EP2572996A1 - Procédé et dispositif destinés à la fabrication de sacs - Google Patents
Procédé et dispositif destinés à la fabrication de sacs Download PDFInfo
- Publication number
- EP2572996A1 EP2572996A1 EP11007810A EP11007810A EP2572996A1 EP 2572996 A1 EP2572996 A1 EP 2572996A1 EP 11007810 A EP11007810 A EP 11007810A EP 11007810 A EP11007810 A EP 11007810A EP 2572996 A1 EP2572996 A1 EP 2572996A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bags
- fold
- web
- bag
- chambers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000003466 welding Methods 0.000 claims abstract description 26
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 30
- 238000005303 weighing Methods 0.000 claims description 15
- 238000001802 infusion Methods 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 3
- 238000000926 separation method Methods 0.000 abstract description 9
- 241001122767 Theaceae Species 0.000 abstract description 6
- 238000005520 cutting process Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000011161 development Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000013590 bulk material Substances 0.000 description 2
- 238000004062 sedimentation Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
- B65B43/60—Means for supporting containers or receptacles during the filling operation rotatable
- B65B43/62—Means for supporting containers or receptacles during the filling operation rotatable about an axis located at the filling position, e.g. the axis of the container or receptacle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/10—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders
- B65B1/12—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders of screw type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
- B65B29/02—Packaging of substances, e.g. tea, which are intended to be infused in the package
- B65B29/028—Packaging of substances, e.g. tea, which are intended to be infused in the package packaging infusion material into filter bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/12—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers movable towards or away from container or wrapper during filling or depositing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/14—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers movable with a moving container or wrapper during filling or depositing
- B65B39/145—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers movable with a moving container or wrapper during filling or depositing in an endless path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/16—Applying or generating heat or pressure or combinations thereof by rotary members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/303—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes reciprocating along only one axis
Definitions
- the present invention relates to a method and an apparatus for producing bags, in particular for the production of infusion bags.
- the present invention is based in particular on a method as known from the EP 0 771 730 A2 is known.
- a flat web initially supplied as a flat web is longitudinally folded to form a web closed on one side by a fold.
- separate chambers are separated in the one-sided closed path.
- the chambers are further provided as parts of the one-piece track. With the chamber opening up these chambers are then filled at a filling station. For this purpose, good is filled into the chambers in the chambers open on the upper side.
- the web is subsequently fed to a sealing device, in which the upper side of the bags, ie the side opposite the fold, is also closed.
- the bags which are sealed on all sides, continue to be conveyed as part of a continuous web.
- the bags are deposited with their side surface on a storage path, to finally also fed as a continuum of a cutting device.
- This cutting device comprises a rotating knife, which acts from above against the storage path such that the film web is separated in the region of a section dividing the successive chambers seam. This separation makes bags available regardless of the lane.
- the separate bags fall on a conveyor line, from where they are discharged from the device.
- a likewise generic method is from the WO 99/59875 known.
- the closed at the opposite side of the fold chambers are deflected by an initially vertical extension for filling the chambers in a horizontal orientation and only after a separation of the bag takes place by cutting with subsequent separation.
- Closing the bags in the continuum ie limited as part of the endlessly supplied bag material on the one hand, the filling amount, since the endless web is guided under tension over the various stations, that is also promoted under tension along a filling station and a sealing station.
- a weld closing the bag material on the side opposite the fold can only be formed parallel to the fold, ie in the conveying direction of the continuous web.
- the present invention is based on the problem to provide an improved method and an apparatus for producing bags, which can be carried out in particular space-saving and thus easier.
- the present invention has the production of infusion bags, ie bags containing infusible material in view.
- the present invention seeks to provide a method and apparatus for producing infusion bags in tetrahedral form, such as those disclosed in U.S. Pat WO 95/01907 are described (see in particular EP 1 549 548 A1 . FIG. 1 ).
- the present invention proposes a method having the feature of claim 1. This differs from the generic method that a separating seam is formed between adjacent chambers, through which the individual bags are separated from the flat web, and the chambers are filled after forming the cutting seam with the good. Accordingly, in the method according to the invention, a separating seam is initially formed, via which the bags are separated.
- the continuum formed by the flat track is interrupted before the chambers are filled such that the individual bags can be separated without a separate method step acting on the material of the flat web without cutting or separating.
- singling the lateral distance of the chambers, initially run as a continuum, is increased; H. the chambers no longer directly adjoin one another with substantially touching side edges.
- a method having the features of claim 1 is also realized if, after the formation of the separating seam, the chambers then formed are guided in the manner of a continuum, ie with substantially adjacent side surfaces. It is essential only the fact that after filling no separation process has to take place, but the chambers forming the individual bags before or after or during the closing of the opposite side of the fold by a relative movement, in which, if appropriate, the chambers are separated from one another by tearing off in the region of the separating seam.
