EP2441539A1 - Energy and output-optimised method and assembly for producing hot rolled steel strips - Google Patents
Energy and output-optimised method and assembly for producing hot rolled steel strips Download PDFInfo
- Publication number
- EP2441539A1 EP2441539A1 EP10187209A EP10187209A EP2441539A1 EP 2441539 A1 EP2441539 A1 EP 2441539A1 EP 10187209 A EP10187209 A EP 10187209A EP 10187209 A EP10187209 A EP 10187209A EP 2441539 A1 EP2441539 A1 EP 2441539A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strand
- slab
- thickness
- casting
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
- B21B1/463—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting in a continuous process, i.e. the cast not being cut before rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/041—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for vertical casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/043—Curved moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/1206—Accessories for subsequent treating or working cast stock in situ for plastic shaping of strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
- B22D11/1246—Nozzles; Spray heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
- B22D11/1282—Vertical casting and curving the cast stock to the horizontal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/14—Plants for continuous casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/14—Plants for continuous casting
- B22D11/142—Plants for continuous casting for curved casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
- B22D11/225—Controlling or regulating processes or operations for cooling cast stock or mould for secondary cooling
Definitions
- the invention relates to a process for the continuous or semi-continuous production of steel hot strip, which starting from a by a Strand guiding device guided strand is rolled in a roughing mill to an intermediate belt and subsequently in a finishing train to an end belt, according to claim 1 and a corresponding system for carrying out this method according to claim 22nd
- the beginning of the strand can therefore already be finished rolled to a steel strip to the final thickness, while the casting plant continues to pour on the same strand, so there is no end of the strand exists.
- the cast strands are divided after casting and fed the separated strands or slabs without intermediate storage and cooling to ambient temperature of the rolling mill.
- the strand emerging from the mold of the casting plant first passes through a strand guiding device directly following the mold.
- the strand guiding device also referred to as "strand guiding corset”
- the support rollers are rotatable about an axis orthogonal to the transport direction of the strand.
- individual guide elements may also be used as static, e.g. run skid-shaped components.
- these are arranged on both sides of the strand broad sides, so that the strand is guided by upper and lower guide element series and conveyed to a roughing mill.
- the strand is supported not only by the strand guiding device, but also by a lower end portion of the mold, which is why the mold could also be regarded as part of the strand guiding device.
- the Strangerstarrung begins at the upper end of the (run) kokille at the bath level, the so-called "meniscus", the mold is typically about 1m long (0.3 - 1.5m).
- the Strand guiding device therefore has a substantially curved over an angular range of 90 ° course.
- the emerging from the strand guide device strand is reduced in thickness in the roughing mill (HRM, High-Reduction Mill), the resulting intermediate band is heated by means of a heater and rolled finished in a finishing train.
- HRM roughing mill
- the finishing train is hot rolled, that is, the rolling stock has a temperature above its recrystallization temperature during rolling. For steel this is the range above about 750 ° C, usually is rolled at temperatures up to 1200 ° C warm.
- the metal is usually in the austenitic state, where the iron atoms are arranged cubic face centered.
- the austenite area of a steel depends on the steel composition, but is usually above 800 ° C.
- the steel strips produced are processed, inter alia, for motor vehicles, household appliances and the construction industry.
- EP 0 415 987 B1 EP 1 469 954 B1 and DE 10 2007 058 709 A1 and WO 2007/086088 A1 known.
- ESP plant for steel hot strip production of the company Arvedi comprises a subsequent to a continuous caster Vorwalz No with three roughing stands, two band-separating devices, an induction furnace for intermediate heating of the pre-rolled intermediate strip, followed by a finishing train with five finishing stands.
- the from the pre-rolling emerging end band is cooled in a cooling section and wound by means of three underfloor reels to tape rolls with a weight of up to 32 tons.
- the underfloor coiler is preceded by a separation device in the form of a high-speed shear.
- the production capacity of this single-stranded production line is about 2 million tonnes per year (mtpy).
- the strand guiding device forms between the guide elements or the strand support rollers a partially curved receiving shaft for receiving the freshly cast (still having a liquid core) strand.
- end of the strand guiding device is thus understood in the present context intended for strand contacting guide surface or surface line of the last of the roughing facing guide element or the last support roller of the upper guide elements series.
- liquid sump That inner region of the strand, which is still liquid or from doughy-marshy consistency is hereinafter referred to as liquid sump.
- a kokillenfernere "Sumpfspitze" of the liquid sump is defined as that central cross-sectional area of the strand, in which the temperature just corresponds to the steel solidus temperature and then drops below this. The temperature of the sump tip therefore corresponds to the solidus temperature of the respective steel grade (typically between 1300 ° C and 1535 ° C.
- the aim is to increase the capacity of the plant while further optimizing the production of steel hot-rolled strip for a variety of steel grades, cooling parameters and strand thicknesses.
- the sump tip, d.i. the just still doughy cross-sectional core of the strand conveyed in the strand guide device is always as far as possible from the mold and as close as possible to the end of the strand guide device and thus as close as possible to the entrance to the roughing mill.
- the casting speed or the volume flow passing through the strand guiding device must not be too great, since in such a case the swamp tip is moved beyond the strand guiding device and thus into the air Inflation and bulging of the strand or the steel warming strap could take place.
- a process for the continuous or semi-continuous production of steel hot strip, which is rolled starting from a guided through a strand guide strand in a roughing to an intermediate strip and subsequently in a finishing train to an end strip according to the invention is characterized in that cast in a casting strand in the Liquid Core Reduction (LCR) method is reduced by means of the subsequent strand guiding device with liquid cross-sectional core of the strand to a thickness between 85 and 120 mm, preferably to a thickness between 95 and 115 mm, one between the meniscus, ie the pouring of the Casting plant and a strand support length measured at the end of the strand guiding device facing the rough rolling mill is greater than or equal to 17.5 m and wherein a casting speed V C is in a range of 3.8-7 m / min.
- LCR Liquid Core Reduction
- the steel strip has a sufficiently hot cross-sectional core during its reduction in thickness in the downstream of the strand guide device Vorwalz No.
- the strand support length is greater than or equal to 18.5 m, preferably in a range between 18.7 and 23 m, particularly preferably between 20.1 and 23 m.
- a rough rolling of the strand into an intermediate strip in at least four rolling passes, i. using four roughing stands, preferably in five rolling passes, i. carried out using five roughing stands.
- the four or five rolling passes taking place in the rough rolling mill take place within a maximum of 80 seconds, preferably within a maximum of 5 seconds.
- the first rolling pass in the roughing train takes place within a maximum of 7 minutes, preferably within not more than 6.2 minutes, from the start of solidification of the liquid extruded steel present in the casting installation.
- the first pass in the roughing mill takes place within a maximum of 5.8 minutes, even at casting speeds in the region of 4 m / min.
- a reduction of the thickness of the strand by 35-60%, preferably by 40-55% takes place in the roughing mill per rolling pass.
- a temperature loss rate of the intermediate strip emerging from the rough rolling mill is below a maximum of 3 K / m, preferably below a maximum of 2.5 K / m. It would also be conceivable to realize temperature loss rates ⁇ 2 K / m. Such a temperature loss rate is achieved by heat radiation and / or convection from the intermediate belt and can be controlled by an appropriate choice of thermal boundary conditions (covers, tunnels, cold air, humidity, ...) and transport speed or mass flow.
- heating of the intermediate strip leaked from the roughing train by means of an inductive heating device, preferably in the transverse field heating method, starting at a temperature above 770 ° C, preferably above 820 ° C to a temperature of at least 1110 ° C, preferably to a temperature above 1170 ° C.
- the heating of the intermediate band takes place within a time period of 4 to 25 seconds, preferably within a period of 5 to 13 seconds.
- the time interval between the first pass and the inlet to the heating device does not exceed 105 seconds for intermediate strip thicknesses of 5-10 mm, preferably not longer than 70 seconds.
- a finish rolling of the heated intermediate strip in the finishing train in four rolling passes, i. using four finishing stands or in five rolling passes, i. using five finishing stands to an end strip with a thickness of ⁇ 1.5 mm, preferably ⁇ 1.2 mm.
- rolling to final thicknesses of ⁇ 1 mm is also possible.
- the rolling passes carried out within the finishing train through the five or four finishing mills take place within a maximum period of 16 seconds, preferably within a maximum period of 8 seconds.
- the extruded from the mold and entering the strand guide device strand has a strand thickness between 105 and 130 mm, preferably a strand thickness between 115 and 125 mm.
- LCR- liquid core reduction
- the strand thickness quasi-static i. shortly after the start of pouring or the casting of a casting sequence, as soon as the "leading strand area", referred to as the "strand head”, has passed the guide elements intended for reducing the thickness, it is set once.
- the strand thickness may be dynamically adjustable, i. is arbitrarily variable during the casting process or during the passage of the strand through the strand guiding device.
- the dynamic setting is then preferably set by the operating team depending on the steel grade and the actual casting speed, if this changes only on a case-by-case basis.
- the LCR thickness reduction is between 0 and 30 mm, preferably between 3 and 20 mm.
- this function can also be taken over by an automated device, in particular if very frequent thickness or Speed changes would be common or required.
- Corridor areas are specified for the speed factor K, within which a casting operation can be carried out efficiently and meaningfully.
- a coolant preferably water
- the application of the coolant to the strand takes place by means of an injection device, which can comprise any desired number of spray nozzles.
- influencing factors for the speed of the strand cooling are the design of the guide elements or strand support rollers of Strand guiding device (internal or shell-cooled strand support rollers), the arrangement of the support rollers, in particular the ratio of the support roller diameter to the distance between adjacent support rollers, the spray character of the nozzles and the coolant or water temperature.
- a specific speed factor K takes place in particular as a function of the steel grade or the cooling characteristic of the strand.
- a speed factor K lying in the upper region of a corridor region proposed according to the invention can be used, while for slower steel grades a velocity factor K lying in the middle or lower region of a corridor region proposed according to the invention is used.
- the detailed / refined choice of the speed factor is in addition to the strand support length in particular the carbon content of the cast steels, their solidification or conversion characteristics, their strength or ductility properties, etc. dependent.
- An operational management according to the inventively proposed speed factors K allows optimal utilization of the casting heat contained in the strand for the subsequent rolling process and an optimization of the material throughput and thus a productivity advantage (with operational decrease of the casting speed, the strand thickness can be increased and thereby the material throughput can be increased).
- Claim 22 is directed to a system for carrying out the method according to the invention for the continuous or semi-continuous production of steel strip, comprising a casting machine with a mold, a subordinate strand guiding device, a downstream Vorwalz Sounds, one of these downstream, inductive heating and one of these downstream finishing train, said the strand guiding device has a lower series of guide elements and a parallel or converging arranged upper series of guide elements and formed between the two guide element series for receiving the strand emerging from the casting strand receiving shaft, which by forming different distances between opposing guide elements to each other in the transport direction the strand is at least partially tapered and thus the strand is thickness reducible.
- the receiving shaft has, at its end facing the rough rolling line, a receiving width between 85 and 120 mm, preferably between 95 and 115 mm, corresponding to the strand thickness of the strand, wherein an end of the receiving shaft facing between the casting level of the casting plant and that of the roughing line the strand guiding device measured strand support length is greater than or equal to 17.5 m and wherein a control device is provided, by means of which the casting speed v c of the strand 3 in a range between 3.8 - 7 m / min is durable.
- the clear receiving width of the receiving shaft at its input of the casting line input range between 105 and 130 mm, preferably between 115 and 125 mm.
- the strand support length is greater than or equal to 18.5 m, preferably in a range between 18.7 and 23 m, particularly preferably between 20.1 and 23 m.
- the roughing mill comprises four or five roughing stands.
- a thermal cover is provided between the end of the receiving shaft and the strand guide device and an inlet region of the roughing, at least partially surrounds a conveyor device provided for transporting the strand and thus a cooling of the strand delayed.
- the heating device as an inductive transverse field heating furnace is formed, by means of which the strand, starting at a temperature above 770 ° C, preferably above 820 ° C to a temperature of at least 1110 ° C, preferably to a temperature of above 1170 ° C can be heated.
- the finishing train comprises four or five finishing mills, by means of which an intermediate strip emerging from the roughing train can be reduced to an end strip with a thickness ⁇ 1.5 mm, preferably ⁇ 1.2 mm.
- the finishing mills are arranged at intervals of ⁇ 7 m, preferably at intervals of ⁇ 5 m to each other, wherein the distances between the working roll axes of the finishing mills are measured.
- certain guide elements are adjustable to reduce the thickness of the strand and thereby a clear receiving width of the receiving shaft is reduced or increased, the strand thickness or the clear receiving width depending on the material of the strand and / or the casting speed is adjustable.
- the adjustable guide elements are arranged in a front half facing the mold, preferably in a front quarter of the longitudinal extension of the strand guide device facing the mold.
- a work roll axis of a first roughing stand next to the strand guide device of the roughing mill is not more than 7 m, preferably not more than 5 m the end of the strand guiding device is arranged.
- an inlet end facing the pre-rolling line Heating device is arranged a maximum of 25 m, preferably not more than 19 m after the work roll axis of the roughing stand nearest the heater.
- Fig.1 shows schematically a plant 1, by means of which a method according to the invention for the continuous or semi-continuous production of steel hot strip is feasible.
- the mold 2 is preceded by a pan 35, which feeds a distributor 36 with liquid steel via a ceramic inlet nozzle.
- the distributor 36 subsequently charges the mold 2, to which a strand guiding device 6 adjoins.
- a rough rolling 4 which may consist of a - as here - or of several scaffolds and in which the strand 3 is rolled to an intermediate thickness.
- a rough rolling 4 which may consist of a - as here - or of several scaffolds and in which the strand 3 is rolled to an intermediate thickness.
- the transformation of cast structures into fine-grained rolling structures takes place.
- Annex 1 also includes a series of in Fig.1 not shown components such as Descaling devices 37, 38 and in Fig.1 Separation devices, not shown, which essentially correspond to the prior art and therefore on which Place not discussed.
- the severing devices for example in the form of high-speed shears, can be arranged at any position of the plant 1, in particular between the rough rolling mill 4 and the finishing train 5 and / or in a downstream region of the finishing train 5.
- the heater 7 is designed in the present embodiment as an induction furnace.
- a transverse field heating induction furnace is used, which makes the system 1 particularly energy efficient.
- the heater 7 could also be used as a conventional oven e.g. be executed with flame exposure.
- the intermediate band 3 ' is brought relatively uniformly over the cross section to a desired inlet temperature for the inlet to the finishing train 5, wherein the inlet temperature usually depending on the steel grade and subsequent rolling in the finishing train 5 between 1000 ° C and 1200 ° C is.
- a strand support length L measured between the meniscus 13, ie the casting level of the casting plant 2 and one of the rough rolling line 4, 14 is measured to be greater than or equal to 17.5 m, preferably greater than or equal to 17.5.
- the strand support length L is greater than or equal to 18.5 m, preferably the strand support length L is in a range between 18.7 (even better 20.1) and 23 m.
- a casting speed v c of the strand 3 measured during stationary continuous operation of the system is in a range of 3.8-7 m / min.
- the strand support length L is in this case between the meniscus 13 of the mold or the caster 2 and the axis of the last, a Vorwalz No 4 facing roller one and described in more detail below upper guide elements series 10 measured (considered in a side view of Appendix 1 to the Axes of the roles parallel viewing direction according to Fig.1 ).
- the strand support length L is measured at an outer broad side of the strand 3 or the strand guiding device 6 (and a section of the interior of the mold 2) opposite the center of the radius of curvature of the strand 3 or the strand guiding device 6.
- Fig.2 a concentric to the strand support length L auxiliary dimension line L 'located.
- the four or five rolling passes taking place in the rough rolling mill 4 take place within a maximum of 80 seconds, preferably within a maximum of 5 seconds.
- the first rolling pass in the rough rolling mill 4 takes place within a maximum of 7 minutes, preferably within a maximum of 6.2 minutes, from the start of solidification of the liquid extruded steel present in the casting installation 2. Ideally, the first rolling pass in the roughing mill 4 takes place within a maximum of 5.8 minutes, even at casting speeds in the region of 4 m / min.
- the surface of the strand 3 has in this area on average a temperature> 1050 ° C, preferably> 1000 ° C on.
- thermal cover is provided between the end 14 of the strand guide device 6 and the first roughing stand 4 1 to hold the heat as possible in the strand 3.
- the thermal cover surrounds a conveying device provided for transporting the strand 3, usually designed as a roller belt, at least in sections.
- a conveying device provided for transporting the strand 3, usually designed as a roller belt, at least in sections.
- the end band 3 "is clamped between driving rollers 38, which also guide the end band 'and keep it under tension.
- the thermal cover can surround the conveying device from above and / or from below and / or laterally.
- the first roughing stand 4 1 next to the strand guiding device 6 is at most 6 m, preferably at most 5, ideally at most 4 m after the end 14 of the roughing mill Strand guiding device 6 is arranged.
- the abovementioned distances are in each case measured from the center of the first roughing stand 4 1 or from the work roll axis thereof.
- a cooling rate is achieved by heat radiation and / or - convection from the intermediate band and is by an appropriate choice of thermal boundary conditions (covers, tunnels, cold air, humidity, etc.) and Transport speed or mass flow controllable.
- the heating of the intermediate strip 3 'takes place within a period of 4 to 25 seconds, preferably within a period of 5 to 13 seconds.
- a strand 3 which is 100 mm thick when it leaves the casting plant 2 or enters the strand guiding device 6, which in the rough rolling mill 4 becomes an intermediate strip 3 'with a thickness of 7 mm is reduced after 360 seconds at the latest, preferably after 340 seconds at the latest from the casting plant 2 is introduced into the inductive heating device 7 and that at exit from the casting plant 2 or when entering the strand guiding device 6 115 mm thick strand third which is reduced in the pre-rolling line 4 to an intermediate strip 3 'with a thickness of 7.8 mm, at the latest after 480 seconds, preferably after 460 seconds from the exit from the caster 2 into the inductive heating device 7 is introduced.
