Technisches Gebiet
-
Die Erfindung betrifft ein Verfahren zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, welches ausgehend von einem durch eine
Strangführungsvorrichtung geführten Strang in einer Vorwalzstraße zu einem Zwischenband und in weiterer Folge in einer Fertigwalzstraße zu einem Endband gewalzt wird, gemäß Anspruch 1 sowie eine dazu korrespondierende Anlage zur Durchführung dieses Verfahrens gemäß Anspruch 22.
-
Man spricht von kontinuierlicher Herstellung oder "Endloswalzen", wenn eine Gießanlage so mit einer Walzanlage verbunden ist, dass der in einer Kokille der Gießanlage gegossene Strang direkt - ohne Abtrennung vom gerade gegossenen Strangteil und ohne Zwischenlagerung - in eine Walzanlage geführt und dort auf eine jeweils gewünschte Enddicke gewalzt wird. Der Beginn des Stranges kann also schon zu einem Stahlband auf die Enddicke fertig gewalzt sein, während die Gießanlage weiterhin an dem gleichen Strang gießt, also gar kein Ende des Stranges existiert. Man spricht auch von direkt gekoppeltem Betrieb oder Endlos-Betrieb der Gieß- und Walzanlage.
-
Beim der semikontinuierlichen Herstellung bzw. "Semi-Endloswalzen" werden die gegossenen Stränge nach dem Gießen geteilt und die abgeteilten Stränge bzw. Brammen ohne Zwischenlagerung und Abkühlung auf Umgebungstemperatur der Walzanlage zugeführt.
-
Der aus der Kokille der Gießanlage austretende Strang durchläuft zunächst eine unmittelbar an die Kokille anschließende Strangführungsvorrichtung. Die auch als "Strangführungskorsett" bezeichnete Strangführungsvorrichtung umfasst mehrere (üblicherweise drei bis sechs) Führungssegmente, wobei jedes Führungssegment ein oder mehrere (üblicherweise drei bis zehn) Paare an vorzugsweise als Strangstützrollen ausgeführten Führungselementen umfasst. Die Stützrollen sind um eine orthogonal zur Transportrichtung des Stranges verlaufende Achse drehbar.
-
Anstelle von Strangstützrollen können einzelne Führungselemente auch als statische, z.B. kufenförmige Bauteile ausgeführt sein.
-
Unabhängig von der konkreten Ausführung der Führungselemente sind diese beiderseits der Strangbreitseiten angeordnet, sodass der Strang durch obere und untere Führungselemente-Serien geführt und zu einer Vorwalzstraße befördert wird.
-
Genau gesehen wird der Strang nicht nur durch die Strangführungsvorrichtung gestützt, sondern auch schon durch einen unteren Endbereich der Kokille, weshalb man die Kokille auch als Teil der Strangführungsvorrichtung ansehen könnte.
-
Die Strangerstarrung beginnt am oberen Ende der (Durchlauf-)kokille am Badspiegel, am sogenannten "Meniskus", wobei die Kokille typischerweise ca. 1m lang ist (0,3 - 1,5m).
-
Der Strang tritt vertikal nach unten aus der Kokille aus und wird in die Horizontale umgelenkt. Die
Strangführungsvorrichtung weist daher einen im Wesentlichen über einen Winkelbereich von 90° gekrümmten Verlauf auf.
-
Der aus der Strangführungsvorrichtung austretende Strang wird in der Vorwalzstraße (HRM, High-Reduction Mill) dickenreduziert, das dabei entstehende Zwischenband wird mittels einer Heizeinrichtung erwärmt und in einer Fertigwalzstraße fertig gewalzt. In der Fertigwalzstraße wird warm gewalzt, das heißt, dass das Walzgut beim Walzen eine Temperatur oberhalb seiner Rekristallisationstemperatur aufweist. Bei Stahl ist dies der Bereich oberhalb von etwa 750°C, üblicherweise wird bei Temperaturen bis zu 1200°C warm gewalzt.
-
Beim Warmwalzen von Stahl befindet sich das Metall meist im austenitischen Zustand, wo die Eisenatome kubisch flächenzentriert angeordnet sind. Man spricht dann von Walzen im austenitischen Zustand, wenn sowohl die Anfangs- als auch die Endwalztemperatur im Austenitgebiet des jeweiligen Stahls liegen. Das Austenitgebiet eines Stahls ist abhängig von der Stahlzusammensetzung, liegt aber in der Regel über 800°C.
-
Maßgebliche Parameter beim Herstellungsprozess von Stahlwarmband aus Gieß-Walz-Verbundanlagen sind die Gießgeschwindigkeit, mit der der Strang die Kokille verlässt (und die Strangführungsvorrichtung durchläuft) sowie der Massedurchsatz bzw. Volumenstrom, welcher als Produkt der Gießgeschwindigkeit mit der Dicke des Stranges angegeben wird und üblicherweise die Einheit [mm*m/min] trägt.
-
Die produzierten Stahlbänder werden unter anderem für Kraftfahrzeuge, Haushaltsgeräte und das Bauwesen weiterverarbeitet.
Stand der Technik
-
Aus dem Stand der Technik ist das kontinuierliche und semikontinuierliche Herstellen von Stahlwarmbändern bereits bekannt. Aufgrund der Kopplung von Gießanlage und Walzanlage stellt die Beherrschung sämtlicher Anlagenparameter eine hohe prozesstechnische Anforderung dar. Modifikationen beim Gieß-und Walzprozess, insbesondere durch Änderung der Gießgeschwindigkeit in Kombination mit der Strangdicke sowie eines werkstoffspezifischen und über eine Abkühlung aussteuerbaren Erstarrungskoeffizienten haben eine beträchtliche Auswirkung auf die Fertigungsgüte und Energieeffizienz der Anlage.
-
-
Bedeutende Fortschritte in der Warmwalztechnik wurden insbesondere von der Acciaieria Arvedi S.p.A. erzielt, welche ein auf der ISP-Technologie (In-line Strip Production) basierendes Dünnbrammen-Endlosverfahren unter dem Namen Arvedi ESP (Endless Strip Production) entwickelt hat.
-
Bei diesem ESP-Verfahren werden der Guss- und der Walzvorgang in besonders vorteilhafter Weise miteinander verbunden, sodass ein nachfolgendes Kaltwalzen für viele Stahlwarmbandgüten nicht mehr erforderlich ist. Bei solchen Stahlwarmbandgüten, bei welchen ein nachfolgendes Kaltwalzen weiterhin erforderlich ist, kann die Anzahl der Walzgerüste gegenüber konventionellen Walzwerken reduziert werden.
-
Eine z.B. in der Rolling & Processing Conference '08 (September) veröffentlichte und in Cremona, Italien installierte ESP-Anlage zur Stahlwarmbanderzeugung der Fa. Arvedi umfasst eine an eine Stranggießanlage anschließende Vorwalzstraße mit drei Vorwalzgerüsten, zwei Band-Abtrennvorrichtungen, einen Induktionsofen zur Zwischenerwärmung des vorgewalzten Zwischenbandes, gefolgt von einer Fertigwalzstraße mit fünf Fertigwalzgerüsten. Das aus der Vorwalzstraße austretende Endband wird in einer Kühlstrecke gekühlt und mittels dreier Unterflurhaspeln zu Bandrollen mit einem Gewicht von bis zu 32 Tonnen aufgewickelt. Den Unterflurhaspeln ist eine Abtrennvorrichtung in Form einer Schnellschere vorgelagert. Abhängig von den Stahlsorten und der Stärke des gewalzten Stahlbands liegt die Produktionskapazität dieser einsträngigen Produktionslinie bei etwa 2 Millionen Tonnen pro Jahr (mtpy).
-
Als nachteilig erweist sich insbesondere eine zu kurze Strangstützlänge von 17 m, das ist jener genauer als "metallurgische Länge" bezeichneter Abstand zwischen dem Ausgussbereich der Kokille, genau gesagt zwischen dem als "Meniskus" bezeichneten Badspiegel des flüssigen Stahls und dem der Vorwalzstraße zugewandten Ende der
Strangführungsvorrichtung.
-
Wie bereits eingangs beschrieben, bildet die Strangführungsvorrichtung zwischen den Führungselementen bzw. den Strangstützrollen einen zum Teil gekrümmten Aufnahmeschacht zur Aufnahme des frisch gegossenen (noch einen flüssigen Kern aufweisenden) Stranges aus.
-
Als Ende der Strangführungsvorrichtung wird somit im vorliegenden Zusammenhang die zur Strangkontaktierung vorgesehene führungsaktive Fläche bzw. Mantellinie des letzten der Vorwalzstraße zugewandten Führungselementes bzw. der letzten Stützrolle der oberen Führungselemente-Serie verstanden.
-
Mit zunehmender Entfernung vom Meniskus kühlt der in der Strangführungsvorrichtung geführte Strang bzw. das in seiner Ausgangsform befindliche Stahlband immer mehr ab. Jener innere Bereich des Stranges, welcher noch flüssig bzw. von teigig-sumpfiger Konsistenz ist, wird im Folgenden als Flüssigsumpf bezeichnet. Eine kokillenfernere "Sumpfspitze" des Flüssigsumpfes ist als jener zentrische Querschnittsbereich des Stranges definiert, in welchem die Temperatur gerade noch im Wesentlichen der Stahl-Solidustemperatur entspricht und anschließend unter diese abfällt. Die Temperatur der Sumpfspitze entspricht daher der Solidustemperatur der jeweiligen Stahlsorte (typischerweise zwischen 1300 °C und 1535°C.
-
Das Walzen eines komplett durcherstarrten bzw. kühleren Gießstranges erfordert einen wesentlich höheren Energieaufwand als das Walzen eines Gießstranges mit heißem Querschnittskern.
