EP2319656A2 - Schleifmaschine - Google Patents
Schleifmaschine Download PDFInfo
- Publication number
- EP2319656A2 EP2319656A2 EP10180502A EP10180502A EP2319656A2 EP 2319656 A2 EP2319656 A2 EP 2319656A2 EP 10180502 A EP10180502 A EP 10180502A EP 10180502 A EP10180502 A EP 10180502A EP 2319656 A2 EP2319656 A2 EP 2319656A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- shoe
- workpiece
- moving mechanism
- axis
- moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/067—Work supports, e.g. adjustable steadies radially supporting workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/04—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/06—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces internally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/12—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces both externally and internally with several grinding wheels
Definitions
- the present invention relates to a grinding machine grinding an outer peripheral surface and an inner peripheral surface of a workpiece requiring high circularity, such as, for example, an inner race and an outer race of a bearing.
- a grinding machine of this type there is a grinding machine including: a grinding wheel grinding the outer peripheral surface or the inner peripheral surface of the workpiece; a worktable supporting the workpiece in a rotationally drivable manner; and shoes abutting on the workpiece to support the workpiece (see, for example, Japanese Examined Patent Publication No. Hei 3-79151 ).
- the arrangement positions of the shoes need to be finely adjusted according to the diameter, height, and thickness of the workpiece, and further the arrangement positions of the shoes need to be greatly adjusted depending on whether a current process is outside diameter grinding or inside diameter grinding.
- Such adjustment of the arrangement positions of the shoes requires a high level of skill, and as a result, the adjustment of the arrangement positions of the shoes is time-consuming, which gives rise to a problem that productivity lowers.
- the present invention is a grinding machine comprising : a grinding wheel grinding an outer peripheral surface or an inner peripheral surface of an object to be machined (hereinafter, referred to as a workpiece) in a substantially cylindrical shape; a worktable supporting the workpiece in a rotationally drivable manner and having a rotation axis directed in a vertical direction; and a shoe abutting on the workpiece to support the workpiece, the grinding machine including: a moving mechanism capable of moving the shoe in two axial directions in a horizontal plane; and a controller controlling the moving mechanism so that positions in the two-axial directions of the shoe become predetermined positions.
- the moving mechanism capable of moving the shoe in the two axial directions in the horizontal plane; and the controller controlling the moving mechanism so that positions in the two-axial directions of the shoe become predetermined positions are provided. Therefore, by the control for reproducing the two-axial direction positions, for example, stored in a memory part, it is possible to easily and surely decide the position of the shoe without any adjustment by a skilled person which has conventionally been needed, and to improve productivity.
- the controller uses an orthogonal coordinate system or a polar coordinate system as a movement coordinate system of the shoe when controlling the moving mechanism.
- the moving mechanism may be controlled with the use of the orthogonal coordinate system or the polar coordinate system as the movement coordinate system of the shoe. Therefore, it is possible to optimally control the position of the shoe according to workpiece conditions or the like.
- the controller has a memory part storing preset two-axial direction positions of the shoe, and controls the moving mechanism so as to reproduce the stored two-axial direction positions.
- the memory part storing the two-axial direction positions of the shoe is provided. Therefore, by finding the optimum positions of the shoe according to workpiece conditions and the like in advance based on actual grinding or the like, storing data on the found two-axial direction positions in the memory part, and reproducing the stored two-axial direction positions, it is possible to easily and surely decide the position of the shoe.
- the controller has a memory part storing two-axial direction positions of the shoe corresponding to machining condition information, and controls the moving mechanism so as to reproduce the two-axial direction positions called from the memory part according to the machining condition information.
- the two-axial direction positions of the shoe corresponding to the machining condition information are stored, it is possible to reproduce the two-axial direction positions according to the machining condition information, which enables higher-accuracy control of the position of the shoe.
- the controller controls the moving mechanism so as to cause the shoe to move in accordance with a change in a diameter of the workpiece.
- the controller controls the moving mechanism so as to cause the shoe to move in accordance with the change in the diameter of the workpiece, it is possible to ensure the optimum position of the shoe even when a grinding amount increases, which can enhance grinding accuracy.
- the controller controls the moving mechanism so as to make a pressing force that the shoe gives to the workpiece a predetermined pressure.
- the controller controls the moving mechanism so as to make the pressing force that the shoe gives to the workpiece a predetermined pressure, it is possible to control the pressing force according to rigidity of the workpiece, and in this respect as well, it is possible to enhance grinding accuracy.
- the moving mechanism includes: a first moving mechanism including: a first moving table disposed to be movable in an X-axis direction parallel to a cutting direction of the grinding wheel and in a Y-axis direction perpendicular to the X-axis direction and having a first shoe fixed thereto; a ball screw moving the first moving table; and a servo motor rotationally driving the ball screw; and a second moving mechanism including: a second moving table disposed to be movable in the X-axis and Y-axis directions and having a second shoe fixed thereto; a ball screw moving the second moving table; and a servo motor rotationally driving the ball screw.
- the moving mechanism includes: the first moving mechanism in which the first shoe is fixed to the first moving table moving in the X-axis direction and the Y-axis direction; and the second moving mechanism in which the second shoe is fixed to the second moving table moving in the X-axis direction and the Y-axis directions. Therefore, it is possible to provide a concrete structure that can realize the X-axis and Y-axis direction movements of the first shoe and the X-axis and Y-axis direction movements of the second shoe which are described in claim 1.
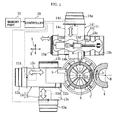
- reference numeral 1 denotes a vertical grinding machine, which grinds an outer peripheral surface Wo and an inner peripheral surface Wi of a workpiece W in a cylindrical shape such as an outer race, an inner race, or the like of a bearing.
- the vertical grinding machine 1 includes: a worktable 3 mounted on top of a bed 2 so as to be rotationally drivable, with its rotation axis A directed in a vertical direction; a grinding wheel 4 grinding the outer peripheral surface Wo of the workpiece W; and a first shoe 5 and a second shoe 6 abutting on the workpiece W to support the workpiece W in a diameter direction.
- the worktable 3 is attached to an upper end portion of a workpiece spindle (not shown) and is rotationally driven by the workpiece spindle anticlockwise (arrow a direction) in FIG. 1 .
- An electromagnetic chuck 7 is fixed on top of the worktable 3.
- the workpiece W On the electromagnetic chuck 7, the workpiece W is placed via a work rest (workpiece receiver) 8 with its rotation axis being coaxial with the rotation axis A of the worktable 3, and is suction-held by the electromagnetic chuck 7. Therefore, the workpiece W rotates with the workpiece spindle.
- the grinding wheel 4 is disposed, with its rotation axis B being parallel to the rotation axis A of the workpiece spindle and is fixed to a lower end surface of a grinding wheel driving shaft 9.
- the grinding wheel 4 is rotationally driven clockwise (arrow b direction) in FIG. 1 .
- outside diameter grinding and inside diameter grinding are possible by using the grinding wheel 4.
- the first shoe 5 is disposed at a position slightly deviated to a rotation-direction upstream side from a position that is right opposite the rotation axis B of the grinding wheel 4 across the rotation axis A.
- the second shoe 6 is disposed on a 90-degree rotation-direction upstream side from a straight line C connecting the rotation axes A and B.
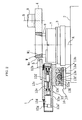
- the grinding machine 1 of this embodiment 1 includes a moving mechanism moving the first and second shoes 5, 6 in an X-axis direction and a Y-axis direction, and the moving mechanism includes: a first moving mechanism 10 moving the first shoe 5 in the X-axis direction and the Y-axis direction; and a second moving mechanism 11 moving the second shoe 6 in the X-axis direction and the Y-axis direction.
- the first moving mechanism 10 includes: a first slide table 12 disposed to be movable in the X-axis direction parallel to a cutting direction of the grinding wheel 4 and having the first shoe 5 fixed to its upper surface; and a first driving table 13 on which the first slide table 12 is placed and which moves the first slide table 12 in the Y-axis direction perpendicular to the X-axis direction.
- the first driving table 13 includes: a support member 13a fixed on top of the bed 2; and a driving table main body 13c supported on top of the support member 13a via slide rails 13b so as to be movable in the Y-axis direction.
- a first Y-axis motor 13d a first Y-axis ball screw 13e coupled to an output shaft of the first Y-axis motor 13d, and a first Y-axis nut 13f screwed to the first Y-axis ball screw 13e are disposed.
