593253 B1 EP2593253 B1 EP 2593253B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- melt
- container
- metering
- molten material
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005266 casting Methods 0.000 title claims description 41
- 238000000034 method Methods 0.000 title claims description 28
- 239000012768 molten material Substances 0.000 title claims 18
- 239000000155 melt Substances 0.000 claims description 179
- 238000012546 transfer Methods 0.000 claims description 23
- 238000004512 die casting Methods 0.000 claims description 13
- 239000011261 inert gas Substances 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 11
- 239000002184 metal Substances 0.000 claims description 11
- 238000007599 discharging Methods 0.000 claims description 4
- 230000000903 blocking effect Effects 0.000 claims 2
- 239000000289 melt material Substances 0.000 description 30
- 238000007654 immersion Methods 0.000 description 22
- 239000007789 gas Substances 0.000 description 20
- 230000001681 protective effect Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 15
- 238000007789 sealing Methods 0.000 description 14
- 230000000694 effects Effects 0.000 description 12
- 238000011161 development Methods 0.000 description 11
- 230000018109 developmental process Effects 0.000 description 11
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 101100298222 Caenorhabditis elegans pot-1 gene Proteins 0.000 description 6
- 238000013461 design Methods 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 239000011777 magnesium Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- 238000007872 degassing Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000000275 quality assurance Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/30—Accessories for supplying molten metal, e.g. in rations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
Definitions
- the invention relates to a melt metering device for a casting device, wherein the melt metering device has an evacuatable metering container which is movable between a melt receiving location and a melt discharge location and is adapted to remove a meterable amount of cast melt material from a melt bath at the melt receiving location to the melt discharge location of the casting device to transfer and deliver there, on a feasible with such a device Schmelzezudos mecanicsvon and on a equipped with such Schmelzezudosiervorraum casting machine.
- Such devices and methods come e.g. in metal die casting machines for metering the molten metal to be cast used.
- Melt-metering devices are known in which cast-melt material is absorbed by immersing a pouring ladle into a melt bath, which is subsequently transferred to a melt-discharge location or pouring location, around which the melt material leave.
- the bucket can be manually operated or coupled to a mechanical transfer unit that actuates it. During transfer, the surface of the melt received in the bucket is exposed to atmospheric air.
- melt metering systems are in use in which the melt material is conveyed by a mechanical pump or by pneumatic displacement from the melt bath of a melting furnace into a downwardly inclined transfer pipe in which it flows to the melt discharge location.
- these systems are relatively complex, and the melt material cools relatively by the flow along the transfer tube, if no appropriate countermeasures are taken.
- melt metering devices of the type mentioned are known. These include an evacuated dosing with associated Evakuier wisdom.
- the publication JP 2000-218360 A discloses a melt metering device of this type in which the melt orifice is formed by a pipe stub which extends both inwardly and outwardly from the bottom portion of the metering container.
- the inwardly facing pipe socket half is covered by a hood-shaped Stirnendab gleich a hollow tube, which is arranged longitudinally in the metering and is connected to an inert gas source.
- An immersion sensor is arranged on the outside of the container, with which the lowering of the container into the melt bath is monitored until a predefinable immersion position is reached.
- a weight sensor By means of a weight sensor, the amount of melted material sucked into the dosing tank is monitored.
- a filling level sensor conventionally provided in the container can be dispensed with.
- melt opening is also formed by a pipe socket extending from both inwardly and outwardly from the container bottom.
- the inwardly projecting pipe socket half is covered by a hood-shaped front end of an axially movable locking rod.
- the closure rod can be moved between an opening position releasing the melt opening and a closed position closing the melt opening at the upper, inner end of the pipe socket.
- a fill level sensor arranged in the container detects whether melt material sucked into the container has reached a predefinable fill level.
- the container interior can optionally be evacuated or charged with an inert gas.
- the invention is based on the technical problem of providing a Schmelzezudosiervorraum of the type mentioned above and a feasible by this Schmelzezudosiervons and equipped with this casting machine with which the casting melt material can be metered from a molten bath in an advantageous manner and transferred to a delivery point, where unwanted Oxidation effects of the transferred melt material and / or undesirable melt losses in Dosier employertransport from the melt receiving point to the melt discharge point wholly or at least largely avoided.
- the invention solves this problem by providing a melt metering device having the features of claim 1, a Schmelzezudosiervons with the features of claim 9 and a casting machine with the features of claim 15.
- Advantageous developments of the invention are set forth in the dependent claims.
- the melt metering device has an evacuatable metering container and an evacuation device for evacuating the metering container.
- an evacuation device for evacuating the metering container.
- the inventive melt metering device includes a special weight sensor which is set up to monitor the weight of the empty metering container when it is lowered into the melt bath in order to reach a predefinable immersion position of the metering container.
- the metering container can be safely and reliably brought into its predefinable immersion position for receiving melt material from the melt bath, without the need for a separate immersion sensor is required.
- the weight sensor uses the effect that the weight of the empty dosing tank when immersed in the melt bath due to the resulting Buoyancy reduced measurably. This effect is the more pronounced the lighter the dosing tank. In addition, this effect can be influenced by the design of the dosing in the submerged lower area.
- the inventive melt metering device has a controllable closure means for selectively opening and closing a melt opening of the metering container, which in its closed position closes the melt opening of the metering container leaving a capillary opening.
- a requirement for the evacuatable metering container often consists in that, as far as possible, no melt material drips off the container or leaches out of the container during the transport from the melt receiving location to the melt discharge location. It has been found that this requirement is met particularly well with the special closure means, which leaves a capillary opening in its closed position and thus does not attempt to close the melt opening tightly.
- melt material which remains in the area of the melt opening after the metering container has been lifted out of the melt bath can be reliably and reliably held on and in the container by the sustained evacuation of the container interior and the underpressure or suction thus also acting in the area of the capillary opening. without dripping down or licking away from it.
- the capillary opening is formed by a Kapillarringspalt between an inner edge of the melt opening and an outer edge of the closure means or by at least one Kapillarspaltrille which is provided on the inner edge of the melt opening or on the outer edge of the closure means.
- the melt opening is provided in a bottom region of the dosing container, and the controllable closure means includes a longitudinally movably arranged in the dosing container sealing plug.
- This arrangement has the advantage that the metering container for receiving melt material only has to be lowered with its bottom region to the melt bath in order to suck melt from the melt bath into the metering container via the melt opening.
- the closing means needs to release the melt opening without the metering tank being moved thereto, e.g. has to be tilted into a discharge position.
- the melt opening can easily be designed so that the dosing tank empties completely, without the need for additional measures are required.
- the melt opening can be e.g. be provided at a lowest point of the container bottom.
- the melt opening is formed by a projecting from the bottom region of the dosing outwardly tubular socket area. The dosing then need not be immersed in its entire width of the bottom portion, but only with its nozzle portion in the melt bath to suck melt into the dosing.
- the nozzle area can be realized with a comparatively small diameter, whereby tear effects of the melt surface layer of the melt bath can be kept to a minimum.
- the melt metering device has a controllable protective gas loading means, by means of which the metering tank can be subjected to a conventional protective gas in a controllable manner, as is customary, for example, for a protective gas atmosphere in a melting furnace above the melt bath.
- the shielding gas thereby fulfills its customary protective gas function for the melt material in the metering container and can also be used for overpressure application assist in discharging the melt from the dosing tank at the melt discharge point.
- the evacuation device includes a vacuum pump or a controlled piston-cylinder unit confirmed. Both alternatives enable the desired evacuation of the dosing with relatively little effort.
- the weight sensor is set up to detect the weight of the filled dosing container during its movement from the melt receiving location to the melt discharge location and in this way to detect any melt loss.
- the weight sensor is set up to detect the weight of the dosing container during the melt discharge process, in order to be able to recognize whether or when the container is completely emptied.
- the process according to the invention is carried out with the melt metering device according to the invention.
- the dosing container is lowered into the melt bath until the predefinable immersion position detected via the weight sensor is reached and the melt opening closure means is controlled into an open position for receiving melt material from the melt bath.
- An optional protective gas supply can be deactivated and the evacuation device is activated. As a result, melt material is sucked into the dosing and optionally withdrawn the inert gas from the dosing.
- the absorption of melt material from the melt bath into the metering container takes place after a predefinable period of time or when a predefinable melt fill quantity in the metering container, which is e.g. can be detected by the weight sensor, terminated, wherein the melt-opening-closing means of the metering container is controlled in a closed position.
- the evacuating device is kept activated after completion of receiving melt material from the melt bath into the dosing container with the melt opening closure means held closed until a melt discharge process begins.
- This allows degassing of the melt received in the metering container during its transport to the delivery location.
- the retained evacuation of the dosing in combination with the capillary also the melt is securely held on or in the container, resulting in unintentional loss of melt in the transport of Prevents recording site to the place of delivery.
- the melt-opening closure means is controlled to an open position for discharging melt material from the metering, and the Schutzgasbeaufschlagung is activated.
- the melted material can be rapidly discharged from the dosing tank with inert gas pressure and possibly by gravity.
- the weight of the dosing container when moving from the melt receiving location to the melt discharge location monitored for a possible loss of melt and / or during the melt discharge process to a complete emptying including in particular the present in the corresponding embodiments of the invention, weight sensor can be used.
- a die casting machine according to the invention is equipped with the melt metering device according to the invention.
- This may in particular be a metal diecasting machine wherein the processed metal material is e.g. Aluminum, magnesium or zinc can be.
- Schmelzezudosiervoriques includes as melt receiving means an evacuated dosing 1 with a substantially cylindrical container pot 1 a and a cover 1 b, which is placed on the top cover of the container pot 1 a on this and detachably connected thereto.
- the container pot 1a on its upper side an outwardly projecting annular flange 1 c on which the cover 1 b is fastened, for example by means not shown, with a ring seal 2 between the pot flange 1 c and the cover 1 b is inserted.
- On the cover 1 b is an upwardly projecting flange 3 is formed with a suspension opening 3a, through which the dosing 1 can be mounted pivotably on a transfer unit.
- the container pot 1 a is funnel-shaped in a bottom portion 1 d formed with a sloping bottom hopper portion from the down a tubular nozzle portion 1 e protrudes, which forms a melt opening 4 of the container 1, introduced via the melt material into the container 1 and discharged again from this can be.
- the melt opening 4 is associated with a controllable closure means which includes a parallel to the longitudinal axis of the container pot 1 a longitudinally movable in the dosing container 1 arranged sealing plug 5.
- a controllable closure means which includes a parallel to the longitudinal axis of the container pot 1 a longitudinally movable in the dosing container 1 arranged sealing plug 5.
- the closure plug 5 can be selectively brought into a closed position or an open position, wherein Fig. 1 shows the sealing plug 5 in its open the melt opening 4 open position.
- a corresponding linear drive 6, which is attached to the container lid 1 b.
- the dosing 1 is associated with an Evakuier Nur, which in the example of Fig. 1 a vacuum pump 7 includes.
- the vacuum pump 7 is connected via a combined vacuum / protective gas line 8 with the interior of the container 1.
- the dosing container 1 is associated with a protective gas supply means, which includes a protective gas source 9, which is coupled via a protective gas line 10 to the combined vacuum / protective gas line 8.
- a protective gas supply means which includes a protective gas source 9, which is coupled via a protective gas line 10 to the combined vacuum / protective gas line 8.
- an optional manual shut-off valve 11 and a controllable solenoid valve 12 is provided.
- an inner space 14 of the dosing container 1 can optionally be evacuated or mixed with a conventional protective gas, e.g. a nitrogen gas, are applied.
- a portion 8a of the combined vacuum / shield gas line 8 is a flexible line section, e.g. in the form of a corresponding piece of tubing, realized in such a way that the dosing container 1 remains movable to a corresponding extent with respect to the vacuum pump 7 and the protective gas source 9.
- the metering container 1 can thus unimpeded by its coupling to the vacuum pump 7 and the protective gas source 9 to perform the desired melt transport movement, even if the vacuum pump 7 and the inert gas source 9 are arranged stationary.
- the metering container 1 further has a melt level sensor 13 for detecting the melt level in the container 1.
- the level sensor 13 is formed as a measuring rod of known type, which is fixed to the container lid 1 b and from there down into the container interior 14 extends.
- the melt level sensor 13 continuously detects the level of melt material in the container 1 or detects when the melt level has reached or exceeded a certain threshold.
- a melt bath immersion sensor 15 is arranged on the metering container 1, with which it can be detected whether and / or how deeply the container 1 is immersed in a melt bath of a melting furnace for the purpose of receiving melt material.
- the sensor 15 is formed by a measuring rod known per se for this purpose, which is set at the outer edge of the container lid 1 b outside of the container pot 1 a pointing down. He extends with its probe part at least down to the level of the pot bottom portion 1 d and the tubular inlet / outlet 1 e e. Thereby, he can detect the immersion of the inlet / outlet nozzle 1 e in the melt bath.
- Fig. 2 shows a variant of the device of Fig. 1 , which differs from this only in the realization of Evakuier Surprise.
- the same reference numerals are used for identical or functionally equivalent components, and it can to this extent on the above description to Fig. 1 to get expelled.
- the evacuation device comprises a piston-cylinder unit 17 with a cylinder 16, a piston 18 guided axially movably therein and a piston rod 19 extending therefrom on one side, which are led out on an end face of the cylinder 16 and with its associated end to a linear drive 20 is coupled.
- a linear drive 20 By the linear drive 20, the piston 18 in the cylinder 16 between a fully inserted end position A, shown by solid lines, and a fully extended position C, symbolized by dashed lines, move, as illustrated by a double arrow P2.
