EP1541877A1 - Objekt, dessen oberfläche zu behandeln ist, oberflächenbehandlungsverfahren und flächenbehandlungsvorrichtung - Google Patents
Objekt, dessen oberfläche zu behandeln ist, oberflächenbehandlungsverfahren und flächenbehandlungsvorrichtung Download PDFInfo
- Publication number
- EP1541877A1 EP1541877A1 EP03736286A EP03736286A EP1541877A1 EP 1541877 A1 EP1541877 A1 EP 1541877A1 EP 03736286 A EP03736286 A EP 03736286A EP 03736286 A EP03736286 A EP 03736286A EP 1541877 A1 EP1541877 A1 EP 1541877A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- hollow
- treated product
- surface treatment
- hollow portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15D—FLUID DYNAMICS, i.e. METHODS OR MEANS FOR INFLUENCING THE FLOW OF GASES OR LIQUIDS
- F15D1/00—Influencing flow of fluids
- F15D1/02—Influencing flow of fluids in pipes or conduits
- F15D1/06—Influencing flow of fluids in pipes or conduits by influencing the boundary layer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15D—FLUID DYNAMICS, i.e. METHODS OR MEANS FOR INFLUENCING THE FLOW OF GASES OR LIQUIDS
- F15D1/00—Influencing flow of fluids
- F15D1/002—Influencing flow of fluids by influencing the boundary layer
- F15D1/0025—Influencing flow of fluids by influencing the boundary layer using passive means, i.e. without external energy supply
- F15D1/003—Influencing flow of fluids by influencing the boundary layer using passive means, i.e. without external energy supply comprising surface features, e.g. indentations or protrusions
- F15D1/005—Influencing flow of fluids by influencing the boundary layer using passive means, i.e. without external energy supply comprising surface features, e.g. indentations or protrusions in the form of dimples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/001—Removing cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/001—Removing cores
- B22D29/005—Removing cores by vibrating or hammering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/001—Removing cores
- B22D29/006—Removing cores by abrasive, water or air blasting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D31/00—Cutting-off surplus material, e.g. gates; Cleaning and working on castings
- B22D31/002—Cleaning, working on castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/006—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor for grinding the interior surfaces of hollow workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/06—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving oscillating or vibrating containers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15D—FLUID DYNAMICS, i.e. METHODS OR MEANS FOR INFLUENCING THE FLOW OF GASES OR LIQUIDS
- F15D1/00—Influencing flow of fluids
- F15D1/002—Influencing flow of fluids by influencing the boundary layer
- F15D1/0085—Methods of making characteristic surfaces for influencing the boundary layer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/10—Air intakes; Induction systems
Definitions
- the present invention relates to a surface treated product that moves relatively in a fluid.
- a technique of improving a flow state of a fluid such as providing dimples on a surface of an object on which a fluid flows to reduce resistance of the fluid. It is well known that a golf ball with dimples provides a long carry, and such a technique is disclosed in several patent documents.
- Patent document 1 proposes an efficient and noiseless refrigeration cycle in which a plurality of dimples are formed on a surface of a part through which a coolant passes.
- Patent document 2 discloses a heat exchanger tube in which many dimples are provided on an inner peripheral surface thereof to improve heat transfer efficiency.
- Patent Document 3 discloses a pipe type jumper apparatus in which dimples are formed on a surface to reduce air resistance and reduce rolling caused by wind pressure loads. Further, Japanese Patent Application Laid-Open No.
- Patent document 6 proposes a pipe with low pipe line resistance in which pipe line resistance is reduced for use as a horizontal pipe line
- Patent document 7 proposes a fluid resistance reducing apparatus in which dimples are arranged orderly to significantly reduce fluid resistance.
- the applicant of the present invention proposes an intake pipe for an engine in which a wall surface of an intake passage is uneven with many small protrusions and recesses in Japanese Patent Application Laid-Open No. 5-149204 (Patent document 4), and proposes an exhaust pipe for an engine in which a wall surface of an exhaust passage is uneven with many small protrusions and recesses in Japanese Patent Application Laid-Open No. 5-149132 (Patent document 5), and achieves certain advantages.
- the present invention has the same object as the above described prior art in the point for the achievement of an advantage of reducing resistance of a fluid etc., and the present invention has been made to achieve further advantages.
- dimples or an uneven surface are formed by pressing or casting to improve a flow state of a fluid on a surface of an object on which a fluid flows
- the present invention has been made by studies considering that the need for improving a flow state of a fluid on a surface of an object on which a fluid flows is simply directed to a flow state of a fluid on an extreme surface, and specific conditions of dimples or an uneven surface recesses on the surface should be determined along with smoothness of the surface.
- the present invention provides three surface treated products described below.
- a first surface treated product according to the present invention is a surface treated product that moves relatively in a fluid, characterized in that a surface of the surface treated product has continuous dimples, each dimple having a diameter of 10 to 2500 ⁇ m and a depth of 50 ⁇ m or less.
- a second surface treated product according to the present invention is a surface treated product that moves relatively in a fluid, characterized in that a surface of the surface treated product has continuous dimples, each dimple having a diameter of 10 to 2500 ⁇ m and a depth of 50 ⁇ m or less, and the surface has surface roughness Ra of 10 ⁇ m or less.
- the first and the second surface treated products preferably have dimples of indefinite shape.
- first and the second surface treated products are preferably castings molded by casting.
- the first and the second surface treated products each have a hollow portion formed by a wall portion, and the surface having the above described features is preferably a surface of the wall portion defining the hollow portion.
- a third surface treated product according to the present invention is a surface treated product that moves relatively in a fluid, characterized in that the surface treated product is a casting molded by casting and has a hollow portion formed by a wall portion; and a surface of the wall portion defining the hollow portion has surface roughness Ra of 10 ⁇ m or less.
- the first, the second, and the third surface treated products are preferably made of cast iron or a light metal alloy for casting as a principal material.
- the first, the second, and the third surface treated products made of cast iron or a light metal alloy for casting as a principal material there is provided any one part selected from the group of automotive air intake system parts consisting of an intake manifold, turbine housing, compressor cover, cylinder head, and air duct.
- a surface treatment method for treating a surface of a surface treated product that moves relatively in a fluid characterized in that the surface treatment material containing at least a polyhedral or spherical material having a diameter of 5 mm or more is caused to collide with the surface.
- the surface treatment material is preferably made of two or more types of materials. Further, a collision is preferably caused by oscillation of either or both of the surface treated product and the surface treatment material.
- the surface treatment material can be put in the hollow portion to oscillate the surface treated product and cause a collision.
- a percentage by volume of the surface treatment material put in the hollow portion to the hollow portion is preferably about 5% to 70%.
- a frequency of the oscillation is preferably about 5 to 20 Hz.
- a stroke of the oscillation is preferably about 30 to 200 mm.
- the total oscillation time of the oscillation is preferably about 3 to 120 minutes.
- a principal material forming the surface treated product is preferably cast iron or a light metal alloy for casting.
- at least a part of the surface treatment material is preferably made of a metal material.
- a surface treatment apparatus for artificially treating a surface of an object, including: fixing means for fixing the object having an enclosed space in which a surface treatment material is put; and said enclosed space including said surface as a constituting surface thereof in an arbitrary direction; and oscillating means for oscillating the fixing means.
- the oscillating means preferably has a prime mover and a crank connected to the prime mover.
- a manufacturing method of a hollow casting in which a casting having a hollow portion formed by a wall portion is manufactured, characterized in that after molten metal is poured into a mold to be molded by casting, processing of removing residual matters on a surface of the wall portion defining the hollow portion and processing of smoothing the surface of the wall portion defining the hollow portion are performed simultaneously.
- the manufacturing method of a hollow casting according to the present invention preferably includes a process in which after the molding by casting, a smoothing material is put in hollow portion formed by the wall portion and the casting is oscillated.
- a smoothing material is put in hollow portion formed by the wall portion and the casting is oscillated.
- cast iron or a light metal alloy for casting is preferably used as a principal material of the molten metal.
