EP1655804A2 - Dispositif et procédé de connexion d'un élément de transmission électrique avec un élément de contact - Google Patents
Dispositif et procédé de connexion d'un élément de transmission électrique avec un élément de contact Download PDFInfo
- Publication number
- EP1655804A2 EP1655804A2 EP05023401A EP05023401A EP1655804A2 EP 1655804 A2 EP1655804 A2 EP 1655804A2 EP 05023401 A EP05023401 A EP 05023401A EP 05023401 A EP05023401 A EP 05023401A EP 1655804 A2 EP1655804 A2 EP 1655804A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact element
- crimping
- workstation
- welding
- electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0263—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for positioning or holding parts during soldering or welding process
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/187—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping combined with soldering or welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
Definitions
- the present invention relates to a method and a device for connecting an electrical transmission element to a contact element, wherein the electrical transmission element has at least one electrical conductor, which is surrounded by a wire sheath.
- an electrical transmission element for example in the form of an electrical cable
- a contact element an exposed electrical conductor of the transmission element on the one hand and a conductor sleeve of the transmission element, for example in the form of electrical insulation, on the other hand each connected to the contact element by be crimped by means of a separate crimping of the contact element.
- a conductor crimping region of the contact element is brought into pressing or crimping contact with the electrical conductor of the transmission element and, on the other hand, the core sheath, for example in the form of insulation, of the electrical transmission element is brought into press or crimp contact with an insulation crimping region of the contact element. to attach the transmission element to the contact element.
- connection method for connecting the electric wire to a contact member after a conductor of the electric wire is crimped, it is connected to a conductor crimping portion of the contact member, the conductor and the conductor crimping portion are welded by passing a laser beam on a bottom wall of the conductor crimping portion.
- the electrical cable first has to be fed to a conductor crimping area, which first crimps the conductor of the electrical cable to the conductor crimping section of the contact element and the cable sheath of the cable to the insulation crimping area.
- the electrical cable and contact member connection assembly thus produced is fed to a laser welding apparatus which directs the laser beam to a bottom wall of the cable crimping portion to make the welded joint.
- the electrical cable and the contact member for performing the crimping operation are first supplied to the crimping apparatus, then the prepared connection assembly must be removed from the crimping apparatus before being supplied to the laser welding apparatus to perform the welding operation in a separate operation.
- Such a connection method in several separate operations requires a relatively large amount of time in the implementation of the connection method and requires several processing stations with a correspondingly high equipment costs.
- the present invention has for its object to provide a method and apparatus for connecting an electrical transmission element with a contact element, which is or is suitable to keep the time required and the equipment costs for performing the connection method comparatively low.
- the object concerning the method is achieved by a method for connecting an electrical transmission element to a contact element according to claim 1.
- the object concerning the device is achieved by a device for connecting an electrical transmission element with a contact element according to claim 11.
- the electrical transmission element and the contact element for making a connection to a workstation are supplied and remain for a work with a certain residence time in the workstation before they are removed from the workstation again.
- the core sheath of the electrical transmission element which surrounds an electrical conductor, is crimped with at least one crimping element of the contact element.
- the electrical conductor of the transmission element is welded to a contact region of the contact element.
- the crimping operation and the welding operation for establishing the connection between the electrical transmission element and the contact element are carried out within a common workstation within a common workstation, so that a common workstation is used for both operations in a common operation belonging to the same work cycle or same residence time can be.
- This makes it possible to achieve a significant reduction in a cycle time for the production of a connection between a transmission element and a contact element, since the transport process of the connection arrangement formed from a crimping device into a separate welding device can be dispensed with according to the invention.
- the device according to the invention for connecting an electrical transmission element to a contact element contains a feed device for feeding a contact element and a electrical transmission element and a work station, which are supplied to the contact element and the electrical transmission element by the feed device.
- the workstation is designed in such a way that the elements to be connected remain in the workstation for a certain length of time before they are removed again from the workstation.