- About an associated, acting as a limit switch element for the linear actuator 20 sensor element 21 is a predetermined intermediate position or center position B, also symbolized by dashed lines, recognized.
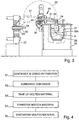
- Fig. 3 shows a Schmelzezudosiervorraum in the manner of Fig. 1 or 2 in use at a casting facility.
- the pouring device is shown by way of example as a metal die casting machine for casting metal parts, for example of aluminum, magnesium or zinc.
- the die casting machine includes in a conventional manner a structure 22 for a mold not shown here with a fixed and a movable mold half, which is actuated by a likewise not shown here closing part, and with a melt supply unit, which in the example shown horizontally arranged casting cylinder 23 with the top of the melt supply port 24 and a casting piston 5 includes.
- the casting piston 5 is in the casting cylinder 23 between a retracted the supply port 24 for the purpose of melt supply, retracted position, as in Fig. 3 shown, and arranged axially movable in an advanced position, wherein the casting piston 25 by advancing in the advanced end position presses a previously fed into the casting cylinder 23, metered amount of molten metal in the previously closed mold.
- the die casting machine includes a melting furnace 26 arranged at a predetermined distance from the casting mold assembly 22.
- the melting furnace 26 is of a type known per se with a crucible 27 for preparing a melt bath 28 of the respective metal material.
- the die casting machine is equipped with a melt metering device of the type of Fig. 1 or 2 equipped to a predetermined, metered amount of molten metal for the respective casting process the melt Take 28 to transfer to the supply port 24 of the casting cylinder 23 and deliver there into the casting cylinder 23.
- the melt metering device has the metering container 1 and a transfer unit 29, to which the metering container 1 is coupled.
- the transfer unit 29 includes a swivel arm 31 actuated by an associated swivel drive 30, to whose free end the dosing container 1 is articulated via its suspension 3, 3a.
- the pivot arm 31 performs a symbolized with a dashed curve curve 32, approximately semicircular pivotal movement to the dosing 1 between a melt receiving point in the crucible 27, shown by solid lines, and a Schmelzeabgabeort the casting cylinder 23, shown with dashed lines move.
- the articulation of the metering container 1 to the pivot arm 31 is chosen so that the metering container 1 as shown relative to the pivot arm 31 is limited rotatable so that it assumes a vertical position at the Schmelzeabilityort in the crucible 27, at the Schmelzeabgabeort above the casting cylinder 23, however, a like shown occupies slight inclination relative to its vertical position.
- a sprocket mechanism with a chain 33 between a drive-side sprocket 34 at the hinged end of the pivot arm 31 and a container-side sprocket 35 on the Be confronteranlenkung at the free Schwenkarmende, wherein the sprockets 34, 35 are designed with suitably different numbers of teeth, eg With the semicircular pivoting movement of the pivot arm 31 then the dosing 1 synchronously performs a pivotal movement between its vertical position at the melt receiving point in the crucible 27 and its inclination at the Schmelzeabgabeort above the casting cylinder 23.
- the transfer unit 29 lowers the dosing container 1 into the crucible 27 until it is recognized by the dip sensor 15 that the dosing container 1 with its inlet / outlet nozzle 1 e is immersed in the melt bath 28.
- the immersion sensor 15 detects that it has reached with its slightly above the level of the lower edge of the nozzle 1 e sensor element a bath level 28 a of the melt bath 28.
- the corresponding signal of the immersion sensor 15 is used as a control signal by which the closure plug 5 is controlled in its open position, if he has not already been there in the waiting position of the dosing tank 1, the solenoid valve 9 is closed and the Evakuier sensible 7, 16 to 21 is activated.
- the solenoid valve 9 is expediently opened before immersing the metering container 1 in the melt bath 28, so that the container interior 14 is subjected to inert gas.
- the movement of the swivel arm 31 is stopped by this signal of the immersion sensor 15, that is, the dosing container 1 remains in a melt receiving position according to Fig. 3 , in which he dips only with his neck 1 e in the melt 28.
- step S2 in FIG Fig. 4 a desired metered amount of melt from the melt bath 28 is added to the dosing tank 1, step S3 in FIG Fig. 4 ,
- the Evakuier worn 7, 16 to 21 is activated, and by the resulting negative pressure in the container 14 melt is sucked 37 via the released from the stopper 5 inlet / outlet port 4 into the container interior 14, as in Fig. 5 with melt flow arrows 36 illustrated.
- the level sensor 13 responds to this and outputs a corresponding signal which terminates the melt receiving process.
- the sealing plug 5 is advanced into its closed position closing the opening 4, in which it closes the melt opening 4 leaving a capillary opening 4a, as in FIG Fig. 6 indicated.
- the closure plug 5 does not completely close the melt opening 4 in the closed position, but the capillary opening 4a remains between an inner edge 1 e 'of the inlet / outlet nozzle 1 e and an outer edge 5 a of the sealing plug 5. that an outer diameter of the sealing plug 5 is selected to be slightly smaller by a corresponding Kapillarlose than an inner diameter of the inlet / outlet nozzle 1 e.
- the dosage of the amount of melt to be received in the container 1 can be effected by setting a predefinable time duration and / or a presettable suction effect of the evacuation device for the melt suction process.
- the sealing plug 5 are controlled back to its closed position after a predetermined period of time, and / or the suction power of Evakuier followers is activated only for a predetermined period of time with a suction of melt into the container 1 sufficient suction.
- the detection signal of the limit switch element 21 are used to control the stopper 5 in its closed position when the piston 18 has reached its center position B.
- the activity of Evakuier worn 7, 16 to 21 is maintained, possibly with a modified suction.
- This can be done, for example, by switching the vacuum pump 7 to a lower suction quantity or suction power.
- the suction effect for receiving the melt 37 is effected by moving the piston 18 back from its advanced end position A to the center position B.
- This center position of the piston 18 is detected by the limit switch element 21, the detection signal then switches the associated linear drive 20 for the piston rod 19 to lower speed, substantially simultaneously with the closing movement of the sealing plug 5.
- the piston 18 With its slower movement from the center position B holds in its retracted end position C. the piston 18 then maintains a modified suction.
- the capillary dimension of the capillary opening 4a is appropriately designed thereon taking into account the other influencing parameters such as shape of the inlet / outlet nozzle, suction pressure as well as density and viscosity of the melt material and is e.g. determined experimentally.
- a melt discharge operation can be performed, in which the metered amount of melt 37 is filled from the dosing 1 via the supply port 24 at the pushed-back casting piston 25 into the casting cylinder 23, see step S5 in Fig. 4 .
- the closing plug 5 is again controlled to its retracted open position, in which it releases the inlet / outlet opening 4.
- Solenoid valve 12 is opened, thereby activating the Schutzgasbeetzstoff the container interior again.
- the evacuation effect of the evacuation device is deactivated. The latter is in the device of Fig. 1 achieved by switching off the vacuum pump 7.
- the piston 18 is held in its retracted end position C.
- the piston 18 can be brought back into its advanced position A during the emptying process of the dosing container 1.
- the melt received in the container 1 consequently empties via the inlet / outlet opening 4 and the feed opening 24 from the container 1 into the casting cylinder 23 due to gravity and assisted by the pressurization of the container interior 14 with inert gas under pressure and possibly also by the piston feed movement from its rear end position C in its front end position A.
- Fig. 7 shows in sections the dosing 1 in this discharge position, symbolized by corresponding Schmelzeausströmpfeile 38.
- the dosing 1 is then ready to carry out a new melt receiving operation and is returned by the transfer unit 29 from its emptying position to the waiting position on the furnace 26 or right back into its melt receiving position the melting pot 27 swung back.
- FIG. 8 An advantageous embodiment of the invention is in the 8 to 14 shown.
- this device has identical or functionally equivalent components as that according to the Fig. 1 to 7
- the same reference numerals are used, and in that regard, the above description of the device according to the Fig. 1 to 7 including their functionality and benefits.
- This also applies, for example, to leaving the capillary opening 4a between the inlet / outlet nozzle 1e and the sealing plug 5, when the latter is in its melt opening 4 otherwise closing position is closed, as in Fig. 8 shown.
- a weight sensor 40 which is arranged between the here realized as a piston-cylinder unit linear drive 6 of the sealing plug 5 and a support member 41, via which the dosing container 1 is coupled in this example to a transfer unit, not shown in the construction and Functioning example of the transfer unit 29 according to Fig. 3 equivalent.
- the container pot 1 a is held in this example on the container lid 1 b to a housing of the piston-cylinder unit 6.
- the weight sensor 40 which is also referred to as a load cell, conventionally comprises a measuring element for measuring the weight of the coupled metering container 1 together with the piston-cylinder unit 6 and an evaluation part for evaluating the weight force measurement.
- the Sensoraustician can be integrated as required and application with the measuring element in a common sensor housing or otherwise housed as hardware and / or software, e.g. as part of a control unit, not shown here, which performs the various control tasks of the melt metering device.
- characteristic functionalities for the weight sensor 40 are implemented.
- a first functionality of the weight sensor 40 is to spend the dosing container 1 for receiving melt from the melt bath 28 in a desired, defined suction or immersion position 1 A , as in Fig. 9 corresponding Fig. 5 is shown.
- the dosing container 1 is moved again from the melt discharge point to the melt receiving location after a previous emptying operation, where it is lowered onto the melt bath 28.
- the melt bath 28 exerts a dependent of the immersion depth buoyancy force on the container 1, which leads to a corresponding reduction in the weight sensor 40 measured by the weight.
- an optimum immersion position for example, in the position in which the Schmelzebadapt 28a is located at the upper end of the inlet / outlet nozzle 1 e, so that the nozzle 1 e completely immersed in the molten bath 28, while from there widening pot bottom portion 1 d is not immersed in the melt 28.
- the Evakuier Marie is activated, as in Fig. 10 by a plug return arrow 42 and evacuation flow arrows 43.
- melt 37 is sucked into the container 1, as illustrated by the melt flow arrows 36.
- the weight sensor 40 monitors the amount of melt 37 sucked into the container 1 during the melt picking process by measuring the container weight. This can be facilitated by zeroing the weight sensor 40 after the immersed position 1 A of the container 1 is reached, so that it then directly detects the weight of the sucked into the container 1 amount of melt 37.
- the suction process is terminated by the closure plug 5, as in Fig. 11 shown, is advanced to its closed position, as symbolized by a movement arrow 44, and the dosing container 1 is lifted out of the melt bath 28. Thereafter, the dosing tank 1 is moved from the melt receiving location to the melt discharge location, keeping the evacuation feed activated or equal to the suction power as above, to step S4 of FIG Fig. 4 explained.
- Fig. 12 shows in cross-section in this case as a circumferentially continuous Kapillarringspalt 4a 1 between the plug outer wall 5a and the nozzle inner wall 1 e 'capillary formed.
- the outer diameter of the sealing plug 5 is selected to be slightly smaller by a corresponding Kapillarvie than the inner diameter of the inlet / outlet nozzle 1 e.
- the optimum for the desired effect capillary width can be determined empirically for the particular application, for example.
- Fig. 13 shows an alternative design of the capillary 4a in the form of several circumferentially distributed arranged Kapillarrillen 4a 2 , which are provided axially extending in this example as grooves on the inner edge of the inlet / outlet nozzle 1 e. It is understood that further alternative configurations of the capillary opening 4a are possible. So can instead of the circumferentially continuous Kapillringepalts 4a 1 be provided over a part of the entire circumference Kapillarringspalt be provided. In other alternative embodiments, instead of the capillary grooves 4a 2, only one capillary groove is provided, and / or the at least one capillary groove does not run exactly axially, but with one component in the circumferential direction.
- one or more capillary grooves are provided on the outer circumference of the closure plug 5 instead of on the inner edge of the nozzle 1 e, or at least one capillary groove is provided both on the closure plug 5 and on the nozzle 1 e.
- the weight sensor 40 monitors the weight of the filled dosing container 1 during its transport from the melt receiving location to the melt discharge location. As a result, any dripping or leaching of the melt 37 received by the container 1 can be detected.
- the discharge process is triggered by, as in Fig. 14 shown, the closure plug 5 is moved back to its open position, as symbolized by a movement arrow 45, and the Evakuier engaged switched off and switched to vent or Schutzgasbeetzwegung, as symbolized by flow arrows 46.
- the melt 37 thereby passes quickly from the container 1 into the casting cylinder 23, as symbolized by the outflow arrows 38.
- the shape of the container 1 and in particular its bottom portion 1 d including the nozzle 1 e allows complete emptying of the container 1 in its shown vertical position above the casting cylinder 23, without having to be tilted to it.
- the weight sensor 40 monitors in a further implemented functionality the complete emptying of the container 1, by the Container weight monitored during emptying process. As soon as it is detected by the weight sensor 40 that the weight reduction during the emptying process corresponds to the weight increase during the filling process, a complete emptying of the container 1 can be concluded. If required, this monitoring between intake quantity and emptied quantity of melt can be used as a plausibility check for quality assurance purposes.
- closure plug 5 is preferably moved back into its closed position and the Schutzgasbeaufschlagung can be terminated.
- the lowering of the metering tank 1 into the molten bath 28 may be 1 A monitored using a pressure measurement or controlled in order to achieve the desired dipping position.
- the container 1 is lowered with the closure stopper 5 moved into its open position, while the protective gas loading of the container 1 is kept active.
- the invention provides a very advantageous, novel melt metering apparatus with which melt can be transported in a precisely metered amount without the ingress of air from a melt bath to a melt discharge location.
- the dosing is evacuated.
