EP1917115B2 - Procede et dispositif de mise en place d'au moins un segment a rouleaux d'un dispositif de guidage de barre sur une barre - Google Patents
Procede et dispositif de mise en place d'au moins un segment a rouleaux d'un dispositif de guidage de barre sur une barre Download PDFInfo
- Publication number
- EP1917115B2 EP1917115B2 EP06828830.7A EP06828830A EP1917115B2 EP 1917115 B2 EP1917115 B2 EP 1917115B2 EP 06828830 A EP06828830 A EP 06828830A EP 1917115 B2 EP1917115 B2 EP 1917115B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- roller
- strand
- guide device
- segment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 12
- 239000000969 carrier Substances 0.000 claims abstract description 11
- 238000005266 casting Methods 0.000 claims description 9
- 238000001514 detection method Methods 0.000 claims description 6
- 230000001105 regulatory effect Effects 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 4
- 230000001276 controlling effect Effects 0.000 claims description 2
- 238000009749 continuous casting Methods 0.000 abstract description 7
- 238000005096 rolling process Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/20—Controlling or regulating processes or operations for removing cast stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/1206—Accessories for subsequent treating or working cast stock in situ for plastic shaping of strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
- B21B37/62—Roll-force control; Roll-gap control by control of a hydraulic adjusting device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/20—Controlling or regulating processes or operations for removing cast stock
- B22D11/208—Controlling or regulating processes or operations for removing cast stock for aligning the guide rolls
Definitions
- the invention relates to a method for hiring at least one roller segment of a strand guiding device of a slab plant to a strand and a strand guiding device for performing this method.
- EP 1 475 169 A1 is a support roll stand for continuous casting with roll segments known.
- the roller segments each consist of a subframe and an upper frame, which are individually adjustable by means of pairs of piston-cylinder units.
- the piston-cylinder units associated sensors, position sensor, pressure transducer, control valve blocks and the like are connected to a remote control of the continuous casting.
- a field bus system or a transmitting and receiving module for a bidirectional data transfer of the sensors with the control of the continuous casting is provided on the upper frame.
- the Japanese publication JP 111 29003 discloses a method and associated apparatus for easily rolling steel bar stock of wedge-shaped section.
- WO 99/46071 discloses a method and apparatus for employing at least one roller segment a strand guiding device to a strand, wherein the roller segment comprises an upper and a lower roller carrier, each carrying at least one roller for guiding the strand between the rollers.
- the roller segment has in its four corner regions each have a positioning element for hiring the upper and lower roller carrier relative to each other.
- the trained hydraulic cylinder units positioning elements are both position and pressure adjustable.
- All four adjusting elements of the roller segment are synchronously, ie driven at the same time and the values for the jobs to be adjusted to the hydraulic cylinder units are determined by a control device independently. So it is possible that each hydraulic cylinder is basically controlled independently. For the hydraulic cylinder positions are initially given, ie they are basically position-controlled and only when the pressure in the respective hydraulic cylinders has reached or exceeded a predetermined pressure threshold is switched to a pressure-controlled operation for controlling the hydraulic cylinder.
- the item "Auto control of beach taper and thickness during casting" by Federspiel C. et al., Millennium Steel, May 2001 discloses a continuous casting machine having a strand guide for guiding a cast strand cast in a mold.
- the strand guide consists of a plurality of segments. Each segment has four adjusting elements in the form of hydraulic cylinders associated with it for setting a top frame of the segment with respect to a subframe of the segment. Each of the hydraulic cylinders can be controlled individually. Target position values are typically predefined for the hydraulic cylinders, which must be maintained during the casting operation, except for predetermined tolerances.
- the hydraulic cylinders on the segments serve primarily to adjust the so-called “taper" of the cast strand, ie its thickness reduction in the casting direction in the desired manner.
- the European patent application EP 1 504 832 A1 discloses a method and a device for the contactless measurement of the profile thickness and / or the profile shape on casting strands of a multi-line casting plant for liquid metals, in particular for steel.
- profile thickness measurements on continuous casting plants based on laser or isotope radiation systems respectively.
- the present invention seeks to further develop a known method for hiring a roll segment in a strand guiding device to a strand and a corresponding strand guiding device to the fact that the roll guide downstream of the strand guiding device with respect to the tasks imposed on them and with regard to their mechanical load during their operation are relieved and that the quality of the strand is improved.
- the invention ensures in an advantageous manner that any existing wedging of the profile of the cast strand, even in the strand guide device, ie even before entering the downstream rolling stands is compensated. Ideally, it is thus ensured by the present invention that the rolling stands only one strand is supplied without wedging. The rolling stands are relieved in this way, both mechanically and in view of the task which you have previously to do to remedy any possible wedging of the strand; In addition, the quality of the strand is ultimately improved.
- the actual profile of the strand including the heights of the right and left side edge is detected and compared to determine a corresponding deviation with a desired profile containing a predetermined same desired height (H set ) for the right and left side edge.
- the individual adjusting elements of the roller segment are then individually controlled in accordance with the deviation so that the heights of the right and left side edge of the strand are each rolled to the predetermined same desired height.
- a profile control for the profile, d. H. to provide the cross-section of the strand In regulating the heights on the right and left side edges of the strand is a profile control for the profile, d. H. to provide the cross-section of the strand.
- the actual profile of the strand is detected and compared with a predetermined desired profile for the purpose of determining a profile deviation.
- the hiring of the individual adjusting elements of the roller segment is carried out in accordance with the previously determined profile deviation for the purpose of approximation of the actual profile to the predetermined desired profile.
- this profile approximation also includes a compensation of the heights of the right and left side edges of the strand which is absolutely necessary in the context of the present invention.
- the measured value acquisition of the actual profile takes place at the output of the last roll segment of the strand guiding device, i. H. shortly before entering the rolling stand. Because with the regulation according to the invention, a reduction of the abovementioned control deviations is aimed at zero, it is ensured in this way that actually only one strand with equal side edges is fed to the downstream rolling stand.
- the individual adjustment of the adjusting elements for the purpose of eliminating the wedging in the case of several roller segments of the strand guiding device can take place.
- Each roller carrier serves to carry at least one roller for guiding the strand after leaving the casting device between the roles.
- At least one role segment in FIG. 1 if there are three, has a plurality of Anstellelemente 121 - 124 for hiring the upper and lower roller carrier 112, 114 relative to each other; see also FIG. 2 .
- the strand guide device 100 comprises a device 130 for driving the individual Anstellelemente the roller carrier so that the right and left side edge of the strand 200 are the same height.
- means 130 receives either measured elevations for the right and left side edges of the strand, or data representing an actual profile, ie, an actual cross section of the strand.
- the heights of the right and left side edge of the strand can z. B. are provided by suitable measuring devices, which, for. B. are integrated into the Anstellelemente and determine there given force or pressure conditions between the two roller carriers 112, 114 of the roller segment and infer therefrom to the heights of the right and left side edge of the strand.
- the detection of the profile of the strand can, for. B. by a suitable optical profile detection device 140; this is preferably as in FIG. 1 shown, arranged at the end of the strand guide device 100.
- the device 130 embodied as a regulating device is capable of receiving the received measurement data, be it the current heights of the lateral edges or the current actual profile of the strand, and respectively this data for the purpose of determining a system deviation with correspondingly predetermined desired variables, ie either a predetermined for the right and left side edge of the strand predetermined height H should or to compare with a desired profile.
- the control device then controls the individual Anstellelemente of the roller segment in accordance with the determined control deviation so that the control deviation becomes as zero as possible. In this way it is then ensured that any wedging previously present in the transverse direction of the strand, ie in the direction of its width, is compensated before entry of the strand into a downstream roll stand.
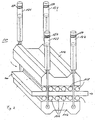
- FIG. 2 shows an elevational view of the roll segment typically used to implement the invention.
- the strand 200 in the direction of material flow is guided between the rollers 116, 118 of the roller segment.
- the roller segment in its four corner regions each having a positioning element, each of these Anstellelemente equally attacks on both roller carriers and thus causes a movement of the upper and lower roller carrier 114, 112 relative to each other.
- Anstellelemente 121 - 124 are formed as hydraulic cylinders.
- FIG. 2 indicated by reference numeral 150 measuring devices in the individual Anstellelementen, which serve to detect the above-mentioned force or pressure conditions between the roller carriers 112, 114 of the roller segment.
- FIG. 3 shows a cross section of the FIG. 2 known role segment, again with the same elements are designated by the same reference numerals. Especially good are in FIG. 3 to detect the significant heights Hr and HI the right and left side edge of the strand 200 for the invention. Furthermore, in FIG. 3 to recognize that the strand is not completely cured when passing through the roller segment 110, which is indicated by the still liquid part of the strand, which is denoted by the reference numeral 210. This provides for the present invention has the advantage that the applied forces to compensate for the heights Hr and HI of the right and left side edge of the strand are still relatively low, ie are less than if the strand 200 would be completely solidified.
- FIG. 4a shows an example of a detected unwanted wedging in a strand 200, that is, that in this strand 200, the heights Hr and HI of the right and left side edges are formed unequal high. According to the invention, the detection of such a situation would trigger a control to compensate for the heights on the left and right sides of the strand.
- FIG. 4b finally shows the same strand as FIG. 4a ,
- the invention done balancing the heights of the right and left side edge of the strand.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Moulding By Coating Moulds (AREA)
Claims (7)
- Procédé pour le positionnement d'au moins un segment de rouleaux (110) d'un mécanisme de guidage de barre (100) d'une installation de fabrication de brames, contre une barre, dans lequel le segment de rouleaux présente un support de rouleaux supérieur (114) et un support de rouleaux inférieur (112) qui supportent respectivement au moins un rouleau (116, 118) pour le guidage de la barre (200) entre les rouleaux, et dans lequel respectivement au moins un élément de positionnement (121-124) est attribué au côté droit et au côté gauche du segment de rouleaux (110) - lorsqu'on regarde dans la direction d'écoulement de la matière - pour le positionnement des deux supports de rouleaux (114, 112) l'un par rapport à l'autre, comprenant les étapes suivantes consistant à : entraîner de manière individuelle les éléments de positionnement individuels (121-124), dans lequel le profil réel de la barre, y compris des hauteurs (Hr, HI) des arêtes latérales droite et gauche de la barre (200), est enregistré et est comparé à un profil de consigne contenant une hauteur de consigne prédéfinie (Hsoll) identique pour les arêtes latérales droite et gauche ; et les segments de positionnement individuels (121-124) du segment de rouleaux (116) sont entraînés de manière individuelle en fonction de l'écart de réglage résultant de la comparaison, d'une manière telle que le profil réel est adapté au profil de consigne, y compris d'un équilibrage des hauteurs des arêtes latérales droite et gauche de la barre (200) caractérisé en ce que le positionnement a lieu dans une zone de la barre (200) qui n'a pas encore été complètement solidifiée lors de son passage par-dessus le segment de rouleaux (110), et en ce que les hauteurs (Hr, HI) des arêtes latérales droite et gauche de la barre ou le profil réel de cette dernière à la sortie dudit au moins un segment de rouleaux du mécanisme de guidage de barre (100) sont ou est enregistré(s) au moins à la sortie du dernier segment de rouleaux (100-N) du guidage de barre.
- Procédé selon la revendication 1, caractérisé en ce que le positionnement individuel des éléments de positionnement (121-124) a lieu sur un segment de rouleaux individuel ou sur plusieurs segments de rouleaux (110) du mécanisme de guidage de barre (100).
- Mécanisme de guidage de barre (100) pour le guidage d'une barre (200) à la sortie d'un dispositif de coulée (300), comprenant :au moins un segment de rouleaux (100-n) comprenant un support de rouleau supérieur (112) et un support de rouleau inférieur (114), les supports de rouleaux présentant respectivement au moins un rouleau (116, 118) pour le guidage de la barre (200) après que celle-ci a quitté le dispositif de coulée entre les rouleaux ;au moins respectivement un élément de positionnement (121-124) sur les côtés droit et gauche du segment de rouleaux (110) - lorsqu'on regarde dans la direction d'écoulement de la matière - pour le positionnement du support de rouleau supérieur (112) et du support de rouleau inférieur (114), l'un par rapport à l'autre ; etun mécanisme de réglage (130) pour l'entraînement des éléments de positionnement (121-124) ;dans lequel on prévoit un mécanisme d'enregistrement du profil (140) pour l'enregistrement de la section transversale de la barre (200) au sein du mécanisme de guidage de barre à titre de profil réel, y compris d'une différence éventuelle entre les hauteurs (Hr, HI) des arêtes latérales droite et gauche de la barre (200) ; etle mécanisme de réglage (130) est réalisé pour entraîner les éléments de positionnement (121-124) des supports de rouleaux d'une manière telle que le profil réel est adapté à un profil de consigne prédéfini comprenant des hauteurs identiques (Hr, HI) aux arêtes latérales droite et gauche de la barre (200) ;caractérisé en ce quele mécanisme d'enregistrement du profil (140) est disposé au moins à la sortie du dernier segment de rouleaux du mécanisme de guidage de barre ; etle positionnement a lieu dans une zone de la barre qui n'a pas encore été complètement solidifiée lors de son passage par-dessus le segment de rouleaux.
- Mécanisme de guidage de barre (100) selon la revendication 3, caractérisé en ce que le mécanisme (130) est réalisé sous la forme d'un mécanisme de commande ou de réglage, afin d'entraîner les éléments de positionnement individuels (121-124) des supports de rouleaux d'une manière telle que les arêtes latérales droite et gauche de la barre (200) sont soumises à un laminage à la même hauteur de consigne prédéfinie (Hsoll).
- Mécanisme de guidage de barre (100) selon la revendication 3 ou 4, caractérisé en ce que le segment de rouleaux (110) présente, dans ses quatre zones de coins respectivement un élément de positionnement (121-124).
- Mécanisme de guidage de barre (100) selon l'une quelconque des revendications 3 à 5, caractérisé en ce que les éléments de positionnement (121-124) sont réalisés respectivement sous la forme de cylindres hydrauliques.
- Mécanisme de guidage de barre (100) selon l'une quelconque des revendications 3 à 6, caractérisé par un mécanisme de mesure (150) qui est intégré dans les éléments de positionnement (121-124) pour l'enregistrement des rapports de force ou de pression entre les deux supports de rouleaux (112, 114) du segment de rouleaux.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005055530A DE102005055530A1 (de) | 2005-11-22 | 2005-11-22 | Verfahren und Vorrichtung zum Anstellen von mindestens einem Rollensegment einer Strangführungseinrichtung an einen Strang |
| PCT/EP2006/010063 WO2007059827A1 (fr) | 2005-11-22 | 2006-10-19 | Procede et dispositif de mise en place d'au moins un segment a rouleaux d'un dispositif de guidage de barre sur une barre |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1917115A1 EP1917115A1 (fr) | 2008-05-07 |
| EP1917115B1 EP1917115B1 (fr) | 2009-06-03 |
| EP1917115B2 true EP1917115B2 (fr) | 2018-03-14 |
Family
ID=37685649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06828830.7A Active EP1917115B2 (fr) | 2005-11-22 | 2006-10-19 | Procede et dispositif de mise en place d'au moins un segment a rouleaux d'un dispositif de guidage de barre sur une barre |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US8205661B2 (fr) |
| EP (1) | EP1917115B2 (fr) |
| JP (1) | JP5111391B2 (fr) |
| KR (1) | KR20080072729A (fr) |
| CN (1) | CN101374617B (fr) |
| AT (1) | ATE432783T1 (fr) |
| CA (1) | CA2630856A1 (fr) |
| DE (2) | DE102005055530A1 (fr) |
| RU (1) | RU2379156C1 (fr) |
| UA (1) | UA88241C2 (fr) |
| WO (1) | WO2007059827A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005055530A1 (de) * | 2005-11-22 | 2007-05-24 | Sms Demag Ag | Verfahren und Vorrichtung zum Anstellen von mindestens einem Rollensegment einer Strangführungseinrichtung an einen Strang |
| US8302662B2 (en) * | 2008-01-14 | 2012-11-06 | Sms Concast Ag | Continuous casting plant particularly for long steel products, and a method for continuous casting |
| CN107116195B (zh) * | 2017-05-31 | 2019-01-15 | 西安交通大学 | 一种基于流数据的动态轻压下控制方法 |
| CN110181018B (zh) * | 2018-05-17 | 2022-01-14 | 江阴兴澄特种钢铁有限公司 | 一种连铸坯厚度在线测量及压下量调整系统 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1043095A1 (fr) † | 1999-04-10 | 2000-10-11 | Sms Schloemann-Siemag Aktiengesellschaft | Procédé et dispositif pour régler le profil d'une brame coulée en continue, en particulier d'une brame mince |
| WO2002098587A2 (fr) † | 2001-06-01 | 2002-12-12 | Sms Demag Aktiengesellschaft | Procede pour ajuster la reduction douce dynamique dans des machines de coulee continue |
| EP1504832A1 (fr) † | 2003-08-08 | 2005-02-09 | SMS Demag Aktiengesellschaft | Procédé et dispositif pour la mesure sans contact de l'épaisseur et/ou du profil de lingots métalliques continus, en particulier lingots d'acier, dans une installation de coulée continue à plusieurs lignes |
| WO2006042606A1 (fr) † | 2004-10-13 | 2006-04-27 | Siemens Vai Metals Technologies Gmbh & Co | Procede et dispositif de production continue d'une fine bande metallique |
