EP2467221B1 - Procédé de production de feuillards à chaud par coulée de bandes minces aux caractéristiques de matériau réglables sur la section transversale de la bande - Google Patents
Procédé de production de feuillards à chaud par coulée de bandes minces aux caractéristiques de matériau réglables sur la section transversale de la bande Download PDFInfo
- Publication number
- EP2467221B1 EP2467221B1 EP10749463.5A EP10749463A EP2467221B1 EP 2467221 B1 EP2467221 B1 EP 2467221B1 EP 10749463 A EP10749463 A EP 10749463A EP 2467221 B1 EP2467221 B1 EP 2467221B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- gas
- jet
- material properties
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000000463 material Substances 0.000 title claims description 31
- 238000005266 casting Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 239000007789 gas Substances 0.000 claims description 43
- 238000000034 method Methods 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims description 14
- 239000010959 steel Substances 0.000 claims description 14
- 239000002245 particle Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000000155 melt Substances 0.000 claims description 7
- 238000007711 solidification Methods 0.000 claims description 7
- 230000008023 solidification Effects 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 4
- 239000000161 steel melt Substances 0.000 claims description 3
- 238000005098 hot rolling Methods 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 claims 1
- 239000002131 composite material Substances 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 229910002091 carbon monoxide Inorganic materials 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000005275 alloying Methods 0.000 description 3
- 239000011162 core material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000443 aerosol Substances 0.000 description 1
- 229910000808 amorphous metal alloy Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0631—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by a travelling straight surface, e.g. through-like moulds, a belt
Definitions
- the invention relates to a method for producing hot strip by means of strip casting with adjustable over the strip cross-section material properties according to the preamble of claim 1.
- the primary material suppliers try to meet these requirements by providing load-optimized steel sheets or strips (eg Taylored welded or Taylored rolled blanks), which are optimized for sheet thickness according to the expected loads or consist of materials of different strengths.
- load-optimized steel sheets or strips eg Taylored welded or Taylored rolled blanks
- Such steel sheets or strips must meet comparatively high requirements in terms of strength, ductility, toughness, energy absorption and processability, for example by cold forming, welding and / or surface treatment.
- a disadvantage in the production of load-optimized steel sheets are the elaborate cutting and joining processes and sharp property gradients in the material transition in the welded sheet metal blanks.
- a method for producing a composite steel strip is z. B. from the DE 101 24 594 A1 known. Thereafter, a ferritic core tape directly cast by the two-roll method is plated with an austenitic or high-alloy ferritic plating tape.
- a method for producing hot strips of lightweight steel by means of a horizontal strip caster is z. B. from the Journal of Steel Research 74 (2003), no. 11/12, page 724 - 731 , known.
- melt is fed from a feed vessel via a runner onto a revolving casting belt of a horizontal strip casting plant.
- the abandoned melt solidifies to a pre-strip with a thickness in the range between 6 - 20 mm. After solidification, the pre-strip is subjected to a hot rolling process.
- the publication DE 199 18 581 A1 discloses the casting of thin strips of carbon steels, wherein the strip strength is increased by subjecting the strip to a carburizing or nitriding treatment. This can be done directly after casting or after casting and subsequent cold rolling and annealing.
- the object of the invention is to specify a method for producing composite materials with a steel matrix by means of horizontal strip casting, with which the required material properties can be set variably over the strip cross section.
- the teaching of the invention acts on the still liquid and / or just beginning of solidification steel melt from a metallic and / or non-metallic, the material properties of the hot strip influencing elements existing gas or plasma jet, wherein by changing the acting kinetic energy of the gas or plasma , the gas partial pressure and / or the applied temperature, the concentration of the introduced via the gas or plasma jet into the melt and there einiffund Schlierenden elements over the strip thickness and bandwidth is set.
- the inventive method is basically suitable for the production of hot strips of various metallic materials, especially for high-alloy lightweight steels.