- the dosing can be kept closed and a negative pressure in the dosing be maintained. This causes, in particular in combination with a capillary opening at the otherwise closed melt opening, that the melt can be held securely on and in the container even in the critical area there.
- the metering container may have a removal nozzle with respect to a main part of the container of very small cross-section, whereby it needs to be immersed in the melt bath only with this inlet nozzle, which minimizes Aufreiss bine on the surface of the melt bath.
- the evacuation of the dosing tank also keeps heat losses low, with additional thermal insulation being provided for the tank walls as needed, e.g. the pot wall and / or the container lid.
- An aspect of the invention also provides for particular advantageous implementations for a weight sensor equipped with corresponding melt metering devices.
- the weight sensor of the monitoring of the weight of the empty dosing tank when lowering into the melt bath which allows a simple achievement of a desired optimal immersion / suction position, without requiring a separate position sensor, for example in the form of an externally to be arranged on the dosing Schmelzebad- Immersion sensor is necessary.
- the weight sensor can be implemented with additional functionalities. For example, it can monitor the container weight during the transport of the dosing container from the melt receiving location to the melt discharge location in order to be able to determine whether undesired melt drips from the container or runs out of the container.
- the weight sensor may monitor the container weight during the melt suction process to detect when the desired amount of melt has been sucked into the container to stop the melt picking operation.
- the weight sensor may be used to monitor the container weight during the evacuation process to determine if the container has been completely emptied. It is understood that only a part of these mentioned functions for the weight sensor needs to be implemented as needed.
- FIGS. 8 to 14 an embodiment is shown which has both the weight sensor and the capillary. It is understood that the invention also includes embodiments that have only the weight sensor in corresponding implementations, however, not the capillary opening at the otherwise closed melt opening.
- the melt metering device according to the invention can be used not only for the explicitly shown case of metal diecasting machines, but for any other pouring devices in which melt is to be transferred from a spatially remote melt bath to a melt discharge location or casting location, as for example in diecasting plants.
- the melt metering device according to the invention is very easily adaptable to existing casting units and furnaces, so that existing installations can easily be retrofitted therewith. Even larger BadLiteschwankept in melting crucible of the melting furnace are no problem for the inventive Schmelzezudosiervoriques. The dosing is simply lowered so far into the crucible until it is detected that the container is immersed with its inlet nozzle in the melt.
- the transfer unit for the dosing tank can be kept structurally simple and can be used with only a single drive if required.
- melt metering device it is possible to transfer any customary melt materials, in particular metallic melts, such as for aluminum, magnesium and zinc castings.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Vacuum Packaging (AREA)
- Basic Packing Technique (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Continuous Casting (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Sampling And Sample Adjustment (AREA)
Description
- Die Erfindung bezieht sich auf eine Schmelzezudosiervorrichtung für eine Gießeinrichtung, wobei die Schmelzezudosiervorrichtung einen zwischen einem Schmelzeaufnahmeort und einem Schmelzeabgabeort bewegbaren, evakuierbaren Dosierbehälter aufweist, der dafür eingerichtet ist, eine dosierbare Menge an Gießschmelzematerial am Schmelzeaufnahmeort aus einem Schmelzebad zu entnehmen, an den Schmelzeabgabeort der Gießeinrichtung zu überführen und dort abzugeben, auf ein mit einer solchen Vorrichtung durchführbares Schmelzezudosierungsverfahren und auf eine mit einer solchen Schmelzezudosiervorrichtung ausgerüstete Gießmaschine. Derartige Vorrichtungen und Verfahren kommen z.B. bei Metalldruckgießmaschinen zur Zudosierung der zu gießenden Metallschmelze zum Einsatz.
- Es sind Schmelzezudosiervorrichtungen bekannt, bei denen Gießschmelzematerial durch Eintauchen eines Gieß- bzw. Schöpflöffels in ein Schmelzebad aufgenommen wird, der anschließend zu einem Schmelzeabgabeort bzw. Gießort überführt wird, um dort das Schmelzematerial abzugeben. Der Löffel kann handbetätigt oder an eine maschinelle Transfereinheit angekoppelt sein, die ihn betätigt. Während des Transfers ist die Oberfläche der im Löffel aufgenommenen Schmelze Atmosphärenluft ausgesetzt.
- Alternativ sind Schmelzezudosiersysteme in Gebrauch, bei denen das Schmelzematerial durch eine mechanische Pumpe oder durch pneumatisches Verdrängen vom Schmelzebad eines Schmelzofens in ein nach unten geneigtes Überführrohr befördert wird, in welchem es zum Schmelzeabgabeort fließt. Diese Systeme sind jedoch vergleichsweise aufwändig, und das Schmelzematerial kühlt durch das Entlangströmen im Überführrohr relativ stark ab, wenn keine entsprechenden Gegenmaßnahmen getroffen werden.
- Weiter alternativ sind Schmelzezudosiervorrichtungen der eingangs genannten Art bekannt. Diese beinhalten einen evakuierbaren Dosierbehälter mit zugeordneter Evakuiereinrichtung. Die Offenlegungsschrift
JP 2000-218360 A - In der Offenlegungsschrift
JP 2009-039764 A JP 2000-218360 A JP 2009-039764 A - Der Erfindung liegt als technisches Problem die Bereitstellung einer Schmelzezudosiervorrichtung der eingangs genannten Art sowie eines von dieser durchführbaren Schmelzezudosierverfahrens und einer mit dieser ausgerüsteten Gießmaschine zugrunde, mit denen sich das Gießschmelzematerial in vorteilhafter Weise aus einem Schmelzebad dosierbar entnehmen und zu einem Abgabeort überführen lässt, wobei unerwünschte Oxidationseffekte des überführten Schmelzematerials und/oder unerwünschte Schmelzeverluste beim Dosierbehältertransport vom Schmelzeaufnahmeort zum Schmelzeabgabeort ganz oder jedenfalls weitgehend vermieden werden.
- Die Erfindung löst dieses Problem durch die Bereitstellung einer Schmelzezudosiervorrichtung mit den Merkmalen des Anspruchs 1, eines Schmelzezudosierverfahrens mit den Merkmalen des Anspruchs 9 und einer Gießmaschine mit den Merkmalen des Anspruchs 15. Vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen angegeben.
- Die erfindungsgemäße Schmelzezudosiervorrichtung weist einen evakuierbaren Dosierbehälter und eine Evakuiereinrichtung zur Evakuierung des Dosierbehälters auf. Durch das Evakuieren des Dosierbehälters wird vermieden, dass das im Dosierbehälter aufgenommene Gießschmelzematerial Atmosphärenluft oder einer anderen für die Schmelze nachteiligen Atmosphäre ausgesetzt ist. So kann das Schmelzematerial im evakuierten, geschlossenen Dosierbehälter sicher und chemisch unbeeinflusst zum Schmelzeabgabeort bzw. Gießort überführt werden. Die Verwendung des evakuierbaren und damit zwangsläufig geschlossenen Dosierbehälters minimiert zudem Wärmeverluste für das transportierte Schmelzematerial, wobei der Dosierbehälter optional mit einer thermischen Isolierung versehen sein kann.
- Charakteristischerweise beinhaltet die erfindungsgemäße Schmelzezudosiervorrichtung einen speziellen Gewichtssensor, der dafür eingerichtet ist, das Gewicht des leeren Dosierbehälters beim Absenken in das Schmelzebad auf das Erreichen einer vorgebbaren Eintauchposition des Dosierbehälters zu überwachen.
- Durch den Gewichtssensor kann der Dosierbehälter sicher und zuverlässig in seine vorgebbare Eintauchposition zum Aufnehmen von Schmelzematerial aus dem Schmelzebad gebracht werden, ohne dass dazu ein eigener Eintauchsensor erforderlich ist. Der Gewichtssensor nutzt dafür den Effekt, dass sich das Gewicht des leeren Dosierbehälters beim Eintauchen in das Schmelzebad aufgrund der resultierenden Auftriebskraft messbar verringert. Dieser Effekt ist umso ausgeprägter, je leichter der Dosierbehälter ist. Zusätzlich kann dieser Effekt durch die Gestaltung des Dosierbehälters im eintauchenden unteren Bereich beeinflusst werden.
- In einer Weiterbildung weist die erfindungsgemäße Schmelzezudosiervorrichtung ein ansteuerbares Verschlussmittel zum wahlweisen Öffnen und Schließen einer Schmelzeöffnung des Dosierbehälters, das in seiner Schließstellung die Schmelzeöffnung des Dosierbehälters unter Belassung einer Kapillaröffnung verschließt. Eine Anforderung an den evakuierbaren Dosierbehälter besteht häufig darin, dass auf dem Transportweg vom Schmelzeaufnahmeort zum Schmelzeabgabeort möglichst kein Schmelzematerial vom Behälter abtropft bzw. aus diesem herausleckt. Es hat sich gezeigt, dass diese Anforderung mit dem speziellen Verschlussmittel besonders gut erfüllt wird, das in seiner Schließstellung eine Kapillaröffnung belässt und somit nicht versucht, die Schmelzeöffnung dicht zu verschließen. Dank der Kapillaröffnung kann Schmelzematerial, das nach Anheben des Dosierbehälters aus dem Schmelzebad im Bereich der Schmelzeöffnung verbleibt, durch die aufrechterhaltene Evakuierung des Behälterinneren und den dadurch auch im Bereich der Kapillaröffnung wirkenden Unter- bzw. Saugdruck sicher und zuverlässig am und im Behälter gehalten werden, ohne von diesem weg nach unten zu tropfen bzw. aus diesem herauszulecken.
- In einer Weiterbildung der Erfindung ist die Kapillaröffnung durch einen Kapillarringspalt zwischen einem Innenrand der Schmelzeöffnung und einem Außenrand des Verschlussmittels oder durch wenigstens eine Kapillarspaltrille gebildet, die am Innenrand der Schmelzeöffnung oder am Außenrand des Verschlussmittels vorgesehen ist. Dies stellt funktionell vorteilhafte und herstellungstechnisch einfache Realisierungen für die Kapillaröffnung dar.
- In einer Ausgestaltung der Erfindung ist die Schmelzeöffnung in einem Bodenbereich des Dosierbehälters vorgesehen, und das ansteuerbare Verschlussmittel beinhaltet einen längsbeweglich im Dosierbehälter angeordneten Verschlussstopfen. Diese Anordnung hat den Vorteil, dass der Dosierbehälter zum Aufnehmen von Schmelzematerial nur mit seinem Bodenbereich bis zum Schmelzebad abgesenkt werden muss, um Schmelze über die Schmelzeöffnung aus dem Schmelzebad in den Dosierbehälter einzusaugen. Zudem braucht zum Abgeben der Schmelze aus dem Dosierbehälter lediglich das Verschlussmittel die Schmelzeöffnung freizugeben, ohne dass der Dosierbehälter dazu bewegt, z.B. in eine Entleerungsstellung verkippt, werden muss. Die Schmelzeöffnung lässt sich problemlos so gestalten, dass sich der Dosierbehälter vollständig entleert, ohne dass dafür zusätzliche Maßnahmen erforderlich sind. Dazu kann die Schmelzeöffnung z.B. an einem tiefsten Punkt des Behälterbodens vorgesehen sein. In weiterer Ausgestaltung der Erfindung ist die Schmelzeöffnung durch einen vom Bodenbereich des Dosierbehälters nach außen abragenden, rohrförmigen Stutzenbereich gebildet. Der Dosierbehälter braucht dann nicht in seiner ganzen Breite des Bodenbereichs, sondern nur mit seinem Stutzenbereich in das Schmelzebad eingetaucht werden, um Schmelze in den Dosierbehälter einzusaugen. Der Stutzenbereich lässt sich mit vergleichsweise geringem Durchmesser realisieren, wodurch Aufreißeffekte der Schmelzeoberflächenschicht des Schmelzebades minimal gehalten werden können.
- In einer Weiterbildung der Erfindung weist die Schmelzezudosiervorrichtung ein ansteuerbares Schutzgasbeaufschlagungsmittel auf, durch welches der Dosierbehälter in steuerbarer Weise mit einem üblichen Schutzgas beaufschlagt werden kann, wie es z.B. für eine Schutzgasatmosphäre in einem Schmelzofen über dem Schmelzebad gebräuchlich ist. Das Schutzgas erfüllt dabei seine übliche Schutzgasfunktion für das Schmelzematerial im Dosierbehälter und kann zudem bei Überdruckanwendung das Austragen der Schmelze aus dem Dosierbehälter am Schmelzeabgabeort unterstützen.
- In einer Weiterbildung der Erfindung beinhaltet die Evakuiereinrichtung eine Vakuumpumpe oder eine gesteuert bestätigte Kolben-Zylinder-Einheit. Beide Alternativen ermöglichen mit relativ geringem Aufwand die gewünschte Evakuierung des Dosierbehälters.
- In einer Weiterbildung der Erfindung ist der Gewichtssensor dafür eingerichtet, das Gewicht des befüllten Dosierbehälters bei dessen Bewegung vom Schmelzeaufnahmeort zum Schmelzeabgabeort zu erfassen und auf diese Weise einen etwaigen Schmelzeverlust zu erkennen.
- In einer Weiterbildung der Erfindung ist der Gewichtssensor dafür eingerichtet, das Gewicht des Dosierbehälters beim Schmelzeabgabevorgang zu erfassen, um dadurch erkennen zu können, ob bzw. wann der Behälter vollständig entleert ist.
- Das erfindungsgemäße Verfahren wird mit der erfindungsgemäßen Schmelzezudosiervorrichtung durchgeführt.