-
Für Volumenströme unterhalb von 380-400 mm*m/min fand bisher im ISP- oder ESP-Verfahren lediglich eine diskontinuierliche Herstellung ("batch-Betrieb") statt.
-
Aus dem Stand der Technik bekannte CSP (Compact Strip Production) Verfahren arbeiten bei Strangdicken von 45-65 mm ebenfalls mit Volumenströmen unterhalb von ca. 400 mm*m/min unter Einsatz eines Rollenherdofens mit einer Länge von 250 m und mehr, wobei ausschließlich eine diskontinuierliche Herstellung ("batch-Betrieb") oder eine semikontinuierliche Herstellung stattfindet. Bei letzterer werden 3-6 abgetrennte (nicht mehr mit der Gießanlage bzw. Kokille verbundene) Stränge bzw. Brammen endlos verwalzt.
-
In der
EP 0 889 762 B1 wird zum endlosen Gießen und Walzen von Warmband ein Volumenstrom > 0,487 mm
2/min (umgerechnet auf die eingangs erwähnte gebräuchliche Einheit: >487 mm*m/min) vorgeschlagen. Ein Gießen mit solch hohem Volumenstrom bei verhältnismäßig geringer Strangdicke erweist sich jedoch für viele Stahlsorten als zu schnell, um eine hinreichende Fertigungsqualität gewährleisten zu können.
Darstellung der Erfindung
-
Im Zuge zunehmenden Kosten- und Fertigungsdruckes wird eine Kapazitätssteigerung der Anlage bei gleichzeitiger weiterer Optimierung der Fertigung von Stahlwarmband für eine Vielzahl an Stahlgüten, Kühlparametern und Strangdicken angestrebt.
-
Auch die Energieeffizienz gattungsgemäßer Anlagen zur Herstellung von Stahlwarmband soll gesteigert und dadurch eine wirtschaftlichere Fertigung ermöglicht werden.
-
Um die Gießhitze während des Fertigungsprozesses von Warmbandstahl optimal auszunutzen, soll es gewährleistet sein, dass die Sumpfspitze, d.i. der gerade noch teigigflüssige Querschnittskern des in der Strangführungsvorrichtung transportierten Stranges sich stets möglichst fernab der Kokille und möglichst nahe am Ende der Strangführungsvorrichtung und somit möglichst nahe am Eintritt in die Vorwalzstraße befindet.
-
Bei dieser Aufgabe ist zu berücksichtigen, dass sich in Abhängigkeit eines materialspezifischen Erstarrungsfaktors und einer jeweils eingestellten Strangdicke die Gießgeschwindigkeit bzw. der die Strangführungsvorrichtung passierende Volumenstrom auch nicht zu groß sein dürfen, da in solchem Falle ein Hinausverlagern der Sumpfspitze über die Strangführungsvorrichtung hinaus und somit ein Aufblasen und Ausbauchen des Stranges bzw. des Stahlwarmbandes zu stattfinden könnte.
-
Die genannten Aufgaben werden durch ein Verfahren mit den Merkmalen des Anspruchs 1 und eine Anlage mit den Merkmalen des Anspruchs 22 gelöst.
-
Ein Verfahren zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, welches ausgehend von einem durch eine Strangführungsvorrichtung geführten Strang in einer Vorwalzstraße zu einem Zwischenband und in weiterer Folge in einer Fertigwalzstraße zu einem Endband gewalzt wird ist erfindungsgemäß dadurch gekennzeichnet, dass ein in einer Gießanlage gegossener Strang im Liquid-Core-Reduction (LCR-) Verfahren mittels der anschließenden Strangführungsvorrichtung bei flüssigem Querschnittskern des Stranges auf eine Dicke zwischen 85 und 120 mm, vorzugsweise auf eine Dicke zwischen 95 und 115 mm reduziert wird, wobei eine zwischen dem Meniskus, d.i. der Gießspiegel der Gießanlage und einem der Vorwalzstraße zugewandten Ende der Strangführungsvorrichtung gemessene Strangstützlänge größer oder gleich 17,5 m ist und wobei eine Gießgeschwindigkeit VC in einem Bereich von 3,8 - 7 m/min liegt.
-
Durch Einsatz dieser erfindungsgemäßen Gießparameter wird einerseits eine hohe Fertigungsgüte gewährleistet, indem die Sumpfspitze des Stranges unabhängig von jeweiligen materialgüteabhängigen Maximalgießgeschwindigkeiten immer bis nahe an das Ende der Strangführungsvorrichtung heranreicht, andererseits wird eine außerordentlich hohe
Fertigungskapazität erzielt.
-
Das Stahlband weist während seiner Dickenreduzierung in der der Strangführungsvorrichtung nachgelagerten Vorwalzstraße einen ausreichend heißen Querschnittskern auf, um mit relativ geringem Energieaufwand gewalzt zu werden.
-
Der Energieaufwand beim Walzen von Stahlwarmband wird somit wesentlich verringert und die Effizienz gattungsgemäßer Anlagen gesteigert.
-
Berechnungen haben ergeben, dass bei Einsatz
erfindungsgemäßer Gießparameter bei Strängen zw. 1400 und 1850 mm Breite eine Fertigungskapazität von mehr als 3 Millionen Tonnen pro Jahr (mtpy) möglich sind, was gegenüber Anlagen bzw. Verfahren gemäß dem Stand der Technik eine große Steigerung bedeutet und eine deutlich wirtschaftlichere Fertigung von Stahlwarmband ermöglicht, jedoch ohne Qualitätseinbußen zu riskieren. Mittels eines erfindungsgemäßen Verfahrens sind auch Stahlgüten verarbeitbar, welche sich für einen kontinuierlichen bzw. endlosen Herstellungsprozess lt. bis dato herrschender Fachmeinung gar nicht geeignet haben.
-
Um das erfindungsgemäße Verfahren weiter zu optimieren, wurden durch Berechnungen und Versuchsanordnungen spezielle Verfahrensparameter ermittelt, welche hinsichtlich Fertigungsqualität und Energieeffizienz einen beutenden Fortschritt in der Herstellung von Stahlwarmband ermöglichen.
-
Gemäß einer bevorzugten Ausführungsvariante der Erfindung ist es etwa vorgesehen, dass Stränge mit unterschiedlichen Strangdicken in Abhängigkeit folgender Gießgeschwindigkeiten gegossen werden:
- bei Gießgeschwindigkeiten zwischen 3,8 und 5,0 m/min mit 100 - 120 mm Strangdicke, vorzugsweise mit 110 bis 120 mm Strangdicke,
- bei Gießgeschwindigkeiten zwischen 5,0 und 5,9 m/min mit 85
- 110 mm Strangdicke, vorzugsweise mit 95 bis 110 mm Strangdicke,
- bei Gießgeschwindigkeiten größer oder gleich 5,9 m/min mit maximal 102 mm Strangdicke.
-
Durch eine solche Einstellung entsprechender Strangdicken in Abhängigkeit jeweiliger (stahlspezifischer) maximaler Gießgeschwindigkeiten wird gewährleistet, dass die Sumpfspitze des Stranges - mit Ausnahme der Angießphase - immer einigermaßen nahe am Ende der Strangführungsvorrichtung gehalten und dadurch die Gießhitze zur Effizienzsteigerung nachfolgender Walzprozesse optimal ausgenutzt werden kann.
-
Gemäß einer besonders bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die Strangstützlänge größer oder gleich 18,5 m beträgt, vorzugsweise in einem Bereich zwischen 18,7 und 23 m, besonders bevorzugt zwischen 20,1 und 23 m, liegt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass in der Vorwalzstraße ein Vorwalzen des Stranges zu einem Zwischenband in mindestens vier Walzstichen, d.h. unter Einsatz von vier Vorwalzgerüsten, vorzugsweise in fünf Walzstichen, d.h. unter Einsatz von fünf Vorwalzgerüsten erfolgt.
-
Während bei Verfahren gemäß dem Stand der Technik meist ein Vorwalzen des Stranges in drei Walzstichen erfolgt, kann durch eine erfindungsgemäße Vornahme von vier oder fünf Walzstichen die Energieeffizienz des Walzverfahrens weiter gesteigert werden. Indem vier oder fünf Walzstiche in möglichst rascher Abfolge durchgeführt werden, wird die noch im Strang befindliche Gießhitze optimal ausgenutzt. Des Weiteren wird bei Vornahme von vier oder fünf Walzstichen, beinahe unabhängig von der Ausgangsdicke des Gießstranges, ein sehr enger Dickenbereich des Zwischenbandes (zwischen 3 und 15 mm, bevorzugt zwischen 4 und 10 mm) erzielt, sodass eine der Vorwalzstraße nachgeordnete Heizeinrichtung, z.B. ein induktiver Querfelderwärmungsofen, exakt auf einen spezifischen Dickenbereich des Zwischenbandes ausgelegt werden kann. Energieverluste durch eine zu große Dimensionierung der Aufnahme der Heizeinrichtung können somit vermieden werden.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die in der Vorwalzstraße erfolgenden vier oder fünf Walzstiche innerhalb von längstens 80 Sekunden, vorzugsweise innerhalb längstens 5 Sekunden erfolgen.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass der erste Walzstich in der Vorwalzstraße innerhalb von längstens 7 Minuten, vorzugsweise innerhalb von längstens 6,2 Minuten ab Erstarrungsbeginn des in der Gießanlage befindlichen flüssigen Strangstahls erfolgt. Idealerweise erfolgt der erste Walzstich in der Vorwalzstraße innerhalb von längstens 5,8 Minuten, dies auch bei Gießgeschwindigkeiten im Bereich von 4 m/min.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass zwischen dem Ende der Strangführungsvorrichtung und einem Einlaufbereich der Vorwalzstraße lediglich eine durch die Umgebungsbedingungen in Form natürlicher Konvektion und Abstrahlung bedingte Abkühlung des Stranges zugelassen wird, d.h. keine artifizielle Kühlung des Stranges mittels einer Kühlvorrichtung erfolgt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass in der Vorwalzstraße pro Walzstich eine Reduktion der Dicke des Stranges um 35-60 %, vorzugsweise um 40-55 % erfolgt. Bei einer Vorsehung von genau vier Walzgerüsten ergibt sich somit, dass ein Zwischenband mit einer Dicke von etwa 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm aus der Vorwalzstraße 4 ausläuft.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Temperaturverlustrate des aus der Vorwalzstraße austretenden Zwischenbandes unterhalb von maximal 3 K/m, vorzugsweise unterhalb von maximal 2,5 K/m liegt. Denkbar wäre auch eine Realisierung von Temperaturverlustraten < 2 K/m. Eine solche Temperaturverlustrate erfolgt durch Wärmeabstrahlung und/oder -konvektion vom Zwischenband und ist durch eine entsprechende Wahl der thermischen Randbedingungen (Abdeckungen, Tunnel, Kaltluft, Luftfeuchtigkeit, ...) und Transportgeschwindigkeit bzw. Massenstrom steuerbar.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Erwärmung des aus der Vorwalzstraße ausgetretenen Zwischenbandes mittels einer induktiven Heizeinrichtung, vorzugsweise im Querfelderwärmungsverfahren, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur oberhalb von 1170°C erfolgt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die Erwärmung des Zwischenbandes innerhalb einer Zeitspanne von 4 bis 25 Sekunden, vorzugsweise innerhalb einer Zeitspanne von 5 bis 13 Sekunden erfolgt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass bei Vornahme von genau vier Walzstichen in der Vorwalzstraße vorgesehen ist, dass der Zeitverlauf zwischen dem ersten Walzstich und dem Einlauf in die Heizeinrichtung bei Zwischenbanddicken von 5-10 mm nicht länger als 105 Sekunden, vorzugsweise nicht länger als 70 Sekunden beträgt.
-
Bei Einhaltung dieser Parameter ergibt sich eine sehr kompakte Anlage, bei welcher der Abstand der Heizeinrichtung zur Gießanlage bzw. zur Vorwalzstraße sehr gering gehalten ist, was einen thermischen Effizienzvorteil ermöglicht.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass ein Fertigwalzen des erwärmten Zwischenbandes in der Fertigwalzstraße in vier Walzstichen, d.h. unter Einsatz von vier Fertigwalzgerüsten oder in fünf Walzstichen, d.h. unter Einsatz von fünf Fertigwalzgerüsten zu einem Endband mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm erfolgt. Mittels eines erfindungsgemäßen Verfahrens ist auch ein Walzen auf Enddicken von < 1 mm möglich.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die innerhalb der Fertigwalzstraße durch die fünf oder vier Fertigwalzgerüste durchgeführten Walzstiche innerhalb einer Zeitspanne von maximal 16 Sekunden, vorzugsweise innerhalb einer Zeitspanne von maximal 8 Sekunden erfolgen.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass der aus der Kokille austretende und in die Strangführungsvorrichtung eintretende Strang eine Strangdicke zwischen 105 und 130 mm, vorzugsweise eine Strangdicke zwischen 115 und 125 mm aufweist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung sind zur Liquid Core Reduction
(LCR-)Dickenreduzierung des Stranges zu dessen Kontaktierung vorbestimmte Führungselemente der Strangführungsvorrichtung relativ zu einer Längsachse des Stranges (quer-)verstellbar, wobei eine Verstellung der Führungselemente in Abhängigkeit des Materials des Stranges und/oder der Gießgeschwindigkeit vorgenommen wird, um die Strangdicke um bis zu 30 mm zu vermindern.
-
Gemäß einer Weiterbildung der Erfindung ist es hierbei vorgesehen, dass die Strangdicke quasi-statisch, d.h. kurz nach Gießbeginn bzw. dem Angießen einer Gießsequenz, sobald der als "Strangkopf" bezeichnete, warme vordere Strangendbereich die zur Dickenreduzierung vorgesehenen Führungselemente passiert hat, einmalig eingestellt wird.
-
In einer besonders bevorzugten Ausführungsvariante kann es aber auch vorgesehen sein, dass die Strangdicke dynamisch einstellbar, d.h. während des Gießprozesses bzw. während des Durchgangs des Stranges durch die Strangführungsvorrichtung beliebig variierbar ist. Die dynamische Einstellung wird dann bevorzugt von der Betriebsmannschaft in Abhängigkeit der Stahlgüte und der aktuellen Gießgeschwindigkeit eingestellt, sofern sich diese nur fallweise ändert. Die LCR Dickenreduzierung beträgt zwischen 0 und 30 mm, vorzugsweise zwischen 3 und 20 mm.
-
In einer bevorzugten Ausführungsform der dynamischen Anwendung von LCR kann diese Funktion auch von einer automatisierten Einrichtung übernommen werden, insbesondere dann, wenn sehr häufige Dicken- oder
Geschwindigkeitsänderungen üblich oder erforderlich wären.
-
Der Zusammenhang der Einstellung der Strangdicke in Zusammenhang mit der Gießgeschwindigkeit erfolgt mittels erfindungsgemäß vorgeschlagener Geschwindigkeitsfaktoren K, deren Auswahl in Abhängigkeit der Strangstützlänge und der Güte des Strangstahls erfolgt.
-
Für den Geschwindigkeitsfaktor K sind jeweils Korridorbereiche angegeben, innerhalb welcher ein gießtechnischer Betrieb effizient und sinnvoll durchführbar ist.
-
Die Abkühlcharakteristik jeweiliger Stahlgüten hat großen Einfluss auf die Position der Sumpfspitze innerhalb des Stranges. Schnell erstarrende Stahlgüten erlauben einen Betrieb der Anlage mit relativ hohen Gießgeschwindigkeiten vc, während für langsamer erstarrende Stahlgüten geringere Gießgeschwindigkeiten vc zu wählen sind, um ein Ausbauchen und Aufplatzen des Stranges im Bereich der Sumpfspitz zu verhindern. In Zusammenhang mit der Schnelligkeit der Kühlung des Stranges spricht man von "harter Kühlung" (schnelle Erstarrung), "mittelharter Kühlung" und "weicher Kühlung" (eher langsame Erstarrung).
-
Zur Kühlung des Stranges wird auf diesen im Bereich der Strangführungsvorrichtung (zwischen dem Ende der Kokille und dem der Vorwalzstraße zugewandten Ende der Strangführungsvorrichtung) ein Kühlmittel, vorzugsweise Wasser, aufgebracht. Das Aufbringen des Kühlmittels auf den Strang erfolgt mittels einer Spritzeinrichtung, welche eine beliebige Anzahl an Spritzdüsen umfassen kann.
-
Für eine harte Kühlung werden 3 bis 4 Liter Kühlmittel pro kg Strangstahl aufgewendet, während für eine mittelharte Kühlung 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl und für eine weiche Kühlung < 2,2 Liter Kühlmittel pro kg Strangstahl aufgewendet werden. Die angeführten Kühlmittelmengen für harte, mittelharte und weiche Kühlung überschneiden sich, da die Realisierung einer harten, mittelharten oder weichen Kühlung in der Praxis nicht nur von der Kühlmittelmenge, sondern auch von der konstruktiven Ausführung der Spritzeinrichtung, insbesondere der Düsenaufbauart (es existieren Reinwasserdüsen und Luft/Wasser-Düsen, sogenannte "2-Phasen-Düsen"). Weitere Einflussfaktoren für die Schnelligkeit der Strangkühlung sind die Bauart der Führungselemente bzw. Strangstützrollen der Strangführungsvorrichtung (innen- oder mantelgekühlte Strangstützrollen), die Anordnung der Stützrollen, insbesondere das Verhältnis des Stützrollendurchmessers zum Abstand benachbarter Stützrollen, der Spritzcharakter der Düsen sowie die Kühlmittel- bzw. Wassertemperatur.
-
Innerhalb der erfindungsgemäß vorgeschlagenen Korridorbereiche erfolgt die Wahl eines konkreten Geschwindigkeitsfaktors K insbesondere in Abhängigkeit der Stahlgüte bzw. der Abkühlcharakteristik des Stranges. Für schnell zu kühlende Stahlgüten kann ein im oberen Bereich eines erfindungsgemäß vorgeschlagenen Korridorbereichs liegender Geschwindigkeitsfaktor K herangezogen werden, während für langsamer zu kühlende Stahlgüten ein im mittleren oder unteren Bereich eines erfindungsgemäß vorgeschlagenen Korridorbereichs liegender Geschwindigkeitsfaktor K herangezogen wird.
-
So ist es gemäß einer verfahrenstechnischen Optimierung vorgesehen, dass für mittels einer Spritzeinrichtung im Bereich der Strangführungsvorrichtung hart zu kühlende Strangstähle, d.h. unter Aufbringung von 3 bis 4 Liter Kühlmittel pro kg Strangstahl, in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten wird, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L=17,5 m in einem Korridorbereich von 42000 bis 48900, vorzugsweise in einem Korridorbereich von 45500 bis 48900 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 55200 bis 64600, vorzugsweise in einem Korridorbereich von 59900 bis 64600 liegt, wobei zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.
-
Unter einem stationär-kontinuierlichen Betrieb der Anlage werden im vorliegenden Zusammenhang Betriebsphasen mit einer Zeitdauer >10 Minuten verstanden, während welcher die Gießgeschwindigkeit im Wesentlichen konstant ist. Die Definition des stationär-kontinuierlichen Anlagenbetriebs dient einerseits lediglich zur Abgrenzung gegenüber einer Angießphase, während welcher der flüssige Stahl initial die Strangführungsvorrichtung durchläuft und während welcher die Gießgeschwindigkeit außerordentlichen Parametern unterliegt bzw. andererseits gegenüber auch zwischenzeitlich möglichen Beschleunigungsphasen zur Erhöhung des Durchsatzes und/oder betrieblich erforderlichen Verzögerungsphasen (wenn auf die Flüssigstahlanlieferung gewartet werden muss oder wegen der Strangqualität, Kühlwassermangel, ...).
-
Für mittelhart zu kühlende Strangstähle, d.h. unter Aufbringung von 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl, wird in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L von 17,5 m in einem Korridorbereich von 39600 bis 46500, vorzugsweise in einem Korridorbereich von 43050 bis 46500 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 52100 bis 61900, vorzugsweise in einem Korridorbereich von 57000 bis 61900 liegt, wobei zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.
-
Für weich zu kühlende Strangstähle, d.h. unter Aufbringung von weniger als 2,2 Liter (vorzugsweise zwischen 1,0 und 2,2 Liter) Kühlmittel pro kg Strangstahl, wird in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke (d) mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L von 17,5 m in einem Korridorbereich von 37100 bis 44100, vorzugsweise in einem Korridorbereich von 40600 bis 44100 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 48900 bis 59000, vorzugsweise in einem Korridorbereich von 53950 bis 59000 liegt, wobei zur Ermittlung von
(Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.
-
Die detaillierte/verfeinerte Wahl des Geschwindigkeitsfaktors ist neben der Strangstützlänge insbesondere vom Kohlenstoffgehalt der vergossenen Stähle, deren Erstarrungs-oder Umwandlungscharakterisitik, deren Festigkeits- bzw. Duktilitätseigenschaften etc. abhängig.
-
Eine Betriebsführung gemäß der erfindungsgemäß vorgeschlagenen Geschwindigkeitfaktoren K ermöglicht ein optimales Ausnutzen der im Strang enthaltenen Gießhitze für den nachfolgenden Walzprozess sowie eine Optimierung des Materialdurchsatzes und somit einen Produktivitätsvorteil (bei betriebsbedingter Abnahme der Gießgeschwindigkeit kann die Strangdicke erhöht und dadurch der Materialdurchsatz erhöht werden).
-
Anspruch 22 richtet sich auf eine Anlage zur Durchführung des erfindungsgemäßen Verfahrens zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, umfassend eine Gießanlage mit einer Kokille, eine dieser nachgeordnete Strangführungsvorrichtung, eine dieser nachgeordnete Vorwalzstraße, eine dieser nachgeordnete, induktive Heizeinrichtung und eine dieser nachgeordnete Fertigwalzstraße, wobei die Strangführungsvorrichtung eine untere Serie an Führungselementen und eine dazu parallel oder konvergierend angeordnete obere Serie an Führungselementen aufweist und zwischen den beiden Führungselemente-Serien ein zur Aufnahme des aus der Gießanlage austretenden Stranges vorgesehener Aufnahmeschacht ausgebildet ist, welcher durch Ausbildung unterschiedlicher Abstände gegenüberliegender Führungselemente zueinander in Transportrichtung des Stranges zumindest abschnittsweise verjüngt ist und dadurch der Strang dickenreduzierbar ist. Erfindungsgemäß ist vorgesehen, dass der Aufnahmeschacht an seinem der Vorwalzstraße zuweisenden Ende eine der Strangdicke des Stranges entsprechende lichte Aufnahmebreite zwischen 85 und 120 mm, vorzugsweise zwischen 95 und 115 mm aufweist, wobei eine zwischen dem Gießspiegel der Gießanlage und dem der Vorwalzstraße zugewandten Ende des Aufnahmeschachts der Strangführungsvorrichtung gemessene Strangstützlänge größer oder gleich 17,5 m ist und wobei eine Steuereinrichtung vorgesehen ist, mittels welcher die Gießgeschwindigkeit vc des Stranges 3 in einem Bereich zwischen 3,8 - 7 m/min haltbar ist.
-
Gemäß einer bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die lichte Aufnahmebreite des Aufnahmeschachts an seinem der Gießanlage zuweisenden Eingangsbereich zwischen 105 und 130 mm, vorzugsweise zwischen 115 und 125 mm beträgt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Strangstützlänge größer oder gleich 18,5 m ist, vorzugsweise in einem Bereich zwischen 18,7 und 23 m, besonders bevorzugt zwischen 20,1 und 23 m, liegt.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Vorwalzstraße vier oder fünf Vorwalzgerüste umfasst.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass zwischen dem Ende des Aufnahmeschachts bzw. der Strangführungsvorrichtung und einem Einlaufbereich der Vorwalzstraße keine Kühlvorrichtung, jedoch eine thermische Abdeckung vorgesehen ist, welche eine zum Transport des Stranges vorgesehenes Fördervorrichtung zumindest abschnittsweise umgibt und somit ein Auskühlen des Stranges verzögert.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass mittels in der Vorwalzstraße angeordneter Vorwalzgerüste eine Reduktion der Dicke des Stranges um jeweils 35-60 %, vorzugsweise um jeweils 40-55 % pro Vorwalzgerüst durchführbar ist, sodass ein Zwischenband mit einer Dicke von 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm erzeugbar ist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Heizeinrichtung als induktiver Querfelderwärmungsofen ausgebildet ist, mittels welchem der Strang, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur von oberhalb von 1170°C aufheizbar ist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Fertigwalzstraße vier oder fünf Fertigwalzgerüste umfasst, mittels welchen ein aus der Vorwalzstraße austretendes Zwischenband zu einem Endband mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm reduzierbar ist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Fertigwalzgerüste jeweils unter Abständen von < 7 m, vorzugsweise unter Abständen von < 5 m zueinander angeordnet sind, wobei die Abstände zwischen den Arbeitswalzenachsen der Fertigwalzgerüste gemessen werden.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass zur Dickenreduzierung des Stranges bestimmte Führungselemente (spalt-)verstellbar sind und dadurch eine lichte Aufnahmebreite des Aufnahmeschachts verkleiner- oder vergrößerbar ist, wobei die Strangdicke bzw. die lichte Aufnahmebreite in Abhängigkeit des Materials des Stranges und/oder der Gießgeschwindigkeit einstellbar ist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die verstellbaren Führungselemente in einer der Kokille zugewandten vorderen Hälfte, vorzugsweise in einem der Kokille zugewandten vorderen Viertel der Längserstreckung der Strangführungsvorrichtung angeordnet sind.
-
Um zumindest während der ersten beiden Walzstiche das Vorhandensein eines möglichst heißen Strangkerns des Stranges zu gewährleisten, ist es gemäß einer bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage vorgesehen, dass eine Arbeitswalzenachse eines zur Strangführungsvorrichtung nächst benachbarten ersten Vorwalzgerüstes der Vorwalzstraße maximal 7 m, vorzugsweise maximal 5 m nach dem Ende der Strangführungsvorrichtung angeordnet ist.
-
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass ein der Vorwalzstraße zugewandtes Einlaufende der
Heizeinrichtung maximal 25 m, vorzugsweise maximal 19 m nach der Arbeitswalzenachse des der Heizeinrichtung nächstgelegenen Vorwalzgerüstes angeordnet ist.
KURZE BESCHREIBUNG DER FIGUREN
-
Die Erfindung wird nun anhand eines Ausführungsbeispiels näher erläutert. Dabei zeigt:
- Fig.1
- eine schematische Darstellung einer erfindungsgemäßen Anlage zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband in Seitenansicht
- Fig.2
- eine Detaildarstellung einer Strangführungsvorrichtung der Anlage aus Fig.1 in vertikaler Schnittansicht
- Fig.3
- ein Abschnitt der Strangführungsvorrichtung in geschnittener Detailansicht
- Fig.4
- ein Prozessdiagramm eines erfindungsgemäßen Herstellungsverfahrens (Gießgeschwindigkeit / Strangdicke)
- Fig.5
- ein Diagramm zur Veranschaulichung des Jahresdurchsatzes einer erfindungsgemäßen Anlage in Abhängigkeit der Strangdicke (Gießgeschwindigkeit / Strangdicke)
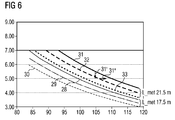
- Fig.6
- ein Prozessdiagramm eines erfindungsgemäßen Herstellungsverfahrens (Zusammenhang von Ziel-Gießgeschwindigkeiten und Ziel-Strangdicken)
Ausführung der Erfindung
-
Fig.1 zeigt in schematischer Weise eine Anlage 1, mittels welcher ein erfindungsgemäßes Verfahren zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband durchführbar ist.
-
Ersichtlich ist eine vertikale Gießanlage mit einer Kokille 2, in der Stränge 3 gegossen werden, welche eine Strangdicke d zwischen 105 und 130 mm, vorzugsweise eine Strangdicke d zwischen 115 und 125 mm am Ende der Kokille 2 aufweisen.
-
Der Kokille 2 vorgelagert ist eine Pfanne 35, welche über eine keramische Zulaufdüse einen Verteiler 36 mit flüssigem Stahl beschickt. Der Verteiler 36 beschickt in weiterer Folge die die Kokille 2, an welche eine Strangführungsvorrichtung 6 anschließt.
-
Dann erfolgt die Vorwalzung in einer Vorwalzstrasse 4, die aus einem - wie hier - oder aus mehreren Gerüsten bestehen kann und in der der Strang 3 auf eine Zwischendicke gewalzt wird. Beim Vorwalzen findet die Umwandlung von Gussgefüge feinkörnigeres Walzgefüge statt.
-
Die Anlage 1 umfasst des Weiteren eine Reihe an in Fig.1 nicht dargestellten Komponenten wie z.B.
Entzunderungseinrichtungen 37,38 und in Fig.1 nicht dargestellte Abtrenneinrichtungen, welche im Wesentlichen dem Stand der Technik entsprechen und auf welcher daher an dieser Stelle nicht näher eingegangen sei. Die z.B. in Form von Schnellscheren ausgeführten Abtrenneinrichtungen können an beliebiger Position der Anlage 1, insbesondere zwischen der Vorwalzstraße 4 und der Fertigwalzstraße 5 und/oder in einem der Fertigwalzstraße 5 nachgeordneten Bereich angeordnet sein.
-
Hinter der Vorwalzstrasse 4 ist ein eine Heizeinrichtung 7 für das Zwischenband 3' angeordnet. Die Heizeinrichtung 7 ist im vorliegenden Ausführungsbeispiel als Induktionsofen ausgeführt. Vorzugsweise findet ein Querfelderwärmungs-Induktionsofen Einsatz, was die Anlage 1 besonders energieeffizient macht.
-
Alternativ könnte die Heizeinrichtung 7 auch als konventioneller Ofen z.B. mit Flammenbeaufschlagung ausgeführt sein.
-
In der Heizeinrichtung 7 wird das Zwischenband 3' relativ gleichmäßig über den Querschnitt auf eine gewünschte Einlauftemperatur für den Einlauf in die Fertigwalzstraße 5 gebracht, wobei die Einlauftemperatur in der Regel je nach Stahlsorte und nachfolgendem Walzvorgang in der Fertigwalzstraße 5 zwischen 1000°C und 1200°C liegt.
-
Hinter der Erwärmung in der Heizeinrichtung 7 erfolgt - nach einer zwischengeschalteten optionalen Entzunderung -die Fertigwalzung in der mehrgerüstigen Fertigwalzstraße 5 auf eine gewünschte Enddicke und Endwalztemperatur und anschließend eine Bandkühlung in einer Kühlstrecke 18 sowie letztlich ein Aufwickeln zu Bünden mittels Unterflurhaspeln 19.
-
Erfindungsgemäß werden folgende Verfahrensschritte durchgeführt:
- Zunächst wird mit einer Gießanlage 2 (in den Figuren 1-3 ist eine Kokille der Gießanlage dargestellt) ein Strang 3 gegossen. Der Strang 3 wird im Liquid-Core-Reduction (LCR-) Verfahren mittels der Strangführungsvorrichtung 6 bei flüssigem Querschnittskern auf eine Strangdicke d zwischen 85 und 120 mm, vorzugsweise auf eine Strangdicke zwischen 95 und 115 mm reduziert.
-
Eine zwischen dem Meniskus 13, d.i. der Gießspiegel der Gießanlage 2 und einem der Vorwalzstraße 4 zugewandten Ende 14 der Strangführungsvorrichtung 6 gemessene Strangstützlänge L ist größer oder gleich 17,5 m, vorzugsweise größer oder gleich 17,5. In einer optimierten Auslegung der Anlage 1 ist die Strangstützlänge L größer oder gleich 18,5 m, vorzugsweise liegt die Strangstützlänge L in einem Bereich zwischen 18,7 (noch besser 20,1) und 23 m. Eine während eines stationär-kontinuierlichen Betriebs der Anlage gemessene Gießgeschwindigkeit vc des Stranges 3 liegt hierbei in einem Bereich von 3,8 - 7 m/min.
-
Der in Fig.3 im Detail ersichtliche Meniskus 13 befindet sich i.d.R. wenige Zentimeter unterhalb der Oberkante 34 der üblicherweise aus Kupfer gefertigten Kokille 2.
-
Die Strangstützlänge L wird hierbei zwischen dem Meniskus 13 der Kokille bzw. der Gießanlage 2 und der Achse der letzten, einer Vorwalzstraße 4 zugewandten Rolle einer und unten noch näher beschriebenen oberen Führungselemente-Serie 10 gemessen (betrachtet in einer Seitenansicht der Anlage 1 bei zu den Achsen der Rollen paralleler Blickrichtung gemäß Fig.1). Bei exakter Messung wird die Strangstützlänge L an einer gegenüber dem Mittelpunkt des Krümmungsradius des Stranges 3 bzw. der Strangführungsvorrichtung 6 äußeren Breitseite des Stranges 3 bzw. der Strangführungsvorrichtung 6 (sowie eines Abschnitts des Inneren der Kokille 2) gemessen. Zur besseren Erkennbarkeit der von Stützrollen 10 tangierten äußeren Breitseite des Stranges 3 bzw. der Strangstützlänge L ist in Fig.2 eine zur Strangstützlänge L konzentrische Hilfsbemaßungslinie L' eingezeichnet.
-
Um zu gewährleisten, dass eine eingangs definierte Sumpfspitze des Stranges 3 unabhängig von jeweiligen materialgüteabhängigen maximalen Gießgeschwindigkeiten immer bis nahe an das Ende der Strangführungsvorrichtung 6 heranreicht und dadurch der Strang 3 mit relativ geringem Energieaufwand und unter Gewährleistung hoher Fertigungsqualität auf eine gewünschte Zwischendicke vor- und darauffolgend auch fertiggewalzt werden kann, werden Stränge 3 mit unterschiedlichen Strangdicken d in Abhängigkeit folgender Gießgeschwindigkeiten gegossen:
- bei Gießgeschwindigkeiten zwischen 3,8 und 5,0 m/min mit 100 - 120 mm Strangdicke, vorzugsweise mit 110 bis 120 mm Strangdicke,
- bei Gießgeschwindigkeiten zwischen 5,0 und 5,9 m/min mit 85
- 110 mm Strangdicke, vorzugsweise mit 95 bis 110 mm Strangdicke,
- bei Gießgeschwindigkeiten größer oder gleich 5,9 m/min mit maximal 102 mm Strangdicke.
-
In der Vorwalzstraße 4 erfolgt ein Vorwalzen des Stranges 3 zu einem Zwischenband 3' in mindestens vier Walzstichen, d.h. unter Einsatz von vier Vorwalzgerüsten 41, 42, 43, 44, vorzugsweise in fünf Walzstichen, d.h. unter Einsatz von fünf Vorwalzgerüsten 41, 42, 43, 44, 45 erfolgt.
-
Die in der Vorwalzstraße 4 erfolgenden vier oder fünf Walzstiche erfolgen innerhalb von längstens 80 Sekunden, vorzugsweise innerhalb von längstens 5 Sekunden.
-
Des Weiteren ist es vorgesehen, dass der erste Walzstich in der Vorwalzstraße 4 innerhalb von längstens 7 Minuten, vorzugsweise innerhalb von längstens 6,2 Minuten ab Erstarrungsbeginn des in der Gießanlage 2 befindlichen flüssigen Strangstahls erfolgt. Idealerweise erfolgt der erste Walzstich in der Vorwalzstraße 4 innerhalb von längstens 5,8 Minuten, dies auch bei Gießgeschwindigkeiten im Bereich von 4 m/min.
-
Zwischen dem Ende 14 der Strangführungsvorrichtung 6 und einem Einlaufbereich der Vorwalzstraße 4 wird lediglich eine durch eine Umgebungstemperatur bedingte Abkühlung des Stranges 3 zugelassen, d.h. es erfolgt keine artifizielle Kühlung des Stranges 3 mittels einer Kühlvorrichtung. Die Oberfläche des Stranges 3 weist in diesem Bereich im Mittel eine Temperatur > 1050°C, bevorzugt > 1000°C auf.
-
Zwischen dem Ende 14 der Strangführungsvorrichtung 6 und dem ersten Vorwalzgerüst 41 ist eine vorzugsweise klappbare thermische Abdeckung vorgesehen, um die Wärme möglichst im Strang 3 zu halten. Die thermische Abdeckung umgibt eine zum Transport des Stranges 3 vorgesehene, üblicherweise als Rollenband ausgeführte Fördervorrichtung zumindest abschnittsweise. Unmittelbar vor den Unterflurhaspeln 19 wird das Endband 3" zwischen Treibrollen 38 geklemmt, die das Endband'' auch führen und unter Bandzug halten.
-
Hierbei kann die thermische Abdeckung die Fördervorrichtung von oben und/oder von unten und/oder seitlich umgeben.
-
In der Vorwalzstraße 4 erfolgt pro Walzstich eine Reduktion der Dicke des Stranges 3 um 35-60 %, vorzugsweise um 40-55 %. Bei einer Vorsehung von genau vier Walzgerüsten ergibt sich somit, dass ein Zwischenband 3' mit einer Dicke von 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm aus der Vorwalzstraße 4 ausläuft.
-
Um zumindest während der ersten beiden Walzstiche das Vorhandensein eines möglichst heißen Strangkerns des Stranges 3 zu gewährleisten, ist das zur Strangführungsvorrichtung 6 nächst benachbarte erste Vorwalzgerüst 41 der Vorwalzstraße maximal 6 m, vorzugsweise maximal 5, idealer Weise maximal 4 m nach dem Ende 14 der Strangführungsvorrichtung 6 angeordnet. Die genannten Abstände werden hierbei jeweils ab dem Mittelpunkt des ersten Vorwalzgerüstes 41 bzw. ab dessen Arbeitswalzenachse gemessen.
-
Gemäß einer weiteren bevorzugten prozesstechnischen Variante ist es vorgesehen, dass eine Abkühlung des aus der Vorwalzstraße 4 austretenden Zwischenbandes 3' unter einer Abkühlrate von maximal 3 K/m, vorzugsweise unter einer Abkühlrate von maximal 2,5 K/m erfolgt. Eine solche Abkühlrate erfolgt durch Wärmeabstrahlung und/oder - konvektion vom Zwischenband und ist durch eine entsprechende Wahl der thermischen Randbedingungen (Abdeckungen, Tunnel, Kaltluft, Luftfeuchtigkeit, etc.) und
Transportgeschwindigkeit bzw. Massenstrom steuerbar.
-
Gemäß einer bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Erwärmung des aus der Vorwalzstraße 4 ausgetretenen Zwischenbandes 3' mittels einer induktiven Heizeinrichtung 7, vorzugsweise im Querfelderwärmungsverfahren, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C, besonders bevorzugt: oberhalb von 950°C, auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur von oberhalb von 1170°C erfolgt.
-
Die Erwärmung des Zwischenbandes 3' erfolgt innerhalb einer Zeitspanne von 4 bis 25 Sekunden, vorzugsweise innerhalb einer Zeitspanne von 5 bis 13 Sekunden.
-
Bei Vornahme von genau vier Walzstichen in der Vorwalzstraße 4 ist es vorgesehen, dass ein bei Austreten aus der Gießanlage 2 bzw. bei Eintreten in die Strangführungsvorrichtung 6 100 mm dicker Strang 3, welcher in der Vorwalzstraße 4 zu einem Zwischenband 3' mit einer Dicke von 7 mm reduziert wird, nach spätestens 360 Sekunden, vorzugsweise nach spätestens 340 Sekunden ab Austreten aus der Gießanlage 2 in die induktive Heizeinrichtung 7 eingeführt wird und dass ein bei Austreten aus der Gießanlage 2 bzw. bei Eintreten in die Strangführungsvorrichtung 6 115 mm dicker Strang 3, welcher in der Vorwalzstraße 4 zu einem Zwischenband 3' mit einer Dicke von 7,8 mm reduziert wird, spätestens nach 480 Sekunden, vorzugsweise nach spätestens 460 Sekunden ab Austreten aus der Gießanlage 2 in die induktive Heizeinrichtung 7 eingeführt wird.
-
Ein Fertigwalzen des erwärmten Zwischenbandes 3' in der Fertigwalzstraße 5 erfolgt vorzugsweise in vier Walzstichen, d.h. unter Einsatz von vier Fertigwalzgerüsten 51, 52, 53, 54 oder in fünf Walzstichen, d.h. unter Einsatz von fünf Fertigwalzgerüsten 51, 52, 53, 54, 55 zu einem Endband 3'' mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm. Mittels eines erfindungsgemäßen Verfahrens ist auch ein Walzen auf Enddicken von < 1 mm möglich.
-
Die Fertigwalzgerüste 51, 52, 53, 54, 55 sind jeweils unter Abständen von < 7 m, vorzugsweise unter Abständen von < 5 m zueinander angeordnet (gemessen zwischen den
Arbeitswalzenachsen der Fertigwalzgerüste 51, 52, 53, 54, 55) .
-
In weiterer Folge wird das Endband 3" auf eine Haspeltemperatur zwischen 500°C und 750°C, vorzugsweise auf 550°C und 650°C gekühlt und zu einem Bund aufgehaspelt. Schließlich erfolgt eine Durchtrennung des Endbandes 3' oder des Zwischenbandes 3' oder des Stranges 3 in einer quer zu deren Transportrichtung 15 verlaufenden Richtung und ein Fertighaspeln des walzstraßenseitig losen Endbandes 3'. Alternativ zum Aufhaspeln wäre auch eine Umlenkung und Stapelung des Endbandes 3" möglich.
-
Wie in Fig.2 ersichtlich, umfasst die
Strangführungsvorrichtung 6 mehrere zum Durchlauf des Stranges 3 vorbestimmte Führungssegmente 16 gemäß Fig.3, welche jeweils von einer (in Fig.3 nicht dargestellten) unteren Serie an Führungselementen 9 und einer dazu parallel oder konvergierend angeordneten oberen Serie an Führungselementen 10 konstituiert werden.
-
Jedes Führungselement der unteren Führungselemente-Serie 9 ist einem gegenüberliegenden Führungselement der oberen Führungselemente-Serie 10 zugeordnet. Die Führungselemente sind somit beiderseits der Breitseiten des Stranges 3 paarweise angeordnet.
-
Zwischen den beiden Führungselemente-Serien 9, 10 ist ein zur Aufnahme eines aus der Gießanlage 2 austretenden Stranges 3 vorgesehener Aufnahmeschacht 11 ausgebildet, welcher durch Ausbildung unterschiedlicher Abstände gegenüberliegender Führungselemente 9, 10 zueinander in Transportrichtung des Stranges 3 zumindest abschnittsweise verjüngt ist und dadurch der Strang 3 dickenreduzierbar ist. Die Führungselemente 9, 10 sind als drehbar gelagerte Rollen ausgeführt.
-
Wie in Fig.2 ersichtlich, können die die oberen und unteren Führungselemente- bzw. Rollen-Serien 9, 10 jeweils wiederum in (Sub-)Serien spezifischer Rollen mit unterschiedlichen Durchmessern und/oder Achsabständen gegliedert sein.
-
Die Führungselemente der oberen Führungselemente-Serie 10 sind selektiv tiefenverstellbar bzw. können an die Führungselemente der unteren Führungselemente-Serie 9 angenähert werden. Eine Verstellung der Führungselemente der oberen Führungselemente-Serie 10 und somit eine Veränderung des lichten Aufnahmequerschnitts 12 der Strangführungsvorrichtung 6 kann z.B. mittels eines hydraulischen Antriebs erfolgen. Eine der gewünschten Strangdicke d entsprechende und zwischen einander gegenüberliegenden oberen und unteren Führungselementen gemessene lichte Aufnahmebreite 12 des Aufnahmeschachts 11 der Strangführungsvorrichtung 6 könnte z.B. von 115 mm auf einen Bereich zwischen 90 und 105 mm verkleinert werden.
-
Da ein in einem schmäleren Aufnahmeschacht 11 geführter Strang 3 schneller erstarrt und auskühlt, müsste die Gießgeschwindigkeit sowie äquivalent dazu der die Walzstraßen 4, 5 durchlaufende Volumenstrom erhöht werden, wenn man die Sumpfspitze des Stranges weiterhin möglichst nahe an das Ende der Strangführungsvorrichtung 6 heranführen möchte.
-
Zur Dickenreduzierung des Stranges 3 sind z.B. drei bis acht Führungselemente(-Paare) eines der Kokille 2 zugewandten - aber nicht zwingend an die Kokille 2 anschließenden - ersten Führungssegmentes 16' verstellbar. Alternativ können auch mehrere aneinandergereihte Führungssegmente 16 zur LCR-Dickenreduzierung angewendet werden, die unmittelbar oder mittelbar an die Kokille anschließen.
-
Die Strangdicke d bzw. die lichte Aufnahmebreite 12 ist in Abhängigkeit des Materials des Stranges 3 und/oder in Abhängigkeit der Gießgeschwindigkeit einstellbar.
-
Die Verstellung der jeweiligen Führungselemente 9, 10 erfolgt in einer im Wesentlichen orthogonal zur Transportrichtung des Stranges verlaufenden Richtung, wobei sowohl die oberen Führungselemente 10 als auch die unteren Führungselemente 9 verstellbar sein können. Wie in Fig.3 ersichtlich, sind obere Führungselemente 10 an korrespondierenden Stützelementen 17 angelenkt, welche vorzugsweise hydraulisch verstellbar sind.
-
Die verstellbaren Führungselemente 9, 10 sind vorzugsweise in einer der Gießanlage 2 zugewandten vorderen Hälfte, vorzugsweise in einem der Gießanlage 2 zugewandten vorderen Viertel der Längserstreckung der Strangführungsvorrichtung 6 angeordnet.
-
Die Einstellung der Strangdicke d bzw. der lichten Aufnahmebreite 12 kann quasi-statisch erfolgen, d.h. einmalig, kurz nach Gießbeginn, sobald einer der Vorwalzstraße 4 zugewandter Kopfbereich des gegossenen Stranges 3 das Ende der Strangführungsvorrichtung 6 erreicht bzw. die LCR-Führungselemente passiert hat, oder auch dynamisch, d.h. während des Gießprozesses bzw. während des kontinuierlich-quasistationären Durchgangs des Stranges 3 durch die Strangführungsvorrichtung 6. Bei der dynamischen Einstellung der Strangdicke d wird diese während des Durchgangs eines Stranges 3 durch die
Strangführungsvorrichtung 6 beliebig oft, unter Verwendung eines unten anhand von Fig.6 erläuterten Zusammenhanges als Leitlinie, verändert.
-
Fig.4 zeigt ein Prozessdiagramm zur Veranschaulichung des erfindungsgemäßen Herstellungsverfahrens. Anhand dieser Darstellung ist erkennbar, warum erfindungsgemäß angestrebte hohe Fertigungskapazitäten bei gattungsgemäßen Anlagen zur Herstellung von Stahlwarmband nur bei Einhaltung erfindungsgemäß vorgeschlagener Gießparameter, nämlich bei gegenüber bekannten Verfahren vergleichsweise großen Strangdicken und großen metallurgischen bzw.
Strangstützlängen L erzielbar sind.
-
Auf der Ordinate des Diagramms gemäß Fig.4 ist die Gießgeschwindigkeit in der Einheit [m/min] aufgetragen, während auf der Abszisse die Strangdicke in der Einheit [mm] aufgetragen ist. Es sind annähernd parabelförmige Linien 20a, 20b, 21a, 21b, 22a, 22b,, 23a, 23b, 24a und 24b eingezeichnet, welche jeweils einer Gießcharakteristik bei einer bestimmten metallurgischen bzw. Strangstützlänge L entsprechen.
-
Hierbei sind für ausgewählte Strangstützlängen L jeweils mehrere Linien dargestellt, da unterschiedliche Stahlgüten verschieden schnell kühlbar sind und verschiedene Erstarrungsgeschwindigkeiten besitzen.