| WO2007068338A1 (fr) † | 2005-12-14 | 2007-06-21 | Sms Demag Ag | Procede de coulee continue de minces feuillards metalliques et installation de coulee continue |
| WO2008033880A1 (fr) † | 2006-09-15 | 2008-03-20 | Honeywell International Inc. | Procédé de création d'une cavité étanche et appareil pour une utilisation dans des modules de capteur |
| EP1188493B2 (fr) † | 2000-09-13 | 2009-05-20 | SMS Demag AG | Procédé de régulation pour laminer une bande dans une cage de laminoir |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3019720B2 (ja) * | 1994-06-16 | 2000-03-13 | 日本鋼管株式会社 | キャンバ矯正機能を有する圧延機 |
| DE19511113A1 (de) | 1995-03-25 | 1996-09-26 | Schloemann Siemag Ag | Strangführung einer Stranggießanlage für Dünnbrammen |
| DE69615534T2 (de) * | 1995-10-18 | 2002-05-02 | Sumitomo Metal Industries, Ltd. | Stranggiessverfahren und -anlage |
| JPH11129003A (ja) * | 1997-10-30 | 1999-05-18 | Aisin Seiki Co Ltd | 傾斜圧延機及び傾斜圧延方法 |
| DE19809807C2 (de) | 1998-03-09 | 2003-03-27 | Sms Demag Ag | Anstellverfahren für ein Rollensegment einer Stranggießanlage |
| DE19836843A1 (de) * | 1998-08-14 | 2000-02-17 | Schloemann Siemag Ag | Vorrichtung zum hydraulischen Anstellen der Rollen von Strangführungssegmenten einer Stranggießanlage |
| US6837301B2 (en) * | 1999-02-05 | 2005-01-04 | Castrip Llc | Strip casting apparatus |
| AUPQ818000A0 (en) * | 2000-06-15 | 2000-07-06 | Bhp Steel (Jla) Pty Limited | Strip casting |
| DE10042079A1 (de) * | 2000-08-26 | 2002-04-25 | Sms Demag Ag | Stranggießanlage mit Soft-Reduction-Strecke |
| DE10319863B4 (de) * | 2003-05-03 | 2021-07-01 | Sms Group Gmbh | Stützrollengerüst für Knüppel-, Vorblock-, Block-, Vorprofil-, Dünn- und Brammen-Stranggießmaschinen, zum Gießen von flüssigen Metallen, insbesondere von flüssigen Stahlwerkstoffen |
| DE102005055530A1 (de) * | 2005-11-22 | 2007-05-24 | Sms Demag Ag | Verfahren und Vorrichtung zum Anstellen von mindestens einem Rollensegment einer Strangführungseinrichtung an einen Strang |
-
2005
- 2005-11-22 DE DE102005055530A patent/DE102005055530A1/de not_active Withdrawn
-
2006
- 2006-10-19 CA CA002630856A patent/CA2630856A1/fr not_active Abandoned
- 2006-10-19 AT AT06828830T patent/ATE432783T1/de active
- 2006-10-19 DE DE502006003898T patent/DE502006003898D1/de active Active
- 2006-10-19 EP EP06828830.7A patent/EP1917115B2/fr active Active
- 2006-10-19 CN CN2006800378926A patent/CN101374617B/zh not_active Expired - Fee Related
- 2006-10-19 US US12/085,416 patent/US8205661B2/en active Active
- 2006-10-19 UA UAA200808341A patent/UA88241C2/ru unknown
- 2006-10-19 KR KR1020087014980A patent/KR20080072729A/ko not_active Application Discontinuation
- 2006-10-19 RU RU2008125113/02A patent/RU2379156C1/ru active
- 2006-10-19 JP JP2008541603A patent/JP5111391B2/ja not_active Expired - Fee Related
- 2006-10-19 WO PCT/EP2006/010063 patent/WO2007059827A1/fr active Application Filing
-
2011
- 2011-05-13 US US13/107,776 patent/US8820392B2/en active Active
- 2011-05-13 US US13/107,771 patent/US20110214835A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1043095A1 (fr) † | 1999-04-10 | 2000-10-11 | Sms Schloemann-Siemag Aktiengesellschaft | Procédé et dispositif pour régler le profil d'une brame coulée en continue, en particulier d'une brame mince |
| EP1188493B2 (fr) † | 2000-09-13 | 2009-05-20 | SMS Demag AG | Procédé de régulation pour laminer une bande dans une cage de laminoir |
| WO2002098587A2 (fr) † | 2001-06-01 | 2002-12-12 | Sms Demag Aktiengesellschaft | Procede pour ajuster la reduction douce dynamique dans des machines de coulee continue |
| EP1504832A1 (fr) † | 2003-08-08 | 2005-02-09 | SMS Demag Aktiengesellschaft | Procédé et dispositif pour la mesure sans contact de l'épaisseur et/ou du profil de lingots métalliques continus, en particulier lingots d'acier, dans une installation de coulée continue à plusieurs lignes |