- this continuous movement is preferably a movement about a pivot point.
- certain components of motion can also take place in the radial direction, so that the movement of the material is only approximately a circular movement.
- the possibility is provided to provide an anvil of a welding device between a path leading the driving wheel and the web material, which is effective in closing the opposite side of the fold.
- the bag-forming material is gripped and conveyed by a gripper device associated with a single bag prior to forming the cut seam to closing on the opposite side of the pleat until the bag closes on the opposite side of the pleat is made.
- a gripper device associated with a single bag prior to forming the cut seam to closing on the opposite side of the pleat until the bag closes on the opposite side of the pleat is made.
- usually more gripping means are simultaneously engaged, each of the gripping means being associated with a single bag, ie a single length corresponding to a bag length of the web to be conveyed.
- a plurality of gripping devices each engage between the individual compartments dividing departments, which are regularly formed by transverse welds.
- the gripping device is usually effective before forming the chambers, ie engages the fold before forming the chamber.
- the release of this intervention is usually carried out immediately after closing the finished bag.
- the gripping by the gripping devices is further preferably carried out in that the gripping device engages the material of the web only in the region of the fold, but otherwise leaves the volume provided above the fold and usually between the chamber distributions unimpaired. In other words, can the chamber despite engaging gripping device are filled up to or almost to the bottom formed by the fold.
- a preferred embodiment of the present invention unilaterally open bags are isolated. On one side open bags are at three usually perpendicular to each other extending sides interconnected portions of the double-layered web, on the one hand by the fold and at their perpendicular thereto extending ends through the department, d. H. Transverse welds are closed. The bags are separated. These bags are filled, preferably during singulation. This preferred development offers the possibility of an effective chamber filling, since an interaction of adjacent chambers during filling is no longer present.
- the unilaterally open bags are pivoted before closing so that the fold is aligned substantially perpendicular to the advancing direction of the bag.
- the bags are basically rotated about their own axis, while at the same time preferably on the approximate circular path from the station to form the chambers to the discharge of the finished bag, d. H. to be pivoted about a common pivot point.
- the bags are thereby pivoted about their own axis during filling, but anyway, a filling tube for filling the bags is introduced during the pivoting in the bags.
- the present invention proposes a device having the feature of claim 8.
- This device has a folding device for folding a flat web, as for example from the WO 99/059 875 A1 or the EP 0 771 730 A2 is known.
- the device has a gripper assembly which grips the folded web and has a multiplicity of gripping devices which are moved around a pivot point and are each pivotally mounted for gripping the fold. By this pivoting, the gripping device grips the web in the region of the fold.
- the supplied endless material is drawn and conveyed by one or more gripping devices in the direction of the various processing stations for dividing the chambers, filling and closing the bags.
- the apparatus further comprises a bag-end welder comprising a toothed, rotating anvil wheel and a sonotrode cooperating with teeth of the projecting anvil wheel to form chambers to form a parting seam provided between the chambers.
- the toothed anvil wheel has the division of the individual chambers correspondingly spaced projections, which each form an anvil for dividing the chambers.
- the device according to the invention has a rotating metering plate with a feed side for applying the bag contents and an opposite feed side from which protrudes a plurality of filling tubes, which are penetratable into the chambers. Consequently, a filling tube is introduced into each of the chambers.
- the axis of rotation of the metering plate is inclined to the axis of rotation of the anvil wheel, so that the filling tubes penetrate due to the inclination over a certain angle section located on the outer circumference of the anvil wheel chambers in this and inevitably be pulled out of the chambers due to the inclination.
- the metering plate may alternatively or cumulatively also be aligned with respect to its axis of rotation obliquely to a rotational axis of the gripper assembly.
- the device according to the invention also has a welding device for closing the bags on the side opposite the fold and a discharge device for conveying out the bags. This ejector moves the bags regularly in the radial direction relative to the direction of rotation of the anvil wheel and / or the gripper assembly. The discharging can be done for example by means of air pressure or a driver, which is moved for example in the radial direction and / or perpendicular to the axis of rotation of the anvil wheel.
- the sonotrode is stationary and aligned obliquely to the anvil protrusions.
- the sonotrode has an effective length that at least covers the width of the folded web.
- the tooth projections of the anvil wheel are formed so that they the folded web transversely to its longitudinal direction, d. H. tower on both sides in the width direction.
- the sonotrode and the anvil are matched to one another such that initially a transverse weld seam is formed as the end face of the tooth projections on the sonotrode approaches, while the material of the web between the sonotrode and the end face of the tooth projection is provided with a separating seam at a minimum distance and in the course of the further pivoting movement, d. H.
- the sealing device for closing the bags has a fixed anvil which is arranged between the anvil wheel and a sonotrode.
