EP2018111B1 - Staubfilterbeutel - Google Patents
Staubfilterbeutel Download PDFInfo
- Publication number
- EP2018111B1 EP2018111B1 EP07725123.9A EP07725123A EP2018111B1 EP 2018111 B1 EP2018111 B1 EP 2018111B1 EP 07725123 A EP07725123 A EP 07725123A EP 2018111 B1 EP2018111 B1 EP 2018111B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dust filter
- filter bag
- web
- bag
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L9/00—Details or accessories of suction cleaners, e.g. mechanical means for controlling the suction or for effecting pulsating action; Storing devices specially adapted to suction cleaners or parts thereof; Carrying-vehicles specially adapted for suction cleaners
- A47L9/10—Filters; Dust separators; Dust removal; Automatic exchange of filters
- A47L9/14—Bags or the like; Rigid filtering receptacles; Attachment of, or closures for, bags or receptacles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S15/00—Brushing, scrubbing, and general cleaning
- Y10S15/08—Dust bags and separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S55/00—Gas separation
- Y10S55/02—Vacuum cleaner bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S55/00—Gas separation
- Y10S55/05—Methods of making filter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
- Y10T156/101—Prior to or during assembly with additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
- Y10T156/1011—Overedge bending or overedge folding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
- Y10T156/1013—Longitudinal bending and edge-joining of one piece blank to form tube
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1051—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by folding
Definitions
- the invention relates to a dust filter bag in the form of a flat bag for a vacuum cleaner, which is formed from a first layer and a second layer of a weldable material, wherein the layers are circumferentially welded together along its circumference.
- the dust filter bag according to the invention is particularly characterized in that one of the layers of the flat bag is at least partially folded on at least one side of the bag to the bag interior to form a first and second pleat leg.
- a dust filter bag in the form of a flat bag with gussets is from the DE 20 2005 000 917 U1 known.
- This flat bag consists of a top wall and a bottom wall congruent to this, wherein the wall material is formed of a flexible weldable material and at its peripheral edge is circumferentially welded together.
- the characteristic of this dust filter bag is that on at least one side of the bag towards the inside of a folding is provided, which has been realized by a pleat leg formed by the upper wall and a folded leg formed by the lower wall.
- this flat bag is thus assumed by two significant congruent upper and lower walls of the flexible material and then made a weld edge.
- the wrinkling is then performed, so that the weld on the side at which the folding occurs, then when the bag is folded, is disposed within the fold. In the operating state, the folding can then be everted.
- the invention is achieved with respect to the flat bag by the features of claim 1 and with respect to the method by the features of claim 12.
- the folding be realized on at least one side of the bag of the flat bag in such a way that the folding in one of the two layers is made and the folding can be everted.
- unfoldable is understood to mean the unfolding of the pleat legs relative to one another up to the complete outward protrusion of the side pleat.
- the folding is realized in such a way that in the case of the pleat legs formed by the folding, the position of one pleat leg is greater than the other.
- the dimensioning is designed so that the larger pleat leg can then be welded edge forming a supernatant with the second layer.
- the fold is designed such that it is stowed out substantially over the entire width of the bag side.
- the folding can be designed so that in the fully everted state, a substantially trapezoidal outer fold is formed. If the folding is additionally fixed in all marginal areas, then outer folds deviate from the trapezoidal shape.
- a further embodiment of the invention proposes that the fold-out folding be formed in such a way, e.g. by a one-sided fixation that over at least one width of the bag side only partially an outer fold, e.g. in triangular form.
- an outer fold e.g. in triangular form.
- corresponding folds on two opposite sides of the bag can thus in the operating state, i. then, when the folding is completely everted, various forms are realized. So is u.a. also an offset arrangement possible, in each case the fixation of the folds have been made on opposite sides of the respective sides of the bag, so that the outer folds are arranged offset.
- the dust filter bag according to the invention is preferably selected from its basic shape so that it has a rectangular or square shape.
- a weldable air-permeable material for the individual layers of the flat bag according to the invention in particular nonwoven material, here also particularly preferred Composite materials of nonwoven materials with different filter properties suitable.
- the introduced inlet opening is reinforced by a holding plate, which may also be designed to be closable.
- the invention further relates to a method for producing a flat bag as described above.
- the procedure is such that, in departure from that in the DE 20 2005 000 917 U1 described procedure, the folding is performed first and then then only the welding takes place.
- this is done by providing a first web-shaped sub-web with a larger area than a web-shaped top web and then introducing the fold into this sub-web.
- a folding is realized, which consists of a first and second pleat leg, wherein the second pleat leg has a greater leg length and forms a projection with respect to the web.
- a welding of the upper web with the lower web wherein the lower web is welded in the edge region of the supernatant with the longitudinal edges of the upper web then takes place.
- it is then only necessary to introduce transverse welds into correspondingly prescribed intervals and to carry out a separation.
- the great advantage of the method according to the invention is the fact that due to the fact that First, a folding is introduced into the sub-web, can be formed by introducing punch-outs in the refolding and corresponding welds, folds, which then lead in the everted state to outer folds in different geometries.
- Ausyogülpare outer folds can be realized in the fully everted state in trapezoidal and triangular shape, so that an adaptation of the dust filter bag to the different geometries of the dust collecting spaces of different vacuum cleaner models is possible.
- the method according to the invention can be further formed so that at the same time a separation is carried out with the transverse welding to form the flat bag. It is also advantageous if, in order to support the folds, preliminary breaks are introduced into the lower web.
- ultrasonic welding has proven to be suitable as a welding method.
- FIG. 1 is shown schematically in plan view, a dust filter bag in the form of a flat bag 1 in a rectangular shape.
- a dust filter bag in the form of a flat bag 1 in a rectangular shape.
- 2 and 3 are not visible from the plan view folds, in the example after FIG. 1 are formed on the bag sides 4 and 5 in trapezoidal shape, symbolizes.
- an inlet opening 6 is provided in the middle of the flat bag 1.
- the shape of the flat bag 1 which is chosen here square, can of course also deviate from the square shape and be formed rectangular.
- the flat bag points a circumferential weld 11, which has been realized by means of ultrasonic welding, the material of the flat bag is a multilayer nonwoven material.
- FIG. 2 now shows the cross section according to the section line II in the embodiment according to FIG. 1 , FIG. 2 particularly clearly illustrates the folding 2, 3 according to the invention.
- the dust filter bag according to the embodiment according to FIG. 1 consists of a first layer 8 and a second layer 7 of the multilayer weldable material.
- the first layer 8 has a fold with the pleat legs 9, 10 or 9 ', 10'.
- the pleat legs 9, 10 and 9 ', 10' are designed so that they have an unequal length, wherein the larger of the pleat legs 9, 9 'forms a projection with respect to the layer 8.
- the folding according to the invention causes, when the filter bag is filled in the inserted state through the inlet opening 6 with dust-laden air, a puffing, so that then expand the folds 2, 3 with the pleat legs 9, 10 and 9 ', 10' and optionally turn outward so that an enlarged volume is created.
- FIG. 3 is the corresponding shape, which then results in fully everted state, shown schematically in plan view.
- the reference numerals 2 and 3 denote the everted folds, which form a trapezoidal shape.
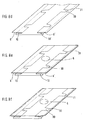
- FIG. 4 now shows a further embodiment of a flat bag according to the invention.
- flat bag after the FIG. 4 while the folding was designed so that they now on a bag side and indeed as here in FIG. 4 on the same side 23, at the edge welded to the weld 11, so that only one side on the side 24 a protuberance to form an outer fold 13, 13 'takes place and on the bag side 23, in which a fusion of the folds simultaneously with the circumferential weld 11 takes place, an inner fold 14, 14 'is formed, so that overall results in a conical configuration of the dust filter bag in the fully everted state.
- the manufacturing process for this purpose is in the FIG. 8 (Bag side 24) and FIG. 7 (Bag side 23) explained in more detail.
- FIG. 5 Now shows a further modification of the flat bag, in which a folding, as in FIG. 4 shown only on one side of the bag.
- FIG. 6 Yet another embodiment in which an offset arrangement of the outer folds 13 and 13 'has been performed by appropriate fixing on the sides 23 and 24 of the respective gussets, so that the outer folds 13, 13' are arranged offset.
- FIG. 7 now shows in the figure sequence 7a to 7g a first manufacturing method for the flat bag according to the invention.
- a web-shaped sub-web made of a nonwoven fabric is provided in a first step.
- the dimensioning of this sub-web is selected in width (denoted by b) in such a way that, after folding, a width c is realized ( FIG. 7c ), which corresponds approximately to the then to be connected to the sublane upper web.
- FIG. 7a is indicated by the arrow the direction of the lower web.
- the procedure is such that, preferably, in a first step, the web-shaped lower web is folded over. This is in FIG. 7b shown.
- FIG. 7c shown a refolding performed so that a fold to form a first pleat leg 10 and a second pleat leg 9 and 9 'or 10'entsteht.
- the second pleat leg 9 or 9 ' which forms a supernatant, is chosen to be greater in its leg length than the pleat legs 10 and 10'.
- a top web is placed on the so-folded sub-web.
- the dimensioning of the top sheet is chosen so that the longitudinal edges are approximately flush with the edges of the pleat legs 9 and 9 '.
- the upper track is, as here in FIG. 7d already provided with a filling opening 6 and a holding plate (not shown).
- FIG. 7g For the completion of the filter bag, it is now only necessary at a predetermined distance Querversch spa 11, as shown in Figure 7f are shown to bring. Finally, a separation takes place in the region of the transverse welds 11, so that then a finished filter bag is formed ( FIG. 7g ).
- FIGS. 7a to 7g In the manufacturing process of the filter bag according to the invention, as described in the FIGS. 7a to 7g is shown, now creates a filter bag, in which folds 2, 3 are present, which are fixed in each case by the circumferential weld 11 on the bag sides 23, 24. In the operating state then takes place in the embodiment, as with the method of the FIG. 7 is realized, an expansion of the pleat legs or a protuberance.
- FIGS. 8a to 8h show a variant of the production method of the flat bag according to the invention.
- FIG. 8b shown after punching punched 30 introduced into the folded area.
- These cut-outs 30 are preferably welded circumferentially to form the weld 31 (see FIG. 8c ).
- FIG. 7d After welding the punched holes 30 then a refolding, as already in FIG. 7d is shown.
- Analogous to the procedure, as in the FIG. 7 has been described, followed by a laying of the upper web (8e) and a welding of the longitudinal edges to form the weld 11 (8f).
- the transverse weld 11 is selected is that they each leads through the corresponding punched 30.
- An embodiment is shown in which the punched-out portions 30 are arranged symmetrically and the respective transverse welds 11 are guided centrally through the punched-out portions 30.
- FIG. 8 produced flat bag corresponds to the flat bag after FIG. 1 ,
- FIGS. 8a to 8h likewise makes clear that the method according to the invention has great flexibility.
- dust filter bags are produced, which have shapes in the everting state, as in the FIGS. 4 to 6 have been shown.
- the inventive method thus has an extremely high flexibility with respect to the dust filter bag to be produced and at the same time is technically easy to perform.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filters For Electric Vacuum Cleaners (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Filtering Materials (AREA)
Description
- Die Erfindung betrifft einen Staubfilterbeutel in Form eines Flachbeutels für einen Staubsauger, der aus einer ersten Lage und einer zweiten Lage aus einem schweißbaren Material gebildet ist, wobei die Lagen an ihrem Umfang entlang umlaufend miteinander verschweißt sind. Der Staubfilterbeutel nach der Erfindung zeichnet sich besonders dadurch aus, dass eine der Lagen des Flachbeutels an mindestens einer Beutelseite zum Beutelinneren hin unter Ausbildung eines ersten und zweiten Faltenschenkels mindestens teilweise eingefaltet ist.
- Ein Staubfilterbeutel in Form eines Flachbeutels mit Seitenfalten ist aus der
DE 20 2005 000 917 U1 bekannt. Dieser Flachbeutel besteht dabei aus einer Oberwand und einer zu dieser deckungsgleichen Unterwand, wobei das Wandmaterial aus einem flexiblen schweißbaren Material gebildet ist und an seinem Umfangsrand entlang umlaufend miteinander verschweißt ist. Das Kennzeichen dieses Staubfilterbeutels ist dabei, dass an mindestens einer Beutelseite zum Inneren hin eine Einfaltung vorgesehen ist, die durch einen von der Oberwand gebildeten Faltenschenkel und einen von der Unterwand gebildeten Faltenschenkel realisiert worden ist. Bei diesem Flachbeutel wird somit von zwei wesentlichen deckungsgleich großen Ober- und Unterwänden aus dem flexiblen Material ausgegangen und dann eine Verschweißung randseitig vorgenommen. In einem zweiten Schritt wird dann die Faltenbildung durchgeführt, so dass die Schweißnaht an der Seite an der die Einfaltung erfolgt, dann wenn der Beutel zusammengefaltet vorliegt, innerhalb der Falte angeordnet ist. Im Betriebszustand kann dann die Einfaltung ausgestülpt werden. - Nachteilig bei einem derartigen Staubfilterbeutel ist allerdings, dass durch den symmetrischen Aufbau aus der in etwa deckungsgleich großen Ober- und Unterwand und der Einfaltung des Staubfilterbeutels im Betriebszustand eine festgelegte Außenfalte gebildet wird, sodass eine Anpassung an verschiedene Staubsaugermodelle schwierig ist. Das Einfalten der Seitenfalten ist zudem fertigungstechnisch nicht einfach.
- Ausgehend hiervon ist es deshalb die Aufgabe der vorliegenden Erfindung, einen wie vorstehend beschriebenen Flachbeutel dahingehend weiterzubilden, dass der Flachbeutel an die Geometrie des Staubsammelraumes der unterschiedlichen Staubsaugermodelle anpassbar ist. Eine weitere Aufgabe der Erfindung ist es, ein entsprechendes einfacheres Verfahren zur Herstellung eines derartigen Flachbeutels anzugeben.
- Die Erfindung wird in Bezug auf den Flachbeutel durch die Merkmale des Patentanspruches 1 und in Bezug auf das Verfahren durch die Merkmale des Patentanspruches 12 gelöst.
- Erfindungsgemäß wird somit vorgeschlagen, dass die Einfaltung auf mindestens einer Beutelseite des Flachbeutels in der Weise realisiert wird, dass die Einfaltung in einer der beiden Lagen vorgenommen wird und die Einfaltung ausgestülpt werden kann. Unter "ausstülpbar" im Sinne der Erfindung wird dabei auch die Ausfaltung der Faltenschenkel zueinander bis hin zur vollständigen nach außen gerichteten Ausstülpung der Seitenfalte verstanden. Die Einfaltung ist dabei derart realisiert, dass bei dem durch die Einfaltung gebildeten Faltenschenkel der Lage, ein Faltenschenkel größer ist, als der andere. Die Dimensionierung ist dabei so ausgelegt, dass der größere Faltenschenkel dann randseitig einen Überstand bildend mit der zweiten Lage verschweißt werden kann. Beim Flachbeutel nach der vorliegenden Erfindung ist somit im zusammengelegten Zustand bei der innen liegenden Falte keine Schweißnaht vorhanden, sondern die Verschweißung erfolgt randseitig zwischen dem Umfangsrand der zweiten Lage und dem Überstand des größeren Faltenschenkels der eingefalteten Lage. Dadurch, dass nun keine innen liegende Schweißnaht wie beim Flachbeutel nach der
DE 20 2005 000 917 U1 vorhanden ist, ist es möglich, die Einfaltung so auszubilden, dass im ausgestülpten Zustand verschiedene Geometrien wie Trapez oder Dreieck realisiert werden können. Zudem wird der fertigungstechnisch schwierige Einstülpprozess für die Seitenfalten nach der Verschweißung vermieden. - Beim erfindungsgemäßen Flachbeutel ist es dabei bevorzugt, wenn eine wie vorstehend beschriebene Einfaltung an zwei gegenüberliegenden Beutelseiten vorgenommen wird.
- Beim erfindungsgemäßen Staubfilterbeutel ist es dabei bevorzugt, dass die Einfaltung so ausgebildet ist, dass sie im Wesentlichen über die gesamte Breite der Beutelseite ausstülpar ist. Die Einfaltung kann dabei so ausgebildet sein, dass im vollständig ausgestülpten Zustand eine im Wesentlichen trapezförmige Außenfalte entsteht. Ist die Einfaltung in allen Randbereichen zusätzlich fixiert, so entstehen von der Trapezform abweichende Außenfalten.
- Eine weitere Ausführungsform der Erfindung schlägt vor, dass die ausstülpare Einfaltung in der Weise ausgebildet ist, z.B. durch eine einseitige Fixierung, dass über mindestens eine Breite der Beutelseite sich nur teilweise eine Außenfalte, z.B. in Dreiecksform, bildet. In diesem Fall ist dann gleichzeitig eine entsprechende Innenfaltung vorhanden. Durch entsprechende Einfaltungen auf zwei gegenüber liegenden Beutelseiten können somit im Betriebszustand, d.h. dann, wenn die Einfaltung vollständig ausgestülpt ist, verschiedene Formen realisiert werden. So ist u.a. auch eine versetzte Anordnung möglich, bei der jeweils die Fixierung der Einfaltungen auf entgegengesetzten Seiten der jeweiligen Beutelseiten vorgenommen worden sind, sodass die Außenfalten versetzt angeordnet sind.
- Der Staubfilterbeutel nach der Erfindung ist bevorzugt von seiner Grundform so gewählt, dass er eine rechteckige oder quadratische Form besitzt. Als schweißbares luftdurchlässiges Material für die einzelnen Lagen des erfindungsgemäßen Flachbeutels ist insbesondere Vliesmaterial, hier auch besonders bevorzugt Verbundmaterialien aus Vliesmaterialien mit unterschiedlichen Filtereigenschaften geeignet.
- Beim erfindungsgemäßen Flachbeutel ist es selbstverständlich auch möglich wie bisher schon im Stand der Technik bekannt, dass die eingebrachte Einlassöffnung durch eine Halteplatte verstärkt wird, die auch verschließbar ausgebildet sein kann.
- Die Erfindung betrifft weiterhin ein Verfahren zur Herstellung eines wie vorstehend beschriebenen Flachbeutels.
- Erfindungsgemäß wird dabei so vorgegangen, dass in Abkehr von der in der
DE 20 2005 000 917 U1 beschriebenen Vorgehensweise zuerst die Faltung durchgeführt wird und dass dann anschließend erst die Verschweißung erfolgt. Erfindungsgemäß erfolgt dies dadurch, dass eine erste bahnförmige Unterbahn mit einer gegenüber einer bahnförmigen Oberbahn größeren Fläche bereitgestellt wird und dass dann in diese Unterbahn die Einfaltung eingebracht wird. Bei der Einfaltung wird dabei eine Einfaltung realisiert, die aus einem ersten und zweiten Faltenschenkel besteht, wobei der zweite Faltenschenkel eine größere Schenkellänge aufweist und einen Überstand gegenüber der Bahn bildet. Anschließend erfolgt dann eine Verschweißung der Oberbahn mit der Unterbahn, wobei die Unterbahn im Randbereich des Überstandes mit den Längsrändern der Oberbahn verschweißt wird. Zur Bildung des Filterbeutels ist es dann lediglich noch erforderlich, in entsprechend vorgegebenen Abständen Querverschweißungen einzubringen und eine Abtrennung durchzuführen. - Der große Vorteil des erfindungsgemäßen Verfahrens ist darin zu sehen, dass aufgrund des Umstandes, dass zuerst in die Unterbahn eine Einfaltung eingebracht wird, durch Einbringung von Ausstanzungen in die Umfaltung und entsprechende Verschweißungen, Einfaltungen gebildet werden können, die dann im ausgestülpten Zustand zu Außenfalten in verschiedenen Geometrien führen. So können ausstülpare Außenfalten im vollständig ausgestülpten Zustand in Trapezform und Dreiecksform realisiert werden, sodass eine Anpassung des Staubfilterbeutels an die verschiedenen Geometrien der Staubsammelräume von unterschiedlichen Staubsaugermodellen möglich ist.
- Das erfindungsgemäße Verfahren kann dabei noch so weiter gebildet werden, dass bei der Querverschweißung zur Bildung des Flachbeutels gleichzeitig eine Trennung mit durchgeführt wird. Auch ist es günstig, wenn zur Unterstützung der Einfaltungen Vorbrüche in die Unterbahn mit eingebracht werden. Als Schweißverfahren hat sich insbesondere das Ultraschallschweißen als geeignet erwiesen.
- Nachstehend werden Ausführungsbeispiele der Erfindung anhand der
Figuren 1 bis 8 näher erläutert, ohne den Gegenstand der vorliegenden Erfindung hierauf zu beschränken. - Es zeigen:
- Figur 1
- einen erfindungsgemäßen Staubfilterbeutel in schematischer Draufsicht,
- Figur 2
- den Staubfilterbeutel nach
Figur 1 im Querschnitt gemäß der Schnittlinie I-I in vergrößerter Darstellung, - Figur 3
- zeigt schematisch in der Draufsicht einen Staubfilterbeutel mit zwei trapezförmigen Ausstülpungen,
- Figur 4
- zeigt eine weitere Ausführungsform des erfindungsgemäßen Staubfilterbeutels mit dreiecksförmigen Ausstülpungen an beiden Seiten,
- Figur 5
- zeigt eine Ausführungsform, bei der eine dreiecksförmige Ausstülpung nur an einer Seite vorhanden ist,
- Figur 6
- eine Ausführungsform mit entgegen gesetzten dreiecksförmigen Ausstülpungen.
- Figur 7
- in der Figurenfolge 7a bis 7g eine erste Verfahrensvariante zur Herstellung des Flachbeutels,
- Figur 8
- in der Figurenfolge 8a bis 8h eine zweite Verfahrensvariante zur Herstellung des Flachbeutels.
- In
Figur 1 ist schematisch in der Draufsicht ein Staubfilterbeutel in Form eines Flachbeutels 1 in rechteckiger Form gezeigt. Mit 2 und 3 sind dabei die aus der Draufsicht nicht sichtbaren Einfaltungen, die im Beispielsfall nachFigur 1 auf den Beutelseiten 4 und 5 in Trapezform ausgebildet sind, symbolisiert. Bei der Ausführungsform nach derFigur 1 ist weiterhin eine Einlassöffnung 6 in der Mitte des Flachbeutels 1 vorgesehen. Die Form des Flachbeutels 1, die hier quadratisch gewählt ist, kann selbstverständlich auch von der quadratischen Form abweichen und rechteckig ausgebildet sein. Der Flachbeutel weist dabei eine umlaufende Schweißnaht 11 auf, die mittels Ultraschallschweißen realisiert worden ist, Das Material des Flachbeutels ist ein mehrlagiges Vliesmaterial. -
Figur 2 zeigt nun den Querschnitt gemäß der Schnittlinie I-I in der Ausführungsform nachFigur 1 . In Figur 2 ist besonders deutlich die erfindungsgemäße Einfaltung 2, 3 dargestellt. Der Staubfilterbeutel nach der Ausführungsform nachFigur 1 besteht dabei aus einer ersten Lage 8 und einer zweiten Lage 7 des mehrlagigen schweißbaren Materials. Die erste Lage 8 weist dabei eine Faltung mit den Faltenschenkeln 9, 10 bzw. 9', 10' auf. Die Faltenschenkel 9, 10 und 9', 10' sind dabei so ausgebildet, dass sie eine ungleiche Länge aufweisen, wobei der größere der Faltenschenkel 9, 9' einen Überstand gegenüber der Lage 8 bildet. Bei der Dimensionierung der bahnförmigen Lagen 7 und 8 ist deshalb darauf zu achten, dass eine entsprechende Verschweißung am äußeren Umfangsrand der Faltenschenkel 9, 9' bzw. am äußeren Umfangsrand der zweiten Lage 7 erfolgen kann. Zur Ausbildung der gezeigten trapezförmigen Einfaltung 2, 3 ist es dabei notwendig, dass die Einfaltung 2, 3 an ihren kurzen Schenkeln durch eine zusätzliche Schweißnaht 20 geschlossen ist. Zur Herstellung einer derartigen Einfaltung 2, 3 wird auf derFiguren 8a bis 8h verwiesen. - Die erfindungsgemäße Einfaltung bewirkt nun, wenn die Filtertüte im eingesetzten Zustand durch die Einlassöffnung 6 mit staubbelasteter Luft gefüllt wird, ein Aufblähen, so dass sich dann die Einfaltungen 2, 3 mit den Faltenschenkeln 9, 10 bzw. 9', 10' aufweiten und gegebenenfalls nach außen stülpen, so dass ein vergrößertes Volumen entsteht.
- In
Figur 3 ist die entsprechende Form, die dann beim vollständig ausgestülpten Zustand resultiert, schematisch in der Draufsicht dargestellt. Mit 11 ist dabei wiederum die umlaufende Schweißnaht bezeichnet, die Bezugszeichen 2 und 3 bezeichnen die ausgestülpten Einfaltungen, die eine Trapezform bilden. -
Figur 4 zeigt nun eine weitere Ausführungsform eines erfindungsgemäßen Flachbeutels. Beim Flachbeutel nach derFigur 4 wurde dabei die Einfaltung so ausgebildet, dass sie nun auf einer Beutelseite und zwar wie hier inFigur 4 auf der gleichen Seite 23, randseitig mit der Schweißnaht 11 mit verschweißt wurde, sodass nur einseitig auf der Seite 24 eine Ausstülpung unter Ausbildung einer Außenfalte 13, 13' erfolgt und auf der Beutelseite 23, bei der eine Verschweißung der Einfaltungen gleichzeitig mit der umlaufenden Schweißnaht 11 erfolgt, ist eine Innenfalte 14, 14' gebildet, sodass insgesamt eine konische Ausbildung des Staubfilterbeutels im vollständig ausgestülpten Zustand resultiert. Das Herstellungsverfahren hierzu wird bei derFigur 8 (Beutelseite 24) undFigur 7 (Beutelseite 23) näher erläutert. -
Figur 5 zeigt nun eine weitere Abwandlung des Flachbeutels, bei der eine Einfaltung, wie inFigur 4 gezeigt, nur an einer Beutelseite vorgenommen worden ist. - Letztlich zeigt
Figur 6 noch eine Ausführungsform, bei der eine versetzte Anordnung der Außenfalten 13 und 13' durch entsprechendes Fixieren auf den Seiten 23 und 24 der jeweiligen Seitenfalten durchgeführt worden ist, sodass die Außenfalten 13, 13' versetzt angeordnet sind. -
Figur 7 zeigt nun in der Figurenfolge 7a bis 7g ein erstes Herstellungsverfahren für den erfindungsgemäßen Flachbeutel. - Bei diesem Verfahren wird dabei in einem ersten Schritt eine bahnförmige Unterbahn aus einem Vliesstoff zur Verfügung gestellt. Die Dimensionierung dieser Unterbahn ist in der Breite (mit b bezeichnet) dabei so gewählt, dass nach erfolgter Einfaltung eine Breite c realisiert (
Figur 7c ), die in etwa der der dann mit der Unterbahn zu verbindenden Oberbahn entspricht. InFigur 7a ist mit dem Pfeil die Laufrichtung der Unterbahn bezeichnet. - Zur Ausbildung der erfindungsgemäßen Einfaltung wird dabei so vorgegangen, dass bevorzugt in einem ersten Schritt ein Umfalten der bahnförmigen Unterbahn erfolgt. Dies ist in
Figur 7b dargestellt. Nachfolgend wird dann, wie inFigur 7c gezeigt, eine Rückfaltung durchgeführt, sodass eine Einfaltung unter Ausbildung eines ersten Faltenschenkels 10 sowie eines zweiten Faltenschenkels 9 und 9' bzw. 10'entsteht. Der zweite Faltenschenkel 9 bzw. 9', der einen Überstand bildet, ist dabei in seiner Schenkellänge größer gewählt als der Faltenschenkel 10 bzw. 10'. - Im nächsten Verfahrensschritt wird auf die so eingefaltete Unterbahn eine Oberbahn gelegt. Die Dimensionierung der Oberbahn wird dabei so gewählt, dass die Längsränder in etwa bündig mit den Rändern der Faltenschenkel 9 bzw. 9' verlaufen. Die Oberbahn ist, wie hier in
Figur 7d gezeigt, bereits mit einer Einfüllöffnung 6 und einer Halteplatte (nicht abgebildet) versehen. - Nachfolgend wird dann eine Längsverschweißung durchgeführt (
Figur 7e ). - Zur Fertigstellung des Filterbeutels ist es nun lediglich noch erforderlich, in einem vorbestimmten Abstand Querverschweißungen, wie dies in
Figur 7f gezeigt sind, einzubringen. Letztlich erfolgt dann eine Abtrennung im Bereich der Querverschweißungen 11, sodass dann ein fertiger Filterbeutel entsteht (Figur 7g ). Beim Herstellungsverfahren des erfindungsgemäßen Filterbeutels, wie es in denFiguren 7a bis 7g gezeigt ist, entsteht dabei nun ein Filterbeutel, bei dem Einfaltungen 2, 3 vorhanden sind, die jeweils durch die umlaufende Schweißnaht 11 an den Beutelseiten 23, 24 fixiert sind. Im Betriebszustand erfolgt dann bei der Ausführungsform, wie sie mit dem Verfahren nach derFigur 7 realisiert wird, ein Aufweiten der Faltenschenkel bzw. eine Ausstülpung. - In der Figurenfolge 8a bis 8h ist eine Variante des Herstellungsverfahrens des erfindungsgemäßen Flachbeutels gezeigt. In Abwandlung zum vorstehend beschriebenen Verfahren werden, wie in
Figur 8b gezeigt, nach dem Umfalten Ausstanzungen 30 in den umgefalzten Bereich eingebracht. Diese Ausstanzungen 30 werden bevorzugt umlaufend unter Ausbildung der Schweißnaht 31 verschweißt (sieheFigur 8c ). Nach dem Verschweißen der Ausstanzungen 30 erfolgt dann ein Rückfalten, wie es bereits inFigur 7d gezeigt ist. Analog zum Verfahren, wie es in derFigur 7 beschrieben worden ist, erfolgt nachfolgend ein Auflegen der Oberbahn (8e) und ein Verschweißen der Längsränder unter Bildung der Schweißnaht 11 (8f). - Wesentlich ist nun, wie in
Figur 8g gezeigt, dass bei der Querverschweißung die Querverschweißung 11 so gewählt wird, dass sie jeweils durch die entsprechenden Ausstanzungen 30 führt. Beim Herstellungsverfahren nach derFigur 8 ist dabei eine Ausführungsform gezeigt, bei der die Ausstanzungen 30 symmetrisch angeordnet sind und die jeweiligen Querverschweißungen 11 mittig durch die Ausstanzungen 30 geführt sind. Dadurch entsteht ein Flachbeutel, wie er inFigur 8h gezeigt ist, der eine trapezförmige Einfaltung 2, 3 aufweist, die zusätzliche Schweißnähte 20 der kurzen Schenkel des Trapezes beschreibt. Der mit dem Herstellungsverfahren nachFigur 8 hergestellte Flachbeutel entspricht dabei dem Flachbeutel nachFigur 1 . - Die Figurenfolge 8a bis 8h macht gleichfalls deutlich, dass das erfindungsgemäße Verfahren eine große Flexibilität aufweist. So ist es jederzeit möglich, Flachbeutel herzustellen, bei denen durch Auswahl und Beabstandung der Aussparungen 30 entsprechende Staubbeutel realisiert werden, bei denen die Einfaltungen in Abwandlung des Beispieles nach
Figur 8 noch einseitig fixiert werden. Dadurch werden dann Staubfilterbeutel herstellbar, die im ausgestülpten Zustand Formen aufweisen, wie sie in denFiguren 4 bis 6 gezeigt worden sind. Das erfindungsgemäße Verfahren verfügt somit über eine äußerst hohe Flexibilität in Bezug auf die herzustellenden Staubfilterbeutel und ist gleichzeitig verfahrenstechnisch einfach durchzuführen.
Claims (22)
- Staubfilterbeutel in Form eines Flachbeutels (1) für einen Staubsauger, der aus einer ersten Lage (8) und einer zweiten Lage (7) aus einem schweißbaren Material besteht, wobei die beiden Lagen (7, 8) an ihren Umfang entlang umlaufend miteinander verschweißt sind und dass in einer der beiden Lagen mindestens eine Einlassöffnung (6) eingebracht ist,
dadurch gekennzeichnet, dass eine der Lagen des Flachbeutels an mindestens einer Beutelseite zum Beutelinneren hin unter Ausbildung eines ersten und zweiten Faltenschenkels (9, 9', 10, 10') die ungleich lang sind, ausstülpbar eingefaltet ist, wobei jeweils die durch zwei Faltenschenkel (9, 10 bzw. 9, 10') gebildete Einfaltung (2 bzw, 3) keine Schweißnaht aufweist. - Staubfilterbeutel nach Anspruch 1,
dadurch gekennzeichnet, dass an zwei gegenüberliegenden Beutelseiten (4, 5) jeweils die Lage ausstülpbar eingefaltet ist. - Staubfilterbeutel nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die ausstülpbare Einhaltung so ausgebildet ist, dass sie im Wesentlichen über die gesamte Breite der Beutelseite(n) (4, 5) ausstülpbar ist. - Staubfilterbeutel nach Anspruch 3,
dadurch gekennzeichnet, dass die Einfaltung (2, 3) so ausgebildet ist, dass sie im vollständig ausgestülpten Zustand eine im Wesentlichen trapezförmige Außenfalte bildet. - Staubfilterbeutel nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die ausstülpbare Einfaltung (2, 3) so ausgebildet ist, dass sie nur teilweise über die Breite der Beutelseite(n) (4, 5) ausstülpbar ist. - Staubfilterbeutel nach Anspruch 5,
dadurch gekennzeichnet, dass die Einfaltung so ausgebildet ist, dass sie im vollständig ausgestülpten Zustand eine im Wesentlichen dreiecksförmige Außenfalte (13, 13') bildet. - Staubfilterbeutel nach Anspruch 5,
dadurch gekennzeichnet, dass an zwei gegenüberliegenden Beutelseiten (4, 5) die Außenfalten (13, 13') entgegengesetzt angeordnet sind. - Staubfilterbeutel nach mindestens einem der Ansprüche 1 bis 7 dadurch gekennzeichnet,
dass der Staubfilterbeutel eine rechteckige oder quadratische Form besitzt. - Staubfüterbeutel nach mindestens einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet, das das Material der Lagen des Staubfilterbeutels ein Vliesmaterial ist. - Staubfilterbeutel nach Anspruch 9,
dadurch gekennzeichnet, dass das Vliesmaterial ein Verbundmaterial aus mehreren Lagen ist. - Staubfilterbeutel, nach mindestens einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet, dass die mindestens eine Einlassöffnung (6) mit einer Halteplatte verstärkt ist. - Verfahren zur Herstellung eines Staubfilterflachbeutels (1) nach mindestens einem der Ansprüche 1 bis 11,
dadurch gekennzeichnet,a) dass eine bahnförmige Unterbahn mit einer gegenüber einer bahnförmigen Oberbahn größeren Fläche bereitgestellt wird,b) dass in die Unterbahn an mindestens einer Seite eine Einfaltung unter Ausbildung eines ersten (9) und zweiten (10) Faltenschenkels durchgeführt wird, wobei der zweite Faltenschenkel (10) eine größere Schenkellänge aufweist und einen Überstand bildet,c) dass die Oberbahn über die Unterbahn gebracht wird,d) dass die Unterbahn im Randbereich des Überstandes mit den Längsrändern der Oberbahn verschweißt wird,e) dass die Unterbahn mit der Oberbahn durch einen vorgegebenen Abstand querverschweißt werden undf) dass eine Trennung im Bereich der Querverschweißungen zur Bildung des Flachbeutels (1) mit einer ersten (7) und zweiten (8) Lage erfolgt. - Verfahren nach Anspruch 12,
dadurch gekennzeichnet, dass die Einfaltung an zwei gegenüberliegenden Seiten (4, 5) der bahnförmigen Unterbahn durchgeführt wird. - Verfahren nach Anspruch 12 oder 13,
dadurch gekennzeichnet, dass zur Ausbildung der Einfaltung (Merkmal b)) in der Unterbahn in einem ersten Schritt eine Umfaltung und in einem zweiten Schritt eine Rückfaltung unter Ausbildung eines Überstandes durchgeführt wird, - Verfahren nach Anspruch 14,
dadurch gekennzeichnet, dass in den ungefalteten Bereich der Unterbahn Ausstanzungen (30) eingebracht und deren Ränder miteinander mindestens teilweise verschweißt werden und dass anschließend die Rückfaltung durchgeführt wird. - Verfahren nach Anspruch 15,
dadurch gekennzeichnet, dass die Anzahl und die Beabstandung der Ausstanzungen (30) in der Unterbahn so gewählt werden, dass bei der Querverschweißung (Merkmal e)) mindestens eine Querverschweißung durch eine Aussparung führt. - Verfahren nach Anspruch 16,
dadurch gekennzeichnet, dass die Querverschweißungen (Merkmal e)) jeweils durch zwei auf jeder Seite angeordnete Ausstanzungen (30) führen. - Verfahren nach mindestens einem der Ansprüche 16 oder 17,
dadurch gekennzeichnet, dass die Ausstanzungen (30) im Wesentlichen trapezförmig, dreieckig oder halbkreisförmig sind. - Verfahren nach mindestens einem der Ansprüche 12 bis 18,
dadurch gekennzeichnet, dass in die Oberbahn mindestens eine Einlassöffnung (6) eingebracht wird. - Verfahren nach mindestens einem der Ansprüche 12 bis 19,
dadurch gekennzeichnet, dass die Querverschweißungen und die Trennung (Merkmale e) und f)) in einem Arbeitsgang durchgeführt werden. - Verfahren nach mindestens einem der Ansprüche 12 bis 20,
dadurch gekennzeichnet, dass zur Unterstützung der Einfaltungen Vorbrüche in die Unterbahn eingebracht werden. - Verfahren nach mindestens einem der Ansprüche 12 bis 21,
dadurch gekennzeichnet, dass die Verschweißung (11) mittels Ultraschallschweißung erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006023707A DE102006023707B3 (de) | 2006-05-19 | 2006-05-19 | Staubfilterbeutel |
| PCT/EP2007/004203 WO2007134734A1 (de) | 2006-05-19 | 2007-05-11 | Staubfilterbeutel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2018111A1 EP2018111A1 (de) | 2009-01-28 |
| EP2018111B1 true EP2018111B1 (de) | 2016-02-03 |
Family
ID=38330445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07725123.9A Active EP2018111B1 (de) | 2006-05-19 | 2007-05-11 | Staubfilterbeutel |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8097054B2 (de) |
| EP (1) | EP2018111B1 (de) |
| CN (1) | CN101448446B (de) |
| AU (1) | AU2007251981B2 (de) |
| DE (1) | DE102006023707B3 (de) |
| ES (1) | ES2564245T3 (de) |
| NO (1) | NO341014B1 (de) |
| WO (1) | WO2007134734A1 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008006769B4 (de) | 2008-01-30 | 2013-08-08 | Arwed Löseke Papierverarbeitung und Druckerei GmbH | Verfahren zur Herstellung eines Staubfilterbeutels mit Seitenfalten |
| ES2607032T3 (es) * | 2009-06-24 | 2017-03-28 | Eurofilters N.V. | Bolsa de filtro de fondo macizado para aspirador de polvo |
| US8075649B2 (en) * | 2009-12-01 | 2011-12-13 | Zenith Technologies, Llc | Vacuum bag and vacuum bag attachment assembly |
| PL2359730T5 (pl) * | 2010-02-19 | 2019-12-31 | Eurofilters Holding N.V. | Worek filtrujący do odkurzacza z boczną fałdą |
| EP2662010B1 (de) * | 2010-03-19 | 2014-08-06 | Eurofilters Holding N.V. | Staubsaugerfilterbeutel |
| CN102599857B (zh) * | 2011-01-19 | 2014-07-30 | 泰怡凯电器(苏州)有限公司 | 真空吸尘器集尘袋 |
| EP2502538B1 (de) | 2011-03-22 | 2015-09-23 | Eurofilters Holding N.V. | Staubsaugerfilterbeutel mit Filterbeutelwandverbindungseinrichtung |
| DK2502537T3 (en) | 2011-03-22 | 2019-04-08 | Eurofilters Nv | Ecologically efficient device for vacuuming |
| ES2625427T3 (es) * | 2014-04-08 | 2017-07-19 | Eurofilters N.V. | Bolsa de filtro para aspiradores de polvo para un aspirador de polvo vertical |
| BE1023374B1 (nl) * | 2015-08-24 | 2017-02-24 | Sac O2 Nv | Werkwijze en inrichting voor het op een onderdeel van een recipiënt aanbrengen van een gasfilter |
| EP3178360B2 (de) * | 2015-12-12 | 2025-12-03 | Eurofilters N.V. | Verfahren zum stoffschlüssigen verbinden einer halteplatte mit der wandung eines staubsaugerfilterbeutels sowie staubsaugerfilterbeutel |
| US10513450B2 (en) | 2016-06-23 | 2019-12-24 | Colgate-Palmolive Company | Wastewater filtration system |
| EP4199795B1 (de) * | 2020-08-20 | 2024-06-26 | Aktiebolaget Electrolux | Kompakter staubbeutel für einen staubsauger |
| CN115416320B (zh) * | 2022-11-02 | 2023-01-24 | 常州凯士多医疗科技有限公司 | 一种取样钳输送系统及上料方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3491522A (en) * | 1967-05-22 | 1970-01-27 | Studley Paper Co | Vacuum cleaner filter bag |
| US3430843A (en) * | 1967-11-13 | 1969-03-04 | Studley Paper Co | Disposable filter bag |
| US3596443A (en) * | 1969-10-29 | 1971-08-03 | Modern Dust Bag Co Inc | Vacuum cleaner filter bag |
| US3738091A (en) * | 1971-05-24 | 1973-06-12 | Studley Paper Co | Vacuum cleaner filter bag |
| US6251154B1 (en) * | 1992-05-06 | 2001-06-26 | 3M Innovative Properties Company | Dust bag and method of production |
| SE501135C2 (sv) * | 1993-07-07 | 1994-11-21 | Maj Britt Hulthen | Dammbehållare för dammsugare |
| DE19832611C2 (de) * | 1998-07-21 | 2002-03-21 | Freudenberg Carl Kg | Staubfilterbeutel |
| SE520872C2 (sv) * | 1999-04-28 | 2003-09-09 | Electrolux Ab | Dammbehållare |
| EP1059056B1 (de) * | 1999-06-08 | 2004-11-03 | 3M Innovative Properties Company | Saubsaugerbeutel und Verfahren zur Herstellung desselben |
| DE20101466U1 (de) | 2001-01-27 | 2001-04-19 | Wolf GmbH, 32602 Vlotho | In einen Staubsauger einsetzbare Filtereinrichtung |
| DE202005000917U1 (de) * | 2005-01-20 | 2005-03-24 | Branofilter Gmbh | Staubfilterbeutel |
| DE202005016309U1 (de) * | 2005-10-18 | 2005-12-15 | Wolf Gmbh | Staubsaugerbeutel |
-
2006
- 2006-05-19 DE DE102006023707A patent/DE102006023707B3/de active Active
-
2007
- 2007-05-11 EP EP07725123.9A patent/EP2018111B1/de active Active
- 2007-05-11 ES ES07725123.9T patent/ES2564245T3/es active Active
- 2007-05-11 WO PCT/EP2007/004203 patent/WO2007134734A1/de not_active Ceased
- 2007-05-11 CN CN2007800181857A patent/CN101448446B/zh active Active
- 2007-05-11 US US12/299,069 patent/US8097054B2/en active Active
- 2007-05-11 AU AU2007251981A patent/AU2007251981B2/en not_active Ceased
-
2008
- 2008-11-17 NO NO20084831A patent/NO341014B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| NO20084831L (no) | 2009-02-19 |
| US20090308032A1 (en) | 2009-12-17 |
| AU2007251981A1 (en) | 2007-11-29 |
| DE102006023707B3 (de) | 2008-01-03 |
| CN101448446B (zh) | 2012-02-01 |
| US8097054B2 (en) | 2012-01-17 |
| NO341014B1 (no) | 2017-08-07 |
| AU2007251981B2 (en) | 2011-09-08 |
| WO2007134734A1 (de) | 2007-11-29 |
| CN101448446A (zh) | 2009-06-03 |
| ES2564245T3 (es) | 2016-03-21 |
| EP2018111A1 (de) | 2009-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2018111B1 (de) | Staubfilterbeutel | |
| EP2366320B1 (de) | Staubsaugerfilterbeutel | |
| DE10348375B4 (de) | Filterbeutel und Verfahren zu dessen Herstellung | |
| EP0261488B1 (de) | Maschinenfilz sowie Verfahren zur Herstellung desselben | |
| DE102007044056A1 (de) | Baumwollverstärktes Fluid-Filterelement | |
| EP0974387A1 (de) | Staubfilterbeutel | |
| DE10235275A1 (de) | Filterelement und Verfahren zu dessen Herstellung | |
| EP1683460B1 (de) | Staubfilterbeutel | |
| EP0681536A1 (de) | Airbag und verfahren zu seiner herstellung. | |
| EP0897029B1 (de) | Abstandsgewirk, daraus hergestellte Koffer- und Laderaumabdeckung für Kraftfahrzeuge, etc. | |
| DE102009054077A1 (de) | Verfahren zum Herstellen eines Filterelementes | |
| EP2929822B1 (de) | Staubsaugerfilterbeutel für einen upright-staubsauger | |
| DE102008016596B4 (de) | Staubfilterbeutel für Staubsauger | |
| EP2359730B2 (de) | Staubsaugerfilterbeutel mit Seitenfalte | |
| EP1179456B1 (de) | Gassack und Verfahren zur Herstellung eines Gassacks | |
| EP1928288B1 (de) | Filterbeutel für einen staubsauger und verfahren zu dessen herstellung | |
| EP1212971B1 (de) | Filterbeutel für einen Staubsauger | |
| DE102009005306B4 (de) | Airbag und Verfahren zu dessen Herstellung | |
| DE102011120688A1 (de) | Staubfilterbeutel mit einer Staubfängereinlage | |
| DE102017111837A1 (de) | Staubfilterbeutel mit Mehrfachfalte | |
| DE69501623T2 (de) | Wegwerfbare Kopfbedeckung | |
| DE202011108953U1 (de) | Staubfilterbeutel mit einer Staubfängereinlage | |
| DE102010041832A1 (de) | Staubsauger und Verfahren zum Entleeren eines Staubsammelbehälters aus einem Staubsauger | |
| DE202010013156U1 (de) | Staubsaugerbeutel | |
| DE202005020237U1 (de) | Zylinderförmiges Filter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081110 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17Q | First examination report despatched |
Effective date: 20100730 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150810 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHULTINK, JAN Inventor name: SAUER, RALF |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| INTG | Intention to grant announced |
Effective date: 20151209 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 773263 Country of ref document: AT Kind code of ref document: T Effective date: 20160215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007014544 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2564245 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160321 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160603 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160603 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007014544 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20161104 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160503 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007014544 Country of ref document: DE Representative=s name: GRUENECKER PATENT- UND RECHTSANWAELTE PARTG MB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20220531 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20220506 Year of fee payment: 16 Ref country code: CH Payment date: 20220519 Year of fee payment: 16 Ref country code: AT Payment date: 20220523 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220725 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 773263 Country of ref document: AT Kind code of ref document: T Effective date: 20230511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230512 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250523 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250528 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250524 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250520 Year of fee payment: 19 Ref country code: IT Payment date: 20250529 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250520 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250524 Year of fee payment: 19 |