- the workstation includes a crimping device that is configured and operable to crimp the wire sheath of the electrical transmission element with at least one crimping element of the contact element.
- the workstation includes a welding device that is configured and operable to weld the electrical conductor to a contact region of the contact element.
- the crimping device and the welding device are adapted to be operated in a common operation for a crimping operation and a welding operation belonging to the same working cycle or the same residence time.
- the electrical transmission element comprises a plurality of electrical conductors, in particular a Litzendrahtan extract, which are surrounded by a common core sheath
- at least a portion of the electrical conductors is welded to a contact region of the contact element in the workstation.
- At least several of the electrical conductors are compacted with each other, i. the individual wires of the strand bundle are welded together to form a bundle.
- the compacted strand bundle is also welded to the contact element.
- the electrical conductor is welded to the contact region of the contact element while the insulation crimping tool is in the crimping position.
- a crimping device is closed, so that the core of the electrical transmission element is crimped with the crimping of the contact element.
- the electrical conductor is welded to the contact region of the contact element, for example by means of a resistance welding process in which a first welding electrode and a second welding electrode contact the elements to be welded from opposite sides.
- the transfer element is held by the crimping device.
- the crimping device is released again, so that the connection arrangement thus formed is released.
- the electrical conductor is held by a support means of the workstation against an evasion tendency during the welding operation.
- the support device has laterally to the elements to be welded paired support elements, wherein a first of the support elements on a first side and a second of the support elements on an opposite second side of the elements to be welded are arranged.
- the support elements are designed for example as ceramic jaws, which are placed on both sides next to the elements to be welded in position. In a support position, the support elements are preferably arranged such that they rest without lateral spacing on the respective side of the elements to be welded.
- the support means is preferably movable along a second axis which is approximately orthogonal to a first axis along which the welding device is moved to approach the elements to be welded, by energizing to carry out the welding process.
- the welding device is movable along a vertical axis, whereas the individual support elements of the support means are approximated along a horizontal axis laterally to the elements to be welded.
- the support means is further movable along a third axis which is approximately orthogonal to said two other axes.
- the support device is moved along the third axis before the welding operation in order to bring the support device between the lined-up contact elements.
- the support means is laterally approximated along the second axis of the elements to be welded in order to take the support position.
- the support device can be moved in a direction running at least approximately parallel to the first axis before the support elements are moved along the second axis to the elements to be welded.
- the two lateral support elements of the support means are locked via a clip or a clasp-like locking element for receiving the lateral forces arising during the welding process.
- a separating device is included in the workstation to separate the contact element to be welded from a carrier element to which a plurality of processing contact elements are attached.
- a plurality of contact elements in a row are connected on one side with a carrier strip, which is separated in the workstation from the contact element to be connected.
- the separating device is brought to the same displacement in a detaching position in which the crimping is brought into crimping position to crimp the wire sheath with the crimping element of the contact element.
- the separating device has a knife and a movable plunger, which acts in an impact direction on the knife and moves it in the impact direction in order to separate the carrier element from the contact element.
- the plunger is connected to the crimping device, so that the plunger and the crimping device are moved in synchronism with each other in a traversing operation for approaching the knife or to the contact element.
- the workstation according to the invention can be arranged in a module rack and formed therein as an exchangeable change tool. This makes it possible to make an adaptation to various types of contact elements and / or various types of electrical transmission elements of a production line. If, for example, after a series of several supplied contact elements of a first type of workstation, a further series of different contact elements supplied thereto, it is possible with the inventive device, the workstation for processing the first series of contact elements against a workstation for processing the second Replacing a series of contact elements with a short disassembly or assembly time.
- the workstation is, for example, on a support plate, which is mounted by means of a quick-release device on the module frame and can be removed from this. In this way it is possible to disassemble a first workstation quickly and replace it with a second workstation.
- the electrical transmission element is designed as an electrical cable, in which an electrical conductor is surrounded by a cable sheath as a core sheath.
- the electrical transmission element may be formed as a single electrical wire within a bundle of a plurality of electrical transmission elements, wherein the bundle is surrounded by a common cable sheath.
- the electrical conductor of a transmission element is surrounded only by insulation as a buffer tube.
- the electrical conductor in turn, in one embodiment, as already described above, can be embodied as a unitary wire or as a stranded wire arrangement with a plurality of stranded, electrically conductive wires.
- Figure 1 shows in a three-dimensional view of an embodiment of a workstation 2, the plurality of contact elements 5, which are connected on one side with a carrier strip 53, fed via a feed device to be connected to an electrical transmission element 6 respectively.
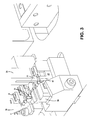
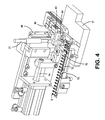
- Figures 2 and 3 show respective detailed representations of the workstation 2 according to Figure 1.
- the workstation 2 is supplied by the feeder, an electrical transmission element 6, which has an electrical conductor 61 within a wire sheath 62.
- the wire sheath 62 is designed, for example, as insulation, the electrical conductor 61 comprises, for example, a stranded wire arrangement in which several individual electrically conductive strands are stranded to form an electrical conductor.
- the transfer element 6 with the exposed conductor 61 is placed on a surface of a support knife 30, above a contact element 5, with which it is to be connected.
- the contact element 5 has in the present embodiment, two crimping elements in the form of Crimplaschen 51, as shown in more detail in particular with reference to FIG 3. These Crimplaschen 51 serve to the wire sheath 62 of the transmission element 6 with the contact element 5 are crimped by the crimping tabs 51 with the core sheath 62, so that a pressing or crushing contact between the Crimplaschen 51 and the core sheath 62 is made.
- the carrier strip 53 has for this purpose transport openings 54 (see for example Figure 5), in which a feed finger 70 engages to move the carrier strip 53 with an intermittent movement from left to right.
- the feed finger 70 is guided for this purpose along the guide rail 72 ( Figure 5) which is mounted on the feed plate 73.
- To move the feed finger 70 is a pneumatic feed 74, which moves intermittently from left to right and engages with a return movement in a new transport opening 54 by means of the feed finger 70.
- the workstation 2 has a crimping device comprising a plurality of components.
- a crimping tool 10 is used to bring the Crimplaschen 51 of the contact element 5 in crimping contact with the buffer tube 62 of the transmission element 6.
- the crimping tool 10 is moved vertically downwards in a travel path, with the crimping lugs 51 being bent inwards on the basis of the predetermined profile of the lower end of the crimping tool 10 in order to produce the crimping contact.
- a lifting cylinder 13 For the movement of the crimping tool 10 is a lifting cylinder 13, with which a fastening plate 11 for the crimping tool 10 is moved so that the crimping tool 10 is moved downwards with the fastening plate 11 for a crimping operation.
- the crimping tool 10 is connected via a crimp height adjustment 12 with the mounting plate 11, which serves to adjust the crimping tool in the final position in its height exactly, so that an adaptation to different diameters of transmission elements is possible.
- the crimp height adjustment 12 is in the form of an eccentric, which is rotated accordingly to adjust the crimping tool 10 to the desired height.
- the workstation 2 further includes a welding device configured as a welding device for performing a resistance welding process. It has an upper welding electrode 22 and a lower welding electrode 23, which are supplied with an electrical supply voltage to generate a welding current.
- the contact element 5 is arranged with the contact region 52 between the electrodes 22 and 23.
- the upper electrode 22 is held by the electrode holder 21, which is tuned to the particular welding electrode used and in turn is attached to a clamp 20 for the electrode holder ( Figure 9).
- the electrode holder 21 is connected to a welding head arrangement 4 via the clamp 20. This welding head assembly 4 serves to vertically position the upper welding electrode 22.