- the method according to the invention offers for the first time in an advantageous manner the possibility of specifically taking into account the specific requirements of the material properties of the finished component, in which these can be adjusted in a targeted manner both via the strip thickness and over the strip width.
- gaseous, vaporous or in the state of the plasma alloy constituents are applied by means of appropriate deposition on the matrix of still liquid or just beginning to solidification molten steel, wherein the gas or plasma vapor contained metallic and / or non-metallic elements in the matrix diffuse.
- These may, for example, also be alloying elements in which the solubility in the iron is limited at normal liquidus temperatures and thus can not be introduced into the matrix via conventional production processes due to material incompatibilities, metallurgical segregation, evaporation, etc.
- gas jet solid particles such.
- metal or ceramic particles are added (aerosols), so that are provided with corresponding novel properties with the inventive method completely novel composite or gradient materials.
- the gas z. B. from N 2 , CO, CO 2 , inert or reducing gases and, depending on requirements cold or preheated impinge on the molten bath surface.
- the gas molecules By adjusting the kinetic energy of the gas partial pressure and optionally the temperature, the gas molecules, starting from the strip surface, diffuse with a specifically adjustable gradient in the strip thickness direction and correspondingly influence the material properties of the solidified strip.
- a hardness gradient can be set in a targeted manner via the strip thickness.
- the plasma z. B. also consist of metal vapors, which any alloying elements can be introduced into the material in order to influence the material properties targeted.
- the gas or plasma jet is applied over the entire width of the casting belt or is variably adjustable.
- the casting belt across the width only partially applied to the required locations or over the entire width.
- the material properties over the length of the cast strip can be adjusted via a variable gas or plasma jet.
- This can be achieved, for example, by activating or deactivating the gas or plasma jet loading, which is normally arranged in a stationary manner during the belt transport, or steers in its intensity steplessly or stepwise.
- the loading of the belt with a gas or plasma jet can not only be used for introducing elements into the strip material but also advantageously the energy contained in the plasma jet can be used, for example, to subject elements already introduced by a gas jet to a targeted heat treatment for example, a diffusion gain to achieve.
- the plasma jet z. B. targeted "traces" are introduced with altered material properties in the band.
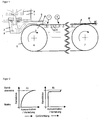
- FIG. 1 are shown in the schematic representation of a horizontal strip casting the principle possible Einwirkstellen for the gas or plasma jets targeted for influencing the material properties of the steel strip.
- a melting vessel 1 is fed from the liquid molten steel 8 via a feed vessel 2 of a runner 3, so that the melt 8 is fed through a pouring nozzle 4 on to a front guide roller 6 and rear guide roller 7 encircling casting belt 5.
- the casting belt 5 is supported between the deflecting rollers 6 and 7 by carrying rollers 9 between which cooling nozzles 10 are arranged for belt cooling.
- the illustrated rotation arrows on the deflection rollers 6 and 7 characterize the conveying direction of the solidifying cast strand 11.
- the melt is still liquid at the top of the strand.
- the melt is inoculated with gas / vapor-shaped metallic and / or non-metallic elements and due to the pressure exerted on the melt by the conveying medium generated flows in the melt controlled mixed.
- the resulting larger surface area and creation of new surfaces results in an increase in the diffusible amount of particles.
- the surface solidification of the cast strand has already begun.
- the porous surface makes it possible for atoms deposited at this point to diffuse from the medium (eg gases or vapors) from the surface into the solid material.
- the admission of the band with gas or plasma jets can take place either at one of the two contact points or at both together both offset in time, and simultaneously.
- the material or later component properties in the band can be set quasi precise location.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
Claims (8)
- Procédé de fabrication d'un feuillard d'acier laminé à chaud avec des caractéristiques de matériau réglables sur la largeur du feuillard, de l'acier liquide étant versé à l'aide d'un chenal de coulée sur un convoyeur de coulée périphérique d'une installation de coulée en bande horizontale et se solidifie en un préfeuillard d'une épaisseur comprise entre 6 et 20 mm et le préfeuillard étant soumis à un processus de laminage à chaud après la solidification complète,
caractérisé en ce
qu'un jet de gaz ou de plasma d'un élément métallique ou non métallique influençant les caractéristiques de matériau du feuillard laminé à chaud agit sur l'acier encore liquide et/ou en cours de début de solidification et par une modification de l'énergie cinétique du jet de gaz ou de plasma, de la pression partielle du gaz et/ou de la température contiguë, la concentration des éléments introduits dans la matière fondue via le jet de gaz ou de plasma et diffusant dans celle-ci est réglée sur l'épaisseur et la largeur du feuillard. - Procédé selon la revendication 1, caractérisée en ce
que des particules de matière solide sont ajoutées au jet de gaz ou de plasma. - Procédé selon les revendications 1 et 2, caractérisé en ce
que le gaz utilisé pour le jet de gaz est inerte et/ou réducteur. - Procédé selon les revendications 1 et 2, caractérisé en ce
que le gaz utilisé pour le jet de gaz est un mélange de gaz constitué d'un gaz inerte comme porteur et d'un gaz réducteur. - Procédé suivant l'une des revendications 1 à 4, caractérisé en ce
que le gaz est froid ou préchauffé. - Procédé suivant l'une des revendications 1 à 5, caractérisé en ce
que les caractéristiques de matériau sont réglées de manière symétrique ou asymétrique sur la largeur du feuillard. - Procédé suivant l'une des revendications 1 à 6, caractérisé en ce
que les caractéristiques de matériau sont en outre réglées de manière variable sur la longueur de coulée du feuillard. - Procédé suivant l'une des revendications 1 à 7, caractérisé en ce
que la forme des bords du feuillard est influencée dans le cadre de la solidification par l'action ciblée du jet de gaz ou de plasma sur les zones encore liquides du bord du convoyeur de coulée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009038974A DE102009038974B3 (de) | 2009-08-21 | 2009-08-21 | Verfahren zum Erzeugen von Warmband mittels Bandgießen mit über den Bandquerschnitt einstellbaren Werkstoffeigenschaften |
| PCT/DE2010/000826 WO2011020451A1 (fr) | 2009-08-21 | 2010-07-14 | Procédé de production de feuillards à chaud par coulée de bandes minces aux caractéristiques de matériau réglables sur la section transversale de la bande |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2467221A1 EP2467221A1 (fr) | 2012-06-27 |
| EP2467221B1 true EP2467221B1 (fr) | 2016-01-27 |
Family
ID=42993819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10749463.5A Not-in-force EP2467221B1 (fr) | 2009-08-21 | 2010-07-14 | Procédé de production de feuillards à chaud par coulée de bandes minces aux caractéristiques de matériau réglables sur la section transversale de la bande |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10086426B2 (fr) |
| EP (1) | EP2467221B1 (fr) |
| KR (1) | KR20120051028A (fr) |
| DE (1) | DE102009038974B3 (fr) |
| RU (1) | RU2537580C2 (fr) |
| WO (1) | WO2011020451A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012002079B4 (de) | 2012-01-30 | 2015-05-13 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines kalt- oder warmgewalzten Stahlbandes aus einem höchstfesten Mehrphasenstahl |
| DE102012013425A1 (de) | 2012-07-03 | 2014-01-09 | Salzgitter Flachstahl Gmbh | Kontinuierlich arbeitende Bandgieß- und Walzanlage |
| WO2021001495A1 (fr) | 2019-07-03 | 2021-01-07 | Hydro Aluminium Rolled Products Gmbh | Acheminement de matière fondue pour installations de coulée en bande |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1112112A (fr) * | 1977-05-31 | 1981-11-10 | Alfred R.E. Singer | Deposition de metaux sur un substrat |
| JPS58179542A (ja) * | 1982-04-12 | 1983-10-20 | Daido Steel Co Ltd | 粒子分散金属の製造方法 |
| US4523625A (en) * | 1983-02-07 | 1985-06-18 | Cornell Research Foundation, Inc. | Method of making strips of metallic glasses having uniformly distributed embedded particulate matter |
| JPS6017029A (ja) * | 1983-07-09 | 1985-01-28 | Alps Electric Co Ltd | 第2相粒子分散型超急冷合金の製造方法 |
| US4588021A (en) * | 1983-11-07 | 1986-05-13 | Hazelett Strip-Casting Corporation | Matrix coatings on endless flexible metallic belts for continuous casting machines method of forming such coatings and the coated belts |
| JPH01306052A (ja) * | 1988-06-02 | 1989-12-11 | Sumitomo Metal Ind Ltd | 連続鋳造用ベルト |
| US6110296A (en) | 1998-04-28 | 2000-08-29 | Usx Corporation | Thin strip casting of carbon steels |
| EP2233605B1 (fr) * | 2000-12-12 | 2012-09-26 | Konica Corporation | Revêtement optique comprenant une couche anti-réflet |
| DE10124594B4 (de) * | 2001-05-21 | 2006-10-12 | Thyssenkrupp Steel Ag | Verfahren zum Herstellen eines Verbundbandes aus Stahl durch Walzplattieren eines direkt gegossenen Stahlbandes sowie Verwendung eines solchen Verbundbandes |
| RU2233346C1 (ru) * | 2003-04-22 | 2004-07-27 | Открытое акционерное общество "Всероссийский институт легких сплавов" | Алюминиевый сплав для получения пеноалюминия и способ получения пеноалюминия из него |
| DE102004053620A1 (de) | 2004-11-03 | 2006-05-04 | Salzgitter Flachstahl Gmbh | Hochfester, lufthärtender Stahl mit ausgezeichneten Umformeigenschaften |
| DE102004062636B4 (de) * | 2004-12-21 | 2007-05-24 | Salzgitter Flachstahl Gmbh | Einrichtung zum horizontalen Bandgießen von Stahl |
| DE102005062854A1 (de) | 2005-12-23 | 2007-07-05 | Salzgitter Flachstahl Gmbh | Verfahren und Einrichtung zum Erzeugen von metallischen Warmbändern insbesondere aus Leichtbaustahl |
| DE102007058222A1 (de) | 2007-12-03 | 2009-06-04 | Salzgitter Flachstahl Gmbh | Stahl für hochfeste Bauteile aus Bändern, Blechen oder Rohren mit ausgezeichneter Umformbarkeit und besonderer Eignung für Hochtemperatur-Beschichtungsverfahren |
-
2009
- 2009-08-21 DE DE102009038974A patent/DE102009038974B3/de not_active Expired - Fee Related
-
2010
- 2010-07-14 RU RU2012110590/02A patent/RU2537580C2/ru not_active IP Right Cessation
- 2010-07-14 EP EP10749463.5A patent/EP2467221B1/fr not_active Not-in-force
- 2010-07-14 WO PCT/DE2010/000826 patent/WO2011020451A1/fr active Application Filing
- 2010-07-14 US US13/391,166 patent/US10086426B2/en not_active Expired - Fee Related
- 2010-07-14 KR KR1020127004595A patent/KR20120051028A/ko active Search and Examination
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009038974B3 (de) | 2010-11-25 |
| EP2467221A1 (fr) | 2012-06-27 |
| RU2012110590A (ru) | 2013-09-27 |
| KR20120051028A (ko) | 2012-05-21 |
| US20120279677A1 (en) | 2012-11-08 |
| US10086426B2 (en) | 2018-10-02 |
| WO2011020451A1 (fr) | 2011-02-24 |
| RU2537580C2 (ru) | 2015-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1752548B1 (fr) | Procédé de fabrication de bande en acier magnétique à grains orientés | |
| DE112013001434B4 (de) | Herstellungsverfahren zum Bandgießen eines an der Atmosphäre korrosionsbeständigen Stahls mit einer Güte von 700 MPa | |
| EP2547800B1 (fr) | Procédé de fabrication de pièces en acier léger de construction ayant des propriétés de matériau ajustables suivant l'épaisseur de paroi | |
| EP1326723B1 (fr) | Procede de production d'acier | |
| EP2759614B1 (fr) | Procédé destiné à générer un produit plat en acier avec une structure cristalline fine, partiellement amorphe ou amorphe et produit plat en acier conçu de la sorte | |