- a finish rolling of the heated intermediate strip 3 'in the finishing train 5 is preferably carried out in four rolling passes, ie using four finishing stands 5 1 , 5 2 , 5 3 , 5 4 or in five rolling passes, ie using five finishing stands 5 1 , 5 second , 5 3 , 5 4 , 5 5 to an end band 3 '' with a thickness of ⁇ 1.5 mm, preferably ⁇ 1.2 mm.
- rolling to final thicknesses of ⁇ 1 mm is also possible.
- the finish rolling stands 5 1 , 5 2 , 5 3 , 5 4 , 5 5 are arranged at intervals of ⁇ 7 m, preferably at intervals of ⁇ 5 m to each other (measured between the Work roll axes of the finishing stands 5 1, 5 2, 5 3, 5 4, 5 5).
- the end strip 3 " is cooled to a reeling temperature between 500 ° C. and 750 ° C., preferably to 550 ° C. and 650 ° C., and wound up into a bundle 3 of the strand 3 in a direction transverse to the transport direction 15 and a ready reeling of the endless track 3 ', which is free on the rolling line side, as an alternative to coiling, a deflection and stacking of the end strip 3 "would also be possible.
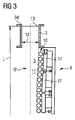
- Fig.2 includes the Strand guiding device 6 more for the passage of the strand 3 predetermined guide segments 16 according to Figure 3 , each one of (in Figure 3 not shown) lower series of guide elements 9 and a parallel or converging arranged upper series of guide elements 10 are constituted.
- Each guide element of the lower guide element series 9 is assigned to an opposite guide element of the upper guide element series 10.
- the guide elements are thus arranged in pairs on both sides of the broad sides of the strand 3.
- a receiving shaft 11 provided for receiving a strand 2 emerging from the casting installation 2 is formed, which is at least partially tapered by forming different distances between opposing guide elements 9, 10 in the transport direction of the strand 3 and thereby the strand 3 thickness reducible.
- the guide elements 9, 10 are designed as rotatably mounted rollers.
- the guide elements of the upper guide elements series 10 are selectively depth-adjustable or can be approximated to the guide elements of the lower guide elements series 9.
- An adjustment of the guide elements of the upper guide element series 10 and thus a change of the clear receiving cross section 12 of the strand guiding device 6 can e.g. done by means of a hydraulic drive.
- a clear receiving width 12 of the receiving shaft 11 of the strand guiding device 6 corresponding to the desired strand thickness d and measured between opposing upper and lower guide elements could be e.g. be reduced from 115 mm to a range between 90 and 105 mm.
- the thickness of the strand for example, three to eight guide elements (pairs) of one of the mold 2 facing - but not necessarily adjoining the mold 2 - first guide segment 16 'adjustable.
- several juxtaposed guide segments 16 can be used for LCR thickness reduction, which connect directly or indirectly to the mold.
- the strand thickness d or the light receiving width 12 can be set as a function of the material of the strand 3 and / or as a function of the casting speed.
- the adjustable guide elements 9, 10 are preferably arranged in a front half of the casting installation 2, preferably in a front quarter of the longitudinal extension of the strand guiding device 6 facing the casting installation 2.
- the setting of the strand thickness d or the clear receiving width 12 can be quasi-static, ie once, shortly after casting start, as soon as one of the Vorwalz Sounds 4 facing head portion of the cast strand 3 reaches the end of the strand guide device 6 or has passed the LCR guide elements, or dynamically, ie during the casting process or during the continuous quasi-stationary passage of the strand 3 by the strand guiding device 6.
- this is during the passage of a strand 3 through the Strand guiding device 6 as often as desired, using a below based on Figure 6 explained relationship as a guideline, changed.
- Figure 4 shows a process diagram for illustrating the manufacturing method according to the invention. Based on this Representation can be seen, why according to the invention desired high production capacities in generic systems for the production of steel hot strip only when adhering to proposed G cardparameter, namely compared to known methods comparatively large strand thicknesses and large metallurgical or Strand support lengths L can be achieved.
- the lines 20a and 20b correspond to a strand support length L of 15.2 m, wherein line 20a is based on a different material-specific (global) solidification factor k than line 20b, and these two related lines therefore differ from one another.
- the solidification factor k has the unit [mm / ⁇ min] and is between 24-27 mm / ⁇ min, preferably between 25 and 26 mm / ⁇ min, for materially relevant steel grades.
- the lines 21a and 21b correspond to a strand support length L of 17.5 m, the lines 21a and 21b analogous to the Lines 20a and 20b, in turn, a different solidification factor k is based.
- Lines 22a and 22b correspond to a preferred strand support length L of 18.5 m according to the invention and again differ only in terms of a specific solidification factor k.
- Lines 23a and 23b correspond to a strand support length L of 20 m which is particularly preferred according to the invention and in turn differ with regard to a specific solidification factor k.
- the lines 24a and 24b correspond to a particularly preferred strand support length L of 21.6 m according to the invention and also differ with respect to a specific solidification factor k.
- results for a strand support length L of about 22m in the embodiment according to Figure 4 traced by lines 24a, 24b, which, however, each correspond to an exact strand support length L of 21.6
- a useful casting speed range of 4.2-6.5 m / min when casting a strand thickness of 96-117.5 mm for example, results for a strand support length L of about 22m (in the embodiment according to Figure 4 traced by lines 24a, 24b, which, however, each correspond to an exact strand support length L of 21.6), a useful casting speed range of 4.2-6.5 m / min when casting a strand thickness of 96-117.5 mm.
- Figure 5 shows a diagram illustrating the annual throughput (line 25), the casting speed (line 26) and the width-specific volume flow (line 27) as a function of the plotted on the abscissa strand thickness (at a strand width of 1880 mm).
- the following information relates to a steady-state continuous operation of the plant, which in the present context operating phases are understood with a period of> 10 minutes, during which the casting speed v c (in contrast to, for example, a Ang manphase) remains substantially constant.
- the choice of the speed factor K in addition to the strand support length L in particular depends on the C content of the cast steels or on their cooling characteristics.
- Fast-setting steel grades allow the system to operate at relatively high casting speeds v c , while lower casting speeds v c are to be selected for slower-setting steel grades in order to prevent bulging and bursting of the strand in the area of the swamp tip.
- the following tables refer to strands cast steel grades that are "hard” to cool, ie fast solidify and the "medium hard” to cool, ie solidify a little slower.
- Corridor areas are specified for the speed factor K, within which a casting operation can be carried out efficiently and meaningfully.
- a strand support length-specific corridor area is limited in each case by a speed factor K_upperLimit and a speed factor K_lowerLimit according to the following tables.
- the choice of the speed factor K is dependent on the strand support length L and on the steel grade, in particular the carbon content of the cast steels, their solidification or conversion characteristics, their strength or ductility properties and others Material characteristics depends.
- a coolant preferably water
- the application of the coolant to the strand 3 takes place by means of an injection device, not shown, which comprises any number of spray nozzles arranged in any desired configurations (for example behind and / or next to and / or between the guide elements 9, 10).
- substantially the same construction and boundary conditions of the sprayer and the strand guide device 6 could be about 3 liters to achieve a hard cooling 3 to 4 liters to realize a medium-hard cooling 2 to 3 liters and to realize a soft cooling 1, up to 2 liters of coolant be applied per kg of extruded steel.
- L max is also an extrapolation to the above-mentioned Corridor areas possible.
- a speed factor K with a strand support length L of 17.5 m from a corridor range of 39600 to 46500 and a strand support length L of 21.5 m from a corridor range of 48300 to 57200 and at a strand support length L of 23 m from a corridor range of 52100 to 61900.
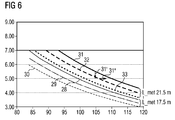
- Figure 6 shows a diagram with corresponding to the above-mentioned speed factors K curves 28-33.
- the strand thickness d (measured at the end of the strand guiding device 6 or when entering the rough rolling mill 4) is plotted in the unit [mm], the ordinate represents the casting speed in the unit [m / min].
- characteristic curve 28 corresponds to a speed factor K of 48900 and curve 31 to a speed factor K of 60300.
- the characteristic curves 28 and 31 thus correspond to rapidly solidifying steel grades which allow a high casting speed and heat dissipation in compliance with standardized quality criteria.
- the grades 32 and 33 corresponding steel grades are not so "hard” due to their slower solidification, i. not as quickly coolable as a grade 31 corresponding steel grade.
- the grades 29 and 30 corresponding steel grades are not as cool as a corresponding characteristic 28 steel grade.
- the cooling speed determines significantly the position of the sump tip within the strand 3. Above the steel-grade specific curves 28-31 lying casting speed ranges are to be avoided in order to prevent bulging and bursting of the strand 3 in the area of the sump tip. In other words, the Characteristics 28-31 Limit casting speed curves for various types of steel.
- the casting speed v c is reduced to 5 m / min for operational reasons, the strand thickness d would have to be raised to approximately 110 mm in accordance with arrow 31 "in order to keep the sump tip of the strand 3 on To keep the end of the strand guide device 6 and to ensure optimum utilization of the casting heat for subsequent rolling process.
- the strand thickness d must be correspondingly reduced.
- these may be, for example, irregularities in the area of the slide or mold, in particular at the bath level of the mold or deviations in the line temperature from predetermined values, detected by sensors.
- a change in the strand thickness d can be effected by a previously described dynamic LCR thickness reduction by means of the LCR guide segment 16 '.
- the operating team is notified by an output device in order to reduce the liquid core reduction (LCR) so that the strand thickness d increases, and so the context of the invention or a respective Corridor area to reach again.
- LCR liquid core reduction
- a corresponding target casting speed v c can be selected or, starting from a desired casting speed v c the strand thickness d be varied accordingly.
- the strand thickness d can be increased as the casting speed v c decreases, thereby increasing the material throughput and thus optimizing it.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, welches ausgehend von einem durch eine
Strangführungsvorrichtung geführten Strang in einer Vorwalzstraße zu einem Zwischenband und in weiterer Folge in einer Fertigwalzstraße zu einem Endband gewalzt wird, gemäß Anspruch 1 sowie eine dazu korrespondierende Anlage zur Durchführung dieses Verfahrens gemäß Anspruch 22.The invention relates to a process for the continuous or semi-continuous production of steel hot strip, which starting from a by a
Strand guiding device guided strand is rolled in a roughing mill to an intermediate belt and subsequently in a finishing train to an end belt, according to
Man spricht von kontinuierlicher Herstellung oder "Endloswalzen", wenn eine Gießanlage so mit einer Walzanlage verbunden ist, dass der in einer Kokille der Gießanlage gegossene Strang direkt - ohne Abtrennung vom gerade gegossenen Strangteil und ohne Zwischenlagerung - in eine Walzanlage geführt und dort auf eine jeweils gewünschte Enddicke gewalzt wird. Der Beginn des Stranges kann also schon zu einem Stahlband auf die Enddicke fertig gewalzt sein, während die Gießanlage weiterhin an dem gleichen Strang gießt, also gar kein Ende des Stranges existiert. Man spricht auch von direkt gekoppeltem Betrieb oder Endlos-Betrieb der Gieß- und Walzanlage.One speaks of continuous production or "endless rolling" when a casting plant is connected to a rolling mill, that cast in a mold casting the strand directly - without separation from the straight cast strand part and without intermediate storage - in a rolling plant and there on a respective desired final thickness is rolled. The beginning of the strand can therefore already be finished rolled to a steel strip to the final thickness, while the casting plant continues to pour on the same strand, so there is no end of the strand exists. One speaks also of directly coupled operation or endless operation of the casting and rolling plant.
Beim der semikontinuierlichen Herstellung bzw. "Semi-Endloswalzen" werden die gegossenen Stränge nach dem Gießen geteilt und die abgeteilten Stränge bzw. Brammen ohne Zwischenlagerung und Abkühlung auf Umgebungstemperatur der Walzanlage zugeführt.In the semicontinuous production or "semi-continuous rolling" the cast strands are divided after casting and fed the separated strands or slabs without intermediate storage and cooling to ambient temperature of the rolling mill.
Der aus der Kokille der Gießanlage austretende Strang durchläuft zunächst eine unmittelbar an die Kokille anschließende Strangführungsvorrichtung. Die auch als "Strangführungskorsett" bezeichnete Strangführungsvorrichtung umfasst mehrere (üblicherweise drei bis sechs) Führungssegmente, wobei jedes Führungssegment ein oder mehrere (üblicherweise drei bis zehn) Paare an vorzugsweise als Strangstützrollen ausgeführten Führungselementen umfasst. Die Stützrollen sind um eine orthogonal zur Transportrichtung des Stranges verlaufende Achse drehbar.The strand emerging from the mold of the casting plant first passes through a strand guiding device directly following the mold. The strand guiding device, also referred to as "strand guiding corset", comprises a plurality (usually three to six) guiding segments, each guiding segment comprising one or more (usually three to ten) pairs of guiding elements, preferably designed as strand supporting rollers. The support rollers are rotatable about an axis orthogonal to the transport direction of the strand.
Anstelle von Strangstützrollen können einzelne Führungselemente auch als statische, z.B. kufenförmige Bauteile ausgeführt sein.Instead of strand support rolls, individual guide elements may also be used as static, e.g. run skid-shaped components.
Unabhängig von der konkreten Ausführung der Führungselemente sind diese beiderseits der Strangbreitseiten angeordnet, sodass der Strang durch obere und untere Führungselemente-Serien geführt und zu einer Vorwalzstraße befördert wird.Regardless of the specific design of the guide elements, these are arranged on both sides of the strand broad sides, so that the strand is guided by upper and lower guide element series and conveyed to a roughing mill.
Genau gesehen wird der Strang nicht nur durch die Strangführungsvorrichtung gestützt, sondern auch schon durch einen unteren Endbereich der Kokille, weshalb man die Kokille auch als Teil der Strangführungsvorrichtung ansehen könnte.More precisely, the strand is supported not only by the strand guiding device, but also by a lower end portion of the mold, which is why the mold could also be regarded as part of the strand guiding device.
Die Strangerstarrung beginnt am oberen Ende der (Durchlauf-)kokille am Badspiegel, am sogenannten "Meniskus", wobei die Kokille typischerweise ca. 1m lang ist (0,3 - 1,5m).The Strangerstarrung begins at the upper end of the (run) kokille at the bath level, the so-called "meniscus", the mold is typically about 1m long (0.3 - 1.5m).
Der Strang tritt vertikal nach unten aus der Kokille aus und wird in die Horizontale umgelenkt. Die
Strangführungsvorrichtung weist daher einen im Wesentlichen über einen Winkelbereich von 90° gekrümmten Verlauf auf.The strand exits vertically downward from the mold and is deflected into the horizontal. The
Strand guiding device therefore has a substantially curved over an angular range of 90 ° course.
Der aus der Strangführungsvorrichtung austretende Strang wird in der Vorwalzstraße (HRM, High-Reduction Mill) dickenreduziert, das dabei entstehende Zwischenband wird mittels einer Heizeinrichtung erwärmt und in einer Fertigwalzstraße fertig gewalzt. In der Fertigwalzstraße wird warm gewalzt, das heißt, dass das Walzgut beim Walzen eine Temperatur oberhalb seiner Rekristallisationstemperatur aufweist. Bei Stahl ist dies der Bereich oberhalb von etwa 750°C, üblicherweise wird bei Temperaturen bis zu 1200°C warm gewalzt.The emerging from the strand guide device strand is reduced in thickness in the roughing mill (HRM, High-Reduction Mill), the resulting intermediate band is heated by means of a heater and rolled finished in a finishing train. In the finishing train is hot rolled, that is, the rolling stock has a temperature above its recrystallization temperature during rolling. For steel this is the range above about 750 ° C, usually is rolled at temperatures up to 1200 ° C warm.
Beim Warmwalzen von Stahl befindet sich das Metall meist im austenitischen Zustand, wo die Eisenatome kubisch flächenzentriert angeordnet sind. Man spricht dann von Walzen im austenitischen Zustand, wenn sowohl die Anfangs- als auch die Endwalztemperatur im Austenitgebiet des jeweiligen Stahls liegen. Das Austenitgebiet eines Stahls ist abhängig von der Stahlzusammensetzung, liegt aber in der Regel über 800°C.During hot rolling of steel, the metal is usually in the austenitic state, where the iron atoms are arranged cubic face centered. One then speaks of rolls in the austenitic state, when both the initial and the final rolling temperature are in the austenitic region of the respective steel. The austenite area of a steel depends on the steel composition, but is usually above 800 ° C.
Maßgebliche Parameter beim Herstellungsprozess von Stahlwarmband aus Gieß-Walz-Verbundanlagen sind die Gießgeschwindigkeit, mit der der Strang die Kokille verlässt (und die Strangführungsvorrichtung durchläuft) sowie der Massedurchsatz bzw. Volumenstrom, welcher als Produkt der Gießgeschwindigkeit mit der Dicke des Stranges angegeben wird und üblicherweise die Einheit [mm*m/min] trägt.Decisive parameters in the production process of steel hot-rolled strip-casting systems are the casting speed with which the strand leaves the mold (and passes through the strand guide device) and the mass flow rate, which is the product of the casting speed with the thickness of the strand and usually the unit carries [mm * m / min].
Die produzierten Stahlbänder werden unter anderem für Kraftfahrzeuge, Haushaltsgeräte und das Bauwesen weiterverarbeitet.The steel strips produced are processed, inter alia, for motor vehicles, household appliances and the construction industry.
