EP1949980B1 - Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden - Google Patents
Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden Download PDFInfo
- Publication number
- EP1949980B1 EP1949980B1 EP07001459A EP07001459A EP1949980B1 EP 1949980 B1 EP1949980 B1 EP 1949980B1 EP 07001459 A EP07001459 A EP 07001459A EP 07001459 A EP07001459 A EP 07001459A EP 1949980 B1 EP1949980 B1 EP 1949980B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- material web
- region
- longitudinal
- deformable material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/04—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by rolling
- B21D13/045—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by rolling the corrugations being parallel to the feeding movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/04—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by rolling
Definitions
- the invention relates to a method for producing a creped material according to the preamble of claim 1, in particular a sealing material for connections and transitions to buildings, which is provided with creases flat and a wheel assembly for introducing L josswelLen in a deformable material web according to the preamble of claim 11, and a wheel assembly for compacting a longitudinal-wave having web as defined in claim 14.
- EP-A-1 634 660 discloses a method and apparatus for forming striped structures in a ribbon material.
- Connections and transitions to buildings refer to the following introduced on the roof roofing materials of any kind, especially roof tiles and bricks, and towering sections of buildings such as in particular fireplaces, windows and dormer windows.
- transition areas between different components This is the case, for example, in chimneys, roof windows or dormer windows.
- the formation of such a building part in the region of the roof prevents, for example, a continuous laying of the applied roof tiles. Consequently, the area of the transition between the overlying the roof of the building and the part of the building adjacent roof tiles must be sealed. The transition areas must be closed air and water tight.
- sealing strips are used, which are plastically deformable and can be adapted to the sealed transition areas.
- plastic deformable sealing material deformable material webs have been found which have Kreppfalten.
- Kerppfalten is initially understood to mean undulating creases in a creped form.
- the deformable starting material is creased during creping, which have much smaller lengths and widths in relation to the material dimension.
- the creping causes a shortening of the web in the direction perpendicular to the extension of the crepe creases and thus an increased extensibility of the creped product compared to the starting material.
- the invention provides in a surprisingly simple way the ability to produce a creped material which is provided with Kreppfalten, the Kreppfalten in different directions over this hiraus can be introduced over substantially the entire surface of the material.
- the production of the creped material provided, in particular, flatly with crepe creases can advantageously be carried out continuously.
- the invention offers the advantage of being able to produce the material provided with crepe creases in a continuous process by the material web during the process the implementation of steps b1) to d) in the direction of their Hauptausdehnungsraum, in particular continuously, is promoted.
- the introduction of the longitudinal profiling and / or the introduction of the transverse profiling and / or the pressing takes place continuously.
- the invention provides the advantage to be able to maintain the production of the railway in its main direction of expansion during the whole procedure. This is achieved in that according to a particularly advantageous embodiment when introducing the longitudinal profiling the deformable material web in step b1) or in steps b1) and b2) is provided from the inside out with waves.
- the invention also offers the possibility of being able to process as deformable material web also those materials in which no permanent shaping by deformation in the cold state (cold deformation) can take place.
- the deformable material web is heated during the introduction of the longitudinal profiling.
- heating to a temperature in the range between 50 ° C. and 200 ° C., preferably to a temperature in the range between 100 ° C. and 150 ° C.
- the temperature can vary depending on which Material is used for the deformable material web to be selected.
- a metal foil which in particular comprises aluminum
- a metal foil web is provided as a deformable material web.
- Particularly suitable materials for the deformable material web are metals such as aluminum and / or zinc and / or copper and / or lead and galvanized films and / or deformable plastics and composite materials of such materials.
- a metal foil laminated with a plastic film can be provided as a deformable material web.
- a metal foil which comprises aluminum can be used as the metal foil.
- the inventive method is carried out such that by the deformation of the material web in steps b1) to d) a material supply in the material web is created, which allows a recovery, after the dimension of the material web in the longitudinal direction and / or in the transverse direction by at least 10th %, advantageously by at least 30%, preferably by up to 80%, is greater in relation to the dimension which the material web had reached in the longitudinal direction and / or in the transverse direction according to section d).
- the extensibility of the sealing material produced by the method according to the invention is thus in the range between about 10% and about 80%.
- Another advantage of the sealing material produced by the method according to the invention is that it consists of only one layer and then can already meet all requirements. Creping enables the simple, rapid and precise adaptation of the sealing material produced by the method according to the invention to differently structured surfaces of components on buildings. At the same time, the sealing material according to the invention is particularly well suited to the permanent formation of a deformed state, since it shows substantially no creep behavior.
- the invention further provides a wheel assembly for introducing longitudinal shafts in a deformable material web with the features of claim 11.
- the wheel assembly comprises a first and a second wheel, each having a rotation axis, which can be rotatably mounted and has a running surface with at least partially wave-shaped profile.
- the waves run along the circumferential direction of the tread.
- the tread comprises a central region to which a side region joins on each side.
- a lateral line is defined. wherein the center line and the side line are parallel to the axis of rotation of the wheel.
- the distance ⁇ M 1 of the center line to the rotation axis is larger than the distance ⁇ S 1 of the sideline to the rotation axis
- the distance ⁇ M 2 of the center line to the rotation axis is smaller than the distance ⁇ S 2 of the sideline to the rotation axis, so in that the middle region of the first wheel defines at least one projection and the middle region of the second wheel forms at least one receptacle for the projection of the first wheel, when the two wheels roll with one another during operation with their running surfaces.
- the first and the second wheel are formed such that the wave crests and wave troughs of the wave-shaped profile have a substantially semicircular cross-section. Due to the associated symmetry, the production of mutually corresponding profiles of the running surfaces of the wheels is advantageously simplified.
- the side regions of the second wheel comprise a cylindrical region adjoining the wave crest, whose lateral surface extends parallel to the axis of rotation, so that during operation of the wheel assembly the wave crest can roll in the lateral region of the first wheel on the cylindrical region in the side region of the second wheel ,
- the wheel arrangement for introducing longitudinal shafts into a deformable material web is designed such that the wave crests, wave troughs and cylindrical regions have substantially the same width measured parallel to the axis of rotation of the wheel.
- the width of the wave crests, wave troughs and cylindrical regions is in particular less than about 2 cm and is preferably in the range of about 0.1 cm to about 1 cm, more preferably about 0.5 cm.
- the first and second wheels of the wheel assembly for introducing longitudinal shafts into a deformable material web can, for example, have a width measured parallel to the axis of rotation of less than approximately 10 cm, preferably in the range of approximately 0.5 cm to approximately 5 cm, particularly preferably approximately 2 cm exhibit.
- the wheels may in particular have a diameter measured at the greatest extent perpendicular to the axis of rotation of less than approximately 20 cm, preferably in the range of approximately 1 cm to approximately 10 cm.
- the size, in particular the diameter, the thickness or the dimensions of the profiling of the wheels determines the penetration depth during the deformation of the material web.
- the appropriate dimensions will be According to the invention chosen so that the desired extensibility is adjusted by the deformation.
- the distance between the center line and the side line is less than approximately 2 cm and is preferably in the range from approximately 0.1 cm to approximately 1 cm, particularly preferably approximately 0.5 cm.
- the areas of the deformable material web which are located laterally of the already deformed region and which are not yet or not yet deformed are guided by the arrangement of the two wheels relative to one another and the shaping with the mutually corresponding enveloping surfaces in a substantially flat surface between the two wheels. Due to the contact with the profiled peripheral surface of the wheels, the longitudinal profiling is compressed when passing through the wheel assembly for compressing a longitudinal waves having material web. This creates in cross-section an ⁇ -shaped profile of the deformable material web.
- the surface of a side region on the first wheel runs parallel to the surface of a corresponding side region on the second wheel, so that a gap is formed between the wheels which has a substantially constant width.
- the central region of a wheel has a central region which comprises a recess for receiving at least a portion of a shaft in the longitudinal waves having material web, so that when passing through the longitudinal waves having material web through the wheels assembly for compressing a longitudinal waves having web Bulge of the ⁇ -shaped profile is formed.
- the wheels of the wheel arrangement for compacting a material web having longitudinal waves can, for example, have a width measured parallel to the axis of rotation of less than approximately 10 cm, preferably in the range of approximately 0.5 cm to approximately 4 cm, particularly preferably approximately 1.7 cm.
- the wheels have a diameter measured at the greatest extent perpendicular to the axis of rotation less than about 20 cm, preferably, they have a diameter in the range of about 1 cm to about 7 cm, more preferably of about 3.5 cm.
- the width of the side regions of the wheels of the wheel arrangement for compacting a material web having longitudinal waves is less than approximately 1 cm and is preferably in the range from approximately 0.05 cm to approximately 0.5 cm, particularly preferably approximately 0, 25 cm.
- the width of the central region may be less than about 4 cm ir further development of the inventive wheel assembly for compressing a longitudinal waves having material web and is preferably in the range of about 0.1 cm to about 4 cm.
- the recess is in cross-section advantageously circular arc-shaped, in particular substantially semicircular.
- the radius of the arc, in particular of the semicircle, which form the depression with a circular-arc, in particular semicircular, cross-section is in particular less than about 2 cm and is preferably in the range of about 0.1 cm to about 1 cm, particularly preferably about 0.5 cm.
- the invention further provides a tandem wheel assembly which combines a wheel assembly for introducing longitudinal shafts into a deformable web and a wheel assembly for compacting a longitudinal web having material web according to the invention, the two wheel assemblies being deformable in relation to the conveying direction in operation Material web is conveyed through the tandem wheel assembly, are arranged in alignment one behind the other, that in operation, the longitudinal shaft formed in the wheel assembly runs in the wheel assembly through the profiled peripheral surfaces.
- the invention further provides an apparatus for use in the continuous production of a creped material comprising a plurality of wheel assemblies according to the invention for introducing longitudinal shafts into a deformable material web which are arranged along a conveying direction of a deformable material web running through the apparatus in operation.
- a device which comprises a plurality of wheel arrangements for compressing a longitudinal waves deformable material web according to the invention, which are arranged along a conveying direction of a running through the device deformable material web.
- the invention provides an apparatus for use in the continuous manufacture of a creped material comprising a plurality of tandem wheel assemblies arranged along one Conveying direction of a current running through the device deformable material web are arranged.
- the orientation of the individual wheel assemblies or tandem wheel assemblies in relation to each other in the devices depends on the desired objective of the treatment of the deformable material web in the respective device. If longitudinal shafts are to be introduced into the deformable material web from the inside out, the invention provides that in the device for use in the continuous production of a creped material, the wheel assemblies or tandem wheel assemblies are arranged substantially V-shaped and / or substantially U-shaped are.
- the device according to the invention may comprise at least three wheel arrangements for introducing longitudinal shafts into a deformable material web, wherein the wheel assemblies are positioned V-shaped or U-shaped relative to each other.
- the invention also provides an apparatus for use in the continuous manufacture of a creped material comprising at least three gear assemblies for compacting a longitudinal path material web, the gear assemblies being positioned V-shaped or U-shaped relative to one another.
- the V-shaped or U-shaped or similar arrangement is preferably oriented mirror-symmetrically to the conveying direction of the deformable material web through the device, so that the introduction or compression of longitudinal waves from the inside to the outside is made possible with respect to the deformable material web.
- the invention provides in a further embodiment that the wheel arrangements or the tandem wheel arrangements are arranged on a line which runs obliquely to the conveying direction.
- the invention provides an apparatus for use in the continuous production of a creped material, which comprises at least three wheel assemblies for introducing longitudinal shafts in a deformable material web and at least three gear assemblies for compressing a longitudinal waves material web, wherein in each case a wheel assembly for introducing Llveswelien form a tandem wheel assembly in a deformable material web and a wheel assembly for compressing a longitudinal waves having material web and the at least three tandem wheel arrays are positioned V-shaped to each other.
- the invention thus also provides an apparatus for continuously producing a creped material comprising at least one means for continuously feeding a deformable material, at least one apparatus for continuously introducing a longitudinal profiling into the deformable material as described above, a continuous pressing apparatus the material for producing a material having pressed longitudinal shafts and means for continuously discharging the material with pressed longitudinal shafts.
- the method according to the invention is intended to provide a sealing material, by the use of the sealing of connections and transitions, in particular between over-roof components, the craftsman on the one hand made easy and fast and on the other hand a consistently good and reproducible quality of the seal can be achieved.
- the structure of the sealing material is designed so that a material supply is created by creping, which makes the sealing strip stretchable.
- the elasticity is approximately in the range of 10% to 80%.
- Another advantage of the sealing material produced by the method of the invention is that it consists of only one layer and can already meet all requirements.
- the invention makes it possible to dispense with a carrier material made of an expanded metal grid insert. This results in significant advantages over known sealing materials in terms of production efficiency, the price of the product and the workability of the sealing material.
- the sealing material can be developed in such a way that the crepe creases run parallel and / or in different directions.
- the sealing material according to the invention can be manufactured as very different materials dier and is thus adaptable to versatile requirements.
- deformable plastics, metals, in particular aluminum, zinc and / or copper as well as lead and / or galvanized films can be used.
- the sealing material may have a bondable coating on its underside.
- a high flexibility of the attached to the underside adhesive element is provided so that the sealing material can be pulled around corners and edges, without the use of additional folding devices is necessary.
- a proper and high-quality sealing even difficult to seal transitions can be achieved.
- an insulating layer can also be applied to the underside of the sealing material so as to simultaneously enable thermal insulation.
- the sealing material may be provided on its upper side with a coating.
- the coating may in particular contain a lacquer.
- the coating can furthermore be weather-resistant and / or UV-impermeable, so that the sealing material withstands a wide variety of stresses permanently.
- the sealing material can be used to build the ridge and burr ventilation element.
- the sealing material is provided for this purpose in a strip, which can be provided in a central region of the ridge and burr ventilation elements with ventilation holes.
- side parts made of the sealing material can be attached to an air-permeable, but for rain and flight snow impermeable middle part.
- the air-permeable middle part can be placed on the roof ridge or on ridges, and the side parts can be molded onto the adjoining roof tiles so as to provide a sealed transition from the ridge or a ridge to the bricks.
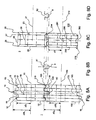
- FIGS. 1 and 2 as well as in the Figures 3 and 4 is an overview of the individual processing steps in carrying out the method according to the invention shown.
- the FIGS. 1 and 2 show the corresponding devices in side view, and the Figures 3 and 4 represent the associated supervision.
- a deformable material web 9 is fed to the device 102.
- the deformable material web 9 has a Schoausdehnungsraum 90.
- the deformable material web 9 is conveyed in the illustrated embodiment of the invention continuously in its Schoausdehnungsraum 90 during the implementation of the method according to the invention.
- the Hauptausdehnungsraum is thus equal to the conveying direction of the web.
- deformable material web for example, aluminum foil can be used.
- deformable material web laminated with a plastic foil aluminum foil As a deformable material web, for example, aluminum foil can be used.
- the deformable material web 9 is curled when passing through the device 102 via individual rollers from inside to outside in its longitudinal direction, that is, in the main expansion direction 90.
- the individual wheels are shown, which are used in the individual steps from the introduction of the longitudinal curl to the longitudinally creped material.
- the deformable material web 9 When passing through the device 102, the deformable material web 9 is heated in the exemplary embodiment shown.
- a hot air supply 105 is provided, which provides heated air, which is passed to the deformable material web 9 during the introduction of longitudinal shafts and the introduction of transverse waves.
- the supply of hot air for heating the deformable material may, depending on which materials are selected for the web 9, from below and / or from above when introducing the longitudinal shafts or the Transverse waves take place.
- the temperature of the deformable material web increases to values between, for example, 100 and 150.degree.
- thermoforming material webs 9 By the supply of heat, a deformation of such material webs 9 is made possible in a simple manner, which have a high resilience, so that a cold deformation is not possible.
- a heating to temperatures between 100 and 150 ° C is particularly advantageous when used with a plastic film laminated aluminum foil as a deformable material web 9.
- a hot air supply 105 for example, a fan with motor and heating can be used.
- the device 102 comprises a device 101 with in the example shown seventeen wheel assemblies 1 for introduction of longitudinal shafts and a device 102 with seventeen wheel assemblies 2 in the example shown for compressing the longitudinal shafts, wherein in each case a wheel arrangement 1 for introducing longitudinal shafts and a wheel assembly 2 for Compaction of longitudinal shafts in the main extension direction 90 of the deformable material 9 are arranged behind each other and form a tandem wheel assembly.
- the tandem wheel assemblies and the wheel assemblies 1 and the wheel assemblies 2 are in the illustrated embodiment, V-shaped positioned to each other.
- the V-shaped positioning of the tandem wheel assemblies is in the top view (see FIG. 3 ) to recognize the device 102 particularly well.
- the deformable material web 9 When passing through the wheel assembly 1, the deformable material web 9 is provided with longitudinal shafts 91, which extend parallel to the main extension direction 90.
- FIG. 5 is the deformable material web 9 when passing in the FIGS. 1 and 3 shown device shown in plan. Furthermore, cutouts are shown in cross-section from a view illustrating the various processing stages of the deformable web.
- the deformable material web 9 After passing through the wheel assembly 1, the deformable material web 9 is provided with longitudinal shafts 91, which extend parallel to the main extension direction 90, the deformable material web 9. When passing through the wheel assembly 2, the longitudinal shafts 91 are compressed, so that a ⁇ -shaped profile 92 is formed. After the deformable material web 9 has been provided in the device 102 substantially over its entire width with longitudinal shafts 91 which are compressed to the ⁇ -shaped profile 92, the web with the profile 92 enters the first pressing plant 3.
- the web 9 passes through a nip between rubberized rollers 30 and 300, the embossment 92 being deformed back and the material being pleated.
- the result is a profile of flat-pressed longitudinal shafts 93.
- the thus provided in the longitudinal direction with Kreppfalten web enters the profile 93 in a second press shop 4 a.
- the deformable material web 9 is impressed with a transverse pleating.
- the deformable material web is provided in the illustrated embodiment substantially perpendicular to its main extension direction with transverse shafts 94.
- the armor 5 is an apparatus for continuously pressing at least a portion of at least one profiled web with a pressing device having a in the conveying direction of the web 9 to be pressed tapered press nip predetermined width and length, and at least one rotating press belt, which each can rotate over two rollers.
- a pressing device having a in the conveying direction of the web 9 to be pressed tapered press nip predetermined width and length, and at least one rotating press belt, which each can rotate over two rollers.
- Such a device is the subject of the German patent DE 102 41 230 of the applicant. After the folding of the film 9 in the devices 102, 3, 4 and 5, a material supply of, in the illustrated embodiment, about 80% results in the longitudinal and in the transverse direction.
- the creped material 95 is provided with an adhesive layer in a third press shop 6.
- a butyl tape is applied to the material, for example to the folded aluminum foil 9, from the bottom over all or part of the area.
- the butyl tape can be covered with a cover film.
- a butyl feed 7 is provided, from which the butyl tape is fed to the butyl press in the third press shop 6.
- the creped material is bonded to the butyl tape.
- the finished product is then wound on a reeling machine 8 to form so-called infinite rolls. For example, rolls can be made on which a creped material of 5 m in length is rolled up.
- a deformable material 9 is profiled in at least two directions, for example in the longitudinal direction and in the transverse direction, as described above.
- the profiling in the transverse direction is possible in a relatively simple manner using two profile rollers in the second press shop 4.
- the longitudinal profiling takes place parallel to the conveying direction of the web 9 in order to feed the longitudinally profiled web to the transverse profiling in a downstream working step can.
- the transverse profiling and subsequently the longitudinal profiling is carried out in a first step.
- the total conveying speed with which the deformable material 9 is introduced into the device 102, passed through the device 102, through the first press shop 3 and the second press shop 4 and the armor 5 and the third press shop 6 to the reeling 8 is performed, constant.
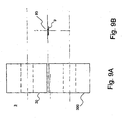
- a wheel assembly 1 For continuously introducing longitudinal shafts 91 into the deformable material web 9, a wheel assembly 1 is provided. Such a wheel assembly is shown schematically in FIG Figure 8A shown.
- the wheel assembly 1 comprises a first Wheel 10 and a second wheel 100.
- the first wheel 10 has a profiled tread 16 and is rotatably supported about a rotation axis 11.
- the second wheel 20 has a profiled running surface 160 and is rotatable about an axis of rotation 110 storable.
- the first wheel 10 includes a central region 17, followed by side regions 18 on the right and left.
- the running surface 16 has a wave-shaped profile, wherein the waves, along the circumferential direction of the tread 16, extend.
- the outer boundary of the central region 17, which is radially seen from the axis of rotation 11, defines a center line 12 of the first wheel 10.
- the outer boundary cerium regions 18, defined radially from the axis of rotation 11, defines a lateral line 13 between the center line 12 and the axis of rotation 11 first wheel 10 a distance .DELTA.M 1 . Between the side line 13 and the axis of rotation 11 there is a distance ⁇ S 1 in the first wheel 10.
- the side regions 18 of the first wheel 10 comprise a wave trough 19 and a wave crest 15, the wave trough 19 adjoining the central region 17.
- the first wheel 10 has a projection 14.
- the distance ⁇ M 1 is greater than the distance ⁇ S 1 , so that the difference of the distances ⁇ M 1 and ⁇ S 1 defines the height of the projection 14.
- the second wheel 100 has a central region 170, on both sides of which side regions 180 join.
- the outer boundary of the middle region 170 which is seen radially from the rotation axis 110, defines a center line 120.
- a Distance ⁇ M 2 Between the center line 120 and the rotation axis 110 of the second wheel 100 is a Distance ⁇ M 2 .
- the second wheel 100 comprises in its side regions 180 a wave crest 119 and a cylindrical region 115, wherein the wave crest 119 adjoins the central region 170.
- the central region 170 has a depression.
- the distance ⁇ S 2 is greater than the distance ⁇ M 1 , so that the difference of the distances defines the depth of the recess in the central region 170.
- the height of the projection 14 of the first wheel 10 is substantially equal to the depth of the recess in the second wheel 100, so that the recess in the central region 170 of the second wheel 100 forms a receptacle 114 for the projection 14 of the first wheel, if In operation of the wheel assembly 1, the profiled running surfaces 16 of the first wheel 10 and 160 of the second wheel 100 engage with each other and roll against each other.
- the wave crests 14, 15 and 119 and the wave troughs 19 and 114 of the wheel assembly 1 have a substantially semicircular cross-section.
- the resulting when passing through the deformable material web 9 by the wheel assembly 1 profile 91 is in FIG. 8B on the same scale as the wheel assembly 1, which in Figure 8A shown is shown.
- the wheel assembly 2 for compressing longitudinal shafts comprises a first wheel 20 and a second wheel 200.
- the first wheel 20 has a profiled peripheral surface 27 and is rotatably supported about a rotation axis 21.
- the profiled circumferential surface 27 is enclosed by an envelope surface 26, which is the lateral surface of a cylinder about the rotation axis 21, of the first wheel 20, which contacts the profiled circumferential surface 27 at its point radially farthest from the rotation axis 21.
- the second wheel 200 has a profiled circumferential surface 270 and is rotatable about an axis of rotation 210 storable.
- the second wheel 200 has an envelope surface 260 that encloses the profiled peripheral surface 270.
- the envelope surface 260 is a circumferential surface of a cylinder about the rotation axis 210 of the second wheel 200, which contacts the profiled peripheral surface 270 at its radially farthest from the rotation axis 210 point.
- the envelope surface 26 of the first wheel 20 rolls on the envelope surface 260 of the second wheel 200.
- the profiled peripheral surfaces 27 and 270 of the first wheel 20 and the second wheel 200 are formed so that a continuous gap is defined between the wheels of the wheel assembly 2 for compressing longitudinal shafts.
- the first wheel 20 comprises a central region 23, to which side regions 23 adjoin on both sides.
- the second Wheel 200 includes a central region 280, followed by side regions 230 on either side.
- the middle portion 28 of the first wheel 20 is cylindrically shaped with respect to the rotation axis 21.
- the central region 280 of the second wheel 200 is disposed adjacent to the central region 28 of the first wheel.
- the central portion 280 of the second wheel 200 includes a central portion 281.
- a recess 214 is formed in the central portion 281.
- the inner boundary of the recess 214 which is radially seen from the rotation axis 210, defines a distance ⁇ V between the lowest point of the recess 214 and the axis of rotation 210.
- the distance ⁇ V is greater than the distance ⁇ M 2 in the second wheel 100 of the wheel assembly 1 for introducing longitudinal shafts 91.
- the wheel assembly 1 and the wheel assembly 2 form a tandem wheel assembly.
- the two wheel assemblies 1, 2 with respect to the Hauptausdehnungsraum the deformable material web, so the conveying direction 90, arranged in alignment one behind the other that during operation formed in the wheel assembly 1 on the projection 140 longitudinal shaft 91 in the wheel assembly is guided by the profiled peripheral surfaces 27, 270, in particular by the recess 214.
- the first press shop 3 comprises a first roller 30 and a second roller 300, which can be rotatably supported by spaced apart from each other.
- the compressed longitudinal profiling 92 is compressed, so that a compressed longitudinal profiling 93 is formed, as in FIG. 9B , corresponding to the in Figure 9A shown dimensions of the first press shop 3, is shown.
- the creped material can either be used directly or further processed into a weather strip.
- a sealing strip comprises a sealing material which has a bondable coating on its underside. This coating may be, for example, a butyl tape.
- the sealing material is provided with flat Kreppfalten. The crevices may be unevenly arranged so that the material can be easily pulled apart in all directions.
- the sealing material may, for example, be designed as an aluminum strip, one side of which is colored is coated and the other side is laminated against a PET film.
- the layer structure comprises 8.0 ⁇ 1.7 g / m2 of protective varnish, for example brick red protective varnish (acrylic base). Furthermore, the layer structure comprises an aluminum tape having a thickness of 70.0 ⁇ 5.6 micrometers, a paint coating of 3.0 ⁇ 0.9 g / m2 and a PET film having a thickness of 23 ⁇ 2.3 micrometers ,
- the bond strength between aluminum and PET foil is more than 5 N / 15 mm. This indication means that a strip of 15 mm width is subjected to cracking when subjected to a force of 5 N.
- the specification A 1 100 indicates that a 100 mm long material sample is used for the elongation at break test.
- the composite material described above is mechanically deformed by rocking it to creep it.
- FIG. 10 a seal of a chimney 29 is shown with respect to the adjoining roof tiles 31 with a sealing strip 111.
- the weather strip 111 is formed in a region 161 flat to the surface of the chimney 29 and connected to the chimney 29.
- the sealing strip 111 is formed on the surface of the roof tiles 31 and forms a sealed transition between the chimney 29 and the roof tiles 31st
- the sealing strip 111 is integrally formed with the roof tiles in a direction perpendicular to the roof ridge.
- a region 181 of the sealing strip 111 is formed exactly perpendicular to the roof tiles.
- the region 191 forms the transition between the regions 171 and 181. It is clear that the sealing material in any directions on surface contours is adaptable, since it can easily bend, stretch and deform in all directions.
- the sealing strip 111 forms a chimney connection element in the embodiment described above.
- the weather strip can also be used on windows, dormers and other transitions to buildings.
- the sealing material can also be used in the connection of pipes.
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen eines gekreppten Materials gemäß dem Oberbegriff des Anspruchs 1, insbesondere eines Abdichtungsmaterials für Anschlüsse und Übergange an Gebäuden welches flächig mit Kreppfalten versehen ist sowie eine Räderanordnung zum Einbringen von LängswelLen in eine verformbare Materialbahn gemäß dem Oberbegriff des Anspruchs 11, und eine Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn wie in Anspruch 14 definiert wird.
-
EP-A-1 634 660 offenbart ein Verfahren und eine Vorrichtung zum Ausbilden streifer Strukturen in einem Bandmaterial. - Anschlüsse und Übergänge an Gebäuden beziehen sich im folgenden auf dem Dach eingebrachte Dacheinlegungsmaterialien jeglicher Art, insbesondere Dachpfannen und Ziegel, sowie aufragende Gebäudeabschnitte wie insbesondere Kamine, Fenster und Dachgauben.
- Bei Anschlüssen und Übergangen an Gebäuden tritt das Problem auf, Übergangsbereiche zwischen verschiedenen Bauteilen abdichten zu müssen. Dies ist beispielsweise bei Kaminen, Dachfenstern oder Dachgauben der Fall. Die Ausbildung eines derartigen Gebäudeteils im Bereich des Daches verhindert beispielsweise eine durchgehende Verlegung der aufgebrachten Dachpfannen. Folglich muß der Bereich des Übergangs zwischen dem über dem Dach befindlichen Gebäudeteil und den an das Gebäudeteil angrenzenden Dachpfannen abgedichtet werden. Die Übergangsbereiche müssen Luft- und Wasserdicht verschlossen werden.
- Derartige Abdichtungsprobleme stellen sich überall dort, wo verschiedene Schichten oder Oberflächen von Bauteilen einander überlappen oder aneinander grenzen. Dies ist vor allem im Dachbereich von Bedeutung, spielt aber generell im Bauwesen eine wichtige Rolle. Üblicherweise werden Abdichtungsstreifen verwendet, die plastisch verformbar sind und an die abzudichtenden Übergangsbereiche angepaßt werden können. Als besonders geeignetes plastisches verformbares Abdichtungsmaterial haben sich verformbare Materialbahnen erwiesen, welche Kreppfalten aufweisen.
- Unter dem Begriff "Kreppfalten" werden zunächst wellenförmig verlaufende Falten in gekreppter Form verstanden. Zum Herstellen der Kreppfalten wird das verformbare Ausgangsmaterial beim Kreppen in Falten gelegt, welche im Verhältnis zu den Materialabmessung deutlich kleinere Längen und Breiten aufweisen. Das Kreppen bewirkt eine Verkürzung der Bahn in der Richtung senkrecht zur Ausdehnung der Kreppfalten und damit eine gegenüber dem Ausgangsmaterial erhöhte Dehnbarkeit des gekreppten Produktes.
- Um ein Abdichtungsmaterial für Anschlüsse und Übergänge an Gebäuden zur Verfügung stellen zu können, welches in beliebige Richtungen auf einfache Weise verformt werden kann, ist es wünschenswert, eine entsprechend verformbare Materialbahn flächig mit Kreppfalten zu versehen, welche in zumindest zwei unterschiedlichen Richtungen verlaufen.
- Es ergibt sich daher eine Aufgabe der Erfindung, eine Möglichkeit zum Herstellen gekreppten Materials zu schaffen, welches flächig mit Kreppfalten versehen ist, wobei die Kreppfalten in verschiedene Richtungen verlaufen. Es ist eine weitere Aufgabe der Erfindung, das kontinuierliche Herstellen eines gekreppten Materials, das flächig mit Kreppfalten versehen ist, zu ermöglichen.
- Diese Aufgaben werden erfindungsgemäß gelöst mit einem Verfahren zum Herstellen eines gekreppten Materials, einer Räderanordnung zum Einbringen von Längswellen und einer Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn gemäß den unabhängigen Ansprüchen. Vorteilhafte Weiterbildungen sind Gegenstand der jeweils zugeordneten Unteransprüche.
- Die Erfindung schafft ein Verfahren zum HerstelLen eines gekreppten Materials, insbesondere eines Abdichtungsmaterials für Anschlüsse und Übergänge an Gebäuden, welches mit Kreppfalten versehen ist, mit den Schritten
- a) Bereitstellen einer verformbaren Materialbahn mit einer Hauptausdehnungsrichtung,
- b1) Einbringen einer Längsprofilierung in zumindest einen Bereich der verformbaren Materialbahn, wobei die Längsprofilierung im wesentlichen parallel zu der Hauptausdehnungsrichtung verläuft,
- c) Einbringen einer Querprofilierung in zumindest einen Bereich der verformbaren Materialbahn, wobei die Querprofilierung in einem Winkel ungleich 180°, insbesondere im wesentlichen senkrecht, zu der Hauptausdehnungsrichtung verläuft,
- d) Pressen zumindest eines Abschnitts der verformbaren Materialbahn, welcher zumindest einen Bereich mit einer Längsprofilierung urd einer Querprofilierung aufweist, wobei die Materialbahn mit Kreppfalten versehen wird.
- Damit bietet die Erfindung auf überraschend einfache Weise die Möglichkeit, ein gekrepptes Material herzustellen, welches mit Kreppfalten versehen ist, wobei die Kreppfalten in verschiedene Richtungen verlaufen darüber hiraus über im wesentlichen die gesamte Fläche des Materials eingebracht werden können. Zudem kann mit dem erfindungsgemäßen Verfahren das Herstellen des insbesondere flächig mit Kreppfalten versehenen gekreppten Materials vorteilhafterweise kontinuierlich erfolgen.
- In einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens wird nach Schritt b1) ein Schritt
- b2) Verdichten der Längsprofilierung
- Um einen Materialvorrat in einem verformbaren und dabei im wesentlichen flachen Material, das sich auch in Kombination mit profilierten Elementen wie zum Beispiel Dachziegeln einfach verwenden läßt, zu schaffen, sieht die Erfindung in einer bevorzugten Ausgestaltung des Verfahrens vor, nach Schritt b2) einen Schritt
- b3) Pressen der Längsprofilierung
- Die Erfindung bietet des Weiteren den Vorteil, das flächig mit Kreppfalten versehene Material in einem durchlaufenden Prozeß herstellen zu können, indem die Materialbahn während der Durchführung der Schritte b1) bis d) in Richtung ihrer Hauptausdehnungsrichtung, insbesondere kontinuierlich, gefördert wird. In einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens ist vorgesehen, daß dabei das Einbringen der Längsprofilierung und/oder das Einbringen der Querprofilierung und/oder das Pressen kontinuierlich erfolgt.
- Um die durchlaufende Übergabe der verformbaren Materialbahn in dem kontinuierlichen Herstellungsprozeß für das flächig mit Kreppfalten versehene Abdichtungsmaterial zwischen den einzelnen Verarbeitungsstufen, insbesondere zwischen dem Einbringen der Längswellen und dem Einbringen der Querwellen, im wesentlichen ohne Aufstauen des Materials durchführen zu können, schafft die Erfindung den Vorteil, die Förderung der Bahn in ihrer Hauptausdehnungsrichtung während der Durchführung des gesamten Verfahrens beibehalten zu können. Dies wird dadurch erreicht, daß gemäß einer besonders vorteilhaften Ausführungsform beim Einbringen der Längsprofilierung die verformbare Materialbahn in Schritt b1) oder in den Schritten b1) und b2) von innen nach außen mit Wellen versehen wird.
- Die Erfindung bietet ferner die Möglichkeit, als verformbare Materialbahn auch solche Materialien verarbeiten zu können, bei denen keine dauerhafte Formgebung durch Verformung im kalten Zustand (Kaltverformung) erfolgen kann. Dazu ist vorgesehen, daß die verformbare Materialbahn während des Einbringens der Längsprofilierung erwärmt wird. Insbesondere kann im Rahmen des erfindungsgemäßen Verfahrens eine Erwärmung auf eine Temperatur im Bereich zwischen 50°C und 200°C, bevorzugt auf eine Temperatur im Bereich zwischen 100°C und 150°C erfolgen. Die Temperatur kann dabei je nachdem, welcher Werkstoff für die verformbare Materialbahn eingesetzt wird, gewählt werden.
- Als verformbare Materialbahn können unterschiedliche Werkstoffe verwendet werden, um das flächig mit Kreppfalten versehene Abdichtungsmaterial an verschiedene Anwendungsgebiete anpassen zu können. In einer bevorzugten Ausführungsform der Erfindung wird als verformbare Materialbahn eine Metallfolie, welche insbesondere Aluminium umfaßt, bereitgestellt. Besonders geeignete Materialien für die verformbare Materialbahn sind Metalle wie Aluminium und/oder Zink und/oder Kupfer und/oder Blei sowie verzinkte Folien und/oder verformbare Kunststoffe sowie Verbundmaterialien derartiger Werkstoffe. Beispielsweise kann als verformbare Materialbahn eine mit einer Kunststofffolie kaschierte Metallfolie bereitgestellt werden. Als Metallfolie kann dabei insbesondere eine Metallfolie, welche Aluminium umfaßt, verwendet werden.
- Das erfindungsgemäße Verfahren ist derart durchgeführt, daß durch die Verformung der Materialbahn in den Schritten b1) bis d) ein Materialvorrat in der Materialbahn geschaffen wird, welcher eine Rückformung ermöglicht, nach der die Abmessung der Materialbahn in Längsrichtung und/oder in Querrichtung um mindestens 10%, vorteilhafterweise um mindestens 30 %, bevorzugt um bis zu 80%, größer ist bezogen auf die Abmessung, welche die Materialbahn in Längsrichtung und/oder in Querrichtung nach Schnitt d) erreicht hatte. Die Dehnfähigkeit des mit dem erfindungsgemäßen Verfahren hergestellten Abdichtungsmaterial liegt damit im Bereich zwischen etwa 10% und etwa 80%.
- Diese Dehnfähigkeit wird insbesondere dadurch erreicht, daß das mit dem erfindungsgemäßen Verfahren hergestellte Abdichtungsmaterial Kreppfalten aufweist, welche parallel und/oder in unterschiedliche Richtungen verlaufen. Durch die feinen Falten im Material wird dann vorteilhafterweise eine Abknickung in beliebige Richtungen ermöglicht, welche leicht per Hand vorgenommen werden kann. Dies kann dadurch noch weiter begünstigt werden, dass die Kreppfalten ungleichmäßig ausgebildet sind.
- Ein weiterer Vorteil des mit dem erfindungsgemäßen Verfahren hergestellten Abdichtungsmaterials liegt darin, dass es aus lediglich einer Schicht bestehen und dann bereits alle Anforderungen erfüllen kann. Durch das Kreppen wird das einfache, schnelle und präzise Anpassen des mit dem erfindungsgemäßen Verfahren hergestellten Abdichtungsmaterials an unterschiedlich strukturierte Oberflächen von Bauteilen an Gebäuden ermöglicht. Gleichzeitig ist das erfindungsgemäße Abdichtungsmaterial besonders gut zur dauerhaften Ausbildung eines verformten Zustandes geeignet, da es im wesentlichen kein Kriechverhalten zeigt.
- Damit das Einbringen von zwei Arten von Kreppfalten, welche in einem Winkel ungleich 180° zueinander verlaufen, in einem kontinuierlich betreibbaren Verfahren zum Herstellen eines flächig mit Kreppfalten versehenen Abdichtungsmaterials möglich ist, schafft die Erfindung des Weiteren eine Räderanordnung zum Einbringen von Längswellen in eine verformbare Materialbahn mit den Merkmalen des Anspruchs 11. Die Räderanordnung umfaßt ein erstes und ein zweites Rad mit jeweils einer Rotationsachse, welches drehbar gelagert werden kann und eine Lauffläche mit zumindest bereichsweise wellenförmigem Profil aufweist. Die Wellen verlaufen entlang der Umfangsrichtung der Lauffläche. Die Lauffläche umfaßt einen mittleren Bereich, an welchen sich auf jeder Seite ein Seitenbereich anschließt. Durch die radial von der Rotationsachse aus gesehen äußere Begrenzung des mittleren Bereiches wird eine Mittellinie definiert. Durch die radial von der Rotationsachse aus gesehen äußere Begrenzung der Seitenbereiche wird eine Seitenlinie definiert,
wobei die Mittellinie und die Seitenlinie parallel zur Rotationsachse des Rades verlaufen. Bei dem ersten Rad ist der Abstand ΔM1 der Mittellinie zur Rotationsachse größer als der Abstand ΔS1 der Seitenlinie zur Rotationsachse, und bei dem zweiten Rad ist der Abstand ΔM2 der Mittellinie zur Rotationsachse kleiner als der Abstand ΔS2 der Seitenlinie zur Rotationsachse, so daß der mittlere Bereich des ersten Rades zumindest einen Vorsprung definiert und der mittlere Bereich des zweiten Rades zumindest eine Aufnahme für den Vorsprung des ersten Rades bildet, wenn die beiden Räder im Betrieb mit ihren Laufflächen aneinander abrollen. - Die erfindungsgemäße Räderanordnung ermöglicht die Durchführung von Schritt
- b1) Einbringen einer Längsprofilierung in zumindest einen Bereich der verformbaren Materialbahn, wobei die Längsprofilierung im wesentlichen parallel zu der Hauptausdehnungsrichtung verläuft
- In einer bevorzugten Ausgestaltung der erfindungsgemäßen Räderanordnung zum Einbringen von Längswellen in eine verformbare Materialbahn sind das erste und das zweite Rad derart ausgebildet, daß die Wellenberge und Wellentäler des wellenförmigen Profils einen im wesentlichen halbkreisförmigen Querschnitt aufweisen. Durch die damit verbundene Symmetrie wird die Fertigung der zueinander korrespondierenden Profile der Laufflächen der Räder vorteilhafterweise vereinfacht.
- Um mehrere derartige Räderanordnungen gestaffelt hintereinander einsetzen zu können, um von innen nach außen über die Breite der verformbaren Materialbahn sich im wesentlichen ohne unverformte Zwischenbereiche aneinander anschließende Längswellen in diese einzubringen ist es vorgesehen, daß die sich an den seitlichen, zumindest zu einer Längswelle verformten Bereich der Bahn anschließenden Bereich, der in der folgenden Räderanordnung verformt werden soll, möglichst eben und unbeeinflußt von der vorausgehenden Räderanordnung in die folgenden Räderanordnung eintritt.
- Dazu sieht die Erfindung vor, daß die Seitenbereiche des zweiten Rades einen sich an den Wellenberg anschließenden zylindrischen Bereich umfassen, dessen Mantelfläche sich parallel zur Rotationsachse erstreckt, so daß im Betrieb der Räderanordnung der Wellenberg im Seitenbereich des ersten Rades auf dem zylindrischen Bereich im Seitenbereich des zweiten Rades abrollen kann.
- Um ein gleichmäßiges Profil der Längswellen erzeugen zu können ist in einer vorteilhaften Ausführungsform der Erfindung die Räderanordnung zum Einbringen von Längswellen in eine verformbare Materialbahn derart gestaltet, daß die Wellenberge, Wellentäler und zylindrischen Bereiche im wesentlichen dieselbe Breite gemessen parallel zur Rotationsachse des Rades aufweisen.
- Die Breite der Wellenberge, Wellentäler und zylindrischen Bereiche ist dabei insbesondere kleiner als etwa 2 cm und liegt bevorzugt im Bereich von etwa 0,1 cm bis etwa 1 cm, besonders bevorzugt bei etwa 0,5 cm. Das erste und das zweite Rad der Räderanordnung zum Einbringen von Längswellen in eine verformbare Materialbahn können beispielsweise eine Breite gemessen parallel zur Rotationsachse kleiner als etwa 10 cm, bevorzugt im Bereich von etwa 0,5 cm bis etwa 5 cm, besonders bevorzugt von etwa 2 cm aufweisen. Die Räder können dabei insbesondere einen Durchmesser gemessen an der größten Ausdehnung senkrecht zur Rotationsachse kleiner als etwa 20 cm, bevorzugt im Bereich von etwa 1 cm bis etwa 10 cm..
- Die Größe, insbesondere der Durchmesser, die Dicke beziehungsweise die Maße der Profilierung der Räder bestimmt die Eindringtiefe bei der Verformung der Materialbahn. Die entsprechenden Maße werden erfindungsgemäß so gewählt, daß durch die Verformung die gewünschte Dehnfähigkeit eingestellt wird.
- Der Abstand zwischen Mittellinie und Seitenlinie ist in einer bevorzugten Ausgestaltung der erfindungsgemäßen Räderanordnung kleiner als etwa 2 cm und liegt bevorzugt im Bereich von etwa 0,1 cm bis etwa 1 cm, besonders bevorzugt bei etwa 0,5 cm. Der Radius der Halbkreise, welche in einer vorteilhaften Ausführungsform der Erfindung die Wellenberge und Wellentäler des Nellenprofils mit halbkreisförmigem Querschnitt bilden, ist insbesondere kleiner als etwa 2 cm und liegt bevorzugt im Bereich von etwa 0,1 cm bis etwa 1 cm, besonders bevorzugt bei etwa 0,5 cm.
- Um die Durchführung des Schrittes
- b2) Verdichten der Längsprofilierung
- Die seitlich des bereits verformten Bereiches gelegenen, nicht beziehungsweise noch nicht deformierten Bereiche der verformbaren Materialbahn werden durch die Anordnung der beiden Räder relativ zueinander und die Formgebung mit den zueinander korrespondierenden Hüllflächen in einer im wesentlichen ebenen Fläche zwischen den beiden Rädern geführt. Durch den Kontakt mit der profilierten Umfangsfläche der Räder wird die Längsprofilierung beim Durchlaufen der Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn gestaucht. Dabei entsteht im Querschnitt ein Ω-förmiges Profil der verformbaren Materialbahn.
- Insbesondere verläuft dabei die Oberfläche eines Seitenbereiches am ersten Rad parallel zu der Oberfläche eines korrespondierenden Seitenbereiches am zweiten Rad, so daß zwischen den Rädern ein Spalt gebildet wird der im wesentlichen eine konstante Breite hat. In einer bevorzugten Ausführungsform der Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn weist der mittlere Bereich eines Rades einen Zentralbereich auf, welcher eine Vertiefung zur Aufnahme zumindest eines Teils einer Welle in der Längswellen aufweisenden Materialbahn umfaßt, so daß beim Durchlaufen der Längswellen aufweisenden Materialbahn durch die Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn die Ausbuchtung des Ω-förmigen Profils geformt wird.
- Die Räder der Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn können beispielsweise eine Breite gemessen parallel zur Rotationsachse kleiner als etwa 10 cm, bevorzugt im Bereich von etwa 0,5 cm bis etwa 4 cm, besonders bevorzugt von etwa 1,7 cm aufweisen. Insbesondere haben die Räder einen Durchmesser gemessen an der größten Ausdehnung senkrecht zur Rotationsachse kleiner als etwa 20 cm, bevorzugt weisen sie einen Durchmesser im Bereich von etwa 1 cm bis etwa 7 cm, besonders bevorzugt von etwa 3,5 cm auf.
- Die Breite der Seitenbereiche der Räder der Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn ist in einer bevorzugten Ausführungsform der Erfindung kleiner als etwa 1 cm und liegt bevorzugt im Bereich von etwa 0,05 cm bis etwa 0,5 cm, besonders bevorzugt bei etwa 0,25 cm. Die Breite des Zentralbereiches kann ir einer Weiterbildung der erfindungsgemäßen Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn kleiner als etwa 4 cm sein und liegt bevorzugt im Bereich von etwa 0,1 cm bis etwa 4 cm.
- Die Vertiefung ist im Querschnitt vorteilhafterweise kreisbogenförmig, insbesondere im wesentlichen halbkreisförmig. Der Radius des Kreisbogens, insbesondere des Halbkreises, welche die Vertiefung mit kreisbogenförmigem, insbesondere halbkreisförmigem, Querschnitt bilden, ist insbesondere kleiner als etwa 2 cm und liegt bevorzugt im Bereich von etwa 0,1 cm bis etwa 1 cm, besonders bevorzugt bei etwa 0,5 cm.
- Die Erfindung stellt ferner eine Tandemräderanordnung bereit, welche eine Räderanordnung zum Einbringen von Längswellen in eine verformbare Materialbahn und eine Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn gemäß der Erfindung miteinander kombiniert, wobei die beiden Räderanordnungen in Bezug auf die Förderrichtung, in welcher im Betrieb eine verformbaren Materialbahn durch die Tandemräderanordnung gefördert wird, derart fluchtend hintereinander angeordnet sind, daß im Betrieb die in der Räderanordnung gebildete Längswelle in der Räderanordnung durch die profilierten Umfangsflächen läuft.
- Die Erfindung sieht des Weiteren eine Vorrichtung zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials vor, welche mehrere Räderanordnungen gemäß der Erfindung zum Einbringen von Längswellen in eine verformbare Materialbahn umfaßt, die entlang einer Förderrichtung einer im Betrieb durch die Vorrichtung laufenden verformbaren Materialbahn angeordnet sind.
- In einer weiteren Ausführungsform der Erfindung wird eine Vorrichtung bereitgestellt, welche mehrere Räderanordnungen zum Verdichten einer Längswellen aufweisenden verformbaren Materialbahn gemäß der Erfindung umfaßt, die entlang einer Förderrichtung einer im Betrieb durch die Vorrichtung laufenden verformbaren Materialbahn angeordnet sind. Ebenso stellt die Erfindung eine Vorrichtung zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials, welche mehrere Tandemräderanordnungen umfaßt, die entlang einer Förderrichtung einer im Betrieb durch die Vorrichtung laufenden verformbaren Materialbahn angeordnet sind.
- Die Ausrichtung der einzelnen Räderanordnungen beziehungsweise Tandemräderanordnungen in Relation zueinander in den Vorrichtungen richtet sich nach dem gewünschten Ziel der Behandlung der verformbaren Materialbahn in der jeweiligen Vorrichtung. Sollen Längswellen von innen nach außen in die verformbare Materialbahn eingebracht werden, sieht die Erfindung vor, daß bei der Vorrichtung zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials die Räderanordnungen oder die Tandemräderanordnungen im wesentlichen V-förmig und/oder im wesentlichen U-förmig zueinander angeordnet sind.
- Beispielsweise kann die erfindungsgemäße Vorrichtung zumindest drei Räderanordnungen zum Einbringen von Längswellen in eine verformbare Materialbahn umfassen,
wobei die Räderanordnungen V-förmig oder U-förmig zueinander positioniert sind. Die Erfindung sieht ebenso eine Vorrichtung zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials vor, welche zumindest drei Räderanordnungen zum Verdichten einer Längswellen aufweisenden Materialbahn umfaßt, wobei die Räderanordnungen V-förmig oder U-förmig zueinander positioniert sind. - Die V-förmige oder U-förmige oder ähnliche Anordnung ist dabei vorzugsweise spiegelsymmetrisch zur Förderrichtung der verformbaren Materialbahn durch die Vorrichtung ausgerichtet, so daß das Einbringen beziehungsweise Verdichten von Längswellen von innen nach außen in Bezug auf die verformbare Materialbahn ermöglicht wird.
- Sollen Längswellen von einem Seitenrand der Materialbahn hin bis zum anderen Seitenrand eingebracht werder, sieht die Erfindung in einer weiteren Ausführungsform vor, daß die Räderanordnungen oder die Tandemräderanordnungen auf einer Linie, welche schräg zur Förderrichtung verläuft angeordnet sind.
- In einer bevorzugten Weiterbildung sieht die Erfindung eine Vorrichtung zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials vor, welche zumindest drei Räderanordnungen zum Einbringen von Längswellen in eine verformbare Materialbahn und zumindest drei Räderanordnungen zum Verdichten einer Längswellen aufweisenden Materialbahn umfaßt, wobei jeweils eine Räderanordnung zum Einbringen von Längswelien in eine verformbare Materialbahn und eine Räderanordnung zum Verdichten einer Längswellen aufweisenden Materialbahn eine Tandemräderanordnung bilden und die zumindest drei Tandemräderanordnungen V-förmig zueinander positioniert sind.
- Die Erfindung stellt damit auch eine Vorrichtung zum kontinuierlichen Herstellen eines gekreppten Materials bereit, welche zumindest eine Einrichtung zum kontinuierlichen Zuführen eines verformbaren Materials, zumindest eine Vorrichtung zum kontinuierlichen Einbringen einer Längsprofilierung in das verformbare Material, wie sie oben beschrieben wurde, eine Einrichtung zum kontinuierlichen Pressen des Materials zum Herstellen eines Materials mit gepreßten Längswellen und eine Einrichtung zum kontinuierlichen Abführen des Materials mit gepreßten Längswellen umfaßt.
- Das Verfahren gemäß der Erfindung soll ein Abdichtungsmaterial schaffen, durch dessen Verwendung die Abdichtung von Anschlüssen und Übergängen, insbesondere zwischen über Dach befindlichen Bauteilen, vom Handwerker einerseits einfach und schnell vorgenommen und andererseits ein gleichbleibend gute und reproduzierbare Qualität der Abdichtung erreicht werden kann.
- Die Struktur des Abdichtungsmaterial ist dabei so ausgelegt, dass durch das Kreppen ein Materialvorrat geschaffen wird, der den Abdichtungsstreifen dehnbar macht. Die Dehnfähigkeit liegt etwa im Bereich von 10% bis 80%.
- Ein weiterer Vorteil des durch das Verfahren der Erfindung hergestellten Abdichtungsmaterials liegt darin, dass es aus lediglich einer Schicht besteht und bereits alle Anforderungen erfüllen kann. Insbesondere ermöglicht es die Erfindung, auf ein Trägermaterial aus einer Streckmetallgittereinlage zu verzichten. Damit sind deutliche Vorteile gegenüber bekannten Abdichtungsmaterialien im Hinblick auf die Wirtschaftlichkeit der Fertigung, den Preis des Produktes und die Verarbeitbarkeit des Abdichtungsmaterials verbunden.
- Das Abdichtungsmaterial kann dergestalt weitergebildet werden, dass die Kreppfalten parallel und/oder in unterschiedliche Richtungen verlaufen.
- Durch die feinen Falten im Material wird dann vorteilhafterweise eine Abknickung in beliebige Richtungen ermöglicht, welche leicht per Hand vorgenommen werden kann. Dies kann dadurch noch weiter begünstigt werden, dass die Kreppfalten ungleichmäßig ausgebildet sind.
Das erfindungsgemäße Abdichtungsmaterial kann als sehr unterschiedlichen Werkstoffen hergestellt werder und ist damit an vielseitige Anforderungen anpassbar. Insbesondere können verformbare Kunststoffe, Metalle, insbesondere Aluminium, Zink und/oder Kupfer sowie Blei und/oder verzinkte Folien eingesetzt werden. - Das Abdichtungsmaterial kann an seiner Unterseite eine verklebbare Beschichtung aufweisen.
- Insbesondere ist eine hohe Flexibilität des an der Unterseite angebrachten Klebeelementes vorgesehen, so dass das Abdichtungsmaterial um Ecken und Kanten gezogen werden kann, ohne dass der Einsatz zusätzlicher Abkantvorrichtungen notwendig ist. So kann eine ordnungsgemäße und qualitativ hochwertige Abdichtung auch schwierig abzudichtender Übergänge erzielt werden.
- Statt einer verklebbaren Beschichtung kann auch eine isolierende Schicht auf die Unterseite des Abdichtungsmaterials aufgebracht werden, um so gleichzeitig eine Wärmedämmung zu ermöglichen.
- Das Abdichtungsmaterial kann an seiner Oberseite mit einer Beschichtung vorgesehen werden. Die Beschichtung kann insbesondere einen Lack enthalten. Durch ein Lackieren des Abdichtungsmaterials ist insbesondere die Möglichkeit gegeben, eine Farbanpassung an die unterschiedlichen Farbgebungen der Dächer zu erreichen.
- Die Beschichtung kann des Weiteren witterungsbeständig und/oder UV-undurchlässig sein, so dass das Abdichtungsmaterial verschiedensten Beanspruchungen dauerhaft standhält.
- Die Vorteile des Abdichtungsmaterials im Hinblick auf einfache Verarbeitung bei sehr gutem Dichtverhal:en, dauerhafter Dichtung und besonders wirtschaftlicher Herstellung lassen sich erfindungsgemäß auch in einem First- und Gratentlüftungselement nutzen.
- Dabei kann zum einen ausschließlich das Abdichtungsmaterial zum Aufbau des First- und Gratentlüftungselements verwendet werden. Das Abdichtungsmaterial wird dazu in einem Streifen zur Verfügung gestellt, welcher in einem mittleren Bereich des First- und Gratentlüftungselements mit Lüftungslöchern versehen werden kann. Zum anderen können an ein luftdurchlässiges, aber für Regen und Flugschnee undurchlässiges Mittelteil Seitenteile aus dem Abdichtungsmaterial angebracht werden. In jedem Fall ist das luftdurchlässige Mittelteil auf den Dachfirst beziehungsweise auf Grate auflegbar, und die Seitenteile können an die sich anschließenden Dachziegel angeformt werden, um so einen abgedichteten Übergang vom First oder einem Grat zu den Ziegeln zu schaffen.
- Die Erfindung wird nachfolgend unter Bezugnahme auf die beigefügten Zeichnungen anhand von Ausführungsbeispieleen näher erläutert. Dieselben Bauteile sind in allen Figuren mit denselben Bezugszeichen versehen. Es zeigen:
- Figur 1
- eine Seitenansicht einer Vorrichtung zur Durchführung der Schritte a) bis c1) des erfindungsgemäßen Verfahrens,
- Figur 2
- eine Seitenansicht einer Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens ab Schritt d),
- Figur 3
- eine Aufsicht auf eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens mit den Schritten a) bis c1),
- Figur 4
- eine Aufsicht auf eine Vorrichtung zu Durchführung des erfindungsgemäßen Verfahrens ab Schritt d),
- Figur 5
- eine schematische Darstellung einer verformbaren Materialbahn 9 in Aufsicht, weiche der in den
Figuren 1 und3 dargestellten Vorrichtung nach Durchführung des Schrittes c1) des erfindungsgemäßen Verfahrens entnommen wurde, - Figur 6
- eine schematische Darstellung eines Querschnitts einer verformbaren Materialbahn, welche der in den
Figuren 2 und4 dargestellten Vorrichtung nach Durchführung des Schrittes d) des erfindungsgemäßen Verfahrens entnommen wurde, - Figur 7
- eine schematische Darstellung eines gekreppten Materials, welches flächig mit Kreppfalten versehen ist, in perspektivischer Darstellung,
- Figur 8A
- eine schematische Darstellung einer Räderanordnung für eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens entlang des Schnittes A-A gemäß der Darstellung in den
Figuren 1 und3 , - Figur 8B
- eine schematische Darstellung einer verformbaren Materialbahn nach dem Durchlaufen der in
Figur 8A gezeigten Räderanordnung, - Figur 8C
- eine schematische Darstellung einer Räderanordnung für eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens in Ansicht aus der Richtung B-B gemäß der Darstellung in den
Figuren 1 und3 , - Figur 8D
- eine schematische Darstellung einer verformbaren Materialbahn nach dem Durchlaufen der in
Figur 8C gezeigten Räderanordnung, - Figur 9A
- eine schematische Darstellung einer Räderanordnung für eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens in Ansicht aus der Richtung C-C gemäß der Darstellung in den
Figuren 1 und3 , - Figur 9B
- eine schematische Darstellung einer verformbaren Materialbahn nach dem Durchlaufen der in
Figur 9A gezeigten Räderanordnung, - Figur 10
- eine schematische Darstellung einer Abdichtung zwischen einem Kaminanschlußelement und Dachziegeln mit dem Abdichtungsmaterial.
- In den
Figuren 1 und2 sowie in denFiguren 3 und4 ist eine Gesamtübersicht der einzelnen Bearbeitungsschritte beim Durchführen des erfindungsgemäßen Verfahrens dargestellt. DieFiguren 1 und2 zeigen die entsprechenden Vorrichtungen in Seitenansicht, und dieFiguren 3 und4 stellen die zugehörige Aufsicht dar. - Zu Beginn des Verfahrens wird eine verformbare Materialbahn 9 der Vorrichtung 102 zugeführt. Die verformbare Materialbahn 9 hat eine Hauptausdehnungsrichtung 90. Die verformbare Materialbahn 9 wird in der gezeigten Ausführungsform der Erfindung kontinuierlich in ihrer Hauptausdehnungsrichtung 90 während der Durchführung des erfindungsgemäßen Verfahrens gefördert. Die Hauptausdehnungsrichtung ist damit gleich der Förderrichtung der Bahn.
- Als verformbare Materialbahn kann beispielsweise Aluminiumfolie eingesetzt werden. In einer bevorzugten Ausgestaltung kann als verformbare Materialbahn eine mit Kunststoffolie kaschierte Aluminiumfolie eingesetzt werden. Die verformbare Materialbahn 9 wird beim Durchlaufen der Vorrichtung 102 über einzelne Rollen von Innen nach Außen in ihrer Längsrichtung, das heißt in der Hauptausdehnungsrichtung 90 gewellt. In den
Figuren 8A, 8C und9A sind die einzelnen Räder gezeigt, die bei den einzelnen Schritten vom Einbringen der Längswellung bis zum in Längsrichtung gekreppten Material eingesetzt werden. - Beim Durchlaufen der Vorrichtung 102 wird dem gezeigten Ausführungsbeispiel die verformbare Materialbahn 9 erwärmt. Dazu ist eine Warmluftzufuhr 105 vorgesehen, die erwärmte Luft bereitstellt, welche an die verformbare Materialbahn 9 beim Einbringen von Längswellen sowie beim Einbringen von Querwellen geleitet wird. Die Zufuhr der Warmluft zum Erwärmen des verformbaren Materials kann, je nachdem welche Materialien für die Bahn 9 gewählt werden, von unten und/oder von oben beim Einbringen der Längswellen bzw. der Querwellen erfolgen. Durch die Erwärmung erhöht sich die Temperatur der verformbaren Materialbahn auf Werte zwischen beispielsweise 100 und 150 °C.
- Durch die Zufuhr von Wärme wird eine Verformung auch von solchen Materialbahnen 9 auf einfache Weise ermöglicht, welche eine hohe Rückstellfähigkeit aufweisen, so daß eine Kaltverformung nicht möglich ist. Eine Erwärmung auf Temperaturen zwischen 100 und 150 °C ist besonders beim Einsatz mit einer Kunststoffolie kaschierten Aluminiumfolie als verformbare Materialbahn 9 vorteilhaft. Als Warmluftzufuhr 105 kann beispielsweise ein Lüfter mit Motor und Heizung eingesetzt werden.
- Die Vorrichtung 102 umfaßt eine Vorrichtung 101 mit in dem gezeigten Beispiel siebzehn Räderanordnungen 1 zum Einbringen von Längswellen und eine Vorrichtung 102 mit in dem gezeigten Beispiel siebzehn Räderanordnungen 2 zum Verdichten der Längswellen, wobei jeweils eine Räderanordnung 1 zum Einbringen von Längswellen und eine Räderanordnung 2 zum Verdichten von Längswellen in der Hauptausdehnungsrichtung 90 des verformbaren Materials 9 hinter einander angeordnet sind und eine Tandemräderanordnung bilden. Die Tandemräderanordnungen sowie die Räderanordnungen 1 und die Räderanordnungen 2 sind dabei im gezeigten Ausführungsbeispiel V-förmig zueinander positioniert. Die V-förmige Positionierung der Tandemräderanordnungen ist in der Aufsicht (siehe
Figur 3 ) auf die Vorrichtung 102 besonders gut zu erkennen. - Beim Durchlaufen der Räderanordnung 1 wird die verformbare Materialbahn 9 mit Längswellen 91 versehen, die sich parallel zur Hauptausdehnungsrichtung 90 erstrecken. In
Figur 5 ist die verformbare Materialbahn 9 beim Durchlaufen der in denFiguren 1 und3 dargestellten Vorrichtung in Aufsicht gezeigt. Des weiteren sind Ausschnitte aus einer Ansicht im Querschnitt dargestellt, die die verschiedenen Verarbeitungsstufen der verformbaren Materialbahn illustrieren. - Nach dem Durchlaufen der Räderanordnung 1 ist die verformbare Materialbahn 9 mit Längswellen 91 versehen, welche sich parallel zur Hauptausdehnungsrichtung 90, der verformbaren Materialbahn 9, erstrecken. Beim Durchlaufen der Räderanordnung 2 werden die Längswellen 91 verdichtet, so daß ein Ω-förmiges Profil 92 entsteht. Nachdem die verformbare Materialbahn 9 im Wesentlichen über ihrer gesamte Breite mit Längswellen 91, die zu dem Ω-förmigen Profil 92 verdichtet sind, in der Vorrichtung 102 versehen wurde, tritt die Bahn mit dem Profil 92 in das erste Presswerk 3 ein.
- In dem ersten Presswerk 3 durchläuft die Bahn 9 einen Spalt zwischen gummierten Walzen 30 und 300, wobei die Prägung 92 zurück verformt und das Material plissiert wird. Es entsteht ein Profil flachgepreßter Längswellen 93. Die derart in Längsrichtung mit Kreppfalten versehene Bahn tritt mit dem Profil 93 in ein zweites Presswerk 4 ein. In dem zweiten Presswerk 4 wird der verformbaren Materialbahn 9 eine Querplissierung aufgeprägt. Dabei wird die verformbare Materialbahn im gezeigten Ausführungsbeispiel im Wesentlichen senkrecht zur ihrer Hauptausdehnungsrichtung mit Querwellen 94 versehen.
- Nachdem im ersten Presswerk 3 die verdichteten Längswellen 92 zu einer Zickzackfaltung 93 verformt wurden und das gesamte Material in einem weiteren Arbeitsschritt im zweiten Presswerk 4 durch Plissierwalzen 40 und 400 plissiert und dadurch in Querrichtung gewellt wurde, wird das quergewellte Material 94 in einem Panzerwerk 5 wiederum zusammengepreßt, so daß ein gekrepptes Material 95 mit einer gepreßten Querplissierung erhalten wird.
- Bei dem Panzerwerk 5 handelt es sich um eine Vorrichtung zum kontinuierlichen Pressen von zumindest einen Abschnitt wenigstens einer profilierten Bahn mit einer Presseinrichtung, die einen sich in Förderrichtung der zu pressenden Bahn 9 verjüngenden Pressspalt vorbestimmter Breite und Länge, sowie wenigstens ein umlaufendes Pressband aufweist, welches jeweils über zwei Walzen umlaufen kann. Eine derartige Vorrichtung ist Gegenstand des deutschen Patents
DE 102 41 230 des Anmelders. Nach der Faltung der Folie 9 in den Vorrichtungen 102, 3, 4 und 5 ergibt sich ein Materialvorrat von, im gezeigten Ausführungsbeispiel, etwa 80 % in der Längs- sowie auch in der Querrichtung. - In einem weiteren Arbeitsschritt wird in einem dritten Presswerk 6 das gekreppte Material 95 mit einer Klebeschicht versehen. Dazu wird auf das Material, beispielsweise auf die gefaltete Aluminiumfolie 9, von unten ein Butylband ganz- oder teilflächig aufgebracht. Das Butylband kann mit einer Abdeckfolie abgedeckt sein. Zum Aufbringen des Butylbandes ist eine Butylzuführung 7 bereitgestellt, von welcher das Butylband zum Butylantrag in das dritte Presswerk 6 geführt wird. Durch Verpressen des gekreppten Materials 95 mit dem Butylband zwischen den Rollen 60 und 600 wird das gekreppte Material mit dem Butylband verbunden. Das Fertigprodukt wird dann auf einer Aufrollmaschine 8 zu sogenannten unendlichen Rollen aufgewickelt. Beispielsweise können Rollen hergestellt werden, auf denen ein gekrepptes Material von 5 m Länge aufgerollt ist.
- Um ein gekrepptes Material, das flächig mit Kreppfalten versehen ist, welche nicht parallel zueinander sind, herstellen zu können, wird ein verformbares Material 9 wie oben beschrieben in mindestens zwei Richtungen, beispielsweise in Längsrichtung und in Querrichtung, profiliert. Das Profilieren in Querrichtung ist auf relativ einfache Weise unter Verwendung von zwei Profilwalzen im zweiten Presswerk 4 möglich. Um das Verfahren zum Herstellen eines gekreppten Materials, das flächig mit Kreppfalten in Längs- und Querrichtung versehen ist, jedoch kontinuirlich durchführen zu können, erfolgt die Längsprofilierung parallel zur Förderrichtung der Bahn 9, um die längs profilierte Bahn in einem nachgeschalteten Arbeitsschritt der Querprofilierung zuführen zu können. Um einer weiteren Ausführungsform der Erfindung wird in einem ersten Arbeitsschritt die Querprofilierung und daran anschließend die Längsprofilierung durchgeführt.
- Im Rahmen der Erfindung ist die Gesamtfördergeschwindigkeit, mit welcher das verformbare Material 9 in die Vorrichtung 102 eingeführt, durch die Vorrichtung 102 hindurch geleitet, durch das erste Presswerk 3 und das zweite Presswerk 4 sowie das Panzerwerk 5 und das dritte Presswerk 6 bis hin zur Aufrollung 8 geführt wird, konstant. Das bedeutet, daß die Geschwindigkeiten der Walzen 10, 100, 20, 200, 30, 300, 40, 400, der Fördermittel, des Panzerwerks sowie der Walzen 60 und 600, der Butylzuführung 7 und der Aufrollung 8 aufeinander abgestimmt werden.
- Zum kontinuierlichen Einbringen von Längswellen 91 in die verformbare Materialbahn 9 ist eine Räderanordnung 1 vorgesehen. Eine solche Räderanordnung ist schematisch in
Figur 8A gezeigt. Die Räderanordnung 1 umfaßt ein erstes Rad 10 und ein zweites Rad 100. Das erste Rad 10 hat eine profilierte Lauffläche 16 und ist drehbar um eine Rotationsachse 11 lagerbar. Das zweite Rad 20 hat eine profilierte Lauffläche 160 und ist drehbar um eine Rotationsachse 110 lagerbar. - Das erste Rad 10 umfaßt einen mittleren Bereich 17, an den sich rechts und links Seitenbereiche 18 anschließen. Die Lauffläche 16 hat ein wellenförmiges Profil, wobei die Wellen, entlang der Umfangsrichtung der Lauffläche 16, verlaufen. Die radial von der Rotationsachse 11 ausgesehen äußere Begrenzung des mittleren Bereichs 17 definiert eine Mittellinie 12 des ersten Rades 10. Die radial von der Rotationsachse 11 aus gesehen äußere Begrenzung cer Seitenbereiche 18, definiert eine Seitenlinie 13 zwischen der Mittellinie 12 und der Rotationsachse 11 besteht beim ersten Rad 10 ein Abstand ΔM1. Zwischen der Seitenlinie 13 und der Rotationsachse 11 besteht bei dem ersten Rad 10 ein Abstand ΔS1.
- Die Seitenbereiche 18 des ersten Rades 10 umfassen ein Wellental 19 und einen Wellenberg 15, wobei sich das Wellental 19 an den mittleren Bereich 17 anschließt. Im mittleren Bereich 17 weißt das erste Rad 10 einer Vorsprung 14 auf. Der Abstand ΔM1 ist größer als der Abstand ΔS1, so daß die Differenz der Abstände ΔM1 und ΔS1 die Höhe des Vorsprungs 14 definiert.
- Das zweite Rad 100 weißt einen mittleren Bereich 170 auf, an dessen beide Seiten sich Seitenbereiche 180 anschließen. Durch die radial von der Rotationsachse 110 aus gesehen äußere Begrenzung des mittleren Bereichs 170 wird eine Mittellinie 120 definiert. Zwischen der Mittellinie 120 und der Rotationsachse 110 des zweiten Rades 100 besteht ein Abstand ΔM2. Durch die radial von der Rotationsachse 110 ausgesehen, äußere Begrenzung der Seitenbereiche 180 wird eine Seitenlinie 130 definiert. Zwischen der Seitenlinie 130 und der Rotationsachse 110 besteht ein Abstand ΔδS2.
- Das zweite Rad 100 umfaßt in seinen Seitenbereichen 180 einen Wellenberg 119 und einen zylindrischen Bereich 115, wobei sich der Wellenberg 119 an den mittleren Bereich 170 anschließt. Der mittlere Bereich 170 weißt eine Vertiefung auf. Der Abstand ΔS2 ist größer als der Abstand ΔM1, so daß die Differenz der Abstände die Tiefe der Vertiefung im mittleren Bereich 170 definiert.
- Im gezeigten Ausführungsbeispiel ist die Höhe des Vorsprungs 14 des ersten Rades 10 im Wesentlichen gleich der Tiefe der Vertiefung im zweiten Rad 100, so daß die Vertiefung im mittleren Bereich 170 des zweiten Rades 100 eine Aufnahme 114 für den Vorsprung 14 des ersten Rades bildet, wenn im Betrieb der Räderanordnung 1 die profilierten Laufflächen 16 des ersten Rades 10 und 160 des zweiten Rades 100 ineinander greifen und aneinander abrollen.
- Im gezeigten Ausführungsbeispiel der Erfindung haben die Wellenberge 14, 15 und 119 sowie die Wellentäler 19 und 114 der Räderanordnung 1 einen im Wesentlichen halbkreisförmigen Querschnitt. Das beim Durchlaufen der verformbaren Materialbahn 9 durch die Räderanordnung 1 entstehende Profil 91 ist in
Figur 8B im selben Maßstab wie die Räderanordnung 1, die inFigur 8A gezeigt ist dargestellt. - Um beim Herstellen eines gekreppten Materials einen möglichst großen Materialvorrat in dem gekreppten Material bereitzustellen, wird vor de:n Verpressen der Längsprofilierung 91 diese Längsprofilierung gestaucht, um aus dem wellenförmigen Profil, wie es in
Figur 8B gezeigt ist, ein Ω-förmiges Profil zu erhalten. Die Räderanordnung 2 zum Verdichten der Längswellen 91 ist inFigur 8C schematisch dargestellt. - Die Räderanordnung 2 zum Verdichten von Längswellen umfaßt ein erstes Rad 20 und ein zweites Rad 200. Das erste Rad 20 weißt eine profilierte Umfangsfläche 27 auf und ist drehbar um eine Rotationsachse 21 lagerbar. Die profilierte Umfangsfläche 27 wird von einer Hüllfläche 26 eingeschlossen, welche die Mantelfläche eines Zylinders um die Rotationsachse 21, des ersten Rades 20 ist, welcher die profilierte Umfangsfläche 27 an ihrem radial am weitesten von der Rotationachse 21 entfernten Punkt berührt. Das zweite Rad 200 weißt eine profilierte Umfangsfläche 270 auf und ist drehbar um eine Rotationsachse 210 lagerbar. Das zweite Rad 200 hat eine Hüllfläche 260, welche die profilierte Umfangsfläche 270 einschließt. Die Hüllfläche 260 ist eine Mantelfläche eines Zylinders um die Rotationsachse 210 des zweiten Rades 200, welcher die profilierte Umfangsfläche 270 an ihrem radial am weitesten von der Rotationsachse 210 entfernten Punkt berührt.
- Im Betrieb der Räderanordnung 2 rollt die Hüllfläche 26 des ersten Rades 20 auf der Hüllfläche 260 des zweiten Rades 200 ab. Die profilierten Umfangsflächen 27 und 270 des ersten Rades 20 bzw. des zweiten Rades 200 sind dabei so geformt, daß zwischen den Rädern der Räderanordnung 2 zum Verdichten von Längswellen ein durchlaufender Spalt definiert wird.
- Das erste Rad 20 umfaßt einen mittleren Bereich 23, an den sich beiderseits Seitenbereiche 23 anschließen. Das zweite Rad 200 umfaßt einen mittleren Bereich 280, an den sich beiderseits Seitenbereiche 230 anschließen. Der mittlere Bereich 28 des ersten Rades 20 ist in Bezug auf die Rotationsachse 21 zylindrisch geformt. Der mittlere Bereich 280 des zweiten Rades 200 ist benachbart zu dem mittleren Bereich 28 des ersten Rades angeordnet.
- Der mittlere Bereich 280 des zweiten Rades 200 umfaßt einen Zentralbereich 281. In dem Zentralbereich 281 ist, eine Vertiefung 214 ausgebildet. Durch die radial von der Rotationsachse 210 ausgesehene innere Begrenzung der Vertiefung 214 wird ein Abstand ΔV zwischen dem tiefsten Punkt der Vertiefung 214 und der Rotationsachse 210 definiert. Der Abstand ΔV ist größer als der Abstand ΔM2 beim zweiten Rad 100 der Räderanordnung 1 zum Einbringen von Längswellen 91.
- Die Räderanordnung 1 und die Räderanordnung 2 bilden eine Tandemräderanordnung. In einer Tandemräderanordnung gemäß der Erfindung sind die beiden Räderanordnungen 1, 2 in Bezug auf die Hauptausdehnungsrichtung der verformbaren Materialbahn, also die Förderrichtung 90, derart fluchtend hintereinander angeordnet, daß im Betrieb die in der Räderanordnung 1 am Vorsprung 140 gebildete Längswelle 91 in der Räderanordnung 2 durch die profilierten Umfangsflächen 27, 270, insbesondere durch die Vertiefung 214 geführt wird.
- Durchläuft das mit Längswellen 91 versehene verformbare Material 9 die Räderanordnung 2 zum Verdichten von Längswellen, wird der zwischen Aufnahme 114 und Vorsprung 14 in der Räderanordnung 1 zum Einbringen von Längswellen 91 geformte Wellenabschnitt durch die Vertiefung 214 geleitet, wobei die diesem Wellenabschnitt benachoarten wellenförmigen Bereiche an der zylindrischen Umfangsfläche des mittleren Bereiches 28 des ersten Rades 20 der Räderanordnung 2 zum Verdichten von Längswellen anliegen. Durch den Spalt zwischen dem ersten Rad 20 und dem zweiten Rad 200 wird dabei das wellenförmige Profil 91 derart gestaucht, dass ein Ω-förmiges Profil mit verdichteten Längswellen 92 entsteht.
- Zum Verpressen der verdichteten Längsprofilierung 92 und damit zum Abschluß der Längsplissierung wird das Material 9 mit den verdichteten Längswellen 92 dem ersten Presswerk 3 zugeführt. Wie in
Figur 9A dargestellt, umfaßt das erste Presswerk 3 eine erste Rolle 30 und eine zweite Rolle 300, die von einander beabstandet drehbar gelagert werden können. Beim Durchlaufen des Spaltes zwischen den Rädern 30 und 300 des ersten Presswerkes 3 wird die verdichtete Längsprofilierung 92 zusammengepreßt, so daß eine gepreßte Längsprofilierung 93 entsteht, wie sie inFigur 9B , korrespondierend zu den inFigur 9A gezeigten Abmessungen des ersten Presswerkes 3, dargestellt ist. - Das gekreppte Material kann entweder direkt verwendet oder auch zu einem Dichtungsstreifen weiter verarbeitet werden. Ein solcher Dichtungsstreifen umfaßt ein Abdichtungsmaterial, welches an seiner Unterseite eine verklebbare Beschichtung aufweist. Diese Beschichtung kann zum Beispiel ein Butylband sein. Das Abdichtungsmaterial ist flächig mit Kreppfalten versehen. Die Kreppfalten können ungleichmäßig angeordnet sein, damit das Materials in allen Richtungen leicht auseinander gezogen werden kann.
- Das Abdichtungsmaterial kann beispieslweise als Aluminiumband ausgeführt sein, dessen eine Seite farbig schutzlackiert ist und dessen andere Seite gegen eine PET-Folie kaschiert ist.
- Der Schichtaufbau umfaßt dabei 8,0 ± 1,7 g/m2 Schutzlack, beispielsweise ziegelroten Schutzlack (Basis Acryl). Des Weiteren umfaßt der Schichtaufbau ein Aluminiumband mit einer Dicke von 70,0 ± 5,6 Mikrometern, eine Lack-Kaschierung von 3,0 ± 0,9 g/m2 und eine PET-Folie mit einer Dicke von 23 ± 2,3 Mikrometern. Die Verbundhaftung zwischen Aluminium und PET-Folie beträgt mehr als 5 N/15 mm. Diese Angabe bedeutet, daß ein Streifen von 15 mm Breite bei Beaufschlagung mit einer Kraft von 5 N bis zum Riß beansprucht wird.
- Der Aluminiumwerkstoff hat nach DIN EN 573-3 die Werkstoffzusammensetzung AA 8021(B) (=Alfel,5). Seine technologischen Werte sind
Zustand 01 weich Zugfestigkeit Rm 80 bis 140 MPa, insbesondere 134,1 MPa Streckgrenze Rp0,2 35 bis 65 MPa, insbesondere 56,3 MPa Bruchdehnung A1 100 größer oder gleich 11 %, insbesondere 21,5 5 - Die Angabe A1 100 gibt an, daß eine 100 mm lange Materialprobe für den Bruchdehnungsversuch eingesetzt wird.
- Für die Anwendung wird das oben beschriebene Verbundmaterial mechanisch verformt, indem es in Wellen gelegt wird, um es zu kreppen.
- In
Figur 10 ist eine Abdichtung eines Kamins 29 gegenüber den sich anschließenden Dachziegeln 31 mit einem Dichtungsstreifen 111 gezeigt. Der Dichtungsstreifen 111 ist in einem Bereich 161 flach an die Oberfläche des Kamins 29 angeformt und mit dem Kamin 29 verbunden. In den Bereichen 171 und 181 ist der Dichtungsstreifen 111 an die Oberfläche der Dachziegel 31 angeformt und bildet einen abgedichteten Übergang zwischen dem Kamin 29 und den Dachziegeln 31. - In einem Bereich 171 ist der Dichtungsstreifen 111 in einer Richtung senkrecht zum Dachfirst an die Dachziegel angeformt. In einem Bereich 181 ist der Dichtungsstreifen 111 genau senkrecht dazu an die Dachziegel angeformt. Der Bereich 191 bildet den Übergang zwischen den Bereichen 171 und 181. Es wird deutlich, dass das Abdichtungsmaterial in beliebigen Richtungen an Oberflächenkonturen anpassbar ist, da es sich in allen Richtungen leicht abknicken, strecken und deformieren läßt.
- Der Dichtungsstreifen 111 bildet im oben beschriebenen Ausführungsbeispiel ein Kaminanschlußelement. In entsprechender Weise kann der Dichtungsstreifen auch an Fenster, Dachgauben und andere Übergänge an Gebäuden eingesetzt werden. Insbesondere kann das Abdichtungsmaterial auch bei der Verbindung von Rohren eingesetzt werden.
-
- 1
- Räderanordnung zum Einbringen von Längswellen
- 10
- erstes Rad
- 11
- Rotationsachse
- 12
- Mittellinie
- 13
- Seitenlinie
- 14
- Vorsprung
- 15
- Wellenberg
- 16
- Lauffläche
- 17
- mittlerer Bereich
- 18
- Seitenbereich
- 19
- Wellental
- 100
- zweites Rad
- 110
- Rotationsachse
- 119
- Wellenberg
- 120
- Mittellinie
- 130
- Seitenlinie
- 114
- Aufnahme
- 115
- zylindrischer Bereich
- 160
- Lauffläche
- 170
- mittlerer Bereich
- 180
- Seitenbereich
- 2
- Räderanordnung zum Verdichten von Längswellen
- 20
- erstes Rad
- 21
- Rotationsachse
- 23
- Seitenbereich
- 25
- Vorsprung
- 26
- Hüllfläche
- 27
- profilierte Umfangsfläche
- 28
- mittlerer Bereich
- 200
- zweites Rad
- 210
- Rotationsachse
- 214
- Vertiefung
- 230
- Seitenbereich
- 260
- Hüllfläche
- 270
- profilierte Umfangsfläche
- 280
- mittlerer Bereich
- 281
- Zentralbereich
- 101
- Vorrichtung mit mindestens drei Räderanordnungen 1
- 202
- Vorrichtung mit mindestens drei Räderanordnungen 2
- 102
- Vorrichtung mit mindestens drei Räderanordnungen 1 und mindestens drei Räderanordnungen 2
- 105
- Warmluftzufuhr
- 3
- erstes Preßwerk
- 30
- erstes Rad, erste Rolle
- 300
- zweites Rad, zweite Rolle
- 4
- zweites Preßwerk
- 40
- erstes Rad, erste Rolle
- 400
- zweites Rad, zweite Rolle
- 5
- Panzerwerk
- 6
- drittes Preßwerk
- 60
- erstes Rad, erste Rolle
- 600
- zweites Rad, zweite Rolle
- 7
- Butylzuführung
- 8
- Aufrollung
- 9
- verformbares Material, verformbare Materialbahn
- 90
- Hauptausdehnungsrichtung, Förderrichtung
- 91
- Längswellen, Längsprofilierung
- 92
- verdichtete Längswellen
- 93
- gepreßte Längswellen
- 94
- Querwellen, Querprofilierung
- 95
- gekrepptes Material
- 111
- Dichtungsstreifen
- 161, 171, 181, 191
- Bereiche des Dichtungsstreifens
- 29
- Kamin
- 31
- Dachziegel
Claims (23)
- Verfahren zum Herstellen eines gekreppten Materials (95), insbesondere eines Abdichtungsmaterials für Anschlüsse und Übergänge an Gebäuden, welches mit Kreppfalten versehen ist, mit den Schritten:a) Bereitstellen einer verformbaren Materialbahn (9) mit einer Hauptausdehnungsrichtung (90),b1) Einbringen einer Längsprofilierung (91) in zumindest einen Bereich der verformbaren Materialbahn (9), wobei die Längsprofilierung im wesentlichen parallel zu der Hauptausdehnungsrichtung (90) verläuft, gekennzeichnet durch folgende Schritte:c) Einbringen einer Querprofilierung (94) in zumindest einen Bereich der verformbaren Materialbahn (9), wobei die Querprofilierung (94) in einem Winkel ungleich 180°, insbesondere im wesentlichen senkrecht, zu der Hauptausdehnungsrichtung (90) verläuft, undd) Pressen zumindest eines Abschnitts der verformbaren Materialbahn (9), welcher zumindest einen Bereich mit einer Längsprofilierung (91) und einer Querprofilierung (94) aufweist, so daß die Materialbahn (9) mit Kreppfalten versehen wird.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet, daß
nach Schritt b1) ein Schritt b2) durchgeführt wird, in welchem die Längsprofilierung (91) verdichtet wird. - Verfahren nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet, daß
nach Schritt b1 oder b2) ein Schritt b3) durchgeführt wird, in welchem die Längsprofilierung (91) oder die verdichtete Längsprofilierung (92) gepreßt wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
die Materialbahn (9) während der Durchführung der Schritte b1) bis d) in Richtung ihrer Hauptausdehnungsrichtung (90), insbesondere kontinuierlich, gefördert wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
das Einbringen der Längsprofilierung (91) und/oder das Einbringen der Querprofilierung (94) und/oder das Pressen kontinuierlich erfolgt. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
beim Einbringen der Längsprofilierung (91) die verformbare Materialbahn (9) in Schritt b1) oder in den Schritten b1) und b2) von innen nach außen mit Wellen versehen wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
die verformbare Materialbahn (9) während des Einbringens der Längsprofilierung (91) insbesondere auf eine Temperatur im Bereich zwischen 50°C und 200°C, bevorzugt auf eine Temperatur im Bereich zwischen 100°C und 150°C, erwärmt wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
als verformbare Materialbahn (9) eine Metallfolie, welche insbesondere Aluminium umfaßt, bereitgestellt wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
als verformbare Materialbahn (9) eine mit einer Kunststofffolie kaschierte Metallfolie, welche insbesondere Aluminium umfaßt, bereitgestellt wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, daß
durch die Verformung der Materialbahn (9) in den Schritten b1) bis d) ein Materialvorrat in der Materialbahn geschaffen wird, welcher eine Rückformung ermöglicht, nach der die Abmessung der Materialbahn in Längsrichtung und/oder in Querrichtung um mindestens 30%, bevorzugt um bis zu 80%, größer ist bezogen auf die Abmessung, welche die Materialbahn in Längsrichtung und/oder in Querrichtung nach Schritt d) erreicht hatte. - Räderanordnung (1) zum Einbringen von Längswellen (91) in eine verformbare Materialbahn (9) umfassend ein erstes Rad (10) und ein zweites Rad (100) mit jeweils einer Rotationsachse (11, 110)
wobei jedes Rad (10, 100) jeweils eine Lauffläche (16, 160) mit zumindest bereichsweise wellenförmigem Profil aufweist, wobei die Wellen des wellenförmigen Profils entlang der Umfangsrichtung der Lauffläche verlaufen und
wobei die Lauffläche einen mittleren Bereich (17, 170) umfaßt, an welchen sich auf jeder Seite ein Seitenbereich (18, 180) abschließt, und
wobei durch die radial von der Rotationsachse (11, 110) aus gesehen äußere Begrenzung des mittleren Bereiches (17, 170) eine Mittellinie (12, 120) definiert wird und
durch die radial von der Rotationsachse (11, 110) aus gesehen äußere Begrenzung der Seitenbereiche (18, 180) eine Seitenlinie (13, 130) definiert wird,
wobei die Mittellinie (12, 120) und die Seitenlinie (13, 130) parallel zur Rotationsachse (11, 110) des Rades (10, 100) verlaufen,
wobei bei dem ersten Rad (10) der Abstand ΔM, der Mittellinie (12) zur Rotationsachse (11) größer ist als der Abstand ΔS1 der Seitenlinie (13) zur Rotationsachse (11) und bei dem zweiten Rad (100) der Abstand ΔM2 der Mittellinie (120) zur Rotationsachse (110) kleiner ist als der Abstand ΔS2 der Seitenlinie (130) zur Rotationsachse (110),
so daß der mittlere Bereich (17) des ersten Rades (10) zumindest einen Vorsprung (14) definiert und der mittlere Bereich (170) des zweiten Rades (100) zumindest eine Aufnahme (114) für den Vorsprung (14) des ersten Rades (10) bildet, wenn die beiden Räder (10, 100) im Betrieb mit ihren Laufflächen (16, 160) aneinander abrollen, dadurch gekennzeichnet, daß
die Seitenbereiche (18) des ersten Rades (10) ein Wellental (19) und einen Wellenberg (15) umfassen, wobei sich das Wellental (19) an den mittleren Bereich (17) anschließt, und
die Seitenbereiche (180) des zweiten Rades (100) einen sich an den mittleren Bereich (170) anschließenden Wellenberg (119) umfassen,
so daß das Wellental (19) im Seitenbereich (18) des ersten Rades (10) eine Aufnahme für den Wellenberg (119) im Seitenbereich (180) des zweiten Rades (100) bildet
wobei die Seitenbereiche (180) des zweiten Rades (100) einen sich an den Wellenberg (119) anschließenden zylindrischen Bereich (115) umfassen, dessen Mantelfläche sich parallel zur Rotationsachse (110) erstreckt,
so daß im Betrieb der Räderanordnung (1) der Wellenberg (15) im Seitenbereich (18) des ersten Rades (10) auf dem zylindrischen Bereich (115) im Seitenbereich (180) des zweiten Rades (100) abrollen kann.. - Räderanordnung (1) nach Anspruch 11,
dadurch gekennzeichnet, daß
Wellenberge (14, 15;119) und Wellentäler (19; 114) des wellenförmigen Profils einen im wesentlichen halbkreisförmigen Querschnitt aufweisen. - Räderanordnung (1) nach Anspruch 11 oder 12,
dadurch gekennzeichnet, daß
die Wellenberge (14, 15; 119), Wellentäler (19, 114) und zylindrischen Bereiche (115) im wesentlichen dieselbe Breite gemessen parallel zur Rotationsachse (11, 110) des Rades (10, 100) aufweisen, - Räderanordnung (2) zum Verdichten einer Längswellen (91) aufweisenden Materialbahn (9) umfassend ein erstes Rad (20) und ein zweites Rad (200) mit jeweils einer Rotationsachse (21, 210), welches drehbar gelagert werden kann und eine profilierte Umfangsfläche (27, 270) umfaßt,
wobei das erste Rad (26) und das zweite Rad (260) jeweils eine die profilierte Umfangsfläche (27, 270) einschließende Hüllfläche (26, 260) aufweist, welche die Mantelfläche eines Zylinders um die Rotationsachse (21, 210) des ersten oder des zweiten Rades (20, 200) ist,
wobei im Betrieb der Räderanordnung (2) die Hüllfläche (26) des ersten Rades (20) auf der Hüllfläche (260) des zweiten Rades (200) abrollt
wobei die Räder (20, 200) einen in Bezug auf die Rotationsachse (21, 210) zylindrischen mittleren Bereich (28, 280) umfassen, an welchen sich auf beiden Seiten jeweils ein Seitenbereich (23, 230) mit einer in einem Winkel ungleich 180°, insbesondere in einem Winkel von 45°, zu der Außenfläche des zylindrischen mittleren Bereiches verlaufenden Oberfläche anschließt,
wobei die Seitenbereiche (23) eines Rades (20) gegenüber dem zylindrischen mittleren Bereich (28) Vorsprünge definieren und die Seitenbereiche (230) des anderen Rades (200) gegenüber dem zylindrischen mittleren Bereich (280) in Richtung der Rotationsachse (210) zurückgenommen sind. - Räderanordnung (2) nach Anspruch 14,
dadurch gekennzeichnet, daß
die Oberfläche eines Seitenbereiches (23) am ersten Rad (20) parallel zu der Oberfläche eines korrespondierenden Seitenbereiches (230) am zweiten Rad (200) verläuft. - Räderanordnung (2) nach Anspruch 15,
dadurch gekennzeichnet, daß
der mittlere Bereich (280) eines Rades (200) einen Zentralbereich (281) aufweist, welcher eine Vertiefung (214) zur Aufnahme zumindest eines Teils einer Welle in der Längswellen (91) aufweisenden Materialbahn (9) umfaßt. - Räderanordnung (2) nach Anspruch 16,
dadurch gekennzeichnet, daß
die Vertiefung (214) im Querschnitt kreisbogenförmig, insbesondere im wesentlichen halbkreisförmig, ist. - Tandemräderanordnung, welche eine Räderanordnung (1) nach einem der Ansprüche 11 bis 13 und eine Räderanordnung (2) nach einem der Ansprüche 14 bis 17 umfaßt, wobei die Räderanordnungen (1, 2) in Bezug auf die Förderrichtung (90), in welcher im Betrieb eine verformbaren Materialbahn (9) durch die Tandemräderanordnung gefördert wird, derart fluchtend hintereinander angeordnet sind, daß im Betrieb die in der Räderanordnung (1) gebildete Längswelle (91) in der Räderanordnung (2) durch die profilierten Umfangsflächen (27, 270) läuft.
- Vorrichtung (101) zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials, welche
mehrere Räderanordnungen (1) nach einem der Ansprüche 11 bis 13 umfaßt, die entlang einer Förderrichtung (90) einer im Betrieb durch die Vorrichtung (101) laufenden verformbaren Materialbahn (9) angeordnet sind. - Vorrichtung (202) zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials, welche mehrere Räderanordnungen (2) nach einem der Ansprüche 14 bis 17 umfaßt, die entlang einer Förderrichtung (90) einer im Betrieb durch die Vorrichtung (102) laufenden verformbaren Materialbahn (9) angeordnet sind.
- Vorrichtung (102) zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials, welche mehrere Tandemräderanordnungen nach Anspruch 18 umfaßt, die entlang einer Förderrichtung (90) einer im Betrieb durch die Vorrichtung (102) laufenden verformbaren Materialbahn (9) angeordnet sind.
- Vorrichtung (101, 202, 102) zur Verwendung beim kontinuierlichen Herstellen eines gekreppten Materials nach einem der Ansprüche 19 bis 21,
dadurch gekennzeichnet, daß
die Räderanordnungen (1, 2) oder die Tandemräderanordnungen auf einer Linie, welche schräg zur Förderrichtung (90) verläuft, und/oder im wesentlichen V-förmig und/oder im wesentlichen U-förmig zueinander angeordnet sind. - Vorrichtung zum kontinuierlichen Herstellen eines gekreppten Materials umfassend
eine Einrichtung zum kontinuierlichen Zuführen eines verformbaren Materials (9),
zumindest eine Vorrichtung nach einem der Ansprüche 19 bis 22 zum kontinuierlichen Einbringen einer Längsprofilierung (91, 92) in das verformbare Material (9),
eine Einrichtung zum kontinuierlichen Pressen des Materials zum Herstellen eines Materials mit gepreßten Längswellen (93)
eine Einrichtung zum kontinuierlichen Abführen des Materials mit gepreßten Längswellen (93).
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT07001459T ATE548135T1 (de) | 2007-01-24 | 2007-01-24 | Verfahren und vorrichtung zum herstellen eines gekreppten materials für anschlüsse und übergänge an gebäuden |
| PL07001459T PL1949980T3 (pl) | 2007-01-24 | 2007-01-24 | Sposób i urządzenie do wytwarzania fałdowanego materiału do elementów połączeniowych i przejściowych w budynkach |
| EP07001459A EP1949980B1 (de) | 2007-01-24 | 2007-01-24 | Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden |
| US12/014,621 US8647096B2 (en) | 2007-01-24 | 2008-01-15 | Production of a creped material for connections and transitions on buildings |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07001459A EP1949980B1 (de) | 2007-01-24 | 2007-01-24 | Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1949980A1 EP1949980A1 (de) | 2008-07-30 |
| EP1949980B1 true EP1949980B1 (de) | 2012-03-07 |
Family
ID=38268832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07001459A Active EP1949980B1 (de) | 2007-01-24 | 2007-01-24 | Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8647096B2 (de) |
| EP (1) | EP1949980B1 (de) |
| AT (1) | ATE548135T1 (de) |
| PL (1) | PL1949980T3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008041832B4 (de) * | 2008-09-05 | 2013-03-21 | Airbus Operations Gmbh | Vorrichtung und Verfahren |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI63262C (fi) * | 1980-04-15 | 1983-05-10 | Outokumpu Oy | Foerfarande och anordning foer riktning och foerstyvning av karnplaotar i elektrolytiska raffineringsanlaeggningar |
| SU1222341A1 (ru) * | 1983-08-12 | 1986-04-07 | Днепропетровский Металлургический Институт | Волковый узел прокатного стана |
| US8028557B2 (en) * | 2004-09-08 | 2011-10-04 | The Bradbury Company, Inc. | Methods and apparatus for forming stiffening structures in a strip material |
-
2007
- 2007-01-24 PL PL07001459T patent/PL1949980T3/pl unknown
- 2007-01-24 AT AT07001459T patent/ATE548135T1/de active
- 2007-01-24 EP EP07001459A patent/EP1949980B1/de active Active
-
2008
- 2008-01-15 US US12/014,621 patent/US8647096B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8647096B2 (en) | 2014-02-11 |
| US20080237918A1 (en) | 2008-10-02 |
| EP1949980A1 (de) | 2008-07-30 |
| PL1949980T3 (pl) | 2012-08-31 |
| ATE548135T1 (de) | 2012-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2177702B1 (de) | Hohlprofil, insbesondere Abstandhalterrohr für eine Isolierverglasung, sowie Vorrichtung und Verfahren zur Herstellung des Hohlprofils | |
| EP0069401B1 (de) | Verfahren zur Herstellung eines flächigen Verbundmaterials | |
| DE2443691A1 (de) | Gewickeltes doppelwandrohr sowie verfahren und bandmaterial zu seiner herstellung | |
| EP1375023B1 (de) | Verfahren zum Umformen eines metallischen Flachmaterials, Herstellungsverfahren für ein Verbundmaterial sowie Vorrichtung zur Durchführung dieser Verfahren | |
| EP2212039B1 (de) | Verfahren zum herstellen eines profils aus flachem metallband | |
| EP0721537B1 (de) | Plastisch verformbare abdeckung | |
| EP1949980B1 (de) | Verfahren und Vorrichtung zum Herstellen eines gekreppten Materials für Anschlüsse und Übergänge an Gebäuden | |
| WO2021151962A1 (de) | Metallband als einlage für kantenschutzstreifen und verfahren zu seiner herstellung | |
| DE60212908T2 (de) | Wellrohr aus schraubenförmig gewickeltem Band | |
| EP0823867B1 (de) | Verfahren zum ummanteln eines kunststoffrohres mit einer metallummantelung | |
| EP1793190B1 (de) | Wärmeübertragungsrippe, Herstellungsverfahren und Wärmeübertrager | |
| EP1847334A1 (de) | Verfahren zur Dickenreduzierung von einstückigem Walzgut | |
| EP2667073A1 (de) | Rohrstück aus Metallblech und Verfahren zu dessen Herstellung, Streck-Biegevorrichtung zur Herstellung eines Rohrbogens und Verfahren zur Herstellung eines Rohrbogens | |
| EP1183115B1 (de) | Füllmaterial | |
| DE102012009845A1 (de) | Rohrstück aus Metallblech und Verfahren zu dessen Herstellung, Streck-Biegevorrichtung zur Herstellung eines Rohrbogens und Verfahren zur Herstellung eines Rohrbogens | |
| DE3904175A1 (de) | Vorrichtung und verfahren zur feinwellung von blech sowie gewelltes blech | |
| EP1974834A2 (de) | Anschluss oder Abschlussband für Gebäude mit Sollknickstelle | |
| EP1039063B1 (de) | Vorrichtung und Verfahren zur Herstellung eines First- und Gratabdeckungsstreifens aus einem Streifen aus plastisch verformbaren Material | |
| DE10241230B4 (de) | Verfahren und Vorrichtung zum kontinuierlichen Pressen von einem Abschnitt einer profilierten Bahn | |
| EP0890687B1 (de) | Verfahren zur Herstellung von First- und Gratabdichtungsstreifen | |
| DE2438595A1 (de) | Band mit durchbruechen | |
| EP0423073B1 (de) | Biegen einer ebenen Verbundplatte | |
| EP1506822A1 (de) | Verfahren und Vorrichtung zur Herstellung einer geordneten Packung | |
| EP0182001A2 (de) | Verfahren und Vorrichtung zum Herstellen eines flexiblen Wellrohres sowie nach dem Verfahren hergestelltes flexibles Wellrohr | |
| EP2720850A1 (de) | Verfahren zum herstellen von rohrkörpern für verpackungstuben sowie verpackungstube mit rohrkörper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090130 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: EWALD DOERKEN AG |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MEINECKE BERND |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 548135 Country of ref document: AT Kind code of ref document: T Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007009407 Country of ref document: DE Effective date: 20120503 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120608 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120707 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120709 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007009407 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502007009407 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| 26N | No opposition filed |
Effective date: 20121210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007009407 Country of ref document: DE Effective date: 20121210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120618 |
|
| BERE | Be: lapsed |
Owner name: EWALD DORKEN A.G. Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130124 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070124 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130124 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230124 Year of fee payment: 17 Ref country code: CH Payment date: 20230124 Year of fee payment: 17 Ref country code: AT Payment date: 20230120 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230116 Year of fee payment: 17 Ref country code: DE Payment date: 20230118 Year of fee payment: 17 |