| EP1752549A1 (fr) | Procédé de fabrication de bande d'acier magnétique à grains orientés | |
| WO2010121763A1 (fr) | Procédé et dispositif de coulée continue d'une brame | |
| DE102009036378A1 (de) | Verfahren und Vorrichtung zum Herstellen eines mikrolegierten Stahls, insbesondere eines Röhrenstahls | |
| EP1702993B1 (fr) | Procédé et installation de durcissement à coeur par section de pièces en acier finies obtenues par formage | |
| EP1319091A1 (fr) | Procede de fabrication d'un feuillard ou d'une tole d'acier, constitues principalement d'acier austenique au manganese | |
| DE112015005690T5 (de) | Warmgewalztes martensitisches Leichtbau-Stahlblech und Verfahren zum Herstellen desselben | |
| EP2467221B1 (fr) | Procédé de production de feuillards à chaud par coulée de bandes minces aux caractéristiques de matériau réglables sur la section transversale de la bande | |
| WO2010102596A1 (fr) | Procédé de production d'un feuillard à chaud et feuillard à chaud en acier léger de construction triplex | |
| EP1404484B1 (fr) | Outil de coupe en forme de bande | |
| EP1109638B1 (fr) | Procede de production de bandes d'acier de charge optimisee | |
| DE102014005662A1 (de) | Werkstoffkonzept für einen umformbaren Leichtbaustahl | |
| EP2483014B1 (fr) | Procédé de coulée de bandes d'acier et installation de coulée en bandes | |
| DE102011010040B3 (de) | Verfahren und Einrichtung zum Erzeugen eines gegossenen Bandes aus Stahl mit über den Bandquerschnitt und die Bandlänge einstellbaren Werkstoffeigenschaften | |
| EP2445663B1 (fr) | Procédé et dispositif de fabrication de bandes d'acier par coulée en bande | |
| DE102010026245B4 (de) | Verfahren zum Erzeugen von Warmband mittels Bandgießen mit über den Bandquerschnitt und die Bandlänge einstellbaren Werkstoffeigenschaften | |
| DE10138794A1 (de) | Verfahren und Anlage zur Produktion von Flach- und Langprodukten | |
| DE10107027A1 (de) | Verfahren zum Herstellen von metallischen Bändern mit Abschnitten unterschiedlicher Materialeigenschaften | |
| DE102015116517A1 (de) | Vorrichtung und Verfahren zur kontinuierlichen Herstellung eines bandförmigen, metallischen Werkstücks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111216 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHMIDT-JUERGENSEN, RUNE Inventor name: FLAXA, VOLKER Inventor name: SPITZER, KARL-HEINZ Inventor name: KROOS, JOACHIM Inventor name: SCHAEPERKOETTER, MARKUS Inventor name: EICHHOLZ, HELLFRIED |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150807 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 772457 Country of ref document: AT Kind code of ref document: T Effective date: 20160215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010010997 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160428 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160527 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20160720 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010010997 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20160721 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160714 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170801 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 772457 Country of ref document: AT Kind code of ref document: T Effective date: 20170714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170714 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160127 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180725 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20180718 Year of fee payment: 9 Ref country code: TR Payment date: 20180712 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190714 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220720 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010010997 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240201 |