Aus dem Stand der Technik ist das kontinuierliche und semikontinuierliche Herstellen von Stahlwarmbändern bereits bekannt. Aufgrund der Kopplung von Gießanlage und Walzanlage stellt die Beherrschung sämtlicher Anlagenparameter eine hohe prozesstechnische Anforderung dar. Modifikationen beim Gieß-und Walzprozess, insbesondere durch Änderung der Gießgeschwindigkeit in Kombination mit der Strangdicke sowie eines werkstoffspezifischen und über eine Abkühlung aussteuerbaren Erstarrungskoeffizienten haben eine beträchtliche Auswirkung auf die Fertigungsgüte und Energieeffizienz der Anlage.From the prior art, the continuous and semi-continuous production of steel hot tapes is already known. Due to the coupling of caster and rolling mill The control of all plant parameters represents a high technical process requirement. Modifications in the casting and rolling process, in particular by changing the casting speed in combination with the strand thickness and a material-specific and on a cooling aussteuerbaren coagulation coefficient have a significant effect on the manufacturing quality and energy efficiency of the plant.
Gattungsgemäße Verfahren bzw. Anlagen sind z.B. aus
Bedeutende Fortschritte in der Warmwalztechnik wurden insbesondere von der Acciaieria Arvedi S.p.A. erzielt, welche ein auf der ISP-Technologie (In-line Strip Production) basierendes Dünnbrammen-Endlosverfahren unter dem Namen Arvedi ESP (Endless Strip Production) entwickelt hat.Significant advances in hot rolling technology have been made especially by Acciaieria Arvedi S.p.A. which has developed an ISP technology (in-line strip production) based thin slab continuous process under the name Arvedi ESP (Endless Strip Production).
Bei diesem ESP-Verfahren werden der Guss- und der Walzvorgang in besonders vorteilhafter Weise miteinander verbunden, sodass ein nachfolgendes Kaltwalzen für viele Stahlwarmbandgüten nicht mehr erforderlich ist. Bei solchen Stahlwarmbandgüten, bei welchen ein nachfolgendes Kaltwalzen weiterhin erforderlich ist, kann die Anzahl der Walzgerüste gegenüber konventionellen Walzwerken reduziert werden.In this ESP method, the casting and rolling processes are combined in a particularly advantageous manner, so that subsequent cold rolling is no longer required for many steel heat-sealing qualities. With such steel heat-tape grades, in which subsequent cold-rolling is still required, the number of rolling stands can be reduced compared to conventional rolling mills.
Eine z.B. in der Rolling & Processing Conference '08 (September) veröffentlichte und in Cremona, Italien installierte ESP-Anlage zur Stahlwarmbanderzeugung der Fa. Arvedi umfasst eine an eine Stranggießanlage anschließende Vorwalzstraße mit drei Vorwalzgerüsten, zwei Band-Abtrennvorrichtungen, einen Induktionsofen zur Zwischenerwärmung des vorgewalzten Zwischenbandes, gefolgt von einer Fertigwalzstraße mit fünf Fertigwalzgerüsten. Das aus der Vorwalzstraße austretende Endband wird in einer Kühlstrecke gekühlt und mittels dreier Unterflurhaspeln zu Bandrollen mit einem Gewicht von bis zu 32 Tonnen aufgewickelt. Den Unterflurhaspeln ist eine Abtrennvorrichtung in Form einer Schnellschere vorgelagert. Abhängig von den Stahlsorten und der Stärke des gewalzten Stahlbands liegt die Produktionskapazität dieser einsträngigen Produktionslinie bei etwa 2 Millionen Tonnen pro Jahr (mtpy).For example, in the Rolling & Processing Conference '08 (September) and installed in Cremona, Italy ESP plant for steel hot strip production of the company Arvedi comprises a subsequent to a continuous caster Vorwalzstraße with three roughing stands, two band-separating devices, an induction furnace for intermediate heating of the pre-rolled intermediate strip, followed by a finishing train with five finishing stands. The from the pre-rolling emerging end band is cooled in a cooling section and wound by means of three underfloor reels to tape rolls with a weight of up to 32 tons. The underfloor coiler is preceded by a separation device in the form of a high-speed shear. Depending on the steel grades and the strength of the rolled steel strip, the production capacity of this single-stranded production line is about 2 million tonnes per year (mtpy).
Als nachteilig erweist sich insbesondere eine zu kurze Strangstützlänge von 17 m, das ist jener genauer als "metallurgische Länge" bezeichneter Abstand zwischen dem Ausgussbereich der Kokille, genau gesagt zwischen dem als "Meniskus" bezeichneten Badspiegel des flüssigen Stahls und dem der Vorwalzstraße zugewandten Ende der
Strangführungsvorrichtung.In particular, too short a strand support length of 17 m, which is that more accurately called "metallurgical length" distance between the spout area of the mold proves to be disadvantageous, specifically between the designated as "meniscus" mirror of the liquid steel and the pre-rolling facing end of the
A strand guide device.
Wie bereits eingangs beschrieben, bildet die Strangführungsvorrichtung zwischen den Führungselementen bzw. den Strangstützrollen einen zum Teil gekrümmten Aufnahmeschacht zur Aufnahme des frisch gegossenen (noch einen flüssigen Kern aufweisenden) Stranges aus.As already described above, the strand guiding device forms between the guide elements or the strand support rollers a partially curved receiving shaft for receiving the freshly cast (still having a liquid core) strand.
Als Ende der Strangführungsvorrichtung wird somit im vorliegenden Zusammenhang die zur Strangkontaktierung vorgesehene führungsaktive Fläche bzw. Mantellinie des letzten der Vorwalzstraße zugewandten Führungselementes bzw. der letzten Stützrolle der oberen Führungselemente-Serie verstanden.As the end of the strand guiding device is thus understood in the present context intended for strand contacting guide surface or surface line of the last of the roughing facing guide element or the last support roller of the upper guide elements series.
Mit zunehmender Entfernung vom Meniskus kühlt der in der Strangführungsvorrichtung geführte Strang bzw. das in seiner Ausgangsform befindliche Stahlband immer mehr ab. Jener innere Bereich des Stranges, welcher noch flüssig bzw. von teigig-sumpfiger Konsistenz ist, wird im Folgenden als Flüssigsumpf bezeichnet. Eine kokillenfernere "Sumpfspitze" des Flüssigsumpfes ist als jener zentrische Querschnittsbereich des Stranges definiert, in welchem die Temperatur gerade noch im Wesentlichen der Stahl-Solidustemperatur entspricht und anschließend unter diese abfällt. Die Temperatur der Sumpfspitze entspricht daher der Solidustemperatur der jeweiligen Stahlsorte (typischerweise zwischen 1300 °C und 1535°C.With increasing distance from the meniscus guided in the strand guiding device strand or located in its original form steel strip cools more and more. That inner region of the strand, which is still liquid or from doughy-marshy consistency is hereinafter referred to as liquid sump. A kokillenfernere "Sumpfspitze" of the liquid sump is defined as that central cross-sectional area of the strand, in which the temperature just corresponds to the steel solidus temperature and then drops below this. The temperature of the sump tip therefore corresponds to the solidus temperature of the respective steel grade (typically between 1300 ° C and 1535 ° C.
Das Walzen eines komplett durcherstarrten bzw. kühleren Gießstranges erfordert einen wesentlich höheren Energieaufwand als das Walzen eines Gießstranges mit heißem Querschnittskern.The rolling of a completely solidified or cooler cast strand requires a much higher energy expenditure than the rolling of a cast strand with a hot cross-sectional core.
Für Volumenströme unterhalb von 380-400 mm*m/min fand bisher im ISP- oder ESP-Verfahren lediglich eine diskontinuierliche Herstellung ("batch-Betrieb") statt.For volume flows below 380-400 mm * m / min, so far only a discontinuous production ("batch operation") has taken place in the ISP or ESP process.
Aus dem Stand der Technik bekannte CSP (Compact Strip Production) Verfahren arbeiten bei Strangdicken von 45-65 mm ebenfalls mit Volumenströmen unterhalb von ca. 400 mm*m/min unter Einsatz eines Rollenherdofens mit einer Länge von 250 m und mehr, wobei ausschließlich eine diskontinuierliche Herstellung ("batch-Betrieb") oder eine semikontinuierliche Herstellung stattfindet. Bei letzterer werden 3-6 abgetrennte (nicht mehr mit der Gießanlage bzw. Kokille verbundene) Stränge bzw. Brammen endlos verwalzt.Known from the prior art CSP (Compact Strip Production) method work at strand thicknesses of 45-65 mm also with flow rates below about 400 mm * m / min using a roller hearth furnace with a length of 250 m and more, with only one discontinuous production ("batch operation") or a semicontinuous production takes place. In the latter, 3-6 separated strands or slabs (no longer connected to the casting machine or die) are continuously rolled.
In der
Im Zuge zunehmenden Kosten- und Fertigungsdruckes wird eine Kapazitätssteigerung der Anlage bei gleichzeitiger weiterer Optimierung der Fertigung von Stahlwarmband für eine Vielzahl an Stahlgüten, Kühlparametern und Strangdicken angestrebt.In the course of increasing cost and production pressure, the aim is to increase the capacity of the plant while further optimizing the production of steel hot-rolled strip for a variety of steel grades, cooling parameters and strand thicknesses.
Auch die Energieeffizienz gattungsgemäßer Anlagen zur Herstellung von Stahlwarmband soll gesteigert und dadurch eine wirtschaftlichere Fertigung ermöglicht werden.The energy efficiency of generic systems for the production of steel hot strip is to be increased, thereby enabling a more economical production.
Um die Gießhitze während des Fertigungsprozesses von Warmbandstahl optimal auszunutzen, soll es gewährleistet sein, dass die Sumpfspitze, d.i. der gerade noch teigigflüssige Querschnittskern des in der Strangführungsvorrichtung transportierten Stranges sich stets möglichst fernab der Kokille und möglichst nahe am Ende der Strangführungsvorrichtung und somit möglichst nahe am Eintritt in die Vorwalzstraße befindet.In order to optimally utilize the casting heat during the production process of hot strip steel, it should be ensured that the sump tip, d.i. the just still doughy cross-sectional core of the strand conveyed in the strand guide device is always as far as possible from the mold and as close as possible to the end of the strand guide device and thus as close as possible to the entrance to the roughing mill.
Bei dieser Aufgabe ist zu berücksichtigen, dass sich in Abhängigkeit eines materialspezifischen Erstarrungsfaktors und einer jeweils eingestellten Strangdicke die Gießgeschwindigkeit bzw. der die Strangführungsvorrichtung passierende Volumenstrom auch nicht zu groß sein dürfen, da in solchem Falle ein Hinausverlagern der Sumpfspitze über die Strangführungsvorrichtung hinaus und somit ein Aufblasen und Ausbauchen des Stranges bzw. des Stahlwarmbandes zu stattfinden könnte.In this task, it should be taken into account that, depending on a material-specific solidification factor and a respectively set strand thickness, the casting speed or the volume flow passing through the strand guiding device must not be too great, since in such a case the swamp tip is moved beyond the strand guiding device and thus into the air Inflation and bulging of the strand or the steel warming strap could take place.
Die genannten Aufgaben werden durch ein Verfahren mit den Merkmalen des Anspruchs 1 und eine Anlage mit den Merkmalen des Anspruchs 22 gelöst.The above objects are achieved by a method having the features of
Ein Verfahren zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, welches ausgehend von einem durch eine Strangführungsvorrichtung geführten Strang in einer Vorwalzstraße zu einem Zwischenband und in weiterer Folge in einer Fertigwalzstraße zu einem Endband gewalzt wird ist erfindungsgemäß dadurch gekennzeichnet, dass ein in einer Gießanlage gegossener Strang im Liquid-Core-Reduction (LCR-) Verfahren mittels der anschließenden Strangführungsvorrichtung bei flüssigem Querschnittskern des Stranges auf eine Dicke zwischen 85 und 120 mm, vorzugsweise auf eine Dicke zwischen 95 und 115 mm reduziert wird, wobei eine zwischen dem Meniskus, d.i. der Gießspiegel der Gießanlage und einem der Vorwalzstraße zugewandten Ende der Strangführungsvorrichtung gemessene Strangstützlänge größer oder gleich 17,5 m ist und wobei eine Gießgeschwindigkeit VC in einem Bereich von 3,8 - 7 m/min liegt.A process for the continuous or semi-continuous production of steel hot strip, which is rolled starting from a guided through a strand guide strand in a roughing to an intermediate strip and subsequently in a finishing train to an end strip according to the invention is characterized in that cast in a casting strand in the Liquid Core Reduction (LCR) method is reduced by means of the subsequent strand guiding device with liquid cross-sectional core of the strand to a thickness between 85 and 120 mm, preferably to a thickness between 95 and 115 mm, one between the meniscus, ie the pouring of the Casting plant and a strand support length measured at the end of the strand guiding device facing the rough rolling mill is greater than or equal to 17.5 m and wherein a casting speed V C is in a range of 3.8-7 m / min.
Durch Einsatz dieser erfindungsgemäßen Gießparameter wird einerseits eine hohe Fertigungsgüte gewährleistet, indem die Sumpfspitze des Stranges unabhängig von jeweiligen materialgüteabhängigen Maximalgießgeschwindigkeiten immer bis nahe an das Ende der Strangführungsvorrichtung heranreicht, andererseits wird eine außerordentlich hohe
Fertigungskapazität erzielt.By using these casting parameters according to the invention, on the one hand, a high production quality is ensured by the bottom tip of the strand always reaching close to the end of the strand guiding device, irrespective of the respective material quality-dependent maximum casting speeds, on the other hand an extraordinarily high
Production capacity achieved.
Das Stahlband weist während seiner Dickenreduzierung in der der Strangführungsvorrichtung nachgelagerten Vorwalzstraße einen ausreichend heißen Querschnittskern auf, um mit relativ geringem Energieaufwand gewalzt zu werden.The steel strip has a sufficiently hot cross-sectional core during its reduction in thickness in the downstream of the strand guide device Vorwalzstraße to be rolled with relatively little energy.
Der Energieaufwand beim Walzen von Stahlwarmband wird somit wesentlich verringert und die Effizienz gattungsgemäßer Anlagen gesteigert.The energy consumption when rolling steel heat band is thus significantly reduced and increased the efficiency of generic systems.
Berechnungen haben ergeben, dass bei Einsatz
erfindungsgemäßer Gießparameter bei Strängen zw. 1400 und 1850 mm Breite eine Fertigungskapazität von mehr als 3 Millionen Tonnen pro Jahr (mtpy) möglich sind, was gegenüber Anlagen bzw. Verfahren gemäß dem Stand der Technik eine große Steigerung bedeutet und eine deutlich wirtschaftlichere Fertigung von Stahlwarmband ermöglicht, jedoch ohne Qualitätseinbußen zu riskieren. Mittels eines erfindungsgemäßen Verfahrens sind auch Stahlgüten verarbeitbar, welche sich für einen kontinuierlichen bzw. endlosen Herstellungsprozess lt. bis dato herrschender Fachmeinung gar nicht geeignet haben.Calculations have shown that when using
Casting parameters according to the invention for strands between 1400 and 1850 mm width, a production capacity of more than 3 million tons per year (MTpy) are possible, which compared to systems or methods according to the prior art, a large increase and allows a much more economical production of steel hot strip but without risking quality loss. By means of a method according to the invention, it is also possible to process steel grades which are not at all suitable for a continuous or endless production process according to the prevailing opinion to date.
Um das erfindungsgemäße Verfahren weiter zu optimieren, wurden durch Berechnungen und Versuchsanordnungen spezielle Verfahrensparameter ermittelt, welche hinsichtlich Fertigungsqualität und Energieeffizienz einen beutenden Fortschritt in der Herstellung von Stahlwarmband ermöglichen.In order to further optimize the method according to the invention, special process parameters were determined by calculations and experimental arrangements, which allow a manufacturing advance in terms of manufacturing quality and energy efficiency in the production of steel hot strip.
Gemäß einer bevorzugten Ausführungsvariante der Erfindung ist es etwa vorgesehen, dass Stränge mit unterschiedlichen Strangdicken in Abhängigkeit folgender Gießgeschwindigkeiten gegossen werden:
bei Gießgeschwindigkeiten zwischen 3,8und 5,0 m/min mit 100 - 120 mm Strangdicke,vorzugsweise mit 110bis 120 mm Strangdicke,bei Gießgeschwindigkeiten zwischen und 5,9 m/min mit 85- 110 mm Strangdicke,
vorzugsweise mit 95bis 110 mm Strangdicke, - bei Gießgeschwindigkeiten größer oder gleich 5,9 m/min mit maximal 102 mm Strangdicke.
- at casting speeds between 3.8 and 5.0 m / min with 100-120 mm strand thickness, preferably with 110-120 mm strand thickness,
- at casting speeds between 5.0 and 5.9 m / min with 85
- 110 mm strand thickness, preferably with 95 to 110 mm strand thickness,
- at casting speeds of greater than or equal to 5.9 m / min with a maximum of 102 mm strand thickness.
Durch eine solche Einstellung entsprechender Strangdicken in Abhängigkeit jeweiliger (stahlspezifischer) maximaler Gießgeschwindigkeiten wird gewährleistet, dass die Sumpfspitze des Stranges - mit Ausnahme der Angießphase - immer einigermaßen nahe am Ende der Strangführungsvorrichtung gehalten und dadurch die Gießhitze zur Effizienzsteigerung nachfolgender Walzprozesse optimal ausgenutzt werden kann.Such an adjustment of respective strand thicknesses as a function of respective (steel-specific) maximum casting speeds ensures that the Swamp tip of the strand - with the exception of Angießphase - always held reasonably close to the end of the strand guide device and thereby the casting heat can be optimally utilized to increase the efficiency of subsequent rolling processes.
Gemäß einer besonders bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die Strangstützlänge größer oder gleich 18,5 m beträgt, vorzugsweise in einem Bereich zwischen 18,7 und 23 m, besonders bevorzugt zwischen 20,1 und 23 m, liegt.According to a particularly preferred embodiment of the invention, it is provided that the strand support length is greater than or equal to 18.5 m, preferably in a range between 18.7 and 23 m, particularly preferably between 20.1 and 23 m.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass in der Vorwalzstraße ein Vorwalzen des Stranges zu einem Zwischenband in mindestens vier Walzstichen, d.h. unter Einsatz von vier Vorwalzgerüsten, vorzugsweise in fünf Walzstichen, d.h. unter Einsatz von fünf Vorwalzgerüsten erfolgt.According to a further preferred embodiment of the invention, it is provided that in the roughing line, a rough rolling of the strand into an intermediate strip in at least four rolling passes, i. using four roughing stands, preferably in five rolling passes, i. carried out using five roughing stands.
Während bei Verfahren gemäß dem Stand der Technik meist ein Vorwalzen des Stranges in drei Walzstichen erfolgt, kann durch eine erfindungsgemäße Vornahme von vier oder fünf Walzstichen die Energieeffizienz des Walzverfahrens weiter gesteigert werden. Indem vier oder fünf Walzstiche in möglichst rascher Abfolge durchgeführt werden, wird die noch im Strang befindliche Gießhitze optimal ausgenutzt. Des Weiteren wird bei Vornahme von vier oder fünf Walzstichen, beinahe unabhängig von der Ausgangsdicke des Gießstranges, ein sehr enger Dickenbereich des Zwischenbandes (zwischen 3 und 15 mm, bevorzugt zwischen 4 und 10 mm) erzielt, sodass eine der Vorwalzstraße nachgeordnete Heizeinrichtung, z.B. ein induktiver Querfelderwärmungsofen, exakt auf einen spezifischen Dickenbereich des Zwischenbandes ausgelegt werden kann. Energieverluste durch eine zu große Dimensionierung der Aufnahme der Heizeinrichtung können somit vermieden werden.While in processes according to the prior art usually a rough rolling of the strand is carried out in three rolling passes, the energy efficiency of the rolling process can be further increased by an inventive four or five rolling passes. By four or five rolling passes are performed in rapid succession, the casting heat still in the strand is optimally utilized. Furthermore, when four or five rolling passes are made, almost independently of the starting thickness of the cast strand, a very narrow thickness range of the intermediate strip (between 3 and 15 mm, preferably between 4 and 10 mm) is achieved, so that a heating device arranged downstream of the roughing line, eg Inductive Querfeldwärmungsofen, can be designed exactly to a specific thickness range of the intermediate band. Energy losses due to a too large dimensioning of the recording of the heater can thus be avoided.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die in der Vorwalzstraße erfolgenden vier oder fünf Walzstiche innerhalb von längstens 80 Sekunden, vorzugsweise innerhalb längstens 5 Sekunden erfolgen.According to a further preferred embodiment variant of the invention, it is provided that the four or five rolling passes taking place in the rough rolling mill take place within a maximum of 80 seconds, preferably within a maximum of 5 seconds.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass der erste Walzstich in der Vorwalzstraße innerhalb von längstens 7 Minuten, vorzugsweise innerhalb von längstens 6,2 Minuten ab Erstarrungsbeginn des in der Gießanlage befindlichen flüssigen Strangstahls erfolgt. Idealerweise erfolgt der erste Walzstich in der Vorwalzstraße innerhalb von längstens 5,8 Minuten, dies auch bei Gießgeschwindigkeiten im Bereich von 4 m/min.According to a further preferred embodiment variant of the invention, it is provided that the first rolling pass in the roughing train takes place within a maximum of 7 minutes, preferably within not more than 6.2 minutes, from the start of solidification of the liquid extruded steel present in the casting installation. Ideally, the first pass in the roughing mill takes place within a maximum of 5.8 minutes, even at casting speeds in the region of 4 m / min.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass zwischen dem Ende der Strangführungsvorrichtung und einem Einlaufbereich der Vorwalzstraße lediglich eine durch die Umgebungsbedingungen in Form natürlicher Konvektion und Abstrahlung bedingte Abkühlung des Stranges zugelassen wird, d.h. keine artifizielle Kühlung des Stranges mittels einer Kühlvorrichtung erfolgt.According to a further preferred embodiment of the invention, it is provided that between the end of the strand guiding device and an inlet region of the roughing train only a cooling of the strand caused by the ambient conditions in the form of natural convection and radiation is allowed, i. no artificial cooling of the strand takes place by means of a cooling device.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass in der Vorwalzstraße pro Walzstich eine Reduktion der Dicke des Stranges um 35-60 %, vorzugsweise um 40-55 % erfolgt. Bei einer Vorsehung von genau vier Walzgerüsten ergibt sich somit, dass ein Zwischenband mit einer Dicke von etwa 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm aus der Vorwalzstraße 4 ausläuft.According to a further preferred embodiment variant of the invention, it is provided that a reduction of the thickness of the strand by 35-60%, preferably by 40-55% takes place in the roughing mill per rolling pass. With a provision of exactly four roll stands, it follows that an intermediate strip with a thickness of approximately 3 to 15 mm, preferably with a thickness of 4 to 10 mm, leaves the
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Temperaturverlustrate des aus der Vorwalzstraße austretenden Zwischenbandes unterhalb von maximal 3 K/m, vorzugsweise unterhalb von maximal 2,5 K/m liegt. Denkbar wäre auch eine Realisierung von Temperaturverlustraten < 2 K/m. Eine solche Temperaturverlustrate erfolgt durch Wärmeabstrahlung und/oder -konvektion vom Zwischenband und ist durch eine entsprechende Wahl der thermischen Randbedingungen (Abdeckungen, Tunnel, Kaltluft, Luftfeuchtigkeit, ...) und Transportgeschwindigkeit bzw. Massenstrom steuerbar.According to a further preferred embodiment variant of the invention, it is provided that a temperature loss rate of the intermediate strip emerging from the rough rolling mill is below a maximum of 3 K / m, preferably below a maximum of 2.5 K / m. It would also be conceivable to realize temperature loss rates <2 K / m. Such a temperature loss rate is achieved by heat radiation and / or convection from the intermediate belt and can be controlled by an appropriate choice of thermal boundary conditions (covers, tunnels, cold air, humidity, ...) and transport speed or mass flow.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Erwärmung des aus der Vorwalzstraße ausgetretenen Zwischenbandes mittels einer induktiven Heizeinrichtung, vorzugsweise im Querfelderwärmungsverfahren, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur oberhalb von 1170°C erfolgt.According to a further preferred embodiment of the invention, it is provided that heating of the intermediate strip leaked from the roughing train by means of an inductive heating device, preferably in the transverse field heating method, starting at a temperature above 770 ° C, preferably above 820 ° C to a temperature of at least 1110 ° C, preferably to a temperature above 1170 ° C.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die Erwärmung des Zwischenbandes innerhalb einer Zeitspanne von 4 bis 25 Sekunden, vorzugsweise innerhalb einer Zeitspanne von 5 bis 13 Sekunden erfolgt.According to a further preferred embodiment of the invention, it is provided that the heating of the intermediate band takes place within a time period of 4 to 25 seconds, preferably within a period of 5 to 13 seconds.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass bei Vornahme von genau vier Walzstichen in der Vorwalzstraße vorgesehen ist, dass der Zeitverlauf zwischen dem ersten Walzstich und dem Einlauf in die Heizeinrichtung bei Zwischenbanddicken von 5-10 mm nicht länger als 105 Sekunden, vorzugsweise nicht länger als 70 Sekunden beträgt.According to a further preferred embodiment variant of the invention, it is provided that when exactly four rolling passes are made in the rough rolling mill, the time interval between the first pass and the inlet to the heating device does not exceed 105 seconds for intermediate strip thicknesses of 5-10 mm, preferably not longer than 70 seconds.
Bei Einhaltung dieser Parameter ergibt sich eine sehr kompakte Anlage, bei welcher der Abstand der Heizeinrichtung zur Gießanlage bzw. zur Vorwalzstraße sehr gering gehalten ist, was einen thermischen Effizienzvorteil ermöglicht.In compliance with these parameters results in a very compact system, in which the distance of the heater is kept very low to the casting plant or Vorwalzstraße, which allows a thermal efficiency advantage.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass ein Fertigwalzen des erwärmten Zwischenbandes in der Fertigwalzstraße in vier Walzstichen, d.h. unter Einsatz von vier Fertigwalzgerüsten oder in fünf Walzstichen, d.h. unter Einsatz von fünf Fertigwalzgerüsten zu einem Endband mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm erfolgt. Mittels eines erfindungsgemäßen Verfahrens ist auch ein Walzen auf Enddicken von < 1 mm möglich.According to a further preferred embodiment of the invention, it is provided that a finish rolling of the heated intermediate strip in the finishing train in four rolling passes, i. using four finishing stands or in five rolling passes, i. using five finishing stands to an end strip with a thickness of <1.5 mm, preferably <1.2 mm. By means of a method according to the invention, rolling to final thicknesses of <1 mm is also possible.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass die innerhalb der Fertigwalzstraße durch die fünf oder vier Fertigwalzgerüste durchgeführten Walzstiche innerhalb einer Zeitspanne von maximal 16 Sekunden, vorzugsweise innerhalb einer Zeitspanne von maximal 8 Sekunden erfolgen.According to a further preferred embodiment variant of the invention, it is provided that the rolling passes carried out within the finishing train through the five or four finishing mills take place within a maximum period of 16 seconds, preferably within a maximum period of 8 seconds.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass der aus der Kokille austretende und in die Strangführungsvorrichtung eintretende Strang eine Strangdicke zwischen 105 und 130 mm, vorzugsweise eine Strangdicke zwischen 115 und 125 mm aufweist.According to a further preferred embodiment of the invention, it is provided that the extruded from the mold and entering the strand guide device strand has a strand thickness between 105 and 130 mm, preferably a strand thickness between 115 and 125 mm.
Gemäß einer weiteren bevorzugten Ausführungsvariante der Erfindung sind zur Liquid Core Reduction
(LCR-)Dickenreduzierung des Stranges zu dessen Kontaktierung vorbestimmte Führungselemente der Strangführungsvorrichtung relativ zu einer Längsachse des Stranges (quer-)verstellbar, wobei eine Verstellung der Führungselemente in Abhängigkeit des Materials des Stranges und/oder der Gießgeschwindigkeit vorgenommen wird, um die Strangdicke um bis zu 30 mm zu vermindern.According to a further preferred embodiment variant of the invention are for liquid core reduction
(LCR-) thickness reduction of the strand to the contacting predetermined guide elements of the strand guide device relative to a longitudinal axis of the strand (transverse) adjustable, wherein an adjustment of the guide elements in dependence of the material of the strand and / or the casting speed is made to the strand thickness to to reduce to 30 mm.
Gemäß einer Weiterbildung der Erfindung ist es hierbei vorgesehen, dass die Strangdicke quasi-statisch, d.h. kurz nach Gießbeginn bzw. dem Angießen einer Gießsequenz, sobald der als "Strangkopf" bezeichnete, warme vordere Strangendbereich die zur Dickenreduzierung vorgesehenen Führungselemente passiert hat, einmalig eingestellt wird.According to one embodiment of the invention, it is provided here that the strand thickness quasi-static, i. shortly after the start of pouring or the casting of a casting sequence, as soon as the "leading strand area", referred to as the "strand head", has passed the guide elements intended for reducing the thickness, it is set once.
In einer besonders bevorzugten Ausführungsvariante kann es aber auch vorgesehen sein, dass die Strangdicke dynamisch einstellbar, d.h. während des Gießprozesses bzw. während des Durchgangs des Stranges durch die Strangführungsvorrichtung beliebig variierbar ist. Die dynamische Einstellung wird dann bevorzugt von der Betriebsmannschaft in Abhängigkeit der Stahlgüte und der aktuellen Gießgeschwindigkeit eingestellt, sofern sich diese nur fallweise ändert. Die LCR Dickenreduzierung beträgt zwischen 0 und 30 mm, vorzugsweise zwischen 3 und 20 mm.In a particularly preferred embodiment, however, provision may also be made for the strand thickness to be dynamically adjustable, i. is arbitrarily variable during the casting process or during the passage of the strand through the strand guiding device. The dynamic setting is then preferably set by the operating team depending on the steel grade and the actual casting speed, if this changes only on a case-by-case basis. The LCR thickness reduction is between 0 and 30 mm, preferably between 3 and 20 mm.
In einer bevorzugten Ausführungsform der dynamischen Anwendung von LCR kann diese Funktion auch von einer automatisierten Einrichtung übernommen werden, insbesondere dann, wenn sehr häufige Dicken- oder
Geschwindigkeitsänderungen üblich oder erforderlich wären.In a preferred embodiment of the dynamic application of LCR, this function can also be taken over by an automated device, in particular if very frequent thickness or
Speed changes would be common or required.
Der Zusammenhang der Einstellung der Strangdicke in Zusammenhang mit der Gießgeschwindigkeit erfolgt mittels erfindungsgemäß vorgeschlagener Geschwindigkeitsfaktoren K, deren Auswahl in Abhängigkeit der Strangstützlänge und der Güte des Strangstahls erfolgt.The relationship between the setting of the strand thickness in connection with the casting speed is carried out by means of inventively proposed speed factors K, the selection of which is effected as a function of the strand support length and the quality of the extruded steel.
Für den Geschwindigkeitsfaktor K sind jeweils Korridorbereiche angegeben, innerhalb welcher ein gießtechnischer Betrieb effizient und sinnvoll durchführbar ist.Corridor areas are specified for the speed factor K, within which a casting operation can be carried out efficiently and meaningfully.
Die Abkühlcharakteristik jeweiliger Stahlgüten hat großen Einfluss auf die Position der Sumpfspitze innerhalb des Stranges. Schnell erstarrende Stahlgüten erlauben einen Betrieb der Anlage mit relativ hohen Gießgeschwindigkeiten vc, während für langsamer erstarrende Stahlgüten geringere Gießgeschwindigkeiten vc zu wählen sind, um ein Ausbauchen und Aufplatzen des Stranges im Bereich der Sumpfspitz zu verhindern. In Zusammenhang mit der Schnelligkeit der Kühlung des Stranges spricht man von "harter Kühlung" (schnelle Erstarrung), "mittelharter Kühlung" und "weicher Kühlung" (eher langsame Erstarrung).The cooling characteristic of respective steel grades has a great influence on the position of the sump tip within the strand. Fast-setting steel grades allow the system to operate at relatively high casting speeds v c , while lower casting speeds v c are to be selected for slower-setting steel grades in order to prevent bulging and bursting of the strand in the area of the swamp tip. In connection with the speed of the cooling of the strand, one speaks of "hard cooling" (rapid solidification), "medium hard cooling" and "soft cooling" (rather slow solidification).
Zur Kühlung des Stranges wird auf diesen im Bereich der Strangführungsvorrichtung (zwischen dem Ende der Kokille und dem der Vorwalzstraße zugewandten Ende der Strangführungsvorrichtung) ein Kühlmittel, vorzugsweise Wasser, aufgebracht. Das Aufbringen des Kühlmittels auf den Strang erfolgt mittels einer Spritzeinrichtung, welche eine beliebige Anzahl an Spritzdüsen umfassen kann.To cool the strand, a coolant, preferably water, is applied to this in the region of the strand guiding device (between the end of the mold and the end of the strand guiding device facing the rough rolling mill). The application of the coolant to the strand takes place by means of an injection device, which can comprise any desired number of spray nozzles.
Für eine harte Kühlung werden 3 bis 4 Liter Kühlmittel pro kg Strangstahl aufgewendet, während für eine mittelharte Kühlung 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl und für eine weiche Kühlung < 2,2 Liter Kühlmittel pro kg Strangstahl aufgewendet werden. Die angeführten Kühlmittelmengen für harte, mittelharte und weiche Kühlung überschneiden sich, da die Realisierung einer harten, mittelharten oder weichen Kühlung in der Praxis nicht nur von der Kühlmittelmenge, sondern auch von der konstruktiven Ausführung der Spritzeinrichtung, insbesondere der Düsenaufbauart (es existieren Reinwasserdüsen und Luft/Wasser-Düsen, sogenannte "2-Phasen-Düsen"). Weitere Einflussfaktoren für die Schnelligkeit der Strangkühlung sind die Bauart der Führungselemente bzw. Strangstützrollen der Strangführungsvorrichtung (innen- oder mantelgekühlte Strangstützrollen), die Anordnung der Stützrollen, insbesondere das Verhältnis des Stützrollendurchmessers zum Abstand benachbarter Stützrollen, der Spritzcharakter der Düsen sowie die Kühlmittel- bzw. Wassertemperatur.For a
Innerhalb der erfindungsgemäß vorgeschlagenen Korridorbereiche erfolgt die Wahl eines konkreten Geschwindigkeitsfaktors K insbesondere in Abhängigkeit der Stahlgüte bzw. der Abkühlcharakteristik des Stranges. Für schnell zu kühlende Stahlgüten kann ein im oberen Bereich eines erfindungsgemäß vorgeschlagenen Korridorbereichs liegender Geschwindigkeitsfaktor K herangezogen werden, während für langsamer zu kühlende Stahlgüten ein im mittleren oder unteren Bereich eines erfindungsgemäß vorgeschlagenen Korridorbereichs liegender Geschwindigkeitsfaktor K herangezogen wird.Within the corridor areas proposed according to the invention, the choice of a specific speed factor K takes place in particular as a function of the steel grade or the cooling characteristic of the strand. For steel grades to be cooled rapidly, a speed factor K lying in the upper region of a corridor region proposed according to the invention can be used, while for slower steel grades a velocity factor K lying in the middle or lower region of a corridor region proposed according to the invention is used.
So ist es gemäß einer verfahrenstechnischen Optimierung vorgesehen, dass für mittels einer Spritzeinrichtung im Bereich der Strangführungsvorrichtung hart zu kühlende Strangstähle, d.h. unter Aufbringung von 3 bis 4 Liter Kühlmittel pro kg Strangstahl, in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten wird, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L=17,5 m in einem Korridorbereich von 42000 bis 48900, vorzugsweise in einem Korridorbereich von 45500 bis 48900 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 55200 bis 64600, vorzugsweise in einem Korridorbereich von 59900 bis 64600 liegt, wobei zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.Thus, it is provided according to a process engineering optimization that for a hard to be cooled by means of a spraying device in the strand guide device rod steels, ie with the application of 3 to 4 liters of coolant per kg of extruded steel, in a stationary-continuous operation of the system, the relationship of in [mm measured strand thickness d with the casting speed v c measured in [m / min] is maintained according to the formula v c = K / d 2 , wherein a velocity factor K contained in the formula at a strand support length L = 17.5 m in a corridor range of 42000 to 48900, preferably in a corridor range from 45500 to 48900, while the speed factor K is at a strand support length L = 23 m in a corridor range of 55200 to 64600, preferably in a corridor range of 59900 to 64600, where for the determination of (target) Casting speeds v c or (Target) strand thicknesses d for systems with between the strand support lengths L = 17.5 m and L = 23 m strand support lengths L interpolation between the corridor ranges listed above is feasible.
Unter einem stationär-kontinuierlichen Betrieb der Anlage werden im vorliegenden Zusammenhang Betriebsphasen mit einer Zeitdauer >10 Minuten verstanden, während welcher die Gießgeschwindigkeit im Wesentlichen konstant ist. Die Definition des stationär-kontinuierlichen Anlagenbetriebs dient einerseits lediglich zur Abgrenzung gegenüber einer Angießphase, während welcher der flüssige Stahl initial die Strangführungsvorrichtung durchläuft und während welcher die Gießgeschwindigkeit außerordentlichen Parametern unterliegt bzw. andererseits gegenüber auch zwischenzeitlich möglichen Beschleunigungsphasen zur Erhöhung des Durchsatzes und/oder betrieblich erforderlichen Verzögerungsphasen (wenn auf die Flüssigstahlanlieferung gewartet werden muss oder wegen der Strangqualität, Kühlwassermangel, ...).Under a stationary-continuous operation of the system are understood in the present context operating phases with a period> 10 minutes, during which the casting speed is substantially constant. On the one hand, the definition of steady-state plant operation merely serves to delimit against a gating phase during which the molten steel initially passes through the strand guiding device and during which the casting speed is subject to extraordinary parameters or, on the other hand, also to intermediate acceleration phases for increasing throughput and / or operationally required Deceleration phases (when the liquid steel delivery has to be maintained or because of strand quality, lack of cooling water, ...).
Für mittelhart zu kühlende Strangstähle, d.h. unter Aufbringung von 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl, wird in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L von 17,5 m in einem Korridorbereich von 39600 bis 46500, vorzugsweise in einem Korridorbereich von 43050 bis 46500 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 52100 bis 61900, vorzugsweise in einem Korridorbereich von 57000 bis 61900 liegt, wobei zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.For medium hard-to-cool extruded steels, ie by applying 2 to 3.5 liters of coolant per kg of extruded steel, the relationship of a strand thickness d measured in [mm] with the casting speed measured in [m / min] is determined in a stationary continuous operation of the plant v c is satisfied according to the formula v c = K / d 2 , wherein a speed factor K contained in the formula at a strand support length L of 17.5 m in a corridor range from 39600 to 46500, preferably in a corridor range from 43050 to 46500, during the speed factor K is at a strand support length L = 23 m in a corridor range of 52100 to 61900, preferably in a corridor range of 57000 to 61900, wherein for the determination of (Target) casting speeds v c or (target) strand thicknesses d for installations with strand support lengths L between the strand support lengths L = 17.5 m and L = 23 m, an interpolation between the corridor regions mentioned above can be carried out.
Für weich zu kühlende Strangstähle, d.h. unter Aufbringung von weniger als 2,2 Liter (vorzugsweise zwischen 1,0 und 2,2 Liter) Kühlmittel pro kg Strangstahl, wird in einem stationär-kontinuierlichen Betrieb der Anlage der Zusammenhang einer in [mm] gemessenen Strangdicke (d) mit der in [m/min] gemessenen Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer Strangstützlänge L von 17,5 m in einem Korridorbereich von 37100 bis 44100, vorzugsweise in einem Korridorbereich von 40600 bis 44100 liegt, während der Geschwindigkeitsfaktor K bei einer Strangstützlänge L=23 m in einem Korridorbereich von 48900 bis 59000, vorzugsweise in einem Korridorbereich von 53950 bis 59000 liegt, wobei zur Ermittlung von
(Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den Strangstützlängen L=17,5 m und L=23 m liegenden Strangstützlängen L eine Interpolation zwischen den vorangehend angeführten Korridorbereichen durchführbar ist.For soft-to-cool extruded steels, ie with the application of less than 2.2 liters (preferably between 1.0 and 2.2 liters) of coolant per kg of extruded steel, in a steady-state operation of the plant, the relationship of one measured in [mm] Strand thickness (d) with the casting speed v c measured in [m / min] according to the formula v c = K / d 2 , where a speed factor K contained in the formula at a strand support length L of 17.5 m in a corridor range of 37100 to 44100, preferably in a corridor range of 40600 to 44100, while the speed factor K is at a strand support length L = 23 m in a corridor range from 48900 to 59000, preferably in a corridor range of 53950 to 59000, wherein for determining
(Target) casting speeds v c or (target) strand thicknesses d for installations with strand support lengths L between the strand support lengths L = 17.5 m and L = 23 m, an interpolation between the corridor regions mentioned above can be carried out.
Die detaillierte/verfeinerte Wahl des Geschwindigkeitsfaktors ist neben der Strangstützlänge insbesondere vom Kohlenstoffgehalt der vergossenen Stähle, deren Erstarrungs-oder Umwandlungscharakterisitik, deren Festigkeits- bzw. Duktilitätseigenschaften etc. abhängig.The detailed / refined choice of the speed factor is in addition to the strand support length in particular the carbon content of the cast steels, their solidification or conversion characteristics, their strength or ductility properties, etc. dependent.
Eine Betriebsführung gemäß der erfindungsgemäß vorgeschlagenen Geschwindigkeitfaktoren K ermöglicht ein optimales Ausnutzen der im Strang enthaltenen Gießhitze für den nachfolgenden Walzprozess sowie eine Optimierung des Materialdurchsatzes und somit einen Produktivitätsvorteil (bei betriebsbedingter Abnahme der Gießgeschwindigkeit kann die Strangdicke erhöht und dadurch der Materialdurchsatz erhöht werden).An operational management according to the inventively proposed speed factors K allows optimal utilization of the casting heat contained in the strand for the subsequent rolling process and an optimization of the material throughput and thus a productivity advantage (with operational decrease of the casting speed, the strand thickness can be increased and thereby the material throughput can be increased).
Anspruch 22 richtet sich auf eine Anlage zur Durchführung des erfindungsgemäßen Verfahrens zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband, umfassend eine Gießanlage mit einer Kokille, eine dieser nachgeordnete Strangführungsvorrichtung, eine dieser nachgeordnete Vorwalzstraße, eine dieser nachgeordnete, induktive Heizeinrichtung und eine dieser nachgeordnete Fertigwalzstraße, wobei die Strangführungsvorrichtung eine untere Serie an Führungselementen und eine dazu parallel oder konvergierend angeordnete obere Serie an Führungselementen aufweist und zwischen den beiden Führungselemente-Serien ein zur Aufnahme des aus der Gießanlage austretenden Stranges vorgesehener Aufnahmeschacht ausgebildet ist, welcher durch Ausbildung unterschiedlicher Abstände gegenüberliegender Führungselemente zueinander in Transportrichtung des Stranges zumindest abschnittsweise verjüngt ist und dadurch der Strang dickenreduzierbar ist. Erfindungsgemäß ist vorgesehen, dass der Aufnahmeschacht an seinem der Vorwalzstraße zuweisenden Ende eine der Strangdicke des Stranges entsprechende lichte Aufnahmebreite zwischen 85 und 120 mm, vorzugsweise zwischen 95 und 115 mm aufweist, wobei eine zwischen dem Gießspiegel der Gießanlage und dem der Vorwalzstraße zugewandten Ende des Aufnahmeschachts der Strangführungsvorrichtung gemessene Strangstützlänge größer oder gleich 17,5 m ist und wobei eine Steuereinrichtung vorgesehen ist, mittels welcher die Gießgeschwindigkeit vc des Stranges 3 in einem Bereich zwischen 3,8 - 7 m/min haltbar ist.Claim 22 is directed to a system for carrying out the method according to the invention for the continuous or semi-continuous production of steel strip, comprising a casting machine with a mold, a subordinate strand guiding device, a downstream Vorwalzstraße, one of these downstream, inductive heating and one of these downstream finishing train, said the strand guiding device has a lower series of guide elements and a parallel or converging arranged upper series of guide elements and formed between the two guide element series for receiving the strand emerging from the casting strand receiving shaft, which by forming different distances between opposing guide elements to each other in the transport direction the strand is at least partially tapered and thus the strand is thickness reducible. According to the invention, the receiving shaft has, at its end facing the rough rolling line, a receiving width between 85 and 120 mm, preferably between 95 and 115 mm, corresponding to the strand thickness of the strand, wherein an end of the receiving shaft facing between the casting level of the casting plant and that of the roughing line the strand guiding device measured strand support length is greater than or equal to 17.5 m and wherein a control device is provided, by means of which the casting speed v c of the
Gemäß einer bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die lichte Aufnahmebreite des Aufnahmeschachts an seinem der Gießanlage zuweisenden Eingangsbereich zwischen 105 und 130 mm, vorzugsweise zwischen 115 und 125 mm beträgt.According to a preferred embodiment of the system according to the invention, it is provided that the clear receiving width of the receiving shaft at its input of the casting line input range between 105 and 130 mm, preferably between 115 and 125 mm.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Strangstützlänge größer oder gleich 18,5 m ist, vorzugsweise in einem Bereich zwischen 18,7 und 23 m, besonders bevorzugt zwischen 20,1 und 23 m, liegt.According to a further preferred embodiment of the system according to the invention, it is provided that the strand support length is greater than or equal to 18.5 m, preferably in a range between 18.7 and 23 m, particularly preferably between 20.1 and 23 m.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Vorwalzstraße vier oder fünf Vorwalzgerüste umfasst.According to a further preferred embodiment variant of the system according to the invention, it is provided that the roughing mill comprises four or five roughing stands.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass zwischen dem Ende des Aufnahmeschachts bzw. der Strangführungsvorrichtung und einem Einlaufbereich der Vorwalzstraße keine Kühlvorrichtung, jedoch eine thermische Abdeckung vorgesehen ist, welche eine zum Transport des Stranges vorgesehenes Fördervorrichtung zumindest abschnittsweise umgibt und somit ein Auskühlen des Stranges verzögert.According to a further preferred embodiment of the system according to the invention, it is provided that no cooling device, but a thermal cover is provided between the end of the receiving shaft and the strand guide device and an inlet region of the roughing, at least partially surrounds a conveyor device provided for transporting the strand and thus a cooling of the strand delayed.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass mittels in der Vorwalzstraße angeordneter Vorwalzgerüste eine Reduktion der Dicke des Stranges um jeweils 35-60 %, vorzugsweise um jeweils 40-55 % pro Vorwalzgerüst durchführbar ist, sodass ein Zwischenband mit einer Dicke von 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm erzeugbar ist.According to a further preferred embodiment variant of the system according to the invention, it is provided that a reduction in the thickness of the strand by 35-60%, preferably by 40-55% per roughing mill feasible by Vorwalzgerüst arranged in the roughing mill, so that an intermediate strip with a thickness from 3 to 15 mm, preferably with a thickness of 4 to 10 mm can be generated.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Heizeinrichtung als induktiver Querfelderwärmungsofen ausgebildet ist, mittels welchem der Strang, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur von oberhalb von 1170°C aufheizbar ist.According to a further preferred embodiment of the system according to the invention, it is provided that the heating device as an inductive transverse field heating furnace is formed, by means of which the strand, starting at a temperature above 770 ° C, preferably above 820 ° C to a temperature of at least 1110 ° C, preferably to a temperature of above 1170 ° C can be heated.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Fertigwalzstraße vier oder fünf Fertigwalzgerüste umfasst, mittels welchen ein aus der Vorwalzstraße austretendes Zwischenband zu einem Endband mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm reduzierbar ist.According to a further preferred embodiment variant of the system according to the invention, it is provided that the finishing train comprises four or five finishing mills, by means of which an intermediate strip emerging from the roughing train can be reduced to an end strip with a thickness <1.5 mm, preferably <1.2 mm.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die Fertigwalzgerüste jeweils unter Abständen von < 7 m, vorzugsweise unter Abständen von < 5 m zueinander angeordnet sind, wobei die Abstände zwischen den Arbeitswalzenachsen der Fertigwalzgerüste gemessen werden.According to a further preferred embodiment of the system according to the invention, it is provided that the finishing mills are arranged at intervals of <7 m, preferably at intervals of <5 m to each other, wherein the distances between the working roll axes of the finishing mills are measured.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass zur Dickenreduzierung des Stranges bestimmte Führungselemente (spalt-)verstellbar sind und dadurch eine lichte Aufnahmebreite des Aufnahmeschachts verkleiner- oder vergrößerbar ist, wobei die Strangdicke bzw. die lichte Aufnahmebreite in Abhängigkeit des Materials des Stranges und/oder der Gießgeschwindigkeit einstellbar ist.According to a further preferred embodiment of the system according to the invention, it is provided that certain guide elements (gap) are adjustable to reduce the thickness of the strand and thereby a clear receiving width of the receiving shaft is reduced or increased, the strand thickness or the clear receiving width depending on the material of the strand and / or the casting speed is adjustable.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass die verstellbaren Führungselemente in einer der Kokille zugewandten vorderen Hälfte, vorzugsweise in einem der Kokille zugewandten vorderen Viertel der Längserstreckung der Strangführungsvorrichtung angeordnet sind.According to a further preferred embodiment of the system according to the invention, it is provided that the adjustable guide elements are arranged in a front half facing the mold, preferably in a front quarter of the longitudinal extension of the strand guide device facing the mold.
Um zumindest während der ersten beiden Walzstiche das Vorhandensein eines möglichst heißen Strangkerns des Stranges zu gewährleisten, ist es gemäß einer bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage vorgesehen, dass eine Arbeitswalzenachse eines zur Strangführungsvorrichtung nächst benachbarten ersten Vorwalzgerüstes der Vorwalzstraße maximal 7 m, vorzugsweise maximal 5 m nach dem Ende der Strangführungsvorrichtung angeordnet ist.In order to ensure at least during the first two rolling passes the presence of a strand core of the strand which is as hot as possible, it is provided according to a preferred embodiment of the system according to the invention that a work roll axis of a first roughing stand next to the strand guide device of the roughing mill is not more than 7 m, preferably not more than 5 m the end of the strand guiding device is arranged.
Gemäß einer weiteren bevorzugten Ausführungsvariante der erfindungsgemäßen Anlage ist es vorgesehen, dass ein der Vorwalzstraße zugewandtes Einlaufende der
Heizeinrichtung maximal 25 m, vorzugsweise maximal 19 m nach der Arbeitswalzenachse des der Heizeinrichtung nächstgelegenen Vorwalzgerüstes angeordnet ist.According to a further preferred embodiment of the system according to the invention, it is provided that an inlet end facing the pre-rolling line
Heating device is arranged a maximum of 25 m, preferably not more than 19 m after the work roll axis of the roughing stand nearest the heater.
Die Erfindung wird nun anhand eines Ausführungsbeispiels näher erläutert. Dabei zeigt:
- Fig.1
- eine schematische Darstellung einer erfindungsgemäßen Anlage zur kontinuierlichen oder semikontinuierlichen Herstellung von Stahlwarmband in Seitenansicht
- Fig.2
- eine Detaildarstellung einer Strangführungsvorrichtung der Anlage aus
Fig.1 in vertikaler Schnittansicht - Fig.3
- ein Abschnitt der Strangführungsvorrichtung in geschnittener Detailansicht
- Fig.4
- ein Prozessdiagramm eines erfindungsgemäßen Herstellungsverfahrens (Gießgeschwindigkeit / Strangdicke)
- Fig.5
- ein Diagramm zur Veranschaulichung des Jahresdurchsatzes einer erfindungsgemäßen Anlage in Abhängigkeit der Strangdicke (Gießgeschwindigkeit / Strangdicke)
- Fig.6
- ein Prozessdiagramm eines erfindungsgemäßen Herstellungsverfahrens (Zusammenhang von Ziel-Gießgeschwindigkeiten und Ziel-Strangdicken)
- Fig.1
- a schematic representation of an inventive system for continuous or semi-continuous production of steel hot strip in side view
- Fig.2
- a detailed representation of a strand guiding device of the system
Fig.1 in vertical sectional view - Figure 3
- a section of the strand guide device in a sectional detail view
- Figure 4
- a process diagram of a production method according to the invention (casting speed / strand thickness)
- Figure 5
- a diagram illustrating the annual throughput of a system according to the invention in Dependence of the strand thickness (casting speed / strand thickness)
- Figure 6
- a process diagram of a production method according to the invention (connection of target casting speeds and target strand thicknesses)
Ersichtlich ist eine vertikale Gießanlage mit einer Kokille 2, in der Stränge 3 gegossen werden, welche eine Strangdicke d zwischen 105 und 130 mm, vorzugsweise eine Strangdicke d zwischen 115 und 125 mm am Ende der Kokille 2 aufweisen.A vertical casting plant with a
Der Kokille 2 vorgelagert ist eine Pfanne 35, welche über eine keramische Zulaufdüse einen Verteiler 36 mit flüssigem Stahl beschickt. Der Verteiler 36 beschickt in weiterer Folge die die Kokille 2, an welche eine Strangführungsvorrichtung 6 anschließt.The
Dann erfolgt die Vorwalzung in einer Vorwalzstrasse 4, die aus einem - wie hier - oder aus mehreren Gerüsten bestehen kann und in der der Strang 3 auf eine Zwischendicke gewalzt wird. Beim Vorwalzen findet die Umwandlung von Gussgefüge feinkörnigeres Walzgefüge statt.Then the rough rolling takes place in a
Die Anlage 1 umfasst des Weiteren eine Reihe an in
Entzunderungseinrichtungen 37,38 und in
Descaling
Hinter der Vorwalzstrasse 4 ist ein eine Heizeinrichtung 7 für das Zwischenband 3' angeordnet. Die Heizeinrichtung 7 ist im vorliegenden Ausführungsbeispiel als Induktionsofen ausgeführt. Vorzugsweise findet ein Querfelderwärmungs-Induktionsofen Einsatz, was die Anlage 1 besonders energieeffizient macht.Behind the rough rolling 4 a
Alternativ könnte die Heizeinrichtung 7 auch als konventioneller Ofen z.B. mit Flammenbeaufschlagung ausgeführt sein.Alternatively, the
In der Heizeinrichtung 7 wird das Zwischenband 3' relativ gleichmäßig über den Querschnitt auf eine gewünschte Einlauftemperatur für den Einlauf in die Fertigwalzstraße 5 gebracht, wobei die Einlauftemperatur in der Regel je nach Stahlsorte und nachfolgendem Walzvorgang in der Fertigwalzstraße 5 zwischen 1000°C und 1200°C liegt.In the
Hinter der Erwärmung in der Heizeinrichtung 7 erfolgt - nach einer zwischengeschalteten optionalen Entzunderung -die Fertigwalzung in der mehrgerüstigen Fertigwalzstraße 5 auf eine gewünschte Enddicke und Endwalztemperatur und anschließend eine Bandkühlung in einer Kühlstrecke 18 sowie letztlich ein Aufwickeln zu Bünden mittels Unterflurhaspeln 19.Behind the heating in the
Erfindungsgemäß werden folgende Verfahrensschritte durchgeführt:
- Zunächst wird mit einer Gießanlage 2 (in den
Figuren 1-3 ist eine Kokille der Gießanlage dargestellt)ein Strang 3 gegossen.Der Strang 3 wird im Liquid-Core-Reduction (LCR-) Verfahren mittels der Strangführungsvorrichtung 6 bei flüssigem Querschnittskern auf eine Strangdicke d zwischen 85 und 120 mm, vorzugsweise auf eine Strangdicke zwischen 95 und 115 mm reduziert.
- First, with a casting plant 2 (in the
Figures 1-3 is a mold of the casting plant shown) astrand 3 poured. Thestrand 3 is reduced in the liquid core reduction (LCR) process by means of thestrand guiding device 6 with liquid cross-sectional core to a strand thickness d between 85 and 120 mm, preferably to a strand thickness between 95 and 115 mm.
Eine zwischen dem Meniskus 13, d.i. der Gießspiegel der Gießanlage 2 und einem der Vorwalzstraße 4 zugewandten Ende 14 der Strangführungsvorrichtung 6 gemessene Strangstützlänge L ist größer oder gleich 17,5 m, vorzugsweise größer oder gleich 17,5. In einer optimierten Auslegung der Anlage 1 ist die Strangstützlänge L größer oder gleich 18,5 m, vorzugsweise liegt die Strangstützlänge L in einem Bereich zwischen 18,7 (noch besser 20,1) und 23 m. Eine während eines stationär-kontinuierlichen Betriebs der Anlage gemessene Gießgeschwindigkeit vc des Stranges 3 liegt hierbei in einem Bereich von 3,8 - 7 m/min.A strand support length L measured between the
Der in
Die Strangstützlänge L wird hierbei zwischen dem Meniskus 13 der Kokille bzw. der Gießanlage 2 und der Achse der letzten, einer Vorwalzstraße 4 zugewandten Rolle einer und unten noch näher beschriebenen oberen Führungselemente-Serie 10 gemessen (betrachtet in einer Seitenansicht der Anlage 1 bei zu den Achsen der Rollen paralleler Blickrichtung gemäß
Um zu gewährleisten, dass eine eingangs definierte Sumpfspitze des Stranges 3 unabhängig von jeweiligen materialgüteabhängigen maximalen Gießgeschwindigkeiten immer bis nahe an das Ende der Strangführungsvorrichtung 6 heranreicht und dadurch der Strang 3 mit relativ geringem Energieaufwand und unter Gewährleistung hoher Fertigungsqualität auf eine gewünschte Zwischendicke vor- und darauffolgend auch fertiggewalzt werden kann, werden Stränge 3 mit unterschiedlichen Strangdicken d in Abhängigkeit folgender Gießgeschwindigkeiten gegossen:
bei Gießgeschwindigkeiten zwischen 3,8und 5,0 m/min mit 100 - 120 mm Strangdicke,vorzugsweise mit 110bis 120 mm Strangdicke,bei Gießgeschwindigkeiten zwischen und 5,9 m/min mit 85- 110 mm Strangdicke,
vorzugsweise mit 95bis 110 mm Strangdicke, - bei Gießgeschwindigkeiten größer oder gleich 5,9 m/min mit maximal 102 mm Strangdicke.
- at casting speeds between 3.8 and 5.0 m / min with 100-120 mm strand thickness, preferably with 110-120 mm strand thickness,
- at casting speeds between 5.0 and 5.9 m / min with 85
- 110 mm strand thickness, preferably with 95 to 110 mm strand thickness,
- at casting speeds of greater than or equal to 5.9 m / min with a maximum of 102 mm strand thickness.
In der Vorwalzstraße 4 erfolgt ein Vorwalzen des Stranges 3 zu einem Zwischenband 3' in mindestens vier Walzstichen, d.h. unter Einsatz von vier Vorwalzgerüsten 41, 42, 43, 44, vorzugsweise in fünf Walzstichen, d.h. unter Einsatz von fünf Vorwalzgerüsten 41, 42, 43, 44, 45 erfolgt.In the
Die in der Vorwalzstraße 4 erfolgenden vier oder fünf Walzstiche erfolgen innerhalb von längstens 80 Sekunden, vorzugsweise innerhalb von längstens 5 Sekunden.The four or five rolling passes taking place in the
Des Weiteren ist es vorgesehen, dass der erste Walzstich in der Vorwalzstraße 4 innerhalb von längstens 7 Minuten, vorzugsweise innerhalb von längstens 6,2 Minuten ab Erstarrungsbeginn des in der Gießanlage 2 befindlichen flüssigen Strangstahls erfolgt. Idealerweise erfolgt der erste Walzstich in der Vorwalzstraße 4 innerhalb von längstens 5,8 Minuten, dies auch bei Gießgeschwindigkeiten im Bereich von 4 m/min.Furthermore, it is provided that the first rolling pass in the
Zwischen dem Ende 14 der Strangführungsvorrichtung 6 und einem Einlaufbereich der Vorwalzstraße 4 wird lediglich eine durch eine Umgebungstemperatur bedingte Abkühlung des Stranges 3 zugelassen, d.h. es erfolgt keine artifizielle Kühlung des Stranges 3 mittels einer Kühlvorrichtung. Die Oberfläche des Stranges 3 weist in diesem Bereich im Mittel eine Temperatur > 1050°C, bevorzugt > 1000°C auf.Between the end 14 of the
Zwischen dem Ende 14 der Strangführungsvorrichtung 6 und dem ersten Vorwalzgerüst 41 ist eine vorzugsweise klappbare thermische Abdeckung vorgesehen, um die Wärme möglichst im Strang 3 zu halten. Die thermische Abdeckung umgibt eine zum Transport des Stranges 3 vorgesehene, üblicherweise als Rollenband ausgeführte Fördervorrichtung zumindest abschnittsweise. Unmittelbar vor den Unterflurhaspeln 19 wird das Endband 3" zwischen Treibrollen 38 geklemmt, die das Endband'' auch führen und unter Bandzug halten.Between the end 14 of the
Hierbei kann die thermische Abdeckung die Fördervorrichtung von oben und/oder von unten und/oder seitlich umgeben.In this case, the thermal cover can surround the conveying device from above and / or from below and / or laterally.
In der Vorwalzstraße 4 erfolgt pro Walzstich eine Reduktion der Dicke des Stranges 3 um 35-60 %, vorzugsweise um 40-55 %. Bei einer Vorsehung von genau vier Walzgerüsten ergibt sich somit, dass ein Zwischenband 3' mit einer Dicke von 3 bis 15 mm, vorzugsweise mit einer Dicke von 4 bis 10 mm aus der Vorwalzstraße 4 ausläuft.In the
Um zumindest während der ersten beiden Walzstiche das Vorhandensein eines möglichst heißen Strangkerns des Stranges 3 zu gewährleisten, ist das zur Strangführungsvorrichtung 6 nächst benachbarte erste Vorwalzgerüst 41 der Vorwalzstraße maximal 6 m, vorzugsweise maximal 5, idealer Weise maximal 4 m nach dem Ende 14 der Strangführungsvorrichtung 6 angeordnet. Die genannten Abstände werden hierbei jeweils ab dem Mittelpunkt des ersten Vorwalzgerüstes 41 bzw. ab dessen Arbeitswalzenachse gemessen.In order to ensure at least during the first two rolling passes the presence of a strand core of the
Gemäß einer weiteren bevorzugten prozesstechnischen Variante ist es vorgesehen, dass eine Abkühlung des aus der Vorwalzstraße 4 austretenden Zwischenbandes 3' unter einer Abkühlrate von maximal 3 K/m, vorzugsweise unter einer Abkühlrate von maximal 2,5 K/m erfolgt. Eine solche Abkühlrate erfolgt durch Wärmeabstrahlung und/oder - konvektion vom Zwischenband und ist durch eine entsprechende Wahl der thermischen Randbedingungen (Abdeckungen, Tunnel, Kaltluft, Luftfeuchtigkeit, etc.) und
Transportgeschwindigkeit bzw. Massenstrom steuerbar.According to a further preferred process-technical variant, it is provided that a cooling of the exiting from the
Transport speed or mass flow controllable.
Gemäß einer bevorzugten Ausführungsvariante der Erfindung ist es vorgesehen, dass eine Erwärmung des aus der Vorwalzstraße 4 ausgetretenen Zwischenbandes 3' mittels einer induktiven Heizeinrichtung 7, vorzugsweise im Querfelderwärmungsverfahren, beginnend bei einer Temperatur oberhalb von 770°C, vorzugsweise oberhalb von 820°C, besonders bevorzugt: oberhalb von 950°C, auf eine Temperatur von mindestens 1110°C, vorzugsweise auf eine Temperatur von oberhalb von 1170°C erfolgt.According to a preferred embodiment of the invention, provision is made for heating the intermediate strip 3 'emerging from the
Die Erwärmung des Zwischenbandes 3' erfolgt innerhalb einer Zeitspanne von 4 bis 25 Sekunden, vorzugsweise innerhalb einer Zeitspanne von 5 bis 13 Sekunden.The heating of the intermediate strip 3 'takes place within a period of 4 to 25 seconds, preferably within a period of 5 to 13 seconds.
Bei Vornahme von genau vier Walzstichen in der Vorwalzstraße 4 ist es vorgesehen, dass ein bei Austreten aus der Gießanlage 2 bzw. bei Eintreten in die Strangführungsvorrichtung 6 100 mm dicker Strang 3, welcher in der Vorwalzstraße 4 zu einem Zwischenband 3' mit einer Dicke von 7 mm reduziert wird, nach spätestens 360 Sekunden, vorzugsweise nach spätestens 340 Sekunden ab Austreten aus der Gießanlage 2 in die induktive Heizeinrichtung 7 eingeführt wird und dass ein bei Austreten aus der Gießanlage 2 bzw. bei Eintreten in die Strangführungsvorrichtung 6 115 mm dicker Strang 3, welcher in der Vorwalzstraße 4 zu einem Zwischenband 3' mit einer Dicke von 7,8 mm reduziert wird, spätestens nach 480 Sekunden, vorzugsweise nach spätestens 460 Sekunden ab Austreten aus der Gießanlage 2 in die induktive Heizeinrichtung 7 eingeführt wird.When exactly four rolling passes are made in the
Ein Fertigwalzen des erwärmten Zwischenbandes 3' in der Fertigwalzstraße 5 erfolgt vorzugsweise in vier Walzstichen, d.h. unter Einsatz von vier Fertigwalzgerüsten 51, 52, 53, 54 oder in fünf Walzstichen, d.h. unter Einsatz von fünf Fertigwalzgerüsten 51, 52, 53, 54, 55 zu einem Endband 3'' mit einer Dicke < 1,5 mm, vorzugsweise < 1,2 mm. Mittels eines erfindungsgemäßen Verfahrens ist auch ein Walzen auf Enddicken von < 1 mm möglich.A finish rolling of the heated intermediate strip 3 'in the finishing
Die Fertigwalzgerüste 51, 52, 53, 54, 55 sind jeweils unter Abständen von < 7 m, vorzugsweise unter Abständen von < 5 m zueinander angeordnet (gemessen zwischen den
Arbeitswalzenachsen der Fertigwalzgerüste 51, 52, 53, 54, 55) .The finish rolling stands 5 1 , 5 2 , 5 3 , 5 4 , 5 5 are arranged at intervals of <7 m, preferably at intervals of <5 m to each other (measured between the
Work roll axes of the finishing stands 5 1, 5 2, 5 3, 5 4, 5 5).
In weiterer Folge wird das Endband 3" auf eine Haspeltemperatur zwischen 500°C und 750°C, vorzugsweise auf 550°C und 650°C gekühlt und zu einem Bund aufgehaspelt. Schließlich erfolgt eine Durchtrennung des Endbandes 3' oder des Zwischenbandes 3' oder des Stranges 3 in einer quer zu deren Transportrichtung 15 verlaufenden Richtung und ein Fertighaspeln des walzstraßenseitig losen Endbandes 3'. Alternativ zum Aufhaspeln wäre auch eine Umlenkung und Stapelung des Endbandes 3" möglich.Subsequently, the
Wie in
Strangführungsvorrichtung 6 mehrere zum Durchlauf des Stranges 3 vorbestimmte Führungssegmente 16 gemäß
Strand guiding
Jedes Führungselement der unteren Führungselemente-Serie 9 ist einem gegenüberliegenden Führungselement der oberen Führungselemente-Serie 10 zugeordnet. Die Führungselemente sind somit beiderseits der Breitseiten des Stranges 3 paarweise angeordnet.Each guide element of the lower
Zwischen den beiden Führungselemente-Serien 9, 10 ist ein zur Aufnahme eines aus der Gießanlage 2 austretenden Stranges 3 vorgesehener Aufnahmeschacht 11 ausgebildet, welcher durch Ausbildung unterschiedlicher Abstände gegenüberliegender Führungselemente 9, 10 zueinander in Transportrichtung des Stranges 3 zumindest abschnittsweise verjüngt ist und dadurch der Strang 3 dickenreduzierbar ist. Die Führungselemente 9, 10 sind als drehbar gelagerte Rollen ausgeführt.Between the two
Wie in
Die Führungselemente der oberen Führungselemente-Serie 10 sind selektiv tiefenverstellbar bzw. können an die Führungselemente der unteren Führungselemente-Serie 9 angenähert werden. Eine Verstellung der Führungselemente der oberen Führungselemente-Serie 10 und somit eine Veränderung des lichten Aufnahmequerschnitts 12 der Strangführungsvorrichtung 6 kann z.B. mittels eines hydraulischen Antriebs erfolgen. Eine der gewünschten Strangdicke d entsprechende und zwischen einander gegenüberliegenden oberen und unteren Führungselementen gemessene lichte Aufnahmebreite 12 des Aufnahmeschachts 11 der Strangführungsvorrichtung 6 könnte z.B. von 115 mm auf einen Bereich zwischen 90 und 105 mm verkleinert werden.The guide elements of the upper
Da ein in einem schmäleren Aufnahmeschacht 11 geführter Strang 3 schneller erstarrt und auskühlt, müsste die Gießgeschwindigkeit sowie äquivalent dazu der die Walzstraßen 4, 5 durchlaufende Volumenstrom erhöht werden, wenn man die Sumpfspitze des Stranges weiterhin möglichst nahe an das Ende der Strangführungsvorrichtung 6 heranführen möchte.Since a guided in a
Zur Dickenreduzierung des Stranges 3 sind z.B. drei bis acht Führungselemente(-Paare) eines der Kokille 2 zugewandten - aber nicht zwingend an die Kokille 2 anschließenden - ersten Führungssegmentes 16' verstellbar. Alternativ können auch mehrere aneinandergereihte Führungssegmente 16 zur LCR-Dickenreduzierung angewendet werden, die unmittelbar oder mittelbar an die Kokille anschließen.To reduce the thickness of the
Die Strangdicke d bzw. die lichte Aufnahmebreite 12 ist in Abhängigkeit des Materials des Stranges 3 und/oder in Abhängigkeit der Gießgeschwindigkeit einstellbar.The strand thickness d or the
Die Verstellung der jeweiligen Führungselemente 9, 10 erfolgt in einer im Wesentlichen orthogonal zur Transportrichtung des Stranges verlaufenden Richtung, wobei sowohl die oberen Führungselemente 10 als auch die unteren Führungselemente 9 verstellbar sein können. Wie in
Die verstellbaren Führungselemente 9, 10 sind vorzugsweise in einer der Gießanlage 2 zugewandten vorderen Hälfte, vorzugsweise in einem der Gießanlage 2 zugewandten vorderen Viertel der Längserstreckung der Strangführungsvorrichtung 6 angeordnet.The
Die Einstellung der Strangdicke d bzw. der lichten Aufnahmebreite 12 kann quasi-statisch erfolgen, d.h. einmalig, kurz nach Gießbeginn, sobald einer der Vorwalzstraße 4 zugewandter Kopfbereich des gegossenen Stranges 3 das Ende der Strangführungsvorrichtung 6 erreicht bzw. die LCR-Führungselemente passiert hat, oder auch dynamisch, d.h. während des Gießprozesses bzw. während des kontinuierlich-quasistationären Durchgangs des Stranges 3 durch die Strangführungsvorrichtung 6. Bei der dynamischen Einstellung der Strangdicke d wird diese während des Durchgangs eines Stranges 3 durch die
Strangführungsvorrichtung 6 beliebig oft, unter Verwendung eines unten anhand von
Strand guiding
Strangstützlängen L erzielbar sind.