| WO2006042606A1 (fr) † | 2004-10-13 | 2006-04-27 | Siemens Vai Metals Technologies Gmbh & Co | Procede et dispositif de production continue d'une fine bande metallique |
| WO2007068338A1 (fr) † | 2005-12-14 | 2007-06-21 | Sms Demag Ag | Procede de coulee continue de minces feuillards metalliques et installation de coulee continue |
| WO2008033880A1 (fr) † | 2006-09-15 | 2008-03-20 | Honeywell International Inc. | Procédé de création d'une cavité étanche et appareil pour une utilisation dans des modules de capteur |
Non-Patent Citations (8)
| Title |
|---|
| "Optimization of Slab Centerline Quality Using Dynamic Soft Reduction", AIST Konferenz 2007, Seite 4 zu "Thermal Tapering" und "DSR" † |
| CAPPEL J. ET AL: "Centre segregation, soft reduction and oxide cleanness for large diameter line pipe with highest demands on HIC", STEEL RESEARCH INTERNATIONAL, vol. 76, no. 8, 2005, pages 589 † |
| Fachpublikation Stranggiesstechnik, SMS Demag AG, 1999: "Dynamische Strangführung durch hydraulisch geregelte Segmente", Seiten 2-5 † |
| FEDERSPIEL C. ET AL: "ASTC - VAI's automatic strand taper/tickness control system", AUTOMATION & PROCESS CONTROL SESSION, vol. 53, June 2000 (2000-06-01), pages 1 - 8 † |
| FEDERSPIEL C. ET AL: "Automatic control of strand taper und thickness during casting", MILLENIUM STEEL, May 2001 (2001-05-01), pages 232 - 238, XP002517077 † |
| GAMMAL T.E. ET AL: "Materialsammlung zum Praktikum Metallurgie", vol. 2. AUFL., 1992, INSTITUT FÜR EISENHÜTTENKUNDE DER RWTH, AACHEN, pages: 354 - 359 † |
| MURRENHOF H.: "Grundlage der Fluidtechnik: Hydraulik", vol. 1. AUFL., part TEIL 1 1997, RWTH, AACHEN, pages: 148-149 - 308-313 † |
| SCHWERDTFEGER K.: "Metallurgie des Stranggießens", 1992, VERLAG STAHLEISEN GMBH, DÜSSELDORF, pages: 330 † |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2630856A1 (fr) | 2007-05-31 |
| DE102005055530A1 (de) | 2007-05-24 |
| EP1917115A1 (fr) | 2008-05-07 |
| US20110220315A1 (en) | 2011-09-15 |
| EP1917115B1 (fr) | 2009-06-03 |
| KR20080072729A (ko) | 2008-08-06 |
| JP5111391B2 (ja) | 2013-01-09 |
| JP2009516591A (ja) | 2009-04-23 |
| RU2379156C1 (ru) | 2010-01-20 |
| DE502006003898D1 (de) | 2009-07-16 |
| ATE432783T1 (de) | 2009-06-15 |
| US8205661B2 (en) | 2012-06-26 |
| US20090159232A1 (en) | 2009-06-25 |
| US8820392B2 (en) | 2014-09-02 |
| CN101374617A (zh) | 2009-02-25 |
| UA88241C2 (ru) | 2009-09-25 |
| WO2007059827A1 (fr) | 2007-05-31 |
| CN101374617B (zh) | 2013-07-17 |
| US20110214835A1 (en) | 2011-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2825332B1 (fr) | Dispositif et procédé servant à redresser une bande métallique | |
| DE3413269C2 (fr) | ||
| DE19809807C2 (de) | Anstellverfahren für ein Rollensegment einer Stranggießanlage | |
| DE2133144A1 (de) | Verfahren und vorrichtung zum ausfoerdern und richten eines stranges in einer stranggiessanlage | |
| EP0545104A2 (fr) | Procédé et dispositif pour coulée continue des lingots ou blooms | |
| DE69404527T2 (de) | Walzwerk und Verfahren | |
| DE102009010251A1 (de) | Vorrichtung und Verfahren zur Sekundärkühlung in einer Stranggießanlage | |
| EP0834364A2 (fr) | Méthode et dispositif pour des machines de coulée continue à haute vitesse avec réduction d'épaisseur pendant la solidification | |
| EP1917115B2 (fr) | Procede et dispositif de mise en place d'au moins un segment a rouleaux d'un dispositif de guidage de barre sur une barre | |
| EP2790846B1 (fr) | Procédé de traitement de produits laminés dans un laminoir | |
| WO2011134811A2 (fr) | Minimisation de la tension de bande d'un produit à laminer entre deux unités de laminage | |
| WO2018108652A1 (fr) | Procédé et dispositif de régulation d'une installation de coulée continue | |
| DE3240602C2 (fr) | ||
| AT390900B (de) | Anordnung zum regeln der stellungen der arbeitswalzen in einem quartowalzwerk zum walzen von metall | |
| EP3325186B1 (fr) | Installation et procédé destinés à l'élimination de défauts de planéité d'un produit plat métallique | |
| EP1112129B1 (fr) | Procede de production des produits ayant certaines proprietes lors du laminage d'acier de qualite austenitique, mixte austenitique-ferritique et ferritique | |
| DE10160636B4 (de) | Verfahren zum Einstellen eines Gießspaltes an einer Strangführung einer Stranggießanlage und Stranggießanlage zur Durchführung des Verfahrens | |
| EP2268427B1 (fr) | Procédé d'exploitation pour un train de laminoir à froid avec dynamique améliorée | |
| AT399175B (de) | Kalander zur oberflächenbearbeitung von materialbahnen | |
| DE102008015008B4 (de) | Verfahren zum Betreiben einer Strangführungseinrichtung | |
| DE3401894A1 (de) | Verfahren zum herstellen von walzband mit hoher bandprofil- und bandplanheitsguete | |
| EP1543900B1 (fr) | Procédé et installation de coulée continue pour calibrer et pour controler l'écartement entre les segments de rouleaux de guidage ou des rouleaux d'entraînement, pendant la coulée de métaux liquides en particulier d'aciers liquides | |
| EP1893367B1 (fr) | Procede de regulation d'un segment de reglage dans un dispositif de coulee continue | |
| EP0995506A2 (fr) | Procédé de réglage de la tension pour une section de produit laminé | |
| EP4240544B1 (fr) | Stabilisation du produit laminé lors de l'ouverture et/ou de la fermeture d'une cage de laminoir |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080307 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080625 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SMS SIEMAG AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006003898 Country of ref document: DE Date of ref document: 20090716 Kind code of ref document: P |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: SMS SIEMAG AG Effective date: 20090617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090903 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090914 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SIEMENS VAI METALS TECHNOLOGIES GMBH Effective date: 20100223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091003 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090903 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| BERE | Be: lapsed |
Owner name: SMS DEMAG AG Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091102 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091019 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SMS GROUP GMBH |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006003898 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006003898 Country of ref document: DE Owner name: SMS GROUP GMBH, DE Free format text: FORMER OWNER: SMS SIEMAG AKTIENGESELLSCHAFT, 40237 DUESSELDORF, DE |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: SIEMENS VAI METALS TECHNOLOGIES GMBH Effective date: 20100223 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| R26 | Opposition filed (corrected) |
Opponent name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH Effective date: 20100223 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLAP | Information related to despatch of examination report in opposition + time limit deleted |
Free format text: ORIGINAL CODE: EPIDOSDORE2 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20180314 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502006003898 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20201022 Year of fee payment: 15 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211019 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231026 Year of fee payment: 18 Ref country code: DE Payment date: 20231020 Year of fee payment: 18 Ref country code: AT Payment date: 20231020 Year of fee payment: 18 |