- any one part selected from the group of automotive air intake system parts consisting of an intake manifold, turbine housing, compressor cover, cylinder head, and air duct, manufactured by the manufacturing method of a hollow casting.
- a sand removing method of a hollow casting in which sand is removed from a surface of a casting having a hollow portion formed by a wall portion, characterized in that a shock application material is put in the hollow portion and the casting is oscillated.
- the sand removing method of a hollow casting according to the present invention is useful in the case where the surface of the casting from which sand is removed is a surface of the wall portion defining the hollow portion from which sand cannot be conventionally easily removed.
- the hollow portion in which the shock application material is put may be a part or all of hollow portions of the casting.
- the shock application material is oscillated in the hollow portion in which the shock application material is put, and the shock application material collides with the wall portion defining the hollow portion to cause a shock, thus allowing removal of sand in the hollow portion in which no shock application material is put.
- the hollow portion in which the shock application material is put is not limited, but for example, if the shock application material is put in a hollow portion having a large space or a hollow portion having a large diameter, in a casting having a plurality of hollow portions with various sizes or diameters, oscillation of the shock application material tends to cause a shock more effectively.
- the object of removing sand from a hollow portion having a smaller space or a hollow portion having a smaller diameter can be achieved too without putting the shock application material in such a hollow portion.
- the shock application material is preferably put in hollow portions other than the cooling water channel. This also facilitates removal of sand in the cooling water channel.
- an automotive air intake system part having a cooling water channel as a part of hollow portions a cylinder head, an intake manifold, an exhaust manifold, etc. are cited.
- an intake port and an exhaust port correspond to the hollow portions other than the cooling water channel.
- a frequency of oscillation is preferably about 5 to 20 Hz, and a stroke of the oscillation is preferably about 30 to 200 mm. Further, the total oscillation time of the oscillation is preferably about 1 to 120 minutes.
- the shock application material is preferably constituted by metal balls having a diameter of about 3 to 30 mm, and may contain metal balls having the same diameter or a mixture of metal balls having different diameters.
- the sand removing method of a hollow casting according to the present invention is suitable for the case where a principal material forming the casting is cast iron or an aluminum alloy for casting.
- a first oscillating apparatus includes a prime mover, a rotation shaft connected to the prime mover, at least two cranks provided on the rotation shaft, two or more oscillating plates that are connected to the cranks via rods and distributed substantially symmetrically, and two or more slide guide mechanisms that are mounted to the oscillating plates and moves linearly the oscillating plates, characterized in that a rotational motion caused by the prime mover is converted into two opposite reciprocating motions by at least the two cranks provided on the rotation shaft, the two or more oscillating plates connected to at least the two cranks and distributed perform two opposite reciprocating motions along the slide guide mechanisms, and thus two or more oscillated products fixed to the oscillating plates are oscillated at the same time in opposite directions.
- the rotation shaft is connected to the prime mover, and at least two cranks may be sufficient, and two or more cranks may be or may not be provided on each rotation shaft.
- a relationship between the cranks and the rotation shaft is not limited to one aspect, but various aspects can be considered.
- the two or more oscillating plates are distributed substantially symmetrically, generally with respect to the rotation shaft as a symmetry axis, but this is not limited as long as the two or more oscillating plates perform two opposite reciprocating motions. A preferable aspect will be exemplified below.
- each rotation shaft has at least one crank and is one-dimensionally connected to the prime mover.
- the one-dimensional connection of the rotation shaft to the prime mover herein means that the rotation shaft and the prime mover are connected directly or via a predetermined conduction member.
- a specific example of the first oscillating apparatus includes a bed, a bed plate placed on the bed, two rotation shafts rotatably mounted perpendicularly to the bed plate and each having at least one crank, a prime mover connected to the two rotation shafts via a conduction member, two or more oscillation plates each connected to each crank of the two rotation shafts via a rod and distributed substantially symmetrically with respect to the two rotation shafts, and two or more slide guide mechanisms fixed to the bed plate and to which the oscillating plates are movably mounted, wherein a rotational motion caused by the prime mover is transmitted to the two rotation shafts, and converted into two opposite reciprocating motions by the crank provided on each of the two rotation shafts, and the distributed oscillating plates perform two opposite reciprocating motions substantially symmetrically with respect to the rotation shafts along the slide guide mechanism, thus oscillating the two or more oscillated products fixed to the oscillating plates at the same time in opposite directions.
- a final rotation shaft has at least two cranks.
- the multi-dimensional connection of the rotation shaft to the prime mover herein means an aspect such that a two-dimensional rotation shaft is connected to a rotation shaft one-dimensionally connected, and a three-dimensional rotation shaft is connected to the two-dimensional rotation shaft.
- the final rotation shaft means a rotation shaft connected to an oscillating plate via a crank and a rod, and there may be one, or two or more final rotation shafts.
- the first oscillating apparatus includes a bed, a bed plate placed on the bed, a primary rotation shaft rotatably mounted to one surface of the bed plate, a prime mover connected to the primary rotation shaft via a primary conduction member, a secondary rotation shaft rotatably provided on the other surface of the bed plate, connected to the primary rotation shaft via a secondary conduction member, and having at least two cranks, two or more oscillation plates each connected to each crank of the secondary rotation shaft via a rod and distributed substantially symmetrically with respect to the secondary rotation shaft, and two or more slide guide mechanisms fixed to the bed plate and to which the oscillating plates are movably mounted, wherein a rotational motion caused by the prime mover is transmitted to the secondary rotation shaft via the primary rotation shaft, and converted into two opposite reciprocating motions by at least two cranks provided on the secondary rotation shaft, and the distributed oscillating plates perform two opposite reciprocating motions along the slide guide mechanisms, thus oscillating the two or more oscillated
- the first oscillating apparatus In the first oscillating apparatus according to the present invention, two or more oscillated products are oscillated at the same time in opposite directions, thus canceling vibration to reduce loads on the oscillated products and the apparatus itself. Further, it is not necessary to successively oscillate the oscillated products one by one, and a plurality of oscillated products can be efficiently treated at a time.
- the rotational motion is converted into two opposite reciprocating motions by at least two cranks, thus the two cranks are provided so as to face diametrically opposite directions.
- the number of the cranks is at least two, but the number of forming aspects (directions) of the crank is two (two directions).
- the crank serves to connect the oscillating plates for the reciprocating motions of the oscillating plates connected via the rods, and for this purpose, two or more, for example, four cranks may be provided, but also in this case, there are provided two cranks having the same forming aspect (facing the same direction) and two cranks having the same forming aspect but different from the former aspect.
- the two opposite reciprocating motions of the two or more oscillating plates means reciprocating motions of two or more oscillating plates having substantially the same amplitude and the same direction, with cycles of the motions being shifted by a half cycle. Specifically, it refers to a motion such that when one moves forward, the other always moves backward.
- Two or more oscillating plates are mounted to two or more slide guide mechanisms, but the number of slide guide mechanisms and the number of oscillating plates may be the same or different, and for example, two oscillating plates may be mounted to four slide guide mechanisms.
- the distribution of the two or more oscillating plates means that substantially the same numbers of oscillating plates are placed on one side and the other side, but the numbers do not have to be completely the same.
- the oscillating plates perform two opposite reciprocating motions, thus the oscillated products fixed to the oscillating plates are oscillated at the same time in opposite directions to cause the above described advantages.
- An odd number of oscillating plates may provide the advantage by changing a placement balance.
- the odd number of oscillating plates may be placed on an extension line of a symmetry axis with respect to adjacent two oscillating plates of the even number of oscillating plates.
- a second oscillating apparatus is characterized in that two or more oscillated products are oscillated at the same time in opposite directions, and vibration caused by the oscillation can be restrained.
- the oscillating apparatus according to the present invention simply referred to herein means both the first and the second oscillating apparatuses.
- the oscillating apparatus according to the present invention is suitable for the case where the oscillated product is a mixture of a hollow product and a surface treatment material.
- the oscillating apparatus is suitable for the case where the oscillated product is a mixture of any one casting selected from the group of automotive air intake system parts consisting of an intake manifold, turbine housing, compressor cover, cylinder head, and air duct, and the surface treatment material.
- a mixture of a work etc. with a burr, flash, scale, etc. and an abrasive or a grinding assistant is suitable as an oscillated product.
- a burr, flash, scale, etc. and an abrasive or a grinding assistant is suitable as an oscillated product.
- the surface treatment material preferably contains at least a polyhedral or spherical material.
- the surface treatment material is preferably made of at least a metal material.
- the oscillation herein does not mean rolling on a rotation orbit but means a reciprocating motion on a substantially linear orbit.
- the concept of oscillation overlaps that of vibration, and is not limited, but refers to a high speed cycle motion with a relatively large amplitude (also herein referred to as a stroke) and a low frequency of oscillation.
- the surface treated product according to the present invention moves relatively in a fluid.
- the fluid herein generally refers to a gas or a liquid, but is not limited as long as the fluid can move relative to the surface treated product.
- a particulate or powdery solid may be mixed in a gas or a liquid, or a particulate or powdery solid only may be used.
- Moving relatively means that either or both of the fluid and the surface treated product in the fluid move.
- the fluid may change its position relative to the surface treated product whose position is not changed, the surface treated product may change its position relative to the fluid whose position is not changed, or the surface treated product may change its position relative to the fluid whose position is changed.
- the surface treated product means an object whose surface is artificially treated.
- the surface means all surfaces that may make contact with the fluid, and is not limited to external surfaces of the object.
- a surface of a wall portion defining the hollow portion corresponds to the surface herein, even if the surface is invisible from outside.
- the surface treated product according to the present invention has-features on its surface, and there are three types of surface treated products according to the features.
- a first surface treated product is characterized in that a surface of the first surface treated product has continuous dimples, each dimple having a diameter of 10 to 2500 ⁇ m and a depth of 50 ⁇ m or less.
- the dimple means a recess, and forming the dimples causes an uneven area to be formed on the surface of the surface treated product, which causes good turbulent flow and reduces pressure loss of a fluid passing through the uneven area.
- the first surface treated product according to the present invention has the same operational advantage as the prior art.
- the first surface treated product according to the present invention is different from the prior art in that extremely shallow dimples are continuously formed on the surface.
- a diameter or a depth of a dimple is not specified, or it is presumed from its manufacturing method (pressing or casting) that the diameter and the depth are on the order of some millimeters.
- drawings etc. illustrate discontinuity of the dimples, or at least continuity is not affirmed.
- the first surface treated product according to the present invention has technical principles clearly different from those of the prior art.
- the surface on which extremely shallow dimples are continuously formed is like a scraped surface.
- the scraped surface means a surface that is accurately scraped using a scraper, which is a type of hand tool for scraping metal.
- the extremely shallow dimples are continuously formed, thus the surface before dimple forming does not clearly exist after the dimple forming. Further, the entire dimples and their edges are formed to be smooth. Thus, for example, when a fluid flows on such a surface, a layer of turbulent flow to be resistance is extremely thin, and the fluid can easily move near the surface.
- the surface before dimple forming clearly exists after the dimple forming, the dimples are discontinuously formed, and each dimple is deep and has a sharp edge to easily cause turbulent flow to be resistance. This does not cause turbulent flow throughout the fluid, but slows the flow of the fluid near the surface.
- the dimple may be of a fixed shape such as a circular shape, or an indefinite shape.
- the dimple is of an indefinite shape.
- a diameter means a diameter of a geometrically accurate largest circle inscribed in an outline of the dimple.
- the dimples may be continuously formed at least in some portions, and a percentage of dimples on the surface of the surface treated product is not limited, but a percentage by area of dimples is preferably 80% or more. More preferably, the percentage is 95% or more.
- a second surface treated product according to the present invention is characterized in that a surface of the surface treated product has continuous dimples, each dimple having a diameter of 10 to 2500 ⁇ m and a depth of 50 ⁇ m or less, and the surface has surface roughness Ra of 10 ⁇ m or less.
- the surface roughness means surface roughness defined in JIS B0601 "Surface Roughness - Definition and Marking", and the surface roughness Ra means arithmetic average roughness defined in JIS B0601.
- the surface of the second surface treated product has dimples like those of the first surface treated product, and has the surface roughness Ra of 10 ⁇ m or less, which is extremely high surface smoothness. Such an aspect significantly reduces pressure loss of the fluid flowing on the surface. Specifications or advantages of the dimples are similar to those of the first surface treated product, and descriptions thereof will be omitted.
- the first and the second surface treated products are preferably castings molded by casting. This is because a surface treatment method according to the present invention described later can be easily performed on castings, and resultantly castings can be obtained as the first and the second surface treated products according to the present invention.
- the first and the second surface treated products each have a hollow portion formed by a wall portion, and the surface having the above described features is a surface of the wall portion defining the hollow portion.
- the surface treated product having hollow portion formed by the wall portion herein is referred to as a hollow product, and the surface of the wall portion facing the hollow portion is referred to as an internal surface of a hollow product.
- a third surface treated product according to the present invention is characterized in that the third surface treated product is a casting molded by casing and has a hollow portion formed by a wall portion, and the surface of the wall portion defining the hollow portion has surface roughness Ra of 10 ⁇ m or less.
- the casting herein having hollow portion formed by the wall portion is referred to as a hollow casting, and the surface of the wall portion facing the hollow portion is referred to as an internal surface of a hollow casting.
- the third surface treated product according to the present invention is the hollow casting whose internal surface has the surface roughness Ra of 10 ⁇ m or less.
- the third surface treated product does not always require dimples.
- the surface of the casting is originally uneven, the internal surface of the hollow casting is difficult to treat, and there has been no hollow casting whose internal surface has the surface roughness Ra of 10 ⁇ m or less.
- the third surface treated product according to the present invention has superiority.
- the surface of the casting is originally uneven as described above, and even if the surface roughness Ra is 10 ⁇ m or less, extremely shallow continuous uneven shapes remain to improve a flow state of a fluid on the surface on which the fluid flows.
- the third surface treated product according to the present invention has to be a hollow casting.
- the first and the second surface treated products according to the present invention may be, but not limited, a hollow product or a hollow casting.
- the first and the second surface treated products according to such an aspect of the present invention can be used suitably as various piping, trough-like products, or ducts that often require improvement of a flow state of a fluid on a surface of an object on which the fluid flows.
- first and the second surface treated products according to the present invention that are hollow products and castings (that is, hollow castings), and the third surface treated product according to the present invention can be molded into desirable shapes according to molds because of being castings.
- automotive air intake system parts can be cited.
- the automotive air intake system parts means parts for a system for supplying or exhausting air or an air-fuel mixture to an engine cylinder, including an intake manifold, turbine housing, compressor cover,- cylinder head (intake and exhaust port), and air duct.
- the intake and exhaust resistance of a portion reaching the engine cylinder can be decreased, so that even on the same engine, the output thereof can be increased.
- the automotive air intake system parts made of the first, the second, and the third surface treated products according to the present invention are effective. This is because, with increasing flow velocity of the mixture, air intake resistance increases, but pressure loss reduction effects relatively become more noticeable.
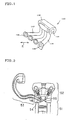
- FIG. 1 is a perspective view of an example of an intake manifold, which is an example of the surface treated product according to the present invention.
- An intake manifold 140 is an intake piping for a four-cylinder engine, which is formed by four branch pipes 149 which are branched from a surge tank 148 and each connected to each intake port of a cylinder of the engine.
- branch pipes 149 which are branched from a surge tank 148 and each connected to each intake port of a cylinder of the engine.
- a surface of a wall portion facing a hollow portion 146 requires to be smoothed, from the viewpoint of the role of the intake manifold 140, so as to reduce air intake resistance in the hollow portion 146.
- FIG. 2 is a sectional view mainly showing a cylinder head of an engine, which is an example of the surface treated product according to the present invention.
- a cylinder head 52 having an intake port 54 and an exhaust port 55 is provided on a cylinder block 51 in which a piston moves vertically, and further an intake manifold 53 is connected to the cylinder head 52.
- air filtered by an unshown air cleaner passes through the intake manifold 53, and is mixed with fuel by an unshown fuel injector etc. to form an air-fuel mixture.
- the air-fuel mixture is supplied into the cylinder block 51 through the intake port 54 in the cylinder head 52 by the opening operation of an intake valve, and is burned by an unshown ignition plug.
- the air duct is an intake piping for connecting the air cleaner to the intake manifold.
- the turbine housing is an impeller chamber for converting exhaust gas into rotational power on an automobile provided with a turbocharger.
- the compressor cover is an impeller chamber for sending intake gas under pressure.
- the surface treated product according to the present invention is the casting molded by casting, including the hollow casting as described above, the surface treated product is preferably made of cast iron or a light metal alloy for casting as a principal raw material.
- the light metal alloy means an aluminum alloy, a magnesium alloy, etc.
- the cast iron means an iron-carbon alloy containing a predetermined amount of carbon.
- the type of cast iron is not limited, but it is preferable that spheroidal graphite cast iron having higher mechanical properties is used.
- For the aluminum alloy for casting among light metal alloys for casting various types are available according to whether heat-treated or not, contained other elements, and their composition, and the type of aluminum alloy is not limited. However, it is preferable that an aluminum alloy specified as JIS symbol AC in Japanese Industrial Standard is used. For example, AC4C and AC3A, etc. can be cited.
- the first and the second surface treated products according to the present invention may be surface treated products that move relatively in a fluid, and a fluid for relative motion and a material forming the surface treated products themselves are not limited. Of course, the shape thereof is not limited to a hollow product.
- Suitable applications of the first and the second surface treated products excepting hollow castings, according to the present invention include a refrigeration cycle, a heat exchanger tube, a pipe type jumper apparatus, an intake pipe or an exhaust pipe that is not a casting, etc. as described in Patent documents 1 to 5. Further applications include various pipes, a duct, a trough, a side groove, etc. which are made of resin, metal, ceramic, or concrete through which various gases or liquids pass, a hull or parts thereof moving with some parts in the air and other parts in water, or bodies or parts of an airplane, an automobile, a train, etc. moving in the air.
- the surface treatment method according to the present invention is a method for treating a surface of a surface treated product that moves relatively in a fluid.
- the surface treatment method according to the present invention is characterized in that a surface treatment material containing a polyhedral or spherical material having a diameter of 5 mm or more is caused to collide with the surface. This causes the surface treatment material to grind the surface by sliding, or slightly crush and deform the surface to improve smoothness.
- the surface treatment material is not limited, but is preferably made of two or more types of materials.
- the two or more types means either or both of two or more materials and two or more shapes.
- the two or more shapes allow reduction of surface portions with which the surface treatment material is hard to collide.
- the two or more materials allow control of a degree of deformation of the surface.
- the collision is preferably caused by oscillation of either or both of the surface treated product and the surface treatment material.
- a method in which the surface treated product and the surface treatment material are placed together in a certain enclosed space to oscillate either or both of them, or a closed space having a surface to be treated of the surface treated product is provided and the surface treatment material is put in the space to oscillate the-surface treated product, or other methods can be used.
- a smooth recessed surface or a smooth surface can be formed more quickly compared to a matt surface according to the conventional means such as ejecting a surface treatment material made of sand or powder on a surface of a surface treated product.
- the surface treated product has a hollow portion formed by a wall portion, and a surface of the wall portion defining the hollow portion (an internal surface of a hollow product) is to be treated.
- the surface treatment material can be put in the hollow portion to close the hollow portion, and the surface treated product can be oscillated to cause a collision.
- the surface treatment material having hardness suitable for the material forming the hollow product is put in the hollow portion, and the opening of the hollow portion is closed.
- the hollow product is oscillated under preferable oscillating conditions of oscillation amplitude, frequency, and oscillation time, for example, by using a surface treatment apparatus described later. By doing so, the surface treatment material repeatedly collides with the internal surface of the hollow product.
- the volume of the surface treatment material put in the hollow portion is preferably about 5 to 70% of the volume of the hollow portion. The purpose of this is to ensure that the surface treatment material moves freely within the hollow portion, and the number of collisions of the surface treatment material with the internal surface of the hollow casting is maintained at a predetermined level. If the volume of the surface treatment material is less than 5%, although the surface treatment material moves freely within the hollow portion, the volume of the surface treatment material is too low with respect to the area of the internal surface of the hollow product. As a result, the number of collisions of the surface treatment material with the internal surface of the hollow product and the pressurizing force are not maintained at a predetermined level, so that the internal surface of the hollow product is undesirably difficult to become smooth.
- the volume of the surface treatment material is more than 70%, the range in which the surface treatment material moves freely within the hollow portion is limited, and thus the number of collisions of the surface treatment material with the internal surface of the hollow product and the pressurizing force are not maintained at a predetermined level, so that similarly, the whole of the internal surface of the hollow product is undesirably difficult to become smooth.
- oscillating conditions for causing the surface treatment material to collide with the internal surface of the hollow product will be described.
- the oscillating conditions are not limited when the surface treated product is the hollow product and the oscillation causes the collision, but the following conditions are more desirable.
- the oscillating conditions when the surface treatment material is not the hollow product are not limited.
- the frequency is preferably about 5 to 20 Hz.
- the purpose of this is to maintain the number of collisions of the surface treatment material with the internal surface of the hollow product per unit time at a predetermined level. If the frequency is lower than 5 Hz, the number of collisions of the surface treatment material with the internal surface of the hollow product is not maintained at a predetermined level, so that the surface treatment material cannot smooth the internal surface of the hollow product thoroughly, and thus the surface roughness cannot be improved desirably. Also, depending on the number of surface treatment materials, even if the frequency is higher than 20 Hz, the effect of improving surface roughness is small, and the effectiveness of energy consumed to increase the frequency undesirably decreases.
- the frequency herein means the number of oscillations repeated per unit time, and the unit thereof is hertz (Hz).
- the amplitude of oscillation is preferably about 30 to 200 mm. The purpose of this is to maintain the number of collisions of the surface treatment material with the internal surface of the hollow product per unit time at a predetermined level by properly setting the movement range of the surface treatment material within the hollow portion. If the amplitude of oscillation is smaller than 30 mm, the number of collisions of the surface treatment material with the internal surface of the hollow product is not maintained at a predetermined level, so that the surface treatment material cannot smooth the internal surface of the hollow product thoroughly, and thus the surface roughness cannot undesirably be improved.
- the total oscillation time is preferably about 3 to 120 minutes. The purpose of this is to maintain the total number of collisions of the surface treatment material with the internal surface of the hollow product. If the total oscillation time is shorter than 3 minutes, the total number of collisions of the surface treatment material with the internal surface of the hollow product is not maintained, and thus the surface treatment material cannot smooth the whole of the internal surface of the hollow product, which undesirably causes variations in surface roughness. Also, even if the total oscillation time is longer than 120 minutes, the effect of improving the surface roughness is small, and the effectiveness of time taken to manufacture the hollow product undesirably does not increase.
- the surface treated product is a hollow casting
- the surface to be treated is an internal surface of the hollow casting.
- the method in which the surface treated product is the hollow product, the internal surface of the hollow product is to be treated, the surface treatment material is put in the hollow portion to close the hollow portion, the surface treated product is oscillated, and the surface treatment material is caused to collide with the internal surface of the hollow product, is particularly useful for the case where the surface treated product is the hollow casting, and the surface to be treated is the internal surface of the hollow casting.
- the internal surface of the hollow casting has been difficult to treat, so that means such as using a core having a smooth surface has been used in order to smooth the internal surface of the hollow casting.
- the surface roughness Ra of the internal surface of the hollow casting is about 8.8 ⁇ m at the lower limit, and about 12.5 to 15 ⁇ m on an average.
- the surface roughness Ra of the internal surface of the hollow casting can be easily made 10 ⁇ m or less.
- a core has been prepared by being molded using sand having an especially small grain size and by applying a facing material to enhance the smoothness of the internal surface, but there is no need for this preparation and the cost for manufacturing the core can be cut.
- a thin hollow core should have been used because the release of gas formed is difficult since the sand is coated with the facing material. This degreases the core strength, and a crack is liable to be generated, and thus burrs are sometimes formed on the castings, but the possibility of causing such problems can be decreased significantly according to the present invention.
- the surface treatment material repeatedly collides with the internal surface of the hollow casting to improve the surface roughness of the internal surface of the hollow casting, thus forming smooth dimples on the treated internal surface of the hollow casting.
- Figures 7(a) (10x magnification), 9(a) (20x magnification), and 11(a) (50x magnification) are optical microscope photographs of a casting surface of the hollow casting that is not treated, viewed from above
- Figures 7(b) (10x magnification), 9(b) (20x magnification), and 11(b) (50x magnification) are optical microscope photographs of a section of the casting surface of the hollow casting that is not treated.
- Figures 6(a) (10x magnification), 8(a) (20x magnification), and 10(a) (50x magnification) are optical microscope photographs of a casting surface of a hollow casting that is smoothed by the surface treatment method according to the present invention, viewed from above
- Figures 6(b) (10x magnification), 8(b) (20x magnification), and 10(b) (50x magnification) are optical microscope photographs of a section of the casting surface of the hollow casting that is smoothed by the surface treatment method according to the present invention.
- the dimple is not of a fixed shape like a protrusion or a recess formed by a mold as in the prior art (pressing or casting), but of an indefinite shape.
- the opening of the hollow portion requires to be closed, and it is preferable that an external space following the hollow portion is formed in the end portion. If the opening of the hollow portion is closed without the formation of the external space, it is not preferable that the surface roughness of the opening end portion is not improved since the surface treatment material is difficult to move to the opening end portion.
- FIG 3 is a sectional view showing a state in which the opening of the branch pipe 149 of the intake manifold 140 shown in Figure 1 is closed by a cover 61. Since an external space 62 is formed by the cover 61, the surface treatment material put in the hollow portion 146 is moved freely even in the opening end portion of the hollow portion 146 by oscillating the intake manifold 140, so that the surface of a wall portion 145 can be treated uniformly. In this case, all of the opening end portions are closed.
- the formation of the external space can be also applicable to the case where the surface treated product is a hollow product produced by the method other than the casting.
- the direction in which the hollow casting is oscillated is selected so that the number of collisions of the surface treatment material with the internal surface of the hollow casting is maintained at a predetermined level.
- the preferable direction differs according to the shape of the hollow portion of the hollow casting.
- the intake manifold 140 shown in Figures 1 and 3 is oscillated, in which the surge tank 148 and the branch pipes 149 cross each other, it is not preferable that the intake manifold 140 is oscillated in either lengthwise direction of the hollow portion 146 thereof, that is, in the direction indicated by the arrow mark Q or P in Figure 3.
- the preferable oscillating direction when the intake manifold 140 is oscillated is the direction indicated by the arrow mark S in Figure 3 or the arrow mark R in Figure 1. It is also preferable that the direction is changed during the oscillation.
- the selection of the oscillation direction can be applied to the case where the surface treated product is a hollow product produced by the method other than the casting.
- the surface treatment material is not limited, but preferably contains, at least in part, a polyhedral or spherical material (also referred to as a block) made of a metal material, because the surface treatment material also serves to remove sand when the hollow casting is to be treated, and the material forming the hollow casting is cast iron or an aluminum for casting.
- the surface treatment material preferably contains, for example, metal balls or cut wires.
- the metal balls or cut wires may be used without being mixed with other materials, or may be used as a mixture of two or more materials by being mixed with metal particles, abrasives, dry sand, etc.
- metal balls having different sizes are preferably used as blocks. This is because it can be thought that by mixing surface treatment materials having different sizes, the surface treatment materials repeat collisions and scraping with respect to the internal surface of the hollow casting uniformly and thoroughly, and also the internal surface of the hollow casting is pressed and enters a coining state, by which the smoothness of the internal surface of the hollow casting can be improved.
- the diameter of the metal ball or the length of the cut wire, or the material forming the metal ball or the cut wire may be determined by considering the material forming the hollow casting, the cross-sectional area of the hollow portion of the hollow casting, etc., and is not limited. More specifically, in the case of an automotive air intake system part in which the hollow casting is made of an aluminum alloy, steel balls or stainless steel balls having a diameter of 5 to 20 mm and stainless steel cut wires having a diameter of 0.6 to 1.2 mm and a length of 0.6 to 1.2 mm can be used suitably.
- the surface treatment apparatus according to the present invention is an apparatus for artificially treating a surface of an object.
- a hollow product is an example of the object, and in this case, all surfaces including an internal surface and an external surface of the hollow product are to be treated.
- the surface treatment apparatus according to the present invention is characterized by including: fixing means for fixing an object in which a surface treatment material is put in an enclosed space having the surface as a forming surface in an arbitrary direction; and oscillating means for oscillating the fixing means.
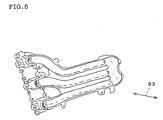
- FIG 4 is a perspective view of an embodiment of a surface treatment apparatus.
- a surface treatment apparatus 70 includes oscillating means 74 and a bed 73 on which a hollow product is placed and fixed.
- the oscillating means 74 is made up of a prime mover 71 and a crank 72 connected to the prime mover 71.
- a rotational motion caused by the prime mover 71 is converted into a reciprocating motion by the crank 72, by which the bed 73 can be oscillated in the direction indicated by the arrow mark S2.
- the bed 73 may have a specific shape in the case where the shape of the hollow casting and the oscillating direction are fixed, or may be flat.
- the shape of the bed 73 is not limited as long as the bed 73 can fix the hollow casting in an arbitrary direction. Further, the bed 73 may have a jig for fixing the hollow product.
- a core for forming the hollow portion is used in addition to a master mold.
- a mold 120 shown in Figure 19 (perspective view) and Figure 21 (sectional view) can be used.
- the mold 120 consists of an upper mold 121 and a lower mold 122 that are molded by a sand mold, and a sand core 123, and is formed with a cavity 129 corresponding to the hollow casting 130.
- the upper mold 121, the lower mold 122, and the core 123 are collapsed, whereby the hollow casting 130 can be obtained.
- the core 123 for example, a molded object formed into a desirable shape by hardening, for example, sand with a thermosetting resin used as a binder is used.
- the shape of the hollow casting is more complex, however, there arises an unsolved problem in that the manufacture of the core and the removal of the core after casting take much time and labor, and the environmental load is high.
- the intake manifold is an intake piping formed by using, for example, an aluminum alloy as a principal raw material and is used to supply air to cylinders of an engine.
- FIG. 1 is a perspective view of an example of the intake manifold.
- An intake manifold 140 is an intake piping for a four-cylinder engine, which is formed by four branch pipes 149 which are branched from a surge tank 148 and each connected to each intake port of a cylinder of the engine.
- branch pipes 149 which are branched from a surge tank 148 and each connected to each intake port of a cylinder of the engine.
- a surface of a wall portion facing a hollow portion 146 requires to be smoothed, from the viewpoint of the role of the intake manifold 140, so as to reduce air intake resistance in the hollow portion 146.
- a core having a smooth surface has conventionally been used.
- the core in order to smooth the surface of the core, the core must be formed by using sand etc. having small grain size, and must be subjected to surface treatment such as coating with a facing material in case of the conventional method.
- surface treatment such as coating with a facing material in case of the conventional method.
- gas generated from the resin for hardening the sand etc. is difficult to release, so that the core must be made in a hollow form in which the thickness is decreased to the utmost. This decreases the core strength, and hence a crack is liable to be generated on the surface during handling.
- the manufacturing method of a hollow casting according to the present invention is a method for manufacturing a casting having a hollow portion formed by a wall portion using a master mold of a metal mold etc. and a core of a sand mold.
- a casting process is not limited, and may include what is called a pressure die casting process (high speed injection) and a low-pressure die casting process (low speed filing).
- the casting process may be any process in which molten metal is poured into a mold having a cavity of a predetermined shape to perform molding.
- the manufacturing method of a hollow casting according to the present invention is characterized in that after casting is performed by using the master mold and the sand core, a core removing processing and a smoothing processing of the wall portion defining the hollow portion (also referred to as an internal surface of a hollow casting) are performed at the same time.
- the manufacturing method of a hollow casting according to the present invention has, for example, a casting step 101, an appearance finishing step 102, and an internal surface finishing step 103.
- the outline of the manufacturing method including these steps will be as described below.
- a predetermined material is prepared as a raw material and is melted to be molten metal. Then, the molten metal is subjected to cleaning treatment as necessary. The molten metal is poured into a mold, and is molded by cooling etc. (the casting step 101). Next, burrs etc. produced on an obtained molded product (a hollow casting) are removed to finish the outside shape (the appearance finishing step 102). Subsequently, the core is collapsed and removed to the utmost. Smoothing materials constituted by, for example, metal balls and cut wires are put in the hollow portion of the hollow casting. The hollow casting is oscillated to remove remaining sand and residues and to smooth the internal surface (the internal surface finishing step 103). Thereafter, heat treatment may be carried out as necessary to improve mechanical properties of the hollow casting.
- the smoothing material having hardness suitable for the material forming the hollow casting is put in the hollow portion formed by the wall portion, and the opening of the hollow portion is closed, then the hollow casting is oscillated. Thereby, the smoothing material repeatedly collides with the internal surface of the hollow casting to strip the remaining sand and residues from the casting surface, and the smoothing material grinds the internal surface of the hollow casting by sliding, or slightly crushes and deforms the internal surface of the hollow casting to improve smoothness of the internal surface of the hollow casting.
- the smoothing material preferably contains metal balls having at least slightly larger, but smaller than the diameter of the hollow portion; the one having pores being included as said balls or cut wires having a size of smaller than that of the metal balls.
- the metal balls or cut wires may be used without being mixed with other materials, or may be used as a mixture of two or more materials by being mixed with metal particles, abrasives, dry sand, etc. More preferably, a mixture containing at least slightly larger metal balls is used. Also, metal balls having different sizes are preferably used.
- the diameter of the metal ball or the length of the cut wire, or the material forming the metal ball or the cut wire may be determined by considering the material forming the hollow casting, the cross-sectional area of the hollow portion of the hollow casting, etc., and is not limited.
- steel balls or stainless steel balls having a diameter of 10 to 20 mm and stainless steel cut wires having a diameter of 0.6 to 1.2 mm and a length of 0.6 to 1.2 mm can be used suitably.
- the above described smoothing material is preferably put in the hollow portion so that the volume thereof is about 5 to 70% of the volume of the hollow portion of the hollow casting. The purpose of this is to ensure that the smoothing material moves freely within the hollow portion, and the number of collisions of the smoothing materials with the internal surface of the hollow casting is maintained at a predetermined level.
- sand blasting is not performed as a separate step to remove residual matters, and the thorough removal of the core and the smoothing of the internal surface are carried out at the same time. Therefore, the manufacturing process is shortened, and a compressor and a dust collector used for sand blasting etc. become unnecessary. In addition, fine powders generated during sand blasting treatment etc. do not adhere to the internal surface of the hollow portion. Therefore, when cutting is performed in the subsequent process, a cutting oil is less liable to be contaminated, and a cutter blade is less liable to be damaged, so that the production of wastes is restrained.
- the manufacturing method of a hollow casting according to the present invention is a useful one, in the point that not only the environmental load is reduced owing to a less consumption of energy resulting in the reduction in the formation of carbon dioxide due to the omission of the compressor and the dust collector, but als,o the production of wastes is reduced due to a less contamination of the cutting oil and a more prolonged life of the cutter blade, and it is applicable to the manufacturing of any types of hollow casting.
- automotive air intake system parts can be cited.
- the manufacturing method of a hollow casting according to the present invention is suitable for the automotive air intake system parts because the manufacturing method removes residual matters from the hollow portion of the obtained hollow casting, and smoothes the wall portion defining the hollow portion, and therefore passage resistance of a fluid is reduced, and the fluid is not contaminated.
- FIG. 2 is a sectional view mainly showing a cylinder head of an engine.
- a cylinder head 52 having an intake port 54 and an exhaust port 55 is provided on a cylinder 51 in which a piston moves vertically, and further an intake manifold 53 is connected to the cylinder head 52.
- air filtered by an unshown air cleaner passes through the intake manifold 53, and is mixed with fuel by an unshown fuel injector etc. to form an air-fuel mixture.
- the air-fuel mixture is supplied into the cylinder 51 through the intake port 54 in the cylinder head 52 by the opening operation of an intake valve, and is burned by an unshown ignition plug.
- the air duct is an intake pipe for connecting the air cleaner to the intake manifold.
- the manufacturing method of a hollow casting according to the present invention preferably uses cast iron or a light metal alloy for casting as a principal raw material of molten metal.
- the type of cast iron is not limited, but it is preferable that spheroidal graphite cast iron having higher mechanical properties is used.
- For the aluminum alloy for casting among light metal alloys for casting various types are available according to whether heat-treated or not, contained other elements, and their composition, and the type of aluminum alloy is not limited. However, it is preferable that an aluminum alloy specified as JIS denotation AC in Japanese Industrial Standard is used. For example, AC4C and AC3A, etc. can be cited.
- a core for forming the hollow portion is used in addition to a master mold.
- a mold 120 shown in Figure 19 (perspective view) and Figure 21 (sectional view) can be used.
- the mold 120 consists of an upper mold 121, a lower mold 122, and a core 123, and is formed with a cavity 129 corresponding to the hollow casting 130.
- the core 123 for example, a molded object formed into a desirable shape by hardening, for example, sand with a thermosetting resin used as a binder is used.
- the upper mold 121 and the lower mold 122 are opened, and the core 123 is collapsed, whereby the hollow casting 130 can be obtained.
- the intake manifold is an intake piping formed by using, for example, an aluminum alloy as a principal raw material and is used to supply air to cylinders of an engine.
- FIG. 1 is a perspective view of an aspect of the intake manifold.
- An intake manifold 140 is an intake piping for a four-cylinder engine, which is formed by four branch pipes 149 which are branched from a surge tank 148 and each connected to each intake port of a cylinder of the engine.
- the hollow portion 146 of the intake manifold 140 is a portion through which a mixture (gasoline and air) passes, and is formed by using the core.
- the sand removing method according to the present invention is a method for removing sand from a surface of a casting having a hollow portion formed by a wall portion, and more particularly a method that exhibits excellent advantages in that sand can be easily removed from a surface of a wall portion defining a hollow portion (an internal surface of a hollow casting), the removal of sand from the hollow portion having conventionally taken much labor.
- the surface of the casting herein does not mean a casting surface, that is, a surface just being cast.
- the casting surface generally has small uneven shapes, and removal of sand therefrom takes much labor.
- the sand removing method of a hollow casting according to the present invention is useful for removing the sand from the casting surface, but the sand removing method of a hollow casting is not limited to this case, and can be applied to, for example, the case where predetermined treatment is performed on a surface to increase labor for removal of sand from the surface.
- the sand to be removed mainly means sand remaining on a surface of a casting after a sand core is collapsed, but according to the present invention, besides sand, foreign matters corresponding to sand may be removed. For example, a solidified facing material etc. may be removed.
- the removal of sand from the surface of the wall portion defining the hollow portion is herein also referred to as the removal of sand from the internal surface of the hollow casting or simply as the removal of sand from the hollow portion. These wordings have the same meaning because the sand is not suspended in a space of the hollow portion.
- the sand removing method of a hollow casting according to the present invention is characterized in that a shock application material is put in hollow portion formed by the wall portion and the casting is oscillated.
- the shock application material having hardness suitable for the material forming the hollow casting is put in hollow portion formed by the wall portion, and the opening is closed.
- the hollow casting is oscillated under preferable oscillating conditions of oscillation amplitude, frequency, and oscillation time, described below, by which the shock application material repeatedly collides with the whole of the internal surface of the hollow casting.
- the shock application material causes a shock and vibration throughout the hollow casting, and the shock and vibration cause all sand including the sand remaining on the internal surface of the hollow portion to leave the casting surface, and to be ejected more easily.
- the shock application material moves freely within the hollow portion to apply the same shock throughout the internal surface of the hollow casting, thus preventing a crack on the casting.
- an opening of the hollow portion is closed.
- an external space following the hollow portion is formed in the end portion. If the opening of the hollow portion is closed without the formation of the external space, the shock application material is difficult to move to the opening end portion, so that sand undesirably accumulates on the opening end portion.
- sand can be also removed from a hollow portion in which no shock application material is put, by a shock and vibration caused by putting the shock application material in a part of hollow portions and oscillating the shock application material.
- a shock and vibration caused by putting the shock application material in a part of hollow portions and oscillating the shock application material.
- an intake port 154 and an exhaust port 155 are formed as a closed space, and a shock application material is put therein to oscillate the cylinder head 152, thus allowing removal of sand remaining in cooling water channels 156 that are a plurality of small hollow portions in which no shock application material is put.
- Figures 22(a) and 22(b) are cutaway views for illustration, and in the cylinder head 152 which is not cut, the hollow portion is formed by the intake port 154 and the exhaust port 155 having an (intake or exhaust) manifold connection port 157 and an (intake or exhaust) valve port 158 as opening ends. Therefore, by closing the opening ends by covers, a closed space can be formed by the intake port 154 and the exhaust port 155.
- the shock application material is preferably constituted by metal balls having a diameter of about 3 to 30 mm, and may contain metal balls having the same diameter or a mixture of metal balls having different diameters. Further, metal particles or abrasives may be mixed.
- the shock application material is a mixture of metal balls having different diameters.
- the shock application material repeats movement with respect to the internal surface of the hollow casting uniformly and thoroughly, and slightly larger metal balls apply shocks enough to remove the sand to the internal surface of the hollow casting.
- the diameter of the metal ball or the material forming the metal ball may be determined by considering the material forming the hollow casting, the cross-sectional area of the hollow portion of the hollow casting, etc.
- the diameter is preferably 3 to 30 mm, but is not limited.
- steel balls or stainless steel balls having a diameter of 10 to 20 mm can be suitably used.
- the shock application material is preferably put in the hollow portion so that the volume thereof shares about 5 to 50% of the volume of the hollow portion of the hollow casting.
- hollow portions in which the shock application material is put are not always all of the hollow portions of the casting, but preferably formed throughout the casting. The purpose of this is to ensure that the shock application material move freely within the hollow portion, the number of collisions of the shock application material with the internal surface of the hollow casting is maintained at a predetermined level, and the shock and vibration caused by the collisions are sufficiently applied to the whole internal surface of the hollow casting.
- the frequency is preferably about 5 to 20 Hz.
- the purpose of this is to maintain the number of collisions of the shock application material with the internal surface of the hollow casting per unit time at a predetermined level. If the frequency is lower than 5 Hz, the number of collisions of the shock application material with the internal surface of the hollow casting is not maintained at a predetermined level, so that the shock caused by the collision cannot undesirably remove sand quickly and sufficiently. Also, depending on the number of shock application materials (for example, steel balls), the sand is removed at the frequency of about 20 Hz, so that even if the frequency is higher than 20 Hz, the effectiveness of energy consumed undesirably decreases.
- the amplitude of oscillation is preferably about 30 to 200 mm. The purpose of this is to maintain the number of collisions of the shock application material with the internal surface of the hollow casting per unit time at a predetermined level by properly setting the movement range of the shock application material within the hollow portion. If the amplitude of oscillation is smaller than 30 mm, the number of collisions of the shock application material with the internal surface of the hollow casting is not maintained at a predetermined level, so that the shock caused by the collision cannot undesirably remove sand quickly and sufficiently.
- the total oscillation time is preferably about 1 to 120 minutes. The purpose of this is to maintain the total number of collisions of the shock application material with the internal surface of the hollow casting. If the total oscillation time is shorter than 1 minute, the total number of collisions of the shock application material with the internal surface of the hollow casting is not maintained, so that the sand on the internal surface of the hollow casting is not undesirably sufficiently removed. Also, depending on other conditions, the sand is thoroughly removed in about 120 minutes, thus even if the total oscillation time is longer than 120 minutes, the effectiveness of time taken to manufacture the hollow casting undesirably does not increase.
- the direction in which the hollow casting is oscillated is selected so that the number of collisions of the shock application material with the internal surface of the hollow casting is maintained at a predetermined level.
- the direction may be determined according to the shape of the hollow portion of the hollow casting. For example, when the intake manifold 140 shown in Figure 1 is oscillated, it is not preferable that the intake manifold 140 is oscillated in either lengthwise direction of the hollow portion 146 thereof. This is because the percentage of the shock application material having a long movement distance in the hollow portion 146 increases, and the number of collisions of the shock application material with the internal surface of the hollow casting caused by the oscillation decreases.
- the preferable oscillating direction when the intake manifold 140 is oscillated is, for example, the direction indicated by the arrow mark R in Figure 1. It is also preferable that the direction is changed during oscillation.
- Barrel polishing is grinding means in which an object to be treated such as a work is put in a container together with an abrasive or a grinding assistant such as silica sand, and the container is oscillated, by which the object to be treated repeatedly collides with the abrasive or the grinding assistant to smooth and clean a surface of the object to be treated.
- the barrel polishing is grinding means that is often used, and has features of allowing automated operation, adjustment of finishing by selecting the abrasive or the grinding assistant, and grinding of the whole surface of the object to be treated at the same time.
- grinding including the barrel polishing produces vibration, dust, noise, etc., and influences on operational environments or environments around a plant site should be noted.
- a special grinder providing for dust collection, noise insulation, and vibration insulation, but if the object to be treated is a casting such as an automotive part, a plurality of castings cannot be accommodated in the grinder at a time because of a large size of the object. Also, some collisions of the objects to be treated with each other are to be avoided.
- the conventional grinder requires separate processing in succession, which does not increase processing efficiency and is not suitable for mass production.
- increasing the number of grinders increases the amount of processing per unit time, but also increases equipment costs.
- Patent document 8 is a prior art document concerting an apparatus like the oscillating apparatus.
- a vibration generating apparatus used in a method for removing powdery and particulate matters adhered to an internal wall surface of a cavity of a work of a cast product is disclosed, though the apparatus is not for grinding.
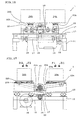
- Figure 12 is a top view of an embodiment of an oscillating apparatus according to the present invention
- Figure 13 is a view (side view) taken in the direction of arrow C in Figure 12
- Figure 14 is a view taken in the direction of arrow D in Figure 12.
- a prime mover 36 In an oscillating apparatus 2 as shown, power for oscillation is provided by a prime mover 36. A rotational motion caused by the prime mover 36 is transmitted to two rotation shafts 40a, 40b by a conduction member 35 to rotate the shafts. The two rotation shafts 40a, 40b rotate at the same time, but the rotational motions thereof are converted into two opposite reciprocating motions by cranks 38, 39 provided on the rotation shafts 40a, 40b, respectively.
- an oscillating plate 42a connected to the crank 38 via a rod 41a performs a reciprocating motion along a linear bearing 43a that is one of slide guide mechanisms
- an oscillating plate 42b connected to the crank 39 via a rod 41b performs a reciprocating motion along a linear bearing 43b that is one of slide guide mechanisms
- the reciprocating motions are performed such that when the oscillating plate 42a moves in a direction F11, the oscillation plate 42b moves in a direction F12, and when the oscillating plate 42a moves in a direction R11, the oscillation plate 42b moves in a direction R12.
- the oscillating plates 42a, 42b perform reciprocating motions in opposite directions symmetrically with respect to the two rotation shafts 40a, 40b as their symmetrical axes.
- the reciprocating motions cause in opposite directions symmetrically, at the same time, oscillation of an oscillated product 44a and an oscillated product 44b fixed on the oscillating plate 42a and the oscillating plate 42b, respectively, and vibration caused by the reciprocating motion of the oscillating plate 42a and the oscillation of the oscillated product 44a and vibration caused by the reciprocating motion of the oscillating plate 42b and the oscillation of the oscillated product 44b cancel each other.
- the operational environments are improved to reduce influences on the environments around the plant site.
- a bed plate 33 is placed on a bed 31, and all components including the prime mover 36 are mounted to the bed 31.
- the prime mover 36 may be provided on a vibration insulating bed.
- the shown prime mover 36 is an electric motor, but not limited to the electric motor, the prime mover may be an internal combustion engine etc. in the present invention.
- a rotation shaft mounting bracket 34 is provided on the bed plate 33, a bearing 45 is mounted to the rotation shaft mounting bracket 34, and another bearing 45 is mounted to an underside of the bed plate 33.
- the two rotation shafts 40a, 40b are rotatably mounted perpendicularly to the bed plate 33 by the plurality of bearings 45.
- the two rotation shafts 40a, 40b are connected to a rotation shaft of the prime mover 36 via one conduction member 35.
- the conduction member 35 is, for example, a V belt, and transmits the rotational motions via pulleys 37 provided on the rotation shaft of the prime mover 36 and the two rotation shafts 40a, 40b, respectively.
- rotation shafts are not limited, and diameters or materials thereof are not limited as long as the rotation shafts have predetermined strength.
- Specifications of the conduction member are not limited, and a timing belt or a gear may be used.
- the bearing is not limited as long as it supports the rotation shaft that performs the rotational motion.
- the rotation shafts 40a, 40b have the cranks 38, 39, respectively, and the cranks 38, 39 face diametrically opposite directions as shown in Figures 12 and 13.
- the oscillating plates 42a, 42b are placed substantially symmetrically with respect to the two rotation shafts 40a, 40b, the oscillating plate 42a is connected to the crank 38 of the rotation shaft 40a via the rod 41a, and the oscillating plate 42b is connected to the crank 39 of the rotation shaft 40b via the rod 41b.
- the oscillating plates 42a, 42b on which the oscillated products 44a, 44b are placed and fixed are versatile flat plates, and are movably mounted to the two linear bearings 43a, 43b, respectively.
- the linear bearing is one of the slide guide mechanisms, and a bearing using a ball or a roller for guiding the oscillated product that performs a linear motion.
- the slide guide mechanism besides the linear bearing, a ball spline bearing for endless sliding, an oilless bearing, etc. can be used.
- Detailed specifications thereof, and an aspect of mounting the oscillating plate to the slide guide mechanism are not limited as long as a high speed reciprocating motion can be realized, and the oscillating plate is hard to release in the reciprocating motion.
- the shape etc. of the oscillating plate is not limited as long as it can fix the oscillated product, and if the oscillated product has a specific shape, the oscillated product may be fixed via a mounting jig.
- the rotational motion caused by the prime mover 36 is converted into two reciprocating motions in substantially horizontal opposite directions of the oscillating plates 42a, 42b connected and distributed to the cranks 38, 39. Then, the oscillated product 44a fixed on the oscillating plate 42a and the oscillated product 44b fixed on the oscillating plate 42b are oscillated at the same time in horizontal opposite directions to cancel vibration each other.
- Figure 15 is a top view of another embodiment of an oscillating apparatus according to the present invention
- Figure 16 is a view (side view), partially in perspective, taken in the direction of arrow B in Figure 15
- Figure 17 is a sectional view (side view) taken along the line A-A of Figure 15.
- an oscillating apparatus 1 power for oscillation is provided by a prime mover 16.
- a rotational motion caused by the prime mover 16 is transmitted to a primary rotation shaft 14 by a primary conduction member 15 to rotate the primary rotation shaft 14.
- the rotational motion is transmitted to a secondary rotation shaft 20 by a secondary conduction member 17 to rotate the secondary rotation shaft 20.
- the secondary rotation shaft 20 rotates, but the rotational motion thereof is converted into two opposite reciprocating motions by two cranks 18, 19 provided on the secondary rotation shaft 20.
- an oscillating plate 22a connected to the crank 18 via a rod 21a performs a reciprocating motion along a linear bearing 23a that is one of slide guide mechanisms
- an oscillating plate 22b connected to the crank 19 via a rod 21b performs a reciprocating motion along a linear bearing 23b that is one of slide guide mechanisms
- the reciprocating motions are performed such that when the oscillating plate 22a moves in a direction F1, the oscillation plate 22b moves in a direction F2, and when the oscillating plate 22a moves in a direction R1, the oscillation plate 22b moves in a direction R2.
- the oscillating plates 22a, 22b perform reciprocating motions in opposite directions symmetrically with respect to the secondary rotation shaft 20 as their symmetrical axis.
- the reciprocating motions cause in opposite directions symmetrically, at the same time, oscillation of an oscillated product 24a and an oscillated product 24b fixed on the oscillating plate 22a and the oscillating plate 22b, respectively, and vibration caused by the reciprocating motion of the oscillating plate 22a and the oscillation of the oscillated product 24a and vibration caused by the reciprocating motion of the oscillating plate 22b and the oscillation of the oscillated product 24b cancel each other.
- the operational environments are improved to reduce influences on the environments around the plant site.
- a bed plate 13 is placed on a bed 11, and all components other than the prime mover 16 are mounted to the bed 11.
- the prime mover 16 may be provided on a vibration insulating bed.
- the shown prime mover 16 is an electric motor, but not limited to the electric motor, the prime mover may be an internal combustion engine etc. in the present invention.
- the primary rotation shaft 14 is rotatably mounted to an underside of the bed plate 13 by a bearing 25, and the primary rotation shaft 14 is connected to a rotation shaft of the prime mover 16 via the primary conduction member 15. Further, the secondary rotation shaft 20 is rotatably mounted to a top side of the bed plate 13 by the bearing 25, and the secondary rotation shaft 20 is connected to the primary rotation shaft 14 via the secondary conduction member 17.
- the primary conduction member 15 and the secondary conduction member 17 are timing belts (toothed conduction belts), and mesh gears provided respectively on the rotation shaft of the prime mover 16, the primary rotation shaft 14, and the secondary rotation shaft 20 to transmit the rotational motions.
- Changing the gear ratio, together with control of rotation of the prime mover 16 allows control of the frequency of oscillation in the reciprocating motions of the oscillating plates 22a, 22b (that is, oscillation of the oscillated products) through control of the number of rotation of the secondary rotation shaft 20.
- Specifications of the primary rotation shaft and the secondary rotation shaft are not limited, and diameters or materials thereof are not limited as long as the rotation shafts have predetermined strength. Specifications of the primary conduction member and the secondary conduction member are not limited, and a V belt or a gear may be used. The primary conduction member and the secondary conduction member do not need to have the same specifications.
- the bearing is not limited as long as it supports the rotation shaft that performs the rotational motion.
- the secondary rotation shaft 20 has the two cranks 18, 19, and the cranks 18, 19 face diametrically opposite directions as shown in Figures 15 and 16.
- the two cranks 18, 19 facing opposite directions are placed on a plane passing an axis of the secondary rotation shaft 20.
- the oscillating plate 22a and the oscillating plate 22b are placed substantially symmetrically with respect to the secondary rotation shaft 20, the oscillating plate 22a is connected to the crank 18 of the secondary rotation shaft 20 via the rod 21a, and the oscillating plate 22b is connected to the crank 19 via the rod 21b.
- the oscillating plates 22a, 22b on which the oscillated products 24a, 24b are placed and fixed are versatile flat plates, and are movably mounted to the two linear bearings 23a, 23b, respectively.
- