EP2448689B1 - Verfahren und vorrichtung zum biegen eines werkstücks - Google Patents
Verfahren und vorrichtung zum biegen eines werkstücks Download PDFInfo
- Publication number
- EP2448689B1 EP2448689B1 EP10739461.1A EP10739461A EP2448689B1 EP 2448689 B1 EP2448689 B1 EP 2448689B1 EP 10739461 A EP10739461 A EP 10739461A EP 2448689 B1 EP2448689 B1 EP 2448689B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending
- radiation
- workpiece
- die
- die arrangement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005452 bending Methods 0.000 title claims description 337
- 238000000034 method Methods 0.000 title claims description 69
- 230000005855 radiation Effects 0.000 claims description 227
- 238000010438 heat treatment Methods 0.000 claims description 37
- 230000008569 process Effects 0.000 claims description 21
- 230000003287 optical effect Effects 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 16
- 230000004913 activation Effects 0.000 claims description 11
- 238000009826 distribution Methods 0.000 claims description 11
- 230000000694 effects Effects 0.000 claims description 6
- 238000012544 monitoring process Methods 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 4
- 230000003213 activating effect Effects 0.000 claims description 3
- 230000036961 partial effect Effects 0.000 description 21
- 238000007493 shaping process Methods 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 238000001514 detection method Methods 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- 238000012360 testing method Methods 0.000 description 5
- 238000009529 body temperature measurement Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 230000009849 deactivation Effects 0.000 description 4
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 230000008646 thermal stress Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 238000003491 array Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000001931 thermography Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910003327 LiNbO3 Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 231100001261 hazardous Toxicity 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000002000 scavenging effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
Definitions
- the invention relates to a method according to the preamble of patent claim 1 and a bending die according to the preamble of claims 12 and 13.
- the bending of workpieces by means of bending presses is a long-standing and frequently used reliable method of machining workpieces by forming.
- the field of application of bending methods is often limited by the material properties, in particular by mechanical-technological properties.
- brittle materials such as magnesium, titanium, spring steels, high-strength Al alloys, high-strength steels or other known as brittle materials, the problem is that when deformed by bending these materials do not have sufficient plastic deformability and therefore break during the bending process or along the Forming zone cracks occur.
- breaking elongation ie the value of the plastic deformation that a work piece to be reshaped can endure up to the point of breakage.
- yield ratio which sets the required tension in a workpiece at the beginning of a noticeable plastic deformation in relation to the stress prevailing in the workpiece at break load.
- a known method is to heat a workpiece to be bent at least in the region of the forming zone, whereby in this heated area the voltage required to initiate plastic deformation can be reduced.
- EP 0 993 345 A1 a method for bending a workpiece by mechanical force under selective heating of the workpiece along a bending line by a laser beam, in which an elongated radiation field is formed from one or more laser beams and wherein the radiation field is formed at all points along the bending line of a heating zone on the workpiece.
- the device for shaping the linear radiation field comprises cylindrical lenses and / or cylindrical mirrors with which a radiation field is fed through an opening in the bending die to the tool.
- a laser beam is split by a beam-forming optical system consisting of a prism mirror, two cylindrical lenses and two cylindrical deflecting mirrors into two radiation fields, each of which generates a linear heating zone.
- the thus transformed laser beam is supplied through a slot-like opening in the bottom of the die to the workpiece.
- the object of the invention is to provide a generic bending method or a bending die which can be used for this purpose, which can be better used for practical applications and is also suitable for workpieces of different dimensions with simultaneously high requirements with respect to safety at work.
- the object of the invention is achieved by a method according to claim 1 and a Biegegesenkanix according to claim 12 or 13.
- the Biegegesenkan extract can be limited, on the one hand minimizes the required for the local heating of the workpiece radiation energy, as well as a Reduces possible exposure to the radiation for a user located in the vicinity of the bending tool, since the proportion of radiation, the radiation from the bending die not striking the workpiece is greatly reduced by these measures.
- the controlled local generation of the radiation takes place by a plurality of radiation sources arranged along the bending recess within the bending die, which emit radiation with a lower power density, but in total have a larger overall beam exit surface than a single highly concentrated focused radiation source.
- Diode laser bars which have a strip-shaped beam exit surface, for example with a dimension of 10 mm in length and 1 mm in width, are particularly suitable as radiation sources for this purpose.
- the longitudinal axis of the strip-shaped beam exit surface is oriented in the longitudinal direction of the groove-like bending recess, whereby already a distribution of radiation along the bending recess takes place solely by the shape of the beam exit surface.
- a plurality of radiation sources are arranged within the bending die, one or more of them may remain deactivated during the heating of the workpiece, as a result of which no or only very little radiation emerges at the section of the radiation outlet opening lying above the deactivated radiation sources.
- the at least one optical element is deflected by the incoming high-energy radiation from an external radiation source within the bending dies.
- controlled shielding within the bending die may be performed by means of a shielding element of a shielding device capable of enduring the incident radiation without adverse changes to radiation generated in the bending die assembly or radiation introduced into the bending die from an external radiation source at the exit through the jet exit aperture Covered by a workpiece covered portions of a bending recess, whereby the emerging from the bending die radiation can be more accurately adapted to the dimensions of a workpiece.
- the shielding is preferably carried out by means of an adjustable shielding element of a shielding device.
- At least one adjustable shielding element for covering sections not covered by the workpiece is provided on the bending die in the beam direction.
- This shielding element can be designed as a slide which is adjustable along the bending recess, and is thus covered or closed by the shielding element, depending on the bending length of the workpiece, of the uncovered part of the bending recess, thereby avoiding at least a direct exit of radiation adjacent to the workpiece can be.
- the shielding element can be adjustable in the direction of the bending length until it contacts the workpiece, whereby an optimal prevention of leakage radiation can take place for any desired bending length.
- the adjustment of the shielding element can be effected by any suitable adjusting drive, in particular a linear drive, for example by means of a pneumatic cylinder, with which a defined lateral pressing of the shielding element to the workpiece can be achieved.
- the workpiece may in particular be positioned in each case at the right or at the left end of a bending die by means of a stationary stop and the shielding element in each case be approximated from the other end of the bending die by means of the actuator to the workpiece.
- a structurally simple, Alternative adjustment for the shield can be formed by a friction wheel.
- the shielding element can thereby remain resting or contacting the workpiece during the bending operation and is pressed by a bending punch together with the workpiece into the bending recess.
- the shielding element or the entire shielding device can be pressed for example by means of an outwardly acting spring on the upper side of the bending recess, and be limited by a guide in its adjustability to the outside, so be biased in an outer basic position.
- the abutment of the shielding element on the edge of the workpiece is checked mechanically, electrically or optically, in particular without contact.
- a mechanical sensor element for example in the form of a push-button switch, can be provided on the front side of the shielding element, a current flow can be monitored during contact between the shielding element and the workpiece, or optical monitoring can take place by means of a camera and image evaluation.
- An optical monitoring of the abutment can preferably take place in that the shielding element is designed so that it can be positioned with its front end below the workpiece and in this end portion an optically detectable mark is attached, which in case of correct abutment of the shielding on the workpiece under this comes to rest and can be queried by a camera with image analysis, whether the mark is still visible or is no longer visible by correct concern of the shielding.
- the shielding element may have a mirrored surface on its underside and / or have a convex, radiation-dissipating surface and / or be equipped with a temperature monitor.
- a reflective or radiation-dissipating surface of the shielding is absorbed by this only a portion of the radiant power, while the remaining reflected portion is distributed over the interior of the bending die, whereby the formation of temperature peaks is largely avoided.
- the shielding element may comprise a cooling device, for example in the form of water-carrying channels.
- a further increase in safety for an operator present in the vicinity of the bending die is achieved when a focal point of the radiation caused by a beam influencing arrangement in the bending die is positioned within the bending recess, whereby outgoing radiation outside the bending die runs divergently. Outside the BiegeausNeillung and above the contact surface thus no concentrated radiation is present, and takes a possible threat to an operator with increasing distance from the bending recess from very quickly.
- the radiation is preferably conducted by means of scattering lenses or convex mirrors to the beam exit opening or, when using concentrating optical components such as converging lenses or concave mirrors, a focal point formed by them is laid so that it is still located inside the bending recess.
- the region in which the radiation has the highest uniformity of the radiation intensity along the deformation zone can be placed in a range of high degrees of deformation, ie not at the level of the contact surface for the undeformed workpiece but only after a certain penetration depth of the punch.
- the forming zone of a workpiece in the phase in which the highest stresses occur during the bending process is uniformly irradiated and thereby heated, whereby optimum bending results can be achieved.
- the detection of leakage radiation prior to heating the workpiece may be done with non-hazardous, low energy density test radiation.
- different test radiation sources can be provided by the radiation source provided for the heating, or it is also possible that the radiation source is influenced such that it only emits radiation with a low energy density, e.g. by supplying lower voltage diode laser bars emitting only incoherent low energy density light.
- the method on the workpiece to be deformed at least at one point, preferably at several points, the forming zone during the heating of the Temperature recorded.
- This detection of the temperature can be tactile with touching sensor elements in the bending die or in the punch or even without contact by means of a thermo-optical measuring method, such as using a pyrometer or a thermal imaging camera.
- a defect in the radiation source or on beam-influencing optical components can be detected before a bending operation is performed on a not sufficiently heated workpiece and the workpiece is thereby possibly destroyed because it due to the low temperature or due to high temperatures breaks during the bending process or an achievable bending angle is outside a certain tolerance.
- the evaluation of the temperature measurement and the meeting of suitable measures in determining a non-scheduled heating of the workpiece can preferably be done by means of an electronic control device.
- a shielding arrangement can be formed, for example, by an automatically positioned curtain, which, similar to the shielding of welding workstations, can reduce the spread of harmful radiation.
- the controlled local generation of radiation which is conducted through the radiation outlet opening onto a workpiece, can take place in the bending die by arranging several radiation sources in that no activation of the radiation sources occurs in unused sections of the length of the bending die. This can be done by circuitry measures within the bending die or else by a control device arranged outside the bending die arrangement.
- the power output by the radiation source and / or the exposure time of the radiation to the material and the geometric dimensions of the workpiece to be bent can be adapted by means of a control device.
- the control device used for this purpose can also be used to control the bending press or vice versa be realized by the control device of the radiation source.
- the radiation power emitted by the radiation source or sources onto the workpiece is monitored by periodic or permanent measurement.
- sensors can be arranged in the bending die, for example in the region of the bending recess, with which both the absolute value and the relative distribution of the radiation intensity can be measured. This can be provided in addition to monitoring the temperature of the forming zone, since due to different material properties, in particular different thermal conductivities and heat capacities of the workpieces to be processed also monitors the output of the Biegegesenkanowskiowskiowskiowskiowskiowskiowskiowski
- An advantageous development of the method consists in that an air connection with adjoining air channel or flow path is provided on the bending die through which Purging air can be supplied into the region between the jet generators or the beam influencing arrangement and the jet outlet opening or the workpiece, which emerges again at another location.
- the flow path limiting parts of the Biegegesenkanaku, in particular the tool body are cooled and can further be reduced deposition of dust or other contaminants in the beam-guiding channels or on the optical elements within the Biegegesenkan für.
- the guidance of purging air can be limited to approximately the area of the bending recess.
- the method can be advantageously carried out so that the workpiece before the action of the radiation by the punch a small, in particular only elastic, bending deformation is subjected and fixed in this position by the punch, only then followed by the heating by discharging radiation to the bottom the workpiece is activated, and after a predetermined period of time from activation of the radiation, which may also be zero, or from reaching a certain temperature of the workpiece in the forming zone, the bending deformation is continued, the radiation until or until just before completion of the bending remains activated.
- a predetermined period of time from activation of the radiation which may also be zero, or from reaching a certain temperature of the workpiece in the forming zone
- the activation of the laser radiation with the resulting heating of the workpiece in the forming zone increases the plastic deformability of the originally brittle workpiece only after a time delay, with continued or interrupted punch movement, and the bending process can also be continued into the region of high degrees of deformation without cracks or Fractures in the material occur.
- the stamp movement can thus be carried out without interruption or else with an interruption within which a certain temperature level of the forming zone is reached.
- a temperature monitoring used for this purpose can also ensure that the laser radiation is activated and effective, which can be ruled out in an elegant way accidental Kaltumformache.
- a further measure to prevent leakage radiation in the vicinity of the bending die or a bending die arrangement is that interfaces between adjacent beam-guiding elements, in particular between adjacent bending dies or between an external radiation source and a bending die of a bending die assembly, are optically sealed. This can be done, for example, by producing adjoining end surfaces or joining surfaces of adjacent bending dies with high accuracy of fit or shape accuracy, thereby minimizing gaps and cracks between adjacent bending dies. Alternatively or in addition to this measure, additional cover elements or sealing elements can be provided at such interfaces between elements of a bending die arrangement.
- a further improvement of the method can be achieved by measuring the temperature of the workpiece at the forming zone during the heating by radiation and supplying it as a measured value to an electronic control device which blocks, releases, triggers, accelerates or, depending on the measured temperature, a bending process delayed and / or increases the radiation power by activating or deactivating or power control of the radiation sources in the Biegegesenkanssen or the external radiation source, reduced or disabled.
- the object of the invention is further achieved by a bending die arrangement according to claim 12, wherein for the controlled distributed generation of the radiation, an array of radiation sources, in particular diode laser bars, is mounted within the tool body, selectively activatable or deactivatable and at least approximately uniformly along the longitudinal direction of the bending recess are arranged behind the jet outlet opening in the tool body.
- diode laser bars as radiation sources is particularly advantageous for use for local heating of sheet metal workpieces, since there are energy densities that can cause a sufficiently rapid heating, but destruction of the workpiece by too long exposure time is hardly possible or serious injury to an operator unforeseen radiation leakage is less likely due to the limited energy density.
- each tool body has at least one beam entry opening with subsequent beam path inside the Biegegesenks for introducing at least one of a tool body arranged outside the radiation source generated high-energy concentrated beam and each in the tool body Biegegesenks the bending die assembly at least one beam influencing arrangement is arranged, the at least a portion of the beam temporally and locally stationary deflects, expands and passes through the beam exit opening to the workpiece in the region of the support surface.
- Inventive Biegegesenke or Biegegesenkan can be provided at their front ends with termination elements that close interfaces or openings for forwarding of partial beams or interfaces for connection of cooling water, electricity, scavenging air or.
- An embodiment of a bending die arrangement according to the invention that is particularly advantageous from the point of view of worker protection consists in providing at least one adjustable shielding element for covering partial sections of the bending recess not covered by the workpiece at the bending die between the beam exit opening and the contact surface.
- the inventive method can be designed so that a stay in the vicinity of the press corresponds to a maximum risk to an operator according to laser class 1.
- a bending die arrangement according to the invention can also be embodied such that the tool base body comprises a die adapter which forms the contact surface and the bending recess and which is interchangeably disposed on the remaining part of the tool base body containing the radiation sources or beam influencing arrangement.
- the tool base body can be adapted to different bending tasks by exchanging the die adapter; in particular, the die width can be modified, which substantially increases the range of use of such a bending die arrangement.
- such a bending die arrangement which is relatively expensive due to the built-in radiation sources or beam influencing arrangements, can be used more frequently and thus more economically.
- a bending tool assembly 1 is shown, which is suitable for bending a workpiece 2 using the method according to the invention or using a bending die arrangement 3 according to the invention.
- the bending tool assembly 1 comprises at least one bending die assembly 3, which is arranged on a partially shown, stationary first press bar 4 or a press table of a bending press or press brake and only partially shown bending punch 5, which is arranged on an adjustable second press bar, not shown, and together with this for the implementation of a bending deformation in the adjustment direction 6 is adjustably mounted.
- the bending die assembly 3 comprises at least one bending die 7 with a tool base body 8, which essentially corresponds in terms of its external dimensions to a conventional bending die.
- the bending die arrangement 3 or the at least one bending die 7 preferably has a connection profile 9 which is suitable for being received in a standard tool receptacle 10 of a conventional press bar 4.
- the bending recess 12 is formed as a V-groove 13 and the bending die 7 thus designed as a V-die 14, but there are also deviating shapes of the bending recess 12 possible, as long as they are suitable, the so-called free bending, so bending with support of the workpiece 2 along two lines of the bending die assembly 3 and the bending die 7 and approximately linear load by the punch 5 between these two support lines to allow.
- U-shaped or rectangular bending recesses 12 are also conceivable in cross-section.
- the bending punch 5 has a wedge-shaped cross section whose wedge angle corresponds approximately to the angle of the V-groove 13 and is arranged at least approximately in the plane of symmetry of the bending recess 12.
- the feasible with such a bending tool assembly 1 bending process is also referred to as folding, and can be carried out as a bending or as recupergebiegen.
- the bending line 16 generally runs approximately in the middle of a forming zone 17 in which the plastic deformation of the workpiece 2 takes place during the bending operation.
- the high-energy radiation 19 used for local heating can be approximately at the bending length 21 (see Fig. 2 or Fig. 4 ), so be adapted to the length of the forming zone 17 to be heated of the workpiece 2 to be bent by the directed from the bending recess 12 of the Biegegesenkan instruct 3 on the workpiece 2 radiation 19 arranged by a number of within the Biegegesenkan instruct 3 along the bending recess 12 and optionally activatable radiation sources 22 are generated or a high-energy concentrated beam introduced into the bending die assembly 3 is converted within the bending die assembly 3 into radiation 19 by a number of disposed within the Biegegesenkanssen angel 3 beam influencing arrangements 23 each deflect a portion of the beam temporally and locally stationary, expand to fan beams 24 and pass through the beam exit opening 18 to the workpiece 2 in the region of the forming zone 17.
- a length-variable, multi-part bending die arrangement 3 can be formed by lining up a number of bending dies 7.
- the radiation outlet opening 18 is in the simplest case a slot that extends over the entire Gesenkin from the radiation sources 22 and the Strahlbeeinpoundungsan extract 23 to the bending recess 12, but can not be continuous, such as by locally spacer elements between the legs of the substantially U- shaped cross-section of the tool body 8 are provided.
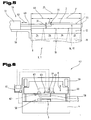
- Fig. 2 shows a section along line II - II in Fig. 1 by a first possible embodiment variant of a bending die arrangement 3 for carrying out the bending process according to the invention.
- this example comprises only one bending die 7, the Gesenkfur 25 is greater than the bending length 21 of a workpiece to be bent 2. If the bending length 21 is greater than the Gesenkfur 25, so could by attaching a second such Biegegesenks 7b to a first such Biegegesenk 7a an overall length of the Biegegesenkan extract 3 are effected, which exceeds the bending length 21 of a workpiece 2 again and thus bending of larger workpieces 2 is possible.
- the tool base body 8 which preferably has outer dimensions that correspond to conventional bending dies, is located in an inner cavity, ie inside the Biegegesenkan für 11
- the radiation sources 22a to 22e are preferably formed by diode laser bars 26, each having elongate and approximately parallel to the bending line 16 oriented beam exit surfaces 27.
- the longitudinal dimension of the beam exit surface 27 corresponds at least approximately to the bar width 28, which together with the distance 29 between adjacent diode laser bars 26 and the number of installed diode laser bars 26 determines approximately the possible Gesenkonne 25.
- the diode laser bars 26 may be fastened individually in the main tool body 8 or else be combined to form a diode laser insert which forms a coherent module and can be fastened in the tool base body 8 in an easily replaceable manner.
- Such diode laser bars 26 comprise electrically and optically combined groups of laser diodes which emit laser radiation and as in Fig. 2 are arranged on a workpiece 2 facing the end of such a strip-shaped diode laser bar 26 and give their laser radiation substantially in the longitudinal direction of such a strip - in Fig. 2 upwards - down.
- the radiation power of such a diode laser bar 26 is made up of the sum of the individual powers of the laser diodes, which are electrically parallel and generally mounted on a heat sink or a heat sink, which forms the main body of the strip-shaped diode laser bar 26.
- Such strip-like arrangements of the laser diodes are also referred to as edge-emitting broadband chips and can both in the modes continuous wave (continuous wave) in which a laser diode continuously emits a laser beam without interruption or be used pulsed in the mode in which temporally short laser beam pulses are delivered.
- the diode laser bars 26 comprise, for example, each 45 individual emitters and have an optical output power in a range of 150 watts to 250 watts, with special designs even higher power per diode laser bar 26 are possible.
- the bar width is for example about 11 mm and the laser radiation emitting area has an emitter width of about 10 mm.
- diode laser bars 26 can thus be used with a small spatial spacing of the adjacent diode laser bars 26 to each other in a bending die 7 with a Gesenklength 25 of, for example, 100 mm eight such diode laser bars 26.
- the wavelength of the emitted laser radiation is, for example, 940 nm, but depending on the doping of the semiconductor of the laser diodes, other wavelength ranges such as 635-700 nm; 780-1000 nm and 1250-1700 nm wavelength possible, whereby it is largely infrared radiation, ie located outside the visible range spectral ranges.
- Each diode laser bar 26 has a pointing in the direction of the beam exit opening 18 beam exit surface 27, at which the laser beams generated by the individual laser diodes of a diode laser bar 26 laser substantially all at least approximately in the parallel direction and form by the uniform arrangement of the laser diodes a fan 24, consisting of a Row of at least approximately parallel laser beams consists. Since the individual diode laser bars 26 are mounted along the bending recess 12 behind the radiation outlet opening 18, in this case below the slot-shaped radiation outlet opening 18 in a common plane, the fan beams 24 radiated by the individual diode laser bars 26 are also at least approximately in a plane which also acts as a radiation plane can be designated. This level is in Fig.
- a juxtaposition of several diode laser bars 26 with lying in a plane and at the same time to each other approximately parallel fan beams 24 to a diode laser insert is also referred to as a horizontal stack.
- the laser beams emitted from the laser diodes do not have the shape of geometrically exact lines (Z-direction), but may have different beam expansion due to the generally asymmetric shape of the active emitter region in both the X and Y directions, and the output beam may also be can be astigmatic, whereby the beam waist with respect to the X-direction and the Y-direction at different Be located, creates an inevitable beam expansion, which, however, can be counteracted by suitable optical components.
- diode laser bars 26 without influencing the beam quality, optical elements.
- Fig. 2 this expansion of the individual beams is indicated by beam fans 24 expanding in the direction of propagation, wherein a beam expansion within a beam plane may also be advantageous for the purpose of heating a workpiece, since the uniformity of the total radiation intensity impinging on the workpiece 2 is increased by suitable superposition of such beam fans 24 can.
- the use of diverging laser beams or beam fans 24 is also advantageous in terms of safety at work, since laser radiation emerging from the environment of the bending die arrangement 3, which can also be referred to as leakage radiation, quickly loses intensity with increasing distance and thereby the risk potential for operating personnel also decreases in this area.
- Fig. 2 indicated widening of the fan beams 24 within the beam plane, which here coincides with the bending plane 15, so far serves the uniformity of the total radiation intensity at the workpiece 2, since no radiant power is emitted in the spaces between two adjacent beam exit surfaces 27 of adjacent diode laser bars 26, and thereby at strictly parallel Beam spread areas of the forming zone 17 above these spaces may be less heated, which could affect the bending quality.
- the light exit surface 27 of the diode laser bars 26 extends at least approximately over the entire bar width 28 and between adjacent diode laser bars 26 as small spaces or distances 29 are provided.
- the diode laser bars 26 are thus in the longitudinal direction of the bending recess 12 as closely as possible behind the beam exit opening 18 and arranged as evenly as possible.
- Fig. 2 shows a fitted with five diode laser bars 26 bending die assembly 3.
- the individual diode laser bars 26 are attached, which may be formed on the mounting surface opposite these protruding projections webs, the exact positioning of the diode laser bars 26 with the same Clearances that correspond substantially to the width of the webs facilitate.
- a diode laser bar 26 which can be used for this embodiment of a bending die 7 comprises, for example, a strip-shaped heat sink 30, which is designed in particular as a micro channel cooler 31.
- a micro channel cooler 31 consists of a layering of highly heat-conductive metal sheets, in which a plurality of channels are formed, which can be flowed through by a cooling liquid and thereby enable a high heat dissipation from the diode laser bars 26.
- the supplied electrical energy can not completely convert into radiation 19, but always a certain amount of heat loss is produced, which transported by means of the heat sink 30 of the laser diode array 32 must be to prevent overheating of the semiconductor elements contained therein.
- the supply of electrical energy to a diode laser bar 26 and the laser diode array 32 arranged thereon takes place in the form of direct current or pulsed, rectified alternating current, wherein in the illustrated embodiment, the heat sink 30 acts as a positive pole and separated by an insulating layer of the negative pole in the form of a the heat sink 30 patch contact plate is executed.
- the optional activation of the radiation sources 22a to 22e according to the invention is carried out by circuitry measures or switches of any design by which the respective radiation sources 22, ie in this embodiment, the diode laser bars 26 are connected to the power supply or separated from it.
- the two left radiation sources 22a and 22b are deactivated, ie not connected to the power supply and only those below the Workpiece 2 located radiation sources 22c to 22e activated, which locally heat the forming zone 17 of the workpiece 2 with the emitted fan beams 24c, 24d and 24e.
- the individual fan beams 24c, 24d and 24e thereby propagate within a common beam plane and overlap in their edge region, whereby the radiation intensities of two adjoining fan beams 24 add up in these edge regions and thereby a beam intensity falling from the center of a fan beam 24 to its edge region is balanced by the superposition of the edge regions of two adjacent fan beams 24, the total radiation intensity in the interspaces above two adjacent radiation sources 22 has a sufficient height.
- the energy-rich radiation 19 can be introduced into the deformation zone 16 of a workpiece 2 at a sufficiently high and at least approximately uniform intensity over the entire bending length 21 of a workpiece 2.
- One way to connect individual radiation sources 22 with the power supply or to separate from this, is to electrically connect adjacent diode laser bars 26 in series and to disable individual diode laser bars 26 to the current not through the laser diode array 32, but by means of contact elements similar a bypass from one pole directly to the corresponding pole of an adjacent diode laser bar 26 forward.
- Fig. 3 Such a circuit of diode laser bars 26 is in Fig. 3 simplified and shown schematically.
- Fig. 3 shows three diode laser bars 26a, 26b, 26c connected in series with laser diode arrays 32a, 32b and 32c.
- Each radiation source 22 in the form of a diode laser bar 26 comprises a heat sink 30, here approximately in the form of a micro channel cooler 31, which acts as a positive pole 33 for the laser diode arrangement 32 and a contact plate 34, which is likewise connected to the laser diode arrangement 32 and serves as a negative pole 35.
- the positive pole 33 which is conductively connected to the laser diode arrangement 32, and which likewise has the laser diode arrangement 32 conductive negative pole 35 are galvanically isolated, for example, as in Fig. 3 indicated by means of an insulating layer 36th
- the connecting element 37a connects the positive pole 33a of the diode laser bar 26a to the negative pole 35b of the diode laser bar 26b, whereby a current flow from the first diode laser bar 26a to the second diode laser bar 26b is possible.
- the current is forwarded in sequence via the connecting element 37b from the second diode laser bar 26b to the third diode laser bar 26c.
- Each laser diode array 32 which has current flowing through it, emits a fan beam 24, that is, in order to deactivate the transmission of fan beams 24 at individual radiation sources 22 in such a series connection of diode laser bars 26 or general radiation sources 22, it must be ensured that the transmission of the current to the next diode laser bar 26 is not carried out via the laser diode array 32 to be deactivated, but by a contact element 38, which may also be referred to as a bridging element.
- Fig. 3 For the sake of simplicity, only one contact element 38 is shown, which establishes an electrical connection between the positive pole 33a of the first diode laser bar 26a and the positive pole 33b of the second diode laser bar 26b in a contact position shown in solid lines. In this contact position, only a very small current flows via the connecting element 37a through the laser diode arrangement 32b, which is why it is deactivated in the contact position of the contact element 38 and does not emit a fan beam 24. In the neutral position of the contact element 38 shown in dashed lines there is no direct bridging between the diode laser bars 26a and 26b, so that the laser diode array 32b is traversed by current and emits a fan beam 24.
- the contact element 38 can take a variety of forms and must only be suitable for transferring considerable currents beyond 200 amps without damage. Notwithstanding the in Fig. 3 arrangement shown, it is further possible to arrange and form the contact element 38 so that a direct contact between approximately positive pole 33a and connecting element 37b, between connecting element 37a and connecting element 37b or between connecting element 37a and positive pole 33b. A contacting of the negative poles 34 is conceivable.
- the contact element 38 thus effectively acts as a bypass element, which forms a bypass to the supply to the laser diode array 32 to be deactivated by the supply current.
- the one or more contact elements 38 can be adjusted in particular by means of an adjusting device, not shown, for example with piezo actuators, between neutral position and contact position, whereby the selective activation and deactivation of the respective laser diode arrays 32 and thus the radiation sources 22 in the form of diode laser bars 26 can be made.
- the control of the individual contact elements 38 can in particular also be effected by means of a control device, wherein the control device can also be provided simultaneously for the control of the bending machine or the press brake.
- Fig. 4 is a section through a bending die assembly according to the invention 3 according to line IV-IV in Fig. 1 illustrated, which is used for bending workpieces 2 according to the second variant of the method according to the invention, and which is composed in the illustrated embodiment of three juxtaposed bending dies 7a, 7b and 7c.
- a concentrated beam 40 emitted from an external radiation source 39 arranged outside the bending die arrangement 3 is introduced through a beam entry opening 41 into the first bending die 3a or its tool base 8a and along a beam path 42 in the interior of the bending die assembly 3 through all the bending dies 7a. 7b, and 7c.
- the beam 40 is divided in the first bending die 7a by means of a first beam influencing arrangement 23a into a first partial beam 43a and a second partial beam 43b.
- the first partial beam 43a is deflected by means of the beam influencing arrangement 23a, converted into a beam fan 24a and directed to the workpiece 2, while the second partial beam 43b leaves the tool base 8a of the first bending die 7a through a beam passing opening 44 and directly through a subsequent beam entry opening 41 of the second bending die 7b is introduced into its tool base body 8b and here likewise split or divided into two partial beams 43c and 43d by means of the beam influencing arrangement 23b of the second bending die 7b.
- the partial beam 43c is deflected, formed into a fan beam 24b and is also directed to the workpiece 2 above the second bending die 7b.
- the partial beam 43d is forwarded by the beam influencing arrangement 23b to the next bending die 7c, where it is completely deflected by the beam influencing arrangement 23c, spread to a beam fan 24c and directed to the workpiece 2 above the bending recess 12 of the third bending die 7c.
- the Biegegesenkan himself can be further extended by at least one further subsequent Biegegesenk 7d, wherein in such an embodiment of a Biegegesenkanaku 3, the beam influencing arrangements 23a, 23b and 23c each comprise a beam splitter element 45, a Strahlumlenkelement 46 and a beam-shaping element 47, each decouple a first partial beam 43a or 43c or 43e and deflect it to the workpiece 2 and transform it into a beam fan 24 and a second partial beam 43b or 43d or 43f along the beam path 42 through beam forwarding openings 44 to the next bending die 7b and 7c, respectively 7d forward.
- the maximum length of such a bending die assembly 3 is limited by the total power of the introduced beam 40 and the per Biegegesenk 7 for sufficient heating of the overlying portion of the workpiece 2 required partial beam power.
- the last bending die 7 of such a bending die arrangement 3 comprising a plurality of juxtaposed bending dies 7 with beam influencing arrangements 23 can either have a beam influencing arrangement 23 which either deflects the partial bundle 43 introduced from the preceding bending die 7 completely in the direction of the workpiece 2 and no further sub-bundle bundles 42 or if Also, a partial beam 43 is passed from the last bending die 7 with a beam influencing arrangement 23, a termination element is to be provided which can absorb this last forwarded partial beam 43 without adverse effects.
- the closure element may be formed as a solid metal object, in which the last and not led to the workpiece 2 partial beam is introduced into its interior and after multiple reflection in its interior is at least approximately completely absorbed by this.
- the coupled out of the beam 40 and deflected in the direction of the workpiece 2 partial beams 43a, 43c, 43e are by means of beam shaping elements 46 which are also part of the beam influencing arrangement 23, converted into a fan beam 24 or expanded.
- the shutter influencing arrangement 23 can also be formed by a single, optical element which can simultaneously act as a beam splitter element 45, beam deflecting element 46 and as beam shaping element 47.
- the beam splitter element 45 can be formed, for example, by a semitransparent plane mirror, a prism or other reflective and beam-splitting surface with corresponding orientation, while the beam-shaping element 46 can be formed by a lens, a convex mirror or concave mirror, wherein for fanning out to a plane beam fan 24 preferably cylindrical optical elements are used, which have a curvature only in one direction and at right angles to this direction have no or only relatively small curvature. Alternatively, the fanning of the radiation and the use of Powell lenses is possible.
- the beam splitter element 45 comprises, for example, a beam splitter plate, a polarization filter, a beam splitter cube, an FTIR beam splitter or optical elements with utilization of photoelastic or electro-optical effects.
- the effect of the beam splitting can be effected by optically active materials, such as in polarizing filters or by beam splitter layers, such as in a beam splitter cube, with which an intensity distribution of the incoming beam is achieved.
- Such intensity beam splitters can separate light beams with one wavelength or also polychromatic light beams into a transmitted and a reflected portion, wherein different division ratios are possible.
- Beam splitter layers can be formed by metallic layers or dielectric multilayers, with dielectric multilayers, with the use of polarization effects, being well suited for the method according to the invention.
- beam splitter plates consist of a plane-parallel plate of glass, quartz or a uniaxial crystal with a dielectric or metallic coating. Due to the thickness of the beam splitter plates, the transmitted beam experiences a slight beam offset.
- Beam splitter cubes are made from two 90 ° prisms cemented to their hypotenuses, the beam splitting coating being attached to a hypotenuse and a transmitted beam not being misaligned.
- FTIR beam splitter elements work on the principle of "Frustrated Total Internal Reflection" by utilizing reflection and Absorbtions binen on beam splitter cubes with an air gap between two 90 ° prisms, this shape of a beam splitter is well suited by adjusting the air gap to a controllable beam splitting cause, for example by means of piezo actuators, which can adjust the prisms of the beam splitter relative to each other and thereby change the air gap or by direct formation of the prisms of optically transparent piezoelectric material, for example LiNbO3, which can be influenced by applying a voltage in its dimension.
- piezo actuators which can adjust the prisms of the beam splitter relative to each other and thereby change the air gap or by direct formation of the prisms of optically transparent piezoelectric material, for example LiNbO3, which can be influenced by applying a voltage in its dimension.
- Fig. 4 shows the adaptation of the radiation 19 to the bending length 21 of a workpiece 2 by juxtaposition of three bending dies 7a, 7b, 7c, whereby the Gesenkfur 25 of the entire Biegegesenkan für 3 results as the sum of Gesenkinn 25a, 25b and 25c.
- the entire Gesenkl length 25 of a single bending die 7 can be used by a fan beam 24 of corresponding width for a bending operation.
- the Biegegesenkaniser angel 3 may also be formed by a single Biegegesenk 7.
- Fig. 5 shows a partial section through a Biegegesenkan für 3, for example, according to the embodiments in Fig. 2 or Fig. 4 or similar design, with a measure to increase safety at work in the environment of a bending die assembly 3 according to the invention, which can also be used when using individual bending dies 7.
- the radiation exiting through the radiation outlet opening 18 into the bending recess 12 is in this case at least partially absorbed by the shielding element 49 or reflected back into the interior of the bending die 7.
- the underside of the shielding element 49 may additionally have a deflecting or dissipative surface, as a result of which the reflected radiation continues to decrease in intensity and is distributed over larger areas of the interior of the die.
- the shielding element 49 can advantageously be adjustable in the direction of the arrow 52 by means of an adjusting device 51 of the shielding device 50.
- Such a shielding element 49 could additionally also on in Fig. 5
- the abutment of the shielding element 48 on the workpiece 2 to be bent can be ensured by approaching the workpiece 2 with a certain minimum force, wherein additionally a mechanical, electrical or optical interrogation of the workpiece contacting and thus the complete shielding of the subsection 48 is ensured can.
- This can be done, for example, in that the shielding element 49 has a check mark 54 at its end facing the workpiece 2 at its upper side, which is monitored by an optical sensor, not shown, mounted above the bending die arrangement 3 or a camera with a connected image recognition, and upon displacement of the check mark 54 on the shielding element 49 under the edge of the workpiece 2 from above through the sensor is no longer detectable, which means that the shielding element 49 rests against the workpiece 2.
- the end portion with the test mark 54 has a notch in the region of the bending line 16 so that it can be irradiated at the edge of the workpiece 2 of the high-energy radiation.
- the shielding element 49 or the entire shielding device 50 in the direction of the double arrow 55 can be mounted resiliently or articulated, whereby the shielding member 49 can be pressed together with the workpiece 2 in carrying out a bending operation in the interior of the bending recess 12 and thereby does not hinder the bending operation ,
- the shielding device 50 may, as in Fig. 5 represented by means of a holding member 56 may be attached directly to the Biegegesenkan für Fig. 5 represented by means of a holding member 56 may be attached directly to the Biegegesenkan für Fig. 5 represented by means of a holding member 56 may be attached directly to the Biegegesenkan für Fig. 5 represented by means of a holding member 56 may be attached directly to the Biegegesenkanaku 3.
- Fig. 6 shows schematically and greatly simplified a bending press 57, in particular a press brake of conventional design, on the use of the bending die assembly 3 according to the invention, the inventive method for bending a workpiece 2 can be performed.
- the bending machine 54 comprises a fixed frame 58, for example with C-stands, on which the lower stationary press bar 4 is arranged and further by means of Linearverstellantrieben 59, approximately in the form of hydraulic cylinders, and corresponding guide means an upper press bar 60 for performing a bending operation in the adjustment 6th is mounted adjustable.
- the bending die assembly 3 according to the invention is arranged on the lower, stationary press bar 4 and the cooperating bending punch 5 is mounted on the upper, adjustable press bar 6.
- the bending press 57 is actuated by means of a control device 61, which can also control, in particular, also the method steps associated with the method according to the invention or associated with the bending die 3 according to the invention. These include, for example, the control, supply, activation, power control or deactivation of the radiation sources 22 and 39 for generating the beam fan 24, with which a workpiece 2 is heated before and / or during the implementation of a bending process in the region of its forming zone 17.
- the radiation 19 can be at least partially adapted to the workpiece 2 to be bent by the execution of the bending dies.
- a leakage of radiation that could injure a person in the vicinity of the bending press 57, already in the field of Biegegesenkan für 3, such as by using the shielding device 50 described to avoid as possible.
- a leakage radiation 62 which unexpectedly emerges from the bending die arrangement 3 and is not absorbed by the workpiece 2 is detected by means of suitable sensor elements 63 or can be measured and upon detection of an optionally existing impermissibly strong leakage radiation 62 by the control device 61, a deactivation of the high-energy radiation 19 is performed.
- a detection method dangerous radiation can be detected and deactivated directly for a person in the vicinity of the bending die arrangement 3.
- This detection method for leakage radiation 62 can in particular also take place with a harmless test radiation with low energy density, for example by light in the visible region, which is generated by suitable elements within the bending die arrangement 3.
- a test radiation could also be generated by applying radiation sources 22 in the form of diode laser bars 26 with only a small supply current, whereby only low-energy radiation, similar to light-emitting diodes, is emitted.
- the measured value of a temperature measurement of the control device 61 are supplied, which can perform based on the measured temperature value activation, deactivation or power control of the radiation sources 22, 39 or block a bending process by influencing the Linearverstellantriebes 59, enable, trigger, accelerate or delay .
- the temperature measurement is carried out by suitable measuring methods, for example, contactless or by contacting temperature measurement of the forming zone 17. As an example of a non-contact measuring method is in Fig.
- a camera 64 in the form of a thermal imaging camera shown with the control device 61 connected is.
- pre-programmed bending processes can be stored, which also contain the workpiece-specific heating by means of the radiation.
- suitable heating processes can be predefined and automatically carried out for different types of workpieces in addition to the actual bending process.
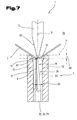
- Fig. 7 shows a cross section through a bending tool assembly 1, during the execution of the bending process according to the invention.
- the radiation 19, which heats the forming zone 17 of the workpiece is here generated by a radiation source 22, for example in the form of a diode laser bar 26 in the interior of the bending die arrangement 3 and guided in the form of one or more fan beams 24 to the workpiece 2.
- a radiation source 22 for example in the form of a diode laser bar 26 in the interior of the bending die arrangement 3 and guided in the form of one or more fan beams 24 to the workpiece 2.
- Fig. 7 is the beam plane 65, in which the fan beams 24 are substantially not exactly in the bending plane 16, but between the beam plane 65 and the bending plane 16 is a helix angle 66, which is preferably between 2 and 15 °.
- a cutting line 67 results between the bending plane 16 and the plane of the beam 65, which preferably lies within the bending recess 12, that is to say below the contact surface 11.
- the tip of the punch 5 is located above the contact surface 11, in the sketched orientation of the beam plane 65 it is ensured that radiation emerging from the bending die arrangement 3 that does not hit the workpiece 2 hits the left flank 69 of the illustrated punch 5 and in this Case is mainly deflected to the left or reflected.
- This effect of the inclination of the beam plane 65 to the bending plane 16 can be advantageously used to deflect, if necessary, not incident on the workpiece 2, high-energy radiation 19 away from the normal residence area of an operator away by such radiation from the operator's point of view of the user side 70th seen from, averted flank 69 of the punch 5 hits.
- An advantageous embodiment of the method according to the invention is that the workpiece 2 before the start of the irradiation for local heating of the forming by means of a holding element, in particular by means of the punch 5 is fixed in its position relative to the Biegegesenkan für 3, for example by the bending punch 5 is pressed with a limited force on the resting on the contact surface 11 workpiece 2.
- the fixing force used for this purpose is only a relatively small part of applied for the actual bending process forming force, but causes the workpiece 2 does not change its position with respect to the Biegegesenkan für 3 due to thermal stresses and consequent distortion and the deformation of the workpiece 2 exactly on the planned position.
- the workpiece 2 can, similar to in Fig.
- the resulting change in the beam path to determine the distribution of the radiation intensity along the bending length 21 so that the uniformity of the radiation distribution does not have its optimum at the level of the contact surface 11, but in a later phase of deformation, so for example only after a third or half of the immersion depth of the punch 5, such as it about in Fig. 7 is shown.
- Fig. 7 further shows a thermocouple 71, which is resiliently mounted within the bending recess 12, is connected to the control device 61 of the bending press 57, and serves to measure the temperature of the forming zone 17 during heating by the high-energy radiation 19.
- the bending die assembly 3 can further be designed so that the tool body 8 a the contact surface 11 and the bending recess 12 forming, in Fig. 7 indicated by dashed lines, die adapter 72, on which the radiation sources 22nd or the beam influencing arrangements 23 containing remaining part of the tool body 8 is arranged interchangeable.
Description
- Die Erfindung betrifft ein Verfahren gemäß dem Oberbegriff des Patentanspruchs 1 sowie ein Biegegesenk gemäß dem Oberbegriff der Patentansprüche 12 und 13.
- Das Biegen von Werkstücken mittels Biegepressen ist ein schon seit langem und häufig angewendetes zuverlässiges Verfahren zur Bearbeitung von Werkstücken durch Umformen. Der Anwendungsbereich von Biegeverfahren ist häufig durch die Materialeigenschaften, insbesondere durch mechanisch-technologische Eigenschaften begrenzt. So besteht bei spröden Materialien wie Magnesium, Titan, Federstählen, hochfesten Al-Legierungen, hochfesten Stählen oder sonstigen als spröde bekannten Materialien das Problem, dass bei einer Verformung durch Biegen diese Materialien keine ausreichende plastische Verformbarkeit aufweisen und deshalb während des Biegevorganges brechen oder entlang der Umformzone Risse auftreten. Eine Kenngröße, die das diesbezügliche Verhalten von Materialien beschreibt, ist die so genannte Bruchdehnung, also der Wert der plastischen Verformung, die ein umzuformendes Werkstück bis zum Auftreten eines Bruchs maximal ertragen kann. Eine alternative Kenngröße für dieses Verhalten ist auch das sogenannte Streckgrenzenverhältnis, das die in einem Werkstück erforderliche Spannung bei Beginn einer merkbaren plastischen Verformung ins Verhältnis zu der im Werkstück herrschenden Spannung bei Bruchbelastung setzt.
- Um auch derartige Materialien für die Anwendung eines Umformverfahrens, insbesondere für Biegen zugänglich zu machen, werden bereits seit längerem mit Erfolg Verfahren angewendet, mit denen ein Werkstück in einen Zustand versetzt wird, in dem es günstigere mechanische Eigenschaften aufweist, und mittels eines Biegeverfahrens umgeformt werden kann. Eine bekannte Methode besteht darin, ein zu biegendes Werkstück zumindest im Bereich der Umformzone zu erwärmen, wodurch in diesem erwärmten Bereich die zur Einleitung von plastischer Verformung erforderliche Spannung gesenkt werden kann.
- Als Beispiel für ein derartiges Verfahren offenbart
EP 0 993 345 A1 ein Verfahren zum Biegen eines Werkstücks durch mechanische Krafteinwirkung unter selektiver Erwärmung des Werkstücks entlang einer Biegelinie durch einen Laserstrahl, bei dem aus einem Laserstrahl oder mehreren Laserstrahlen ein längliches Strahlenfeld geformt wird und bei dem das Strahlenfeld an allen Punkten entlang der Biegelinie einer Erwärmungszone am Werkstück gebildet wird. Dabei umfasst die Vorrichtung zur Formung des linienförmigen Strahlenfeldes Zylinderlinsen und/oder Zylinderspiegel, mit denen ein Strahlenfeld durch eine Öffnung im Biegegesenk dem Werkzeug zugeführt wird. Im Ausführungsbeispiel gemäßFigur 4 der EP-A1 wird ein Laserstrahl durch eine strahlformende Optik, bestehend aus einem Prismenspiegel, zwei Zylinderlinsen und zwei zylindrischen Umlenkspiegeln in zwei Strahlenfelder zerlegt, die jeweils eine linienförmigen Erwärmungszone erzeugen. Der auf diese Weise umgeformte Laserstrahl wird dabei durch eine schlitzartige Öffnung in der Unterseite des Gesenks dem Werkstück zugeführt. - Diese aus
EP 0 993 345 A1 bekannte Lösung für die Führung der energiereichen Strahlung in einem Biegegesenk ist für die praktische Anwendung an gängigen Biegemaschinen nicht optimal geeignet, da das Biegegesenk durch die zweiteilige Ausführung eine begrenzte mechanische Stabilität aufweist und der das Biegegesenk aufnehmende Pressenbalken oder Pressentisch Ausnehmungen für die Strahlverteilanordnung aufweisen müsste. Weiters ist das in der EP-A1 beschriebene Verfahren für das Biegen kleiner Werkstücke nur bedingt geeignet, da die energiereiche Strahlung immer über die gesamte Länge eines Biegegesenks verteilt wird. - Die Aufgabe der Erfindung besteht darin, ein gattungsgemäßes Biegeverfahren beziehungsweise ein dafür einsetzbares Biegegesenk bereitzustellen, das für die praktische Anwendung besser einsetzbar ist und auch für Werkstücke verschiedener Abmessungen bei gleichzeitig hohen Anforderungen bezüglich der Arbeitssicherheit geeignet ist.
- Die Aufgabe der Erfindung wird durch ein Verfahren gemäß Patentanspruch 1 und eine Biegegesenkanordnung gemäß Patentanspruch 12 oder 13 gelöst.
- Dadurch, dass die aus der Biegeausnehmung austretende Strahlung durch gesteuerte lokale Erzeugung der Strahlung innerhalb der Biegegesenkanordnung mittels mehrerer wahlweise aktivierbarer Strahlungsquellen oder durch gesteuerte Verteilung eines konzentrierten Strahlenbündels durch Strahlbeeinflussungsmittel innerhalb einer Biegegesenkanordnung an das zu biegende Werkstück angepasst wird, gegebenenfalls auch auf einen Teilabschnitt der Biegeausnehmung der Biegegesenkanordnung beschränkt werden kann, wird zum einen die für die lokale Erwärmung des Werkstücks erforderliche Strahlungsenergie minimiert, als auch eine mögliche Gefährdung durch die Strahlung für einen im Umfeld des Biegewerkzeugs befindlichen Benutzer reduziert, da der Anteil der Strahlung, der vom Biegegesenk nicht auf das Werkstück treffenden Strahlung durch diese Maßnahmen stark reduziert ist.
- Die gesteuerte lokale Erzeugung der Strahlung erfolgt dabei durch mehrere entlang der Biegeausnehmung angeordnete Strahlungsquellen innerhalb des Biegegesenks, die Strahlung mit geringerer Leistungsdichte abstrahlen, dafür jedoch in Summe eine größere Gesamtstrahlaustrittsfläche aufweisen, als eine einzelne hoch konzentrierte gebündelte Strahlungsquelle. Als Strahlungsquellen sind dazu insbesondere Diodenlaserbarren geeignet, die eine streifenförmige Strahlaustrittsfläche aufweisen, beispielsweise mit einer Abmessung von 10 mm Länge und 1 mm Breite. Die Längsachse der streifenförmigen Strahlaustrittsfläche ist dabei in Längsrichtung der nutartigen Biegeausnehmung orientiert, wodurch bereits eine Verteilung der Strahlung entlang der Biegeausnehmung alleine durch die Form der Strahlaustrittsfläche stattfindet. Dadurch, dass mehrere Strahlungsquellen innerhalb des Biegegesenks angeordnet sind, können einzelne oder mehrere davon während der Erwärmung des Werkstücks deaktiviert bleiben, wodurch an dem über den deaktivierten Strahlungsquellen liegenden Teilabschnitt der Strahlenaustrittsöffnung keine oder nur sehr wenig Strahlung austritt.
- Um durch Strahlbeeinflussungsanordnungen eine gleichmäßige Verteilung der Strahlung innerhalb der Biegegesenkanordnung bzw. im Bereich der Biegeausnehmung, an dem die Umformzone des Werkstücks liegt, zu erreichen, umfassen diese zumindest ein optisches Element, durch das von einer externen Strahlungsquelle eingehende energiereiche Strahlung innerhalb der Biegegesenke umgelenkt, aufgeteilt oder geformt werden kann, wozu optische Elemente beispielsweise in Form von Linsen, Spiegeln, Polarisationsfiltern, Strahlteilerelementen, FTIR-Elementen (frustrated total internal reflection), Halbwellenplatten und Kombinationen daraus im Inneren der Biegegesenke die Strahlbeeinflussungsanordnung bilden. Durch Verstellmöglichkeiten an einzelnen oder mehreren optischen Bauelementen besteht darüber hinaus die Möglichkeit, die von der Strahlungsquelle ausgesandte Strahlung in verschiedene Abschnitte der Strahlaustrittsöffnung und damit an ein Werkstück angepasst aus dem Biegegesenk auszuleiten und/oder Anteile der Strahlung zu anderen Bereichen innerhalb desselben oder eines benachbarten Biegegesenks umzulenken, wodurch diese innerhalb des Biegegesenks absorbiert wird und dieses nicht durch die Strahlenaustrittsöffnung verlässt. Zusätzlich kann eine gesteuerte Abschirmung innerhalb des Biegegesenks mittels eines Abschirmelements einer Abschirmvorrichtung, das die auftreffende Strahlung ohne nachteilige Veränderungen ertragen kann, durchgeführt werden, um in der Biegegesenkanordnung erzeugte Strahlung oder in das Biegegesenk von einer externen Strahlungsquelle eingeleitete Strahlung am Austritt durch die Strahlaustrittsöffnung in nicht von einem Werkstück abgedeckte Teilabschnitte einer Biegeausnehmung zu hindern, wodurch die aus dem Biegegesenk austretende Strahlung noch genauer an die Abmessungen eines Werkstücks angepasst werden kann. Damit Werkstücke mit unterschiedlichen Biegelängen mit einem derartigen Biegegesenk bearbeitet werden können, erfolgt die Abschirmung vorzugsweise mittels eines verstellbaren Abschirmelements einer Abschirmvorrichtung. Durch diese Maßnahme wird ein möglicherweise sicherheitstechnisch kritischer Strahlenaustritt neben dem Werkstück noch weiter reduziert. Da nicht jedes Werkstück die gesamte Biegeausnehmung abdeckt, da häufig dessen Biegelänge kürzer ist, als die Länge des Biegegesenks bzw. der Biegegesenkanordnung, und ein Austritt von energiereicher Strahlung neben dem Werkstück aus Gründen der Arbeitssicherheit möglichst unterbunden werden sollte, ist bei der Ausführung des Verfahrens von Vorteil, wenn am Biegegesenk in Strahlenrichtung betrachtet nach der Strahlenaustrittsöffnung zumindest ein verstellbares Abschirmelement zur Abdeckung nicht vom Werkstück abgedeckter Abschnitte vorgesehen ist. Dieses Abschirmelement kann als Schieber ausgebildet sein, der entlang der Biegeausnehmung verstellbar ist, und dadurch je nach Biegelänge des Werkstücks der von diesem nicht abgedeckte Teil der Biegeausnehmung von dem Abschirmelement bedeckt bzw. verschlossen wird und dadurch zumindest ein direkter Austritt von Strahlung neben dem Werkstück vermieden werden kann.
- Insbesondere kann das Abschirmelement in Richtung der Biegelänge bis zum Anliegen an das Werkstück verstellbar sein, wodurch für jede beliebige Biegelänge eine optimale Unterbindung von Leckstrahlung erfolgen kann. Die Verstellung des Abschirmelements kann durch jeden geeigneten Verstellantrieb, insbesondere einen Linearantrieb erfolgen, beispielsweise mittels eines Pneumatikzylinders, mit dem ein definiertes seitliches Anpressen des Abschirmelements an das Werkstück erzielt werden kann. Das Werkstück kann dabei insbesondere jeweils am rechten oder am linken Ende eines Biegegesenks mittels eines feststehenden Anschlags positioniert sein und das Abschirmelement jeweils vom anderen Ende des Biegegesenks her mittels des Stellantriebs an das Werkstück angenähert werden. Ein baulich einfacher, alternativer Verstellantrieb für das Abschirmelement kann durch einen Reibradantrieb gebildet sein.
- Da das Werkstück während der Biegeumformung ausgehend von einem weitgehend flachen Ausgangszustand in das Innere der Biegeausnehmung verformt wird, ist es von Vorteil, wenn das Abschirmelement in das Innere der Biegeausnehmung verstellbar im Werkzeuggrundkörper oder an der Biegegesenkanordnung gelagert ist, beispielsweise durch federnde oder gelenkige Lagerung des Abschirmelements oder der gesamten Abschirmvorrichtung. Das Abschirmelement kann dadurch während des Biegevorganges am Werkstück anliegend oder kontaktierend verbleiben und wird von einem Biegestempel zusammen mit dem Werkstück in die Biegeausnehmung gedrückt. Das Abschirmelement oder die gesamte Abschirmvorrichtung kann dazu etwa mittels einer nach außen wirkenden Feder an die Oberseite der Biegeausnehmung gedrückt werden, und durch eine Führung in seiner Verstellbarkeit nach außen begrenzt sein, also in einer äußeren Grundstellung vorgespannt sein.
- Um die Wirksamkeit des Abschirmelements sicherzustellen, ist es von Vorteil, wenn vor Aktivierung der Strahlung das Anliegen des Abschirmelements am Rand des Werkstücks mechanisch, elektrisch oder optisch, insbesondere berührungslos, überprüft wird. Dazu kann beispielsweise an der Stirnseite des Abschirmelements ein mechanisches Sensorelement, etwa in Form eines Tastschalters, vorgesehen sein, ein Stromfluss bei Kontakt zwischen Abschirmelement und Werkstück überwacht oder eine optische Überwachung mittels Kamera und Bildauswertung erfolgen. Eine optische Überwachung des Anliegens kann vorzugsweise dadurch erfolgen, dass das Abschirmelement so ausgebildet wird, dass es mit seinem stirnseitigen Ende unterhalb des Werkstücks positioniert werden kann und in diesem Endabschnitt eine optisch erfassbare Markierung angebracht ist, die bei korrektem Anliegen des Abschirmelements am Werkstück unter diesem zu liegen kommt und durch eine Kamera mit Bildauswertung abgefragt werden kann, ob die Markierung noch sichtbar ist oder durch korrektes Anliegen des Abschirmelements nicht mehr sichtbar ist.
- Um die Absorption von Strahlung am Abschirmelement zu minimieren bzw. eine übermäßige Erwärmung durch die absorbierte Strahlung zu erkennen, kann dieses an seiner Unterseite eine verspiegelte Oberfläche aufweisen und/oder eine konvexe, Strahlung zerstreuende Oberfläche aufweisen und/oder mit einer Temperaturüberwachung ausgestattet sein. Durch eine reflektierende beziehungsweise Strahlung zerstreuende Oberfläche des Abschirmelements wird von diesem nur ein Anteil der Strahlungsleistung absorbiert, während der restliche reflektierte Anteil über das Innere des Biegegesenks verteilt wird, wodurch das Entstehen von Temperaturspitzen weitgehend vermieden ist. Zusätzlich kann das Abschirmelement eine Kühleinrichtung, beispielsweise in Form von wasserführenden Kanälen umfassen.
- Eine weitere Erhöhung der Sicherheit für eine im Umfeld des Biegegesenks anwesende Bedienperson wird erreicht, wenn ein durch eine Strahlbeeinflussungsanordnung im Biegegesenk bewirkter Brennpunkt der Strahlung innerhalb der Biegeausnehmung positioniert wird, wodurch austretende Strahlung außerhalb des Biegegesenks divergierend verläuft. Außerhalb der Biegeausnehmung und oberhalb der Anlagefläche ist somit keine konzentrierte Strahlung vorhanden, und nimmt eine mögliche Gefährdung einer Bedienperson mit zunehmendem Abstand von der Biegeausnehmung sehr schnell ab. Die Strahlung wird dazu vorzugsweise mittels Streulinsen oder Konvexspiegeln zur Strahlenaustrittsöffnung geleitet oder bei Verwendung von konzentrierenden optischen Bauelementen wie Sammellinsen oder Konkavspiegeln wird ein durch diese gebildeter Brennpunkt so gelegt, dass dieser sich noch innerhalb der Biegeausnehmung befindet. Da sich die auf die Umformzone gerichtete Strahlung aus mehreren Strahlenfächern zusammensetzt, ergeben sich zwangsläufig Schwankungen der Strahlungsintensität entlang der Umformzone, die durch geeignete Überlagerung benachbarter Strahlenfächer möglichst gut ausgeglichen wird. Dabei kann der Bereich, in dem die Strahlung die höchste Gleichmäßigkeit der Strahlungsintensität entlang der Umformzone aufweist in einen Bereich hoher Umformgrade gelegt werden, also etwa nicht auf Höhe der Anlagefläche für das unverformte Werkstück sondern erst nach einer gewissen Eindringtiefe des Biegestempels. Dadurch wird die Umformzone eines Werkstücks in der Phase, in der die höchsten Spannungen während des Biegevorganges auftreten am gleichmäßigsten bestrahlt und dadurch erwärmt, wodurch optimale Biegeergebnisse erzielt werden können.
- Um einen unvorhergesehenen oder überhöhten Austritt von Strahlung, die nicht auf das Werkstück trifft, erkennen zu können, ist es als eine weitere Sicherheitsmaßnahme möglich, aus der Biegegesenkanordnung austretende und nicht vom Werkstück aufgenommene Strahlung, also eine Leckstrahlung mittels eines Detektionsverfahrens zu messen bzw. festzustellen. Dazu sind beispielsweise im Umfeld des Biegegesenks oder etwa im Bereich des oberen Pressenbalkens für die ausgesendete Strahlung empfindliche Sensorelemente angeordnet, und kann von einer Steuervorrichtung ein Überschreiten von festgelegten Grenzwerten ausgewertet oder eine automatische Abschaltung der Strahlungsquelle ausgelöst werden. Diese Maßnahme ist insbesondere bei Strahlung, die außerhalb eines für das menschliche Auge erfassbaren Wellenlängenbereichs liegt, von Vorteil.
- Um eine mögliche Gefährdung einer Bedienperson weiter zu reduzieren, kann die Detektion von Leckstrahlung vor dem Erwärmen des Werkstücks mit ungefährlicher Prüfstrahlung mit niedriger Energiedichte erfolgen. Es können dazu von der für die Erwärmung vorgesehenen Strahlungsquelle verschiedene Prüfstrahlungsquellen vorgesehen sein oder es ist auch möglich, dass die Strahlungsquelle so beeinflusst wird, dass diese nur Strahlung mit geringer Energiedichte aussendet, z.B. durch Versorgung von Diodenlaserbarren mit einer niedrigeren Spannung, bei der nur inkohärentes Licht niedriger Energiedichte abgegeben wird.
- Um die Wirksamkeit der gesteuerten Strahlungserzeugung oder Strahlenverteilung und die Qualität der dadurch bewirkten lokalen Erwärmung des Werkstücks überprüfen zu können, wird in einer weiteren Ausführungsform des Verfahrens an dem zu verformenden Werkstück zumindest an einer Stelle, vorzugsweise an mehreren Stellen, der Umformzone während der Erwärmung dessen Temperatur erfasst. Diese Erfassung der Temperatur kann taktil mit berührenden Sensorelementen im Biegegesenk oder im Biegestempel oder aber auch berührungslos mittels eines thermooptischen Messverfahrens, etwa unter Verwendung eines Pyrometers oder einer Wärmebildkamera erfolgen. Anhand dieser Messung der erwärmten Umformzone kann ein Defekt an der Strahlungsquelle oder an strahlbeeinflussenden optischen Bauelementen erkannt werden, bevor ein Biegevorgang bei einem nicht ausreichend erwärmten Werkstück durchgeführt wird und das Werkstück dabei möglicherweise zerstört wird, da es aufgrund der niedrigen Temperatur oder aber auch aufgrund zu hoher Temperaturen beim Biegevorgang bricht oder ein erzielbarer Biegewinkel außerhalb einer bestimmten Toleranz ist. Die Auswertung der Temperaturmessung und das Treffen von geeigneten Maßnahmen bei Feststellung einer nicht planmäßigen Erwärmung des Werkstücks können vorzugsweise mittels einer elektronischen Steuervorrichtung erfolgen.
- Bei Verwendung von sehr energiereicher Strahlung oder bei der Bearbeitung von Werkstücken mit Durchbrüchen kann es trotz der gesteuerten Ausleitung von Strahlen aus dem Biegegesenk im Umfeld der Biegegesenkanordnung und des Werkstücks zu einer hohen Strahlungsenergiedichte kommen, wodurch es weiters vorteilhaft sein kann, dass während der Aktivierung der Strahlung das Umfeld des Werkstücks, insbesondere der Aufenthaltsbereich einer Bedienperson, von einer Abschirmanordnung vor Strahlung geschützt wird. Eine derartige Abschirmanordnung kann beispielsweise durch einen automatisch in Position gebrachten Vorhang gebildet sein, der ähnlich wie bei der Abschirmung von Schweißarbeitsplätzen eine Ausbreitung von schädlicher Strahlung reduzieren kann.
- Die gesteuerte lokale Erzeugung von Strahlung, die durch die Strahlenaustrittsöffnung auf ein Werkstück geleitet wird, kann bei Anordnung von mehreren Strahlungsquellen im Biegegesenk dadurch erfolgen, dass in nicht benötigten Teilabschnitten der Länge des Biegegesenks keine Aktivierung der Strahlungsquellen erfolgt. Dies kann durch schaltungstechnische Maßnahmen innerhalb des Biegegesenks oder aber auch durch eine außerhalb der Biegegesenkanordnung angeordnete Steuervorrichtung erfolgen.
- Um die örtliche Erwärmung des zu biegenden Werkstücks besser steuern zu können, ist es von Vorteil, wenn die von der Strahlungsquelle abgegebene Leistung und/oder die Einwirkdauer der Strahlung an das Material und die geometrischen Abmessungen des zu biegenden Werkstücks mittels einer Steuerungsvorrichtung anpassbar sind. Die dazu verwendete Steuerungsvorrichtung kann dabei auch zur Steuerung der Biegepresse verwendet werden oder umgekehrt durch die Steuervorrichtung der Strahlungsquelle realisiert sein.
- Um eine hohe Qualität der lokalen Erwärmung des Werkstücks sicherzustellen, ist es von Vorteil, wenn die von der oder den Strahlungsquellen auf das Werkstück abgegebene Strahlungsleistung durch periodische oder permanente Messung überwacht wird. Dazu können im Biegegesenk, etwa im Bereich der Biegeausnehmung, Sensoren angeordnet sein, mit denen sowohl der Absolutwert als auch die relative Verteilung der Strahlungsintensität gemessen werden kann. Dies kann zusätzlich zur Temperaturüberwachung der Umformzone vorgesehen sein, da aufgrund unterschiedlicher Werkstoffeigenschaften, insbesondere unterschiedlicher Wärmeleitzahlen und Wärmekapazitäten der zu bearbeiteten Werkstücke auch eine Überwachung der von der Biegegesenkanordnung abgegebenen Strahlungsleistung die Information über den Erwärmungsprozess absichert.
- Eine vorteilhafte Weiterbildung des Verfahrens besteht darin, dass am Biegegesenk ein Luftanschluss mit daran anschließendem Luftkanal bzw. Strömungsweg vorgesehen ist, durch den Spülluft in den Bereich zwischen den Strahlerzeugern bzw. der Strahlbeeinflussungsanordnung und der Strahlaustrittsöffnung beziehungsweise dem Werkstück zugeführt werden kann, die an anderer Stelle wieder austritt. Dadurch werden die den Strömungsweg begrenzenden Teile der Biegegesenkanordnung, insbesondere der Werkzeuggrundkörper gekühlt und kann weiters eine Ablagerung von Staub oder sonstigen Verschmutzungen in den strahlführenden Kanälen oder an den optischen Elementen innerhalb der Biegegesenkanordnung reduziert werden. Die Führung von Spülluft kann etwa auch auf den Bereich der Biegeausnehmung beschränkt sein.
- Da sich ein lokal im Bereich der Umformzone erwärmtes Werkstück aufgrund von Wärmespannungen beträchtlich krümmen oder verwinden kann und dadurch die Position bezüglich der Biegelinie abweichen kann, ist es von Vorteil, wenn das Werkstück während der Erwärmung durch die Strahlung mittels eines eigenen Halteelements oder insbesondere mittels des Biegestempels in seiner Position bezüglich der Biegegesenkanordnung fixiert wird.
- Das Verfahren kann dabei vorteilhaft so ausgeführt werden, dass das Werkstück vor Einwirkung der Strahlung durch den Biegestempel einer geringen, insbesondere nur elastischen, Biegeumformung unterworfen und in dieser Stellung durch den Biegestempel fixiert wird, erst daran anschließend die Erwärmung durch Ausleitung von Strahlung an die Unterseite des Werkstücks aktiviert wird, und nach Ablauf einer vordefinierten Zeitspanne ab Aktivierung der Strahlung, die auch Null sein kann, oder ab Erreichen einer bestimmten Temperatur des Werkstücks in der Umformzone die Biegeumformung fortgesetzt wird, wobei die Strahlung bis zum oder bis knapp vor Abschluss der Biegeumformung aktiviert bleibt. Dadurch erfolgt zuerst gewissermaßen ein Einspannen des Werkstücks, zwecks Werkstückfixierung und Werkstückversteifung gegen unvorhergesehene Verformungen aufgrund von Wärmespannungen. Die erst zeitversetzt, bei fortgesetzter oder unterbrochener Stempelbewegung folgende Aktivierung der Laserstrahlung mit der dadurch bewirkten Erwärmung des Werkstücks in der Umformzone erhöht die plastische Verformbarkeit des ursprünglich spröden Werkstücks, und kann der Biegevorgang auch bis in den Bereich hoher Umformgrade fortgesetzt werden, ohne dass Risse oder Brüche im Material auftreten. Die Stempelbewegung kann also ohne Unterbrechung ausgeführt werden oder aber auch mit einer Unterbrechung, innerhalb der ein gewisses Temperaturniveau der Umformzone erreicht ist. Eine dazu eingesetzte Temperaturüberwachung kann auch sicherstellen, dass die Laserstrahlung aktiviert und wirksam ist, wodurch in eleganter Weise versehentliche Kaltumformungen ausgeschlossen werden können.
- Eine weitere Maßnahme, um Leckstrahlung im Umfeld des Biegegesenks beziehungsweise einer Biegegesenkanordnung zu vermeiden, besteht darin, dass Schnittstellen zwischen benachbarten strahlführenden Elementen, insbesondere zwischen aneinandergrenzenden Biegegesenken oder zwischen einer externen Strahlungsquelle und einem Biegegesenk einer Biegegesenkanordnung, optisch dicht ausgeführt sind. Dies kann beispielsweise dadurch erfolgen, dass aneinandergrenzende Stirnflächen bzw. Fügeflächen von benachbarten Biegegesenken mit hoher Passgenauigkeit beziehungsweise Formgenauigkeit hergestellt sind und dadurch Spalten und Ritzen zwischen benachbarten Biegegesenken minimiert sind. Alternativ oder zusätzlich zu dieser Maßnahme können an derartigen Schnittstellen zwischen Elementen einer Biegegesenkanordnung zusätzliche Abdeckelemente oder Abdichtelemente vorgesehen sein.
- Eine weitere Verbesserung des Verfahrens kann dadurch erzielt werden, dass während der Erwärmung durch Strahlung die Temperatur des Werkstücks an der Umformzone gemessen und als Messwert einer elektronischen Steuerungsvorrichtung zugeführt wird, die in Abhängigkeit von der gemessenen Temperatur einen Biegevorgang blockiert, freigibt, auslöst, beschleunigt oder verzögert und/oder die Strahlungsleistung durch Aktivierung oder Deaktivierung oder Leistungsregelung der Strahlungsquellen in der Biegegesenkanordnung oder der externen Strahlungsquelle erhöht, reduziert oder deaktiviert. Dadurch können Fehlbiegungen aufgrund eines nicht ausreichend erwärmten Werkstücks, beispielsweise wegen Defekts der Strahlungsquelle oder zu kurzer Einwirkdauer der Strahlung, oder Überhitzung des Werkstücks weitgehend vermieden werden.
- Die Aufgabe der Erfindung wird weiters auch durch eine Biegegesenkanordnung gemäß Patentanspruch 12 gelöst, wonach zur gesteuerten verteilten Erzeugung der Strahlung eine Anordnung von Strahlungsquellen, insbesondere Diodenlaserbarren, innerhalb des Werkzeuggrundkörpers befestigt ist, die wahlweise aktivierbar oder deaktivierbar und zumindest annähernd gleichmäßig entlang der Längsrichtung der Biegeausnehmung hinter der Strahlaustrittsöffnung im Werkzeuggrundkörper angeordnet sind. Durch eine damit bewirkte verteilte Erzeugung von energiereicher Strahlung innerhalb des Biegegesenks wird eine sicherheitstechnisch kritische Verwendung von hochkonzentrierten gebündelten Strahlen vermieden, weshalb bei Einsatz eines derartigen Biegegesenks die für eine Bedienperson im Umfeld eines derartigen Biegegesenks erforderlichen Schutzmaßnahmen wesentlich weniger aufwändig sind. Die Verwendung von Diodenlaserbarren als Strahlungsquellen ist für die Verwendung zur örtlichen Erwärmung von Blechwerkstücken besonders vorteilhaft, da hierbei Energiedichten vorliegen, die eine ausreichend schnelle Erwärmung bewirken können, jedoch eine Zerstörung des Werkstücks durch eine zu lange Einwirkdauer kaum möglich ist oder schwere Verletzungen einer Bedienperson bei unvorhergesehenem Strahlenaustritt durch die begrenzte Energiedichte weniger wahrscheinlich sind.
- Die Aufgabe der Erfindung wird darüber hinaus auch durch eine Biegegesenkanordnung gemäß Patentanspruch 13 gelöst, wonach jeder Werkzeuggrundkörper zumindest eine Strahleintrittsöffnung mit daran anschließendem Strahlenweg im Inneren des Biegegesenks zum Einleiten zumindest eines von einer außerhalb des Werkzeuggrundkörpers angeordneten Strahlungsquelle erzeugten energiereichen konzentrierten Strahlenbündels aufweist und im Werkzeuggrundkörper jedes Biegegesenks der Biegegesenkanordnung zumindest eine Strahlbeeinflussungsanordnung angeordnet ist, die zumindest einen Teil des Strahlenbündels zeitlich und örtlich stationär umlenkt, aufweitet und durch die Strahlenaustrittsöffnung zum Werkstück im Bereich der Auflagefläche leitet. Durch die Möglichkeit an einzelnen oder mehreren optischen Bauelementen die von der Strahlungsquelle ausgesandte Strahlung in verschiedene Abschnitte der Strahlaustrittsöffnung oder innerhalb der Biegegesenkanordnung verteilen und damit an ein Werkstück angepasst aus der Biegegesenkanordnung auszuleiten zu können und/oder Anteile der Strahlung zu anderen Bereichen innerhalb der Biegegesenkanordnung umlenken zu können, wodurch diese innerhalb des Biegegesenks absorbiert wird und dieses nicht durch die Strahlenaustrittsöffnung verlässt, wird ein sicherheitskritisches Austreten von nicht auf das Werkstück treffender Strahlung in vielen Anwendungsfällen weitgehend vermieden.
- Erfindungsgemäße Biegegesenke beziehungsweise Biegegesenkanordnungen können an ihren stirnseitigen Enden mit Abschlusselementen versehen sein, die Schnittstellen bzw. Öffnungen zur Weiterleitung von Teilstrahlenbündeln oder Schnittstellen zum Anschluss vom Kühlwasser, Strom, Spülluft oder verschließen.
- Eine besonders aus Sicht des Arbeitnehmerschutzes vorteilhafte Weiterbildung einer erfindungsgemäßen Biegegesenkanordnung besteht darin, dass am Biegegesenk zwischen Strahlenaustrittsöffnung und Anlagefläche zumindest ein verstellbares Abschirmelement zur Abdeckung nicht vom Werkstück abgedeckter Teilabschnitte der Biegeausnehmung vorgesehen ist.
- Durch eine Kombination der vorgenannten Sicherheitsmaßnahmen kann das erfindungsgemäße Verfahren so gestaltet werden, dass ein Aufenthalt im Nahbereich der Presse einer maximalen Gefährdung einer Bedienperson gemäß Laserklasse 1 entspricht.
- Eine erfindungsgemäße Biegegesenkanordnung kann auch derart ausgeführt sein, dass der Werkzeuggrundkörper einen die Anlagefläche und die Biegeausnehmung bildenden Gesenkadapter umfasst, der an dem die Strahlungsquellen oder Strahlbeeinflussungsanordnung enthaltenden restlichen Teil des Werkzeuggrundkörpers auswechselbar angeordnet ist. Dadurch kann der Werkzeuggrundkörper durch Austausch des Gesenkadapters an unterschiedliche Biegeaufgaben angepasst werden, insbesondere kann die Gesenkweite abgeändert werden, wodurch sich das Einsatzspektrum einer derartigen Biegegesenkanordnung wesentlich erhöht. Weiters kann eine derartige, aufgrund der eingebauten Strahlungsquellen oder Strahlbeeinflussungsanordnungen relativ teure Biegegesenkanordnung häufiger und dadurch wirtschaftlicher eingesetzt werden.
- Zum besseren Verständnis der Erfindung wird diese anhand der nachfolgenden Figuren näher erläutert.
- Es zeigen jeweils in stark schematisch vereinfachter Darstellung:
- Fig. 1
- einen Querschnitt durch eine Biegewerkzeuganordnung zur Umformung eines Werkstücks mit dem erfindungsgemäßen Verfahren umfassend eine erfindungsgemäße Biegegesenkanordnung und einen Biegestempel;
- Fig. 2
- einen Schnitt durch eine Biegegesenkanordnung in
Fig. 1 entlang Linie II - II mit verteilter Erzeugung von energiereicher Strahlung durch mehrere Strahlungsquellen innerhalb eines Biegegesenks; - Fig. 3
- eine mögliche Ausführungsform der elektrischen Beschaltung von mehreren Strahlungsquellen in einer Biegegesenkanordnung;
- Fig. 4
- einen Schnitt durch eine Biegegesenkanordnung in
Fig. 1 entlang Linie IV - IV mit Verteilung einer von einer externen Strahlungsquelle erzeugten Strahlung durch Strahlbeeinflussungsmittel in mehreren aneinandergereihten Biegegesenken; - Fig. 5
- einen Teilschnitt durch eine Biegegesenkanordnung gemäß
Fig. 2 oder3 mit einem Abschirmelement; - Fig. 6
- ein Beispiel einer Abkantpresse mit einer erfindungsgemäßen Biegegesenkanordnung zur Ausführung des erfindungsgemäßen Verfahrens;
- Fig. 7
- einen Schnitt durch eine Biegewerkzeuganordnung bei Ausführung des erfindungsgemäßen Biegeverfahrens mit einer weiteren Ausführungsform einer Biegegesenkanordnung.
- Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen darstellen.
- Sämtliche Angaben zu Wertebereichen in gegenständlicher Beschreibung sind so zu verstehen, dass diese beliebige und alle Teilbereiche daraus mit umfassen, z.B. ist die Angabe 1 bis 10 so zu verstehen, dass sämtliche Teilbereiche, ausgehend von der unteren Grenze 1 und der oberen Grenze 10 mitumfasst sind, d.h. sämtliche Teilbereiche beginnen mit einer unteren Grenze von 1 oder größer und enden bei einer oberen Grenze von 10 oder weniger, z.B. 1 bis 1,7, oder 3,2 bis 8,1 oder 5,5 bis 10.
- In
Fig. 1 ist eine Biegewerkzeuganordnung 1 dargestellt, die zum Biegen eines Werkstücks 2 unter Anwendung des erfindungsgemäßen Verfahrens bzw. unter Verwendung einer erfindungsgemäßen Biegegesenkanordnung 3 geeignet ist. Die Biegewerkzeuganordnung 1 umfasst zumindest eine Biegegesenkanordnung 3, die an einem ausschnittsweise dargestellten, feststehenden ersten Pressenbalken 4 oder einem Pressentisch einer Biegepresse oder Abkantpresse angeordnet ist und einen nur ausschnittsweise dargestellten Biegestempel 5, der an einem nicht dargestellten verstellbaren zweiten Pressenbalken angeordnet ist und zusammen mit diesem zur Durchführung einer Biegeumformung in Verstellrichtung 6 verstellbar gelagert ist. Die Biegegesenkanordnung 3 umfasst zumindest ein Biegegesenk 7 mit einem Werkzeuggrundkörper 8, der von seinen äußeren Abmessungen im Wesentlichen einem herkömmlichen Biegegesenk entspricht. So weist die Biegegesenkanordnung 3 bzw. das zumindest eine Biegegesenk 7 vorzugsweise ein Anschlussprofil 9 auf, das zur Aufnahme in einer Standardwerkzeugaufnahme 10 eines herkömmlichen Pressenbalkens 4 geeignet ist. - Zum Biegen eines Werkstücks 2 wird dieses auf eine Anlagefläche 11 des Biegegesenks 3 angelegt und mittels des Biegestempels 5 in eine nutartige Biegeausnehmung 12 innerhalb der Anlagefläche 11 gedrückt, wodurch das Werkstück 2 bei Auftreten von verformungsbedingten Spannungen, die eine Streckgrenze oder eine Proportionalitätsgrenze des Werkstückmaterials überschreiten, eine bleibende Verformung erfährt. Im in
Fig. 1 dargestellten Ausführungsbeispiel ist die Biegeausnehmung 12 als V-Nut 13 ausgebildet und das Biegegesenk 7 demnach als ein V-Gesenk 14 ausgeführt, es sind jedoch auch davon abweichende Formen der Biegeausnehmung 12 möglich, solange diese geeignet sind, das so genannte Freibiegen, also das Biegen mit Auflage des Werkstücks 2 entlang von zwei Linien der Biegegesenkanordnung 3 bzw. des Biegegesenks 7 und annähernd linienförmiger Belastung durch den Biegestempel 5 zwischen diesen beiden Auflagelinien zu ermöglichen. So sind etwa auch im Querschnitt U-förmige oder rechteckige Biegeausnehmungen 12 denkbar. Der Biegestempel 5 besitzt einen keilförmigen Querschnitt dessen Keilwinkel etwa dem Winkel der V-Nut 13 entspricht und ist zumindest annähernd in der Symmetrieebene der Biegeausnehmung 12 angeordnet. Das mit einer derartigen Biegewerkzeuganordnung 1 durchführbare Biegeverfahren wird auch als Abkanten bezeichnet, und kann als Freibiegen oder als Prägebiegen ausgeführt werden. - In der weiteren Beschreibung wird die in
Fig.1 vertikale Symmetrieebene des Biegestempels bzw. der Biegeausnehmung 12 als Biegeebene 15 und deren Schnittlinie mit der Anlagefläche 11 als Biegelinie 16 bezeichnet, wobei die Biegeebene 15 in diesem Ausführungsbeispiel gleichzeitig mit einer Strahlenebene zusammenfällt, innerhalb der die energiereiche Strahlung großteils verläuft. Die Biegelinie 16 verläuft im Allgemeinen etwa in der Mitte einer Umformzone 17, in der während des Biegevorganges die plastische Verformung des Werkstücks 2 erfolgt. - Gattungsgemäß wird beim erfindungsgemäßen Verfahren vor oder während der Umformung durch eine Strahlenaustrittsöffnung 18 eine durch strichlierte Linien angedeutete energiereiche Strahlung 19 im Bereich der Umformzone 17 auf die Unterseite 20 des an der Anlagefläche 11 anliegenden Werkstücks 2 geleitet, wodurch dieses lokal stark erwärmt wird und dadurch dessen mechanisch-technologische Eigenschaften so verändert werden, dass die Biegeumformung des Ausgangsgegenstandes zu einem fertigen Werkstück 2 mit der erforderlichen Qualität erfolgen kann. Das erfindungsgemäße Verfahren wird vorzugsweise bei spröden Werkstoffen angewendet, bei denen durch Erwärmung des Materials eine Absenkung der Streckgrenze beziehungsweise der Proportionalitätsgrenze erreicht werden kann und das Werkstück 2 dadurch die zur plastischen Verformung - nunmehr in geringerer Höhe - erforderlichen Spannungen ertragen kann, ohne die Festigkeitsgrenzen zu überschreiten.
- Erfindungsgemäß kann dabei die zur lokalen Erwärmung eingesetzte energiereiche Strahlung 19 annähernd an die Biegelänge 21 (siehe
Fig. 2 oder Fig. 4 ), also an die Länge der zu erwärmenden Umformzone 17 des zu biegenden Werkstücks 2 angepasst werden, indem die aus der Biegeausnehmung 12 der Biegegesenkanordnung 3 auf das Werkstück 2 geleitete Strahlung 19 durch eine Anzahl von innerhalb der Biegegesenkanordnung 3 entlang der Biegeausnehmung 12 angeordneten und wahlweise aktivierbaren Strahlungsquellen 22 erzeugt wird oder ein in die Biegegesenkanordnung 3 eingeleitetes energiereiches konzentriertes Strahlenbündel innerhalb der Biegegesenkanordnung 3 in Strahlung 19 umgewandelt wird, indem eine Anzahl von innerhalb der Biegegesenkanordnung 3 angeordneten Strahlbeeinflussungsanordnungen 23 jeweils einen Teil des Strahlenbündels zeitlich und örtlich stationär umlenken, zu Strahlenfächern 24 aufweiten und durch die Strahlenaustrittsöffnung 18 zum Werkstück 2 im Bereich der Umformzone 17 leiten. Zusätzlich kann durch eine Aneinanderreihung einer Anzahl von Biegegesenken 7 eine längenvariable, mehrteilige Biegegesenkanordnung 3 gebildet werden. Die Strahlenaustrittsöffnung 18 ist im einfachsten Fall ein Schlitz, der sich über die gesamte Gesenklänge von den Strahlungsquellen 22 bzw. den Strahlbeeinflussungsanordnungen 23 bis zur Biegeausnehmung 12 erstreckt, kann jedoch auch nicht durchgehend sein, etwa indem örtlich Abstandhalterelemente zwischen den Schenkeln des im Wesentlichen U-förmigen Querschnitts des Werkzeuggrundkörpers 8 vorgesehen sind. - Durch diese Ausführung oder ähnliche Ausführungen der Biegegesenkanordnung 3 wird die Strahlung 19 bei beiden Verfahrensvarianten in Form von Strahlenfächern 24, die entlang der Biegeausnehmung 12 angeordnet sind, durch die Strahlenaustrittsöffnung 18 im Werkzeuggrundkörper 8 etwa in der Biegeebene 15 oder leicht dazu geneigt zum Werkstück 2 geleitet, und durch die vorbestimmbare Anzahl von Strahlenfächern 24 kann eine Anpassung an die Biegelänge 21 eines Werkstücks 2 erfolgen. Da dabei diese Strahlenfächer 24 innerhalb der Biegegesenkanordnung 3 erzeugt werden, erlaubt dies die Durchführung dieses Verfahrens auf herkömmlichen Biegemaschinen oder Abkantpressen, da die dazu verwendete Biegegesenkanordnung 3 im Bereich der Werkzeugaufnahme 8 identisch zu herkömmlichen Biegegesenken sein kann und keine Erzeugung der Strahlung 19 etwa im Inneren eines speziellen Pressenbalkens 4 mit einem entsprechenden Hohlraum erforderlich ist.
-
Fig. 2 zeigt einen Schnitt gemäß Linie II - II inFig. 1 durch eine erste mögliche Ausführungsvariante einer Biegegesenkanordnung 3 zur Ausführung des erfindungsgemäßen Biegeverfahrens. Bei dieser ersten Ausführungsform einer Biegegesenkanordnung 3 umfasst diese beispielhaft nur ein Biegegesenk 7, dessen Gesenklänge 25 größer ist als die Biegelänge 21 eines damit zu biegenden Werkstückes 2. Wäre die Biegelänge 21 größer als die Gesenklänge 25, so könnte durch Anfügen eines zweiten derartigen Biegegesenks 7b an ein erstes derartiges Biegegesenk 7a eine Gesamtlänge der Biegegesenkanordnung 3 bewirkt werden, die die Biegelänge 21 eines Werkstücks 2 wieder übersteigt und somit ein Biegen auch von größeren Werkstücken 2 möglich ist. - Im Werkzeuggrundkörper 8, der vorzugsweise Außenabmessungen aufweist, die herkömmlichen Biegegesenken entsprechen, befindet sich in einem inneren Hohlraum, also innerhalb der Biegegesenkanordnung 3 eine Anzahl von Strahlungsquellen 22, hier die Strahlungsquellen 22a, 22b, 22c, 22d und 22e die im Wesentlichen gleichmäßig entlang der Biegeausnehmung 12 im Inneren des Werkzeuggrundkörpers 8 angeordnet sind und Laserstrahlung 19 durch die Strahlenaustrittsöffnung 18 zur Biegeausnehmung 12 und damit auch zur Unterseite 20 des Werkstück 2 aussenden können. Die Strahlungsquellen 22a bis 22e sind vorzugsweise durch Diodenlaserbarren 26 gebildet, die jeweils längliche und etwa parallel zur Biegelinie 16 orientierte Strahlenaustrittsflächen 27 besitzen. Die Längsabmessung der Strahlenaustrittsfläche 27 entspricht dabei zumindest annähernd der Barrenbreite 28, die zusammen mit dem Abstand 29 zwischen benachbarten Diodenlaserbarren 26 und der Anzahl der eingebauten Diodenlaserbanen 26 etwa die mögliche Gesenklänge 25 bestimmt. Die Diodenlaserbarren 26 können dabei einzeln im Werkzeuggrundkörper 8 befestigt sein oder aber auch zu einem Diodenlasereinsatz, der eine zusammenhängende Baugruppe bildet und einfach auswechselbar im Werkzeuggrundkörper 8 befestigbar sein kann, zusammengefasst sein.
- Derartige Diodenlaserbarren 26 umfassen elektrisch und optisch zusammengefasste Gruppen von Laserdioden, die Laserstrahlung emittieren und wie in
Fig. 2 erkennbar an einem dem Werkstück 2 zugewandten Ende eines derartigen streifenförmigen Diodenlaserbarrens 26 angeordnet sind und geben ihre Laserstrahlung im Wesentlichen in Längsrichtung eines derartigen Streifens - inFig. 2 nach oben - ab. Die Strahlungsleistung eines derartigen Diodenlaserbarrens 26 setzt sich aus der Summe der Einzelleistungen der Laserdioden, die elektrisch parallel und im Allgemeinen auf einem Kühlkörper oder einer Wärmesenke, die den Grundkörper des streifenförmigen Diodenlaserbarrens 26 bildet, montiert. Derartige streifenförmige Anordnungen der Laserdioden werden auch als kantenemittierende Breitstreifenchips bezeichnet und können sowohl in den Betriebsarten Dauerstrich (continuous wave) bei der eine Laserdiode einen Laserstrahl kontinuierlich ohne Unterbrechung aussendet oder auch in der Betriebsart gepulst eingesetzt werden, bei denen zeitlich kurze Laserstrahlenimpulse abgegeben werden. Die Diodenlaserbarren 26 umfassen beispielsweise jeweils 45 Einzelemitter und besitzen eine optische Ausgangsleistung in einem Bereich von je 150 Watt bis 250 Watt, wobei durch Sonderbauformen auch noch höhere Leistungen je Diodenlaserbarren 26 möglich sind. - Die Barrenbreite beträgt dabei beispielsweise ca. 11 mm und der die Laserstrahlung emittierende Bereich besitzt eine Emitterbreite von ca. 10 mm. Bei Verwendung solcher Diodenlaserbarren 26 können somit bei geringer räumlicher Beabstandung der benachbarten Diodenlaserbarren 26 zueinander in einem Biegegesenk 7 mit einer Gesenklänge 25 von beispielsweise 100 mm acht derartige Diodenlaserbarren 26 eingesetzt werden. Abhängig von der Art der eingesetzten Diodenlaserbarren 26 ist die Wellenlänge der abgegebenen Laserstrahlung, wobei diese beispielsweise 940 nm beträgt, jedoch sind je nach Dotierung der Halbleiter der Laserdioden auch andere Wellenlängebereiche wie etwa 635-700 nm; 780-1000 nm und 1250-1700 nm Wellenlänge möglich, wobei es sich dabei großteils um Infrarotstrahlung, also außerhalb des sichtbaren Bereichs befindliche Spektralbereiche handelt.
- Jeder Diodenlaserbarren 26 besitzt eine in Richtung zur Strahlenaustrittsöffnung 18 weisende Strahlenaustrittsfläche 27, an der die von den einzelnen Laserdioden eines Diodenlaserbarrens 26 erzeugten Laserstrahlen im Wesentlichen alle zumindest annähernd in paralleler Richtung austreten und durch die gleichmäßige Anordnung der Laserdioden einen Strahlenfächer 24 bilden, der aus einer Reihe von zumindest annähernd zueinander parallelen Laserstrahlen besteht. Da die einzelnen Diodenlaserbarren 26 entlang der Biegeausnehmung 12 hinter der Strahlenaustrittsöffnung 18, hier also unterhalb der schlitzförmigen Strahlenaustrittsöffnung 18 in einer gemeinsamen Ebene montiert sind, befinden sich auch die von den einzelnen Diodenlaserbarren 26 abgestrahlten Strahlenfächer 24 zumindest annähernd in einer Ebene, die auch als Strahlenebene bezeichnet, werden kann. Diese Ebene ist im in
Fig. 2 dargestellten Ausführungsbeispiel im Wesentlichen identisch mit der Biegeebene 15 (siehe auchFig. 1 ), kann aber auch zu dieser einen Winkel einnehmen, solange im Bereich der Biegelinie 16 bzw. der Umformzone 17 am Werkstück 2 vor und/oder während eines Biegevorgangs ausreichende Strahlungsleistung ins Werkstück 2 eingebracht werden kann. - Eine Aneinanderreihung mehrerer Diodenlaserbarren 26 mit in einer Ebene liegenden und gleichzeitig zueinander etwa parallelen Strahlenfächern 24 zu einem Diodenlasereinsatz wird auch als Horizontal Stack bezeichnet.
- Da die von den Laserdioden emittierten Laserstrahlen nicht die Form von geometrisch exakten Linien (Z-Richtung) besitzen, sondern aufgrund der im Allgemeinen asymmetrischen Form der aktiven Emitterregion sowohl in X-Richtung und in Y-Richtung unterschiedliche Strahlaufweitung aufweisen können und der Ausgangsstrahl zusätzlich auch astigmatisch sein kann, wodurch sich die Strahltaillen bezüglich der X-Richtung und der Y-Richtung an unterschiedlichen Stellen befinden, entsteht eine zwangsläufige Strahlaufweitung, der jedoch durch geeignete optische Bauelemente entgegen gewirkt werden kann. Es ist jedoch durchaus möglich, Diodenlaserbarren 26 ohne die Strahlqualität beeinflussende, optische Elemente einzusetzen.
- In
Fig. 2 ist diese Aufweitung der einzelnen Strahlen durch sich in Ausbreitungsrichtung aufweitende Strahlenfächer 24 angedeutet, wobei eine Strahlaufweitung innerhalb einer Strahlenebene für die Zwecke einer Erwärmung eines Werkstücks auch vorteilhaft sein kann, da durch geeignete Überlagerung derartiger Strahlenfächer 24 die Gleichmäßigkeit der am Werkstück 2 auftreffenden Gesamtstrahlungsintensität erhöht werden kann. Weiters ist die Verwendung von divergierenden Laserstrahlen bzw. Strahlenfächern 24 auch im Hinblick auf die Arbeitssicherheit von Vorteil, da aus dem Umfeld der Biegegesenkanordnung 3 austretende Laserstrahlung, die auch als Leckstrahlung bezeichnet werden kann, mit zunehmendem Abstand an Intensität schnell verliert und dadurch das Gefährdungspotential für in diesem Bereich tätiges Bedienungspersonal ebenfalls abnimmt. - Dies ist insbesondere von Vorteil, wenn Werkstücke mit unterschiedlichen Biegelängen 21 auf ein und derselben Biegegesenkanordnung 3 gebogen werden sollten, da in diesem Fall häufig Teilbschnitte der Biegeausnehmung 12 vorhanden sind, die nicht vom Werkstück 2 abgedeckt werden.
- Die in
Fig. 2 angedeutete Aufweitung der Strahlenfächer 24 innerhalb der Strahlenebene, die hier mit der Biegeebene 15 zusammenfällt, dient insofern auch der Gleichmäßigkeit der Gesamtstrahlungsintensität am Werkstück 2, da in den Zwischenräumen zwischen zwei benachbarten Strahlenaustrittsflächen 27 benachbarter Diodenlaserbarren 26 keine Strahlungsleistung abgegeben wird, und dadurch bei streng paralleler Strahlausbreitung Bereiche der Umformzone 17 oberhalb dieser Zwischenräume möglicherweise weniger stark erwärmt werden, wodurch die Biegequalität beeinträchtigt werden könnte. Um an der Biegelinie 16 eine möglichst große Leistungsdichte je Längeneinheit zu erzielen, und dadurch die erforderlichen Aufheizzeiten zu minimieren, ist es weiters von Vorteil, wenn sich die 5trahlenaustritts .fläche 27 der Diodenlaserbarren 26 zumindest annähernd auf die gesamte Barrenbreite 28 erstreckt und zwischen benachbarten Diodenlaserbarren 26 möglichst kleine Zwischenräume oder Abstände 29 vorgesehen sind. Die Diodenlaserbarren 26 sind also in Längsrichtung der Biegeausnehmung 12 möglichst dicht aufeinander folgend hinter der Strahlenaustrittsöffnung 18 und möglichst gleichmäßig angeordnet. - Das Ausführungsbeispiel in
Fig. 2 zeigt eine mit fünf Diodenlaserbarren 26 bestückte Biegegesenkanordnung 3. An einer entsprechenden Befestigungsfläche des Werkzeuggrundkörpers 8 oder eines Diodenlasereinsatzes sind die einzelnen Diodenlaserbarren 26 befestigt, wobei an der Befestigungsfläche gegenüber diese aufragende Vorsprünge Stege ausgebildet sein können, die eine exakte Positionierung der Diodenlaserbarren 26 mit gleich bleibenden Abständen, die im Wesentlichen der Breite der Stege entsprechen, erleichtern. - Ein für diese Ausführungsform eines Biegegesenks 7 einsetzbarer Diodenlaserbarren 26 umfasst beispielsweise einen streifenförmigen Kühlkörper 30, der insbesondere als Mikrokanalkühler 31 ausgebildet ist. Ein derartiger Mikrokanalkühler 31 besteht aus einer Schichtung von gut wärmeleitenden Blechen, in denen eine Vielzahl von Kanälen ausgebildet sind, die von einer Kühlflüssigkeit durchströmt werden können und dadurch eine hohe Wärmeabfuhr aus den Diodenlaserbarren 26 ermöglichen. Dies ist erforderlich, da die auf dem Kühlkörper 30 bzw. dem Mikrokanalkühler 31 angeordnete Laserdiodenanordnung 32 die zugeführte elektrische Energie nicht vollständig in Strahlung 19 umwandeln kann, sondern immer ein gewisser Anteil an Verlustwärme produziert wird, die mittels des Kühlkörpers 30 von der Laserdiodenanordnung 32 abtransportiert werden muss, um eine Überhitzung der darin enthaltenen Halbleiterelemente zu verhindern. Die Zufuhr von elektrischer Energie zu einem Diodenlaserbarren 26 bzw. der darauf angeordneten Laserdiodenanordnung 32 erfolgt in Form von Gleichstrom oder pulsierendem, gleichgerichtetem Wechselstrom, wobei im dargestellten Ausführungsbeispiel der Kühlkörper 30 als Pluspol fungiert und mittels einer Isolierschicht von diesem getrennt der Minuspol in Form eines auf den Kühlkörper 30 aufgesetzten Kontaktplättchens ausgeführt ist.
- Die erfindungsgemäße wahlweise Aktivierung der Strahlungsquellen 22a bis 22e erfolgt durch schaltungstechnische Maßnahmen bzw. Schalter beliebiger Bauform, durch die die jeweiligen Strahlungsquellen 22, also in diesem Ausführungsbeispiel die Diodenlaserbarren 26, mit der Stromversorgung verbunden werden oder von dieser getrennt werden. Im dargestellten Ausführungsbeispiel gemäß
Fig. 2 sind die beiden linken Strahlungsquellen 22a und 22b deaktiviert, also nicht mit der Stromversorgung verbunden und es sind nur die unterhalb des Werkstücks 2 gelegenen Strahlungsquellen 22c bis 22e aktiviert, die mit den ausgesendeten Strahlenfächern 24c, 24d und 24e die Umformzone 17 des Werkstücks 2 lokal erwärmen. Die einzelnen Strahlenfächer 24c, 24d und 24e breiten sich dabei innerhalb einer gemeinsamen Strahlenebene aus und überlappen sich in ihren Randbereich, wodurch sich in diesen Randbereichen die Strahlungsintensitäten zweier nebeneinander liegender Strahlenfächer 24 addieren und dadurch eine von der Mitte eines Strahlenfächers 24 zu dessen Randbereich abfallende Strahlenintensität ausgeglichen wird, indem durch die Überlagerung der Randbereiche zweier benachbarter Strahlenfächer 24 die Gesamtstrahlungsintensität auch in den Zwischenräumen oberhalb zweier benachbarter Strahlenquellen 22 eine ausreichende Höhe hat. Über die gesamte Biegelänge 21 eines Werkstücks 2 kann somit durch Aktivierung der erforderlichen Anzahl bzw. der darunter liegenden Strahlungsquellen 22 die energiereiche Strahlung 19 in ausreichend hoher und zumindest annähernd gleichmäßiger Intensität in die Umformzone 16 eines Werkstücks 2 eingeleitet werden. - Diese vorteilhafte Überlappung von benachbarten Strahlenfächern 24 ist vorteilhaft auch auf die mit Hilfe von Strahlbeeinflussungsanordnungen 23 erzeugten Strahlenfächer 24 anwendbar.
- Eine Möglichkeit einzelne Strahlungsquellen 22 mit der Stromversorgung zu verbinden bzw. von dieser zu trennen, besteht darin, benachbarte Diodenlaserbarren 26 elektrisch in Serie zu schalten und zur Deaktivierung einzelner Diodenlaserbarren 26 an diesen den Strom nicht durch die Laserdiodenanordnung 32 zu leiten, sondern mittels Kontaktelementen ähnlich einem Bypass von einem Pol unmittelbar zum entsprechenden Pol eines benachbarten Diodenlaserbarrens 26 weiterzuleiten.
- Eine derartige Schaltung von Diodenlaserbarren 26 ist in
Fig. 3 vereinfacht und schematisch dargestellt.Fig. 3 zeigt drei in Serie geschaltete Diodenlaserbarren 26a, 26b, 26c mit Laserdiodenanordnungen 32a, 32b und 32c. Jede Strahlungsquelle 22 in Form eines Diodenlaserbarrens 26 umfasst einen Kühlkörper 30, hier etwa in Form eines Mikrokanalkühlers 31, der für die Laserdiodenanordnung 32 als Pluspol 33 fungiert und ein Kontaktplättchen 34, das ebenfalls mit der Laserdiodenanordnung 32 verbunden ist und als Minuspol 35 dient. Der mit der Laserdiodenanordnung 32 leitend verbundene Pluspol 33 und der ebenfalls mit der Laserdiodenanordnung 32 leitend verbundene Minuspol 35 sind galvanisch getrennt, beispielsweise wie inFig. 3 angedeutet, mittels einer Isolierschicht 36. - Die Serienschaltung benachbarter Diodenlaserbarren 26 erfolgt über elektrisch gut leitende Verbindungselemente 37 mit großem Querschnitt, die beispielsweise aus einer Kupferlegierung mit geringem elektrischen Widerstand gebildet sind. So verbindet etwa das Verbindungselement 37a den Pluspol 33a des Diodenlaserbarrens 26a mit dem Minuspol 35b des Diodenlaserbarrens 26b, wodurch ein Stromfluss vom ersten Diodenlaserbarren 26a zum zweiten Diodenlaserbarren 26b möglich ist. Ebenso wird der Strom in Folge über das Verbindungselement 37b vom zweitem Diodenlaserbarren 26b zum dritten Diodenlaserbarren 26c weitergeleitet. Jede Laserdiodenanordnung 32, die stromdurchflossen ist, sendet einen Strahlenfächer 24 aus, das heißt um bei einer derartigen Serienschaltung von Diodenlaserbarren 26 oder allgemein Strahlungsquellen 22 das Aussenden von Strahlenfächern 24 bei einzelnen Strahlungsquellen 22 zu deaktivieren, muss erreicht werden, dass die Weiterleitung des Stroms zum nächsten Diodenlaserbarren 26 nicht über die zu deaktivierende Laserdiodenanordnung 32 erfolgt, sondern durch ein Kontaktelement 38, das auch als Überbrückungselement bezeichnet werden kann.
- In
Fig. 3 ist der Einfachheit halber lediglich ein Kontaktelement 38 dargestellt, das in einer in Volllinien dargestellten Kontaktstellung eine elektrische Verbindung zwischen dem Pluspol 33a des ersten Diodenlaserbarrens 26a und dem Pluspol 33b des zweiten Diodenlaserbarrens 26b herstellt. In dieser Kontaktstellung fließt nur ein sehr kleiner Strom über das Verbindungselement 37a durch die Laserdiodenanordnung 32b, weshalb diese in Kontaktstellung des Kontaktelements 38 deaktiviert ist und keinen Strahlenfächer 24 aussendet. In der in strichlierten Linien dargestellten Neutralstellung des Kontaktelements 38 erfolgt keine direkte Überbrückung zwischen den Diodenlaserbarren 26a und 26b, weshalb die Laserdiodenanordnung 32b von Strom durchflossen wird und einen Strahlenfächer 24 aussendet. - Das Kontaktelement 38 kann selbstverständlich verschiedenste Formen annehmen und muss lediglich dazu geeignet sein, beträchtliche Ströme jenseits von 200 Ampere beschädigungsfrei übertragen zu können. Abweichend von der in
Fig. 3 dargestellten Anordnung ist es weiters möglich, das Kontaktelement 38 so anzuordnen und auszubilden, dass ein direkter Kontakt etwa zwischen Pluspol 33a und Verbindungselement 37b, zwischen Verbindungselement 37a und Verbindungselement 37b oder zwischen Verbindungselement 37a und Pluspol 33b hergestellt wird. Auch eine Kontaktierung der Minuspole 34 ist denkbar. Das Kontaktelement 38 wirkt somit gewissermaßen auch als Bypass-Element, das für den Versorgungsstrom eine Umgehung an der zu deaktivierenden Laserdiodenanordnung 32 vorbei bildet. - Das oder die Kontaktelemente 38 können insbesondere mittels einer nicht dargestellten Verstellvorrichtung, beispielsweise mit Piezo-Aktoren, zwischen Neutralstellung und Kontaktstellung verstellt werden, wodurch die wahlweise Aktivierung und Deaktivierung der betreffenden Laserdiodenanordnungen 32 und somit der Strahlungsquellen 22 in Form von Diodenlaserbarren 26 erfolgen kann. Die Ansteuerung der einzelnen Kontaktelemente 38 kann insbesondere auch mittels einer Steuerungsvorrichtung erfolgen, wobei die Steuerungsvorrichtung gleichzeitig auch für die Steuerung der Biegemaschine bzw. der Abkantpresse vorgesehen sein kann.
- In
Fig. 4 ist ein Schnitt durch eine erfindungsgemäße Biegegesenkanordnung 3 gemäß Linie IV-IV inFig. 1 dargestellt, die zum Biegen von Werkstücken 2 gemäß der zweiten Variante des erfindungsgemäßen Verfahrens einsetzbar ist, und die im dargestellten Ausführungsbeispiel aus drei aneinandergereihten Biegegesenken 7a, 7b und 7c zusammengesetzt ist. Bei dieser Biegegesenkanordnung 3 wird ein von einer außerhalb der Biegegesenkanordnung 3 angeordneten, externen Strahlungsquelle 39 ausgesendetes konzentriertes Strahlenbündel 40 durch eine Strahleintrittsöffnung 41 in das erste Biegegesenk 3a beziehungsweise dessen Werkzeuggrundkörper 8a eingeleitet und entlang eines Strahlenweges 42 im Inneren der Biegegesenkanordnung 3 durch alle Biegegesenke 7a, 7b, und 7c geführt. Das Strahlenbündel 40 wird im ersten Biegegesenk 7a mittels einer ersten Strahlbeeinflussungsanordnung 23a in ein erstes Teilstrahlenbündel 43a und ein zweites Teilstrahlenbündel 43b aufgeteilt. Das erste Teilstrahlenbündel 43a wird mittels der Strahlbeeinflussungsanordnung 23a umgelenkt, zu einem Strahlenfächer 24a umgeformt und zum Werkstück 2 geleitet, während das zweite Teilstrahlenbündel 43b durch eine Strahlweiterleitungsöffnung 44 den Werkzeuggrundkörper 8a des ersten Biegegesenks 7a verlässt und unmittelbar durch eine daran anschließende Strahleintrittsöffnung 41 des zweiten Biegegesenks 7b in dessen Werkzeuggrundkörper 8b eingeleitet wird und hier mittels der Strahlbeeinflussungsanordnung 23b des zweiten Biegegesenks 7b ebenfalls in zwei Teilstrahlenbündel 43c und 43 d aufgespaltet bzw. aufgeteilt wird. Dabei wird das Teilstrahlenbündel 43c umgelenkt, zu einem Strahlenfächer 24b umgeformt und oberhalb des zweiten Biegegesenks 7b ebenfalls zum Werkstück 2 geleitet wird. Das Teilstrahlenbündel 43d wird von der Strahlbeeinflussungsanordnung 23b zum nächsten Biegegesenk 7c weitergeleitet, wo es von der Strahlbeeinflussungsanordnung 23c zur Gänze umgelenkt, zu einem Strahlenfächer 24c aufgespreizt und zum Werkstück 2 oberhalb der Biegeausnehmung 12 des dritten Biegegesenks 7c geleitet wird. - Wie in
Fig. 4 durch strichlierte Linien angedeutet ist, kann die Biegegesenkanordnung 3 durch zumindest ein weiteres anschließendes Biegegesenk 7d weiter verlängerbar sein, wobei in einer derartigen Ausführungsform einer Biegegesenkanordnung 3 die Strahlbeeinflussungsanordnungen 23a, 23b und 23c jeweils ein Strahlteilerelement 45, ein Strahlumlenkelement 46 und ein Strahlformungselement 47 umfassen, die jeweils ein erstes Teilstrahlenbündel 43a bzw. 43c bzw. 43e auskoppeln und zum Werkstück 2 umlenken sowie zu einem Strahlenfächer 24 umformen und ein zweites Teilstrahlenbündel 43b bzw. 43d bzw. 43f entlang des Strahlenweges 42 durch Strahlweiterleitungsöffnungen 44 zum nächsten Biegegesenk 7b bzw. 7c bzw. 7d weiterleiten. Dabei ist die maximale Länge einer derartigen Biegegesenkanordnung 3 durch die Gesamtleistung des eingeleiteten Strahlenbündels 40 und die je Biegegesenk 7 zur ausreichenden Erwärmung des darüber liegenden Abschnittes des Werkstücks 2 erforderliche Teilstrahlenleistung begrenzt. - Das letzte Biegegesenk 7 einer derartigen Biegegesenkanordnung 3 aus mehreren aneinandergereihten Biegegesenken 7 mit Strahlbeeinflussungsanordnungen 23, kann entweder eine Strahlbeeinflussungsanordnung 23 aufweisen, die das vom vorhergehenden Biegegesenk 7 eingeleitete Teilstrahlenbündel 43 entweder vollständig in Richtung zum Werkstück 2 umlenkt und kein weiteres Teilstrahlenbündel 42 mehr auskoppelt oder falls auch vom letzen Biegegesenk 7 mit einer Strahlbeeinflussungsanordnung 23 ein Teilstrahlenbündel 43 weitergeleitet wird, ist ein Abschlusselement vorzusehen, das dieses letzte weitergeleitete Teilstrahlenbündel 43 ohne nachteilige Auswirkungen absorbieren kann. Insbesondere kann das Abschlusselement als ein massiver Metallgegenstand ausgebildet sein, bei dem das letzte und nicht zum Werkstück 2 geleitete Teilstrahlenbündel in sein Inneres eingeleitet wird und nach mehrfacher Reflexion in seinem Inneren zumindest annähernd vollständig von diesem absorbiert wird.
- Die aus dem Strahlenbündel 40 ausgekoppelten und in Richtung zum Werkstück 2 umgelenkten Teilstrahlenbündel 43a, 43c, 43e werden mittels Strahlformungselementen 46 die ebenfalls Teil der Strahlbeeinflussungsanordnung 23 sind, zu einem Strahlenfächer 24 umgeformt bzw. aufgeweitet. Im einfachsten Fall kann die Shahlbeeinflussungsanordnung 23 auch durch ein einziges, optisches Element gebildet sein, das gleichzeitig als Strahlteilerelement 45, Strahlumlenkelement 46 und als Strahlformungselement 47 wirken kann.
- Um eine hohe Gleichmäßigkeit der Strahlungsverteilung zu erreichen und diese auch zur besseren Anpassung an das Werkstück 2 leichter beeinflussen zu können, ist es jedoch von Vorteil, wenn die Funktionen Strahlteilung und Strahlformung von jeweils einem eigenen optischen Element ausgeführt werden. Das Strahlteilerelement 45 kann beispielsweise durch einen halbdurchlässigen Planspiegel, ein Prisma oder eine sonstige reflektierende und strahlteilende Fläche mit entsprechender Ausrichtung gebildet sein, während das Strahlformungselement 46 durch eine Linse, einen Konvexspiegel oder Konkavspiegel gebildet sein kann, wobei zur Auffächerung zu einem ebenen Strahlenfächer 24 vorzugsweise zylindrische optische Elemente eingesetzt werden, die eine Krümmung nur in einer Richtung aufweisen und rechtwinkelig zu dieser Richtung keine oder nur verhältnismäßig geringe Krümmung aufweisen. Alternativ ist zur Auffächerung der Strahlung auch die Verwendung von Powell-Linsen möglich.
- Das Strahlteilerelement 45 umfasst beispielsweise eine Strahlteilerplatte, einen Polarisationsfilter, einen Strahlteilerwürfel, einen FTIR-Strahlteiler oder optische Elemente mit Ausnutzung von photoelastischen oder elektro-optischen Effekten. Der Effekt der Strahlaufteilung kann dabei durch optisch aktive Materialien, wie etwa bei Polarisationsfiltern oder durch Strahlteilerschichten, wie etwa bei einem Strahlteilerwürfel bewirkt werden, mit denen eine Intensitätsaufteilung des eintreffenden Strahlenbündels erzielt wird. Derartige Intensitätsstrahlteiler können Lichtstrahlen mit einer Wellenlänge oder aber auch polychromatische Lichtstrahlen in einen transmittierten und einen reflektierten Anteil trennen, wobei verschiedene Teilungsverhältnisse möglich sind. Strahlteilerschichten können durch metallische Schichten oder dielektrische Mehrfachschichten gebildet sein, wobei dielektrische Mehrfachschichten unter Anwendung von Polarisationseffekten für das erfindungsgemäße Verfahren gut geeignet sind.