- the sonotrode is, in particular, a rotating sonotrode whose outer peripheral surface interacts with the anvil.
- the gripping device is pivotally mounted on a gripper base, which supports at least two folding arms acting on the open end of the bag pivotable.
- the folding arms are usually mounted on a four-bar linkage mechanism and preferably operated so that they cooperate on both sides with the open end of the bag and act on this to face opposing surfaces of the bag before closing against each other before the bag by closing on the Fold opposite side is made.
- the gripping devices in the gripper arrangement are mounted so as to be movable in a translatory manner.
- the individual, held by the gripping means bags are not only pivoted about the pivot point of the gripper assembly, but simultaneously moved radially translationally to the outside.
- a metering device and a weighing device is arranged on the task side of the metering plate.
- the metering arrangement emits a mass flow in the direction of the feed side, which initially strikes the weighing device and is detected there.
- the weighing device and the metering device are connected in terms of control via a controller which compares an actual value of the mass flow detected by the weighing device with a desired value and controls the mass flow delivered by the metering device on the basis of this comparison. This controlled system ensures that essentially a constant mass flow is deposited on the feed side of the metering plate.
- the removal of the mass flow is usually carried out in the form of a Gutstsammlungs, which is provided on the metering plate on the radially inner side relative to an opening of the filling tubes.
- a scraper Assigned to the task side of the metering plate is usually provided a scraper, which is fixedly mounted and relatively movable to the rotating metering plate and which pushes out the deposited on the feed side and rotationally moving material radially outwards and into the mouths to the filling tubes.
- Reference numeral 2 denotes a flat track, which is subtracted from a supply roll 4.
- the flat web consists of a water-permeable braid and is fed to a folding device 6, in which the flat web 2 is formed by forming a lower-side fold 8 to a closed web 10 by folding.
- a deflection roller 12 Via a deflection roller 12, the underside closed web 10 of a rotating welding device 14 is supplied.
- This welding device 14 has distributed on the circumference of two welding rollers 16, 18 and cooperating welding jaws 17; 19, which are brought to cooperate by rotation of the welding rollers 16, 18, so that each enclosing the web 10 closed at the bottom, a transverse weld is formed, with successive transverse welds separating chambers between them.
- a nozzle 20 is provided, which pulses like a pulse into the individual now divided-off chambers in order to open them.
- a separating device 22 now separates the open-topped bags 30.
- This separating device 22 may be formed by a knife acting from the underside, which cyclically acts on the web 10 in order to divide the individual bags 30. While these bags are already cut free with their leading end and with its rear end still attached to the web, the leading end is with a gripping device 24 gripped.
- This gripping device 24 comprises two circumferential bands 26, to which at approximately the transverse spacing of the transverse weld seams holding webs 28 are fastened, whose side clearance from each other is dimensioned such that they can clamp the double-layered material of the web between them.
- the bags 30 are filled via the filling tube 32 and preferably at the same time rotated by 90 °, so that the fold 8 is now perpendicular to the direction of movement.
- FIGS. 2 to 9 illustrate a second embodiment of a device according to the invention, wherein in FIG. 2 some parts of the device are omitted, so that FIG. 2 merely illustrates the path of a already simply folded web marked with reference numeral 10.
- FIG. 2 discloses a Tütenabsch disturb worn marked with reference numeral 100, which includes a toothed anvil 110, on the periphery of a plurality of projections 112 are arranged, which are connected via a common foot 114 with the otherwise cylindrical outer periphery of the anvil 110.
- the front side of the projections 112 have a plan view of an envelope surface around all protrusions 112 corresponding geometric configuration.
- the end face of the projections 112 can just as well be more convexly curved than this envelope surface.
- the concrete contour of the end face of the projections 112 depends on the material properties of the flat web 2 forming the web 10 and on parameters of a sonotrode designated by reference numeral 116.
- the underside closed web 10 is deflected via a Umlenkabrolle and supplied to the anvil wheel 110 so that the web 10 is applied substantially tangentially to the end face of the projections 112.
- gripping devices still to be described below access the track 10 and pull it in the direction of rotation of the anvil wheel 110.
- the web 10 extends in the region of the sonotrode 116 substantially in a straight line between the end faces of the projections 112, wherein said gripping device lies radially within an imaginary envelope surface around the projections 112 and accordingly does not collide with the sonotrode 116.
- the protrusions 112 have a greater height than the underside closed web 10. Accordingly, the web 10 protruding lengths of the protrusions 112 above and below the web 10 can be seen.
- the sonotrode 116 has a sonotrode head 118, whose length in the direction of extension of a rotation axis 122 of the rim gear 110 substantially corresponds to the length of the projections 112 in this direction.
- the sonotrode head 118 has a substantially rectangular active surface, which can be arranged opposite the front side of the projections 112. However, this active surface is arranged obliquely relative to the end face of the projections 112, so that the active surface of the sonotrode 116 at no time covers the entire counter surface formed by the projections 112. Accordingly, the vibration caused by the sonotrode 116 acts only on a small length of the path 10 provided between the sonotrode 116 and the associated projection 112, the length extending in the direction of the axis of rotation 122.
- the smallest distance between the sonotrode head 118 and the end face of the projection 112 is dimensioned so that the double-lying material of the web 10 is severed by the oscillating head of the sonotrode 116, whereas adjacent thereto, arranged between the end face of the projections 112 and the sonotrode 116 surface areas of Web 110 are sealed by welding, without a significant weakening of the material of the web 10 occurs. Accordingly, after passing through the sonotrode 116 at the level of the projections 116, the web 10 closed by folding on the underside each has a separating seam 124 through which the web 10 is separated into longitudinal sections corresponding to the width of the bags to be formed, as well as transverse welds arranged on either side of the separating seam 124 126.
- the cutting seam 124 can thereby be formed so that only a certain, acting on the separating seam 124 tensile force the individual lengths of the sections formed by the Querabsch professionungen 126, only still unclosed bags 30 are actually separated from each other.
- the bags 30 thus formed continue to be guided substantially on the outer periphery of the anvil wheel 110.
- the individual bags 30 are pivoted about their central longitudinal axis until the initially tangential between the end faces of individual projections 112 extending fold 8 is arranged radially to the axis of rotation 122 of the anvil wheel 110 (see. FIG. 2 , in the direction of rotation of the anvil wheel 110 last bag 30).
- FIG. 3 shows a perspective top view of the in FIG. 2 shown front peripheral portion of the anvil wheel 110, wherein in addition to the in FIG. 2 a circular metering plate 200 indicated by reference numeral 200 is shown, which has a plurality of filling tubes 210 in the circumferential direction, whose pitch substantially corresponds to the pitch of the anvil wheel 110 and which project from a feed side 220 of the metering plate 200.
- Upper task page 225 the metering plate 100 leading to the filling tubes 210, flush with the task side 225 of the there level metering plate 200 opening funnel openings 230, which are arranged with a small circumferential distance relative to each other.
- the filling tubes 210 are chamfered at their free end and accordingly formed to taper to a point.
- an axis of rotation of the metering plate 200 indicated by reference numeral 240 is set at an angle relative to the axis of rotation 122 of the anvil wheel 110.
- the axis of rotation 122 of the anvil wheel 110 or the axis of rotation 240 of the metering plate 200 may extend in the vertical direction.
- the dosing plate 200 is only inclined relative to the vertical with its axis of rotation 240 in such a way that contents deposited on the feed side 225 do not slip.
- the filling tubes 210 dive into the bags 30 only over a certain peripheral portion relative to the circumference of the anvil wheel 110.
- the relative movement between the filling tubes 210 and the bags 30 in this preferably strictly vertical direction is solely dependent on the degree of inclination between the two axes 120, 240.
- a conveyor belt 242 On the task side 225 of the dosing plate 200 is a designated by reference numeral 250 weighing device ( FIG. 4 ) with a conveyor belt 242, which is arranged with its feed end below a metering device 260, namely under an outlet tube 262 of the metering device 260, which comprises a driven screw 264 which projects into a metering funnel 266 and into the outlet tube 262.
- the end of the conveyor belt 252 opposite the feed end ejects a material continuously fed onto the conveyor belt 252 onto the surface of the metering plate 200, between the hopper openings 230 and a sliding element 268 stationarily associated with the weighing device 250 and its effective sliding surface from the weighing device 250 is arranged radially outward and finally ends at the level of the funnel openings 230.
- the drive of the worm 264 and the output of the weighing device 250 are connected to each other via a control device, not shown.
- the weighing device 250 measures the weight of the material deposited on the weighing device 250, which may vary even with ideal volumetric dosing due to sedimentation. As a result of this variation, the weighing device 250 measures changing masses of the Gutstranges deposited on the conveyor belt 252.
- This weight signal is evaluated by the controller and causes a change in the rotational speed of the screw 264 by acting on the associated in the screw 264 drive motor with the aim that a predetermined length of the deposited on the feed side 225 of the metering plate 200 Massestranges has a constant mass weight. In particular, it is of interest that the strand of material which is discharged into a funnel opening 230 in each case. The aim is to achieve a substantially constant weight-filling of the individual bags 30 despite sedimentation and different density of the bulk material.
- FIG. 5 shows a representation substantially corresponding to the FIG. 3 for another peripheral portion of the anvil wheel 110 and illustrates a designated by reference numeral 300 welding means for closing the bag.
- This welding device has a fixed anvil 310, which is arranged between the bag 30 to be closed of the projections 112 enveloping cylindrical surface.
- a rotating sonotrode 320 On the opposite side of the stationary anvil 310 is a rotating sonotrode 320, which can be driven at the speed with which the bags 30 are guided past the welding device 300.
- FIG. 6 lets recognize the components of the embodiment described above.
- a gripper arrangement indicated by reference numeral 400 is shown, which is provided substantially on the underside of the anvil wheel 110 facing away from the dosing plate 200.
- This gripper assembly 400 has a plurality of gripping means 410 substantially rotating on a circular path, the essential components of which are in the FIGS. 7A to G and 8th can be seen.
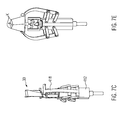
- each gripping device 410 is supported by a gripper base indicated by reference numeral 412, which supports pivotally driven gripper arm pairs 414.
- a folding arm 418 is arranged, the free end of which projects beyond the gripper base 412 and is provided with hammer-head-like folding projections 420.
- the folding arms 418 are curved in the front area like a prong to each other and close in the in FIG. 7 characterized position flat jaws 422 of the gripping device 410, which are pivotally mounted about an axis parallel to the fold 8 extending axis, ie about an axis which extends substantially in the horizontal, said pivot axis of the jaws 422 by a Fork carrier 426 is pivotable about an axis perpendicular thereto, which extends vertically.
- the fork carriage 426 is mounted to pivot and driven on the gripper base 412.
- the pivoting movement of the fork carrier 426 and the pivotal movement of the clamping jaws 422 can be positively controlled by scenes, which, depending on the angle of rotation of the gripping device 410 with respect to the center of rotation M ( FIG. 8 ) cause the necessary movements of the gripping device 410.
- FIG. 8 shows a plan view of the bottom of the previously discussed embodiment, wherein the gripper assembly 400 is disposed upstream of the anvil 110.
- the anvil wheel 110 and the gripper assembly 400 rotate about the common center M.
- the gripper assembly 400 for each gripper device 410 additionally has a longitudinal guide over which each individual gripping device 410 is translationally movable in the radial direction.
- Gripper carrier 426 are schematically drawn, which are mounted displaceably in the radial direction on spokes 428 of the gripper assembly 400. Recognizable are different radial positions of the gripper carrier 426 relative to the center of rotation M.
- the deflected path 10 is thereby moved between the open clamping jaws 422, which close at position B by pivoting and clamp the fold 8 of the track 10 closed on the underside.
- the fork carriage 424 continues to have a pivot angle of 0 °, ie is in the starting position.
- the fork carriage 424 is pivoted, during which the filling tubes 210 dive into the bags 30 (see. FIG. 6 ).
- the folding arms 418 remain in their in the FIGS. 7A and 7B marked starting position.
- position D (cf. FIG. 8 )
- the bag 30 has been pivoted by 90 °, so that the initially tangentially relative to the anvil 110 extending fold 8 is now radially aligned with the center M (see. Figure 7D ).
- the pivoting movement of the fork carriage 424 has thus come to an end. It begins the pivoting movement of Greiferarmcrue 414, ie the folding arms 418 (see. Figure 7E ).
- the folding arms 418 rest against the transverse welds 126 of the bags 30 and slide in the direction of the open end of the bag 30.
- the bag 30 is folded over.
- the initially opposite longitudinal sides of the web 10 are kinked in the middle (kink K -. FIGS. 7D to F ).
- To this kink K pivoting of the upper edge portions of the bag 30 is carried out until the Querabsch bulkung 126 centrally containing longitudinal sections opposite to the bag mouth (see. FIG. 7F ).
- FIG. 9 shows in the left position of this top-side closing of the bag 30 and thus the production of the tea bag 40.
- the folding arms 418 have moved down again.
- the folding arms 418 have already been pivoted back to their starting position.
- the finished tea bags 40 are discharged in the radial direction, for example, by an air pressure shock, which is ejected by a arranged between the tea bag 40 and the anvil 110 air nozzle.
- the jaws 422 pivoted back to the starting position and opened.
- the folding arms 418 are then pivoted back to their original position.
- the fork carriage 424 is pivoted back to its original position, in which the pivot axis of the jaws 422 extends substantially tangentially in the center M.
- the pivot axis of the jaws 422 extends substantially tangentially in the center M.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11007810.2A EP2572996B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
| ES12006642.8T ES2487865T3 (es) | 2011-09-26 | 2011-09-26 | Procedimiento y dispositivo para la fabricación de bolsas |
| ES11007810.2T ES2516990T3 (es) | 2011-09-26 | 2011-09-26 | Procedimiento y dispositivo para la fabricación de bolsas |
| EP12006642.8A EP2572997B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
| PT120066428T PT2572997E (pt) | 2011-09-26 | 2011-09-26 | Processo e dispositivo para o fabrico de sacos |
| PT110078102T PT2572996E (pt) | 2011-09-26 | 2011-09-26 | Processo e dispositivo para o fabrico de sacos |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11007810.2A EP2572996B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12006642.8A Division EP2572997B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
| EP12006642.8A Division-Into EP2572997B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
| EP12006642.8 Division-Into | 2012-09-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2572996A1 true EP2572996A1 (fr) | 2013-03-27 |
| EP2572996B1 EP2572996B1 (fr) | 2014-09-03 |
Family
ID=44674103
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12006642.8A Active EP2572997B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
| EP11007810.2A Active EP2572996B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12006642.8A Active EP2572997B1 (fr) | 2011-09-26 | 2011-09-26 | Procédé et dispositif destinés à la fabrication de sacs |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP2572997B1 (fr) |
| ES (2) | ES2516990T3 (fr) |
| PT (2) | PT2572997E (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2810881A1 (fr) * | 2013-06-04 | 2014-12-10 | Windmöller & Hölscher KG | Station d'une installation d'ensachage destinée au remplissage de produits en vrac |
| CN104890946A (zh) * | 2014-03-04 | 2015-09-09 | 株式会社李包装 | 将平整的小袋转换为四面体小袋的旋转式包装机的装置 |
| EP3257764A1 (fr) * | 2016-06-15 | 2017-12-20 | Volpak, S.A.U. | Machine de conditionnement automatique permettant de remplir un sac constitué d'un matériau thermoscellable avec une dose d'un produit en vrac |
| EP3395698A1 (fr) * | 2017-04-28 | 2018-10-31 | Volpak, S.A.U. | Machine de conditionnement automatique permettant de remplir un sac enmatériau thermoscellable d'une quantité de produit en vrac |
| CN111292467A (zh) * | 2020-03-31 | 2020-06-16 | 上海市第七人民医院(上海中医药大学附属第七人民医院) | 一种香囊自动售卖机及其使用方法 |
| EP3733382A1 (fr) | 2019-05-02 | 2020-11-04 | Teepack Spezialmaschinen Gmbh & Co. Kg | Dispositif de fabrication d'un sachet doté d'une enveloppe, contenant un matériau pouvant être infusé |
| EP3909879A1 (fr) | 2020-05-12 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Dispositif et procédé de fabrication d'un sachet logé dans un conditionnement |
| EP3909878A1 (fr) | 2020-05-12 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Dispositif de fabrication d'une pochette reçue dans une enveloppe |
| CN116100866A (zh) * | 2023-04-04 | 2023-05-12 | 浙江一鸣包装印刷有限公司 | 一种塑料包装制袋设备 |
| WO2023175311A1 (fr) * | 2022-03-14 | 2023-09-21 | Liberty Herbal Technologies Limited | Dispositif de remplissage de sachets |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3473294A (en) * | 1966-11-02 | 1969-10-21 | Delamere & Williams Co Ltd | Bag making machine |
| WO1995001907A2 (fr) | 1993-07-08 | 1995-01-19 | Unilever Plc | Appareil et procedes de production de sachets |
| EP0771730A2 (fr) | 1995-11-06 | 1997-05-07 | Cloud Corporation | Machine de remplissage de poches ayant des moyens pour la fabrication de poches à volume maximal |
| WO1999059875A1 (fr) | 1998-05-19 | 1999-11-25 | Cloud Corporation | Machine d'emballage a scelleuse rotative montee en tete |
| EP1549548A1 (fr) | 2002-10-09 | 2005-07-06 | I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.p.A. | Machine et procede de fabrication de sachets filtrants de forme tetraedrique pour produits d'infusion |
| WO2007089838A2 (fr) * | 2006-01-31 | 2007-08-09 | R.A. Jones & Co. Inc. | Procedes et appareils reglables pour former, remplir et sceller des sachets |
| WO2008102250A1 (fr) * | 2007-02-23 | 2008-08-28 | Azionaria Costruzioni Macchine Automatiche A.C.M.A | Sonotrode pour unités de conditionnement de soudage à ultrasons et coupe |
| WO2011048653A1 (fr) * | 2009-10-19 | 2011-04-28 | 大紀商事株式会社 | Dispositif d'emballage |
-
2011
- 2011-09-26 ES ES11007810.2T patent/ES2516990T3/es active Active
- 2011-09-26 PT PT120066428T patent/PT2572997E/pt unknown
- 2011-09-26 EP EP12006642.8A patent/EP2572997B1/fr active Active
- 2011-09-26 EP EP11007810.2A patent/EP2572996B1/fr active Active
- 2011-09-26 ES ES12006642.8T patent/ES2487865T3/es active Active
- 2011-09-26 PT PT110078102T patent/PT2572996E/pt unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3473294A (en) * | 1966-11-02 | 1969-10-21 | Delamere & Williams Co Ltd | Bag making machine |
| WO1995001907A2 (fr) | 1993-07-08 | 1995-01-19 | Unilever Plc | Appareil et procedes de production de sachets |
| EP0771730A2 (fr) | 1995-11-06 | 1997-05-07 | Cloud Corporation | Machine de remplissage de poches ayant des moyens pour la fabrication de poches à volume maximal |
| WO1999059875A1 (fr) | 1998-05-19 | 1999-11-25 | Cloud Corporation | Machine d'emballage a scelleuse rotative montee en tete |
| EP1549548A1 (fr) | 2002-10-09 | 2005-07-06 | I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.p.A. | Machine et procede de fabrication de sachets filtrants de forme tetraedrique pour produits d'infusion |
| WO2007089838A2 (fr) * | 2006-01-31 | 2007-08-09 | R.A. Jones & Co. Inc. | Procedes et appareils reglables pour former, remplir et sceller des sachets |
| WO2008102250A1 (fr) * | 2007-02-23 | 2008-08-28 | Azionaria Costruzioni Macchine Automatiche A.C.M.A | Sonotrode pour unités de conditionnement de soudage à ultrasons et coupe |
| WO2011048653A1 (fr) * | 2009-10-19 | 2011-04-28 | 大紀商事株式会社 | Dispositif d'emballage |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2810881A1 (fr) * | 2013-06-04 | 2014-12-10 | Windmöller & Hölscher KG | Station d'une installation d'ensachage destinée au remplissage de produits en vrac |
| CN104890946A (zh) * | 2014-03-04 | 2015-09-09 | 株式会社李包装 | 将平整的小袋转换为四面体小袋的旋转式包装机的装置 |
| EP2915655A1 (fr) * | 2014-03-04 | 2015-09-09 | Leepack Co., Ltd | Dispositif permettant de convertir en poche tétraédrique des sachets plats dans une machine d'emballage rotative |
| US20150251791A1 (en) * | 2014-03-04 | 2015-09-10 | Leepack Co., Ltd. | Device for converting flat pouch into tetrahedral pouch in rotary packaging machine |
| US10640251B2 (en) | 2016-06-15 | 2020-05-05 | Volpak, S.A.U. | Automatic packaging machine for filling a bag made of a heat-sealable material with a dose of a loose product |
| EP3257764A1 (fr) * | 2016-06-15 | 2017-12-20 | Volpak, S.A.U. | Machine de conditionnement automatique permettant de remplir un sac constitué d'un matériau thermoscellable avec une dose d'un produit en vrac |
| US10889390B2 (en) | 2017-04-28 | 2021-01-12 | Volpak. S.A.U. | Automatic packaging machine for filling a bag made of a heat-sealable material with a dose of a loose product |
| CN108791978B (zh) * | 2017-04-28 | 2022-02-22 | 沃尔帕克公司 | 用一定量松散产品填充可热封材料制成的袋的自动包装机 |
| CN108791978A (zh) * | 2017-04-28 | 2018-11-13 | 沃尔帕克公司 | 用一定量松散产品填充可热封材料制成的袋的自动包装机 |
| EP3395698A1 (fr) * | 2017-04-28 | 2018-10-31 | Volpak, S.A.U. | Machine de conditionnement automatique permettant de remplir un sac enmatériau thermoscellable d'une quantité de produit en vrac |
| EP3733382A1 (fr) | 2019-05-02 | 2020-11-04 | Teepack Spezialmaschinen Gmbh & Co. Kg | Dispositif de fabrication d'un sachet doté d'une enveloppe, contenant un matériau pouvant être infusé |
| CN111292467A (zh) * | 2020-03-31 | 2020-06-16 | 上海市第七人民医院(上海中医药大学附属第七人民医院) | 一种香囊自动售卖机及其使用方法 |
| EP3909879A1 (fr) | 2020-05-12 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Dispositif et procédé de fabrication d'un sachet logé dans un conditionnement |
| EP3909878A1 (fr) | 2020-05-12 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Dispositif de fabrication d'une pochette reçue dans une enveloppe |
| US11453520B2 (en) | 2020-05-12 | 2022-09-27 | Teepack Spezialmaschinen Gmbh & Co. Kg | Device for manufacturing a pouch accommodated in a wrapping |
| EP4212441A1 (fr) | 2020-05-12 | 2023-07-19 | Teepack Spezialmaschinen GmbH & Co. KG | Procédé de fabrication d'un sachet logé dans une enveloppe |
| US11999517B2 (en) | 2020-05-12 | 2024-06-04 | Teepack Spezialmaschinen Gmbh & Co. Kg | Device and method for manufacturing a bag received in an envelope |
| WO2023175311A1 (fr) * | 2022-03-14 | 2023-09-21 | Liberty Herbal Technologies Limited | Dispositif de remplissage de sachets |
| GB2616607B (en) * | 2022-03-14 | 2024-09-18 | Liberty Herbal Tech Limited | Sachet filling device |
| CN116100866A (zh) * | 2023-04-04 | 2023-05-12 | 浙江一鸣包装印刷有限公司 | 一种塑料包装制袋设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| PT2572996E (pt) | 2014-11-19 |
| ES2516990T3 (es) | 2014-10-31 |
| EP2572997B1 (fr) | 2014-06-25 |
| PT2572997E (pt) | 2014-08-05 |
| EP2572997A1 (fr) | 2013-03-27 |
| ES2487865T3 (es) | 2014-08-25 |
| EP2572996B1 (fr) | 2014-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2572997B1 (fr) | Procédé et dispositif destinés à la fabrication de sacs | |
| EP0059420B1 (fr) | Procédé et dispositif pour réaliser des piles de sacs | |
| DE68912310T2 (de) | Verpackungsmaschine. | |
| DE1295456C2 (de) | Verfahren und Vorrichtung zum Herstellen von Filterstaeben fuer Zigarettenfilter | |
| DE2610513B2 (de) | Maschine zum Abpacken dosierter Mengen eines fließfähigen Materials in einzelne Packungen | |
| CH615398A5 (fr) | ||
| DE2415228C2 (de) | Vorrichtung zum Herstellen und Füllen von Säcken aus thermisch verschweißbarem Material | |
| EP2524874A1 (fr) | Dispositif et procédé destinés à l'emballage de produits en pièces | |
| DE3601104A1 (de) | Vorrichtung zum herstellen von beutelpackungen | |
| DE102011102245B4 (de) | Vorrichtung und Verfahren zum Verpacken von stückigen Produkten | |
| DE2754290A1 (de) | Maschine zur bildung und fuellung von beuteln | |
| DE2405761B1 (de) | Maschine zur Herstellung von beutelartigen Zweikammerpackungen,insbesondere von Teebeuteln | |
| EP0164079B1 (fr) | Machine pour produire des emballages contenant des solvants | |
| DE2120270C3 (de) | Vorrichtung zum Herstellen von gefalteten Zweikammer-Beuteln aus einer schmiegsamen, aufgußfähigen Werkstoffbahn | |
| DE2405691C3 (de) | Verpackungsmaschine | |
| DE2529024A1 (de) | Vorrichtung und verfahren zum kontinuierlichen herstellen und fuellen von tamponsaecken | |
| EP3632805B1 (fr) | Dispositif et procédé d'emballage sous la forme d'un empilement de produits de petite taille | |
| DE2337939A1 (de) | Verfahren zur kontinuierlichen herstellung von fluessigkeitsverpackungen und vorrichtung zur durchfuehrung des verfahrens | |
| DE2110815A1 (de) | Verfahren und Vorrichtung zum Herstellen von Saecken oder Beuteln mit einem Einstecksack | |
| WO2006099956A1 (fr) | Dispositif pour remplir des enveloppes d'emballage au moyen d'une matiere de remplissage | |
| DE4111786A1 (de) | Verfahren und vorrichtung zum herstellen von beutelartigen packungen fuer insbesondere kautabakersatz | |
| CH413339A (de) | Verfahren zur Herstellung eines Beutels aus Kunststoff-Folie, nach diesem Verfahren hergestellter Beutel und Apparat zur Durchführung des Verfahrens | |
| DE2558755A1 (de) | Einrichtung zur herstellung, zum auffuellen mit einem beliebigen material und zum verschliessen eines kunststoffbeutels u.dgl. | |
| DE2503547A1 (de) | Verfahren und vorrichtung zum sterilen abfuellen von fluessigem, pulverfoermigem, granuloesem oder koernigem fuellgut in behaelter bzw. beutel aus siegelfaehigem material | |
| DE665772C (de) | Maschine zum Herstellen, Fuellen und Verschliessen eines Beutels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130925 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131118 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140414 |
|
| INTG | Intention to grant announced |
Effective date: 20140424 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 685440 Country of ref document: AT Kind code of ref document: T Effective date: 20140915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011004234 Country of ref document: DE Effective date: 20141016 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2516990 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141031 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141204 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141203 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150103 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011004234 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 |
|
| 26N | No opposition filed |
Effective date: 20150604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110926 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 685440 Country of ref document: AT Kind code of ref document: T Effective date: 20160926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140903 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230413 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230823 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231002 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230927 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240924 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240922 Year of fee payment: 14 Ref country code: PT Payment date: 20240910 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240922 Year of fee payment: 14 Ref country code: BE Payment date: 20240924 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240924 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240925 Year of fee payment: 14 |