- In einer Weiterbildung dieses Verfahrens wird zum Aufnehmen von Schmelzematerial aus dem Schmelzebad der Dosierbehälter bis zum Erreichen der vorgebbaren, über den Gewichtssensor detektierten Eintauchposition in das Schmelzebad abgesenkt und das Schmelzeöffnungs-Verschlussmittel in eine Offenstellung gesteuert. Eine optionale Schutzgasbeaufschlagung kann deaktiviert werden, und die Evakuiereinrichtung wird aktiviert. Dadurch wird Schmelzematerial in den Dosierbehälter eingesaugt und gegebenenfalls das Schutzgas aus dem Dosierbehälter abgezogen.
- In einer Weiterbildung der Erfindung wird das Aufnehmen von Schmelzematerial aus dem Schmelzebad in den Dosierbehälter nach Ablauf einer vorgebbaren Zeitdauer oder bei Erreichen einer vorgebbaren Schmelzefüllmenge im Dosierbehälter, die z.B. durch den Gewichtssensor detektiert werden kann, beendet, wobei das Schmelzeöffnungs-Verschlussmittel des Dosierbehälters in eine Schließstellung gesteuert wird. Dies macht das Aufnehmen und Überführen einer genau dosierbaren Schmelzematerialmenge vom Schmelzebad zum Abgabeort vorteilhaft einfach.
- In einer Ausgestaltung der Erfindung wird die Evakuiereinrichtung nach beendetem Aufnehmen von Schmelzematerial aus dem Schmelzebad in den Dosierbehälter bei geschlossen gehaltenem Schmelzeöffnungs-Verschlussmittel aktiviert gehalten, bis ein Schmelzeabgabevorgang beginnt. Dies ermöglicht eine Entgasung der im Dosierbehälter aufgenommenen Schmelze während ihres Transports zum Abgabeort. Bei denjenigen Ausführungsformen der Erfindung, bei denen vorgesehen ist, dass die Kapillaröffnung bei geschlossener Schmelzeöffnung verbleibt, wird durch die beibehaltene Evakuierung des Dosierbehälters in Kombination mit der Kapillaröffnung zudem die Schmelze sicher am bzw. im Behälter gehalten, was einem unbeabsichtigten Schmelzeverlust auf dem Transportweg vom Aufnahmeort zum Abgabeort vorbeugt.
- In einer Weiterbildung der Erfindung wird zum Abgeben von Schmelzematerial aus dem Dosierbehälter das Schmelzeöffnungs-Verschlussmittel in eine Offenstellung gesteuert, und die Schutzgasbeaufschlagung wird aktiviert. Dadurch kann das Schmelzematerial mit Schutzgasüberdruck und ggf. durch Schwerkraft zügig aus dem Dosierbehälter ausgetragen werden.
- In einer Weiterbildung der Erfindung wird das Gewicht des Dosierbehälters beim Bewegen vom Schmelzeaufnahmeort zum Schmelzeabgabeort auf einen etwaigen Schmelzeverlust hin und/oder beim Schmelzeabgabevorgang auf eine vollständige Entleerung hin überwacht, wozu insbesondere der in den entsprechenden Ausführungsformen der Erfindung vorhandene Gewichtssensor verwendet werden kann.
- Eine erfindungsgemäße Druckgießmaschine ist mit der erfindungsgemäßen Schmelzezudosiervorrichtung ausgerüstet. Dabei kann es sich insbesondere um eine Metalldruckgießmaschine handeln, wobei das verarbeitete Metallmaterial z.B. Aluminium, Magnesium oder Zink sein kann.
- Vorteilhafte Ausführungsformen der Erfindung und damit in Zusammenhang stehende Ausführungsformen sind in den Zeichnungen dargestellt und werden nachfolgend beschrieben. Hierbei zeigen:
- Fig. 1
- eine schematische Ansicht einer nicht erfindungsgemäßen Schmelzezudosiervorrichtung mit einem evakuierbaren Dosierbehälter in Längsschnittdarstellung und mit einer Vakuumpumpe als Evakuiereinrichtung,
- Fig. 2
- eine Darstellung entsprechend
Fig. 1 für eine Variante der Schmelzezudosiervorrichtung vonFig. 1 mit einer KolbenZylinder-Einheit als Evakuiereinrichtung, - Fig. 3
- eine schematische Schnittansicht eines hier interessierenden Teils einer Metalldruckgießmaschine mit einer Schmelzezudosiervorrichtung nach Art von
Fig. 1 oder 2 , - Fig. 4
- ein schematisches Flussdiagramm eines mit den gezeigten Vorrichtungen durchführbaren Schmelzezudosierverfahrens,
- Fig. 5
- eine ausschnittweise Schnittansicht eines unteren Teils des Dosierbehälters von
Fig. 1 oder 2 in einer Position zum Einsaugen von Schmelzematerial, - Fig. 6
- eine Ansicht entsprechend
Fig. 4 , jedoch mit dem Dosierbehälter in einer Überführposition zwischen Schmelzeaufnahmeort und Schmelzeabgabeort, - Fig. 7
- eine Ansicht entsprechend
Fig. 4 , jedoch mit dem Dosierbehälter in einer Schmelzeabgabeposition, - Fig. 8
- eine schematische Längsschnittansicht einer erfindungsgemäßen Schmelzezudosiervorrichtung, die einen Gewichtssensor beinhaltet,
- Fig. 9
- eine Ansicht entsprechend
Fig. 8 mit der Schmelzezudosiervorrichtung beim Absenken in ein Schmelzebad, - Fig. 10
- eine Ansicht entsprechend
Fig. 9 mit der Schmelzezudosiervorrichtung beim Befüllvorgang, - Fig. 11
- eine Ansicht entsprechend
Fig. 10 mit der Schmelzezudosiervorrichtung auf dem Transportweg vom Aufnahmeort zum Abgabeort, - Fig. 12
- eine Querschnittansicht längs der Linie XII-XII von
Fig. 11 , - Fig. 13
- eine Querschnittansicht entsprechend
Fig. 12 für eine modifizierte Ausführungsform der Erfindung und - Fig. 14
- eine Ansicht entsprechend
Fig. 11 mit der Schmelzezudosiervorrichtung in Entleerungsposition. - Die in
Fig. 1 gezeigte Schmelzezudosiervorrichtung beinhaltet als Schmelzeaufnahmemittel einen evakuierbaren Dosierbehälter 1 mit einem im Wesentlichen zylindrischen Behältertopf 1 a und einem Deckel 1 b, der zur oberseitigen Abdeckung des Behältertopfs 1 a auf diesen aufgesetzt und mit diesem lösbar verbunden ist. Dazu weist der Behältertopf 1a an seiner Oberseite einen nach außen abstehenden Ringflansch 1 c auf, an dem der Deckel 1 b z.B. mittels nicht gezeigter Verschraubungen befestigt ist, wobei eine Ringdichtung 2 zwischen den Topfflansch 1 c und den Deckel 1 b eingefügt ist. Am Deckel 1 b ist ein nach oben abkragender Flansch 3 mit einer Aufhängungsöffnung 3a ausgebildet, durch die der Dosierbehälter 1 schwenkbeweglich an einer Transfereinheit angebracht werden kann. - Der Behältertopf 1 a ist in einem Bodenbereich 1 d trichterförmig mit einem schrägen Bodentrichterabschnitt ausgebildet, von dem nach unten ein rohrförmiger Stutzenbereich 1 e abragt, der eine Schmelzeöffnung 4 des Behälters 1 bildet, über die Schmelzematerial in den Behälter 1 eingeleitet und wieder aus diesem abgeführt werden kann.
- Der Schmelzeöffnung 4 ist ein ansteuerbares Verschlussmittel zugeordnet, das einen parallel zur Längsachse des Behältertopfs 1 a längsbeweglich im Dosierbehälter 1 angeordneten Verschlussstopfen 5 beinhaltet. Durch Längsbewegung, wie mit einem Bewegungspfeil P1 symbolisiert, kann der Verschlussstopfen 5 wahlweise in eine Schließstellung oder eine Offenstellung gebracht werden, wobei
Fig. 1 den Verschlussstopfen 5 in seiner die Schmelzeöffnung 4 freigebenden Offenstellung zeigt. Zur Betätigung des Verschlussstopfens 5 dient ein entsprechender Linearantrieb 6, der am Behälterdeckel 1 b befestigt ist. - Dem Dosierbehälter 1 ist eine Evakuiereinrichtung zugeordnet, die im Beispiel von
Fig. 1 eine Vakuumpumpe 7 beinhaltet. Die Vakuumpumpe 7 ist über eine kombinierte Vakuum-/Schutzgasleitung 8 mit dem Innenraum des Behälters 1 verbunden. - Weiter ist dem Dosierbehälter 1 ein Schutzgasbeaufschlagungsmittel zugeordnet, das eine Schutzgasquelle 9 beinhaltet, die über eine Schutzgasleitung 10 an die kombinierte Vakuum-/Schutzgasleitung 8 angekoppelt ist. In der Schutzgasleitung 10 ist ein optionales Handabsperrventil 11 und ein ansteuerbares Magnetventil 12 vorgesehen.
- Durch entsprechende Aktivierung der Vakuumpumpe 7 bzw. des Schutzgasbeaufschlagungsmittels 9 bis 12 kann ein Innenraum 14 des Dosierbehälters 1 wahlweise evakuiert oder mit einem üblichen Schutzgas, z.B. ein Stickstoffgas, beaufschlagt werden. Ein Abschnitt 8a der kombinierten Vakuum-/Schutzgasleitung 8 ist als flexibler Leitungsabschnitt, z.B. in Form eines entsprechenden Schlauchstücks, derart realisiert, dass der Dosierbehälter 1 in entsprechendem Maß gegenüber der Vakuumpumpe 7 und der Schutzgasquelle 9 beweglich bleibt. Der Dosierbehälter 1 kann damit unbehindert von seiner Ankopplung an die Vakuumpumpe 7 und die Schutzgasquelle 9 die gewünschte Schmelzetransportbewegung ausführen, auch wenn die Vakuumpumpe 7 und die Schutzgasquelle 9 stationär angeordnet sind.
- Der Dosierbehälter 1 verfügt des Weiteren über einen Schmelzefüllstandssensor 13 zur Detektion des Schmelzefüllstands im Behälter 1. Im gezeigten Beispiel ist der Füllstandssensor 13 als Messstab von an sich bekanntem Typ ausgebildet, der am Behälterdeckel 1 b festgelegt ist und sich von dort nach unten in den Behälterinnenraum 14 erstreckt. Je nach Bedarf und Sensorauslegung erfasst der Schmelzefüllstandssensor 13 kontinuierlich den Füllstand von Schmelzematerial im Behälter 1 oder detektiert, wenn der Schmelzefüllstand einen bestimmten Schwellwert erreicht bzw. über- oder unterschritten hat.
- Außenseitig ist am Dosierbehälter 1 ein Schmelzebad-Eintauchsensor 15 angeordnet, mit dem erfasst werden kann, ob und/oder wie tief der Behälter 1 in ein Schmelzebad eines Schmelzofens zwecks Aufnahme von Schmelzematerial eingetaucht ist. Im gezeigten Beispiel ist der Sensor 15 durch einen hierfür an sich bekannten Messstab gebildet, der am Außenrand des Behälterdeckels 1 b außerhalb des Behältertopfs 1 a nach unten weisend festgelegt ist. Dabei erstreckt er sich mit seinem Messfühlerteil wenigstens bis hinunter zum Niveau des Topfbodenbereichs 1 d bzw. des rohrförmigen Einlass-/Auslassstutzens 1 e. Dadurch kann er das Eintauchen des Einlass-/Auslassstutzens 1 e in das Schmelzebad detektieren.
-
Fig. 2 zeigt eine Variante der Vorrichtung vonFig. 1 , die sich von dieser lediglich in der Realisierung der Evakuiereinrichtung unterscheidet. Im Übrigen sind für identische oder funktionell äquivalente Komponenten gleiche Bezugszeichen verwendet, und es kann insoweit auf die obige Beschreibung zuFig. 1 verwiesen werden. - Beim Ausführungsbeispiel von
Fig. 2 beinhaltet die Evakuiereinrichtung eine Kolben-Zylinder-Einheit 17 mit einem Zylinder 16, einem in diesem axialbeweglich geführten Kolben 18 und einer von diesem auf einer Seite abgehenden Kolbenstange 19, die auf einer Stirnseite des Zylinders 16 herausgeführt und mit ihrem zugehörigen Ende an einen Linearantrieb 20 gekoppelt ist. Durch den Linearantrieb 20 lässt sich der Kolben 18 im Zylinder 16 zwischen einer vollständig eingeschobenen Endstellung A, mit durchgezogenen Linien gezeigt, und einer vollständig ausgezogenen Stellung C, gestrichelt symbolisiert, verschieben, wie mit einem Doppelpfeil P2 illustriert. Über ein zugeordnetes, als Endschalterelement für den Linearantrieb 20 fungierendes Sensorelement 21 wird eine vorgebbare Zwischenstellung bzw. Mittenstellung B, ebenfalls gestrichelt symbolisiert, erkannt. Durch Zurückbewegen des Kolbens 18 wird der Dosierbehälter 1 evakuiert, z.B. beim Aufnehmen von Schmelzematerial in den Behälter 1. Das Vorschieben des Kolbens 18 kann beispielsweise während des Schmelzeabgabevorgangs erfolgen. -
Fig. 3 zeigt eine Schmelzezudosiervorrichtung nach Art vonFig. 1 oder 2 im Einsatz bei einer Gießeinrichtung. Im gezeigten Beispiel ist die Gießeinrichtung exemplarisch als eine Metalldruckgießmaschine zum Gießen von Metallteilen z.B. aus Aluminium, Magnesium oder Zink gezeigt. - Die Druckgießmaschine beinhaltet in an sich bekannter Weise einen Aufbau 22 für eine hier nicht gezeigte Gießform mit einer festen und einer beweglichen Formhälfte, die von einem hier ebenfalls nicht weiter gezeigten Schließteil betätigt wird, und mit einer Schmelzezufuhreinheit, die einen im gezeigten Beispiel horizontal angeordneten Gießzylinder 23 mit oben liegender Schmelzezufuhröffnung 24 sowie einen Gießkolben 5 umfasst. Der Gießkolben 5 ist im Gießzylinder 23 zwischen einer die Zufuhröffnung 24 zwecks Schmelzezufuhr freigebenden, zurückgezogenen Stellung, wie in
Fig. 3 gezeigt, und einer vorgeschobenen Position axialbeweglich angeordnet, wobei der Gießkolben 25 durch Vorbewegen in die vorgeschobene Endstellung eine zuvor in den Gießzylinder 23 zugeführte, dosierte Menge an Metallschmelze in die zuvor geschlossene Gießform drückt. - Des Weiteren beinhaltet die Druckgießmaschine einen Schmelzofen 26, der in vorgegebener Entfernung vom Gießformaufbau 22 angeordnet ist. Auch der Schmelzofen 26 ist von einem an sich bekannten Typ mit einem Schmelzentiegel 27 zur Bereitung eines Schmelzebades 28 des betreffenden Metallmaterials.
