EP2467221B1 - Method for producing a hot-rolled strip by means of strip casting, wherein the material properties can be adjusted over the strip cross-section - Google Patents
Method for producing a hot-rolled strip by means of strip casting, wherein the material properties can be adjusted over the strip cross-section Download PDFInfo
- Publication number
- EP2467221B1 EP2467221B1 EP10749463.5A EP10749463A EP2467221B1 EP 2467221 B1 EP2467221 B1 EP 2467221B1 EP 10749463 A EP10749463 A EP 10749463A EP 2467221 B1 EP2467221 B1 EP 2467221B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- gas
- jet
- material properties
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000000463 material Substances 0.000 title claims description 31
- 238000005266 casting Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 239000007789 gas Substances 0.000 claims description 43
- 238000000034 method Methods 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims description 14
- 239000010959 steel Substances 0.000 claims description 14
- 239000002245 particle Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000000155 melt Substances 0.000 claims description 7
- 238000007711 solidification Methods 0.000 claims description 7
- 230000008023 solidification Effects 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 4
- 239000000161 steel melt Substances 0.000 claims description 3
- 238000005098 hot rolling Methods 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 claims 1
- 239000002131 composite material Substances 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 229910002091 carbon monoxide Inorganic materials 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000005275 alloying Methods 0.000 description 3
- 239000011162 core material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000443 aerosol Substances 0.000 description 1
- 229910000808 amorphous metal alloy Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0631—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by a travelling straight surface, e.g. through-like moulds, a belt
Definitions
- the invention relates to a method for producing hot strip by means of strip casting with adjustable over the strip cross-section material properties according to the preamble of claim 1.
- the primary material suppliers try to meet these requirements by providing load-optimized steel sheets or strips (eg Taylored welded or Taylored rolled blanks), which are optimized for sheet thickness according to the expected loads or consist of materials of different strengths.
- load-optimized steel sheets or strips eg Taylored welded or Taylored rolled blanks
- Such steel sheets or strips must meet comparatively high requirements in terms of strength, ductility, toughness, energy absorption and processability, for example by cold forming, welding and / or surface treatment.
- a disadvantage in the production of load-optimized steel sheets are the elaborate cutting and joining processes and sharp property gradients in the material transition in the welded sheet metal blanks.
- a method for producing a composite steel strip is z. B. from the DE 101 24 594 A1 known. Thereafter, a ferritic core tape directly cast by the two-roll method is plated with an austenitic or high-alloy ferritic plating tape.
- a method for producing hot strips of lightweight steel by means of a horizontal strip caster is z. B. from the Journal of Steel Research 74 (2003), no. 11/12, page 724 - 731 , known.
- melt is fed from a feed vessel via a runner onto a revolving casting belt of a horizontal strip casting plant.
- the abandoned melt solidifies to a pre-strip with a thickness in the range between 6 - 20 mm. After solidification, the pre-strip is subjected to a hot rolling process.
- the publication DE 199 18 581 A1 discloses the casting of thin strips of carbon steels, wherein the strip strength is increased by subjecting the strip to a carburizing or nitriding treatment. This can be done directly after casting or after casting and subsequent cold rolling and annealing.
- the object of the invention is to specify a method for producing composite materials with a steel matrix by means of horizontal strip casting, with which the required material properties can be set variably over the strip cross section.
- the teaching of the invention acts on the still liquid and / or just beginning of solidification steel melt from a metallic and / or non-metallic, the material properties of the hot strip influencing elements existing gas or plasma jet, wherein by changing the acting kinetic energy of the gas or plasma , the gas partial pressure and / or the applied temperature, the concentration of the introduced via the gas or plasma jet into the melt and there einiffund Schlierenden elements over the strip thickness and bandwidth is set.
- the inventive method is basically suitable for the production of hot strips of various metallic materials, especially for high-alloy lightweight steels.
- the method according to the invention offers for the first time in an advantageous manner the possibility of specifically taking into account the specific requirements of the material properties of the finished component, in which these can be adjusted in a targeted manner both via the strip thickness and over the strip width.
- gaseous, vaporous or in the state of the plasma alloy constituents are applied by means of appropriate deposition on the matrix of still liquid or just beginning to solidification molten steel, wherein the gas or plasma vapor contained metallic and / or non-metallic elements in the matrix diffuse.
- These may, for example, also be alloying elements in which the solubility in the iron is limited at normal liquidus temperatures and thus can not be introduced into the matrix via conventional production processes due to material incompatibilities, metallurgical segregation, evaporation, etc.
- gas jet solid particles such.
- metal or ceramic particles are added (aerosols), so that are provided with corresponding novel properties with the inventive method completely novel composite or gradient materials.
- the gas z. B. from N 2 , CO, CO 2 , inert or reducing gases and, depending on requirements cold or preheated impinge on the molten bath surface.