Strand support lengths L can be achieved.
Auf der Ordinate des Diagramms gemäß
Hierbei sind für ausgewählte Strangstützlängen L jeweils mehrere Linien dargestellt, da unterschiedliche Stahlgüten verschieden schnell kühlbar sind und verschiedene Erstarrungsgeschwindigkeiten besitzen.In this case, several lines are shown in each case for selected strand support lengths L, since different grades of steel can be cooled at different speeds and have different solidification rates.
Die Linien 20a und 20b entsprechen einer Strangstützlänge L von 15,2 m, wobei Linie 20a ein anderer materialspezifischer (globaler) Erstarrungsfaktor k zugrunde liegt als Linie 20b und diese beiden miteinander verwandten Linien daher voneinander differieren.The
Der Erstarrungsfaktor k trägt die Einheit [mm/√min] und liegt für gegenständlich relevante Stahlgüten zwischen 24-27 mm/√min, vorzugsweise zwischen 25 und 26 mm/√min.The solidification factor k has the unit [mm / √min] and is between 24-27 mm / √min, preferably between 25 and 26 mm / √min, for materially relevant steel grades.
Die Linien 21a und 21b entsprechen einer Strangstützlänge L von 17,5 m, wobei den Linien 21a und 21b analog zu den Linien 20a und 20b wiederum ein unterschiedlicher Erstarrungsfaktor k zugrunde liegt.The
Die Linien 22a und 22b entsprechen einer erfindungsgemäß bevorzugten Strangstützlänge L von 18,5 m und differieren wiederum lediglich hinsichtlich eines spezifischen Erstarrungsfaktors k.
Die Linien 23a und 23b entsprechen einer erfindungsgemäß besonders bevorzugten Strangstützlänge L von 20 m und differieren wiederum hinsichtlich eines spezifischen Erstarrungsfaktors k.
Die Linien 24a und 24b entsprechen einer erfindungsgemäß besonders bevorzugten Strangstützlänge L von 21,6 m und differieren ebenfalls hinsichtlich eines spezifischen Erstarrungsfaktors k.The
Aufgrund der bereits dargelegten Problematik der Sumpfspitzenposition des Stranges 3 versteht es sich, dass bei einem Gießprozess eine umso kleinere Gießgeschwindigkeit zu wählen ist, je kürzer die Strangstützlänge L einer jeweiligen Anlage ist (eine in Transportrichtung 15 über das Ende 14 der Strangführungsvorrichtung 6 hinauswandernde Sumpfspitze würde zu einem Aufplatzen des Stranges 3 führen).Due to the problem of the sump tip position of the
Umgekehrt kann aus dem Diagramm gemäß
Schneidet man in Diagramm gemäß
Die Gießcharakteristiken gemäß
Z.B. ergibt sich für eine Strangstützlänge L von ca. 22m (im Ausführungsbeispiel gemäß
Berechnungen haben ergeben, dass z.B. bei einer Strangstützlänge L von 22 m (was im Wesentlichen den Linien 24a und 24b entspricht), eine gattungsgemäße Anlage 1 zur Herstellung von Strahlwarmband eine Fertigungskapazität von ca. 3,8 Millionen Tonnen pro Jahr (mtpy) erreichen kann, was gegenüber Anlagen gemäß dem Stand der Technik eine große Steigerung bedeutet.Calculations have shown that e.g. at a Strandstützlänge L of 22 m (which essentially corresponds to the
- vc=[K_lowerLimit ... K_upperLimit]/d2 hergestellt.
- v c = [K_lowerLimit ... K_upperLimit] / d 2 produced.
Die folgenden Angaben beziehen sich auf einen stationär-kontinuierlichen Betrieb der Anlage, worunter im vorliegenden Zusammenhang Betriebsphasen mit einer Zeitdauer >10 Minuten verstanden werden, während welcher die Gießgeschwindigkeit vc (im Unterschied zu z.B. einer Angießphase) im Wesentlichen konstant bleibt.The following information relates to a steady-state continuous operation of the plant, which in the present context operating phases are understood with a period of> 10 minutes, during which the casting speed v c (in contrast to, for example, a Angießphase) remains substantially constant.
Die Wahl des Geschwindigkeitsfaktors K ist neben der Strangstützlänge L insbesondere vom C-Gehalt der vergossenen Stähle bzw. von deren Abkühlcharakteristik abhängig. Schnell erstarrende Stahlgüten erlauben einen Betrieb der Anlage mit relativ hohen Gießgeschwindigkeiten vc, während für langsamer erstarrende Stahlgüten geringere Gießgeschwindigkeiten vc zu wählen sind, um ein Ausbauchen und Aufplatzen des Stranges im Bereich der Sumpfspitz zu verhindern. Die folgenden Tabellen beziehen sich auf zu Strängen vergossene Stahlgüten, die "hart" zu kühlen sind, d.h. schnell erstarren und die "mittelhart" zu kühlen sind, d.h. etwas langsamer erstarren.The choice of the speed factor K in addition to the strand support length L in particular depends on the C content of the cast steels or on their cooling characteristics. Fast-setting steel grades allow the system to operate at relatively high casting speeds v c , while lower casting speeds v c are to be selected for slower-setting steel grades in order to prevent bulging and bursting of the strand in the area of the swamp tip. The following tables refer to strands cast steel grades that are "hard" to cool, ie fast solidify and the "medium hard" to cool, ie solidify a little slower.
Für den Geschwindigkeitsfaktor K sind jeweils Korridorbereiche angegeben, innerhalb welcher ein gießtechnischer Betrieb effizient und sinnvoll durchführbar ist. Ein strangstützlängenspezifischer Korridorbereich wird gemäß folgender Tabellen jeweils von einem Geschwindigkeitsfaktor K_upperLimit und einem Geschwindigkeitsfaktor K_lowerLimit begrenzt.Corridor areas are specified for the speed factor K, within which a casting operation can be carried out efficiently and meaningfully. A strand support length-specific corridor area is limited in each case by a speed factor K_upperLimit and a speed factor K_lowerLimit according to the following tables.
Die Wahl des Geschwindigkeitsfaktors K ist abhängig von der Strangstützlänge L und von der Stahlgüte, insbesondere vom Kohlenstoff-Gehalt der vergossenen Stähle, deren Erstarrungs-oder Umwandlungscharakterisitik, deren Festigkeits- bzw. Duktilitätseigenschaften und weiteren
Werkstoffcharakteristiken abhängig.The choice of the speed factor K is dependent on the strand support length L and on the steel grade, in particular the carbon content of the cast steels, their solidification or conversion characteristics, their strength or ductility properties and others
Material characteristics depends.
Zur Kühlung des Stranges 3 wird auf diesen im Bereich der Strangführungsvorrichtung 6 (zwischen dem unteren Ende der Kokille 2 und dem der Vorwalzstraße 4 zugewandten Ende 14 der Strangführungsvorrichtung 6) ein Kühlmittel, vorzugsweise Wasser, aufgebracht. Das Aufbringen des Kühlmittels auf den Strang 3 erfolgt mittels einer nicht dargestellten Spritzeinrichtung, welche eine beliebige Anzahl in beliebigen Konfigurationen (z.B. hinter und/oder neben und/oder zwischen den Führungselementen 9, 10) angeordneten Spritzdüsen umfasst.For cooling the
Für eine harte Kühlung werden 3 bis 4 Liter Kühlmittel pro kg Strangstahl aufgewendet, für eine mittelharte Kühlung 2 bis 3,5 Liter Kühlmittel pro kg Strangstahl und für eine weiche Kühlung < 2,5 Liter (vorzugsweise 1-2,2 Liter) Kühlmittel pro kg Strangstahl. Die für eine harte, mittelharte und weiche Kühlung genannten Kühlmittelmengen überschneiden sich aufgrund bereits oben angeführter konstruktiver Ausführungsmerkmale der Spritzeinrichtung und der Strangführungsvorrichtung 6.For a
Unter exemplarisch gewählten, im Wesentlichen gleichen Konstruktions- und Randbedingungen der Spritzeinrichtung und der Strangführungsvorrichtung 6 könnten etwa zur Realisierung einer harten Kühlung 3 bis 4 Liter, zur Realisierung einer mittelharten Kühlung 2 bis 3 Liter und zur Realisierung einer weichen Kühlung 1,bis 2 Liter Kühlmittel pro kg Strangstahl aufgebracht werden.
So ist es gemäß einer bevorzugten Betriebsführung gemäß Tabelle 1vorgesehen, dass für hart zu kühlende Strangstähle, d.h. unter Aufbringung von 3 bis 4 Liter Kühlmittel pro kg Strangstahl, der Zusammenhang der in [mm] gemessenen Strangdicke d mit der in [m/min] gemessenen
Gießgeschwindigkeit vc nach der Formel vc= K / d2 eingehalten wird, wobei ein in der Formel enthaltener Geschwindigkeitsfaktor K bei einer vorzugsweise minimalen Strangstützlänge Lmin von 17,5 m in einem Korridorbereich von 42000 bis 48900, vorzugsweise in einem Korridorbereich von 45500 bis 48900 liegt, während der Geschwindigkeitsfaktor K bei einer vorzugsweise maximalen Strangstützlänge Lmax von 23 m in einem Korridorbereich von 55200 bis 64600, vorzugsweise in einem Korridorbereich von 59900 bis 64600 liegt.Thus, according to a preferred operation according to Table 1, it is provided that for hard-to-cool strip steels, ie by applying 3 to 4 liters of coolant per kg of extruded steel, the relationship between the strand thickness d measured in [mm] and that measured in [m / min]
Casting speed v c according to the formula v c = K / d 2 is maintained, wherein a contained in the formula speed factor K at a preferably minimum strand support length L min of 17.5 m in a corridor range of 42000 to 48900, preferably in a corridor range of 45500 to 48900, while the speed factor K is at a preferably maximum strand support length L max of 23 m in a corridor range of 55200 to 64600, preferably in a corridor range of 59900 to 64600.
Zur Ermittlung von (Ziel-)Gießgeschwindigkeiten vc oder (Ziel-)Strangdicken d für Anlagen mit zwischen den vorzugsweisen Strangstützlängen Lmin und Lmax liegenden Strangstützlängen L ist eine Interpolation zwischen den vorangehend angeführten Korridorbereichen (unter Erhalt eines weiteren, nicht in den Tabellen angeführten Korridorbereichs) durchführbar. So ergibt sich etwa für eine Strangstützlänge L von 21,5 m für Stahlgüten mit C-Gehalt < 0,16% und relativ harter Kühlung ein Korridorbereich von 51600 bis 60300. Eine Interpolation zwischen den Korridorbereichen erfolgt auf eine im Wesentlichen lineare Weise.In order to determine (target) casting speeds v c or (target) strand thicknesses d for systems having strand support lengths L between the preferred strand support lengths L min and L max , an interpolation between the corridor regions listed above (to obtain another, not in the tables lead corridor area) feasible. For example, for a strand support length L of 21.5 m for steel grades with a C content <0.16% and relatively hard cooling, a corridor range of 51600 to 60300 results. Interpolation between the corridor regions takes place in a substantially linear manner.
Im Falle von Strangstützlängen > Lmax ist auch eine Extrapolation zu den vorangehend angeführten
Korridorbereichen möglich.In the case of strand supporting lengths> L max is also an extrapolation to the above-mentioned
Corridor areas possible.
Gemäß Tabelle 2 empfiehlt sich für Stahlgüten mit einem C-Gehalt > 0,16% und mittelharter Kühlung das Heranziehen eines Geschwindigkeitsfaktors K bei einer Strangstützlänge L von 17,5 m aus einem Korridorbereich von 39600 bis 46500 und bei einer Strangstützlänge L von 21,5 m aus einem Korridorbereich von 48300 bis 57200 und bei einer Strangstützlänge L von 23 m aus einem Korridorbereich von 52100 bis 61900.According to Table 2, for steel grades with a C content> 0.16% and medium hard cooling it is recommended to use a speed factor K with a strand support length L of 17.5 m from a corridor range of 39600 to 46500 and a strand support length L of 21.5 m from a corridor range of 48300 to 57200 and at a strand support length L of 23 m from a corridor range of 52100 to 61900.
Gemäß Tabelle 3 empfiehlt sich für weich zu kühlende Stahlgüten, d.h. unter Aufbringung von 1 bis 2,5 Liter Kühlmittel pro kg Strangstahl das Heranziehen eines Geschwindigkeitsfaktors K bei einer Strangstützlänge L von 17,5 m aus einem Korridorbereich von 37100 bis 44100 und bei einer Strangstützlänge L von 21,5 m aus einem Korridorbereich von 44800 bis 54050 und bei einer Strangstützlänge L von 23 m aus einem Korridorbereich von 48900 bis 59000.According to Table 3, it is recommended for mild steel grades to be cooled, i. by applying 1 to 2.5 liters of coolant per kg of strand steel, taking a speed factor K at a strand support length L of 17.5 m from a corridor range of 37100 to 44100 and at a strand support length L of 21.5 m from a corridor range of 44800 to 54050 and at a strand support length L of 23 m from a corridor range of 48900 to 59000.
Die Kennlinien 28, 29 und 30 gelten für Strangstützlängen L=17,5 m, die Kennlinien 31, 32 und 33 für Strangstützlängen L=21,5 m.The
Maßgeblich für eine effiziente Betriebsführung der Anlage sind jeweils die obersten, für eine spezifische
Strangstützlänge L geltenden Kennlinien, somit gemäß
Strand support length L valid characteristics, thus according to
Die obersten, für eine spezifische Strangstützlänge L geltenden Kennlinien korrespondieren mit den vorangehend tabellarisch angeführten Geschwindigkeitsfaktoren K_upperLimit. Konkret entspricht Kennlinie 28 einem Geschwindigkeitsfaktor K von 48900 und Kennlinie 31 einem Geschwindigkeitsfaktor K von 60300. Die Kennlinien 28 und 31 entsprechen somit rasch erstarrenden Stahlgüten, welche unter Einhaltung standardisierter Qualitätskriterien eine hohe Gießgeschwindigkeit und Wärmeabfuhr erlauben.The uppermost characteristic curves for a specific strand support length L correspond to the speed factors K_upperLimit listed above in tabular form. Concretely
Die gemäß
Strangstützlängen L=17,5 m: Kennlinie 30; für Strangstützlängen L=21,5 m: Kennlinie 33) entsprechen den tabellarisch angeführten Geschwindigkeitsfaktoren K_lowerLimit.The according to
Strand support lengths L = 17.5 m: characteristic 30; for strand support lengths L = 21.5 m: characteristic curve 33) correspond to the speed factors K_lowerLimit listed in tabular form.
Die den Kennlinien 32 und 33 entsprechenden Stahlgüten sind aufgrund ihrer langsameren Erstarrung nicht so "hart", d.h. nicht so schnell kühlbar wie eine der Kennlinie 31 entsprechende Stahlgüte. Ebenso sind die den Kennlinien 29 und 30 entsprechenden Stahlgüten nicht so schnell kühlbar wie eine der Kennlinie 28 entsprechende Stahlgüte.The
Die Kühlgeschwindigkeit bestimmt maßgeblich die Position der Sumpfspitze innerhalb des Stranges 3. Oberhalb der stahlgütenspezifischen Kennlinien 28-31 liegende Gießgeschwindigkeits-Bereiche sind zu vermeiden, um ein Ausbauchen und Aufplatzen des Stranges 3 im Bereich der Sumpfspitze zu vermeiden. Mit anderen Worten stellen die Kennlinien 28-31 Grenz-Gießgeschwindigkeitskurven für verschiedene Stahlsorten dar.The cooling speed determines significantly the position of the sump tip within the
Bei einer in
Umgekehrt muss bei einer Erhöhung der Gießgeschwindigkeit vc (z.B. nachdem betriebstechnische Probleme, welche eine temporäre Drosselung der Gießgeschwindigkeit vc erforderlich machten, behoben wurden) die Strangdicke d entsprechend reduziert werden.Conversely, when the casting speed v c is increased (eg after operational problems which necessitated temporary throttling of the casting speed v c have been eliminated), the strand thickness d must be correspondingly reduced.
Bei den betriebstechnischen Gründen, welche eine Reduzierung der Gießgeschwindigkeit vc erforderlich machen, kann es sich z.B. um über Sensoren erfasste Unregelmäßigkeiten im Bereich des Schiebers oder der Kokille, insbesondere am Badspiegel der Kokille oder um Abweichungen der Strangtemperatur von vorgegebenen Werten handeln.In the case of operational reasons, which necessitate a reduction in the casting speed v c , these may be, for example, irregularities in the area of the slide or mold, in particular at the bath level of the mold or deviations in the line temperature from predetermined values, detected by sensors.
Eine Änderung der Strangdicke d kann durch eine vorangehend beschriebene dynamische LCR-Dickenreduzierung mittels des LCR-Führungssegmentes 16' erfolgen.A change in the strand thickness d can be effected by a previously described dynamic LCR thickness reduction by means of the LCR guide segment 16 '.
Fällt die Gießgeschwindigkeit vc aus den vorangehend angeführten Zusammenhängen nach unten, wird die Betriebsmannschaft durch eine Ausgabeeinrichtung darauf hingewiesen, um die Liquid Core Reduction (LCR) so zu verringern, dass die Strangdicke d ansteigt, und um so den erfindungsgemäßen Zusammenhang bzw. einen jeweiligen Korridorbereich wieder zu erreichen. Erfindungsgemäß ist dabei bevorzugt ein oberer Bereich des Korridors anzustreben.If the casting speed v c falls down from the above-mentioned relationships, the operating team is notified by an output device in order to reduce the liquid core reduction (LCR) so that the strand thickness d increases, and so the context of the invention or a respective Corridor area to reach again. In accordance with the invention, it is preferable to aim for an upper region of the corridor.
Je nachdem, was von den Betreibern als Hauptparameter der Anlage angesehen wird (die Strangdicke d oder die Gießgeschwindigkeit vc), kann ausgehend von einer gewünschten Strangdicke d eine korrespondierende Ziel-Gießgeschwindigkeit vc gewählt werden oder es kann ausgehend von einer gewünschten Gießgeschwindigkeit vc die Strangdicke d entsprechend variiert werden.Depending on what is considered by the operators as the main parameter of the system (the strand thickness d or the casting speed v c ), starting from a desired strand thickness d, a corresponding target casting speed v c can be selected or, starting from a desired casting speed v c the strand thickness d be varied accordingly.
Es sei angemerkt, dass im Sinne einer hohen
Betriebsstabilität vorangehend beschriebene Änderungen der Strangdicke d nur bei relevanten Änderungen der Gießgeschwindigkeit vc (z.B. bei Änderungen von vc um ca. 0,25 m/min) durchgeführt werden und nicht bei jeder geringfügigen Abweichung der Gießgeschwindigkeit vc von einer jeweils gewünschten Ziel-Gießgeschwindigkeit.It should be noted that in terms of a high
Operational stability previously described changes in the strand thickness d only with relevant changes in the casting speed v c (eg, for changes in v c by about 0.25 m / min) are performed and not for every slight deviation of the casting speed v c of a respective desired target casting speed.
In Anlehnung an die erfindungsgemäßen Kennlinien bzw. an die korrespondierenden Geschwindigkeitsfaktoren K kann bei abnehmender Gießgeschwindigkeit vc die Strangdicke d erhöht und dadurch der Materialdurchsatz erhöht und somit optimiert werden.Based on the characteristic curves according to the invention or on the corresponding speed factors K, the strand thickness d can be increased as the casting speed v c decreases, thereby increasing the material throughput and thus optimizing it.
Da eine Gießgeschwindigkeit vc oberhalb von etwa 7m/min für ein stabiles Gießen kaum zugänglich sind, wurde dieser Bereich aus dem Diagramm gemäß
Claims (34)
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10187209A EP2441539A1 (en) | 2010-10-12 | 2010-10-12 | Energy and output-optimised method and assembly for producing hot rolled steel strips |
| PCT/EP2011/067623 WO2012049107A1 (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
| BR112013008875A BR112013008875A2 (en) | 2010-10-12 | 2011-10-10 | Method and installation for energy-efficient and efficient hot-steel strip production |
| EP11774009.2A EP2627465B1 (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
| KR1020137012298A KR101809112B1 (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
| CN201180049458.0A CN103313812B (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
| US13/877,429 US9289807B2 (en) | 2010-10-12 | 2011-10-10 | Energy and yield-optimized method and plant for producing hot steel strip |
| RU2013120029/02A RU2579721C2 (en) | 2010-10-12 | 2011-10-10 | Hot-rolled steel strip production process and plant with optimised power input and yield |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10187209A EP2441539A1 (en) | 2010-10-12 | 2010-10-12 | Energy and output-optimised method and assembly for producing hot rolled steel strips |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2441539A1 true EP2441539A1 (en) | 2012-04-18 |
Family
ID=43587291
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10187209A Withdrawn EP2441539A1 (en) | 2010-10-12 | 2010-10-12 | Energy and output-optimised method and assembly for producing hot rolled steel strips |
| EP11774009.2A Not-in-force EP2627465B1 (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11774009.2A Not-in-force EP2627465B1 (en) | 2010-10-12 | 2011-10-10 | Energy- and yield-optimized method and plant for producing hot steel strip |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9289807B2 (en) |
| EP (2) | EP2441539A1 (en) |
| KR (1) | KR101809112B1 (en) |
| CN (1) | CN103313812B (en) |
| BR (1) | BR112013008875A2 (en) |
| RU (1) | RU2579721C2 (en) |
| WO (1) | WO2012049107A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT519277A1 (en) * | 2016-11-03 | 2018-05-15 | Primetals Technologies Austria GmbH | Casting and rolling plant |
| CN112453342A (en) * | 2020-10-30 | 2021-03-09 | 五矿营口中板有限责任公司 | Method for improving center segregation of low-carbon steel of ultra-thick plate blank |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2441539A1 (en) | 2010-10-12 | 2012-04-18 | Siemens VAI Metals Technologies GmbH | Energy and output-optimised method and assembly for producing hot rolled steel strips |
| EP2441540A1 (en) | 2010-10-12 | 2012-04-18 | Siemens VAI Metals Technologies GmbH | Method and assembly for energy-efficient production of hot rolled steel strips |
| US9725780B2 (en) | 2014-06-13 | 2017-08-08 | M3 Steel Tech | Modular micro mill and method of manufacturing a steel long product |
| BR112015008906B1 (en) * | 2014-12-24 | 2021-06-22 | Jfe Steel Corporation | CONTINUOUS STEEL CASTING METHOD |
| KR101726046B1 (en) * | 2015-06-04 | 2017-04-12 | 주식회사 포스코 | Continuous casting and rolling apparatus and method |
| CN108705056B (en) * | 2018-05-21 | 2020-11-17 | 攀钢集团西昌钢钒有限公司 | Continuous casting machine and nozzle observation device thereof |
| CN108838207B (en) * | 2018-07-09 | 2020-09-08 | 秋海滨 | Metal casting and rolling method and equipment |
| IT201800009259A1 (en) * | 2018-10-08 | 2020-04-08 | Danieli Off Mecc | METHOD OF PRODUCTION OF A METAL BELT, AND PRODUCTION PLANT IMPLEMENTING THIS METHOD |
| CN109865810B (en) * | 2019-03-22 | 2020-10-30 | 麦特勒智能科技(张家港)有限公司 | Intelligent control method for metallurgical continuous casting cooling water |
| CN110116135B (en) * | 2019-05-21 | 2020-04-10 | 东北大学 | Endless rolling production method for rod and wire products |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0415987B1 (en) | 1988-05-26 | 1992-12-16 | MANNESMANN Aktiengesellschaft | Process for continuous production of steel strip or steel sheet from flat products made by the circular-arc type continuous casting process |
| EP0415897B1 (en) * | 1989-08-25 | 1994-02-23 | Telefonaktiebolaget L M Ericsson | A method of reducing the power requirements in a mobile radio receiver |
| DE19639302A1 (en) * | 1996-09-25 | 1998-03-26 | Schloemann Siemag Ag | Production of thin slabs in a continuous casting installation |
| EP0889762B1 (en) | 1996-03-28 | 1999-10-27 | MANNESMANN Aktiengesellschaft | Method for producing hot-rolled steel strip |
| DE10025080A1 (en) * | 1999-06-08 | 2001-05-17 | Sms Demag Ag | Method of making metal tape |
| EP1469954B1 (en) | 2002-01-31 | 2006-03-22 | SMS Demag AG | Method and installation for producing a hot rolled strip from austenitic rust-resistant steels |
| WO2007086088A1 (en) | 2006-01-26 | 2007-08-02 | Giovanni Arvedi | Hot rolled dual phase steel strip having features of a cold rolled strip |
| US20080035301A1 (en) * | 2005-04-07 | 2008-02-14 | Giovanni Arvedi | Process and System for Manufacturing Metal Strips and Sheets Without Discontinuity Between Continuous Casting and Rolling |
| DE102007058709A1 (en) | 2007-08-04 | 2009-02-05 | Sms Demag Ag | Method for producing a strip of steel |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4335780A (en) * | 1980-03-27 | 1982-06-22 | Max Burkhard | Continuous casting plant |
| US4872946A (en) * | 1987-02-23 | 1989-10-10 | Fuji Photo Film Co., Ltd. | Method of manufacturing supports for lithographic printing plate |
| CN1038190C (en) | 1994-09-30 | 1998-04-29 | 吴学仁 | Processing method for non-pollution low-friction coefficient synthetic hem shoe and its products |
| DE19529049C1 (en) | 1995-07-31 | 1997-03-20 | Mannesmann Ag | High-speed thin slab plant |
| JP4057118B2 (en) * | 1997-12-17 | 2008-03-05 | エス・エム・エス・デマーク・アクチエンゲゼルシャフト | Method for producing thin slabs in a continuous casting facility and continuous casting facility for carrying out this method |
| DE19900405A1 (en) | 1999-01-08 | 2000-07-13 | Bosch Gmbh Robert | Method of assembling a valve assembly of a fuel injector |
| EP1059125A3 (en) | 1999-06-08 | 2003-01-15 | SMS Demag AG | Method for the manufacture of metal strip |
| CN1840252A (en) | 2005-03-28 | 2006-10-04 | 鞍钢集团新钢铁有限责任公司 | Production process of continuous-casting tandem-rolling coiled sheet of medium thick plate |
| ITRM20050523A1 (en) | 2005-10-21 | 2007-04-22 | Danieli Off Mecc | PROCESS AND PLANT FOR THE PRODUCTION OF METAL TAPES. |
| AT504782B1 (en) | 2005-11-09 | 2008-08-15 | Siemens Vai Metals Tech Gmbh | METHOD FOR PRODUCING A HOT-ROLLED STEEL STRIP AND COMBINED CASTING AND ROLLING MACHINE TO PERFORM THE METHOD |
| EP2441540A1 (en) | 2010-10-12 | 2012-04-18 | Siemens VAI Metals Technologies GmbH | Method and assembly for energy-efficient production of hot rolled steel strips |
| EP2441539A1 (en) | 2010-10-12 | 2012-04-18 | Siemens VAI Metals Technologies GmbH | Energy and output-optimised method and assembly for producing hot rolled steel strips |
-
2010
- 2010-10-12 EP EP10187209A patent/EP2441539A1/en not_active Withdrawn
-
2011
- 2011-10-10 EP EP11774009.2A patent/EP2627465B1/en not_active Not-in-force
- 2011-10-10 BR BR112013008875A patent/BR112013008875A2/en not_active IP Right Cessation
- 2011-10-10 WO PCT/EP2011/067623 patent/WO2012049107A1/en active Application Filing
- 2011-10-10 RU RU2013120029/02A patent/RU2579721C2/en not_active IP Right Cessation
- 2011-10-10 US US13/877,429 patent/US9289807B2/en not_active Expired - Fee Related
- 2011-10-10 CN CN201180049458.0A patent/CN103313812B/en not_active Expired - Fee Related
- 2011-10-10 KR KR1020137012298A patent/KR101809112B1/en active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0415987B1 (en) | 1988-05-26 | 1992-12-16 | MANNESMANN Aktiengesellschaft | Process for continuous production of steel strip or steel sheet from flat products made by the circular-arc type continuous casting process |
| EP0415897B1 (en) * | 1989-08-25 | 1994-02-23 | Telefonaktiebolaget L M Ericsson | A method of reducing the power requirements in a mobile radio receiver |
| EP0889762B1 (en) | 1996-03-28 | 1999-10-27 | MANNESMANN Aktiengesellschaft | Method for producing hot-rolled steel strip |
| DE19639302A1 (en) * | 1996-09-25 | 1998-03-26 | Schloemann Siemag Ag | Production of thin slabs in a continuous casting installation |
| DE10025080A1 (en) * | 1999-06-08 | 2001-05-17 | Sms Demag Ag | Method of making metal tape |
| EP1469954B1 (en) | 2002-01-31 | 2006-03-22 | SMS Demag AG | Method and installation for producing a hot rolled strip from austenitic rust-resistant steels |
| US20080035301A1 (en) * | 2005-04-07 | 2008-02-14 | Giovanni Arvedi | Process and System for Manufacturing Metal Strips and Sheets Without Discontinuity Between Continuous Casting and Rolling |
| WO2007086088A1 (en) | 2006-01-26 | 2007-08-02 | Giovanni Arvedi | Hot rolled dual phase steel strip having features of a cold rolled strip |
| DE102007058709A1 (en) | 2007-08-04 | 2009-02-05 | Sms Demag Ag | Method for producing a strip of steel |
Non-Patent Citations (5)
| Title |
|---|
| ARVEDI G ET AL: "Achievements of ISP steelmaking technology", IRONMAKING AND STEELMAKING, vol. 37, no. 4, 1 May 2010 (2010-05-01), pages 251 - 256, XP002624184, ISSN: 1743-2812 * |
| ARVEDI G ET AL: "Arvedi ESP first thin slab endless casting and rolling results", IRONMAKING AND STEELMAKING, vol. 37, no. 4, 1 May 2010 (2010-05-01), pages 271 - 275, XP002624183, ISSN: 1743-2812 * |
| HOHENBICHLER ET AL: "Arvedi ESP - technology and plant design", MILLENIUM STEEL 2010, 1 March 2010 (2010-03-01), London, pages 82 - 88, XP002624158, Retrieved from the Internet <URL:http://www.millennium-steel.com/articles/pdf/2010/pp82-88%20MS10.pdf> [retrieved on 20110222] * |
| SHORE ET AL: "Casting technology and machine design solutions for ESP plants", 16 September 2008 (2008-09-16), XP002624182, Retrieved from the Internet <URL:http://www.industry.siemens.com/industrysolutions/metals-mining/en/arvedi-esp/news_information/Documents/Casting_technology_and_machine_design_solutions_for_ESP_plants.pdf> [retrieved on 20110222] * |
| SIEGL ET AL: "Arvedi ESP - First Thin Slab Endless Casting and Rolling Results", 23 June 2009 (2009-06-23), XP002624159, Retrieved from the Internet <URL:http://www.industry.siemens.com/industrysolutions/metals-mining/en/arvedi-esp/news_information/Documents/Presentation_at_ERC_London.pdf> [retrieved on 20110222] * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT519277A1 (en) * | 2016-11-03 | 2018-05-15 | Primetals Technologies Austria GmbH | Casting and rolling plant |
| CN112453342A (en) * | 2020-10-30 | 2021-03-09 | 五矿营口中板有限责任公司 | Method for improving center segregation of low-carbon steel of ultra-thick plate blank |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103313812B (en) | 2015-03-25 |
| EP2627465B1 (en) | 2016-03-23 |
| RU2579721C2 (en) | 2016-04-10 |
| CN103313812A (en) | 2013-09-18 |
| RU2013120029A (en) | 2014-11-20 |
| US20130186588A1 (en) | 2013-07-25 |
| WO2012049107A1 (en) | 2012-04-19 |
| KR101809112B1 (en) | 2018-01-18 |
| US9289807B2 (en) | 2016-03-22 |
| EP2627465A1 (en) | 2013-08-21 |
| KR20130109156A (en) | 2013-10-07 |
| BR112013008875A2 (en) | 2016-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2627464B1 (en) | Method and plant for the energy-efficient production of hot steel strip | |
| EP2627465B1 (en) | Energy- and yield-optimized method and plant for producing hot steel strip | |
| EP1799368B1 (en) | Method and device for continuously producing a thin metal strip | |
| DE69730750T2 (en) | METHOD FOR PRODUCING A STEEL STRIP | |
| EP2155411B1 (en) | Device for influencing the temperature distribution over a width | |
| AT512399B1 (en) | Method for producing a microalloyed tubular steel in a cast-rolled composite plant and microalloyed tubular steel | |
| EP2441538A1 (en) | Strand casting device with dynamic strand thickness reduction | |
| EP2964404B1 (en) | Method for producing a metal strip by casting and rolling | |
| EP3535076B1 (en) | Combined casting-rolling installation and method for the continuous production of a hot-rolled finished strip | |
| EP3558563B1 (en) | Method for the endless manufacture of a coiled hot rolled sheet in a combined casting and rolling installation, and a combined casting and rolling installation | |
| EP3589436A1 (en) | Method and device for the continuous production of steel strip | |
| WO2016165933A1 (en) | Casting/rolling system and method for operating same | |
| EP1641573B1 (en) | Device for producing a hot-rolled thermal strip, especially made of strip-type continuous casting material | |
| WO2022258376A1 (en) | Method for producing a microalloyed steel, a microalloyed steel produced using the method, and a combined casting/rolling installation | |
| EP3027331B1 (en) | Casting and rolling plant and method for producing slabs | |
| AT525283B1 (en) | Method for producing a dual-phase steel strip in a combined casting and rolling plant, a dual-phase steel strip produced using the method and a combined casting and rolling facility | |
| EP4297918A1 (en) | Casting-rolling integrated plant and method for producing a hot strip with a final thickness <1.2 mm on the casting-rolling integrated plant | |
| DE10025080A1 (en) | Method of making metal tape | |
| EP3943210A1 (en) | Casting rolling composite system for the production of a hot rolled strip from a steel melt | |
| WO2020127925A1 (en) | Producing a metal strip having an austenite-martensite mixed microstructure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20121019 |