- Die Druckgießmaschine ist mit einer Schmelzezudosiervorrichtung nach Art von
Fig. 1 oder 2 ausgerüstet, um für den jeweiligen Gießvorgang eine vorgebbare, dosierte Menge an Metallschmelze dem Schmelzebad 28 zu entnehmen, zur Zufuhröffnung 24 des Gießzylinders 23 zu überführen und dort in den Gießzylinder 23 abzugeben. Dazu weist die Schmelzezudosiervorrichtung den Dosierbehälter 1 und eine Transfereinheit 29 auf, an die der Dosierbehälter 1 angekoppelt ist. - Speziell beinhaltet die Transfereinheit 29 im gezeigten Beispiel einen von einem zugehörigen Schwenkantrieb 30 betätigten Schwenkarm 31, an dessen freies Ende der Dosierbehälter 1 über seine Aufhängung 3, 3a angelenkt ist. Der Schwenkarm 31 führt eine mit einer gestrichelten Bogenkurve 32 symbolisierte, etwa halbkreisförmige Schwenkbewegung aus, um den Dosierbehälter 1 zwischen einem Schmelzeaufnahmeort im Tiegel 27, mit durchgezogenen Linien gezeigt, und einem Schmelzeabgabeort am Gießzylinder 23, mit gestrichelten Linien gezeigt, zu bewegen. Die Anlenkung des Dosierbehälters 1 an den Schwenkarm 31 ist dabei so gewählt, dass der Dosierbehälter 1 wie gezeigt gegenüber dem Schwenkarm 31 eingeschränkt derart drehbeweglich ist, dass er am Schmelzeaufnahmeort im Tiegel 27 eine vertikale Stellung einnimmt, am Schmelzeabgabeort über dem Gießzylinder 23 hingegen eine wie gezeigt leichte Schrägstellung relativ zu seiner Vertikalposition einnimmt. Dies kann beispielsweise durch einen Kettenradmechanismus mit einer Kette 33 zwischen einem antriebsseitigen Kettenrad 34 am angelenkten Ende des Schwenkarms 31 und einem behälterseitigen Kettenrad 35 an der Behälteranlenkung am freien Schwenkarmende bewerkstelligt werden, wobei die Kettenräder 34, 35 mit geeignet unterschiedlicher Zähnezahl ausgelegt sind, z.B. das antriebsseitige Kettenrad 34 mit größerer Zähnezahl als das behälterseitige Kettenrad 35. Mit der halbkreisförmigen Schwenkbewegung des Schwenkarms 31 führt dann der Dosierbehälter 1 synchron eine Schwenkbewegung zwischen seiner Vertikalstellung am Schmelzeaufnahmeort im Tiegel 27 und seiner Schrägstellung am Schmelzeabgabeort über dem Gießzylinder 23 aus.
- Nachfolgend wird unter zusätzlicher Bezugnahme auf das Ablaufdiagramm von
Fig. 4 und die ausschnittweisen Situationsdarstellungen derFig. 5 bis 7 detaillierter auf den Schmelzezudosiervorgang bei der Metalldruckgießmaschine vonFig. 3 eingegangen. Bei abgeschalteter Maschine bzw. während Wartepausen hält die Transfereinheit 29 den Dosierbehälter 1 in einer Warteposition, Schritt S1 inFig. 4 , außerhalb des Schmelzentiegels 27 über dem Schmelzofen 26. In dieser Warteposition ist die Evakuiereinrichtung 7, 16 bis 21 deaktiviert. - Sobald die Durchführung eines Gießvorgangs angefordert wird, senkt die Transfereinheit 29 den Dosierbehälter 1 in den Schmelzentiegel 27 ab, bis vom Eintauchsensor 15 erkannt wird, dass der Dosierbehälter 1 mit seinem Einlass-/Auslassstutzen 1 e in das Schmelzebad 28 eingetaucht ist. Speziell detektiert der Eintauchsensor 15, dass er mit seinem etwas über dem Niveau der Unterkante des Stutzens 1 e liegenden Messfühlerelement einen Badspiegel 28a des Schmelzebades 28 erreicht hat. Das entsprechende Signal des Eintauchsensors 15 wird als Steuersignal verwendet, durch welches der Verschlussstopfen 5 in seine Offenstellung gesteuert wird, wenn er sich dort nicht bereits in der Warteposition des Dosierbehälters 1 befunden hat, das Magnetventil 9 geschlossen wird und die Evakuiereinrichtung 7, 16 bis 21 aktiviert wird. Dabei ist das Magnetventil 9 zweckmäßigerweise vor dem Eintauchen des Dosierbehälters 1 in das Schmelzebad 28 geöffnet, so dass der Behälterinnenraum 14 mit Schutzgas beaufschlagt ist. Außerdem wird durch dieses Signal des Eintauchsensors 15 die Bewegung des Schwenkarms 31 gestoppt, d.h. der Dosierbehälter 1 verbleibt in einer Schmelzeaufnahmestellung gemäß
Fig. 3 , in welcher er nur mit seinem Stutzen 1 e in das Schmelzebad 28 eintaucht. Dies hat den Vorteil, dass die Schmelzeoberflächenschicht am Badspiegel 28a nicht in störender Weise aufgerissen wird. Die Störung der Schmelzeoberflächenschicht bleibt demgemäß minimal und insbesondere viel geringer als z.B. beim Eintauchen eines Gießlöffels gemäß der eingangs genannten, herkömmlichen Gießlöffeltechnik. - Nach Abschluss dieses Behältereintauchvorgangs, Schritt S2 in
Fig. 4 , wird eine gewünschte, dosierte Menge an Schmelze aus dem Schmelzebad 28 in den Dosierbehälter 1 aufgenommen, Schritt S3 inFig. 4 . Dazu ist, wie erwähnt, die Evakuiereinrichtung 7, 16 bis 21 aktiviert, und durch den im Behälterinnenraum 14 entstehenden Unterdruck wird Schmelze 37 über die vom Verschlussstopfen 5 freigegebene Einlass-/Auslassöffnung 4 in den Behälterinnenraum 14 eingesaugt, wie inFig. 5 mit Schmelzeströmungspfeilen 36 veranschaulicht. Sobald das Niveau der über den als Ansaugstutzen fungierenden Stutzen 1 e in den Behälter 1 eingesaugten Schmelze 37 das untere Messfühlerende des Füllstandssensors 13 erreicht hat, spricht der Füllstandssensor 13 darauf an und gibt ein entsprechendes Signal ab, durch das der Schmelzeaufnahmevorgang beendet wird. Dazu wird der Verschlussstopfen 5 in seine die Öffnung 4 verschließende Schließstellung vorbewegt, in welcher er die Schmelzeöffnung 4 unter Belassung einer Kapillaröffnung 4a verschließt, wie inFig. 6 angedeutet. Mit anderen Worten verschließt der Verschlussstopfen 5 die Schmelzeöffnung 4 in der Schließstellung nicht vollständig, sondern es bleibt die Kapillaröffnung 4a zwischen einem Innenrand 1 e' des Einlass-/Auslassstutzens 1 e und einem Außenrand 5a des Verschlussstopfens 5. Dies lässt sich z.B. dadurch realisieren, dass ein Außendurchmesser des Verschlussstopfens 5 um ein entsprechendes Kapillarmaß geringfügig kleiner gewählt wird als ein Innendurchmesser des Einlass-/Auslassstutzens 1 e. - Alternativ zu der geschilderten Funktion des Schmelzefüllstandssensors 13 kann die Dosierung der im Behälter 1 aufzunehmenden Schmelzemenge dadurch erfolgen, dass für den Schmelzeansaugvorgang eine vorgebbare Zeitdauer und/oder eine vorgebbare Saugwirkung der Evakuiereinrichtung eingestellt werden. Beispielsweise kann der Verschlussstopfen 5 nach einer vorgebbaren Zeitdauer wieder in seine Schließstellung gesteuert werden, und/oder die Saugleistung der Evakuiereinrichtung wird nur für eine vorgebbare Zeitdauer mit einer das Einsaugen von Schmelze in den Behälter 1 ausreichenden Saugleistung aktiviert. Weiter kann im Ausführungsbeispiel von
Fig. 2 auch das Erkennungssignal des Endschalterelements 21 dazu genutzt werden, den Verschlussstopfen 5 in seine Schließstellung zu steuern, wenn der Kolben 18 seine Mittenstellung B erreicht hat. - Die Aktivität der Evakuiereinrichtung 7, 16 bis 21 wird beibehalten, gegebenenfalls mit modifizierter Saugleistung. Bei der Vorrichtung von
Fig. 1 kann dies z.B. durch Umschalten der Vakuumpumpe 7 auf eine geringere Saugmenge bzw. Saugleistung erfolgen. Bei der Vorrichtung vonFig. 2 wird die Saugwirkung zum Aufnehmen der Schmelze 37 durch Zurückbewegen des Kolbens 18 von seiner vorgeschobenen Endstellung A in die Mittenstellung B bewirkt. Diese Mittenposition des Kolbens 18 wird vom Endschalterelement 21 erkannt, dessen Erkennungssignal daraufhin den zugehörigen Linearantrieb 20 für die Kolbenstange 19 auf kleinere Geschwindigkeit umschaltet, im Wesentlichen gleichzeitig zur Schließbewegung des Verschlussstopfens 5. Mit seiner langsameren Weiterbewegung von der Mittenstellung B in seine zurückgezogene Endstellung C hält der Kolben 18 dann eine modifizierte Saugwirkung aufrecht. - Die somit in dosierter Menge in den Behälter 1 eingesaugte Schmelze wird dann mit dem Behälter 1 bei geschlossener Einlass-/Auslassöffnung 4 und Evakuierung des Gasraums im Behälterinnenraum 14 über der aufgenommenen Schmelze zum Schmelzeabgabeort am Gießzylinder 23 überführt, Schritt S4 von
Fig. 4 . Dazu wird der geschlossene Behälter 1, der die aufgenommene Schmelze 37 enthält, von der Transfereinheit 29 aus dem Schmelzentiegel 27 heraus und in die Schmelzeabgabestellung am Gießzylinder 23 über dessen Zufuhröffnung 24 gemäßFig. 3 geschwenkt.Fig. 6 zeigt den Dosierbehälter 1 in dieser Transfersituation mit in dosierter Menge aufgenommener Schmelze 37 und vom Verschlussstopfen 5 unter Belassung der Kapillaröffnung 4a verschlossener Einlass-/Auslassöffnung 4. - Indem wie geschildert während der Transferbewegung des geschlossenen Dosierbehälters 1 eine gewisse Saugleistung der Evakuiereinrichtung 7, 16 bis 21 aufrechterhalten wird, wird vorteilhafterweise eine erwünschte Entgasung der im Behälter 1 aufgenommenen Schmelze 37 bewirkt und gleichzeitig im Zusammenwirken mit der Kapillaröffnung 4a erreicht, dass die aufgenommene Schmelze 37 sicher im Behälter 1 gehalten wird. Insbesondere wird die Schmelze 57 auch im Bereich des Einlass-/Auslassstutzens 1 e sicher und zuverlässig im und am Behälter 1 gehalten, indem dort wegen der Kapillaröffnung 4a die Saugwirkung der Evakuiereinrichtung 7 beibehalten bleibt, obwohl sich der Verschlussstopfen 5 in Schließstellung befindet. Am unteren Rand des Einlass-/Auslassstutzens 1e befindliches Schmelzematerial wird durch die Saugwirkung an die Kapillaröffnung 4a gezogen und bleibt daher am Behälter 1 haften, ohne unerwünschterweise nach unten zu tropfen. Das Kapillarmaß der Kapillaröffnung 4a ist darauf unter Berücksichtigung der übrigen Einflussparameter, wie Form des Einlass-/Auslassstutzens, Saugdruck sowie Dichte und Viskosität des Schmelzematerials passend ausgelegt und wird dazu z.B. experimentell ermittelt.
- Anschließend kann ein Schmelzeabgabevorgang ausgeführt werden, bei dem die dosierte Menge an Schmelze 37 aus dem Dosierbehälter 1 über die Zufuhröffnung 24 bei zurückgeschobenem Gießkolben 25 in den Gießzylinder 23 eingefüllt wird, siehe Schritt S5 in
Fig. 4 . Dazu wird, nachdem der Dosierbehälter 1 seine Abgabe- bzw. Entleerstellung über der Zufuhröffnung 24 des Gießzylinders 23 erreicht hat, der Verschlussstopfen 5 wieder in seine zurückgezogene Offenstellung gesteuert, in welcher er die Einlass-/Auslassöffnung 4 freigibt. Zusätzlich wird das Magnetventil 12 geöffnet und dadurch die Schutzgasbeaufschlagung des Behälterinnenraums wieder aktiviert. Gleichzeitig wird die Evakuierwirkung der Evakuiereinrichtung deaktiviert. Letzteres wird bei der Vorrichtung vonFig. 1 durch Abschalten der Vakuumpumpe 7 erreicht. Bei der Vorrichtung vonFig. 2 wird der Kolben 18 in seiner zurückgezogenen Endstellung C gehalten. Alternativ kann in diesem Fall der Kolben 18 schon während des Entleerungsvorgangs des Dosierbehälters 1 wieder in seine vorgeschobene Position A verbracht werden. Die im Behälter 1 aufgenommene Schmelze entleert sich folglich über die Einlass-/Auslassöffnung 4 und die Zufuhröffnung 24 vom Behälter 1 in den Gießzylinder 23 schwerkraftbedingt und unterstützt durch die Beaufschlagung des Behälterinnenraums 14 mit Schutzgas unter Druck und gegebenenfalls auch durch die Kolbenvorschubbewegung von seiner hinteren Endstellung C in seine vordere Endstellung A. -
Fig. 7 zeigt ausschnittweise den Dosierbehälter 1 in dieser Entleerungsposition, symbolisiert durch entsprechende Schmelzeausströmpfeile 38. Der Dosierbehälter 1 ist anschließend wieder zur Durchführung eines neuen Schmelzeaufnahmevorgangs bereit und wird durch die Transfereinheit 29 von seiner Entleerposition in die Warteposition über dem Schmelzofen 26 oder gleich wieder in seine Schmelzeaufnahmestellung in den Schmelzentiegel 27 zurückgeschwenkt. - Ein vorteilhaftes Ausführungsbeispiel der Erfindung ist in den
Fig. 8 bis 14 dargestellt. Soweit diese Vorrichtung identische oder funktionell äquivalente Komponenten aufweist wie diejenige gemäß denFig. 1 bis 7 sind zum leichteren Verständnis gleiche Bezugszeichen verwendet, und es kann insoweit auf die obige Beschreibung der Vorrichtung gemäß denFig. 1 bis 7 einschließlich deren Funktionsweise und Vorteile verwiesen werden. Dies gilt beispielsweise auch für das Belassen der Kapillaröffnung 4a zwischen Einlass-/Auslassstutzen 1e und Verschlussstopfen 5, wenn sich letzterer in seiner die Schmelzeöffnung 4 ansonsten verschließenden Schließstellung befindet, wie inFig. 8 dargestellt. - Im Unterschied zur Vorrichtung der
Fig. 1 bis 7 weist die Vorrichtung derFig. 8 bis 14 zusätzlich einen Gewichtssensor 40 auf, der zwischen dem hier als Kolben-Zylinder-Einheit realisierten Linearantrieb 6 des Verschlussstopfens 5 und einem Trägerelement 41 angeordnet ist, über das der Dosierbehälter 1 in diesem Beispiel an eine nicht weiter gezeigte Transfereinheit angekoppelt ist, die in Aufbau und Funktionsweise z.B. der Transfereinheit 29 gemäßFig. 3 entspricht. Der Behältertopf 1 a ist in diesem Beispiel über den Behälterdeckel 1 b an einem Gehäuse der Kolben-Zylinder-Einheit 6 gehalten. Der auch als Wiegezelle bezeichnete Gewichtssensor 40 umfasst in üblicher Weise ein Messelement zur Gewichtskraftmessung des angekoppelten Dosierbehälters 1 samt Kolben-Zylinder-Einheit 6 und einen Auswerteteil zur Auswertung der Gewichtskraftmessung. - Der Sensorauswerteteil kann je nach Bedarf und Anwendungsfall mit dem Messelement in einem gemeinsamen Sensorgehäuse integriert sein oder anderweitig als Hardware und/oder Software untergebracht sein, z.B. als Teil einer hier nicht näher gezeigten Steuereinheit, welche die diversen Steuerungsaufgaben der Schmelzezudosiervorrichtung ausführt. Im Auswerteteil sind charakteristische Funktionalitäten für den Gewichtssensor 40 implementiert.
- Eine erste Funktionalität des Gewichtssensors 40 besteht darin, den Dosierbehälter 1 zum Aufnehmen von Schmelze aus dem Schmelzebad 28 in eine gewünschte, definierte Ansaug- bzw. Eintauchposition 1A zu verbringen, wie sie in
Fig. 9 entsprechendFig. 5 gezeigt ist. Dazu wird der Dosierbehälter 1 nach einem vorausgegangenen Entleerungsvorgang vom Schmelzeabgabeort wieder zum Schmelzeaufnahmeort bewegt und dort auf das Schmelzebad 28 abgesenkt. Sobald der Dosierbehälter 1 mit seinem Einlass-/Auslassstutzen 1e den Schmelzebadspiegel 28a erreicht und in das Schmelzebad 28 eintaucht, übt das Schmelzebad 28 eine von der Eintauchtiefe abhängige Auftriebskraft auf den Behälter 1 aus, die zu einer entsprechenden Reduzierung der vom Gewichtssensor 40 gemessenen Gewichtskraft führt. Mit dem Gewichtssensor 40 kann dadurch sehr genau das Erreichen der optimalen Eintauchposition 1A detektiert werden, woraufhin die Behälterabsenkbewegung gestoppt wird. Wie ausFig. 9 zu erkennen, ist eine optimale Eintauchposition beispielsweise in der Stellung gegeben, in welcher sich der Schmelzebadspiegel 28a am oberen Ende des Einlass-/Auslassstutzens 1 e befindet, so dass der Stutzen 1 e ganz in das Schmelzebad 28 eintaucht, während der sich von dort aus verbreiternde Topfbodenbereich 1 d nicht in das Schmelzebad 28 eintaucht. Dies minimiert, wie oben zuFig. 5 erläutert, Störungen der Schmelzeoberflächenschicht und vermeidet Schmelzeanhaftungen am Behälterbodenbereich 1 d außerhalb des Stutzenbereichs 1 e. - Nach Erreichen der gewünschten Eintauchposition wird dann der Verschlusstopfen 5 in seine Offenstellung zurückgefahren, und die Evakuiereinrichtung wird aktiviert, wie in
Fig. 10 durch einen Stopfenrückbewegungspfeil 42 und Evakuierströmungspfeile 43 veranschaulicht. Dadurch wird Schmelze 37 in den Behälter 1 eingesaugt, wie durch die Schmelzeströmungspfeile 36 veranschaulicht. In einer weiteren Funktionalität überwacht der Gewichtssensor 40 während des Schmelzeaufnahmevorgangs durch Messen des Behältergewichts die in den Behälter 1 eingesaugte Menge an Schmelze 37. Dies kann dadurch erleichtert werden, dass nach erreichter Eintauchposition 1A des Behälters 1 ein Nullabgleich für den Gewichtssensor 40 durchgeführt wird, so dass er dann direkt das Gewicht der in den Behälter 1 eingesaugten Schmelzemenge 37 detektiert. - Sobald durch diese Funktionalität des Gewichtssensors 40 festgestellt wird, dass eine vorgebbare Menge an Schmelze 37 in den Behälter 1 eingesaugt wurde, wird der Ansaugvorgang beendet, indem der Verschlussstopfen 5, wie in
Fig. 11 gezeigt, in seine Schließposition vorbewegt wird, wie durch einen Bewegungspfeil 44 symbolisiert, und der Dosierbehälter 1 aus dem Schmelzebad 28 herausgehoben wird. Anschließend wird der Dosierbehälter 1 vom Schmelzeaufnahmeort zum Schmelzeabgabeort bewegt, wobei die Evakuiereinreichung mit gleicher oder modifizierter Saugleistung aktiviert gehalten wird, wie oben zum Schritt S4 vonFig. 4 erläutert. - Wie ebenfalls schon oben erwähnt, hat die aufrechterhaltene Evakuierung des befüllten Dosierbehälters 1 in Kombination mit der in Schließstellung des Verschlussstopfens 5 an der Schmelzeöffnung 4 verbleibenden Kapillaröffnung 4a den erwünschten Effekt, dass im Bereich des Einlass-/Auslassstutzens 1 e befindliches Schmelzematerial durch den auch in der Kapillaröffnung 4a wirkenden Saug-/Unterdruck sicher im und am Behälter 1 gehalten wird, ohne von diesem nach unten zu tropfen.
Fig. 12 zeigt im Querschnitt die in diesem Fall als umfangsseitig durchgehender Kapillarringspalt 4a1 zwischen Stopfenaußenwand 5a und Stutzeninnenwand 1 e' gebildete Kapillaröffnung. Er ist dadurch gebildet, dass der Außendurchmesser des Verschlussstopfens 5 um ein entsprechendes Kapillarmaß geringfügig kleiner gewählt ist als der Innendurchmesser des Einlass-/Auslassstutzens 1 e. Die für den gewünschten Effekt optimale Kapillarweite kann für den jeweiligen Anwendungsfall z.B. empirisch ermittelt werden. -
Fig. 13 zeigt eine alternative Gestaltung der Kapillaröffnung 4a in Form mehrerer, umfangsseitig verteilt angeordneter Kapillarrillen 4a2, die in diesem Beispiel axial verlaufend als Nuten am Innenrand des Einlass-/Auslassstutzens 1 e vorgesehen sind. Es versteht sich, dass weitere alternative Gestaltungen der Kapillaröffnung 4a möglich sind. So kann statt des umfangsseitig durchgehenden Kapillarringspalts 4a1 ein sich nur über einen Teil des Gesamtumfangs erstreckender Kapillarringspalt vorgesehen sein. In anderen alternativen Gestaltungen ist statt der Kapillarrillen 4a2 nur eine Kapillarrille vorgesehen, und/oder die wenigstens eine Kapillarrille verläuft nicht genau axial, sondern mit einer Komponente in Umfangsrichtung. In weiteren alternativen Gestaltungen sind eine oder mehrere Kapillarrillen am Außenumfang des Verschlusstopfens 5 statt am Innenrand des Stutzens 1 e vorgesehen, oder es sind jeweils wenigstens eine Kapillarrille sowohl am Verschlussstopfen 5 als auch am Stutzen 1 e vorgesehen. - In einer weiteren implementierten Funktionalität überwacht der Gewichtssensor 40 das Gewicht des befüllten Dosierbehälters 1 während seines Transports vom Schmelzeaufnahmeort zum Schmelzeabgabeort. Dadurch kann ein etwaiges Abtropfen oder Auslecken der vom Behälter 1 aufgenommenen Schmelze 37 detektiert werden.
- Sobald dann der Dosierbehälter 1 seinen Schmelzeabgabeort über dem Gießzylinder 23 erreicht hat, wird der Entleerungsvorgang ausgelöst, indem, wie in
Fig. 14 gezeigt, der Verschlussstopfen 5 in seine Offenstellung zurückgefahren wird, wie durch einen Bewegungspfeil 45 symbolisiert, und die Evakuiereinrichtung abgeschaltet und auf Belüften oder Schutzgasbeaufschlagung umgeschaltet wird, wie durch Strömungspfeile 46 symbolisiert. Die Schmelze 37 gelangt dadurch zügig aus dem Behälter 1 in den Gießzylinder 23, wie durch die Ausströmpfeile 38 symbolisiert. Die Formgebung des Behälters 1 und insbesondere seines Bodenbereichs 1 d einschließlich des Stutzens 1 e ermöglicht eine vollständige Entleerung des Behälters 1 in seiner gezeigten, vertikalen Stellung über dem Gießzylinder 23, ohne dass er dazu verkippt werden muss. - Der Gewichtssensor 40 überwacht in einer weiteren implementierten Funktionalität das vollständige Entleeren des Behälters 1, indem er das Behältergewicht während des Entleerungsvorgangs überwacht. Sobald durch den Gewichtssensor 40 erkannt wird, dass die Gewichtsreduktion beim Entleerungsvorgang der Gewichtszunahme beim Befüllvorgang entspricht, kann auf eine vollständige Entleerung des Behälters 1 geschlossen werden. Diese Überwachung zwischen angesaugter Befüllmenge und entleerter Schmelzemenge kann bei Bedarf als Plausibilitätsprüfung für Qualitätssicherungszwecke herangezogen werden.
- Nach erkanntem, vollständigem Entleeren kann der Behälter 1 dann wieder zum Schmelzeaufnahmeort bewegt werden, wobei der Verschlusstopfen 5 vorzugsweise wieder in seine Schließstellung vorbewegt wird und die Schutzgasbeaufschlagung beendet werden kann.