- Für das Verfahren einsetzbare Strahlteilerplatten bestehen aus einer planparallelen Platte aus Glas, Quarz oder einem einachsigen Kristall mit einer dielektrischen oder metallischen Beschichtung. Durch die Dicke der Strahlteilerplatten erfährt der transmittierte Strahl einen geringfügigen Strahlversatz.
- Strahlteilerwürfel werden aus zwei an ihren Hypotenusen verkitteten 90°-Prismen gefertigt, wobei die strahlteilende Beschichtung an einer Hypotenuse angebracht ist und ein transmittierter Strahl keinen Versatz erfährt.
- FTIR-Strahlteilerelemente arbeiten nach dem Prinzip der "Frustrated Total Internal Reflection" unter Ausnutzung von Reflexions- und Absorbtionseffekten an Strahlteilerwürfeln mit einem Luftspalt zwischen zwei 90°-Prismen, wobei diese Form eines Strahlteilers gut geeignet ist, durch Verstellung des Luftspalts eine regelbare Strahlaufteilung zu bewirken, etwa mittels Piezo-Aktoren, die die Prismen des Strahlteilers relativ zueinander verstellen können und dadurch den Luftspalt verändern oder durch direkte Ausbildung der Prismen aus optisch transparentem piezoelektischem Material z.B. LiNbO3, das durch Anlegen einer Spannung in seiner Dimension beeinflusst werden kann.
-
Fig. 4 zeigt die Anpassung der Strahlung 19 an die Biegelänge 21 eines Werkstücks 2 durch Aneinanderreihung von drei Biegegesenken 7a, 7b, 7c, wodurch die Gesenklänge 25 der gesamten Biegegesenkanordnung 3 sich als Summe der Gesenklängen 25a, 25b und 25c ergibt. Wobei hier vereinfacht angenommen wird, dass die gesamte Gesenklänge 25 eines einzelnen Biegegesenks 7 durch einen Strahlenfächer 24 entsprechender Breite für einen Biegevorgang genutzt werden kann. Für den Fall, dass die Biegelänge 21 eines Werkstücks 2 maximal der Gesenklänge 25 eines einzelnen Biegegesenks 7 entspricht, kann die Biegegesenkanordnung 3 auch durch ein einziges Biegegesenk 7 gebildet sein. -
Fig. 5 zeigt einen Teilschnitt durch eine Biegegesenkanordnung 3, beispielsweise gemäß den Ausführungen inFig. 2 oder Fig. 4 oder ähnlicher Ausführung, mit einer Maßnahme zur Erhöhung der Arbeitssicherheit im Umfeld einer erfindungsgemäßen Biegegesenkanordnung 3, die auch bei Verwendung einzelner Biegegesenke 7 einsetzbar ist. - Da die Biegelänge 21 eines zu biegenden Werkstücks 2 in den meisten Fällen nicht mit der gesamten Gesenklänge 25 einer Biegegesenkanordnung 3 oder der Gesamtbreite der von aktivierten Strahlenquellen 22 ausgesendeten Strahlenfächer 24 übereinstimmt, würde in einem Teilabschnitt 48 der Biegeausnehmung 12, der nicht von Werkstück 2 abgedeckt wird, energiereiche Strahlung austreten, die noch eine Strahlenintensität besitzt, bei der gesundheitliche Schäden einer Bedienperson im Umfeld der Biegewerkzeuganordnung 1 möglich sind. Gemäß der dargestellten Ausführung einer Biegegesenkanordnung 3 beziehungsweise eines Biegegesenks 7 wird ein derartiger Teilabschnitt 48 mittels eines Abschirmelements 49 einer Abschirmvorrichtung 50 verdeckt, wodurch die energiereiche Strahlung 19 am Austreten aus der Biegegesenkanordnung 3 am Werkstück 2 vorbei gehindert wird. Die durch die Strahlenaustrittsöffnung 18 in die Biegeausnehmung 12 austretende Strahlung wird in diesem Fall zumindest teilweise vom Abschirmelement 49 absorbiert oder zurück in das Innere des Biegegesenks 7 reflektiert. Die Unterseite des Abschirmelements 49 kann dabei zusätzlich eine umlenkende oder zerstreuende Oberfläche besitzen, wodurch die reflektierte Strahlung an Intensität noch weiter abnimmt und über größere Flächen des Gesenkinneren verteilt wird.
- Zur Anpassung an verschiedene Längen der Biegelinie 16 gemäß der jeweiligen Abmessung oder Biegelinie 16 eines Werkstücks 2 kann das Abschirmelement 49 vorteilhafterweise mittels einer Verstellvorrichtung 51 der Abschirmvorrichtung 50 in Richtung des Pfeils 52 verstellbar sein. Ein derartiges Abschirmelement 49 könnte zusätzlich auch am in
Fig. 5 rechten Ende einer Biegegesenkanordnung 3 bzw. eines einzelnen Biegegesenks 7 vorgesehen sein, es ist jedoch baulich einfacher, wenn ein zu biegendes Werkstück 2 immer an einem Fixanschlag 53 positioniert wird und eine Annäherung eines Abschirmelements 48 dadurch nur von einer Seite her erforderlich ist. - Das Anliegen des Abschirmelements 48 am zu biegenden Werkstück 2 kann dadurch sichergestellt werden, dass es mit einer gewissen Mindestkraft an das Werkstück 2 angenähert wird, wobei zusätzlich auch eine mechanische, elektrische oder optische Abfrage der Werkstückkontaktierung und damit der vollständigen Abschirmung des Teilabschnittes 48 sichergestellt werden kann. Dies kann beispielsweise dadurch erfolgen, dass das Abschirmelement 49 an seinem zum Werkstück 2 gerichteten Ende an seiner Oberseite eine Prüfmarkierung 54 aufweist, die von einem nicht dargestellten, oberhalb der Biegegesenkanordnung 3 montierten optischen Sensor oder einer Kamera mit angeschlossener Bilderkennung überwacht wird und bei einem Verschieben der Prüfmarkierung 54 am Abschirmelement 49 unter den Rand des Werkstücks 2 von oben durch den Sensor nicht mehr erfassbar ist, was bedeutet, dass das Abschirmelement 49 am Werkstück 2 anliegt. Der Endabschnitt mit der Prüfmarkierung 54 besitzt dabei eine Ausklinkung im Bereich der Biegelinie 16, damit diese auch am Rand des Werkstücks 2 von der energiereichen Strahlung bestrahlt werden kann. Weiters kann das Abschirmelement 49 bzw. die gesamte Abschirmvorrichtung 50 in Richtung des Doppelpfeiles 55 federnd oder gelenkig gelagert sein, wodurch das Abschirmelement 49 zusammen mit dem Werkstück 2 bei Durchführung eines Biegevorganges in das Innere der Biegeausnehmung 12 eingedrückt werden kann und dadurch den Biegevorgang nicht behindert.
- Die Abschirmvorrichtung 50 kann wie in
Fig. 5 dargestellt mittels eines Halteelements 56 direkt an der Biegegesenkanordnung 3 befestigt sein. -
Fig. 6 zeigt schematisch und stark vereinfacht eine Biegepresse 57, insbesondere eine Abkantpresse herkömmlicher Bauart, auf der unter Verwendung der erfindungsgemäßen Biegegesenkanordnung 3 das erfindungsgemäße Verfahren zum Biegen eines Werkstücks 2 ausgeführt werden kann. Die Biegemaschine 54 umfasst ein feststehendes Rahmengestell 58, beispielsweise mit C-Ständern, an dem der untere feststehende Pressenbalken 4 angeordnet ist und weiters mittels Linearverstellantrieben 59, etwa in Form von Hydraulikzylindern, und entsprechenden Führungsmitteln ein oberer Pressenbalken 60 zur Durchführung eines Biegevorgangs in Verstellrichtung 6 verstellbar gelagert ist. Die erfindungsgemäße Biegegesenkanordnung 3 ist dabei am unteren, feststehenden Pressenbalken 4 angeordnet und der damit zusammenwirkende Biegestempel 5 am oberen, verstellbaren Pressenbalken 6 montiert. Die Biegepresse 57 wird mittels einer Steuervorrichtung 61 angesteuert, wobei diese insbesondere auch die mit dem erfindungsgemäßen Verfahren zusammenhängenden bzw. mit dem erfindungsgemäßen Biegegesenk 3 zusammenhängenden Verfahrensschritte ebenfalls steuern kann. Dazu gehört beispielsweise die Ansteuerung, Speisung, Aktivierung, Leistungsregelung oder Deaktivierung der Strahlungsquellen 22 bzw. 39 zur Erzeugung der Strahlenfächer 24, mit denen ein Werkstück 2 vor und/oder während der Durchführung eines Biegevorganges im Bereich seiner Umformzone 17 erwärmt wird. - Erfindungsgemäß kann durch die Ausführung der Biegegesenke die Strahlung 19 an das zu biegende Werkstück 2 zumindest teilweise angepasst werden. Wie bereits zuvor beschrieben, ist jedoch ein Austritt von Strahlung, die eine Person im Umfeld der Biegepresse 57 verletzen könnte, bereits im Bereich der Biegegesenkanordnung 3, etwa durch Verwendung der beschriebenen Abschirmvorrichtung 50, bestmöglich zu vermeiden. Um eine mögliche Gefährdungen einer Person im Bereich einer Biegepresse 57 durch energiereiche Strahlung 19 weiter zu minimieren, ist es von Vorteil, wenn im Bereich der Biegewerkzeuganordnung 1 eine aus der Biegegesenkanordnung 3 unvorhergesehen austretende und nicht vom Werkstück 2 absorbierte Leckstrahlung 62 mittels geeigneten Sensorelementen 63 erfasst oder gemessen werden kann und bei Detektion einer gegebenenfalls vorhandenen unzulässig starken Leckstrahlung 62 durch die Steuerungsvorrichtung 61 eine Deaktivierung der energiereichen Strahlung 19 durchgeführt wird. Durch ein derartiges Detektionsverfahren kann für eine Person im Umfeld der Biegegesenkanordnung 3 gefährliche Strahlung unmittelbar erkannt und deaktiviert werden.
- Dieses Detektionsverfahren für Leckstrahlung 62 kann insbesondere auch mit einer ungefährlichen Prüfstrahlung mit niedriger Energiedichte erfolgen, beispielsweise durch Licht in sichtbaren Bereich, das durch geeignete Elemente innerhalb der Biegegesenkanordnung 3 erzeugt wird. Eine derartige Prüfstrahlung könnte auch dadurch erzeugt werden, dass Strahlungsquellen 22 in Form von Diodenlaserbarren 26 nur mit geringem Versorgungsstrom beaufschlagt werden, wodurch nur niedrigenergetische Strahlung, ähnlich wie bei Leuchtdioden, abgegeben wird.
- Zur Optimierung des Biegeverfahrens kann zusätzlich vorgesehen sein, dass in der Umformzone 17 eines Werkstücks 2 vor und während der Durchführung des Biegeverfahrens eine oder mehrere Messungen der Temperatur erfolgen, um sicher zu stellen, dass der Biegevorgang bei ausreichender Erwärmung des Werkstücks 2 erfolgt. So kann beispielsweise der Messwert einer Temperaturmessung der Steuerungsvorrichtung 61 zugeführt werden, die basierend auf dem gemessenen Temperaturwert eine Aktivierung, Deaktivierung oder Leistungsregelung der Strahlungsquellen 22, 39 ausführen kann oder einen Biegevorgang durch Beeinflussung des Linearverstellantriebes 59 blockieren, freigeben, auslösen, beschleunigen oder verzögern kann. Die Temperaturmessung erfolgt dabei durch geeignete Messverfahren, beispielsweise berührungslos oder durch berührende Temperaturmessung der Umformzone 17. Als Beispiel für ein berührungsloses Messverfahren ist in
Fig. 6 die Verwendung einer Kamera 64 in Form einer Wärmebildkamera dargestellt, die mit der Steuerungsvorrichtung 61 verbunden ist. In der Steuerungsvorrichtung 61 können vorprogrammierte Biegeabläufe gespeichert sein, die auch die werkstückspezifische Erwärmung mittels der Strahlung enthalten. Dadurch können für verschiedene Werkstückarten zusätzlich zum eigentlichen Biegevorgang auch passende Erwärmungsabläufe vordefiniert und automatisch ausgeführt werden. -
Fig. 7 zeigt einen Querschnitt durch eine Biegewerkzeuganordnung 1, während der Ausführung des erfindungsgemäßen Biegeverfahrens. Die Strahlung 19, die die Umformzone 17 des Werkstücks erwärmt, wird hier von einer Strahlungsquelle 22, beispielsweise in Form eines Diodenlaserbarrens 26 im Inneren der Biegegesenkanordnung 3 erzeugt und in Form eines oder mehrerer Strahlenfächer 24 zum Werkstück 2 geleitet. In diesem Ausführungsbeispiel gemäßFig. 7 liegt die Strahlenebene 65, in der die Strahlenfächer 24 im Wesentlichen liegen, nicht exakt in der Biegeebene 16, sondern besteht zwischen der Strahlenebene 65 und der Biegeebene 16 ein Schrägungswinkel 66, der vorzugsweise zwischen 2 und 15° beträgt. Durch diese Schrägstellung zwischen den beiden Ebenen ergibt sich eine Schnittlinie 67 zwischen der Biegeebene 16 und der Strahlenebene 65, die vorzugsweise innerhalb der Biegeausnehmung 12, also unterhalb der Anlagefläche 11 liegt. Dadurch ergibt sich ein Tiefenversatz 68, um den die Schnittlinie 67 unterhalb der Anlagefläche 11 liegt, wobei nur in dieser Position der Werkstückunterseite die Strahlenebene 65 exakt die Mitte der Umformzone 17 bestrahlt, während bei Werkstückpositionen oberhalb und unterhalb der Schnittlinie 67 die Strahlenebene 65 die Umformzone 17 des Werkstücks seitlich der Biegeebene 16 trifft. - Befindet sich die Spitze des Stempels 5 oberhalb der Anlagefläche 11, ist bei der skizzierten Orientierung der Strahlenebene 65 sichergestellt, dass aus der Biegegesenkanordnung 3 austretende Strahlung, die nicht auf das Werkstück 2 trifft, die linke Flanke 69 des dargestellten Biegestempels 5 trifft und in diesem Fall hauptsächlich nach links umgelenkt bzw. reflektiert wird. Dieser Effekt der Schrägstellung der Strahlenebene 65 zur Biegeebene 16 kann vorteilhaft dazu benutzt werden, gegebenenfalls nicht auf das Werkstück 2 auftreffende, energiereiche Strahlung 19 von dem normalen Aufenthaltsbereich einer Bedienperson weg umzulenken, indem aus der Sicht der Bedienperson derartige Strahlung auf die von der Benutzerseite 70 aus gesehene, abgewendete Flanke 69 des Biegestempels 5 trifft.
- Eine vorteilhafte Ausführungsvariante des erfindungsgemäßen Verfahrens besteht darin, dass das Werkstück 2 vor Beginn der Bestrahlung zur lokalen Erwärmung der Umformzone mittels eines Halteelements, insbesondere mittels des Biegestempels 5 in seiner Position bezüglich der Biegegesenkanordnung 3 fixiert wird, beispielsweise indem der Biegestempel 5 mit einer begrenzten Kraft auf das an der Anlagefläche 11 aufliegende Werkstück 2 angedrückt wird. Die dazu eingesetzte Fixierkraft beträgt nur einen relativ kleinen Teil der für den eigentlichen Biegevorgang aufzubringenden Umformkraft, bewirkt jedoch, dass das Werkstück 2 seine Position bezüglich der Biegegesenkanordnung 3 aufgrund von thermischen Spannungen und dadurch bewirktem Verzug nicht verändert und die Umformung am Werkstück 2 exakt an der geplanten Position erfolgt. Das Werkstück 2 kann dabei, ähnlich wie in
Fig. 7 dargestellt, zur Fixierung an der Biegegesenkanordnung 3 in geringem Maße verformt werden, wobei es sich hierbei im Wesentlichen um elastische Verformung handelt, und erst danach die lokale Erwärmung der Umformzone 17 erfolgt. Dadurch ist sicher gestellt, dass das Werkstück 2 exakt an der gewünschten Position gebogen wird, jedoch vor dem nachteiligen Wirksamwerden von spröden Materialeigenschaften durch die lokale Erwärmung der Umformzone 17 für die nachfolgende, plastische Biegeumformung konditioniert wird. - Da die für ein sprödes Material hohen Spannungen erst in einer späteren Phase der Biegeumformung, also bei einem starken Eindrücken des Werkstücks 2 in die Biegeausnehmung 12 auftreten, ist es weiters vorteilhaft möglich, durch die Anordnung und Ausbildung der Strahlenfächer 24 die im Strahlenverlauf sich ergebende Veränderung der Verteilung der Strahlungsintensität entlang der Biegelänge 21 so festzulegen, dass die Gleichmäßigkeit der Strahlungsverteilung ihr Optimum nicht auf Höhe der Anlagefläche 11 besitzt, sondern in einer späteren Phase der Umformung, also beispielsweise erst nach einem Drittel oder der Hälfte der Eintauchtiefe des Biegestempels 5, wie es etwa in
Fig. 7 dargestellt ist. -
Fig. 7 zeigt weiters einen Thermofühler 71, der innerhalb der Biegeausnehmung 12 federnd gelagert ist, mit der Steuerungsvorrichtung 61 der Biegepresse 57 verbunden ist, und dazu dient, die Temperatur der Umformzone 17 während der Erwärmung durch die energiereiche Strahlung 19 zu messen. - Die Biegegesenkanordnung 3 kann weiters so ausgeführt sein, dass der Werkzeuggrundkörper 8 einen die Anlagefläche 11 und die Biegeausnehmung 12 bildenden, in
Fig. 7 mit strichlierten Linien angedeuteten, Gesenkadapter 72 umfasst, der an dem die Strahlungsquellen 22 oder die Strahlbeeinflussungsanordnungen 23 enthaltenden restlichen Teil des Werkzeuggrundkörpers 8 auswechselbar angeordnet ist. - Die Ausführungsbeispiele zeigen mögliche Ausführungsvarianten des Verfahrens bzw. der Biegegesenkanordnung 3, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsvarianten derselben eingeschränkt ist
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus der Biegegesenkanordnung 3 diese bzw. deren Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
- Die den eigenständigen erfinderischen Lösungen zugrundeliegende Aufgabe kann der Beschreibung entnommen werden.
Bezugszeichenaufstellung 1 Biegewerkzeuganordnung 41 Strahleintrittsöffnung 2 Werkstück 42 Strahlbeeinflussungsanordnung 3 Biegegesenkanordnung 43 Teilstrahlenbündel 4 Pressenbalken 44 Strahlweiterleitungsöffnung 5 Biegestempel 45 Strahlteilerelement 6 Verstellrichtung 46 Strahlumlenkelement 7 Biegegesenk 47 Strahlformungselement 8 Werkzeuggrundkörper 48 Teilabschnitt 9 Anschlussprofil 49 Abschirmelement 10 Standardwerkzeugaufnahme 50 Abschirmvorrichtung 11 Anlagefläche 51 Verstellvorrichtung 12 Biegeausnehmung 52 Pfeil 13 V-Nut 53 Fixanschlag 14 V-Gesenk 54 Prüfmarkierung 15 Biegeebene 55 Doppelpfeil 16 Biegelinie 56 Halteelement 17 Umformzone 57 Biegepresse 18 Strahlenaustrittsöffnung 58 Rahmengestell 19 Strahlung 59 Linearverstellantrieb 20 Unterseite 60 Pressenbalken 21 Biegelänge 61 Steuerungsvorrichtung 22 Strahlungsquelle 62 Leckstrahlung 23 Strahlbeeinflussungsanordnung 63 Sensorelement 24 Strahlenfächer 64 Kamera 25 Gesenklänge 65 Strahlenebene 26 Diodenlaserbarren 66 Schrägungswinkel 27 Strahlenaustrittsfläche 67 Schnittlinie 28 Barrenbreite 68 Tiefenversatz 29 Abstand 69 Flanke 30 Kühlkörper 70 Benutzerseite 31 Mikrokanalkühler 71 Thermofühler 32 Laserdiodenanordnung 72 Gesenkadapter 33 Pluspol 34 Kontaktplättchen 35 Minuspol 36 Isolierschicht 37 Verbindungselement 38 Kontaktelement 39 Strahlungsquelle 40 Strahlenbündel
Claims (15)
- Verfahren zum Biegen eines flächigen Werkstücks (2) mit Ausleiten von energiereicher Strahlung (19), insbesondere Laserstrahlung, in Form zumindest eines Strahlenfächers (24) aus einer Biegeausnehmung (12) einer zumindest ein Biegegesenk (7) umfassenden Biegegesenkanordnung (3) auf ein zu biegendes, an einer Anlagefläche (11) des zumindest einen Biegegesenks (7) anliegendes Werkstück (2) zur lokalen Erwärmung desselben vor und/oder während eines Biegevorganges, dadurch gekennzeichnet, dass dieser Strahlenfächer (24) oder diese Strahlenfächer (24a, 24b) durch eine Anzahl von innerhalb der Biegegesenkanordnung (3) entlang der Biegeausnehmung (12) angeordneten und wahlweise aktivierbaren Strahlungsquellen (22a, 22b) erzeugt oder durch Verteilung zumindest eines von einer außerhalb der Biegegesenke (7a, 7b) angeordneten Strahlungsquelle (39) in die Biegegesenkanordnung (3) eingeleiteten konzentrierten Strahlenbündels (40) durch eine Anzahl von Strahlbeeinflussungsanordnungen (23a, 23b) innerhalb der Biegegesenke (7a, 7b) bewirkt wird bzw. werden und die austretende Strahlung (19) über die Anzahl der Strahlenfächer (24, 24a, 24b) dadurch annähernd an die Biegelänge (21) eines zu biegenden Werkstück (2) angepasst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass eine Anpassung der Gesenklänge (25) der Biegegesenkanordnung (3) an die Biegelänge (21) eines zu biegenden Werkstücks (2) durch Aneinanderreihung von mehreren Biegegesenken (7) erfolgt.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Strahlung (19) durch gesteuerte Abschirmung mittels eines Abschirmelements (49) an der Biegegesenkanordnung (3) an die Biegelänge (21) eines zu biegenden Werkstücks (2) angepasst wird, insbesondere auf einen Teilabschnitt (48) der Biegeausnehmung (12) beschränkt wird.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass das Abschirmelement (49) in Richtung der Biegelänge (21) bis zum Anliegen an das Werkstück (2) verstellbar ist.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass vor Aktivierung der Strahlung (19) das Anliegen des Abschirmelements (49) am Rand des Werkstücks (2) mechanisch oder berührungslos überprüft wird.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Abschirmelement (49) an seiner Unterseite eine verspiegelte Oberfläche aufweist und/oder eine konvexe strahlungszerstreuende Oberfläche aufweist und/oder mit einer Temperaturüberwachung ausgestattet ist.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein durch zumindest ein optisches Bauelement in der Biegegesenkanordnung (3) bewirkter Brennpunkt der Strahlung (19) vor der Anlagefläche (11) innerhalb der Biegeausnehmung (12) positioniert wird, wodurch austretende Strahlung (19) außerhalb der Biegegesenkanordnung (3) divergierend verläuft.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass an dem zu verformenden Werkstück (2) zumindest an einer Stelle, vorzugsweise an mehreren Stellen, der Umformzone (17) während der Erwärmung dessen Temperatur erfasst wird.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Leistungsdichte und/oder die Einwirkdauer der Strahlung an das Material und/oder die geometrischen Abmessungen des zu biegenden Werkstücks (2) mittels einer Steuerungsvorrichtung (61) angepasst werden.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkstück (2) vor Einwirkung der Strahlung (19) durch den Biegestempel (5) einer geringen, insbesondere nur elastischen, Biegeumformung unterworfen und in dieser Stellung durch den Biegestempel (5) fixiert wird, erst daran anschließend die Erwärmung durch Ausleitung von Strahlung (19) an die Unterseite (20) des Werkstücks (2) aktiviert wird, und nach Ablauf einer vordefinierten Zeitspanne ab Aktivierung der Strahlung (19), die auch Null sein kann, oder ab Erreichen einer bestimmten Temperatur des Werkstücks (2) in der Umformzone (17) die Biegeumformung fortgesetzt wird, wobei die Strahlung (19) bis zum oder bis knapp vor Abschluss der Biegeumformung aktiviert bleibt.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass während der Erwärmung durch Strahlung (19) die Temperatur des Werkstücks (2) an der Umformzone (17) gemessen und als Messwert einer elektronischen Steuerungsvorrichtung (61) zugeführt wird, die in Abhängigkeit von der gemessenen Temperatur einen Biegevorgang blockiert, freigibt, auslöst, beschleunigt oder verzögert und/oder die Strahlungsleistung durch Aktivierung oder Deaktivierung oder Leistungsregelung der Strahlungsquellen (22) in der Biegegesenkanordnung (3) oder der externen Strahlungsquelle (39) erhöht, reduziert oder deaktiviert.
- Biegegesenkanordnung (3), insbesondere V-Gesenk-Anordnung zur Ausführung des Verfahrens gemäß Anspruch 1, umfassend zumindest ein Biegegesenk (7) mit einem Werkzeuggrundkörper (8) und einer Anlagefläche (11) zum Anlegen eines durch einen Biegestempel (5) zu biegenden Werkstücks (2), mit einer nutartigen Biegeausnehmung (12) in der Anlagefläche (11) und zumindest einer sich entlang der Biegeausnehmung (12) erstreckenden Strahlenaustrittsöffnung (18) in der Biegeausnehmung (12) zur Ausleitung von energiereicher Strahlung (19), insbesondere Laserstrahlung, in Form eines Strahlenfächers (24) auf ein an der Anlagefläche (11) anliegendes Werkstück (2) zum Erwärmen der Umformzone (17) des Werkstücks (2), dadurch gekennzeichnet, dass innerhalb der Biegegesenkanordnung (3) eine Anzahl von Strahlungsquellen (22), insbesondere Diodenlaserbarren (26), angeordnet ist, wobei die Strahlungsquellen (22) wahlweise aktivierbar oder deaktivierbar sind sowie zumindest annähernd gleichmäßig entlang der Biegeausnehmung (12) hinter der Strahlenaustrittsöffnung (18) im Werkzeuggrundkörper (8) angeordnet sind.
- Biegegesenkanordnung (3), insbesondere V-Gesenk-Anordnung zur Ausführung des Verfahrens gemäß Anspruch 1, umfassend zumindest ein Biegegesenk (7) mit einem Werkzeuggrundkörper (8) und einer Anlagefläche (11) zum Anlegen eines durch einen Biegestempel (5) zu biegenden Werkstücks (2), mit einer nutartigen Biegeausnehmung (12) in der Anlagefläche (11) und zumindest einer sich entlang der Biegeausnehmung (12) erstreckenden Strahlenaustrittsöffnung (18) in der Biegeausnehmung (12) zur Ausleitung von energiereicher Strahlung (19), insbesondere Laserstrählung, in Form eines Strahlenfächers (24) auf ein an der Anlagefläche (11) anliegendes Werkstück (2) zum Erwärmen der Umformzone (17) des Werkstücks (2), dadurch gekennzeichnet, dass die Biegegesenkanordnung (3) zumindest eine Strahleneintrittsöffnung (41) zum Einleiten zumindest eines von einer außerhalb der Biegegesenkanordnung (3) angeordneten Strahlungsquelle (39) erzeugten energiereichen konzentrierten Strahlenbündels (40) sowie zumindest einen an die Strahleneintrittsöffnung (41) anschließenden Strahlenweg (42) aufweist und im Verlauf des Strahlenweges (42) im Inneren der Biegegesenkanordnung (3) eine Anzahl von Strahlbeeinflussungsanordnungen (23a, 23b) angeordnet ist, die jeweils einen Teil des Strahlenbündels (40) zeitlich und örtlich stationär umlenken, zu Strahlenfächern (24a, 24b) aufweiten und durch die Strahlenaustrittsöffnung (18) zum Werkstück (2) im Bereich der Umformzone (17) leiten.
- Biegegesenkanordnung (3) nach Anspruch 12 oder 13, dadurch gekennzeichnet, dass an der Biegegesenkanordnung (3) zwischen Strahlenaustrittsöffnung (18) und Anlagefläche (11) zumindest ein verstellbares Abschirmelement (49) zur Abdeckung nicht vom Werkstück (2) abgedeckter Teilabschnitte (48) der Biegeausnehmung (12) vorgesehen ist.
- Biegegesenkanordnung (3) nach einem oder mehreren der Ansprüche 12 bis 14, dadurch gekennzeichnet, dass der Werkzeuggrundkörper (8) einen die Anlagefläche (11) und die Biegeausnehmung (12) bildenden Gesenkadapter (72) umfasst, der an dem die Strahlungsquellen (22) oder die Strahlbeeinflussungsanordnungen (23) enthaltenden restlichen Teil des Werkzeuggrundkörpers (8) auswechselbar angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT10082009A AT508355B1 (de) | 2009-06-29 | 2009-06-29 | Verfahren und vorrichtung zum biegen eines werkstücks |
| PCT/AT2010/000237 WO2011000013A1 (de) | 2009-06-29 | 2010-06-29 | Verfahren und vorrichtung zum biegen eines werkstücks |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2448689A1 EP2448689A1 (de) | 2012-05-09 |
| EP2448689B1 true EP2448689B1 (de) | 2015-02-25 |
Family
ID=42753001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10739461.1A Active EP2448689B1 (de) | 2009-06-29 | 2010-06-29 | Verfahren und vorrichtung zum biegen eines werkstücks |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9003847B2 (de) |
| EP (1) | EP2448689B1 (de) |
| AT (1) | AT508355B1 (de) |
| WO (1) | WO2011000013A1 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8420801B2 (en) | 2010-01-08 | 2013-04-16 | Roche Molecular Systems, Inc. | Recovery of nucleic acids from magnetic glass particles |
| AT513467B1 (de) | 2012-09-26 | 2014-07-15 | Trumpf Maschinen Austria Gmbh | Verfahren zum Biegen eines Werkstücks |
| WO2015146591A1 (ja) * | 2014-03-27 | 2015-10-01 | プライムアースEvエナジー 株式会社 | レーザ溶接装置、レーザ溶接方法及び電池ケース |
| US20190119768A1 (en) * | 2016-05-04 | 2019-04-25 | Magna International Inc. | Hot forming tool with infrared light source |
| AT520541B1 (de) * | 2018-05-07 | 2019-05-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Unterwerkzeug mit Reibreduktionsvorrichtung |
| WO2020096744A1 (en) * | 2018-11-05 | 2020-05-14 | Cincinnati Incorporated | 3d printed tools and associated methods |
| CN109746325A (zh) * | 2019-02-16 | 2019-05-14 | 马鞍山市维尔达机械模具制造有限公司 | 一种柔性化开口可调式双折边液压机模具 |
| CN115172239B (zh) * | 2022-07-14 | 2023-05-02 | 先之科半导体科技(东莞)有限公司 | 一种半导体二极管成型装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3740996A (en) * | 1971-03-17 | 1973-06-26 | A Hix | Press brake die structure incorporating gate means |
| CH651767A5 (fr) | 1982-11-05 | 1985-10-15 | Cybelec Sa | Procede de pliage d'une tole a l'aide d'une presse plieuse. |
| JPH01233019A (ja) | 1988-03-11 | 1989-09-18 | Kobe Steel Ltd | 金属板のプレス成形方法 |
| JPH02280930A (ja) | 1989-04-21 | 1990-11-16 | Nissan Motor Co Ltd | ヘム成形方法 |
| DE4228528A1 (de) | 1991-08-29 | 1993-03-04 | Okuma Machinery Works Ltd | Verfahren und vorrichtung zur metallblechverarbeitung |
| JP3295109B2 (ja) | 1991-10-02 | 2002-06-24 | 株式会社アマダ | 曲げ加工装置 |
| DE19514285C1 (de) * | 1995-04-24 | 1996-06-20 | Fraunhofer Ges Forschung | Vorrichtung zum Umformen von Werkstücken mit Laserdiodenstrahlung |
| US5714662A (en) * | 1995-08-10 | 1998-02-03 | Uop | Process for producing light olefins from crude methanol |
| AT407615B (de) | 1997-07-02 | 2001-05-25 | Inst Spanlose Fertigung Und Ho | Verfahren zum biegen mit laserunterstützung |
| AT411023B (de) | 2001-04-04 | 2003-09-25 | Inst Spanlose Fertigung Und Ho | Laserunterstütztes tiefziehen mit halbleiterlasern und festkörperlasern |
| JP4334181B2 (ja) | 2002-04-22 | 2009-09-30 | 株式会社アマダエンジニアリングセンター | 板材曲げ加工方法および装置 |
| JP2004034074A (ja) | 2002-07-02 | 2004-02-05 | Amada Eng Center Co Ltd | 曲げ加工方法、曲げ加工機、及び温間金型装置 |
| EP1961502B1 (de) * | 2007-02-23 | 2014-10-22 | Bystronic Laser AG | Verfahren sowie Vorrichtung zum Biegen von Werkstücken |
-
2009
- 2009-06-29 AT AT10082009A patent/AT508355B1/de not_active IP Right Cessation
-
2010
- 2010-06-29 WO PCT/AT2010/000237 patent/WO2011000013A1/de active Application Filing
- 2010-06-29 US US13/381,187 patent/US9003847B2/en not_active Expired - Fee Related
- 2010-06-29 EP EP10739461.1A patent/EP2448689B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US9003847B2 (en) | 2015-04-14 |
| AT508355A4 (de) | 2011-01-15 |
| US20120160002A1 (en) | 2012-06-28 |
| WO2011000013A1 (de) | 2011-01-06 |
| EP2448689A1 (de) | 2012-05-09 |
| AT508355B1 (de) | 2011-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2448689B1 (de) | Verfahren und vorrichtung zum biegen eines werkstücks | |
| EP2448688B1 (de) | Vorrichtung und verfahren zum biegen eines werkstücks | |
| EP2113332B1 (de) | Verfahren und Laservorrichtung zum Bearbeiten und/oder Verbinden von Werkstücken mittels Laserstrahlung mit Leistungswirk- und Pilotlaser und mindestens einem diffraktiven optischen Element | |
| AT508357B1 (de) | Verfahren und vorrichtung zum laserunterstützten biegen von werkstücken | |
| DE102011054941B3 (de) | Vorrichtung und Verfahren zur Korrektur der thermischen Verschiebung der Fokuslage von über Optiken geführten Laserstrahlen | |
| EP2478990B1 (de) | Verfahren zum Einstellen eines Laserlichtspots zur Laserbearbeitung von Werkstücken sowie Laseranordnung zur Durchführung des Verfahrens | |
| DE112006000858T5 (de) | Laserschweisssystem | |
| EP2667998B1 (de) | Laserbearbeitungsmaschine sowie verfahren zum zentrieren eines fokussierten laserstrahles | |
| EP2429755B1 (de) | Vorrichtung und verfahren zur umfangsbearbeitung eines materialstranges mittels laser | |
| DE112006000949T5 (de) | Laserschweisssystem | |
| EP1531963A1 (de) | Strahlformungseinheit mit zwei axicon-linsen und vorrichtung mit einer solchen strahlformungseinheit zum einbringen von strahlungsenergie in ein werkstück aus einem schwach absorbierenden material | |
| EP3525975B1 (de) | Verfahren und vorrichtung zur bestimmung und zur regelung einer fokusposition eines bearbeitungsstrahls | |
| EP2216129A1 (de) | Laserbearbeitungskopf mit integrierter Sensoreinrichtung zur Fokuslagenüberwachung | |
| DE102008045778A1 (de) | Laserstrahlanlage | |
| DE102009020272B4 (de) | Laserschweißsystem | |
| WO2019162079A1 (de) | Laserbearbeitungskopf zum laser-draht-auftragschweissen | |
| DE3933057C2 (de) | ||
| EP3142823B1 (de) | Einrichtung zur überwachung der ausrichtung eines laserstrahls und euv-strahlungserzeugungsvorrichtung damit | |
| DE102019115026A1 (de) | Verfahren und vorrichtung zum laserschweissen | |
| DE102011005775B4 (de) | Detektor und Verfahren zum Erfassen einer Ausrichtung eines Laserstrahls in einer Laserbearbeitungsmaschine sowie Laserbearbeitungsmaschine | |
| DE102018100549B3 (de) | Verfahren und Vorrichtung zum Laserhärten von Werkstücken | |
| EP4036254A1 (de) | Verfahren zum laserhärten eines garniturdrahtes | |
| WO2022167138A1 (de) | Verfahren zum laserhärten eines garniturdrahtes | |
| DE102009061282B3 (de) | Laserschweißsystem | |
| DE102021102373A1 (de) | Verfahren zum Laserhärten eines Garniturdrahtes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120130 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140709 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: RAU, ARMIN Inventor name: AICHINGER, JOACHIM Inventor name: SCHUOECKER, DIETER Inventor name: SPERRER, GERHARD Inventor name: BAMMER, FERDINAND Inventor name: SCHUMI, THOMAS |
|
| INTG | Intention to grant announced |
Effective date: 20141117 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010008974 Country of ref document: DE Effective date: 20150409 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 711478 Country of ref document: AT Kind code of ref document: T Effective date: 20150415 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150525 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150625 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150526 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 18741 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010008974 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| 26N | No opposition filed |
Effective date: 20151126 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150629 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150629 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150629 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: OTHMARSTRASSE 8, 8008 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 711478 Country of ref document: AT Kind code of ref document: T Effective date: 20150629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100629 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170612 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150225 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010008974 Country of ref document: DE Representative=s name: ABP BURGER RECHTSANWALTSGESELLSCHAFT MBH, DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20190719 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190411 Year of fee payment: 10 Ref country code: SK Payment date: 20190312 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190411 Year of fee payment: 10 Ref country code: FR Payment date: 20190510 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200629 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 18741 Country of ref document: SK Effective date: 20200629 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200629 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220520 Year of fee payment: 13 Ref country code: DE Payment date: 20220405 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010008974 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240103 |