-
Die Linien 20a und 20b entsprechen einer Strangstützlänge L von 15,2 m, wobei Linie 20a ein anderer materialspezifischer (globaler) Erstarrungsfaktor k zugrunde liegt als Linie 20b und diese beiden miteinander verwandten Linien daher voneinander differieren.
-
Der Erstarrungsfaktor k trägt die Einheit [mm/√min] und liegt für gegenständlich relevante Stahlgüten zwischen 24-27 mm/√min, vorzugsweise zwischen 25 und 26 mm/√min.
-
Die Linien 21a und 21b entsprechen einer Strangstützlänge L von 17,5 m, wobei den Linien 21a und 21b analog zu den Linien 20a und 20b wiederum ein unterschiedlicher Erstarrungsfaktor k zugrunde liegt.
-
Die Linien 22a und 22b entsprechen einer erfindungsgemäß bevorzugten Strangstützlänge L von 18,5 m und differieren wiederum lediglich hinsichtlich eines spezifischen Erstarrungsfaktors k.
-
Die Linien 23a und 23b entsprechen einer erfindungsgemäß besonders bevorzugten Strangstützlänge L von 20 m und differieren wiederum hinsichtlich eines spezifischen Erstarrungsfaktors k.
-
Die Linien 24a und 24b entsprechen einer erfindungsgemäß besonders bevorzugten Strangstützlänge L von 21,6 m und differieren ebenfalls hinsichtlich eines spezifischen Erstarrungsfaktors k.
-
Aufgrund der bereits dargelegten Problematik der Sumpfspitzenposition des Stranges 3 versteht es sich, dass bei einem Gießprozess eine umso kleinere Gießgeschwindigkeit zu wählen ist, je kürzer die Strangstützlänge L einer jeweiligen Anlage ist (eine in Transportrichtung 15 über das Ende 14 der Strangführungsvorrichtung 6 hinauswandernde Sumpfspitze würde zu einem Aufplatzen des Stranges 3 führen).
-
Umgekehrt kann aus dem Diagramm gemäß Fig.4 herausgelesen werden, welche erforderliche Strangdicke man bei einem optimierten Gießprozess wählen muss, wenn man mit einer gewünschten Gießgeschwindigkeit gießen will.
-
Schneidet man in Diagramm gemäß Fig.4 z.B. die Linie 24 b (L=21,6 m) mittels einer vertikalen Linie bei einer Stranglänge von 110 mm und wandert vom erhaltenen Schnittpunkt nach links auf die Ordinate, so erhält man eine zulässige Gießgeschwindigkeit von knapp oberhalb 5 m/min.
-
Die Gießcharakteristiken gemäß Fig.4 sind rein exemplarisch gewählt und nicht einschränkend zu verstehen. Grundsätzlich ergibt sich für jede Strangdicke kein fixer Geschwindigkeitswert, sondern stets ein korrespondierender Geschwindigkeitsbereich (und umgekehrt), unter dem der Gießprozess sinnvoll führbar ist (in Fig.4 mit "inventional area" bezeichnet). Ebenso ist die Strangstützlänge L nicht auf einen bestimmten Wert wie z.B. 18 m zu reduzieren, sondern es hat sich erwiesen, dass Strangstützlängen L, welche größer als 17,5 m (und vorzugsweise kleiner als 23 m) sind, bereits eine wesentliche Kapazitätssteigerung gegenüber bekannten Anlagen ermöglichen.
-
Z.B. ergibt sich für eine Strangstützlänge L von ca. 22m (im Ausführungsbeispiel gemäß Fig.4 anhand der Linien 24a, 24b nachzuvollziehen, welche jedoch jeweils einer exakten Strangstützlänge L von 21,6 entsprechen) ein sinnvoller Gießgeschwindigkeitsbereich von 4,2-6,5 m/min, wenn eine Strangdicke von 96-117,5 mm gegossen wird.
-
Berechnungen haben ergeben, dass z.B. bei einer Strangstützlänge L von 22 m (was im Wesentlichen den Linien 24a und 24b entspricht), eine gattungsgemäße Anlage 1 zur Herstellung von Strahlwarmband eine Fertigungskapazität von ca. 3,8 Millionen Tonnen pro Jahr (mtpy) erreichen kann, was gegenüber Anlagen gemäß dem Stand der Technik eine große Steigerung bedeutet.
-
Fig.5 zeigt ein Diagramm zur Veranschaulichung des Jahresdurchsatzes (Linie 25), der Gießgeschwindigkeit (Linie 26) und des breitenspezifischen Volumenstroms (Linie 27) in Abhängigkeit der auf der Abszisse aufgetragenen Strangdicke (bei einer Strangbreite von 1880 mm).
-
Fig.6 veranschaulicht den Zusammenhang der Strangdicke d mit der Gießgeschwindigkeit vc, wobei eine Einstellung von (Ziel- )Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d anhand erfindungsgemäß vorgeschlagener Geschwindigkeitsfaktoren K ermittelbar ist. Der Zusammenhang der Einstellung der Strangdicke d in Zusammenhang mit der Gießgeschwindigkeit vc wird nach der in einer Einrichtung hinterlegten Formel:
- vc=[K_lowerLimit ... K_upperLimit]/d2 hergestellt.
-
Die folgenden Angaben beziehen sich auf einen stationär-kontinuierlichen Betrieb der Anlage, worunter im vorliegenden Zusammenhang Betriebsphasen mit einer Zeitdauer >10 Minuten verstanden werden, während welcher die Gießgeschwindigkeit vc (im Unterschied zu z.B. einer Angießphase) im Wesentlichen konstant bleibt.
-
Die Wahl des Geschwindigkeitsfaktors K ist neben der Strangstützlänge L insbesondere vom C-Gehalt der vergossenen Stähle bzw. von deren Abkühlcharakteristik abhängig. Schnell erstarrende Stahlgüten erlauben einen Betrieb der Anlage mit relativ hohen Gießgeschwindigkeiten vc, während für langsamer erstarrende Stahlgüten geringere Gießgeschwindigkeiten vc zu wählen sind, um ein Ausbauchen und Aufplatzen des Stranges im Bereich der Sumpfspitz zu verhindern. Die folgenden Tabellen beziehen sich auf zu Strängen vergossene Stahlgüten, die "hart" zu kühlen sind, d.h. schnell erstarren und die "mittelhart" zu kühlen sind, d.h. etwas langsamer erstarren.
-
Für den Geschwindigkeitsfaktor K sind jeweils Korridorbereiche angegeben, innerhalb welcher ein gießtechnischer Betrieb effizient und sinnvoll durchführbar ist. Ein strangstützlängenspezifischer Korridorbereich wird gemäß folgender Tabellen jeweils von einem Geschwindigkeitsfaktor K_upperLimit und einem Geschwindigkeitsfaktor K_lowerLimit begrenzt.
-
Die Wahl des Geschwindigkeitsfaktors K ist abhängig von der Strangstützlänge L und von der Stahlgüte, insbesondere vom Kohlenstoff-Gehalt der vergossenen Stähle, deren Erstarrungs-oder Umwandlungscharakterisitik, deren Festigkeits- bzw. Duktilitätseigenschaften und weiteren
Werkstoffcharakteristiken abhängig.
-
Zur Kühlung des Stranges 3 wird auf diesen im Bereich der Strangführungsvorrichtung 6 (zwischen dem unteren Ende der Kokille 2 und dem der Vorwalzstraße 4 zugewandten Ende 14 der Strangführungsvorrichtung 6) ein Kühlmittel, vorzugsweise Wasser, aufgebracht. Das Aufbringen des Kühlmittels auf den Strang 3 erfolgt mittels einer nicht dargestellten Spritzeinrichtung, welche eine beliebige Anzahl in beliebigen Konfigurationen (z.B. hinter und/oder neben und/oder zwischen den Führungselementen 9, 10) angeordneten Spritzdüsen umfasst.
-
Für eine harte Kühlung werden 3 bis 4 Liter Kühlmittel pro kg Strangstahl aufgewendet, für eine mittelharte Kühlung 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl und für eine weiche Kühlung < 2,5 Liter (vorzugsweise 1-2,2 Liter) Kühlmittel pro kg Strangstahl. Die für eine harte, mittelharte und weiche Kühlung genannten Kühlmittelmengen überschneiden sich aufgrund bereits oben angeführter konstruktiver Ausführungsmerkmale der Spritzeinrichtung und der Strangführungsvorrichtung 6.
-
Unter exemplarisch gewählten, im Wesentlichen gleichen Konstruktions- und Randbedingungen der Spritzeinrichtung und der Strangführungsvorrichtung 6 könnten etwa zur Realisierung einer harten Kühlung 3 bis 4 Liter, zur Realisierung einer mittelharten Kühlung 2 bis 3 Liter und zur Realisierung einer weichen Kühlung 1,bis 2 Liter Kühlmittel pro kg Strangstahl aufgebracht werden.
Tabelle 1: Geschwindigkeitsfaktor K für Stahlgüten mit geringem C-Gehalt (< 0,16%) und relativ harter Kühlung (3 - 4 1 Kühlmittel / kg Strangstahl) : | | L = 17,5 m | L = 21.5 m | L = 23 m |
| K_upperLimit | 48900 | 60300 | 64600 |
| K_lowerLimit | 42000 | 51600 | 55200 |
Tabelle 2: Geschwindigkeitsfaktor K für Stahlgüten mit C-Gehalt > 0,16% und mittelharter Kühlung (2 - 3,5 1 Kühlmittel / kg Strangstahl) : | | L = 17,5 m | L = 21.5 m | L = 23 m |
| K_upperLimit | 46500 | 57200 | 61900 |
| K_lowerLimit | 39600 | 48300 | 52100 |
Tabelle 3: Geschwindigkeitsfaktor K für spezielle Stahlgüten und weicher Kühlung (1,0 - 2,2 Kühlmittel / kg Strangstahl): | | L = 17,5 m | L = 21.5 m | L = 23 m |
| K_upperLimit | 44100 | 54050 | 59000 |
| K_lowerLimit | 37100 | 44800 | 48900 |
-
So ist es gemäß einer bevorzugten Betriebsführung gemäß Tabelle 1vorgesehen, dass für hart zu kühlende Strangstähle, d.h. unter Aufbringung von 3 bis 4 Liter Kühlmittel pro kg Strangstahl, der Zusammenhang der in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen
Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten wird, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer vorzugsweise minimalen Strangstützlänge Lmin von 17,5 m in einem Korridorbereich von 42000 bis 48900, vorzugsweise in einem Korridorbereich von 45500 bis 48900 liegt, während der Geschwindigkeitsfaktor K bei einer vorzugsweise maximalen Strangstützlänge Lmax von 23 m in einem Korridorbereich von 55200 bis 64600, vorzugsweise in einem Korridorbereich von 59900 bis 64600 liegt.
-
Zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den vorzugsweisen Strangstützlängen Lmin und Lmax liegenden Strangstützlängen L ist eine Interpolation zwischen den vorangehend angeführten Korridorbereichen (unter Erhalt eines weiteren, nicht in den Tabellen angeführten Korridorbereichs) durchführbar. So ergibt sich etwa für eine Strangstützlänge L von 21,5 m für Stahlgüten mit C-Gehalt < 0,16% und relativ harter Kühlung ein Korridorbereich von 51600 bis 60300. Eine Interpolation zwischen den Korridorbereichen erfolgt auf eine im Wesentlichen lineare Weise.
-
Im Falle von Strangstützlängen > Lmax ist auch eine Extrapolation zu den vorangehend angeführten
Korridorbereichen möglich.
-
Gemäß Tabelle 2 empfiehlt sich für Stahlgüten mit einem C-Gehalt > 0,16% und mittelharter Kühlung das Heranziehen eines Geschwindigkeitsfaktors K bei einer Strangstützlänge L von 17,5 m aus einem Korridorbereich von 39600 bis 46500 und bei einer Strangstützlänge L von 21,5 m aus einem Korridorbereich von 48300 bis 57200 und bei einer Strangstützlänge L von 23 m aus einem Korridorbereich von 52100 bis 61900.
-
Gemäß Tabelle 3 empfiehlt sich für weich zu kühlende Stahlgüten, d.h. unter Aufbringung von 1 bis 2,5 Liter Kühlmittel pro kg Strangstahl das Heranziehen eines Geschwindigkeitsfaktors K bei einer Strangstützlänge L von 17,5 m aus einem Korridorbereich von 37100 bis 44100 und bei einer Strangstützlänge L von 21,5 m aus einem Korridorbereich von 44800 bis 54050 und bei einer Strangstützlänge L von 23 m aus einem Korridorbereich von 48900 bis 59000.
-
Fig.6 zeigt ein Diagramm mit zu den vorangehend angeführten Geschwindigkeitsfaktoren K korrespondierenden Kennlinien 28-33. Auf der Abszisse des Diagramms ist die (am Ende der Strangführungsvorrichtung 6 bzw. beim Einlauf in die Vorwalzstraße 4 gemessene) Strangdicke d in der Einheit [mm] aufgetragen, auf der Ordinate die Gießgeschwindigkeit in der Einheit [m/min].
-
Die Kennlinien 28, 29 und 30 gelten für Strangstützlängen L=17,5 m, die Kennlinien 31, 32 und 33 für Strangstützlängen L=21,5 m.
-
Maßgeblich für eine effiziente Betriebsführung der Anlage sind jeweils die obersten, für eine spezifische
Strangstützlänge L geltenden Kennlinien, somit gemäß Fig.6 für Strangstützlängen L=17,5 m die Kennlinie 28 und für Strangstützlängen L=21,5 m die Kennlinie 31.
-
Die obersten, für eine spezifische Strangstützlänge L geltenden Kennlinien korrespondieren mit den vorangehend tabellarisch angeführten Geschwindigkeitsfaktoren K_upperLimit. Konkret entspricht Kennlinie 28 einem Geschwindigkeitsfaktor K von 48900 und Kennlinie 31 einem Geschwindigkeitsfaktor K von 60300. Die Kennlinien 28 und 31 entsprechen somit rasch erstarrenden Stahlgüten, welche unter Einhaltung standardisierter Qualitätskriterien eine hohe Gießgeschwindigkeit und Wärmeabfuhr erlauben.
-
Die gemäß Fig.6 untersten, für eine spezifische Strangstützlänge L geltenden Kennlinien (für
Strangstützlängen L=17,5 m: Kennlinie 30; für Strangstützlängen L=21,5 m: Kennlinie 33) entsprechen den tabellarisch angeführten Geschwindigkeitsfaktoren K_lowerLimit.
-
Die den Kennlinien 32 und 33 entsprechenden Stahlgüten sind aufgrund ihrer langsameren Erstarrung nicht so "hart", d.h. nicht so schnell kühlbar wie eine der Kennlinie 31 entsprechende Stahlgüte. Ebenso sind die den Kennlinien 29 und 30 entsprechenden Stahlgüten nicht so schnell kühlbar wie eine der Kennlinie 28 entsprechende Stahlgüte.
-
Die Kühlgeschwindigkeit bestimmt maßgeblich die Position der Sumpfspitze innerhalb des Stranges 3. Oberhalb der stahlgütenspezifischen Kennlinien 28-31 liegende Gießgeschwindigkeits-Bereiche sind zu vermeiden, um ein Ausbauchen und Aufplatzen des Stranges 3 im Bereich der Sumpfspitze zu vermeiden. Mit anderen Worten stellen die Kennlinien 28-31 Grenz-Gießgeschwindigkeitskurven für verschiedene Stahlsorten dar.
-
Bei einer in Fig.6 mit dem Ausgangspunkt eines Pfeiles 31' identische Betriebsführung mit einer Gießgeschwindigkeit vc= 6,5 m/min und einer Strangdicke d=104,5 mm läge z.B. die Sumpfpitze des Stranges 3 am Ende der Strangführungsvorrichtung 6, d.h. möglichst nahe am Eintritt in die Vorwalzstraße 4, wodurch ein optimales Ausnutzen der Gießhitze für den nachfolgenden Walzprozess gewährleistet ist. Wenn nun, wie durch Pfeil 31' exemplarisch dargestellt, die Gießgeschwindigkeit vc aus betriebstechnischen Gründen auf 5 m/min verringert wird, müsste gemäß Pfeil 31" ein Anheben der Strangdicke d auf annähernd 110 mm erfolgen, um die Sumpfpitze des Stranges 3 weiterhin am Ende der Strangführungsvorrichtung 6 zu halten und ein optimales Ausnutzen der Gießhitze für im nachfolgenden Walzprozess zu gewährleisten.
-
Umgekehrt muss bei einer Erhöhung der Gießgeschwindigkeit vc (z.B. nachdem betriebstechnische Probleme, welche eine temporäre Drosselung der Gießgeschwindigkeit vc erforderlich machten, behoben wurden) die Strangdicke d entsprechend reduziert werden.
-
Bei den betriebstechnischen Gründen, welche eine Reduzierung der Gießgeschwindigkeit vc erforderlich machen, kann es sich z.B. um über Sensoren erfasste Unregelmäßigkeiten im Bereich des Schiebers oder der Kokille, insbesondere am Badspiegel der Kokille oder um Abweichungen der Strangtemperatur von vorgegebenen Werten handeln.
-
Eine Änderung der Strangdicke d kann durch eine vorangehend beschriebene dynamische LCR-Dickenreduzierung mittels des LCR-Führungssegmentes 16' erfolgen.
-
Fällt die Gießgeschwindigkeit vc aus den vorangehend angeführten Zusammenhängen nach unten, wird die Betriebsmannschaft durch eine Ausgabeeinrichtung darauf hingewiesen, um die Liquid Core Reduction (LCR) so zu verringern, dass die Strangdicke d ansteigt, und um so den erfindungsgemäßen Zusammenhang bzw. einen jeweiligen Korridorbereich wieder zu erreichen. Erfindungsgemäß ist dabei bevorzugt ein oberer Bereich des Korridors anzustreben.
-
Je nachdem, was von den Betreibern als Hauptparameter der Anlage angesehen wird (die Strangdicke d oder die Gießgeschwindigkeit vc), kann ausgehend von einer gewünschten Strangdicke d eine korrespondierende Ziel-Gießgeschwindigkeit vc gewählt werden oder es kann ausgehend von einer gewünschten Gießgeschwindigkeit vc die Strangdicke d entsprechend variiert werden.
-
Es sei angemerkt, dass im Sinne einer hohen
Betriebsstabilität vorangehend beschriebene Änderungen der Strangdicke d nur bei relevanten Änderungen der Gießgeschwindigkeit vc (z.B. bei Änderungen von vc um ca. 0,25 m/min) durchgeführt werden und nicht bei jeder geringfügigen Abweichung der Gießgeschwindigkeit vc von einer jeweils gewünschten Ziel-Gießgeschwindigkeit.
-
In Anlehnung an die erfindungsgemäßen Kennlinien bzw. an die korrespondierenden Geschwindigkeitsfaktoren K kann bei abnehmender Gießgeschwindigkeit vc die Strangdicke d erhöht und dadurch der Materialdurchsatz erhöht und somit optimiert werden.
-
Da eine Gießgeschwindigkeit vc oberhalb von etwa 7m/min für ein stabiles Gießen kaum zugänglich sind, wurde dieser Bereich aus dem Diagramm gemäß Fig.6 ausgeblendet.