- the first Y-axis motor 13d is fixed to the concave portion 13a', the Y-axis ball screw 13e is supported by the concave portion 13a' via a bearing, and the first Y-axis nut 13f is fixed to the driving table main body 13c.
- the first slide table 12 includes: a support member 12a fixed on top of the driving table main body 13c of the first driving table 13; and a slide table main body 12c supported on top of the support member 12a via slide rails to be movable in the X-axis direction.
- a first X-axis motor 12d In a concave portion 12a' of the support member 12a, a first X-axis motor 12d, a first X-axis ball screw 12e coupled to an output shaft of the first X-axis motor 12d, and a first X-axis nut 12f screwed to the first X-axis ball screw 12e are disposed.
- the first X-axis motor 12d is fixed to the concave portion 12a', the first X-axis ball screw 12e is supported by the concave portion 12a' via a bearing, and the first X-axis nut 12f is fixed to the slide table main body 12c.
- 12g, 12h, 13g, and 13h denote slide covers of telescopic type for preventing grinding powder from falling on the ball screws and so on.
- the driving table main body 13c moves the entire first slide table 12 in the Y-axis direction, and accordingly, the first shoe 5 moves in the Y-axis direction.
- the second moving mechanism 11 has the same structure as that of the first moving mechanism 10. That is, the second moving mechanism 11 includes a second slide table 14 disposed to be movable in the Y-axis direction and having the second shoe 6 fixed to its upper surface; and a second driving table 15 on which the second slide table 14 is placed and which moves the second slide table 14 in the X-axis direction.
- the second driving table 15 includes: a driving table main body 15c disposed to be movable in the X-axis direction relative to the bed 2; a second X-axis motor 15d driving the driving table main body 15c so that the driving table main body 15c reciprocates in the X-axis direction; a second X-axis ball screw 15e; and a second X-axis nut 15f.
- the second slide table 14 is disposed on top of the driving table main body 15c and has: a slide table main body 14c disposed to be movable in the Y-axis direction relative to the driving table main body 15c; a second Y-axis motor 14d; and a second Y-axis ball screw and a second Y-axis nut which are not shown.
- 14g, 14h, 15g, and 15h denote slide covers of telescopic type for preventing the grinding powder from falling on the ball screws and so on.
- the driving table main body 15c moves the entire second slide table 14 in the X-axis direction and accordingly the second shoe 6 moves in the X-axis direction.
- the grinding machine 1 of this embodiment 1 has a controller 20 controlling the first moving mechanism 10 and the second moving mechanism 11 so that the X-axis direction and Y-axis direction positions of the first shoe 5 and the second shoe 6 become predetermined positions.
- the controller 20 has a memory part 21 storing preset X-axis and Y-axis direction positions of the first and second shoes 5, 6.
- the controller 20 controls various kinds of motors of the first and second moving mechanisms 10, 11 so that the X-axis and Y-axis direction positions read from the memory part 21 according to work information or the like are reproduced as the X-axis and Y-axis direction positions of the first and second shoes 5, 6.
- the controller 20 controls the first and second moving mechanisms 10, 11 so that the first and second shoes 5, 6 move in accordance with a change in a diameter of the workpiece, and further controls the first and second moving mechanisms 10, 11 so that pressing forces that the shoes 5, 6 give to the workpiece become predetermined pressures.
- the X-axis and Y-axis direction positions of the first shoe 5 and the second shoe 6 which are stored in the memory part 21 are found in the following manner.
- the optimum X-axis and Y-axis direction positions that can ensure machining accuracy such as circularity satisfying a demand are found in advance for each workpiece condition such as diameter, height, thickness, material of the workpiece, based on the results of grinding that a skilled person performs while fine-adjusting the positions of the shoes. Further, in this case, the X-axis and Y-axis direction positions are found for each machining condition such as a cutting amount and a pressing force by the grinding wheel 4 and outside diameter grinding, inside diameter grinding and the found X-axis and Y-axis direction positions are stored as data in the memory part 21.
- the controller 20 gives a command regarding the positions of the first and second shoes 5, 6 by using an orthogonal coordinate system whose origin is the rotation axis A of the workpiece spindle. For example, the controller 20 commands that the X-axis and Y-axis direction positions of the first shoe 5 be (x1, y1) and the X-axis and Y-axis direction positions of the second shoe 6 be (x2, y2).
- a polar coordinate system whose origin is the rotation axis A of the workpiece spindle may be used.
- the workpiece W is fixed on top of the electromagnetic chuck 7 via the work rest 8 and is rotationally driven in the arrow "a" direction by the workpiece spindle, and the grinding wheel 4 is rotationally driven in the arrow "b "direction at a higher rotation speed than that of the workpiece W.
- the controller 20 controls the rotations of the motors of the first moving mechanism 10 and the second moving mechanism 11 so that the X-axis direction and Y-axis direction positions of the first and second shoes 5, 6 read from the memory part 21 are reproduced.
- the first moving mechanism 10 and the second moving mechanism 11 moving the first shoe 5 and the second shoe 6 in the X-axis direction and the Y-axis direction in a horizontal plane are provided, and these moving mechanisms 10, 11 are controlled so that the X-axis direction positions and the Y-axis direction positions of the first and second shoes 5, 6 stored in the memory part 21 are reproduced.
- the memory part 21 storing the X-axis direction positions and the Y-axis direction positions of the first and second shoes 5, 6 are provided, it is possible to easily and surely decide the positions of the shoes by finding the optimum positions of the shoes depending on the workpiece condition and the like in advance based on the results of actual grinding or the like, and storing the found positions in the memory part 21, and reproducing the stored X-axis and Y-axis direction positions.
- the two-axial direction positions of the first and second shoes 5, 6 corresponding to the machining condition information are stored in the memory part 21, it is possible to reproduce the two-axial direction positions according to the machining condition information, which enables higher-accuracy control of the positions of the shoes.
- controller 20 controls the first and second moving mechanisms 10, 11 so that the first and second shoes 5, 6 move in accordance with a change in the diameter of the workpiece W, it is possible to ensure the optimum positions of the shoes even when a grinding amount increases, which can enhance grinding accuracy.
- controllert 20 controls the first and second moving mechanisms 10, 11 so that the pressing forces that the first and second shoes 5, 6 give to the workpiece W become predetermined pressures, it is possible to control the pressing forces according to rigidity of the workpiece W, and in this respect as well, it is possible to enhance grinding accuracy.
- the first shoe 5 is set on a slightly upstream side of the straight line C in terms of the rotation direction and the second shoe 6 is set on a 980-degree rotation-direction upstream side from the straight line C.
- the optimum positions of the first and second shoes in the present invention are not limited to the positions in FIG. 1 , and as shown in FIG. 4 , for instance, the second shoe 6 may be set on a further upstream side.
- the first shoe 5 may be disposed at a position facing a grinding wheel 4' as shown in FIG. 5 .
- the above embodiment describes the case where the first and second shoes 5, 6 are both moved, but the position of only one of the shoes may be adjusted with the other shoe being fixedly disposed.
- 12g, 12h, 13g, 13h, 14g, 14h, 15g, 15h are described as the slide covers of telescopic type, but some of them may be sheet metal covers of fixed type.