- Wie oben beschrieben, lässt sich bei der Vorrichtung der
Fig. 8 bis 14 das Absenken des Dosierbehälters 1 in das Schmelzebad 28 unter Verwendung des Gewichtssensors 40 überwachen, so dass der Eintauchsensor 15, wie er in der Ausführung gemäß denFiguren 1 bis 7 verwendet wird, entfallen kann. In einer weiteren alternativen Ausführungsform kann das Absenken des Dosierbehälters 1 in das Schmelzebad 28 zwecks Erreichen der gewünschten Eintauchposition 1A unter Verwendung einer Druckmessung überwacht bzw. gesteuert werden. Dazu wird bei dieser Ausführungsvariante der Behälter 1 mit in seine Offenstellung bewegtem Verschlussstopfen 5 abgesenkt und dabei die Schutzgasbeaufschlagung des Behälters 1 aktiv gehalten. Sobald der Behälter 1 in das Schmelzebad 28 eintaucht, kann das ins Behälterinnere 14 eingeleitete Schutzgas nicht mehr durch die Schmelzeöffnung 4 entweichen, wodurch es zu einem messbaren Schutzgas-Druckanstieg im Behälter 1 und der Schutzgaszuleitung kommt. Dieser Druckstieg kann über einen hierfür vorgesehenen Schutzgas-Drucksensor erfasst werden. Dieser meldet dann das Erreichen der gewünschten Eintauchposition, woraufhin die Schutzgasbeaufschlagung gestoppt und die Evakuiereinrichtung aktiviert wird, um Schmelze in den Behälter 1 einzusaugen. Diese Systemauslegung eignet sich auch für erfindungsgemäße Ausführungsformen, die nicht mit dem Gewichtssensor ausgerüstet sind. - Wie aus der Beschreibung der obigen, lediglich exemplarisch angegebenen Ausführungsbeispiele deutlich wird, stellt die Erfindung eine sehr vorteilhafte, neuartige Schmelzezudosiervorrichtung bereit, mit der sich Schmelze in einer genau dosierbaren Menge ohne Luftzutritt von einem Schmelzebad zu einem Schmelzeabgabeort transportieren lässt. Dazu ist der Dosierbehälter evakuierbar. Während des Schmelzetransfers kann der Dosierbehälter geschlossen gehalten und ein Unterdruck im Dosierbehälter aufrecht erhalten werden. Dieser bewirkt insbesondere in Kombination mit einer Kapillaröffnung bei im Übrigen geschlossener Schmelzeöffnung, dass die Schmelze auch im dortigen kritischen Bereich sicher am und im Behälter gehalten werden kann. Der Dosierbehälter kann einen Entnahmestutzen mit gegenüber einem Hauptteil des Behälters sehr geringem Querschnitt aufweisen, wodurch er nur mit diesem Einlassstutzen in das Schmelzebad eingetaucht werden braucht, was Aufreisseffekte an der Oberfläche des Schmelzebades minimal hält. Die Evakuierung des Dosierbehälters hält auch Wärmeverluste gering, wobei je nach Bedarf zusätzlich eine thermische Isolierung für die Behälterwände vorgesehen sein kann, in den gezeigten Ausführungsformen z.B. die Topfwand und/oder der Behälterdeckel.
- Ein Aspekt der Erfindung sieht zudem spezielle vorteilhafte Implementierungen für einen Gewichtssensor vor, mit dem entsprechende Schmelzezudosiervorrichtungen ausgerüstet sind. So dient der Gewichtssensor der Überwachung des Gewichts des leeren Dosierbehälters beim Absenken in das Schmelzebad, was in einfacher Weise ein genaues Erreichen einer gewünschten, optimalen Eintauch-/Ansaugposition ermöglicht, ohne dass dazu ein separater Lagesensor z.B. in Form eines außenseitig am Dosierbehälter anzuordnenden Schmelzebad-Eintauchsensors notwendig ist. Je nach Bedarf und Anwendungsfall kann der Gewichtssensor mit weiteren Funktionalitäten implementiert sein. So kann er z.B. während des Transports des Dosierbehälters vom Schmelzeaufnahmeort zum Schmelzeabgabeort das Behältergewicht überwachen, um feststellen zu können, ob unerwünschterweise Schmelze vom Behälter abtropft bzw. aus diesem ausläuft. In einer weiteren Implementierung kann der Gewichtssensor das Behältergewicht während des Schmelzeeinsaugvorgangs überwachen, um zu detektieren, wann die gewünschte Menge an Schmelze in den Behälter eingesaugt wurde, um dann den Schmelzeaufnahmevorgang zu stoppen. In einer noch weiteren Implementierung kann der Gewichtssensor dazu benutzt werden, das Behältergewicht beim Entleerungsvorgang zu überwachen, um feststellen zu können, ob der Behälter vollständig entleert wurde. Es versteht sich, dass je nach Bedarf auch nur ein Teil dieser genannten Funktionalitäten für den Gewichtssensor implementiert sein braucht.
- In den
Figuren 8 bis 14 ist ein Ausführungsbeispiel gezeigt, das sowohl den Gewichtssensor als auch die Kapillaröffnung aufweist. Es versteht sich, dass die Erfindung darüber hinaus auch Ausführungsformen umfasst, die nur den Gewichtssensor in entsprechenden Implementierungen, hingegen nicht die Kapillaröffnung an der im übrigen geschlossenen Schmelzeöffnung aufweisen. - Die erfindungsgemäße Schmelzezudosiervorrichtung ist nicht nur für den explizit gezeigten Fall von Metalldruckgießmaschinen verwendbar, sondern für beliebige andere Gießeinrichtungen, bei denen Schmelze von einem räumlich entfernten Schmelzebad zu einem Schmelzeabgabeort bzw. Gießort zu transferieren ist, wie z.B. auch bei Kokillengießanlagen. Die erfindungsgemäße Schmelzezudosiervorrichtung ist sehr einfach an bestehende Gießeinheiten und Schmelzöfen anpassbar, so dass bestehende Anlagen problemlos damit nachgerüstet werden können. Auch größere Badspiegelschwankungen im Schmelzentiegel des Schmelzofens stellen für die erfindungsgemäße Schmelzezudosiervorrichtung kein Problem dar. Der Dosierbehälter wird einfach so weit in den Schmelzentiegel abgesenkt, bis detektiert wird, dass der Behälter mit seinem Einlassstutzen in das Schmelzebad eintaucht. Die Transfereinheit für den Dosierbehälter lässt sich konstruktiv einfach halten und kommt bei Bedarf mit nur einem einzigen Antrieb aus. Mit der erfindungsgemäßen Schmelzezudosiervorrichtung können beliebige übliche Schmelzematerialien transferiert werden, insbesondere metallische Schmelzen wie für Aluminium-, Magnesium- und Zinkguss.
Claims (15)
- Schmelzezudosiervorrichtung für eine Gießeinrichtung, mit- einem zwischen einem Schmelzeaufnahmeort und einem Schmelzeabgabeort bewegbaren, evakuierbaren Dosierbehälter (1), der dafür eingerichtet ist, eine dosierbare Menge an Gießschmelzematerial am Schmelzeaufnahmeort aus einem Schmelzebad zu entnehmen, an den Schmelzeabgabeort der Gießeinrichtung zu überführen und dort abzugeben, und- einer Evakuiereinrichtung (7, 17), die zur Evakuierung des Dosierbehälters mit diesem gekoppelt ist,
gekennzeichnet durch- einen Gewichtssensor (40), der dafür eingerichtet ist, das Gewicht des leeren Dosierbehälters beim Absenken in das Schmelzebad auf das Erreichen einer vorgebbaren Eintauchposition (1A) des Dosierbehälters zu überwachen. - Schmelzezudosiervorrichtung nach Anspruch 1, weiter gekennzeichnet durch ein ansteuerbares Verschlussmittel (5, 6) zum wahlweisen Öffnen und Schließen einer Schmelzeöffnung (4) des Dosierbehälters (1), wobei das Verschlussmittel in seiner Schließstellung die Schmelzeöffnung des Dosierbehälters unter Belassung einer Kapillaröffnung (4a) verschließt.
- Schmelzezudosiervorrichtung nach Anspruch 1 oder 2, weiter dadurch gekennzeichnet, dass die Kapillaröffnung durch einen Kapillarringspalt (4a1) zwischen einem Innenrand (1e') der Schmelzeöffnung und einem Außenrand (5a) des Verschlussmittels oder durch wenigstens eine Kapillarspaltrille (4a2) gebildet ist, die am Innenrand der Schmelzeöffnung oder am Außenrand des Verschlussmittels vorgesehen ist.
- Schmelzezudosiervorrichtung nach Anspruch 2 oder 3, weiter dadurch gekennzeichnet, dass das ansteuerbare Verschlussmittel einen längsbeweglich im Dosierbehälter angeordneten Verschlussstopfen (5) beinhaltet und die Schmelzeöffnung in einem Bodenbereich (1d) des Dosierbehälters vorgesehen ist.
- Schmelzezudosiervorrichtung nach Anspruch 4, weiter dadurch gekennzeichnet, dass die Schmelzeöffnung durch einen vom Bodenbereich des Dosierbehälters nach außen abragenden, rohrförmigen Stutzenbereich (1 e) gebildet ist.
- Schmelzezudosiervorrichtung nach einem der Ansprüche 1 bis 5, weiter gekennzeichnet durch ein ansteuerbares Schutzgasbeaufschlagungsmittel (9 bis 12) zur steuerbaren Beaufschlagung des Dosierbehälters mit einem Schutzgas.
- Schmelzezudosiervorrichtung nach einem der Ansprüche 1 bis 6, weiter dadurch gekennzeichnet, dass die Evakuiereinrichtung eine Vakuumpumpe (7) oder eine gesteuert betätigte Kolben-Zylinder-Einheit (17) beinhaltet.
- Schmelzezudosiervorrichtung nach einem der Ansprüche 1 bis 7, weiter dadurch gekennzeichnet, dass der Gewichtssensor dafür eingerichtet ist, das Gewicht des befüllten Dosierbehälters bei dessen Bewegung vom Schmelzeaufnahmeort zum Schmelzeabgabeort auf Schmelzeverlust zu überwachen und/oder das Gewicht des Dosierbehälters beim Schmelzeabgabevorgang auf vollständige Entleerung zu überwachen.
- Verfahren zur Schmelzezudosierung für eine Gießmaschine, dadurch gekennzeichnet, dass zur Durchführung des Verfahrens eine Schmelzezudosiervorrichtung nach einem der Ansprüche 1 bis 8 verwendet wird.
- Verfahren nach Anspruch 9, weiter dadurch gekennzeichnet, dass zum Aufnehmen von Schmelzematerial aus dem Schmelzebad der Dosierbehälter bis zum Erreichen der vorgebbaren, über den Gewichtssensor detektierten Eintauchposition in das Schmelzebad abgesenkt wird, das Verschlussmittel in eine Offenstellung gesteuert wird und die Evakuiereinrichtung aktiviert wird.
- Verfahren nach Anspruch 9 oder 10, weiter dadurch gekennzeichnet, dass das Aufnehmen von Schmelzematerial aus dem Schmelzebad in den Dosierbehälter nach Ablauf einer vorgebbaren Zeitdauer oder bei Erreichen einer vorgebbaren, detektierten Schmelzefüllmenge im Dosierbehälter beendet wird, wobei das Verschlussmittel in seine Schließstellung gesteuert wird.
- Verfahren nach einem der Ansprüche 9 bis 11, weiter dadurch gekennzeichnet, dass die Evakuiereinrichtung nach beendetem Aufnehmen von Schmelzematerial aus dem Schmelzebad in den Dosierbehälter bei geschlossen gehaltenem Verschlussmittel aktiviert gehalten wird, bis ein Schmelzeabgabevorgang beginnt.
- Verfahren nach einem der Ansprüche 9 bis 12, weiter dadurch gekennzeichnet, dass zum Abgeben von Schmelzematerial aus dem Dosierbehälter das Verschlussmittel in eine Offenstellung gesteuert wird und die Schutzgasbeaufschlagung aktiviert wird.
- Verfahren nach einem der Ansprüche 9 bis 13, weiter dadurch gekennzeichnet, dass der Dosierbehälter durch Erfassen seines Gewichts beim Bewegen vom Schmelzeaufnahmeort zum Schmelzeabgabeort auf Schmelzeverlust und/oder beim Schmelzeabgabevorgang auf vollständige Entleerung überwacht wird.