- the welding current is generated externally and supplied to the welding electrodes 22 and 23 via connecting lines (not shown in the figures).
- the anvil 14 for the crimping tool 10 by an insulation 15 against the lower electrode 23 isolated.
- a contact support 24 preferably made of electrically non-conductive material, provided to support the contact element 5 during the welding operation downwards.
- the upper electrode 22 with the electrode holder 21 can be approached along a first axis 81 to the elements to be welded in the form of the electrical conductor 61 and the contact region 52.
- the axis 81 is in the present embodiment in a vertical arrangement. If the upper electrode 22 is brought to the elements to be welded 61 and 52, the electrodes 22 and 23 are acted upon by an electrical supply voltage, so that a welding current flows through the components 52 and 61 to be welded. These form an electrical resistance to the welding current, so that the elements to be welded become very hot, thus causing welding, i. an intimate connection between the electrical conductor 61 and the contact region 52 of the electrical contact element 5 is brought about.
- the electrical conductor 61 is a stranded wire assembly of a plurality of stranded strands of wire, at least a portion of these strands of wire are welded to the contact portion 52 and at least a portion of the strands of wire are compacted together, i. the individual wires of the strand bundle are welded together to form a bundle.
- an intimate connection between the wire strands is produced, so that a good overall contact between the stranded wire arrangement and the contact element is produced.
- the welding device and crimping device for the connection of the electrical transmission element to the contact element are contained in a common workstation 2, to which the contact element 5 and the electrical transmission element 6 are fed intermittently. These remain in the workstation 2 for an operation with a certain residence time before they are removed again as a connection arrangement of the workstation.
- the crimping and the welding operation are carried out in the common workstation 2 in one operation, so that a transport operation is omitted by a crimping tool in a separate welding tool.
- the total time (cycle time) for the common insulation crimping and conductor wire welding per contact element can be considerably reduced to about 1000 to 1500 ms.
- a support device 40 which serves to support the elements 52 and 61 to be welded during the welding operation against forces exerted by the welding operation on the elements to be welded and a tendency to evasion of the weld metal to the side cause.
- the support means 40 has laterally to the elements to be welded 52 and 61 paired support members 41 in the form of ceramic jaws, wherein a first ceramic jaw 41 on one side and a second ceramic jaw 41 on an opposite side of the elements to be welded 52 and 61 are arranged.
- the use of ceramic is advantageous in this context because it is an insulating material that prevents the welding current from flowing through the support.
- the ceramic jaws 41 along the second axis 82 are movable, which is arranged approximately orthogonal to the first axis 81. This means in the present embodiment that the ceramic jaws 41 are approximated along a horizontal axis laterally to the elements 52 and 61 to be welded.
- the ceramic jaws 41 are guided by holders 42, which in turn are attached to parallel grippers 43.
- a feed cylinder 45 is used for movement, more precisely for the forward and reverse thrust of the parallel gripper 43.
- a locking bracket 44 is movable, which is provided as a bow-shaped or clasp-like locking element to the paired ceramic jaws 41 in its supporting position against To support in the direction of support laterally acting forces that arise as a result of the welding process. This makes it possible to make the ceramic jaws 41 filigree, so that they can be easily moved between the contact elements 5, which are still attached to the carrier strip 53.
- the support device 40 is moved with the ceramic jaws 41, the holders 42 and the parallel grippers 43 along a third axis 83 in the direction of the carrier strip 53, the third axis 83 approximately orthogonal to the first axis 81 and to the second axis 82 is arranged.
- the parallel gripper 43 become moved by the feed cylinder 45 for this purpose.
- the ceramic jaws 41 are brought into a lateral position to the elements to be welded 52 and 61, so that they can then be brought along the second axis 82 to the elements to be welded.
- the workstation 2 furthermore contains a separating device which serves to separate the contact element 5 to be welded from the carrier strip 53, to which a plurality of contact elements 5 to be processed are arranged next to one another.
- the separating device has a serving both as a separating knife and as a cable carrier support blade 30 and a plunger 31 which is moved for a separation process down.
- the movable plunger 31 acts on the support blade 30, on the raised, left-hand projection of the support blade 30, so that the support blade 30 is pressed at this point by the plunger 31 down.
- the support blade 30 is moved in the direction of impact of the plunger 31 down, so that the carrier strip 53 is separated by the support blade 30 from the contact element 5.
- the plunger 31 is connected via a fastening screw 32 with the crimping tool 10. In this way, the plunger 31 and the crimping tool 10 are moved synchronously with one another in a movement process for approaching the support blade 30 or for approaching the contact element 5.
- connection process for connecting an electrical transmission element 6 to a contact element 5 will be described below in more detail.
- the individual contact elements 5 are conveyed by the feed mechanism described intermittently to the workstation 2, wherein the respective contact element 5 to be connected in the welding / crimping of the described workstation 2, where it is supported by the contact support 24.
- the transmission element 6 is approximated from the front ( Figure 1) or from the left ( Figure 2) to the contact element 5 and comes to lie on the right surface portion of the support blade 30.
- the crimping tool 10 is closed, in which it is lowered onto the anvil 14.
- the Crimplaschen 51 are pressed to a crimping contact on the buffer tube 62 and synchronously, the contact element 5 is separated from the carrier strip 53 by means of the support blade 30, which is pressed by the plunger 31 down.
- the ceramic jaws 41 are brought along the axis 83 on both sides next to the contact element 5 in position and closed along the axis 82 to abut without lateral spacing on the respective side of the contact element 5.
- the holders 42 are advanced for the ceramic jaws 41 from back to front by the parallel gripper 43 are moved by means of the feed cylinder 45 to the front.
- the holder 42 for the ceramic jaws 41 are still in the open state until they are located on both sides of the respective positioned contact element 5.
- the ceramic jaws 41 are moved along the axis 82 sideways on the two longitudinal sides of the contact element 5 until they rest thereon.
- the locking bracket 44 is slipped over the ceramic jaw holder 42 in the closed position in order to prevent lateral deflection of the ceramic jaws 41 as a result of the welding forces. This is during the welding process Crimping tool 10 in the closed state to hold the transmission element 6 in position.
- the upper welding electrode 22 is moved down to the fixed lower welding electrode 23.
- the strands of the stranded wire assembly 61 are laterally supported by the ceramic jaws 41.
- the ceramic jaws 41 are opened along the axis 82 and the crimping tool 10 and the upper welding electrode 22 are moved upwards along the axis 81 so that the transmission element 6 can be removed from the work station 2 with the contact element 5 welded thereto and crimped on.
- a cooling device 75 which includes a plurality of tubes in which, for example, cooling medium can be performed in the form of a cooling fluid, for example in the form of cooling air or cooling water.
- cooling medium can be performed in the form of a cooling fluid, for example in the form of cooling air or cooling water.
- the cooling water is introduced, for example, at the cooling water inlet 76 into the cooling device 75 and removed again at the cooling water outlet 77 of the cooling device 75. This causes the support plate 71, on which the workstation 2 is arranged, not to overheat and thus deform as a result of the welding operation.
- FIG. 9 shows an embodiment of a device 1 according to the invention with a work station 2, as described in greater detail with reference to FIGS. 1 to 8, in a module frame.
- the workstation 2 (so-called applicator) is arranged on a carrier plate 71 (see, for example, FIG. 1), which is provided by means of a quick-action clamping device (not shown) can be mounted on a module frame 3 and disassembled from this.
- the workstation 2 is arranged in the module frame 3 as an exchangeable change tool and disassembled from this with little effort. This can be done to adapt to various types of contact elements and transmission elements.
- the welding head assembly 4 with servomotor welding head with welding parameter monitoring remains firmly connected to the module frame 3.
- the module frame 3 is in turn mounted on a corresponding manufacturing device.
- the welding electrodes 22 and 23 are changed in accordance with this embodiment, so that a suitable interface to the module frame 3 and the welding head assembly 4 must be provided, with which the welding electrodes can be coupled to a power supply.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200410053126 DE102004053126A1 (de) | 2004-11-03 | 2004-11-03 | Verfahren und Vorrichtung zur Verbindung eines elektrischen Übertragungselementes mit einem Kontaktelement |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1655804A2 true EP1655804A2 (fr) | 2006-05-10 |
| EP1655804A3 EP1655804A3 (fr) | 2008-01-02 |
| EP1655804B1 EP1655804B1 (fr) | 2012-09-05 |
Family
ID=35827154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050023401 Not-in-force EP1655804B1 (fr) | 2004-11-03 | 2005-10-26 | Dispositif et procédé de connexion d'un élément de transmission électrique avec un élément de contact |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1655804B1 (fr) |
| DE (1) | DE102004053126A1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103464863A (zh) * | 2013-09-04 | 2013-12-25 | 昆山倚信精密工业有限公司 | 一种端子焊接机 |
| CN104289788A (zh) * | 2014-08-14 | 2015-01-21 | 深圳先进技术研究院 | 异形端子的送料方法、系统以及自动焊接方法、系统 |
| CN106001829A (zh) * | 2016-06-05 | 2016-10-12 | 镇江立昌智能装备有限公司 | 一种端子焊接机 |
| CN106207701A (zh) * | 2016-08-31 | 2016-12-07 | 江苏亨鑫科技有限公司 | 主馈线跳线的制造工装装置及其工作方法 |
| CN110492327A (zh) * | 2019-07-19 | 2019-11-22 | 中国科学院长春光学精密机械与物理研究所 | 一种压线机构和分线压线设备 |
| CN111564746A (zh) * | 2019-02-14 | 2020-08-21 | 日立金属株式会社 | 附带接地条的焊锡及同轴电缆阵列制造方法 |
| CN113964612A (zh) * | 2020-12-04 | 2022-01-21 | 苏州弘清亿精密机械有限公司 | 自动定位式端子焊接机 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010035424A1 (de) | 2010-08-26 | 2012-03-01 | Audi Ag | Verfahren zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil |
| DE102012007846B4 (de) | 2012-04-19 | 2023-06-15 | Audi Ag | Crimpvorrichtung zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil, das verformbare Schenkel aufweist |
| DE102013010981B3 (de) * | 2013-07-01 | 2014-08-28 | Audi Ag | Verfahren und Vorrichtung zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil |
| CN207087243U (zh) * | 2017-08-16 | 2018-03-13 | 广州市永合祥自动化设备科技有限公司 | 电池端子抓取装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2747246A1 (de) * | 1977-10-21 | 1979-04-26 | Kostal Fa Leopold | Leitungsanschlussteil zur loetfreien verbindung an elektrischen steckverbindern |
| DE3017364A1 (de) * | 1980-05-07 | 1981-11-19 | Niebuhr Mikroschweißtechnik GmbH, 8752 Goldbach | Verfahren und vorrichtung zum verbinden eines leiters mit einem flachstecker |
| EP0054854A2 (fr) * | 1980-12-18 | 1982-06-30 | Kabelwerke Reinshagen GmbH | Procédé pour la connexion d'un connecteur électrique enfichable |
| EP0738024A2 (fr) * | 1995-04-14 | 1996-10-16 | Sanyo Electric Co., Ltd. | Compresseur électrique |
| EP0889561A1 (fr) * | 1997-06-30 | 1999-01-07 | komax Holding AG | Machine à sertir et méthode d'usage |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7716155U1 (de) * | 1977-05-21 | 1978-11-16 | Robert Bosch Gmbh, 7000 Stuttgart | Elektrische Spule mit einer Verbindung lackierter und unlackierter Drähte |
| JPH03101085A (ja) * | 1989-09-14 | 1991-04-25 | Yazaki Corp | 圧着端子の熱処理方法および電線との接続方法 |
| JP3400657B2 (ja) * | 1996-10-22 | 2003-04-28 | 矢崎総業株式会社 | 熱圧着用端子 |
| US6855409B1 (en) * | 1996-11-22 | 2005-02-15 | Denso Corporation | Method for connecting insulator coated wire |
| DE19724336A1 (de) * | 1997-06-10 | 1998-12-17 | Mannesmann Vdo Ag | Steckverbindung |
| JP4413491B2 (ja) * | 2002-12-11 | 2010-02-10 | 矢崎総業株式会社 | 電線と接続端子との接続方法 |
-
2004
- 2004-11-03 DE DE200410053126 patent/DE102004053126A1/de not_active Withdrawn
-
2005
- 2005-10-26 EP EP20050023401 patent/EP1655804B1/fr not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2747246A1 (de) * | 1977-10-21 | 1979-04-26 | Kostal Fa Leopold | Leitungsanschlussteil zur loetfreien verbindung an elektrischen steckverbindern |
| DE3017364A1 (de) * | 1980-05-07 | 1981-11-19 | Niebuhr Mikroschweißtechnik GmbH, 8752 Goldbach | Verfahren und vorrichtung zum verbinden eines leiters mit einem flachstecker |
| EP0054854A2 (fr) * | 1980-12-18 | 1982-06-30 | Kabelwerke Reinshagen GmbH | Procédé pour la connexion d'un connecteur électrique enfichable |
| EP0738024A2 (fr) * | 1995-04-14 | 1996-10-16 | Sanyo Electric Co., Ltd. | Compresseur électrique |
| EP0889561A1 (fr) * | 1997-06-30 | 1999-01-07 | komax Holding AG | Machine à sertir et méthode d'usage |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103464863A (zh) * | 2013-09-04 | 2013-12-25 | 昆山倚信精密工业有限公司 | 一种端子焊接机 |
| CN104289788A (zh) * | 2014-08-14 | 2015-01-21 | 深圳先进技术研究院 | 异形端子的送料方法、系统以及自动焊接方法、系统 |
| CN106001829A (zh) * | 2016-06-05 | 2016-10-12 | 镇江立昌智能装备有限公司 | 一种端子焊接机 |
| CN106207701A (zh) * | 2016-08-31 | 2016-12-07 | 江苏亨鑫科技有限公司 | 主馈线跳线的制造工装装置及其工作方法 |
| CN106207701B (zh) * | 2016-08-31 | 2018-08-14 | 江苏亨鑫科技有限公司 | 主馈线跳线的制造工装装置及其工作方法 |
| CN111564746A (zh) * | 2019-02-14 | 2020-08-21 | 日立金属株式会社 | 附带接地条的焊锡及同轴电缆阵列制造方法 |
| CN110492327A (zh) * | 2019-07-19 | 2019-11-22 | 中国科学院长春光学精密机械与物理研究所 | 一种压线机构和分线压线设备 |
| CN113964612A (zh) * | 2020-12-04 | 2022-01-21 | 苏州弘清亿精密机械有限公司 | 自动定位式端子焊接机 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004053126A1 (de) | 2006-05-11 |
| EP1655804A3 (fr) | 2008-01-02 |
| EP1655804B1 (fr) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1655804B1 (fr) | Dispositif et procédé de connexion d'un élément de transmission électrique avec un élément de contact | |
| DE102008045751B4 (de) | Vorrichtung und Verfahren zum Kompaktierschweißen | |
| EP1330330B1 (fr) | Dispositif de soudage ponctuel d'au moins deux composants | |
| DE102008003961B4 (de) | Vorrichtung und Verfahren zum Crimpen eines Anschlussstücks | |
| DE19651513C2 (de) | Verfahren zum Verbinden von Drähten mit einem Anschlußstück | |
| DE2938310A1 (de) | Verfahren zur maschinellen bearbeitung eines kabels sowie abisoliervorrichtung zur ausfuehrung des verfahrens | |
| DE60204369T2 (de) | Vorrichtung und Verfahren für das Schneiden des Geflechts von abgeschirmtem Draht | |
| AT395229B (de) | Gitterschweissmaschine | |
| AT390578B (de) | Vielpunkt-schweissmaschine | |
| DE102007027208A1 (de) | Verfahren und Vorrichtung zum Kompaktierschweißen | |
| DE2717509A1 (de) | Geraet und verfahren zur herstellung von felgenrohlingen | |
| DE2938351A1 (de) | Biege- und haltevorrichtung sowie anlage mit einer derartigen vorrichtung | |
| DE2205107A1 (de) | Bearbeitungsvorrichtung von Werk stucken | |
| AT520866B1 (de) | Widerstandsschweißvorrichtung sowie Verfahren zum Herstellen von Drahtnetzen | |
