EP2098811B1 - Tunneltrockner zum Trocknen von Formlingen, mit in Querabständen einander gegenüberliegend angeordneten Lufteinlässen und Tunnelmodul für einen Tunneltrockner - Google Patents
Tunneltrockner zum Trocknen von Formlingen, mit in Querabständen einander gegenüberliegend angeordneten Lufteinlässen und Tunnelmodul für einen Tunneltrockner Download PDFInfo
- Publication number
- EP2098811B1 EP2098811B1 EP09154501.2A EP09154501A EP2098811B1 EP 2098811 B1 EP2098811 B1 EP 2098811B1 EP 09154501 A EP09154501 A EP 09154501A EP 2098811 B1 EP2098811 B1 EP 2098811B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tunnel
- air
- conveying
- drying
- passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001035 drying Methods 0.000 title claims description 65
- 238000000465 moulding Methods 0.000 claims description 50
- 239000000969 carrier Substances 0.000 claims description 10
- 238000009826 distribution Methods 0.000 description 14
- 239000000463 material Substances 0.000 description 12
- 239000000919 ceramic Substances 0.000 description 8
- 238000010276 construction Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 5
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 230000001105 regulatory effect Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 230000033228 biological regulation Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011451 fired brick Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000011470 perforated brick Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000009417 prefabrication Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B15/00—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form
- F26B15/10—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B15/00—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form
- F26B15/10—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions
- F26B15/12—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined
- F26B15/14—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined the objects or batches of materials being carried by trays or racks or receptacles, which may be connected to endless chains or belts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/02—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure
- F26B21/04—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure partly outside the drying enclosure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B2210/00—Drying processes and machines for solid objects characterised by the specific requirements of the drying good
- F26B2210/02—Ceramic articles or ceramic semi-finished articles
Definitions
- the invention relates to a tunnel dryer for drying moldings of ceramic or similar material, in particular of plate-shaped moldings, for example facade panels, tiles or roof tiles.
- Tunnel dryers of this type are introduced and known in various constructions in the ceramic industry and in the building materials industry.
- From the EP 0218733 A2 is a rapid drying process for the rapid drying of ceramic parts to be fired, and an apparatus for carrying out the process in the form of a continuous drying oven known.
- the drying takes place in three stages. First stage: heat supply in a moderately ventilated closed room. Second stage: Evacuation of the room to about 500 mbar (380 Torr) and generating highly turbulent air flow conditions. Third stage: Stop further air supply and evacuate to 60 mbar (45 Torr). Alternatively, a two-stage drying in two different drying containers is proposed.
- DE 40 02 643 C2 is a continuous dryer for drying ceramic products, in particular bricks, described, with a tunnel passage through which the ceramic products are conveyed in the form of a stacked on a dryer trolley stack.
- the stack consists of a plurality of stacked stacking planes, between which drying air is conveyed through the tunnel passage in the form of a horizontal serpentine line so that the dryer air extends across the stack and alternately on both sides of the tunnel passage in lateral air deflection boxes around 180 ° is deflected.
- the EP 0089408 A2 discloses a method and an apparatus for carrying out the method for aeration of dry material in a tunnel dryer, wherein dry hot air and dry material are moved countercurrently. Air circulating fans cause the dry heating air between the rows or at the edge of a dry cart always exits at the same height with the rows of dry material transverse to the direction of movement of the dry material and is passed through the cavities of the dry material in the form of a uniform wavy laminar flow through the dry material.
- the blowing device for conveying the drying air has parts provided with air passage openings, so-called deflection shafts, which are arranged on the two sides of the drying layer such that the drying air is blown through the hole channels in a meandering or alternating manner in an always constant direction.
- the temperature of the drying air can be locally controlled by burners provided in the deflecting ducts in order to make the drying air in the respective sections of the drying tunnel more receptive to further moisture.
- the drying air is completely exchanged after passing through the entire drying tunnel after the heat energy in an exhaust air outlet shaft by means of heat exchangers.
- the movement of the dry air is based exclusively on the interaction between an input-side pressure and an output side suction fan.
- the US 2197776 A describes a device for drying leather, hides and / or skins.
- the device consists of a housed endless belt of successively arranged support elements, which are connected to each other via pull chains.
- the support elements are flat rectangular metal boxes made of stamped iron perforated plates, which are crimped together in pairs.
- the dry material (the hides to be dried) is fixed on both sides of the perforated plates of the support elements or - if already assessed as dry - released from the respective support element.
- the drying takes place by means of a unilateral impingement drying, ie the dry material is homogeneously vertically blown from one side (from below or from above) both on the upper strand and on the lower strand.
- the inside of the support element facing side of the dry material is not reached by this flow of dry air, since the dry material on the one hand even closes the holes of the sheets or the sheet itself sheds the interior of the support elements fluidically vertical.
- a drying system for ceramic moldings known.
- the moldings to be dried are passed through a drying tunnel on a conveyor belt.
- This essentially consists of a closed air chamber above and below an endless belt with spaced transverse slots arranged to create a turbulent state, in later stages of drying increased turbulence.
- the FR2413342 A1 discloses a plant for the continuous production of fired brick moldings, inter alia, with a drying device.
- the moldings to be dried are located on a steel chassis, the support is one Fireclay layer with longitudinal grooves. During slow passage through the tunnel, the moldings are supplied with dry air from above.
- a device for drying molded blanks sanitary objects made of ceramic material in particular toilet, sink and the like.
- the cross section of the tunnel is adapted to the largest, lying in a plane perpendicular to the tunnel axis outline of the blanks. Openings in the side walls as well as in the bottom of the tunnel are used for blowing the blanks on all sides with dry air, further openings at least in the tunnel ceiling serve to remove the moist air.
- the air supply takes place along several blow chambers, the air discharge over one to two cycles of long suction chambers.
- a tunnel dryer requirements are made, which should not only meet the need for performance, small size and simple and cost-effective production, but also to work environmentally friendly and energy-saving. Particular requirements are directed to a tunnel dryer, which is designed for drying plate-shaped moldings, for example facade panels, tiles or roof tiles or the like. It requires special designs of the tunnel dryer and an associated conveyor for the blanks to avoid or reduce harmful delays and surface deterioration of the blanks.
- the invention is based on the object, a present tunnel dryer in such a way that the drying of the moldings is improved.
- the flow of the moldings should be improved with a drying cross-flow air. It should be noted that in particular plate-shaped moldings tend to warp during drying or a delay significantly affects the dimensional accuracy of the moldings.
- the inventive design of this dryer helps to improve the flow of the tunnel passage and thus also the moldings and to even out.
- the mold carrier are designed so that the flow of arranged in only one horizontal conveying plane moldings is directed transversely to the broad sides of the moldings. Due to the transverse and oppositely directed flow both opposing sides of the moldings are uniformly and economically and cost-effectively flowed, which contributes to the desired improvement.
- this embodiment also allows a regulation of the drying air with respect to the amount of air and / or temperature at least approximately as a function of moisture the moldings, wherein due to the drying process in the passage direction decreasing actual moisture values of the moldings can be achieved.
- the invention is based on the finding that the moisture of the drying air due to the moisture absorption of the moldings is useful as a sufficient control value and indeed taking into account a longitudinal flow in the tunnel, which flows in countercurrent through the tunnel with respect to the conveying direction of the moldings.
- the tunnel has at least two main longitudinal portions which are juxtaposed with each other over at least a portion of their length, wherein two unidirectional ends of the main longitudinal sections are interconnected by a conveying direction reversing device.
- the length of the tunnel dryer can be significantly reduced, which is achieved in that two main longitudinal sections of the tunnel are arranged U-shaped side by side.
- the length saving depends on the overlap length of the main longitudinal sections. If approximately the same length of main longitudinal sections are arranged side by side, the length of the tunnel dryer can be approximately halved. In this case, the promotion of the moldings is ensured by the tunnel through the conveying direction reversing device.
- the main longitudinal sections of the tunnel may have an optional arrangement next to each other, for. B. side by side or vertically next to each other or one above the other.
- the main longitudinal sections may have a transverse distance from each other or abut each other or be connected to each other, for. B. integrally connected to each other.
- a common partition connect the two main longitudinal sections. The invention thus not only reduces the length of the tunnel dryer but also its width or height.
- the tunnel of the tunnel dryer consists of tunnel modules arranged one behind the other in its longitudinal direction. This makes it possible to prefabricate not only the modules of the tunnel and easy to install, easy to handle, fast and inexpensive at the site, but it can also be prefabricated a variety tunnel modules and stored on demand, which significantly simplifies the production and a reduction in manufacturing costs allows. This is especially true when the tunnel modules are formed equal to each other.
- Another advantage of this embodiment of the invention is that the wall modules can be prefabricated at least with parts of associated air supply sub-devices, whereby the aforementioned advantages can be further increased.
- tunnel modules extend transversely over both main longitudinal sections of the tunnel arranged next to each other.
- two tunnel longitudinal sections are present in each case on a tunnel module.
- tunnel dryer is used to dry moldings 2 of ceramic or similar material, in particular plate-shaped moldings 2, for example facade panels, tiles or roof tiles, in a pass through a tunnel 3, at one end a tunnel entrance 3a and has at its other end a tunnel exit 3b.
- a conveyor line F In the cavity 3c of the tunnel 3 extends in a passage 3g a conveyor line F, on which the moldings 2 in successively arranged positions continuously or discontinuously, for example in conveying steps, are promoted.
- An associated conveyor is designated in its entirety by 4, wherein the conveying direction is denoted by 4a.
- identical or comparable parts are provided with the same reference numerals.
- the cavity 3c of the tunnel 3 is bounded by a bottom 3d, two opposite side walls 3e and a top wall 3f.
- the conveyor 4 preferably has only a single conveying plane 4b, in which the moldings 2 in the Conveying direction 4a lying behind one another and transverse to it in one or more rows R are conveyed side by side lying, wherein the moldings 2 each have a longitudinal spacing and at several rows R also have a transverse distance from each other through which drying air can flow in a manner to be described. If the conveying plane 4b is located in the middle height range of the cavity 3c, the cavity sections 3c1, 3c2 arranged above and below the conveying plane 4b are the same or the same size. In the embodiment, the conveying plane 4b is disposed lower than the average cavity height, so that the upper cavity portion 3c1 is higher and larger than the lower cavity portion 3c2.
- the conveyor 4 has for positioning carrying the moldings 2 carrier 5 ( Fig. 3 ), which allow a transverse directed flow of the moldings 2 with drying air, in particular vertically from the drying air can be flowed through.
- own plate-shaped support elements 5a as perforated discs with vertical holes or horizontally arranged support grid on which the moldings 2 rest, z. B. rest with their lower broadsides.
- Such support plates 5a are preferably formed the same with a length a and a width b, wherein the width b may preferably extend over the entire inner width of the cavity 3c, taking into account small side distances c. Since the support plates 5a are vertically flowed through, they can be at their mutually facing longitudinal ends without spacing together. This makes it possible to realize large wings for the moldings 2 when using the width of the cavity 3c.
- the carrier 5 or support plates 5a are preferably arranged on conveyor carriages or trolleys 6, which can be conveyed continuously or in conveying steps through the passage 3g. If in this case the conveyor carriages or trolleys 6 abut each other in the longitudinal direction of the tunnel 3, it requires only one and simple drive z. B. a linear actuator, at the tunnel entrance 3a to move the support carriage or cart 6 through the passage 3g.
- a drive is in FIG. 1 , z. B. as a push rod, simplified and designated 7. It can be arranged in the area of a magazine or a stacking and unstacking device 8 for a Föderschlitten- or trolley stack, which is located in a longitudinal distance in front of the tunnel entrance 3a.
- a loading station 9a for loading the conveyor carriages 6 with moldings 2 can be arranged, for example offset laterally.
- a z. B. laterally offset loading station 9a makes it possible to load a positioned there conveyor carriage or trolley 6 with moldings 2, without affecting the operation of the conveyor 4.
- an unloading station 9b for unloading the moldings 2 from a arrived there carriage or wagon 6 be arranged where the moldings 2 can be unloaded and the relevant conveyor carriage or trolley 6 in the magazine or in the stack of the stacking device 8, where it is ready in the stack as storage for a next drying process.
- drying air is introduced into the tunnel 3, which sweeps the moldings 2 as a drying or air flow and thereby removes moisture.
- a drying or air flow can be directed in the tunnel 3 as a longitudinal flow L, and thereby preferably in countercurrent with respect to the conveying direction 4a of the conveyor 4, and / or as a transverse flow Q transversely to the tunnel axis.
- a plurality of air supply sub-devices 11.1 to 11.12 (FIG. 1) arranged behind one another in the tunnel longitudinal direction.
- Fig. 1 and 2 which, for example, function independently of one another and are at least partially adjustable, in particular taking into account the molding condition with respect to temperature and / or humidity and / or delivery rate.
- the tunnel 3 is divided into a plurality of longitudinal sections 3.1 to 3.12, in each of which an effective against the moldings 2 transverse air flow Q is generated by an associated feed sub-device 11.1 and so on.
- the last or last supply sub-devices in the passage direction remove the air from the surroundings of the tunnel 3, the previous supply sub-devices taking the air out of the tunnel 3.
- the embodiment according to Fig. 1 and 2 differs from the embodiments according to Fig. 6 and 7 in that according to Fig. 1 and 2 the last feed divider 11.12 generates the transverse air flow Q only in the last longitudinal section 3.12, while according to FIG Fig. 6 and 7 only eleven supply sub-devices 11.1 to 11.11 are present, the last sub-device 11.11 supplies the two last longitudinal sections 3.11 and 3.12 and generates in each case the transverse air flow Q.
- all the feed subdevices 11.1 to 11.12 are according to FIG Fig. 1 and 2 and the feeding sub-apparatuses 11.1 to 11.11 according to FIG Fig. 6 and 7 the same education.
- the supply subdevices 11. 1 to 11. 10 or 11. 11 respectively generate a transverse air flow Q which is taken from the cavity 3 c of the associated tunnel section 3. 1 to 3.
- the air can be taken from the upper cavity portion 3c1 and / or lower cavity portion 3c2.
- the supply of the circulating air takes place as a transverse air flow Q at least two on both sides of the conveying plane 4b oppositely arranged air inlets 12, each of the conveying plane 4b have such a large transverse distance that the moldings 2 are movable between the air inlets 12 and from the two air inlets 12th outflowing and oppositely directed drying transverse flows Q are terrorismbar.
- each air inlet 12 has an air distributor 13 downstream of a feedline 17 of smaller cross-section in the flow direction and substantially evenly distributes the inlet airflow to a width and length equal to a longitudinal and transverse dimension a, b of an air-permeable support plate 5a corresponds. This applies both to the upper and lower air inlet 12 and to the lower and upwardly directed and transversely opposed air inlet 12.
- the relative to the conveying plane 4b opposite each other and mirror-image formed air distributor 13 each have between the associated air inlet 12 and the trajectory of the moldings 2 and the passage 3g an air distribution disc 14 with the longitudinal and transverse dimensions a, b, which has a plurality of holes 15 , which ensure a uniformity and uniform distribution of the outflowing through them drying air cross-flow Q.
- the feed ducts 17 leading to the air inlets 12 have divergent duct end portions 17a which extend conically or pyramidally divergently toward the air inlet 12.
- the air inlets 12 can be formed by a hollow, flat and in plan view preferably quadrangular distribution box 16, which has closed peripheral walls 16a and a cover wall 16b, in which the associated supply line section 17a preferably divergent flows.
- the air distribution disc 14 may be arranged, for example as a bottom wall.
- the air-permeable support plates 5a may each be formed by a perforated disc or a grid which is formed in the upper region of a support frame 18 square cross-section which forms an associated trolley 6 and with laterally arranged wheels 6a in or on guide rails 6b is moved, the the inner walls of the tunnel 3 are attached.
- each air inlets 12 or distribution boxes 16 are arranged longitudinally one behind the other in the region of each tunnel section 3.1 to 3.12, for example three, each with a feed passage section 17b extending transversely Distribution line section 17c, which extends longitudinally in the upper and lower cavity sections 3c1, 3c2, in particular on the associated side wall 3e, preferably without heat insulation, so that a heat exchange between the drying air located in the upper and lower cavity sections 3c1, 3c2 and in the distribution line section 17c located drying air can be done.
- the distribution boxes 16 may be in the longitudinal direction of transverse joints 16c together ( Fig. 4 and 5 ), this group, e.g. B.
- the distribution boxes 16 or this group can also have a longitudinal distance d from each other or from the boundary lines 3i, as it Fig. 1 shows.
- a tunnel 3 which has at least two major tunnel longitudinal sections T1, T2, which extend U-shaped or meandering next to each other and their conveying directions 4a thus extend opposite to each other, wherein they at their ends together by a conveying direction Reverse section are connected to a conveying direction reversing device 22 with each other.
- the tunnel 3 of the embodiment thus extends in a U-shape, with the main longitudinal sections T1, T2 extending parallel to one another and also the tunnel inlet 3a and the tunnel outlet 3b facing in opposite directions.
- the two longitudinal sections T1, T2 are preferably of the same length and extend along their entire length, which does not have to be, they or the tunnel entrance 3a and the tunnel exit 3b are substantially transversely side by side, z. B. with or without distance laterally or vertically next to each other.
- the opposing longitudinal sections T1, T2 are arranged one above the other.
- the arrangement is also made such that the tunnel sections 3.1 to 3.12 are arranged side by side or one above the other without clearance, resulting in a simple arrangement.
- tunnel 3 or its tunnel wall from arranged in its longitudinal direction one behind the other and preferably equal to each other or of equal length formed modules M, which are juxtaposed at their longitudinal ends and in this position by z.
- fasteners 19 shown attached or are juxtaposed and positioned or anchored due to their own weight.
- the length of the modules M corresponds to the length of the preferably equally long tunnel sections 3.1 to 3.12, so that the division joints 21 between the modules M correspond to the imaginary lines between the tunnel longitudinal sections 3.1 to 3.12 and thus the air supply sub-devices 11.1 to 11.12 each at least one associated Module M are assigned.
- the division into modules M has the advantage that not only the tunnel 3 can be made in similar longitudinal sections, prefabricated and stored, but these modules M can each z. B. with the associated feeder part device 11.1 to 11.12 and z. B. correspondingly long sections of the guide rails 6 b are prefabricated so that it requires only a Anaptetzens and positioning of the prefabricated modules M at the construction site of the tunnel dryer 1.
- the above-described modular construction can be realized for the main longitudinal section T1 or for the main longitudinal section T2 or for both main longitudinal sections T1, T2.
- the latter show the embodiments according to Fig. 1 to 7 in which the modules M extend with the dividing lines 21 across both main longitudinal sections T1, T2 and are preferably made in one piece.
- the main longitudinal sections T1, T2 each consist of modules arranged one behind the other (not shown), these submodules can be prefabricated with the respectively associated air supply subdevices 11.1 to 11.11 or 11.12.
- the modules M When the modules M extend transversely across both major longitudinal sections T1, T2, they may each be associated with both and opposite each other Tunnellticiansab 3.1 to 3.12 and air supply sub-devices 11.1 to 11.11 and 11.12 are prefabricated.
- the modular construction extending over both main longitudinal sections T1, T2 makes it possible, in particular, to have a narrow or low construction, when the main longitudinal sections T1, T2 are arranged in the transverse direction without a distance from one another and thus against each other and are preferably made in one piece.
- a tunnel wall can be saved, because the existing between the main longitudinal sections T1, T2 intermediate wall two main longitudinal sections T1, T2 serves as a wall.
- the existing intermediate wall 3h forms the top wall 3f of the lower main longitudinal section T1 and the bottom wall 3d of the upper main longitudinal section T2.
- the conveying direction reversing device 22 is formed by a transverse conveyor 22a, which is adapted to each convey the above the main longitudinal section T1 out into a first cross conveyor station 23 trolley 6 transversely, here upwards, in a second cross conveyor station 24, in which Trolley 6 is in alignment with the main longitudinal section T2 and by a longitudinally or rearwardly directed second conveyor drive 25 through the second main longitudinal section T2 is conveyed.
- the first and the second conveyor drive 7, 25 may be formed, for example by a slide, all advancing in series in front of the respective conveyor drive 7, 25 trolley 6 respectively by ajurinconstru the abutting trolleys 6 advances and then moved back to a another of the zugenörigen cross conveyor station 23 and 24 transversely interposed trolley 6, the other in the main longitudinal section T1 and T2 upstream trolley 6 advances.
- the transverse conveyor 22a is particularly advantageous to design the transverse conveyor 22a such that the transverse distance e between the passages 3g of the tunnel longitudinal sections T1, T2 is a multiple of the height h of the passages 3g or trolley 6 and the transverse conveyor 22 is adapted to each of the uppermost ones the first conveyor station 23 located trolley 6 in the second conveyor station 24 to move.
- Such a transverse conveyor 22 is thus able to move the uppermost of one or more located in the first conveyor station 23 carrier 5 or trolley 6 in the second conveyor station 24, no matter how high the stack is. In this way, a memory is created, which makes it possible to deposit between the conveyor stations 23, 24 a certain number of carrier 5 or trolley 6 and, for example, at a Store discharge at the tunnel outlet 3b, without significantly affecting the conveying and drying operation.
- the upward-acting transverse conveyor 22a may be an elevator.
- a memory comparable to the above-described memory also enables the unstacking device 8, if it is designed and functioning in accordance with the cross conveyor 22a, being adapted to stack the unloaded carriers 5 and trolleys 6 at the respective stacking height at the top of the stack Pillar can pass.
- transversely juxtaposed and / or superimposed main longitudinal sections T1, T2 Another advantage of transversely juxtaposed and / or superimposed main longitudinal sections T1, T2 is that between them heat exchange can take place and thus the heat loss is reduced and also between the main longitudinal sections T1, T2 need not be provided insulation.
- the z. B. is formed by the two last longitudinal tunnel sections 3.11 and 3.12, are formed equal to each other.
- these subdevices 11.1 to 11.10 each generate a drying transverse air flow Q in the circuit, wherein the circulating air is removed at a removal opening 31, which is located in the region of the associated longitudinal tunnel section 3.1 to 3.10 in the tunnel wall, z.
- the removal opening 31 can be arranged in the region of the lower and / or upper cavity section 3c1, 3c2.
- the removal opening 31 may be located in the region of the upper cavity portion, as is the Fig. 3 to 5 demonstrate.
- the removal opening 31 can also be located at least in the area of the main longitudinal section T1 in the lower cavity section 3c2, as it is Fig. 6 shows.
- the removal openings 31 for the air supply sub-device 11.1 to 11.6 of the first and lower main longitudinal section T1 in the lower and / or upper cavity portion 3c1, 3c2 of the second or upper main longitudinal section T2 to arrange how it Fig. 7 exemplifies.
- short supply lines 17 between the removal openings 31 and the associated air inlets 12 can be achieved, although in each case the removal opening 31 is the associated air inlet 12 in the passage direction or in the conveying direction 4a of the moldings 2 pre-offset by one or more longitudinal sections 3.1 to 3.11.
- the supply line 17 may extend from one side of the tunnel assembly to the opposite side, wherein it traverses the here formed by the superposed main longitudinal sections T1, T2 double tunnel.
- the tunnel wall 3e projecting line sections 17d provided in which an adjustable throttle 32 is located, the z. B. is formed by a pivotable throttle.
- a line bridge 17e extends over the double tunnel, which extends on the other side down to two superimposed projecting line sections 17f, 17g passing through the associated side wall 3e and connected to the respective associated distribution line 17c, which in upper and lower cavity portion 3c1, 3c2 is located. This applies to the line sections 17d, 17f, 17g in both longitudinal tunnel sections T1, T2 or above and below.
- the supply lines 17 for the lower main longitudinal section T1 and the upper main longitudinal section T2 differ in that in the former case the bypass section 17e is associated with a burner 33, and by vertical sections 17h of different lengths.
- the bridging portions 17 e is associated with an air conveyor 34, z. B. a fan with a paddle wheel.
- the outer feed line 35 branches into two feed line branches 35a, 35b, which are connected to the lateral line sections 17h, 17f, 17g and the line sections 17c, 17d, 17a with the associated air inlets 12 and distribution boxes 16, respectively.
- the transverse airflow Q produced by the last supply subdevice 11.11 and exiting to at least one associated air inlet 12 or distribution box 16 becomes not recirculated again, as is the case with the other supply subdevices 11.1 to 11.10. Therefore, the air pressure of the dividing device 11.11 generates the longitudinal air flow L, which flows through the tunnel 3 in countercurrent to the conveying direction 4a due to an air barrier 36 arranged at the tunnel end 3b.
- an exhaust duct 37 may optionally be arranged with a further air conveyor 38, which dissipates at least a portion of the longitudinal air flow L, see, for. B. Fig. 6 and 7 ,
- the feed subdevices 11.1 to 11.10 form two feed groups G1, G2 arranged one behind the other along the conveying direction 4a, which can be regulated on the one hand and regulated differently on the other hand.
- the first group G1, the z. B. is arranged in the main longitudinal section T1, z. B. extend from the tunnel entrance 3a over a part or the entire length of this main longitudinal section T1.
- the feed sub-apparatuses 11.1 to 11.6 of the first group G1 are each assigned a control device 39 which controls the drying performance of the associated feed subdevice 11.1 to 11.6 so that the blanks 2 suffer no damage due to excessive drying performance, eg. B. unintentionally deform or get cracks.
- the air flow rate and / or the air temperature and / or the moisture content of the respective transverse air flow Q can be selectively increased or decreased, depending on the humidity value of the drying air in the tunnel 3, in particular the existing in the tunnel longitudinal section 3.1 to 3.6 drying air, the is determined as actual value, z. B. by a humidity sensor 41, wherein the control device 39, taking into account a specific setpoint, the drying performance so regulated that a predetermined actual moisture value of the moldings 2 is achieved.
- the control devices 39 can be preset with increasing distance from the tunnel entrance 3a setpoints so that with decreasing distance from the tunnel entrance 3a a sinking certain actual value of the respective moldings 2 is achieved.
- the above-described increase or decrease in the flow rate and / or the temperature and / or the humidity value of the associated cross-air flow Q can be for at least one or more of the sub-devices 11.1 to 11.6 by a corresponding control of the heat output of the burner 33 and / or the amount of associated transverse air flow of the Air conveyor 34 and / or an air inlet 42 regulate, which is selectively enlarged or reduced by an associated adjusting motor 43.
- the transverse air flow Q of larger flow rate shown by the feeder part device 11.11 or 11.12 can also be regulated by a control device 39. For reasons of simplification, reference is therefore made to the above-described regulation for the subdevices 11.1 to 11.6.
- the second group G2 which is arranged downstream of the first group G1 in the passage direction, and in the embodiment arranged in the main longitudinal section T2, may also be associated with each subdevice 11.7 to 11.10 an identical or similar control device 39, the drying capacity and / or delivery rate of the associated Transverse airflow Q regulated in response to each measured in the associated tunnel section with a humidity sensor, not shown.
- a control or display device 40 which actuates a particular function or actuates a display device when the temperature exceeds or falls short of a specific value of the temperature in the associated longitudinal section 3.7 to 3.10.
- the drying process may be designed so that in at least a first longitudinal region of the tunnel 3, z. B. in the group area G1 or in the main longitudinal section T1, a first drying or predrying takes place, and in the second longitudinal region, for. B. at least in the group area G2 or in the main longitudinal section T2, a final drying takes place.
- the drying in the first longitudinal region can be more intense than in the second longitudinal region.
- the supply subdevices 11.1 to 11.3 in the first group G1 are arranged and arranged such that they can be arranged in each case by means of a line branch with a longitudinally extending line section 17k, in which one or two air conveyors 34 can be arranged, along two extend adjacent or over several tunnel longitudinal sections 3.1 to 3.6 or modules M1 to M6.
- the number of feed sub-devices can be reduced or halved, in this case to three pieces, and the effective range or outflow range of the associated transverse flow Q can be increased longitudinally or distributed longitudinally in sub-streams.
- these sub-devices for. B. 11.1 to 11.3, designed so that the air extraction of the respective associated cross-air circuit not or not only the associated tunnel longitudinal section, z. B. 3.1 and 3.2 or M1 and M2; 3.3 and 3.4 or M3 and M4; 3.5 and 3.6 or M5 and M6, but one in the passage direction adjacent or further upstream tunnel longitudinal section or module is removed. That is, the associated line section 17i extends in each case up to a tunnel longitudinal section, which is arranged directly or multiply in the conveying direction 4a of the moldings 2, in particular in each case adjacent.
- each supply sub-device 11.1 to 11.3, the air for the respective associated cross-flow Q can be removed from two removal openings 31, which are located in the first and second main longitudinal section T1, T2, in particular in the associated tunnel longitudinal section 3.1 to 3.11 or z. B. also 3.12 or module M1 to M6.
- each of the removal openings 31 extending withdrawal line sections 17 d, 17 j may each be arranged a locking device 44 which is optional to open and close, z. B. by a motor 45. In this way, the amount of the respective bleed air can either reduce or increase or lock.
- Such an axially pre-staggered arrangement of at least one removal opening 31 and / or control or regulation of the extraction air can also be present in the supply sub-apparatuses 11.1 to 11.6 of the previously described embodiments.
- Fig. 7 is the removal opening 31 for the removal of the air for the transverse air flow Q respectively in the area, in particular in the direction of the conveying direction 4a facing end, one or two adjacent tunnel longitudinal sections, z. B. 3.1 and 3.2 or modules M1 and M2, arranged, or by a feeder-part device, for. B. 11.1, are jointly combinable.
- the supply line section 17i extends counter to the conveying direction 4a.
- the line section 17i bridges the existing therebetween boundary line 3i and dividing joint 21st
- the tunnel main longitudinal section T1, T2 may be arranged in another arrangement next to each other, for. B. horizontally next to each other.
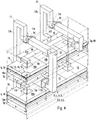
- FIG. 8 Such an embodiment shows Fig. 8 in a schematic representation, wherein the main longitudinal sections T1, T2 may have a horizontal distance f from each other (shown) or may be arranged directly next to each other (not shown).
- the reversing device 22 or the transverse conveyor 22a is adapted to convey the carriers 5 or trolleys 6 equipped with blanks 2 horizontally.
- an identical or similar reversing device 22b may be arranged with a same or similar transverse conveyor 22c for conveying the unloaded carriers 5 or trolleys 6 horizontally directly to the loading station 9a or into a standby station set back. From this position, the further promotion of the loaded or still to be loaded carrier 5 or trolley 6 in the tunnel 3 done.
- main longitudinal sections T1, T2 are arranged side by side directly to each other, they may have a common partition wall, and z. Example, be integrally connected to each other, as has already been described comparable in the above-described embodiment.
- the modules M1 to M6 can extend horizontally over both main longitudinal sections T1, T2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Drying Of Solid Materials (AREA)
- Tunnel Furnaces (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Description
- Die Erfindung betrifft einen Tunneltrockner zum Trocknen von Formlingen aus keramischem oder ähnlichem Material, insbesondere von plattenförmigen Formlingen, zum Beispiel Fassadenplatten, Fliesen oder Dachpfannen.
- Tunneltrockner dieser Art sind in verschiedenen Konstruktionen in der keramischen Industrie und in der Baustoffindustrie eingeführt und bekannt.
- Aus der
EP 0218733 A2 ist ein Schnelltrockenverfahren zur schnellen Trocknung von zu brennenden Keramikteilen bekannt, sowie eine Vorrichtung zur Durchführung des Verfahrens in Form eines Durchlauf-Trocknungsofens. Die Trocknung erfolgt in drei Stufen. Erste Stufe: Wärmezuführung in einem mäßig belüfteten geschlossenem Raum. Zweite Stufe: Evakuierung des Raumes auf ca 500 mbar (380 Torr) und Erzeugen von hochturbulenten Luftströmungsverhältnissen. Dritte Stufe: Stoppen weiterer Luftzuführung und evakuieren auf 60 mbar (45 Torr). Alternativ wird eine zweistufige Trocknung in zwei unterschiedlichen Trocknungsbehältern vorgeschlagen. - In der
DE 40 02 643 C2 ist ein Durchlauftrockner zum Trocknen von keramischen Produkten, insbesondere Ziegeln, beschrieben, mit einem Tunneldurchgang, durch den die keramischen Produkte in Form eines auf einem Trocknerwagen gestapelten Stapels förderbar sind. Der Stapel besteht aus einer Vielzahl übereinander angeordneten Stapelebenen, zwischen denen Trocknungsluft durch den Tunneldurchgang gefördert wird und zwar in Form einer horizontalen Schlangenlinie, so dass die Trocknerluft sich quer durch den Stapel erstreckt und wechselweise an beiden Seiten des Tunneldurch-gangs in seitlichen Luftumlenkkästen um 180° umgelenkt wird. - Die
EP 0089408 A2 offenbart ein Verfahren sowie eine Vorrichtung zur Durchführung des Verfahrens zur Belüftung von Trockengut in einem Tunneltrockner, wobei trockene Heißluft und Trockengut im Gegenstromprinzip bewegt werden. Luftumwälzventilatoren bewirken, daß die trockene Heizluftzwischen den Reihen bzw. am Rande eines Trockenwagens immer in gleicher Höhe mit den Reihen des Trockengutes quer zur Bewegungsrichtung des Trockengutes austritt und durch die Hohlräume des Trockengutes in Form einer gleichmäßigen wellenförmigen Laminarströmung durch das Trockengut hindurchgeleitet wird. - Aus der
EP 03343618 A2 - Die
US 2197776 A beschreibt eine Vorrichtung zum Trocknen von Leder, Häuten und/oder Fellen. Die Vorrichtung besteht aus einem eingehausten Endlosband aus hintereinander angeordneten Tragelementen, die über Zugketten miteinander verbunden sind. Die Tragelemente sind flache rechteckige Metallkästen aus gestanzten eisernen Lochblechen, die paarweise miteinander fest vercrimpt sind. Das Trockengut (die zu trocknenden Häute) wird auf beiden Seiten an den Lochblechen der Tragelemente fixiert oder - falls bereits als trocken beurteilt - von dem jeweiligen Tragelement gelöst. Die Trocknung erfolgt durch eine einseitige Pralltrocknung, das heißt das Trockengut wird von einer Seite (von unten oder von oben) homogen vertikal angeblasen sowohl auf dem Obertrum als auch auf dem Untertrum. Die der Innenseite des Tragelements zugewandte Seite des Trockengutes wird von dieser Strömung der Trockenluft nicht erreicht, da das Trockengut einerseits selbst die Löcher der Bleche verschließt bzw. das Blech selbst das Innere der Tragelemente strömungstechnisch vertikal abschattet. - Aus der
GB656695A - Die
FR2413342 A1 - Aus der
DE 2033355A1 ist eine Einrichtung zum Trocknen von ausgeformten Rohlingen sanitärer Gegenstände aus keramischem Material (insbesondere Klosett, Waschbecken und dergleichen) bekannt. Der Querschnitt des Tunnels ist dem größten, in einer zur Tunnelachse senkrechten Ebene liegendem Umriß der Rohlinge angepaßt. Öffnungen in den Seitenwänden sowie im Boden des Tunnels dienen zum allseitigen Anblasen der Rohlinge mit Trockenluft, weitere Öffnungen zumindest in der Tunneldecke, dienen zum Abführen der Feuchtluft. Bevorzugterweise erfolgt die Luftzuführung entlang mehrerer Blaskammern, die Luftabführung über eine bis zwei Taktstrecken langer Saugkammern. - Aus der
EP 0499768 A1 ist eine Vorrichtung zum Trocknen von keramischen Produkten bekannt. - An einen Tunneltrockner sind Forderungen gestellt, die nicht nur das Bedürfnis nach Leistungsfähigkeit, kleiner Baugröße und einfacher und kostengünstiger Herstellung erfüllen sollen, sondern auch umweltfreundlich und energiesparend funktionieren sollen. Besondere Anforderungen sind an einen Tunneltrockner gerichtet, der zum Trocknen von plattenförmigen Formlingen, zum Beispiel Fassadenplatten, Fliesen oder Dachpfannen oder dergleichen, eingerichtet ist. Dabei bedarf es besonderer Ausgestaltungen des Tunneltrockners und einer zugehörigen Fördereinrichtung für die Formlinge, um einen schädlichen Verzug und eine Oberflächenbeeinträchtigung der Formlinge zu vermeiden oder zu verringern.
- Der Erfindung liegt die Aufgabe zugrunde, einen vorliegenden Tunneltrockner so auszugestalten, dass die Trocknung der Formlinge verbessert wird. Hierbei soll die Beströmung der Formlinge mit einem Trocknungs-Querluftstrom verbessert werden. Dabei ist zu berücksichtigen, dass insbesondere plattenförmige Formlinge beim Trocknen zum Verzug neigen bzw. ein Verzug die Formgenauigkeit der Formlinge wesentlich beeinträchtigt.
- Diese Aufgabe wird durch die Merkmale des unabhängigen Anspruches 1 gelöst. Vorteilhafte Weiterbildungen der Erfindung sind in zugehörigen Unteransprüchen beschrieben.
- Die erfindungsgemäße Ausgestaltung dieser Trockner trägt dazu bei, die Beströmung des Tunneldurchgangs und damit auch der Formlinge zu verbessern und zu vergleichmäßigen. Insbesondere für plattenförmige Formlinge sind die Formlings-Träger so ausgebildet, dass die Beströmung der in nur einer horizontalen Förderebene angeordneten Formlinge quer zu den Breitseiten der Formlinge gerichtet ist. Aufgrund der quer und einander entgegengesetzt gerichteten Beströmung werden beide einander gegenüberliegende Seiten der Formlinge gleichmäßig und wirtschaftlich und kostengünstig beströmt, was zur angestrebten Verbesserung beiträgt.
- Wenn mehrere Luftzufuhr-Teilvorrichtungen mit Lufteinlässen in der Durchgangsrichtung des Tunnels hintereinander liegend angeordnet sind, lässt sich nicht nur die Ausgestaltung der Zuführung für Trocknungsluft vereinfachen, zum Beispiel durch Vorfertigung von einander vorzugsweise gleichen Teilvorrichtungen, sondern es lässt sich auch die Führung und Steuerung der Trocknungsluft vereinfachen. Im Weiteren ermöglicht diese Ausgestaltung auch eine Regelung der Trocknungsluft bezüglich Luftmenge und/oder -temperatur wenigstens annähernd in Abhängigkeit der Feuchtigkeit der Formlinge, wobei aufgrund des Trocknungsvorgangs in der Durchgangsrichtung sinkende Feuchtigkeits-Istwerte der Formlinge erreichbar sind.
- Dies wird dadurch erreicht, dass die Feuchtigkeit der im Tunnel befindlichen Trocknungsluft an einer Stelle oder an mehreren in der Förderrichtung hintereinander angeordneten Stellen, insbesondere jeweils im Bereich der zugehörigen Zuführ-Teilvorrichtung, im Tunnel ermittelt und als Regelungswert bzw. Sollwert zum Regeln der Luftmenge und/oder -temperatur der von der bzw. den Zuführ-Teilvorrichtungen zugeführten Trocknungsluft verwendet wird. Dabei liegt der Erfindung die Erkenntnis zugrunde, dass die Feuchtigkeit der Trocknungsluft aufgrund der Feuchtigkeitsaufnahme von den Formlingen als hinreichender Regelungswert brauchbar ist und zwar auch unter Berücksichtigung eines Längsstroms im Tunnel, der bezüglich der Förderrichtung der Formlinge im Gegenstrom durch den Tunnel strömt.
- Es tragen Weiterbildungsmerkmale der Erfindung dazu bei, bei einem Tunneltrockner der vorliegenden Art eine raumgünstige Konstruktion zu schaffen.
- Beim Tunneltrockner gemäß dem Anspruch 2 weist der Tunnel wenigstens zwei Hauptlängsabschnitte auf, die wenigstens auf einem Teil ihrer Länge miteinander entgegen gesetzten Förderrichtungen nebeneinander angeordnet sind, wobei zwei in eine Richtung weisende Enden der Hauptlängsabschnitte durch eine Förderrichtungs-Umkehrvorrichtung miteinander verbunden sind. Durch diese Konstruktion lässt sich die Länge des Tunneltrockners wesentlich verringern, was dadurch erreicht wird, dass zwei Hauptlängsabschnitte des Tunnels U-förmig nebeneinander angeordnet sind. Die Längenersparnis richtet sich nach der Überlappungslänge der Hauptlängsabschnitte. Wenn etwa gleich lange Hauptlängsabschnitte nebeneinander angeordnet sind, lässt sich die Länge des Tunneltrockners etwa halbieren. Dabei ist die Förderung der Formlinge durch den Tunnel durch die Förderrichtungs-Umkehrvorrichtung gewährleistet. Im Rahmen der Erfindung können die Hauptlängsabschnitte des Tunnels eine wahlweise Anordnung nebeneinander haben, z. B. seitlich nebeneinander oder vertikal nebeneinander bzw. übereinander. Dabei können die Hauptlängsabschnitte einen Querabstand voneinander aufweisen oder aneinander anliegen oder miteinander verbunden sein, z. B. einstückig miteinander verbunden sein. Dabei kann eine gemeinsame Zwischenwand die beiden Hauptlängsabschnitte verbinden. Durch die Erfindung lässt sich somit nicht nur die Länge des Tunneltrockners verringern, sondern auch seine Breite bzw. seine Höhe.
- Weitere Weiterbildungsmerkmale der Erfindung führen zu einer Vereinfachung des Tunneltrockners, die eine einfache, schnelle und kostengünstige Montage oder auch Demontage ermöglicht.
- Dies wird durch die Merkmale des Anspruchs 3 erreicht. Bei dieser Weiterbildung besteht der Tunnel des Tunneltrockners aus in seiner Längsrichtung hintereinander angeordneten Tunnelmodulen. Hierdurch ist es möglich, nicht nur die Module des Tunnels vorzufertigen und leicht, handhabungsfreundlich, schnell und kostengünstig an der Baustelle zu montieren, sondern es können auch eine Vielzahl Tunnelmodule vorgefertigt und auf Abruf gelagert werden, was die Herstellung wesentlich vereinfacht und eine Senkung der Herstellungskosten ermöglicht. Dies gilt insbesondere dann, wenn die Tunnelmodule einander gleich ausgebildet sind.
- Ein weiterer Vorteil dieser erfindungsgemäßen Ausgestaltung besteht darin, dass die Wandmodule wenigstens mit Teilen von zugehörigen Luftzuführ-Teilvorrichtungen vorgefertigt werden können, wodurch die vorgenannten Vorteile noch vergrößert werden können.
- Eine weitere Vergrößerung der vorgenannten Vorteile lässt sich dadurch erreichen, dass die Tunnelmodule sich quer über beide nebeneinander angeordnete Hauptlängsabschnitte des Tunnels erstrecken. Bei dieser Ausgestaltung sind jeweils an einem Tunnelmodul zwei Tunnel-Längsabschnitte vorhanden.
- Weitere Weiterbildungen der Erfindung ermöglichen eine spurgenaue Förderung der Formlinge und weitere Verbesserungen der Beströmung der Formlinge mit der Trocknungsluft.
- Nachfolgend wird die Erfindung anhand von mehreren Ausführungsbeispielen und Zeichnungen näher erläutert. Es zeigt
- Figur 1
- einen erfindungsgemäßen Tunneltrockner in der Seitenansicht;
- Figur 2
- den Tunneltrockner in der Draufsicht;
- Figur 3
- den vertikalen Querschnitt III-III in
Figur 1 in vergrößerter Darstellung; - Figur 4
- einen Längsabschnitt des Tunneltrockners in perspektivischer Darstellung von der Vorderseite und von oben;
- Figur 5
- den Längsabschnitt gemäß
Fig. 4 in perspektivischer Darstellung von der gegenüberliegenden Rückseite und von oben; - Figur 6
- eine Prinzipdarstellung des Tunneltrockners in der Seitenansicht;
- Figur 7
- eine Prinzipdarstellung des Tunneltrockners in abgewandelter Ausgestaltung in der Seitenansicht;
- Figur 8
- einen erfindungsgemäßen Tunneltrockner in weiter abgewandelter Ausgestaltung in der Draufsicht.
- Der in seiner Gesamtheit mit 1 bezeichnete Tunneltrockner dient dazu, Formlinge 2 aus keramischem oder ähnlichem Material, insbesondere plattenförmige Formlinge 2, zum Beispiel Fassadenplatten, Fliesen oder Dachpfannen, bei einem Durchlauf durch einen Tunnel 3 zu trocknen, der an einem Ende einen Tunneleingang 3a und an seinem anderen Ende einen Tunnelausgang 3b aufweist. Im Hohlraum 3c des Tunnels 3 erstreckt sich in einem Durchgang 3g eine Förderstrecke F, auf der die Formlinge 2 in hintereinander angeordneten Positionen kontinuierlich oder diskontinuierlich, zum Beispiel in Förderschritten, gefördert werden. Eine zugehörige Fördereinrichtung ist in ihrer Gesamtheit mit 4 bezeichnet, wobei deren Förderrichtung mit 4a bezeichnet ist. Bei allen Ausführungsbeispielen sind gleiche oder vergleichbare Teile mit gleichen Bezugszeichen versehen.
- Der Hohlraum 3c des Tunnels 3 ist durch einen Boden 3d, zwei einander gegenüberliegenden Seitenwänden 3e und einer Deckwand 3f begrenzt. Die Fördereinrichtung 4 weist vorzugsweise nur eine einzige Förderebene 4b auf, in der die Formlinge 2 in der Förderrichtung 4a hintereinander liegend und quer dazu in einer oder mehreren Reihen R nebeneinander liegend gefördert werden, wobei die Formlinge 2 jeweils einen Längsabstand und bei mehreren Reihen R auch einen Querabstand voneinander aufweisen, durch die in noch zu beschreibender Weise Trocknungsluft strömen kann. Wenn die Förderebene 4b sich im mittleren Höhenbereich des Hohlraums 3c befindet, sind die oberhalb und unterhalb der Förderebene 4b angeordneten Hohlraumabschnitte 3c1, 3c2 gleich hoch bzw. gleich groß. Beim Ausführungsbeispiel ist die Förderebene 4b tiefer als die mittlere Hohlraumhöhe angeordnet, so dass der obere Hohlraumabschnitt 3c1 höher und größer ist als der untere Hohlraumabschnitt 3c2.
- Die Fördereinrichtung 4 weist zum positionierten Tragen der Formlinge 2 Träger 5 (
Fig. 3 ) auf, die ein quer gerichtetes Anströmen der Formlinge 2 mit Trocknungsluft ermöglichen, insbesondere vertikal von der Trocknungsluft durchströmbar sind. Hierzu eigenen sich plattenförmige Tragelemente 5a wie Lochscheiben mit vertikalen Löchern oder horizontal angeordnete Traggitter, auf denen die Formlinge 2 aufliegen, z. B. mit ihren unteren Breitseiten aufliegen. Solche Tragplatten 5a sind vorzugsweise gleich ausgebildet mit einer Länge a und einer Breite b, wobei die Breite b sich vorzugsweise unter Berücksichtigung kleiner Seitenabstände c sich über die gesamte Innenbreite des Hohlraums 3c erstrecken kann. Da die Tragplatten 5a vertikal durchströmbar sind, können sie an ihren einander zugewandten Längsenden ohne Abstand aneinander liegen. Hierdurch lassen sich große Tragflächen für die Formlinge 2 bei Ausnutzung der Breite des Hohlraums 3c verwirklichen. - Die Träger 5 bzw. Tragplatten 5a sind vorzugsweise auf Förderschlitten oder Förderwagen 6 angeordnet, die kontinuierlich oder in Förderschritten durch den Durchgang 3g förderbar sind. Wenn dabei die Förderschlitten bzw. Förderwagen 6 in der Längsrichtung des Tunnels 3 aneinander anliegen, bedarf es nur eines und einfachen Antriebs z. B. eines Schubantriebs, am Tunneleingang 3a, um die Tragschlitten oder Tragwagen 6 durch den Durchgang 3g zu bewegen. Ein solcher Antrieb ist in
Figur 1 , z. B. als Schubstange, vereinfacht dargestellt und mit 7 bezeichnet. Er kann im Bereich eines Magazins oder einer Stapel- und Entstapelvorrichtung 8 für einen Föderschlitten- bzw. Förderwagenstapel angeordnet sein, die sich in einem längs gerichteten Abstand vor dem Tunneleingang 3a befindet. Zwischen der Entstapelvorrichtung 8 und dem Tunneleingang 3a kann, zum Beispiel seitlich versetzt, eine Beladestation 9a zum Beladen der Förderschlitten bzw. Förderwagen 6 mit Formlingen 2 angeordnet sein. Eine z. B. seitlich versetzte Beladestation 9a ermöglicht es, einen dort positionierten Förderschlitten oder Förderwagen 6 mit Formlingen 2 zu beladen, ohne den Betrieb der Fördereinrichtung 4 zu beeinträchtigen. - Am Tunnelausgang 3b kann ebenfalls vorzugsweise seitlich versetzt eine Entladestation 9b zum Entladen der Formlinge 2 von einem dort angekommenen Tragschlitten bzw. Tragwagen 6 angeordnet sein, wo die Formlinge 2 entladen werden können und der betreffende Förderschlitten bzw. Förderwagen 6 im Magazin oder im Stapel der Stapelvorrichtung 8 deponiert werden kann, wo er im Stapel als Speicher für einen nächsten Trocknungsvorgang bereitsteht.
- Während der Förderung der Formlinge 2 durch den Tunnel 3 ist durch eine Luftzuführeinrichtung 11 dafür gesorgt, dass Trocknungsluft in den Tunnel 3 eingeführt wird, der die Formlinge 2 als Trocknungs- bzw. Luftstrom bestreicht und dadurch Feuchtigkeit entzieht. Ein solcher Trocknungs- bzw. Luftstrom kann im Rahmen der Erfindung im Tunnel 3 als Längsstrom L, und dabei vorzugsweise im Gegenstrom bezüglich der Förderrichtung 4a der Fördereinrichtung 4, und/oder als Querstrom Q quer zur Tunnelachse gerichtet sein.
- Da die Formlinge 2 während der Durchförderung durch den Tunnel 3 ihren Zustand wenigstens im Hinblick auf ihren Feuchtigkeitsgehalt verändern, ist es vorteilhaft, mehrere in der Tunnellängsrichtung hintereinander angeordnete Luftzuführ-Teilvorrichtungen 11.1 bis 11.12 (
Fig. 1 und 2 ) vorzusehen, die zum Beispiel unabhängig voneinander funktionieren und wenigstens teilweise einstellbar sind, insbesondere unter Berücksichtigung des Formlingszustands hinsichtlich Temperatur und/oder Luftfeuchtigkeit und/oder Fördermenge. - Bei allen Ausführungsbeispielen ist der Tunnel 3 in eine Vielzahl Längsabschnitte 3.1 bis 3.12 unterteilt, in denen jeweils ein gegen die Formlinge 2 wirksamer Querluftstrom Q von einer zugehörigen Zuführ-Teilvorrichtung 11.1 usw. erzeugt wird. Die in der Durchgangsrichtung letzte oder letzten Zuführ-Teilvorrichtungen entnehmen die Luft aus der Umgebung des Tunnels 3, wobei die vorherigen Zuführ-Teilvorrichtungen die Luft aus dem Tunnel 3 entnehmen.
- Das Ausführungsbeispiel gemäß
Fig. 1 und 2 unterscheidet sich von den Ausführungsbeispielen gemäßFig. 6 und7 dadurch, dass gemäßFig. 1 und 2 die letzte Zuführ-Teilvorrichtung 11.12 den Querluftstrom Q nur im letzten Längsabschnitt 3.12 erzeugt, während gemäßFig. 6 und7 nur elf Zuführ-Teilvorrichtungen 11.1 bis 11.11 vorhanden sind, wobei die letzte Teilvorrichtung 11.11 die beiden letzten Längsabschnitte 3.11 und 3.12 versorgt und darin jeweils den Querluftstrom Q erzeugt. Im Bereich der Luftabströmung gegen die Formlinge 2 sind alle Zuführ-Teilvorrichtungen 11.1 bis 11.12 gemäßFig. 1 und 2 sowie die Zuführ-Teilvorrichtungen 11.1 bis 11.11 gemäßFig. 6 und7 gleich ausgebildet. - Ausgehend vom Tunneleingang 3a erzeugen die Zuführ-Teilvorrichtungen 11.1 bis 11.10 bzw. bis 11.11 jeweils einen Querluftstrom Q, der im Kreislauf dem Hohlraum 3c des zugehörigen Tunnelabschnitts 3.1 bis 3.10 bzw. 3.11 entnommen wird und wieder zugeführt wird. Die Luftentnahme kann aus dem oberen Hohlraumabschnitt 3c1 und/oder unteren Hohlraumabschnitt 3c2 erfolgen. Die Zuführung der Kreislaufluft erfolgt als Querluftstrom Q an wenigstens zwei beiderseits der Förderebene 4b einander gegenüberliegend angeordneten Lufteinlässen 12, die jeweils von der Förderebene 4b einen so großen Querabstand aufweisen, dass die Formlinge 2 zwischen den Lufteinlässen 12 bewegbar sind und von den aus beiden Lufteinlässen 12 ausströmenden und einander entgegen gerichteten Trocknungsquerströmen Q beströmbar sind.
- Die einander gleiche Länge der Tunnelabschnitte 3.1 bis 3.12 kann je nach Größe der Formlinge 2 ein Mehrfaches der Längs- und Querabmessungen der Formlinge 3 betragen. Es ist deshalb angestrebt, jeweils einen im gesamten Bereich des jeweiligen Tunnelabschnitts 3.1 bis 3.12 möglichst gleichmäßig wirksamen Einlass-Querluftstrom Q zu erzeugen. Um dies zu erreichen, weist jeder Lufteinlass 12 einen Luftverteiler 13 auf, der einer Zuführleitung 17 kleineren Querschnitts in der Strömungsrichtung nachgeordnet ist und den Einlassluftstrom auf eine Breite und Länge im wesentlichen gleichmäßig verteilt, die einer Längs- und Querabmessung a, b einer luftdurchlässigen Tragplatte 5a entspricht. Dies gilt sowohl für den oberen und nach unten gerichteten Lufteinlass 12 als auch für den unteren und nach oben gerichteten sowie quer gegenüberliegenden Lufteinlass 12.
- Die bezüglich der Förderebene 4b einander gegenüberliegend und spiegelbildlich ausgebildeten Luftverteiler 13 weisen jeweils zwischen dem zugehörigen Lufteinlass 12 und der Bewegungsbahn der Formlinge 2 bzw. dem Durchgang 3g eine Luftverteilscheibe 14 mit den Längs- und Querabmessungen a, b auf, die eine Vielzahl Löcher 15 aufweist, die eine Vergleichsmäßigung und möglichst gleichmäßige Verteilung des durch sie ausströmenden Trocknungsluft-Querstromes Q gewährleisten.
- Um die Luftverteilung weiter zu verbessern, weisen die zu den Lufteinlässen 12 führenden Zuführungsleitungen 17 divergente Leitungsendabschnitte 17a auf, die sich kegelförmig oder pyramidenförmig divergent zum Lufteinlass 12 erstrecken.
- Wie sich insbesondere aus
Figur 3 bis 5 entnehmen lässt, können die Lufteinlässe 12 jeweils durch einen hohlen, flachen und in der Draufsicht vorzugsweise viereckigen Verteilkasten 16 gebildet sein, der geschlossene Umfangswände 16a und eine Deckwand 16b aufweist, in der der zugehörige Zuführungs-Leitungsabschnitt 17a vorzugsweise divergent mündet. Im unteren Bereich des Verteilkastens 16 kann die Luftverteilscheibe 14 angeordnet sein, zum Beispiel als Bodenwand. - Die luftdurchlässigen Tragplatten 5a können jeweils durch eine Lochscheibe oder ein Gitter gebildet sein, das im oberen Bereich eines Tragrahmens 18 viereckigen Querschnitts gebildet ist, der einen zugehörigen Förderwagen 6 bildet und mit seitlich angeordneten Rädern 6a in bzw. auf Führungsschienen 6b verfahrbar ist, die an den Innenwänden des Tunnels 3 befestigt sind.
- Um eine weitere Luftverteilung über die Länge der Tunnelabschnitte 3.1 bis 3.12 zu erreichen, sind im Bereich jedes Tunnelabschnitts 3.1 bis 3.12 mehrere Lufteinlässe 12 oder Verteilkästen 16 längs hintereinander angeordnet, zum Beispiel drei Stück, die jeweils durch einen sich quer erstreckenden Zuführleitungsabschnitt 17b mit einem Zuführungs-Verteilungsleitungsabschnitt 17c verbunden sind, der sich im oberen bzw. im unteren Hohlraumabschnitt 3c1, 3c2 insbesondere an der zugehörigen Seitenwand 3e vorzugsweise ohne Wärmeisolierung längs erstreckt, so dass ein Wärmeaustausch zwischen der im oberen und unteren Hohlraumabschnitt 3c1, 3c2 befindlichen Trocknungsluft und der im Verteilungsleitungsabschnitt 17c befindlichen Trocknungsluft erfolgen kann. Die Verteilkästen 16 können in der Längsrichtung an Querfugen 16c aneinander liegen (
Fig. 4 und5 ), wobei diese Gruppe, z. B. Dreiergruppe, an den gedachten Begrenzungslinien 3i des zugehörigen Längsabschnitts 3.1 bis 3.12 enden kann (Fig. 4 und5 ). Die Verteilkästen 16 bzw. diese Gruppe können aber auch einen Längsabstand d voneinander bzw. von den Begrenzungslinien 3i aufweisen, wie esFig. 1 zeigt. - Der soweit beschriebene Tunneltrockner 1 ist mit einem Tunnel 3 beschrieben worden, dessen Erstreckungsrichtung nicht weiter definiert worden ist und der sich somit in seiner Längsrichtung gerade erstrecken kann, wie es bekannt ist. Tatsächlich ist beim vorliegenden Ausführungsbeispiel ein Tunnel 3 vorgesehen, der wenigstens zwei Tunnel-Hauptlängsabschnitte T1, T2 aufweist, die sich U-förmig oder mäanderförmig nebeneinander erstrecken und deren Förderrichtungen 4a sich somit einander entgegengesetzt erstrecken, wobei sie an ihren einander zugehörigen Enden durch einen Förderrichtungs-Umkehrabschnitt mit einer Förderrichtungs-Umkehrvorrichtung 22 miteinander verbunden sind. Der Tunnel 3 des Ausführungsbeispiels erstreckt sich somit U-förmig, wobei die Hauptlängsabschnitte T1, T2 sich parallel zueinander erstrecken und auch der Tunneleingang 3a und der Tunnelausgang 3b in einander entgegen gesetzte Richtungen weisen. Wenn die beiden Längsabschnitte T1, T2 vorzugsweise gleich lang ausgebildet sind und sich auf ihrer gesamten Länge nebeneinander erstrecken, was nicht sein muss, befinden sie bzw. der Tunneleingang 3a und der Tunnelausgang 3b sich im Wesentlichen quer nebeneinander, z. B. mit oder ohne Abstand seitlich oder vertikal nebeneinander. Bei den Ausführungsbeispielen gemäß den
Figuren 1 bis 7 sind die einander entgegen gesetzten Längsabschnitte T1, T2 übereinander angeordnet. Vorzugsweise ist die Anordnung auch so getroffen, dass die Tunnelabschnitte 3.1 bis 3.12 ohne Abstand nebeneinander bzw. übereinander angeordnet sind, wodurch sich eine einfache Anordnung ergibt. - Nachfolgend wird eine weitere Besonderheit des Ausführungsbeispiels beschrieben, die von den vorbeschriebenen Ausgestaltungen grundsätzlich unabhängig ist, jedoch in Kombination mit diesen besonders vorteilhaft ist. Diese Besonderheit besteht darin, dass der Tunnel 3 oder dessen Tunnelwand aus in seiner Längsrichtung hintereinander angeordneten und vorzugsweise einander gleich oder gleich lang ausgebildeten Modulen M besteht, die an ihren Längsenden aneinandergesetzt sind und in dieser Position durch z. B. andeutungsweise dargestellte Befestigungsmittel 19 befestigt sind oder aneinandergestellt sind und aufgrund ihres Eigengewichts positioniert oder verankert sind.
- Vorzugsweise entspricht die Länge der Module M der Länge der vorzugsweise gleich langen Tunnelabschnitte 3.1 bis 3.12, so dass die Teilungsfugen 21 zwischen den Modulen M den gedachten Linien zwischen den Tunnellängsabschnitten 3.1 bis 3.12 entsprechen und somit die Luftzuführ-Teilvorrichtungen 11.1 bis 11.12 jeweils wenigstens einem zugehörigen Modul M zugeordnet sind. Die Aufteilung in Module M hat den Vorteil, dass nicht nur der Tunnel 3 in einander gleichen Längsabschnitten hergestellt, vorgefertigt und gelagert werden kann, sondern diese Module M können jeweils z. B. mit der zugehörigen Zuführ-Teilvorrichtung 11.1 bis 11.12 und z. B. entsprechend langen Abschnitten der Führungsschienen 6b vorgefertigt werden, so dass es an der Baustelle des Tunneltrockners 1 lediglich eines Aneinandersetzens und Positionierens der vorgefertigten Module M bedarf.
- Die vorbeschriebene Modulbauweise kann für den Hauptlängsabschnitt T1 oder für den Hauptlängsabschnitt T2 oder für beide Hauptlängsabschnitte T1, T2 realisiert sein. Letzteres zeigen die Ausführungsbeispiele gemäß
Fig. 1 bis 7 , bei denen die Module M sich mit den Teilungsfugen 21 quer über beide Hauptlängsabschnitte T1, T2 erstrecken und vorzugsweise einstückig hergestellt sind. Aber auch dann, wenn die Hauptlängsabschnitte T1, T2 jeweils für sich aus hintereinander angeordneten Modulen bestehen (nicht dargestellt), können diese Teilmodule mit den jeweils zugehörigen Luftzuführungs-Teilvorrichtungen 11.1 bis 11.11 bzw. 11.12 vorgefertigt werden. Wenn sich die Module M quer über beide Hauptlängsabschnitte T1, T2 erstrecken, können sie jeweils mit beiden zugehörigen und einander quer gegenüberliegenden Tunnellängsabschnitten 3.1 bis 3.12 und Luftzuführ-Teilvorrichtungen 11.1 bis 11.11 bzw. 11.12 vorgefertigt werden. - Die sich über beide Hauptlängsabschnitte T1, T2 erstreckende Modulbauweise ermöglicht insbesondere dann eine schmale oder niedrige Konstruktion, wenn die Hauptlängsabschnitte T1, T2 in der Querrichtung ohne einen Abstand voneinander und somit aneinander angeordnet und vorzugsweise einstückig hergestellt sind. Dabei kann eine Tunnelwand eingespart werden, weil die zwischen den Hauptlängsabschnitten T1, T2 vorhandene Zwischenwand beiden Hauptlängsabschnitten T1, T2 als Wand dient. Beim Ausführungsbeispiel gemäß
Figur 1 bis 7 , bei dem die Hauptlängsabschnitte T1, T2 übereinander angeordnet sind, bildet die vorhandene Zwischenwand 3h die Deckwand 3f des unteren Hauptlängsabschnitts T1 und die Bodenwand 3d des oberen Hauptlängsabschnitts T2. - Die Förderrichtungs-Umkehrvorrichtung 22 ist durch einen Querförderer 22a gebildet, der dazu eingerichtet ist, jeweils den über den Hauptlängsabschnitt T1 hinaus in eine erste Querförderstation 23 geförderten Förderwagen 6 quer, hier aufwärts nach oben, in eine zweite Querförderstation 24 zu fördern, in der der Förderwagen 6 sich in Flucht mit dem Hauptlängsabschnitt T2 befindet und durch einen dazu längs bzw. rückwärts gerichteten zweiten Förderantrieb 25 durch den zweiten Hauptlängsabschnitt T2 förderbar ist.
- Der erste und der zweite Förderantrieb 7, 25 können zum Beispiel durch einen Schieber gebildet sein, der alle sich in Reihe vor dem jeweiligen Förderantrieb 7, 25 befindliche Förderwagen 6 jeweils um ein Längenmaß der aneinanderstoßenden Förderwagen 6 vorschiebt und dann zurückbewegt wird, um mit einem weiteren der zugenörigen Querförderstation 23 bzw. 24 quer dazwischen gesetzten Förderwagen 6 die übrigen im Hauptlängsabschnitt T1 bzw. T2 vorgeordneten Förderwagen 6 vorschiebt.
- Es ist besonders vorteilhaft, den Querförderer 22a so auszugestalten, dass der Querabstand e zwischen den Durchgängen 3g der Tunnellängsabschnitte T1, T2 ein Vielfaches der Höhe h der Durchgänge 3g oder Förderwagen 6 beträgt und der Querförderer 22 dazu eingerichtet ist, jeweils den obersten der sich an der ersten Förderstation 23 befindlichen Förderwagen 6 in die zweite Förderstation 24 zu bewegen. Ein solcher Querförderer 22 ist somit in der Lage, den obersten von einem oder mehreren sich in der ersten Förderstation 23 befindlichen Träger 5 bzw. Förderwagen 6 in die zweite Förderstation 24 zu bewegen, egal wie hoch der Stapel jeweils ist. Hierdurch ist ein Speicher geschaffen, der es ermöglicht, zwischen den Förderstationen 23, 24 eine bestimmte Anzahl Träger 5 bzw. Förderwagen 6 zu deponieren und zum Beispiel bei einem Entladestau am Tunnelausgang 3b zu speichern, ohne dass der Förder- und Trocknerbetrieb wesentlich beeinträchtigt wird. Bei einer Anordnung der Hauptlängsabschnitte T1, T2 übereinander kann der aufwärts wirksame Querförderer 22a ein Elevator sein.
- Einen mit dem vorbeschriebenen Speicher vergleichbaren Speicher ermöglicht auch die Entstapelvorrichtung 8, wenn sie diesbezüglich entsprechend dem Querförderer 22a ausgebildet ist und funktioniert, wobei sie so ausgebildet ist, dass sie die entladenen Träger 5 bzw. Förderwagen 6 bei der jeweiligen Stapelhöhe am oberen Ende der gestapelten Säule zu übergeben vermag.
- Ein weiterer Vorteil von quer nebeneinander und/oder übereinander angeordneten Hauptlängsabschnitten T1, T2 besteht darin, dass dazwischen ein Wärmeaustausch stattfinden kann und somit der Wärmeverlust vermindert wird und außerdem zwischen den Hauptlängsabschnitten T1, T2 keine Isolierung vorhanden zu sein braucht.
- Nachfolgend werden die Luftzuführ-Teilvorrichtungen 11.1 bis 11.12 näher beschrieben.
- Die ausgehend vom Tunneleingang 3a längs hintereinander liegend angeordneten Luftzuführ-Teilvorrichtungen 11.1 bis 11.10, die den Tunnel bis zu einem Endbereich bestücken, der z. B. durch die beiden letzten Tunnel-Längsabschnitte 3.11 und 3.12 gebildet ist, sind einander gleich ausgebildet.
- Wie bereits beschrieben, erzeugen diese Teilvorrichtungen 11.1 bis 11.10 jeweils einen Trocknungs-Querluftstrom Q im Kreislauf, wobei die Kreislaufluft an einer Entnahmeöffnung 31 entnommen wird, die sich im Bereich des zugehörigen Tunnel-Längsabschnitts 3.1 bis 3.10 in der Tunnelwand befindet, z. B. in der hinteren Seitenwand 3e, von der sich die in ihrer Gesamtheit mit 17 bezeichnete Zuführleitung zum Zuführen der Kreislaufluft zu den zugehörigen Lufteinlässen 12 erstreckt. Dabei kann die Entnahmeöffnung 31 im Bereich des unteren und/oder oberen Hohlraumabschnitts 3c1, 3c2 angeordnet sein. Die Entnahmeöffnung 31 kann sich im Bereich des oberen Hohlraumabschnitts befinden, wie es die
Fig. 3 bis 5 zeigen. Die Entnahmeöffnung 31 kann sich aber auch zumindest im Bereich des Hauptlängsabschnitts T1 im unteren Hohlraumabschnitt 3c2 befinden, wie esFig. 6 zeigt. - Es ist aber auch möglich und vorteilhaft, die Entnahmeöffnungen 31 für die Luftzuführ-Teilvorrichtung 11.1 bis 11.6 des ersten bzw. unteren Hauptlängsabschnitts T1 im unteren und/oder oberen Hohlraumabschnitt 3c1, 3c2 des zweiten bzw. oberen Hauptlängsabschnitts T2 anzuordnen, wie es
Fig. 7 beispielhaft zeigt. Hierdurch lassen sich kurze Zuführleitungen 17 zwischen den Entnahmeöffnungen 31 und den zugehörigen Lufteinlässen 12 erreichen, obwohl jeweils die Entnahmeöffnung 31 den zugehörigen Lufteinlass 12 in der Durchgangsrichtung bzw. in der Förderrichtung 4a der Formlinge 2 um einen oder mehrere Längsabschnitte 3.1 bis 3.11 vorversetzt ist. - Wie insbesondere
Fig. 3 zeigt, kann sich die Zuführleitung 17 von der einen Seite der Tunnelanordnung zur gegenüberliegenden Seite erstrecken, wobei sie den hier durch die übereinander angeordneten Hauptlängsabschnitte T1, T2 gebildeten Doppeltunnel überquert. Es sind jeweils ein von der Tunnelwand 3e abstehender Leitungsabschnitte 17d vorgesehen, in dem sich eine verstellbare Drossel 32 befindet, die z. B. durch eine schwenkbare Drosselklappe gebildet ist. Vom Leitungsabschnitt 17d erstreckt sich eine Leitungsbrücke 17e über den Doppeltunnel, die sich auf der anderen Seite nach unten zu zwei übereinander angeordneten abstehenden Leitungsabschnitten 17f, 17g erstreckt, die die zugehörige Seitenwand 3e durchsetzen und mit der jeweils zugehörigen Verteilerleitung 17c verbunden sind, die sich im oberen bzw. unteren Hohlraumabschnitt 3c1, 3c2 befindet. Dies gilt für die Leitungsabschnitte 17d, 17f, 17g in beiden Tunnel-Längsabschnitten T1, T2 bzw. oben und unten. - Die Zuführungsleitungen 17 für den unteren Hauptlängsabschnitt T1 und den oberen Hauptlängsabschnitt T2 unterscheiden sich dadurch, dass im ersteren Fall dem Überbrückungsabschnitt 17e ein Brenner 33 zugeordnet ist, und durch unterschiedlich lange Vertikalabschnitte17h. Den Überbrückungsabschnitten 17e ist jeweils ein Luftförderer 34 zugeordnet, z. B. ein Ventilator mit einem Schaufelrad.
- Dagegen weist die im Endbereich des Tunnels 3 angeordnete von z. B. den beiden letzten Längsabschnitten 3.11 und 3.12 zugeordnete Zuführ-Teilvorrichtung 11.11 eine ebenfalls in ihrer Gesamtheit mit 17 bezeichneten Zuführleitung auf, die von einer äußeren Zuführleitung 35 gespeist wird, in der sich ein Brenner 33 und ein Luftförderer 34 befinden, der Luft aus der Umgebung des Tunneltrockners 1 den sich nach unten erstreckenden seitlichen Abschnitten 17h der Zuführleitung 17 zuführt.
- Wie aus
Fig. 6 und7 zu entnehmen ist, verzweigt die äußere Zuführleitung 35 in zwei Zuführungsleitungszweige 35a, 35b, die mit den seitlichen Leitungsabschnitten 17h, 17f, 17g und den Leitungsabschnitten 17c, 17d, 17a mit den zugehörigen Lufteinlässen 12 bzw. Verteilerkästen 16 verbunden sind. - Der von der letzten Zuführ-Teilvorrichtung 11.11 erzeugte und an wenigstens einen zugehörigen Lufteinlass 12 bzw. Verteilerkasten 16 austretende Querluftstrom Q wird nicht im Kreislauf wieder zurückgeführt, wie es bei den übrigen Zuführ-Teilvorrichtungen 11.1 bis 11.10 der Fall ist. Deshalb erzeugt der Luftdruck der Teilvorrichtung 11.11 den Längsluftstrom L, der aufgrund von einer sich am Tunnelende 3b angeordneten Luftbarriere 36 im Gegenstrom zur Förderrichtung 4a durch den Tunnel 3 strömt. Am Tunneleingang 3a kann eine Abluftleitung 37 gegebenenfalls mit einem weiteren Luftförderer 38 angeordnet sein, die wenigstens ein Teil des Längsluftstroms L abführt, siehe z. B.
Fig. 6 und7 . - Die Zuführ-Teilvorrichtungen 11.1 bis 11.10 bilden zwei längs der Förderrichtung 4a hintereinander angeordnete Zuführ-Gruppen G1, G2, die zum einen geregelt und zum anderen unterschiedlich geregelt sein können. Die erste Gruppe G1, die z. B. im Hauptlängsabschnitt T1 angeordnet ist, kann sich z. B. vom Tunneleingang 3a über einen Teil oder die gesamte Länge dieses Hauptlängsabschnitts T1 erstrecken. Den Zuführ-Teilvorrichtungen 11.1 bis 11.6 der ersten Gruppe G1 ist jeweils eine Regelvorrichtung 39 zugeordnet, die die Trocknungsleistung der zugehörigen Zuführ-Teilvorrichtung 11.1 bis 11.6 so regelt, dass die Formlinge 2 aufgrund zu starker Trocknungsleistung keinen Schaden erleiden, z. B. unbeabsichtigt verformen oder Risse erhalten. Dabei kann zur Leistungssteuerung die Luftfördermenge und/oder die Lufttemperatur und/oder der Feuchtegehalt des jeweiligen Querluftstroms Q wahlweise vergrößert oder verringert werden, und zwar in Abhängigkeit des Feuchtewertes der Trocknungsluft im Tunnel 3, insbesondere der im zugehörigen Tunnellängsabschnitt 3.1 bis 3.6 vorhandenen Trocknungsluft, der als Istwert ermittelt wird, z. B. durch einen Feuchtesensor 41, wobei die Regelvorrichtung 39 unter Berücksichtigung eins bestimmten Sollwertes die Trocknungsleistung so regelt, dass ein vorgegebener Feuchte-Istwert der Formlinge 2 erreicht wird. Den Regelvorrichtungen 39 können mit größer werdenden Abstand vom Tunneleingang 3a bestimmte Sollwerte so vorgegeben sein, dass mit größer werdendem Abstand vom Tunneleingang 3a ein sinkender bestimmter Istwert der betreffenden Formlinge 2 erreicht wird.
- Die vorbeschriebene Vergrößerung oder Verringerung der Fördermenge und/oder der Temperatur und/oder des Feuchtewertes des zugehörigen Querluftstroms Q lässt sich für wenigstens eine oder mehrere der Teilvorrichtungen 11.1 bis 11.6 durch eine entsprechende Regelung der Wärmeleistung des Brenners 33 und/oder der Menge zugehörigen Querluftstroms des Luftförderers 34 und/oder eines Lufteinlasses 42 regeln, der durch einen zugehörigen Verstellmotor 43 wahlweise vergrößerbar oder verringerbar ist. In gleicher oder ähnlicher Weise kann auch der von der Zuführ-Teilvorrichtung 11.11 bzw. 11.12 gezeigte Querluftstrom Q größerer Fördermenge durch eine Regelvorrichtung 39 geregelt werden. Aus Vereinfachungsgründen wird deshalb auf die vorbeschriebene Regelung für die Teilvorrichtungen 11.1 bis 11.6 Bezug genommen. Der zweiten Gruppe G2, die der ersten Gruppe G1 in der Durchgangsrichtung nachgeordnet ist, und beim Ausführungsbeispiel im Hauptlängsabschnitt T2 angeordnet ist, kann ebenfalls jeder Teilvorrichtung 11.7 bis 11.10 eine gleiche oder ähnliche Regelvorrichtung 39 zugeordnet sein, die die Trocknungsleistung und/oder Fördermenge des zugehörigen Querluftstroms Q in Abhängigkeit eines jeweils im zugehörigen Tunnelabschnitts mit einem nicht dargestellten Sensor gemessenen Feuchtewertes regelt. Es kann aber auch jeweils eine Steuer- oder Anzeigevorrichtung 40 vorgesehen sein, die bei Über- oder Unterschreitung eines bestimmten Wertes der Temperatur im zugehörigen Längsabschnitt 3.7 bis 3.10 eine besondere Funktion ansteuert oder eine Anzeigevorrichtung betätigt.
- Der Trocknungsvorgang kann so gestaltet sein, dass in wenigstens einem ersten Längsbereich des Tunnels 3, z. B. im Gruppenbereich G1 oder im Hauptlängsabschnitt T1, eine erste Trocknung oder Vortrocknung erfolgt, und im zweiten Längsbereich, z. B. wenigstens im Gruppenbereich G2 oder im Hauptlängsabschnitt T2, eine Endtrocknung erfolgt. Dabei kann die Trocknung im ersten Längsbereich intensiver sein als im zweiten Längsbereich.
- Im Bereich der Umkehrvorrichtung 22 ist ein sich an die Hauptlängsabschnitte T1, T2 anschließender Tunnelquerabschnitt vorhanden, in dem die Längsströmung L im Gegenstrom zur Förderrichtung 4a geführt wird.
- Die Ausgestaltung gemäß
Fig. 7 , bei der gleiche oder vergleichbare Teile ebenfalls mit gleichen Bezugszeichen versehen sind, unterscheidet sich vom vorbeschriebenen Ausführungsbeispiel in mehrfacher Hinsicht, wobei aus Vereinfachungsgründen nur die Unterschiede beschrieben werden. - Zum einen sind die Zuführ-Teilvorrichtungen 11.1 bis 11.3 in der ersten Gruppe G1 so eingerichtet und angeordnet, dass sie sich jeweils mittels eines Leitungszweiges mit einem sich längs erstreckenden Leitungsabschnitt 17k, in dem ein oder zwei Luftförderer 34 angeordnet sein können, längs über zwei einander benachbarte oder über mehrere Tunnellängsabschnitte 3.1 bis 3.6 oder Module M1 bis M6 erstrecken. Hierdurch lässt sich die Anzahl der Zuführ-Teilvorrichtungen verringern bzw. halbieren, hier auf drei Stück, und der Wirkbereich oder Ausströmbereich des zugehörigen Querstroms Q längs vergrößern oder in Teilströmen längs verteilen.
- Zum anderen sind diese Teilvorrichtungen, z. B. 11.1 bis 11.3, so ausgebildet, dass die Luftentnahme des jeweils zugehörigen Querluftstromkreislaufs nicht oder nicht nur dem zugehörigen Tunnel-Längsabschnitt, z. B. 3.1 und 3.2 bzw. M1 und M2; 3.3 und 3.4 bzw. M3 und M4; 3.5 und 3.6 bzw. M5 und M6, sondern einem in der Durchgangsrichtung benachbarten oder weiter vorgeordneten Tunnel-Längsabschnitt oder Modul entnommen wird. D.h., der zugehörige Leitungsabschnitt 17i erstreckt sich jeweils bis zu einem Tunnellängsabschnitt, der in der Förderrichtung 4a der Formlinge 2 direkt oder mehrfach vorgeordnet ist, insbesondre jeweils benachbart ist.
- Die Länge der Vorordnung einer Entnahmeöffnung 31 von der zugehörigen Zuführ-Teilvorrichtung lässt sich dann mit kurzen Entnahme-Leitungsabschnitten 17j vergrößern, wenn diese sich quer zum Hauptlängsabschnitt T2 erstrecken und mit einer dort im unteren (dargestellt) und/oder oberen (nicht dargestellt) Tunnelinnenraum 3c1, 3c2 angeordneten Entnahmeöffnung 31 verbunden sind. Gemäß
Fig. 7 kann jeder Zuführ-Teilvorrichtung 11.1 bis 11.3 die Luft für den jeweils zugehörigen Querstrom Q aus zwei Entnahmeöffnungen 31 entnommen werden, die sich im ersten und im zweiten Hauptlängsabschnitt T1, T2 befinden, insbesondere jeweils im zugehörigen Tunnellängsabschnitt 3.1 bis 3.11 oder z. B. auch 3.12 bzw. Modul M1 bis M6. - In den sich von den Entnahmeöffnungen 31 erstreckenden Entnahme-Leitungsabschnitten 17d, 17j kann jeweils eine Sperrvorrichtung 44 angeordnet sein, die wahlweise zu öffnen und zu schließen ist, z. B. durch einen Motor 45. Hierdurch lässt sich die Menge der jeweiligen Entnahmeluft wahlweise verringern oder vergrößern oder auch sperren.
- Eine solche axial vorversetzte Anordnung wenigstens einer Entnahmeöffnung 31 und/oder Steuerung oder Regelung der Entnahmeluft kann auch bei den Zuführ-Teilvorrichtungen 11.1 bis 11.6 der vorbeschriebenen Ausführungsbeispiele vorhanden sein.
- Gemäß
Fig. 7 ist die Entnahmeöffnung 31 für die Entnahme der Luft für den Querluftstrom Q jeweils im Bereich, insbesondere im in die Förderrichtung 4a weisenden Endbereich, eines oder zwei benachbarter Tunnel-Längsabschnitte, z. B. 3.1 und 3.2 bzw. Modulen M1 und M2, angeordnet, der bzw. die von einer Zuführ-Teilvorrichtung, z. B. 11.1, gemeinsam beströmbar sind. Dabei erstreckt sich der Zuführleitungsabschnitt 17i entgegen der Förderrichtung 4a. Beim Vorhandensein von zwei Längsabschnitten, z. B. 11.1 und 11.2 bzw. Modul M1 und M2, die von der zugehörigen Zuführ-Teilvorrichtung, z. B. 11.1, gemeinsam beströmt werden, überbrückt der Leitungsabschnitt 17i die dazwischen vorhandene Begrenzungslinie 3i bzw. Teilungsfuge 21. - Im Rahmen der Erfindung können die Tunnel-Hauptlängsabschnitt T1, T2 in einer anderen Anordnung nebeneinander angeordnet sein, z. B. horizontal nebeneinander.
- Ein solches Ausführungsbeispiel zeigt
Fig. 8 in prinzipieller Darstellung, wobei die Hauptlängsabschnitte T1, T2 einen horizontalen Abstand f voneinander haben können (dargestellt) oder direkt nebeneinander angeordnet sein können (nicht dargestellt). Die Umkehrvorrichtung 22 bzw. der Querförderer 22a ist dazu eingerichtet, die mit Formlingen 2 bestückten Träger 5 bzw. Förderwagen 6 horizontal zu fördern. - Am gegenüberliegenden Ende kann eine gleiche oder ähnliche Umkehrvorrichtung 22b mit einem gleichen oder ähnlichen Querförderer 22c zum horizontalen Fördern der entladenen Träger 5 bzw. Förderwagen 6 direkt zur Beladestation 9a oder in eine ihr rückversetzte Bereitschaftsstation angeordnet sein. Aus dieser Position kann die Weiterförderung der beladenen oder noch zu beladenden Träger 5 bzw. Förderwagen 6 in den Tunnel 3 erfolgen.
- Wenn die Hauptlängsabschnitte T1, T2 seitlich direkt aneinander angeordnet sind, können sie eine gemeinsame Zwischenwand aufweisen, und z. B. einstückig miteinander verbunden sein, wie es vergleichbar bei dem vorbeschriebenen Ausführungsbeispiel bereits beschrieben worden ist. Dabei können die Module M1 bis M6 sich horizontal über beide Hauptlängsabschnitte T1, T2 erstrecken.
Claims (11)
- Tunneltrockner (1), geeignet zum Trocknen von Formlingen (2), mit- einer Mehrzahl Träger (5) zum Tragen der Formlinge (2), die längs eines Tunneldurchgangs (3g) in einem Hohlraum (3c) eines Tunnels (3) hintereinander liegend angeordnet sind, wobei der Hohlraum (3c) des Tunnels (3) durch einen Boden (3d), zwei einander gegenüberliegenden Seitenwänden (3e) und einer Deckwand (3f) begrenzt ist;- einer Zuführeinrichtung (11) zum Zuführen von Trocknungsluft in den Tunnel (3),- einer Mehrzahl von längs hintereinander liegend angeordneten Lufteinlässen (12) in Form von Luftverteilerkästen (16), die beiderseits des Durchgangs (3g) jeweils einander quer gegenüberliegend angeordnet und gegen den Durchgang (3g) gerichtet sind, wobei die Lufteinlässe (12) jeweils durch spiegelbildlich und parallel über und unter den Träger (5) angeordnete Luftverteilscheiben (14) mit Löchern (15) gebildet sind, wobei die Luftverteilscheiben (14) mit Löchern (15) in den den Träger (5) zugewandten Bodenbereichen der Luftverteilerkästen (16) angeordnet sind, wobei die Lufteinlässe (12) im Betrieb jeweils einen Strömungskreislauf erzeugen, mit dem Luft an wenigstens einem Luftauslass (31) im Tunnel (3) entnehmbar und durch die Lufteinlässe (12) wieder einführbar ist;dadurch gekennzeichnet, dass:- der Trockner ferner eine Fördereinrichtung (4) umfasst, zum Fördern der Träger (5) in einer Förderrichtung (4a) durch den Tunneldurchgang (3g), wobei die Träger (5) durch flache und luftdurchlässige Tragelemente (5a) gebildet sind, die in der sich in der Längsrichtung des Tunneltrockners (1) erstreckenden Förderrichtung (4a) durch den Durchgang (3g) bewegbar sind, wobei die Tragelemente (5a) jeweils durch eine Lochscheibe oder ein Gitter gebildet sind und die Fördereinrichtung (4) ausgelegt ist, die Träger (5) in einer einzigen Förderebene (4b) in der Förderrichtung (4a) durch den Durchgang (3g) zu fördern;- die Lufteinlässe (12) mehrere längs des Durchgangs (3g) hintereinander liegend angeordnete Luftzufuhr-Teil Vorrichtungen (11.1 bis 11.11 bzw. 11.12) bilden, wobei die Lufteinlässe (12) jeweils durch einen hohlen, flachen und in der Draufsicht viereckigen Verteilkasten (16) gebildet sind, der geschlossene Umfangswände (16a) und eine Deckwand (16b) aufweist, wobei im unteren Bereich des Verteilkastens (16) die Luftverteilscheibe (14) als Bodenwand angeordnet ist;- der Luftauslass (31) sich in einer Seitenwand (3e) des Tunnels (3) befindet.
- Tunneltrockner nach einem der vorherigen Ansprüche, dadurch gekennzeichnet,- dass der Tunnel (3) wenigstens zwei Hauptlängsabschnitte (T1, T2) aufweist,- die wenigstens auf einem Teil ihrer Länge mit einander entgegen gesetzten Förderrichtungen (4a) nebeneinander angeordnet sind,- und dass zwei in eine Richtung weisende Enden (3a, 3b) der Hauptlängsabschnitte (T1, T2) durch eine Förderrichtungs-Umkehrvorrichtung (22) miteinander verbunden sind.
- Tunneltrockner (1) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet,
dass der Tunnel (3) aus in seiner Längsrichtung hintereinander angeordneten Tunnelmodulen (M) besteht. - Tunneltrockner nach einem der vorherigen Ansprüche, dadurch gekennzeichnet,
dass die Träger (5a) jeweils an einem Förderwagen (6) angeordnet sind. - Tunneltrockner nach Anspruch 5, dadurch gekennzeichnet,
dass die horizontalen Längs- und Querabmessungen der Tragelemente (5a) den jeweils etwa gleichen horizontalen Längs- und Querabmessungen der Förderwagen (6) im wesentlichen entsprechen und vorzugsweise sich im wesentlichen über die gesamte Breite des Durchgangs (3g) erstrecken. - Tunneltrockner nach einem der vorherigen Ansprüche 2 bis 6, dadurch gekennzeichnet,
dass der Luftauslass (31) oder ein zweiter Luftauslass (31) bezüglich dem zugehörigen Lufteinlass (12) in der Förderrichtung (4a) versetzt ist, z. B. im Bereich von einer Zuführ-Teilvorrichtung (11.1 bis 11.8) angeordnet ist, die um eine oder mehrere Zuführ-Teilvorrichtungen in der Förderrichtung (4a) versetzt ist,
oder z. B. im Bereich von einem Modul (M1 bis M6) angeordnet ist, dass um ein oder mehrere Module in die Förderrichtung (4a) versetzt ist. - Tunneltrockner nach einem der Ansprüche 3 bis 7, dadurch gekennzeichnet, dass der Luftauslass (31) oder der zweite Luftauslass (31) bezüglich dem zugehörigen Lufteinlass (12) im zweiten Tunnel-Hauptlängsabschnitt (T2) angeordnet ist, insbesondere darin quer gegenüberliegend angeordnet ist.
- Tunneltrockner nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet,
dass im Endbereich des Tunnels (3) eine Zuführ-Teilvorrichtung (11.11; 11.12) zum Zuführen von Luft von außerhalb des Tunnels (3) angeordnet ist, wobei diese Zuführ-Teilvorrichtung (11.11; 11.12) die Luft vorzugsweise zu dem oder den in diesem Endbereich angeordneten Lufteinlässen (12) zuführt. - Tunneltrockner nach Anspruch 9,
dadurch gekennzeichnet,
dass der Trockner so ausgeführt ist, daß die Luftmenge, die der im Endbereich des Tunnels (3) angeordneten Teilvorrichtung (11.11; 11.12) zugeführt wird, größer ist als die jeweils von den übrigen Zuführ-Teilvorrichtungen (11.1 bis 11.10) geförderte Querluftstrommenge. - Tunneltrockner nach einem der Ansprüche 2 bis 10,
dadurch gekennzeichnet,
dass den Zuführ-Teilvorrichtungen (11.1 bis 11.6) jeweils eine Regelvorrichtung (39) zugeordnet ist zum Regeln der Temperatur und/oder der Luftmenge des Querluftstroms (Q) in Abhängigkeit vom Feuchtegehalt der Formlinge (2) oder der im jeweiligen Tunnellängsabschnitt (3.1 bis 3.6) vorhandenen Luftfeuchtigkeit. - Tunneltrockner nach einem der Ansprüche 4 bis 11,
dadurch gekennzeichnet,
dass die Hauptlängsabschnitte (T1, T2) ohne Abstand nebeneinander angeordnet sind, vorzugsweise einteilig miteinander verbunden sind, insbesondere mit einer gemeinsamen Zwischenwand (3h) ausgebildet sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008013012A DE102008013012B4 (de) | 2008-03-07 | 2008-03-07 | Tunneltrockner zum Trocknen von Formlingen, mit in Querabständen einander gegenüberliegend angeordneten Lufteinlässen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2098811A2 EP2098811A2 (de) | 2009-09-09 |
| EP2098811A3 EP2098811A3 (de) | 2014-08-27 |
| EP2098811B1 true EP2098811B1 (de) | 2019-06-12 |
Family
ID=40733188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09154501.2A Active EP2098811B1 (de) | 2008-03-07 | 2009-03-06 | Tunneltrockner zum Trocknen von Formlingen, mit in Querabständen einander gegenüberliegend angeordneten Lufteinlässen und Tunnelmodul für einen Tunneltrockner |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2098811B1 (de) |
| CN (1) | CN101526305A (de) |
| DE (1) | DE102008013012B4 (de) |
| ES (1) | ES2744381T3 (de) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITPR20090099A1 (it) * | 2009-11-27 | 2011-05-28 | Imas Srl | Processo di essiccazione di prodotti pressati o estrusi con formati speciali e suo apparato |
| CN101806533B (zh) * | 2010-03-17 | 2013-01-23 | 云南昆船设计研究院 | 双侧交替进风隧道式气流加热干燥或冷却装置 |
| DE102010054493B4 (de) * | 2010-12-14 | 2017-06-01 | Hildebrand Holztechnik Gmbh | Trocknungsvorrichtung |
| DE202011051701U1 (de) * | 2011-10-20 | 2013-01-23 | Hans Lingl Anlagenbau Und Verfahrenstechnik Gmbh & Co. Kg | Trockeneinrichtung |
| CN104048490A (zh) * | 2014-05-04 | 2014-09-17 | 赵宽学 | 陶土瓦坯支撑干燥装置 |
| FR3027659A1 (fr) * | 2014-10-23 | 2016-04-29 | Ceritherm | Tunnel de sechage pour produits ceramiques |
| DE102015209370B3 (de) * | 2015-05-21 | 2016-09-08 | Lavatec Laundry Technology Gmbh | Trockner |
| CN106918205B (zh) * | 2017-03-22 | 2022-11-01 | 中船双瑞(洛阳)特种装备股份有限公司 | 一种减少大型铸件侵入性气孔缺陷的方法以及烘干炉 |
| ES2684054B1 (es) * | 2017-03-28 | 2019-07-29 | Corporacion Omegazeta S L | Horno para el fraguado de paneles de mortero de cemento e instalación correspondiente |
| IT201900025543A1 (it) * | 2019-12-24 | 2021-06-24 | Scg Building Mat Co Ltd | Stazione di essiccazione per lastre ceramiche |
| EP4107456B1 (de) * | 2020-02-18 | 2024-07-17 | System Ceramics S.p.A. | Trockner für keramische fliesen oder platten |
| DE102022120887A1 (de) | 2022-05-03 | 2023-11-09 | Reinhard Brunner | Kanal-Trocknungsvorrichtung |
| WO2023213683A1 (de) | 2022-05-03 | 2023-11-09 | Reinhard Brunner | Kanal-trocknungsvorrichtung |
| DE102022130433B4 (de) | 2022-05-09 | 2024-09-05 | Reinhard Brunner | Kanal-Trocknungsvorrichtung |
| EP4276398A1 (de) | 2022-05-09 | 2023-11-15 | Reinhard Brunner | Kanal-trocknungsvorrichtung |
| CN115751908A (zh) * | 2022-10-19 | 2023-03-07 | 故城北新建材有限公司 | 一种板材干燥布风自动调节系统 |
| CN118219402B (zh) * | 2023-12-26 | 2024-08-23 | 广东顺优建设有限公司 | 一种建筑水泥预制件的定型速干设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2197776A (en) * | 1938-09-03 | 1940-04-23 | Wesley H Argabrite | Apparatus for drying leather |
| GB656695A (en) * | 1947-11-17 | 1951-08-29 | William Avery Clements | Improvements in and relating to the drying of ceramic objects |
| DE2033355A1 (en) * | 1970-03-10 | 1971-09-23 | Öspag Österreichische Sanitär-Keramik- und Porzellan-Industrie AG, Wien | Sanitary ceramic ware drying oven |
| FR2413342A1 (fr) * | 1977-12-30 | 1979-07-27 | Fuchs & Co Ag | Installation pour fabriquer des articles moules cuits en brique |
| EP0343618A2 (de) * | 1988-05-27 | 1989-11-29 | Erlus Baustoffwerke AG | Verfahren und Vorrichtung zum Trocknen von Lochziegel-Rohlingen |
| EP0499768A1 (de) * | 1991-02-18 | 1992-08-26 | POPPI S.p.A. | Vorrichtung zur raschen Trocknung, insbesondere für ungebrannte Keramikfliesen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3210652A1 (de) * | 1982-03-23 | 1983-10-06 | Fuchs & Co Ag | Verfahren und vorrichtung zur belueftung von trockengut in einem tunneltrockner |
| IT1185911B (it) * | 1985-09-13 | 1987-11-18 | Art Ceramiche Srl | Procedimento per l'essiccazione rapida di ceramica e impianto per realizzarlo |
| DE3708642C2 (de) * | 1987-03-17 | 1997-08-14 | Imas S P A | Vorrichtung für die rasche Trocknung von keramischen Rohprodukten, insbesondere von Fliesen |
| DE4002643A1 (de) * | 1990-01-30 | 1991-08-08 | Meindl Josef Ohg | Vorrichtung zum trocknen keramischer produkte, insbesondere ziegel |
-
2008
- 2008-03-07 DE DE102008013012A patent/DE102008013012B4/de not_active Expired - Fee Related
-
2009
- 2009-03-06 ES ES09154501T patent/ES2744381T3/es active Active
- 2009-03-06 EP EP09154501.2A patent/EP2098811B1/de active Active
- 2009-03-09 CN CN200910127215A patent/CN101526305A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2197776A (en) * | 1938-09-03 | 1940-04-23 | Wesley H Argabrite | Apparatus for drying leather |
| GB656695A (en) * | 1947-11-17 | 1951-08-29 | William Avery Clements | Improvements in and relating to the drying of ceramic objects |
| DE2033355A1 (en) * | 1970-03-10 | 1971-09-23 | Öspag Österreichische Sanitär-Keramik- und Porzellan-Industrie AG, Wien | Sanitary ceramic ware drying oven |
| FR2413342A1 (fr) * | 1977-12-30 | 1979-07-27 | Fuchs & Co Ag | Installation pour fabriquer des articles moules cuits en brique |
| EP0343618A2 (de) * | 1988-05-27 | 1989-11-29 | Erlus Baustoffwerke AG | Verfahren und Vorrichtung zum Trocknen von Lochziegel-Rohlingen |
| EP0499768A1 (de) * | 1991-02-18 | 1992-08-26 | POPPI S.p.A. | Vorrichtung zur raschen Trocknung, insbesondere für ungebrannte Keramikfliesen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2098811A2 (de) | 2009-09-09 |
| ES2744381T3 (es) | 2020-02-24 |
| CN101526305A (zh) | 2009-09-09 |
| DE102008013012B4 (de) | 2010-08-12 |
| DE102008013012A1 (de) | 2009-09-10 |
| EP2098811A3 (de) | 2014-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2098811B1 (de) | Tunneltrockner zum Trocknen von Formlingen, mit in Querabständen einander gegenüberliegend angeordneten Lufteinlässen und Tunnelmodul für einen Tunneltrockner | |
| EP0712481B1 (de) | Verfahren zum trocknen von platten und trockner | |
| DE10146179C1 (de) | Anlage zum Trocknen von Gipskartonplatten | |
| DE102016125060B4 (de) | Vorrichtung zum Temperieren von Gegenständen | |
| DE69801431T2 (de) | Verfahren und vorrichtung zum behandeln von plattenförmigem gut, insbesondere von leiterplatten | |
| EP0707530B1 (de) | Verfahren und eine anlage zum trocknen und/oder brennen von ziegelrohlingen | |
| EP0840876B1 (de) | Verfahren und vorrichtung zum trocknen von keramischen formlingen | |
| WO2004010066A1 (de) | Vorrichtung zum temperieren von gegenständen | |
| DE102018113685A1 (de) | Anlage zum Trocknen von Fahrzeugkarosserien | |
| DE102020004454A1 (de) | Trockner zum Trocknen eines plattenförmigen Guts | |
| DE20016911U1 (de) | Vorrichtung zum Trocknen von Gegenständen | |
| EP2946158A1 (de) | Vorrichtung zum temperieren von gegenständen | |
| DE69221740T2 (de) | Verfahren zum Trocknen von perforierten Ziegelsteinen und Vorrichtung zum Durchführen des Verfahrens. | |
| EP0867675A2 (de) | Tunneltrockner-Anlage zum Trocknen von in Höhenrichtung durchströmbarem Ziegel-Belag | |
| EP4107457B1 (de) | Temperieranlage | |
| EP1642073A1 (de) | Umluftofen | |
| DE102021204166A1 (de) | Tunnelofen | |
| EP0877220A2 (de) | Vorrichtung und Verfahren zum Trocknen von Keramikformlingen | |
| EP2181298B1 (de) | Verfahren, trocknungsofen zum trocknen einer warenbahn mit heisser luft sowie verwendung der vorrichtung | |
| DE29710317U1 (de) | Vorrichtung zum Trocknen von Keramikformlingen | |
| DE102020201705A1 (de) | Temperieranlage | |
| DE2405870B2 (de) | Trockner fuer keramische formlinge | |
| EP0177917B1 (de) | Tunnelofen mit zwei parallelen Kanälen | |
| DE19727937C2 (de) | Tunneltrockner-Anlage zum Trocknen von Ziegeln, insbesondere Lochziegeln | |
| DE2043880A1 (de) | Verfahren zur Wärmebehandlung von auf der Oberflache mit z B Farbe, Lack od dgl behandelten Gegenstanden, insbesondere aus Holz, und Vorrichtung zur Durchfuhrung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F26B 15/10 20060101AFI20140326BHEP Ipc: F26B 15/14 20060101ALI20140326BHEP Ipc: B28B 11/24 20060101ALI20140326BHEP Ipc: F26B 21/04 20060101ALI20140326BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 11/24 20060101ALI20140724BHEP Ipc: F26B 21/04 20060101ALI20140724BHEP Ipc: F26B 15/14 20060101ALI20140724BHEP Ipc: F26B 15/10 20060101AFI20140724BHEP |
|
| 17P | Request for examination filed |
Effective date: 20150225 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): BE DE ES FR GR IT |
|
| AXX | Extension fees paid |
Extension state: RS Extension state: BA Extension state: AL |
|
| 17Q | First examination report despatched |
Effective date: 20150806 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190107 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009015817 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20190402739 Country of ref document: GR Effective date: 20191128 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2744381 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009015817 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20200320 Year of fee payment: 12 |
|
| 26N | No opposition filed |
Effective date: 20200313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211008 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240327 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240322 Year of fee payment: 16 Ref country code: FR Payment date: 20240327 Year of fee payment: 16 Ref country code: BE Payment date: 20240327 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240417 Year of fee payment: 16 |