- Druckgießmaschine, insbesondere Metalldruckgießmaschine, dadurch gekennzeichnet, dass sie eine Schmelzezudosiervorrichtung nach einem der Ansprüche 1 bis 8 aufweist.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16183170.6A EP3117933B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
| PL16183170T PL3117933T3 (pl) | 2010-07-14 | 2011-06-22 | Urządzenie i sposób dozowania stopionego materiału i maszyna odlewnicza |
| PL11726799T PL2593253T3 (pl) | 2010-07-14 | 2011-06-22 | Urządzenie i sposób dozowania stopionego materiału i maszyna odlewnicza |
| EP11726799.7A EP2593253B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
| SI201131129A SI2593253T1 (sl) | 2010-07-14 | 2011-06-22 | Naprava in postopek za doziranje taline in livarski stroj |
| HRP20170552TT HRP20170552T1 (hr) | 2010-07-14 | 2017-04-04 | Uređaj i postupak za doziranje taljenog materijala i stroj za lijevanje |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10169551A EP2407260A1 (de) | 2010-07-14 | 2010-07-14 | Vorrichtung und Verfahren zur Schmelzezudosierung und Gießmaschine |
| PCT/EP2011/060397 WO2012007255A1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
| EP11726799.7A EP2593253B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16183170.6A Division-Into EP3117933B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
| EP16183170.6A Division EP3117933B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2593253A1 EP2593253A1 (de) | 2013-05-22 |
| EP2593253B1 true EP2593253B1 (de) | 2017-01-11 |
Family
ID=43033213
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10169551A Withdrawn EP2407260A1 (de) | 2010-07-14 | 2010-07-14 | Vorrichtung und Verfahren zur Schmelzezudosierung und Gießmaschine |
| EP11726799.7A Active EP2593253B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
| EP16183170.6A Active EP3117933B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10169551A Withdrawn EP2407260A1 (de) | 2010-07-14 | 2010-07-14 | Vorrichtung und Verfahren zur Schmelzezudosierung und Gießmaschine |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16183170.6A Active EP3117933B1 (de) | 2010-07-14 | 2011-06-22 | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine |
Country Status (10)
| Country | Link |
|---|---|
| EP (3) | EP2407260A1 (de) |
| KR (1) | KR101849287B1 (de) |
| CN (1) | CN103153501B (de) |
| BR (1) | BR112013000934B1 (de) |
| ES (2) | ES2776252T3 (de) |
| HR (2) | HRP20170552T1 (de) |
| PL (2) | PL2593253T3 (de) |
| RU (1) | RU2584197C2 (de) |
| SI (2) | SI2593253T1 (de) |
| WO (1) | WO2012007255A1 (de) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104907529A (zh) * | 2015-07-16 | 2015-09-16 | 陈伟 | 一种铝液定量给汤系统 |
| CN105057634B (zh) * | 2015-07-20 | 2017-07-14 | 广东科达洁能股份有限公司 | 一种真空汲取定量金属液的方法及装置 |
| CN105014040B (zh) * | 2015-07-20 | 2017-05-31 | 广东科达洁能股份有限公司 | 一种金属液汲取设备 |
| CN105014041B (zh) * | 2015-07-20 | 2017-11-17 | 广东科达洁能股份有限公司 | 一种真空汲取金属液的设备 |
| CN105057633B (zh) * | 2015-07-20 | 2017-12-22 | 广东科达洁能股份有限公司 | 一种定量金属液真空汲取装置 |
| CN105290347A (zh) * | 2015-11-22 | 2016-02-03 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种铸造速度测量装置 |
| CN105817612A (zh) * | 2016-04-25 | 2016-08-03 | 陈友乾 | 一种自动吸汤机及吸汤方法 |
| DE102016112064A1 (de) | 2016-07-01 | 2018-01-04 | Mgg Netherlands B.V. | Verfahren zum Fertigen von Gussteilen sowie ein dazu verwendbarer Behälter |
| CN106493337B (zh) * | 2016-11-18 | 2019-09-03 | 福州鸿基自动化设备有限公司 | 自吸式给汤机 |
| CN106424650B (zh) * | 2016-12-20 | 2019-01-08 | 苏州炬鼎工业炉有限公司 | 一种气压式铝液定量泵 |
| CN106670441B (zh) * | 2016-12-30 | 2017-11-14 | 北京航空航天大学 | 一种可实现金属熔体真空定量浇注的设备与方法 |
| CN109128115B (zh) * | 2018-07-18 | 2023-05-30 | 浙江鼎立实业有限公司 | 一种利用自动铝水浇铸机进行浇铸的方法 |
| IT201800009961A1 (it) | 2018-10-31 | 2020-05-01 | Livio Zamperin | Unità d’iniezione per macchine presso fusorie e metodo di utilizzo della stessa |
| RU191348U1 (ru) * | 2018-11-11 | 2019-08-02 | Константин Николаевич Рязанцов | Устройство для плавления и дозированной подачи металла |
| AT523251A1 (de) * | 2019-12-13 | 2021-06-15 | Fill Gmbh | Verfahren zum Gießen von Schmelze mittels eines Schmelzebehälters in welchem ein Schmelzeaufnahmeraum ausgebildet ist |
| CN111230076A (zh) * | 2020-01-17 | 2020-06-05 | 西安交通大学 | 一种拓扑优化结构陶瓷基体与镍基高温合金一体化构件及其制备方法 |
| DE102020205545A1 (de) | 2020-04-30 | 2021-11-04 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung eingetragener Verein | Verfahren zum Herstellen einer Materialpatrone, Behälter zur Anwendung in einem entsprechenden Verfahren, Materialpatrone sowie Verfahren zum Herstellen eines Gussproduktes unter Verwendung der Materialpatrone, sowie entsprechendes Gussprodukt |
| WO2022087863A1 (zh) * | 2020-10-28 | 2022-05-05 | 陈烁 | 一种边毂盖注塑机自动进料装置 |
| CN113020581A (zh) * | 2021-03-23 | 2021-06-25 | 登封市华恒科技有限公司 | 铝及铝合金铸造用浇包及铝液或铝合金液浇铸方法 |
| AT526478A1 (de) * | 2022-09-12 | 2024-03-15 | Lkr Leichtmetallkompetenzzentrum Ranshofen Gmbh | Gießanlage zum Gießen von metallischem Gießmaterial sowie Verfahren zum Gießen von metallischem Gießmaterial |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU599924A1 (ru) * | 1976-07-14 | 1978-03-30 | Предприятие П/Я Р-6668 | Дозатор жидкого металла |
| SU1380859A1 (ru) * | 1985-12-06 | 1988-03-15 | МВТУ им.Н.Э.Баумана | Дозатор дл объемного дозировани жидкого металла в вакууме |
| JP4075183B2 (ja) * | 1999-01-27 | 2008-04-16 | 宇部興産株式会社 | 給湯方法および給湯装置 |
| US20030094257A1 (en) * | 2001-11-19 | 2003-05-22 | Takata Corporation | Shutterless injection molding method and apparatus |
| JP5076724B2 (ja) * | 2007-08-10 | 2012-11-21 | 宇部興産機械株式会社 | 吸引開閉式給湯方法及び給湯装置 |
-
2010
- 2010-07-14 EP EP10169551A patent/EP2407260A1/de not_active Withdrawn
-
2011
- 2011-06-22 ES ES16183170T patent/ES2776252T3/es active Active
- 2011-06-22 RU RU2013104052/02A patent/RU2584197C2/ru active
- 2011-06-22 EP EP11726799.7A patent/EP2593253B1/de active Active
- 2011-06-22 KR KR1020137003586A patent/KR101849287B1/ko active IP Right Grant
- 2011-06-22 SI SI201131129A patent/SI2593253T1/sl unknown
- 2011-06-22 PL PL11726799T patent/PL2593253T3/pl unknown
- 2011-06-22 CN CN201180044085.8A patent/CN103153501B/zh active Active
- 2011-06-22 BR BR112013000934A patent/BR112013000934B1/pt active IP Right Grant
- 2011-06-22 EP EP16183170.6A patent/EP3117933B1/de active Active
- 2011-06-22 ES ES11726799.7T patent/ES2617923T3/es active Active
- 2011-06-22 WO PCT/EP2011/060397 patent/WO2012007255A1/de active Application Filing
- 2011-06-22 SI SI201131849T patent/SI3117933T1/sl unknown
- 2011-06-22 PL PL16183170T patent/PL3117933T3/pl unknown
-
2017
- 2017-04-04 HR HRP20170552TT patent/HRP20170552T1/hr unknown
-
2020
- 2020-03-05 HR HRP20200373TT patent/HRP20200373T1/hr unknown
Non-Patent Citations (2)
| Title |
|---|
| HANS JOACHIM TÜCKMANTEL: "Welchen Einfluss hat eine von den Vorgaben der DIN EN 1092-1 abweichende Dichtflächengüte?", 2008, Retrieved from the Internet <URL:www.tmt-tueckmantel.de/pdf/pdf04.pdf> [retrieved on 20150413] * |
| S. JUNG: "Oberflächenbeurteilung - Rauheitsmessung -", 2012, Retrieved from the Internet <URL:www.ima.uni-stuttgart.de/pdf/studium/bachelor/dt/spezialisierungsfachversuche/HFV_Oberflaechenbeurteilung_2012.pdf> [retrieved on 20150413] * |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2593253T3 (pl) | 2017-08-31 |
| BR112013000934B1 (pt) | 2018-09-18 |
| CN103153501A (zh) | 2013-06-12 |
| SI3117933T1 (sl) | 2020-03-31 |
| KR101849287B1 (ko) | 2018-04-16 |
| EP3117933B1 (de) | 2019-12-25 |
| KR20130048239A (ko) | 2013-05-09 |
| HRP20170552T1 (hr) | 2017-06-02 |
| WO2012007255A1 (de) | 2012-01-19 |
| ES2617923T3 (es) | 2017-06-20 |
| HRP20200373T1 (hr) | 2020-06-12 |
| CN103153501B (zh) | 2015-12-09 |
| BR112013000934A2 (pt) | 2016-05-17 |
| EP2407260A1 (de) | 2012-01-18 |
| RU2584197C2 (ru) | 2016-05-20 |
| PL3117933T3 (pl) | 2020-06-29 |
| ES2776252T3 (es) | 2020-07-29 |
| EP2593253A1 (de) | 2013-05-22 |
| RU2013104052A (ru) | 2014-08-27 |
| EP3117933A1 (de) | 2017-01-18 |
| SI2593253T1 (sl) | 2017-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2593253B1 (de) | Vorrichtung und verfahren zur schmelzezudosierung und giessmaschine | |
| DE3036233C2 (de) | Entgasunsvorrichtung für eine Druckgießform | |
| DE112013006075B4 (de) | Giessvorrichtung und Giessverfahren | |
| EP0592365B1 (de) | Verfahren und Vorrichtung zur Bewegungssteuerung einer Giesspfanne in einer Giessanlage | |
| EP4072750B1 (de) | Verfahren zum giessen von schmelze mittels eines schmelzebehälters in welchem ein schmelzeaufnahmeraum ausgebildet ist | |
| DE2919880A1 (de) | Giessrohr | |
| DE102018202644A1 (de) | Verfahren und Maschine zum schnellen Inertisieren einer Prozesskammer zur additiven Fertigung von Bauteilen | |
| DE1483544C3 (de) | Vorrichtung zum dosierten Gießen von Metallen oder Legierungen unter Schutzgas in Gießformen | |
| DE3323465C2 (de) | ||
| DE102012209383B4 (de) | Pfanne für eine Metallschmelze | |
| EP3003604A1 (de) | Verfahren und vorrichtung zum giessen eines gussteils | |
| DE60224674T2 (de) | Gussbehältnis und giessverfahren | |
| DE19821946A1 (de) | Verfahren und Vorrichtungen zum automatischen Gießen von Bauteilen durch quantifiziertes Füllen eines Raumes mit geschmolzenem Metall | |
| DE19813416A1 (de) | Verfahren und Vorrichtung zur Handhabung von Schmelzen, insbesondere von Magnesium und Magnesiumlegierungen | |
| EP1610917B1 (de) | Warmhalteofen und dosiervorrichtung für metallschmelzen | |
| DE2850563A1 (de) | Giessvorrichtung, vorzugsweise fuer leichtmetall | |
| AT522829A1 (de) | Schmelzetransportvorrichtung, sowie ein Verfahren zum Transport von Schmelze und ein Verfahren zum Gießen von Schmelze | |
| EP0153440A1 (de) | Warmhalte- und/oder Abschmelzofen für NE-Metalle mit Dosiereinrichtung | |
| EP3415461A1 (de) | Pfanne für ein anbaugerät oder einen dieses verwendenden gabelstaplers | |
| DE2300621C3 (de) | Verfahren zum Unterbrechen des Schmelzenflusses bei einer Anlage zum Giessen und Vorrichtung zur Durchführung des Verfahrens | |
| DE1284577B (de) | Vorrichtung zum Entleeren von fluessiges Metall enthaltenden Stopfenpfannen | |
| DE4332760A1 (de) | Verfahren zum Betreiben einer Niederdruckmetallgießvorrichtung und Niederdruckmetallgießvorrichtung dafür | |
| DE2022297B2 (de) | Giessmaschine | |
| DE3023261C2 (de) | Mundstück für das Ende einer Förderleitung einer Dosiereinrichtung zum Fördern von flüssigem Metall | |
| EP0652812B1 (de) | Vorrichtung und verfahren zum aufbringen eines giesstümpels auf ein sandpaket |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130122 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20141121 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160721 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 860797 Country of ref document: AT Kind code of ref document: T Effective date: 20170115 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. LUSUARDI AG, CH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011011510 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20170552 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20170552 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2617923 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170620 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170412 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170411 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170411 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170511 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 24005 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011011510 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| 26N | No opposition filed |
Effective date: 20171012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170622 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170622 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110622 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20170552 Country of ref document: HR Payment date: 20190610 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20170552 Country of ref document: HR Payment date: 20200615 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170111 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20170552 Country of ref document: HR Payment date: 20210616 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20170552 Country of ref document: HR Payment date: 20220615 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20170552 Country of ref document: HR Payment date: 20230913 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230912 Year of fee payment: 13 Ref country code: GB Payment date: 20230914 Year of fee payment: 13 Ref country code: ES Payment date: 20230918 Year of fee payment: 13 Ref country code: CZ Payment date: 20230911 Year of fee payment: 13 Ref country code: CH Payment date: 20230926 Year of fee payment: 13 Ref country code: AT Payment date: 20230915 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230919 Year of fee payment: 13 Ref country code: SI Payment date: 20230908 Year of fee payment: 13 Ref country code: SE Payment date: 20230921 Year of fee payment: 13 Ref country code: PL Payment date: 20230831 Year of fee payment: 13 Ref country code: HR Payment date: 20230913 Year of fee payment: 13 Ref country code: FR Payment date: 20230915 Year of fee payment: 13 Ref country code: DE Payment date: 20230831 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230929 Year of fee payment: 13 |