| DE2830022B2 (de) | Abbrennstumpfschweißapparat | |
| DE102007032584B4 (de) | Vorrichtung zum Schweißen einer Litze an einen Kontakt | |
| EP0923098B1 (fr) | Dispositif et procédé pour l'application d'une pièce de contact métallique sur un support par soudage | |
| DE2346291C3 (de) | Verfahren und Vorrichtung zur Herstellung einer elektrischen Verbindung zwischen zwei oder mehreren Leiterdrähten | |
| AT505517A1 (de) | Verfahren und anlage zum herstellen von drahtgittermatten | |
| EP0538232A1 (fr) | Procédé de fabrication de treillis de fil | |
| DE2457350A1 (de) | Einrichtung zum positionieren der freien enden mehrerer elektrischer leitungsdraehte in vorgegebener beabstandeter anordnung an einer arbeitszone | |
| EP0708508A1 (fr) | Procédé et dispositif pour équiper des boîtiers de connecteurs | |
| DE102011111735B4 (de) | Schweißeinheit für ein Folgeverbundwerkzeug oder Transferwerkzeug einer Presse und Verfahren zum Bearbeiten eines Blechteils in einer Presse. | |
| EP0994539B1 (fr) | Dispositif pour l'assemblage d'un câble | |
| DE2830486B2 (de) | Abbrennstumpfschweißapparat mit einem die elektrische Verbindung zwischen den Elektrodentischen vermittelnden verschiebbaren Verbindungselement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20080519 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502005013070 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: H01R0004180000 Ipc: H01R0043020000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01R 43/02 20060101AFI20120210BHEP Ipc: H01R 43/048 20060101ALI20120210BHEP Ipc: H01R 4/18 20060101ALI20120210BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005013070 Country of ref document: DE Owner name: TE CONNECTIVITY GERMANY GMBH, DE Free format text: FORMER OWNER: TYCO ELECTRONICS AMP GMBH, 64625 BENSHEIM, DE Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 574483 Country of ref document: AT Kind code of ref document: T Effective date: 20120915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005013070 Country of ref document: DE Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121206 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| BERE | Be: lapsed |
Owner name: TYCO ELECTRONICS AMP G.M.B.H. Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130105 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130107 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121026 |
|
| 26N | No opposition filed |
Effective date: 20130606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005013070 Country of ref document: DE Effective date: 20130606 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 574483 Country of ref document: AT Kind code of ref document: T Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005013070 Country of ref document: DE Owner name: TE CONNECTIVITY GERMANY GMBH, DE Free format text: FORMER OWNER: TYCO ELECTRONICS AMP GMBH, 64625 BENSHEIM, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: TE CONNECTIVITY GERMANY GMBH Effective date: 20151027 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20191024 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200914 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201013 Year of fee payment: 16 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005013070 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |