EP1551574B2 - Vorrichtung zum querfliesspressen von werkstücken und verfahren zum betreiben einer derartigen vorrichtung - Google Patents
Vorrichtung zum querfliesspressen von werkstücken und verfahren zum betreiben einer derartigen vorrichtung Download PDFInfo
- Publication number
- EP1551574B2 EP1551574B2 EP03807787A EP03807787A EP1551574B2 EP 1551574 B2 EP1551574 B2 EP 1551574B2 EP 03807787 A EP03807787 A EP 03807787A EP 03807787 A EP03807787 A EP 03807787A EP 1551574 B2 EP1551574 B2 EP 1551574B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plungers
- die
- pressure
- blank
- die halves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
- B21J5/025—Closed die forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
Definitions
- the invention relates to a device for the transverse extrusion of workpieces according to the preamble of claim 1 (see ZB US-A-4,977,773 ).
- the deformation of the workpieces takes place in two superimposed mold halves, wherein the workpiece is pressed between two punches in such a way that a part of the material deviates transversely to the pressing direction in cavities formed by the die halves.
- the essential feature of this form of cross flow extrusion is that the die halves always lie on top of each other during the forming process and can not be separated from each other by the forming forces. Therefore, the die halves are held together by force applied devices, preferably by hydraulic or pneumatic piston, which must apply such a high force that the forming forces the die halves are not able to open.
- the invention has for its object to make a device for Querf pastpressen of workpieces such that the blank is easily introduced into this device and provide means that hold the blank in the intended location in the tool.
- the illustrated device is particularly suitable for the transverse extrusion of workpieces on horizontally operating forming machines, preferably multi-stage forming machines.
- the forming process can be performed contrary to the embodiment in several tools in several forming steps.
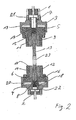
- each device half has a holding device 1, 2. These holding devices 1, 2 are connected to the press table and press die, not shown, or the die and punch side receiving device of a horizontal press.
- the die halves 9, 10 are fixed, these die halves 9, 10 are biased with reinforcements 11, 12 against radial expansion.
- the die halves 9, 10 are axially penetrated centrally by plungers 13, 14. These plungers 13, 14 are guided in the die halves 9, 10 and in a central bore through the annular piston 5, 6. The plunger 13, 14 are on the tool side via intermediate pieces 15, 16 of the pressure piston 17, 18 at.
- pressure chambers 19, 20 are formed between the cylinder heads 3, 4 and the annular piston 5, 6, which can be acted upon with pressurized fluid or pressurized gas or air.
- Corresponding pressure chambers 21, 22 are arranged above the pressure pistons 17, 18 in order to pressurize them.
- FIG. 1 shows the tool apart. In this position, for example, can be brought via gripper, the blank 23 between the ram apart 13, 14 and held here (shown by arrows).
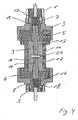
- the plunger 13, 14 then drive, as in FIG. 2 represented, towards each other. This can, as well as in FIG. 2 shown by the ancestor of the press ram on the press table done.
- this could for example be done via an ancestor of the upper and / or lower ring piston 6, 7 in the cylinder pot 3, 4: In the same way but also by an ancestor of the plunger 13, 14, then in must be in the home position in retracted position.
- FIG. 4 shows the device after the forming of the blank 23 to the finished workpiece 24.
- the annular piston 5, 6 retracted into the cylinder heads 3, 4.
- the hydraulic fluid or the pneumatic medium are controlled or controlled discharged or compressed.
- the force-time behavior of all device parts can be selectively controlled against each other.
- the controlled controlled discharge of the hydraulic fluid or the pneumatic medium from the pressure chambers 21, 22 that in each phase of its transformation to the workpiece 24 the correct position of the blank 23 with respect to the collapse of the plunger 13, 14 in the die halves 9, 10 is ensured.
- This measure can be supported by the controlled removal of the hydraulic fluid or the pneumatic fluid from the pressure chambers 19,20.
- one or both of the plungers 13, 14 serve as an ejector. It is even possible that the finished workpiece between the plungers 13, 14 are held and then picked up by a gripping device and can be selectively fed for further processing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Extrusion Of Metal (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Press Drives And Press Lines (AREA)
- Treatment Of Fiber Materials (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Querfließpressen von Werkstücken nach dem Oberbegriff des Anspruchs 1 (siehe Z.B.
US-A-4 977 773 ). Die Umformung der Werkstücke erfolgt in zwei aufeinander liegenden Matrizenhälften, wobei das Werkstück zwischen zwei Stempel derartig verpresst wird, dass ein Teil des Werkstoffes quer zur Pressrichtung in von den Matrizenhälften gebildete Hohlräume ausweicht. - Wesentlich bei dieser Form des Querfließpressens ist, dass die Matrizenhälften während des Umformvörganges stets aufeinander liegen und auch durch die Umformkräfte nicht voneinander getrennt werden dürfen. Von daher werden die Matrizenhälften durch Kraft beaufschlagte Einrichtungen, vorzugsweise durch Hydraulik- oder Pneumatikkolben zusammengehalten, die eine derartig hohe Kraft aufbringen müssen, dass die Umformkräfte die Matrizenhälften nicht zu Öffnen in der Lage sind.
- Eine andere Einrichtung ist in der
DE 199 22 660 gezeigt. Nachteilig bei derartig kompliziert aufgebauten Werkzeugen ergibt sich, dass der umzuformende Rohling nur schwierig und häufig auch ungenau in das Werkzeug eingelegt werden kann. Des Weiteren nachteilig ist nicht sichergestellt, dass der Rohling sich während der Umformung in der richtigen Lage im Umformwerkzeug, vorzugsweise mittig hierin und mittig zur Trennebene befindet. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung zum Querfließpressen von Werkstücken derartig zu gestalten, dass der Rohling einfach in diese Vorrichtung einbringbar ist und Mittel vorzusehen, die den Rohling in der vorgesehenen Lage im Werkzeug halten.
- Diese Aufgabe wird erfindungsgemäß mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Aus- und Weiterbildungen sind in den Ansprüchen 2 bis 7 beschrieben. Die Ansprüche 8 und 9 beschreiben ein bevorzugtes Verfahren zum Betreiben einer Vorrichtung nach den Ansprüchen 1 bis 7.
- Bei der erfindungsgemäßen Lösung der gestellten Aufgabe ergibt sich vorteilhaft, dass mit den erfindungsgemäßen Mitteln erreicht werden kann, dass während des Umformvorganges eine gezielte Steuerung des Fließverhaltens vorgenommen werden kann. Dieses wird dadurch erreicht, dass die die Stößel beaufschlagenden Druckräume separat für jede Matrizenhälfte bezüglich ihres Kraft-Zeit-Verhaltens regelbar sind.
- Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im Folgenden näher beschrieben. Es zeigen
-
Figur 1 die Vorrichtung in geöffnetem Zustand, -
Figur 2 die Vorrichtung gemäßFigur 1 nach dem Fixieren des Rohlings, -
Figur 3 die Vorrichtung in zusammengefahrenem Zustand und -
Figur 4 die Vorrichtung nach dem Umformvorgang. - Die dargestellte Vorrichtung eignet sich besonders zum Querfließpressen von Werkstücken auf waagerecht arbeitenden Umformmaschinen, vorzugsweise Mehrstufenumformmaschinen. Dabei kann der Umformvorgang entgegen dem Ausführungsbeispiel auch in mehreren Werkzeugen in mehreren Umformschritten durchgeführt werden.
- Wie aus den
Figuren 1 bis 4 ersichtlich, sind die Hälften der Umformvorrichtung etwa identisch aufgebaut. Jede Vorrichtungshälfte weist eine Halteeinrichtung 1, 2 auf. Diese Halteeinrichtungen 1, 2 sind mit dem nicht näher dargestellten Pressentisch und Pressenstempel bzw. der matrizen- und stempelseitigen Aufnahmeeinrichtung einer Horizontalpresse verbunden. - Die Haltevorrichtungen 1, 2 tragen jeweils einen Zylindertopf 3, 4. Diese Zylindertöpfe 3, 4 tragen wiederum Ringkolben 5, 6, die in den Mänteln der Zylindertöpfe 3, 4 sowie jeweils mit einer buchsenförmigen Verlängerung 7, 8, in Bohrungen in den Böden der Zylindertöpfe 3, 4, geführt werden.
- An den Stirnseiten der Ringkolben 5, 6 sind die Matrizenhälften 9, 10 befestigt, wobei diese Matrizenhälften 9, 10 mit Armierungen 11, 12 gegen radiales Aufweiten vorgespannt sind.
- Die Matrizenhälften 9, 10 werden axial zentral von Stößeln 13, 14 durchdrungen. Diese Stößel 13, 14 werden in den Matrizenhälften 9, 10 und in einer zentralen Bohrung durch die Ringkolben 5, 6 geführt. Die Stößel 13, 14 liegen werkzeugseitig über Zwischenstücke 15, 16 an Druckkolben 17, 18 an.
- Durch diese Konstruktion werden zwischen den Zylindertöpfen 3, 4 und den Ringkolben 5, 6 Druckräume 19, 20 gebildet, die mit Druckflüssigkeit oder unter Druck stehendem Gas oder Luft beaufschlagt werden können. Entsprechende Druckräume 21, 22 sind oberhalb der Druckkolben 17, 18 angeordnet, um diese mit Druck beaufschlagen zu können.
-
Figur 1 zeigt das auseinandergefahrene Werkzeug. In dieser Position kann beispielsweise über Greifer der Rohling 23 zwischen die auseinandergefahrenen Stößel 13, 14 gebracht und hier gehalten werden (durch Pfeile dargestellt). Die Stößel 13, 14 fahren dann, wie inFigur 2 dargestellt, aufeinander zu. Dieses kann, wie auch inFigur 2 gezeigt, durch das Vorfahren des Pressenstempels auf den Pressentisch erfolgen. Da jedoch mehrere Bauteile axial ineinander verschieblich sind, könnte dieses beispielsweise auch über ein Vorfahren des oberen und/oder unteren Ringkolbens 6, 7 im Zylindertopf 3, 4 erfolgen: In gleicher Weise aber auch durch ein Vorfahren der Stößel 13, 14, die dann in der Ausgangsstellung in zurückgefahrener Position sein müssen. - Durch weiteres Zusammenfahren von Pressenstempel und Pressentisch werden dann, wie in
Figur 3 gezeigt, die Matrizenhälften 9, 10 aufeinandergefahren. Dabei können Einrichtungen zum Einfädeln und Positionieren der Werkzeughälften (hier nicht dargestellt) Verwendung finden. Vorher oder danach muss dann in den Druckräumen 19, 20 ein derartig hoher Hydraulik- oder Pneumatikdruck aufgebaut werden, dass die nachfolgende Umformung des Rohlings 23 zum fertigen Werkstück 24 (inFigur 4 gezeigt) nicht zu einem Auseinanderklaffen der Matrizenhälften 9, 10 führt, Im Ausführungsbeispiel sind die Stößel 13, 14 so gestaltet, dass sie vor Beginn des eigentlichen Umformvorganges über die Zwischenstücke 15, 16 und die Druckkolben 17, 18 an den Halteeinrichtungen 1, 2 anliegen. Damit kann zur Umformung die volle Kraft des Pressenstempels eingesetzt werden. -
Figur 4 zeigt die Vorrichtung nach dem Umformen des Rohlings 23 zum fertigen Werkstück 24. In dieser Position sind die Ringkolben 5, 6 in die Zylindertöpfe 3, 4 eingefahren. Die Hydraulikflüssigkeit bzw. das Pneumatikmedium sind entsprechend gesteuert oder geregelt abgeführt bzw. komprimiert. - Durch eine geregelte Abführung bzw. Komprimierung der Hydraulikflüssigkeit bzw. des Pneumatikmediums, beispielsweise über Regelventile, kann das Kraft-Zeit-Verhalten aller Vorrichtungsteile gegeneinander gezielt gesteuert werden. Dadurch kann zum einen durch die gezielte geregelte Ableitung der Hydraulikflüssigkeit bzw. des Pneumatikmediums aus den Druckräumen 21, 22 sichergestellt werden, dass in jeder Phase seiner Umformung zum Werkstück 24 die richtige Lage des Rohlings 23 in Bezug auf das Zusammenfahren der Stößel 13, 14 in die Matrizenhälften 9, 10 gewährleistet ist. Durch entsprechende Veränderungen kann sogar ein besonderes gezieltes Fließverhalten erreicht werden. Diese Maßnahme kann unterstützt werden durch die geregelte Abfuhr der Hydraulikflüssigkeit bzw. des Pneumatikmedums aus den Druckräumen 19,20.
- Abschließend können einer oder beide der Stößel 13, 14 als Auswerfer dienen. Es ist sogar möglich, dass das fertige Werkstück zwischen den Stößeln 13, 14 gehalten werden und dann von einer Greifeinrichtung aufgenommen und gezielt einer weiteren Bearbeitung zuführt werden kann.
-
- 1. Halteeinrichtung
- 2. Halteeinrichtung
- 3. Zylindertopf
- 4. Zylindertopf
- 5. Ringkolben
- 6. Ringkolben
- 7. Verlängerung
- 8. Verlängerung
- 9. Matrizenhälfte
- 10.Matrizenhälfte
- 11.Armierung
- 12.Armierung
- 13. Stößel
- 14. Stößel
- 15.Zwischenstück
- 16. Zwischenstück
- 17.Druckkolben
- 18.Druckkolben
- 19. Druckraum
- 20.Druckraum
- 21. Druckraum
- 22. Druckraum
- 23. Rohling
- 24. Werkstück
Claims (9)
- Vorrichtung zum Querfließpressen von Werkstücken (24) aus Rohlingen (23), mit- einem Pressentisch, der eine erste Matrizenhälfte (10) trägt,- einem senkrecht zum Pressentisch beweglichen, die erforderliche Umformkraft aufbringenden Pressenstempel, an dem die zweite Matrizenhälfte (9) befestigt ist,- separat gesteuerten, kraftbeaufschlagten Einrichtungen zum Zuhalten der Matrizenhälften (9, 10),wobei beiden Matrizenhälften (9, 10) jeweils ein Stößel (13, 14) zugeordnet ist, wobei beide Stößel (13, 14) von Druckräumen (21, 22) beaufschlagt, separat ansteuerbar und bis über die Umformkontur der Matrizenhälfte (9, 10) sowie die Werkzeugtrennebene hinaus in Arbeitsrichtung bewegbar sind, wobei die Stößel (13, 14) vor dem Zusammenfahren der Matrizenhälften (9, 10) derart aufeinander zu bewegbar sind, dass der Rohling (23) zwischen den Stößeln (13, 14) gehalten wird, und wobei die Stößel (13, 14) durch Regelung des Druckverlaufes in dem jeweils zugeordneten Druckraum (21, 22) separat für jede Matrizenhälfte (9, 10) bezüglich ihres Kraft-Zeit-Verhaltens regelbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Stößel (13, 14) sich wenigstens während der letzten Phase der Umformung am sie tragenden Teil der Matrizenhälften (9, 10) abstützen.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Einrichtungen zum Zuhalten der Matrizenhälften (9, 10) als hydraulische oder pneumatische Ringkolben (5, 6) ausgebildet sind.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass der Druckverlauf in den Druckräumen (19, 20, 21, 22), die den Ringkolben (5, 6) und den Stößeln (13, 14) zugeordnet sind, mit separaten Drucksteuereinrichtungen verbunden sind, die einen gegenüber den anderen verschiedenen gesteuerten oder geregelten Druckverlauf in dem zugeordneten Druckraum ermöglichen.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Stößel (13, 14) in den jeweiligen Matrizenhälften (9,10) geführt sind.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Matrizenhälften (9, 10) jeweils eine Halteeinrichtung (1, 2) aufweisen, an der in Arbeitsrichtung verschieblich jeweils eine Zuhalteeinrichtung und ein Druckkolben (17, 18) für die Stößel (13, 14) angeordnet sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass der jeweilige Druckkolben (17, 18) für den Stößel (13, 14) konzentrisch in der Zuhalteeinrichtung (5, 6) geführt ist.
- Verfahren zum Betreiben der Vorrichtung nach einem der Ansprüche 1 bis 7,
wobei der Rohling (23) beim Einlegen in die Vorrichtung zunächst zwischen den Stößeln gehalten wird, bevor durch das Zusammenfahren von Pressenstempel und Pressentisch die Werkzeuge zusammengefahren werden,
wobei die Stößel (13, 14) durch Regelung des Druckverlaufes im zugeordneten Druckraum (21, 22) während der Umformung des Werkstückes hinsichtlich ihres Kraft-Zeit-Verhaltens separat für jede Matrizenhälfte geregelt werden. - Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass der Rohling (23) zunächst bei auseinander gefahrenen Matrizenhälften (9, 10) über einen Greifer zwischen die auseinander gefahrenen Stößel (13, 14) gebracht und dort gehalten wird, dass anschließend die Stößel (13, 14) aufeinander zu bewegt werden, bis sie den Rohling (23) halten, und dass dann die Werkzeuge durch das Zusammenfahren von Pressenstempel und Pressentisch unter Umformung des Rohlings (23) aufeinander zu bewegt werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10246940 | 2002-10-08 | ||
| DE10246940A DE10246940C5 (de) | 2002-10-08 | 2002-10-08 | Vorrichtung zum Querfließpressen von Werkstücken und Verfahren zum Betreiben einer derartigen Vorrichtung |
| PCT/EP2003/008865 WO2004033123A1 (de) | 2002-10-08 | 2003-08-09 | Vorrichtung zum querfliesspressen von werkstücken und verfahren zum betreiben einer derartigen vorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1551574A1 EP1551574A1 (de) | 2005-07-13 |
| EP1551574B1 EP1551574B1 (de) | 2007-07-25 |
| EP1551574B2 true EP1551574B2 (de) | 2011-01-12 |
Family
ID=32038341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03807787A Expired - Lifetime EP1551574B2 (de) | 2002-10-08 | 2003-08-09 | Vorrichtung zum querfliesspressen von werkstücken und verfahren zum betreiben einer derartigen vorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1551574B2 (de) |
| AT (1) | ATE367872T1 (de) |
| AU (1) | AU2003263206A1 (de) |
| DE (2) | DE10246940C5 (de) |
| ES (1) | ES2287571T5 (de) |
| WO (1) | WO2004033123A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331399A (zh) * | 2013-02-25 | 2013-10-02 | 袁正敏 | 双作用环缸式对压机 |
| CN113290067A (zh) * | 2021-04-23 | 2021-08-24 | 靖江市海源有色金属材料有限公司 | 一种接线柱型材的挤压装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2027692A1 (de) † | 1970-06-05 | 1972-04-13 | F.B. Hatebur Ag, Basel (Schweiz) | Verfahren zum Formpressen von Teilen, denen Begrenzungsflächen von der Preßachse unterschiedliche Abstände aufweisen, sowie Einrichtung zur Durchführung dieses Verfahrens |
| US6332347B1 (en) † | 1999-09-10 | 2001-12-25 | Kabushiki Kaisha Sakamura Kikai Seisakusho | Apparatus for full-enclosed die forging |
| DE10047467A1 (de) † | 2000-09-21 | 2002-04-18 | Schuler Pressen Gmbh & Co | Vorrichtung und Verfahren zum Umformen, insbesondere mit hydraulischer Schließvorrichtung |
| DE10030792C2 (de) † | 2000-06-29 | 2003-07-24 | Hatebur Umformmaschinen Ag Rei | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0275433A (ja) * | 1988-09-13 | 1990-03-15 | Mitsubishi Heavy Ind Ltd | 閉塞鍛造用復動ダイセット |
| JPH11314134A (ja) * | 1998-05-06 | 1999-11-16 | Komatsu Ltd | 閉塞鍛造用金型装置 |
| DE19922659B4 (de) * | 1999-05-18 | 2005-02-10 | Forschungsgesellschaft Umformtechnik Mbh | Hydraulische Schließvorrichtung zum Querfließpressen von Werkstücken |
| DE19922660B4 (de) * | 1999-05-18 | 2005-03-17 | Forschungsgesellschaft Umformtechnik Mbh | Schließvorrichtung, vorzugsweise zum Querfließpressen |
-
2002
- 2002-10-08 DE DE10246940A patent/DE10246940C5/de not_active Expired - Lifetime
-
2003
- 2003-08-09 AT AT03807787T patent/ATE367872T1/de not_active IP Right Cessation
- 2003-08-09 WO PCT/EP2003/008865 patent/WO2004033123A1/de not_active Ceased
- 2003-08-09 ES ES03807787T patent/ES2287571T5/es not_active Expired - Lifetime
- 2003-08-09 EP EP03807787A patent/EP1551574B2/de not_active Expired - Lifetime
- 2003-08-09 AU AU2003263206A patent/AU2003263206A1/en not_active Abandoned
- 2003-08-09 DE DE50307782T patent/DE50307782D1/de not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2027692A1 (de) † | 1970-06-05 | 1972-04-13 | F.B. Hatebur Ag, Basel (Schweiz) | Verfahren zum Formpressen von Teilen, denen Begrenzungsflächen von der Preßachse unterschiedliche Abstände aufweisen, sowie Einrichtung zur Durchführung dieses Verfahrens |
| US6332347B1 (en) † | 1999-09-10 | 2001-12-25 | Kabushiki Kaisha Sakamura Kikai Seisakusho | Apparatus for full-enclosed die forging |
| DE10030792C2 (de) † | 2000-06-29 | 2003-07-24 | Hatebur Umformmaschinen Ag Rei | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung |
| DE10047467A1 (de) † | 2000-09-21 | 2002-04-18 | Schuler Pressen Gmbh & Co | Vorrichtung und Verfahren zum Umformen, insbesondere mit hydraulischer Schließvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10246940B4 (de) | 2006-11-02 |
| ATE367872T1 (de) | 2007-08-15 |
| DE50307782D1 (de) | 2007-09-06 |
| EP1551574B1 (de) | 2007-07-25 |
| ES2287571T5 (es) | 2011-05-20 |
| DE10246940C5 (de) | 2008-07-03 |
| DE10246940A1 (de) | 2004-04-22 |
| AU2003263206A1 (en) | 2004-05-04 |
| ES2287571T3 (es) | 2007-12-16 |
| WO2004033123A1 (de) | 2004-04-22 |
| EP1551574A1 (de) | 2005-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0418779A1 (de) | Verfahren zum Herstellen von Werkstücken durch Schneiden, insbesondere in einem Konterschneidwerkzeug | |
| EP2156909A2 (de) | Verfahren und Vorrichtung zur Herstellung von Besfestigungs- oder Verbindungsmitteln mit radialen Aussenkonturen, insbesondere Schrauben oder Gewindebolzen | |
| EP1984131A2 (de) | Rollwerkzeug mit integrierter ziehstufe | |
| DE2953430C2 (de) | Verfahren zur Herstellung von hohlen Erzeugnissen durch Tiefziehen und Presse zur Durchführung dieses Verfahrens | |
| EP1385652B1 (de) | Hydraulisch-mechanische schliessvorrichtung, insbesondere zum rfliesspressen | |
| DE3039707C2 (de) | ||
| DE60125580T2 (de) | Aerosoldosenenden | |
| CH661004A5 (de) | Presse. | |
| DE2433632A1 (de) | Verfahren und einrichtung zur herstellung von metallprodukten, insbesondere patronen | |
| EP1566231B1 (de) | Pulverpresse | |
| EP1551574B2 (de) | Vorrichtung zum querfliesspressen von werkstücken und verfahren zum betreiben einer derartigen vorrichtung | |
| DE10054399A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades | |
| EP1024913B1 (de) | Verfahren und vorrichtung zur herstellung einer welle aus einem rohrstück | |
| DE69419206T2 (de) | Verfahren und Vorrichtung zum Herstellen eines metallischen Teils | |
| DE3935498A1 (de) | Verfahren zum bearbeiten von werkstuecken und presseinrichtung zur ausuebung des verfahrens | |
| EP0002032B1 (de) | Verfahren und Vorrichtung zum Herstellen mehrrilliger Keilriemenscheiben | |
| DE102017130680B4 (de) | Matrize für eine Presse sowie Verfahren zur Herstellung mindestens eines Grünlings mit einer solchen Presse | |
| WO2005021253A2 (de) | Hydraulische presse und tiefzieh-presse | |
| WO2001087511A1 (de) | Tiefziehverfahren und tiefziehwerkzeug | |
| DE19925029A1 (de) | Verfahren zum Umformen und Vorrichtung zur Durchführung des Verfahrens | |
| DE102013020280B3 (de) | Vorrichtung zur Umformung eines Werkstücks, Presse mit einer solchen Vorrichtung sowie Verfahren zur Umformung eines Werkstücks | |
| DE10030792C2 (de) | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung | |
| DE19922659B4 (de) | Hydraulische Schließvorrichtung zum Querfließpressen von Werkstücken | |
| DE1949983A1 (de) | Formpresse,insbesondere fuer Kunststoff | |
| DE102005059664B4 (de) | Vorrichtung zum Entzundern von Werkstücken innerhalb einer Schmiedeanlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050509 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP PRESTA AG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070725 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50307782 Country of ref document: DE Date of ref document: 20070906 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2287571 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| BERE | Be: lapsed |
Owner name: THYSSENKRUPP PRESTA AG Effective date: 20070831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071026 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| 26 | Opposition filed |
Opponent name: HATEBUR UMFORMMASCHINEN AG Effective date: 20080327 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080126 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20110112 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2287571 Country of ref document: ES Kind code of ref document: T5 Effective date: 20110520 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20140901 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210830 Year of fee payment: 19 Ref country code: CZ Payment date: 20210809 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50307782 Country of ref document: DE Owner name: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT, LI Free format text: FORMER OWNER: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT, ESCHEN, LI |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20211025 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 50307782 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220822 Year of fee payment: 20 Ref country code: DE Payment date: 20220819 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220823 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50307782 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20230808 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20230808 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220810 |