- the invention may be embodied in other specific forms without departing from the spirit or essential characteristics thereof. The present embodiments are therefore to be considered in all respects as illustrative and no restrictive, the scope of the invention being indicated by the appended claims rather than by the foregoing description, and all changes which come within the meaning and range of equivalency of the claims are therefore intended to be embraced therein.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225270A JP5416527B2 (ja) | 2009-09-29 | 2009-09-29 | 研削盤 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2319656A2 true EP2319656A2 (de) | 2011-05-11 |
| EP2319656A3 EP2319656A3 (de) | 2013-01-16 |
| EP2319656B1 EP2319656B1 (de) | 2016-05-04 |
Family
ID=43747628
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10180502.6A Not-in-force EP2319656B1 (de) | 2009-09-29 | 2010-09-28 | Schleifmaschine |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2319656B1 (de) |
| JP (1) | JP5416527B2 (de) |
| KR (1) | KR101713202B1 (de) |
| CN (1) | CN201833239U (de) |
| ES (1) | ES2574230T3 (de) |
| TW (1) | TWI434749B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111843647A (zh) * | 2020-08-24 | 2020-10-30 | 马瑞品 | 圆柱形零件研磨用夹持设备 |
| WO2021094756A1 (en) * | 2019-11-15 | 2021-05-20 | Fives Landis Limited | A workpiece holding assembly for a grinding machine and grinding methods |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5729178B2 (ja) * | 2011-07-04 | 2015-06-03 | 日本精工株式会社 | 研削加工盤及び研削加工方法 |
| CN104708505A (zh) * | 2015-02-03 | 2015-06-17 | 郑立新 | 万向节保持架外圆磨削机 |
| CN104690611A (zh) * | 2015-02-03 | 2015-06-10 | 郑立新 | 万向节保持架外圆磨削机 |
| CN104690610A (zh) * | 2015-02-03 | 2015-06-10 | 郑立新 | 万向节保持架外圆磨削机 |
| CN104999367A (zh) * | 2015-07-27 | 2015-10-28 | 洛阳轴研科技股份有限公司 | 一种通过辅助夹具将轴承套圈固定在磨床进行加工的方法 |
| CN105127846A (zh) * | 2015-08-28 | 2015-12-09 | 仙居县创丰工艺品厂 | 酒柜储酒格打磨工具及酒柜制作方法 |
| CN107234524A (zh) * | 2016-03-28 | 2017-10-10 | 沈阳海默数控机床有限公司 | 一种对刨面为圆形的工件外圆面进行磨削加工的立式磨床 |
| CN107030537B (zh) * | 2017-03-13 | 2018-11-27 | 浙江兆丰机电股份有限公司 | 外圆表面微细螺旋纹梳理工艺 |
| CN108890490B (zh) * | 2018-08-29 | 2020-08-21 | 邳州市耐磨材料有限公司 | 一种轴承套圈全方位打磨设备 |
| CN109848771B (zh) * | 2019-01-28 | 2020-12-01 | 苏州美特福自动化科技有限公司 | 一种轴承生产用套圈打磨装置 |
| CN111872821B (zh) * | 2020-07-31 | 2024-08-13 | 北京市燃气集团有限责任公司 | 一种螺栓打磨除锈器 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379151B2 (de) | 1985-09-28 | 1991-12-17 | Ookuma Kk |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4948187U (de) * | 1972-07-28 | 1974-04-26 | ||
| JPS54125590A (en) * | 1978-03-22 | 1979-09-29 | Ntn Toyo Bearing Co Ltd | Grinding control method in complex grinding |
| JPH0540914Y2 (de) * | 1987-04-20 | 1993-10-18 | ||
| JPH0379151A (ja) | 1989-08-23 | 1991-04-04 | Canon Inc | ファクシミリ装置 |
| US5213348A (en) * | 1990-11-28 | 1993-05-25 | Bryant Grinder Corporation | Workpart chuck positioning mechanism with independent shoes |
| JP2521277Y2 (ja) * | 1991-01-21 | 1996-12-25 | 株式会社日平トヤマ | ワークレスト |
| JP2930462B2 (ja) * | 1991-12-26 | 1999-08-03 | 豊田工機株式会社 | 研削方法 |
| JPH0631602A (ja) * | 1992-07-09 | 1994-02-08 | Koyo Mach Ind Co Ltd | 薄肉環状体の研削方法およびその装置 |
| JP3243339B2 (ja) * | 1993-07-26 | 2002-01-07 | 豊田工機株式会社 | ワークの押付装置 |
| JPH0796438A (ja) * | 1993-09-28 | 1995-04-11 | Nissan Motor Co Ltd | 加工物の支持装置 |
| JPH07266173A (ja) * | 1994-03-28 | 1995-10-17 | Micron Seimitsu Kk | 被加工物の心出し方法、および同心出し装置 |
| JPH11347896A (ja) * | 1998-06-05 | 1999-12-21 | Nippon Seiko Kk | 芯無研削盤 |
| DE10145674B4 (de) * | 2001-05-17 | 2005-12-15 | Chiron-Werke Gmbh & Co Kg | Werkzeugmaschine zur Bearbeitung eines stangenförmigen Werkstücks |
| JP5056066B2 (ja) * | 2007-02-23 | 2012-10-24 | 株式会社ジェイテクト | ワークのジャーナル部の研削方法 |
-
2009
- 2009-09-29 JP JP2009225270A patent/JP5416527B2/ja not_active Expired - Fee Related
-
2010
- 2010-09-27 KR KR1020100093324A patent/KR101713202B1/ko active IP Right Grant
- 2010-09-28 EP EP10180502.6A patent/EP2319656B1/de not_active Not-in-force
- 2010-09-28 CN CN 201020561513 patent/CN201833239U/zh not_active Expired - Lifetime
- 2010-09-28 ES ES10180502.6T patent/ES2574230T3/es active Active
- 2010-09-28 TW TW99132735A patent/TWI434749B/zh not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379151B2 (de) | 1985-09-28 | 1991-12-17 | Ookuma Kk |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021094756A1 (en) * | 2019-11-15 | 2021-05-20 | Fives Landis Limited | A workpiece holding assembly for a grinding machine and grinding methods |
| CN111843647A (zh) * | 2020-08-24 | 2020-10-30 | 马瑞品 | 圆柱形零件研磨用夹持设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI434749B (zh) | 2014-04-21 |
| ES2574230T3 (es) | 2016-06-16 |
| CN201833239U (zh) | 2011-05-18 |
| EP2319656B1 (de) | 2016-05-04 |
| JP5416527B2 (ja) | 2014-02-12 |
| KR101713202B1 (ko) | 2017-03-07 |
| TW201114547A (en) | 2011-05-01 |
| KR20110035919A (ko) | 2011-04-06 |
| EP2319656A3 (de) | 2013-01-16 |
| JP2011073082A (ja) | 2011-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2319656A2 (de) | Schleifmaschine | |
| JP5962242B2 (ja) | 研削加工装置 | |
| US7850406B2 (en) | Method for setting working origin and machine tool for implementing the same | |
| US8690499B2 (en) | Machine tool | |
| EP2745968B1 (de) | Fräsverfahren zur bearbeitung eines metallischen bauteils | |
| JP2010017801A (ja) | 切削加工方法及び切削加工装置 | |
| US10146204B2 (en) | Machining method and a control device for a machine tool | |
| CN102099153A (zh) | 用于移动工件的加工位置的方法和机床 | |
| CN102107373A (zh) | 加工机械的多功能机内测定装置 | |
| JP5125391B2 (ja) | 旋回装置およびそれを備えた円筒研削盤 | |
| WO2022219772A1 (ja) | 工作機械 | |
| JP2018062044A (ja) | ワーク旋回テーブル、ワーク旋回テーブルを備えたプロファイル研削盤、プロファイル研削盤によるワーク加工方法 | |
| US20070212977A1 (en) | Machine tool | |
| CN110524421B (zh) | 一种包络环面蜗杆数控磨床对刀方法 | |
| US11484947B2 (en) | Machine tool | |
| JP7208151B2 (ja) | 工作機械 | |
| KR102144133B1 (ko) | 공작기계용 유니버설 헤드 어태치먼트 | |
| JP4687181B2 (ja) | 移動体の移動停止装置 | |
| KR102530360B1 (ko) | 듀얼 헤드부와 미세조정부를 갖는 머시닝 센터 | |
| JP2019089170A (ja) | 工作機械および工作機械の制御方法 | |
| JP2002205202A (ja) | Y軸機能付き工作機械 | |
| JP2005169524A (ja) | 自動旋盤 | |
| KR20240147538A (ko) | 기어 가공 장치 | |
| JP4562261B2 (ja) | ラック旋盤のボールねじ送り装置および送り補正方法 | |
| JP3185464B2 (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 5/06 20060101ALI20121207BHEP Ipc: B24B 41/06 20120101ALI20121207BHEP Ipc: B24B 5/12 20060101ALI20121207BHEP Ipc: B24B 5/04 20060101AFI20121207BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130716 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151207 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WATANABE, NOBORU Inventor name: UNOKI, HIROAKI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 796472 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010033000 Country of ref document: DE Ref country code: ES Ref legal event code: FG2A Ref document number: 2574230 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160616 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160804 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 796472 Country of ref document: AT Kind code of ref document: T Effective date: 20160504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160905 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160805 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010033000 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160504 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160928 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160928 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160928 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190918 Year of fee payment: 10 Ref country code: IT Payment date: 20190925 Year of fee payment: 10 Ref country code: FR Payment date: 20190927 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20191022 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602010033000 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200928 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200929 |