- the gas molecules By adjusting the kinetic energy of the gas partial pressure and optionally the temperature, the gas molecules, starting from the strip surface, diffuse with a specifically adjustable gradient in the strip thickness direction and correspondingly influence the material properties of the solidified strip.
- a hardness gradient can be set in a targeted manner via the strip thickness.
- the plasma z. B. also consist of metal vapors, which any alloying elements can be introduced into the material in order to influence the material properties targeted.
- the gas or plasma jet is applied over the entire width of the casting belt or is variably adjustable.
- the casting belt across the width only partially applied to the required locations or over the entire width.
- the material properties over the length of the cast strip can be adjusted via a variable gas or plasma jet.
- This can be achieved, for example, by activating or deactivating the gas or plasma jet loading, which is normally arranged in a stationary manner during the belt transport, or steers in its intensity steplessly or stepwise.
- the loading of the belt with a gas or plasma jet can not only be used for introducing elements into the strip material but also advantageously the energy contained in the plasma jet can be used, for example, to subject elements already introduced by a gas jet to a targeted heat treatment for example, a diffusion gain to achieve.
- the plasma jet z. B. targeted "traces" are introduced with altered material properties in the band.
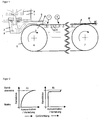
- FIG. 1 are shown in the schematic representation of a horizontal strip casting the principle possible Einwirkstellen for the gas or plasma jets targeted for influencing the material properties of the steel strip.
- a melting vessel 1 is fed from the liquid molten steel 8 via a feed vessel 2 of a runner 3, so that the melt 8 is fed through a pouring nozzle 4 on to a front guide roller 6 and rear guide roller 7 encircling casting belt 5.
- the casting belt 5 is supported between the deflecting rollers 6 and 7 by carrying rollers 9 between which cooling nozzles 10 are arranged for belt cooling.
- the illustrated rotation arrows on the deflection rollers 6 and 7 characterize the conveying direction of the solidifying cast strand 11.
- the melt is still liquid at the top of the strand.
- the melt is inoculated with gas / vapor-shaped metallic and / or non-metallic elements and due to the pressure exerted on the melt by the conveying medium generated flows in the melt controlled mixed.
- the resulting larger surface area and creation of new surfaces results in an increase in the diffusible amount of particles.
- the surface solidification of the cast strand has already begun.
- the porous surface makes it possible for atoms deposited at this point to diffuse from the medium (eg gases or vapors) from the surface into the solid material.
- the admission of the band with gas or plasma jets can take place either at one of the two contact points or at both together both offset in time, and simultaneously.
- the material or later component properties in the band can be set quasi precise location.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Erzeugen von Warmband mittels Bandgießen mit über den Bandquerschnitt einstellbaren Werkstoffeigenschaften gemäß dem Oberbegriff des Anspruches 1.The invention relates to a method for producing hot strip by means of strip casting with adjustable over the strip cross-section material properties according to the preamble of claim 1.
Der stark umkämpfte Automobilmarkt zwingt die Hersteller ständig, nach Lösungen zur Senkung des Flottenverbrauchs unter Beibehaltung eines höchstmöglichen Komforts und Insassenschutzes zu suchen. Dabei spielt einerseits die Gewichtsersparnis aller Fahrzeugkomponenten eine entscheidende Rolle andererseits aber auch ein die passive Sicherheit der Passagiere förderndes Verhalten der einzelnen Bauteile bei hohen statischen und dynamischen Beanspruchungen im Betrieb und im Crashfall.The highly competitive automotive market is constantly forcing manufacturers to seek solutions to reduce fleet consumption while maintaining the highest possible comfort and occupant safety. On the one hand, the weight saving of all vehicle components plays a decisive role, on the other hand, but also the passive safety of the passengers promoting behavior of the individual components with high static and dynamic stresses during operation and in the event of a crash.
Die Vormaterial-Lieferanten versuchen diesen Anforderungen durch die Bereitstellung belastungsoptimierter Bleche oder Bänder aus Stahl (z. B. Taylored welded oder Taylored rolled Blanks) Rechnung zu tragen, die entsprechend den zu erwartenden Belastungen blechdickenoptimiert sind oder aus unterschiedlich festen Werkstoffen bestehen.The primary material suppliers try to meet these requirements by providing load-optimized steel sheets or strips (eg Taylored welded or Taylored rolled blanks), which are optimized for sheet thickness according to the expected loads or consist of materials of different strengths.
Derartige Bleche oder Bänder aus Stahl müssen vergleichsweise hohen Anforderungen hinsichtlich Festigkeit, Dehnfähigkeit, Zähigkeit, Energieaufnahme und Verarbeitbarkeit beispielsweise durch Kaltumformen, Schweißen und/oder Oberflächenbehandeln, genügen.Such steel sheets or strips must meet comparatively high requirements in terms of strength, ductility, toughness, energy absorption and processability, for example by cold forming, welding and / or surface treatment.
Nachteilig bei der Herstellung belastungsoptimierter Bleche aus Stahl sind bei den geschweißten Blechplatinen die aufwändigen Schneid- und Fügeprozesse sowie scharfe Eigenschaftsgradienten beim Werkstoffübergang.A disadvantage in the production of load-optimized steel sheets are the elaborate cutting and joining processes and sharp property gradients in the material transition in the welded sheet metal blanks.
Ein Verfahren zum Herstellen eines Verbundbandes aus Stahl ist z. B. aus der
Nachteil ist hier der durch die Plattierung bedingte scharfe Sprung der Eigenschaften des Verbundwerkstoffes, der die den jeweiligen Anforderungen entsprechende optimale Anpassung der Eigenschaften über die Banddicke erschwert. Des Weiteren können die Eigenschaften über die Bandbreite nicht variiert werden.Disadvantage here is the sharp jump in the properties of the composite material due to the plating, which complicates the optimal adaptation of the properties over the strip thickness corresponding to the respective requirements. Furthermore, the properties can not be varied over the bandwidth.
Ein Verfahren zum Erzeugen von Warmbändern aus Leichtbaustahl mittels einer horizontalen Bandgießanlage ist z. B. aus der
Mit diesem Verfahren lassen sich in idealer Weise z. B. hochmanganhaltige Leichtbaustähle herstellen, die sich über konventionelle Verfahren, wie Stranggießen, nur schwer erzeugen lassen.With this method can be in an ideal way z. B. produce high manganese lightweight steels that can be difficult to produce over conventional methods, such as continuous casting.
Aus der
Die Druckschrift
Bislang ist es mit diesen bekannten Bandgießverfahren jedoch nicht möglich Warmbänder aus Stahl herzustellen, die über den Bandquerschnitt belastungsoptimierte Werkstoffeigenschaften aufweisen.So far, however, it has not been possible with these known strip casting methods to produce hot strips of steel which have load-optimized material properties over the strip cross section.
Aufgabe der Erfindung ist es, ein Verfahren zum Erzeugen von Verbundwerkstoffen mit einer Stahlmatrix mittels horizontalem Bandgießen anzugeben, mit dem über den Bandquerschnitt die geforderten Werkstoffeigenschaften variabel eingestellt werden können.The object of the invention is to specify a method for producing composite materials with a steel matrix by means of horizontal strip casting, with which the required material properties can be set variably over the strip cross section.
Diese Aufgabe wird ausgehend vom Oberbegriff in Verbindung mit den kennzeichnenden Merkmalen des Anspruches 1 gelöst. Vorteilhafte Weiterbildungen sowie eine Vorrichtung zum Erzeugen von Warmbändern sind Gegenstand von Unteransprüchen.This object is achieved starting from the preamble in conjunction with the characterizing features of claim 1. Advantageous developments and an apparatus for producing hot strips are the subject of dependent claims.
Nach der Lehre der Erfindung wirkt auf die noch flüssige und/oder gerade im Erstarrungsbeginn befindliche Stahlschmelze ein aus metallischen und/oder nichtmetallischen, die Werkstoffeigenschaften des Warmbandes beeinflussenden Elementen bestehender Gas- oder Plasmastrahl ein, wobei durch Veränderung der einwirkenden kinetischen Energie des Gas- oderPlasmastrgls, des Gas-Partialdrucks und/oder der anliegenden Temperatur die Konzentration der über den Gas- oder Plasmastrahl in die Schmelze eingebrachten und dort eindiffundierenden Elemente über die Banddicke und Bandbreite eingestellt wird.According to the teaching of the invention acts on the still liquid and / or just beginning of solidification steel melt from a metallic and / or non-metallic, the material properties of the hot strip influencing elements existing gas or plasma jet, wherein by changing the acting kinetic energy of the gas or plasma , the gas partial pressure and / or the applied temperature, the concentration of the introduced via the gas or plasma jet into the melt and there einiffundierenden elements over the strip thickness and bandwidth is set.
Bei dem beschriebenen Verfahren wird also nicht das Einbringen von Gasbläschen in die Matrix angestrebt, sondern durch das geometrische Eindringen des Gas- oder Plasmastrahls in das noch flüssige oder gerade im Erstarrungsbeginn befindliche Schmelzbad diffundieren die mit dem Gas oder Plasma transportierten Moleküle oder Teilchen in die Matrix ein und beeinflussen so die Werkstoffeigenschaften.In the described method, therefore, the introduction of gas bubbles is not sought in the matrix, but by the geometric penetration of the gas or plasma jet in the still liquid or just beginning of solidification melt diffuse the transported with the gas or plasma molecules or particles in the matrix and thus influence the material properties.
Das erfindungsgemäße Verfahren ist grundsätzlich für die Erzeugung von Warmbändern aus den verschiedensten metallischen Werkstoffen geeignet, insbesondere auch für hochlegierte Leichtbaustähle.
Das erfindungsgemäße Verfahren bietet erstmals in vorteilhafter Weise die Möglichkeit den spezifischen Anforderungen an die Werkstoffeigenschaften des fertigen Bauteils gezielt Rechnung zu tragen, in dem diese sowohl über die Banddicke wie auch über die Bandbreite gezielt eingestellt werden können.
Hierbei werden gasförmige, dampfförmige oder im Zustand des Plasmas befindliche Legierungsbestandteile mittels dem Zweck entsprechender Abscheidungsverfahren auf die Matrix der noch flüssigen oder gerade in beginnender Erstarrung befindlichen Stahlschmelze aufgebracht, wobei die im Gas bzw. Plasmadampf enthaltenen metallischen und/oder nicht metallischen Elemente in die Matrix eindiffundieren.
Dies können beispielsweise auch Legierungselemente sein, bei denen die Löslichkeit im Eisen bei üblichen Liquidustemperaturen begrenzt ist und die damit über herkömmliche Produktionsverfahren aufgrund von Materialunverträglichkeiten, metallurgischer Entmischung, Abdampfen, etc. gar nicht oder nur begrenzt in die Matrix einbringbar sind.The inventive method is basically suitable for the production of hot strips of various metallic materials, especially for high-alloy lightweight steels.
The method according to the invention offers for the first time in an advantageous manner the possibility of specifically taking into account the specific requirements of the material properties of the finished component, in which these can be adjusted in a targeted manner both via the strip thickness and over the strip width.
In this case, gaseous, vaporous or in the state of the plasma alloy constituents are applied by means of appropriate deposition on the matrix of still liquid or just beginning to solidification molten steel, wherein the gas or plasma vapor contained metallic and / or non-metallic elements in the matrix diffuse.
These may, for example, also be alloying elements in which the solubility in the iron is limited at normal liquidus temperatures and thus can not be introduced into the matrix via conventional production processes due to material incompatibilities, metallurgical segregation, evaporation, etc.
Außerdem können dem Gasstrahl Feststoffpartikel, wie z. B. Metall- oder Keramikpartikel, zugesetzt werden (Aerosole), so dass mit dem erfindungsgemäßen Verfahren völlig neuartige Verbund- bzw. Gradientenwerkstoffe mit entsprechend neuen Eigenschaften bereitgestellt werden.In addition, the gas jet solid particles such. As metal or ceramic particles are added (aerosols), so that are provided with corresponding novel properties with the inventive method completely novel composite or gradient materials.
Bei Einsatz eines Gasstrahls kann das Gas z. B. aus N2, CO, CO2, inerten oder reduzierenden Gasen bestehen und je nach Anforderungen kalt oder vorgewärmt auf die Schmelzbadoberfläche auftreffen.When using a gas jet, the gas z. B. from N 2 , CO, CO 2 , inert or reducing gases and, depending on requirements cold or preheated impinge on the molten bath surface.
Durch Einstellung der kinetischen Energie des Gas-Partialdrucks und ggf. der Temperatur diffundieren die Gasmoleküle ausgehend von der Bandoberfläche mit einem auf diese Weise gezielt einstellbaren Gradienten in Banddickenrichtung und beeinflussen entsprechend die Werkstoffeigenschaften des erstarrten Bandes. Bei Verwendung von N2, CO oder CO2 kann beispielsweise über die Banddicke gezielt ein Härtegradient eingestellt werden.By adjusting the kinetic energy of the gas partial pressure and optionally the temperature, the gas molecules, starting from the strip surface, diffuse with a specifically adjustable gradient in the strip thickness direction and correspondingly influence the material properties of the solidified strip. When using N 2 , CO or CO 2 , for example, a hardness gradient can be set in a targeted manner via the strip thickness.
Bei Einsatz eines heißen Plasmastrahls kann das Plasma z. B. auch aus Metalldämpfen bestehen, womit beliebige Legierungselemente in den Werkstoff eingebracht werden können, um die Werkstoffeigenschaften gezielt zu beeinflussen. Dies kann z. B. Cr sein, um die Korrosionseigenschaften zu verbessern oder Si, um die weichmagnetischen Eigenschaften oder die Zunderbeständigkeit zu verbessern oder Kupfer, um in ausgewählten Materialbereichen den elektrischen Widerstand zu reduzieren.When using a hot plasma jet, the plasma z. B. also consist of metal vapors, which any alloying elements can be introduced into the material in order to influence the material properties targeted. This can be z. B. Cr to improve the corrosion properties or Si, to improve the soft magnetic properties or the scale resistance or copper to reduce the electrical resistance in selected material areas.
Grundsätzlich sind bei der Wahl der nichtmetallischen oder metallischen Elemente keine Grenzen gesetzt, um ein in Bezug auf die geforderten Eigenschaften optimiertes Warmband im Sinne eines Verbund- oder Gradientenwerkstoffes bereitzustellen.In principle, there are no limits in the choice of non-metallic or metallic elements in order to provide a hot strip optimized in relation to the required properties in the sense of a composite or gradient material.
Vorteilhafterweise erfolgt die Gas- bzw. Plasmastrahlbeaufschlagung über die ganze Breite des Gießbandes bzw. ist variabel einstellbar.Advantageously, the gas or plasma jet is applied over the entire width of the casting belt or is variably adjustable.
Hierzu wird mit einer entsprechenden Anzahl an Zuleitungspunkten, z. B. Gasdüsen oder Plasmabrennern, das Gießband über die Breite nur partiell an den geforderten Stellen oder über die gesamte Breite beaufschlagt.For this purpose, with a corresponding number of supply points, z. As gas nozzles or plasma torches, the casting belt across the width only partially applied to the required locations or over the entire width.
Vorteilhaft können über eine variable Gas- bzw. Plasmastrahlbeaufschlagung auch die Werkstoffeigenschaften über die Länge des gegossenen Bandes eingestellt werden. Dies kann beispielsweise dadurch erreicht werden, dass während des Bandtransportes im Zuge der Erstarrung die im Regelfall ortsfest angeordnete Gas- bzw. Plasmastrahlbeaufschlagung an- oder abgeschaltet wird, bzw. in ihrer Intensität stufenlos oder gestuft gesteuert wird.Advantageously, the material properties over the length of the cast strip can be adjusted via a variable gas or plasma jet. This can be achieved, for example, by activating or deactivating the gas or plasma jet loading, which is normally arranged in a stationary manner during the belt transport, or steers in its intensity steplessly or stepwise.
Die Beaufschlagung des Bandes mit einem Gas- bzw. Plasmastrahl kann dabei nicht nur zum Einbringen von Elementen in den Bandwerkstoff genutzt werden sondern es kann auch vorteilhaft die im Plasmastrahl enthaltene Energie beispielsweise dazu genutzt werden, bereits durch einen Gasstrahl eingebrachte Elemente einer gezielten Wärmebehandlung zu unterziehen um beispielweise eine Diffusionsverstärkung zu erzielen. Somit können mit dem Plasmastrahl z. B. gezielt "Spuren" mit veränderten Werkstoffeigenschaften in das Band eingebracht werden.The loading of the belt with a gas or plasma jet can not only be used for introducing elements into the strip material but also advantageously the energy contained in the plasma jet can be used, for example, to subject elements already introduced by a gas jet to a targeted heat treatment for example, a diffusion gain to achieve. Thus, with the plasma jet z. B. targeted "traces" are introduced with altered material properties in the band.
Zusammenfassend ergeben sich aus der Erfindung folgende Vorteile:
- Einstellung benötigter Oberflächeneigenschaften durch teure Legierungselemente nur in der Oberfläche - wirtschaftlicher Materialaufbau durch kostengünstigen Kernwerkstoff
Gezielt beeinflusst werden können:- Verschleiß/Abrieb/Tribologie
- Zunderbeständigkeit
- Korrosionsschutz
- Beschichtbarkeit
- Beklebbarkeit
- elektrische Eigenschaften
- Schweißbarkeit (Widerstandspunktschweißbarkeit)
- thermische Eigenschaften (Bimetall)
- optische Eigenschaften (Aussehen)
- Realisierung von Kombinationen unterschiedlicher Oberflächen- und Materialkerneigenschaften
- Nutzung bereichsweise verschiedener Verfestigungsmechanismen, wie z. B. Mischkristallverfestigung und Ausscheidungen zur Erzeugung von Festigkeitsgradienten bzw. ortsspezifischer verformungs- bzw. Crasheigenschaften.
- Adjustment of required surface properties by expensive alloying elements only in the surface - economical material construction by inexpensive core material
Can be targeted:- Wear / abrasion / tribology
- scaling resistance
- corrosion protection
- coatability
- Beklebbarkeit
- Electrical Properties
- Weldability (resistance spot weldability)
- thermal properties (bimetal)
- optical properties (appearance)
- Realization of combinations of different surface and material core properties
- Use of various types of solidification mechanisms, such. B. solid solution hardening and precipitates to produce strength gradients or site-specific deformation or crash properties.
In einer Zeichnung wird das erfindungsgemäße Verfahren näher erläutert. Es zeigen:
- Figur 1
- die schematische Darstellung einer horizontalen Bandgießanlage mit Einwirkstellen für die Gas- oder Plasmastrahlen zur Beeinflussung der Werkstoffeigenschaften,
-
Figur 2 - einstellbare Konzentrationen bzw. Elementverteilungen über die Blechdicke.
- FIG. 1
- the schematic representation of a horizontal strip casting plant with contact points for the gas or plasma jets for influencing the material properties,
- FIG. 2
- Adjustable concentrations or element distributions over the sheet thickness.
In
Zu erkennen ist ein Schmelzgefäß 1 aus dem flüssige Stahlschmelze 8 über ein Zulaufgefäß 2 einer Gießrinne 3 zugeführt wird, so dass die Schmelze 8 durch eine Gießdüse 4 auf ein um eine vordere Umlenkrolle 6 und hintere Umlenkrolle 7 umlaufendes Gießband 5 aufgegeben wird. Abgestützt wird das Gießband 5 zwischen den Umlenkrollen 6 und 7 von Tragrollen 9 zwischen denen zur Bandkühlung Kühldüsen 10 angeordnet sind. Die dargestellten Rotationspfeile an den Umlenkrollen 6 und 7 kennzeichnen die Förderrichtung des erstarrenden Gießstrangs 11.To recognize a melting vessel 1 is fed from the liquid
Die möglichen Einwirkstellen des Gas- oder Plasmastrahls auf den Gießstrang sind mit I und II gekennzeichnet.The possible contact points of the gas or plasma jet on the cast strand are marked with I and II.
Bei der Einwirkstelle I ist die Schmelze auch an der Strangoberseite noch flüssig. Durch das Eindringen des Fördermediums (z. B. mittels eines Gas- oder Plasmastrahls) in das noch flüssige Schmelzbad wird die Schmelze mit gas-/dampf-förmigen metallischen und/oder nichtmetallischen Elementen geimpft und infolge der auf die Schmelze durch das Fördermedium ausgeübten Druck erzeugten Strömungen in der Schmelze gesteuert durchmischt. Die damit erreichte größere Oberfläche und Schaffung von neuen Oberflächen hat eine Steigerung der eindiffundierbaren Teilchenmenge zur Folge.At the contact point I, the melt is still liquid at the top of the strand. As a result of the penetration of the conveyed medium (for example by means of a gas jet or plasma jet) into the still molten bath, the melt is inoculated with gas / vapor-shaped metallic and / or non-metallic elements and due to the pressure exerted on the melt by the conveying medium generated flows in the melt controlled mixed. The resulting larger surface area and creation of new surfaces results in an increase in the diffusible amount of particles.
Mittels eines in Gießrichtung folgenden elektromagnetischen Querrührers kann eine weitere Durchmischung durch Verteilung der bereits eindiffundierten Teilchen bzw. die Erhöhung der eindiffundierten Menge durch die Schaffung neuer Oberflächen erreicht werden.By means of an electromagnetic transverse stirrer following in the casting direction, a further thorough mixing can be achieved by distributing the already diffused particles or increasing the amount diffused in by creating new surfaces.
Im Bereich der Einwirkstelle II hat die Oberseitenerstarrung des Gießstranges bereits eingesetzt. Die porös gehaltene Oberfläche ermöglicht, dass an dieser Stelle aus dem Fördermedium (z. B. Gase oder Dämpfe) abgeschiedene Atome von der Oberfläche in das feste Material diffundieren können.In the area of exposure point II, the surface solidification of the cast strand has already begun. The porous surface makes it possible for atoms deposited at this point to diffuse from the medium (eg gases or vapors) from the surface into the solid material.
Die Beaufschlagung des Bandes mit Gas- oder Plasmastrahlen kann dabei entweder an einer der beiden Einwirkstellen erfolgen oder an beiden gemeinsam sowohl zeitlich versetzt, als auch gleichzeitig.The admission of the band with gas or plasma jets can take place either at one of the two contact points or at both together both offset in time, and simultaneously.
Mit einer zusätzlichen variablen Beaufschlagung über Bandbreite und -länge lassen sich die vielfältigsten Anforderungen hinsichtlich der geforderten Werkstoffeigenschaften erzielen. Somit können die Werkstoff- bzw. späteren Bauteileigenschaften im Band quasi ortsgenau eingestellt werden.With an additional variable loading over bandwidth and length, the most varied requirements with regard to the required material properties can be achieved. Thus, the material or later component properties in the band can be set quasi precise location.
Mit den beschriebenen Aufgabepositionen lassen sich die in
- Aufgabeposition I → Verteilung A): Gradientenwerkstoffe mit stetigem einseitigem Oberflächengradient. Dieser sich aus der Diffusion ergebende Gradient kann durch die kinetische Energie des Gas- bzw. Plasmastrahls, den Gas-Partialdruck sowie die anliegende Temperatur (Diffusionsgeschwindigkeit ist temperaturabhängig) eingestellt werden.
- Aufgabeposition II → Verseilung B): Verbundwerkstoffe mit einseitiger sprunghafter Verteilungsänderung außen.
- Loading position I → distribution A) : gradient materials with continuous one-sided surface gradient. This gradient resulting from the diffusion can be adjusted by the kinetic energy of the gas or plasma jet, the gas partial pressure and the applied temperature (diffusion rate is temperature-dependent).
- Loading position II → stranding B) : composite materials with one-sided sudden change in distribution on the outside.
Claims (8)
- A method for producing hot strip from steel with material properties which are settable across the strip cross-section, wherein a steel melt is charged by means of a runner onto a revolving casting belt of a horizontal strip casting plant, which melt solidifies to form a roughed strip with a thickness of between 6 and 20 mm, and the roughed strip once it has thoroughly solidified is subjected to a hot-rolling process,
characterised in that
a gas jet or plasma jet consisting of metallic and/or non-metallic elements which influence the material properties of the hot strip acts on the steel melt which is still molten and/or just beginning to solidify, and by changing the acting kinetic energy of the gas jet or plasma jet, the gas partial pressure and/or the applied temperature the concentration of the elements which are introduced into the melt via the gas jet or plasma jet and are diffused in therein is set over the strip thickness and the strip width. - A method according to Claim 1, characterised in that solids particles are added to the gas jet or plasma jet.
- A method according to Claim 1 and 2, characterised in that the gas used for the gas jet is inert and/or a reducing gas.
- A method according to Claim 1 and 2, characterised in that the gas used for the gas jet is a mixed gas consisting of an inert gas as carrier and a reducing gas.
- A method according to one of Claims 1 to 4, characterised in that the gas is cold or preheated.
- A method according to one of Claims 1 to 5, characterised in that the material properties are set symmetrically or asymmetrically over the width of the strip.
- A method according to one of Claims 1 to 6, characterised in that the material properties are additionally set variably over the cast length of the strip.
- A method according to one of Claims 1 to 7, characterised in that the form of the cast-strip edges is influenced during the course of solidification by targeted action on the still-molten cast-strip marginal regions using the gas jet or plasma jet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009038974A DE102009038974B3 (en) | 2009-08-21 | 2009-08-21 | Method for producing steel hot strip with material characteristics adjustable over the band cross-section, comprises applying a steel melt by a casting groove on a running casting band of a horizontal strip casting plant |
| PCT/DE2010/000826 WO2011020451A1 (en) | 2009-08-21 | 2010-07-14 | Method for producing a hot-rolled strip by means of strip casting, wherein the material properties can be adjusted over the strip cross-section |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2467221A1 EP2467221A1 (en) | 2012-06-27 |
| EP2467221B1 true EP2467221B1 (en) | 2016-01-27 |
Family
ID=42993819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10749463.5A Not-in-force EP2467221B1 (en) | 2009-08-21 | 2010-07-14 | Method for producing a hot-rolled strip by means of strip casting, wherein the material properties can be adjusted over the strip cross-section |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10086426B2 (en) |
| EP (1) | EP2467221B1 (en) |
| KR (1) | KR20120051028A (en) |
| DE (1) | DE102009038974B3 (en) |
| RU (1) | RU2537580C2 (en) |
| WO (1) | WO2011020451A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012002079B4 (en) | 2012-01-30 | 2015-05-13 | Salzgitter Flachstahl Gmbh | Process for producing a cold or hot rolled steel strip from a high strength multiphase steel |
| DE102012013425A1 (en) | 2012-07-03 | 2014-01-09 | Salzgitter Flachstahl Gmbh | Continuous strip casting and rolling plant |
| WO2021001495A1 (en) * | 2019-07-03 | 2021-01-07 | Hydro Aluminium Rolled Products Gmbh | Molten metal guide for strip casting systems |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1112112A (en) * | 1977-05-31 | 1981-11-10 | Alfred R.E. Singer | Deposition of metals on a base |
| JPS58179542A (en) * | 1982-04-12 | 1983-10-20 | Daido Steel Co Ltd | Production of particle-dispersed metal |
| US4523625A (en) * | 1983-02-07 | 1985-06-18 | Cornell Research Foundation, Inc. | Method of making strips of metallic glasses having uniformly distributed embedded particulate matter |
| JPS6017029A (en) * | 1983-07-09 | 1985-01-28 | Alps Electric Co Ltd | Production of second phase particle dispersion type ultraquickly cooled alloy |
| US4588021A (en) * | 1983-11-07 | 1986-05-13 | Hazelett Strip-Casting Corporation | Matrix coatings on endless flexible metallic belts for continuous casting machines method of forming such coatings and the coated belts |
| JPH01306052A (en) * | 1988-06-02 | 1989-12-11 | Sumitomo Metal Ind Ltd | Belt for continuous casting |
| US6110296A (en) | 1998-04-28 | 2000-08-29 | Usx Corporation | Thin strip casting of carbon steels |
| JP4254236B2 (en) * | 2000-12-12 | 2009-04-15 | コニカミノルタホールディングス株式会社 | Thin film formation method |
| DE10124594B4 (en) * | 2001-05-21 | 2006-10-12 | Thyssenkrupp Steel Ag | Method for producing a composite steel strip by roll-plating a directly cast steel strip and using such a composite strip |
| RU2233346C1 (en) * | 2003-04-22 | 2004-07-27 | Открытое акционерное общество "Всероссийский институт легких сплавов" | Aluminum alloy for preparing aluminum foam and method for preparing aluminum foam from it |
| DE102004053620A1 (en) | 2004-11-03 | 2006-05-04 | Salzgitter Flachstahl Gmbh | High-strength, air-hardening steel with excellent forming properties |
| DE102004062636B4 (en) * | 2004-12-21 | 2007-05-24 | Salzgitter Flachstahl Gmbh | Device for horizontal strip casting of steel |
| DE102005062854A1 (en) | 2005-12-23 | 2007-07-05 | Salzgitter Flachstahl Gmbh | Method and device for producing metallic hot strips, in particular made of lightweight steel |
| DE102007058222A1 (en) | 2007-12-03 | 2009-06-04 | Salzgitter Flachstahl Gmbh | Steel for high-strength components made of tapes, sheets or tubes with excellent formability and special suitability for high-temperature coating processes |
-
2009
- 2009-08-21 DE DE102009038974A patent/DE102009038974B3/en not_active Expired - Fee Related
-
2010
- 2010-07-14 KR KR1020127004595A patent/KR20120051028A/en not_active Ceased
- 2010-07-14 RU RU2012110590/02A patent/RU2537580C2/en not_active IP Right Cessation
- 2010-07-14 US US13/391,166 patent/US10086426B2/en not_active Expired - Fee Related
- 2010-07-14 EP EP10749463.5A patent/EP2467221B1/en not_active Not-in-force
- 2010-07-14 WO PCT/DE2010/000826 patent/WO2011020451A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| US10086426B2 (en) | 2018-10-02 |
| RU2012110590A (en) | 2013-09-27 |
| RU2537580C2 (en) | 2015-01-10 |
| US20120279677A1 (en) | 2012-11-08 |
| DE102009038974B3 (en) | 2010-11-25 |
| EP2467221A1 (en) | 2012-06-27 |
| WO2011020451A1 (en) | 2011-02-24 |
| KR20120051028A (en) | 2012-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2547800B1 (en) | Method for producing workpieces from lightweight steel having material properties that can be adjusted over the wall thickness | |
| EP1752548B1 (en) | Method for producing a magnetic grain oriented steel strip | |
| EP1326723B1 (en) | A method of producing steel | |
| EP2759614B1 (en) | Method for generating a flat steel product with an amorphous, semi-amorphous or fine crystalline structure and flat steel product with such structures | |
| EP1752549A1 (en) | Process for manufacturing grain-oriented magnetic steel spring | |
| DE102009036378A1 (en) | Method and apparatus for producing a microalloyed steel, in particular a tubular steel | |
| EP2421664A1 (en) | Process and apparatus for the continuous casting of a slab | |
| WO2002024969A1 (en) | Method for producing a steel strip or sheet consisting predominantly of mn-austenite | |
| DE112015005690T5 (en) | Hot rolled martensitic lightweight sheet steel and method of making the same | |
| EP2467221B1 (en) | Method for producing a hot-rolled strip by means of strip casting, wherein the material properties can be adjusted over the strip cross-section | |
| EP2406023A1 (en) | Method for producing a hot rolled strip and hot rolled strip produced from triplex lightweight steel | |
| EP1404484B1 (en) | Strip-shaped cutting tools | |
| EP1109638B1 (en) | Method for producing load-optimised steel strips | |
| EP2483014B1 (en) | Method for strip casting steel and system for strip casting | |
| DE102011010040B3 (en) | Method and device for producing a cast strip of steel with material properties adjustable over the strip cross section and the strip length | |
| DE102014005662A1 (en) | Material concept for a malleable lightweight steel | |
| EP1702993B1 (en) | Method and apparatus for through-hardening sections of steel plate finished formed components | |
| EP2511039A1 (en) | Method for laser beam welding of a steel preliminary product with a metallic covering using a gas containing Ar, Co2 and O2 | |
| DE102010026245B4 (en) | Method for producing hot strip by means of strip casting with adjustable over the strip cross section and the strip length material properties | |
| WO2010149125A2 (en) | Method and device for producing steel strips by means of belt casting | |
| DE2146227A1 (en) | Process for the production of three-layer rolled products | |
| DE10138794A1 (en) | Process and plant for the production of flat and long products | |
| DE10107027A1 (en) | Process for the production of metallic strips with sections of different material properties | |
| DE102015116517A1 (en) | Apparatus and method for the continuous production of a band-shaped metallic workpiece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111216 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHMIDT-JUERGENSEN, RUNE Inventor name: FLAXA, VOLKER Inventor name: SPITZER, KARL-HEINZ Inventor name: KROOS, JOACHIM Inventor name: SCHAEPERKOETTER, MARKUS Inventor name: EICHHOLZ, HELLFRIED |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150807 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 772457 Country of ref document: AT Kind code of ref document: T Effective date: 20160215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010010997 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160428 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160527 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20160720 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010010997 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20160721 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170801 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 772457 Country of ref document: AT Kind code of ref document: T Effective date: 20170714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170714 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180725 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20180718 Year of fee payment: 9 Ref country code: TR Payment date: 20180712 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190714 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220720 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010010997 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240201 |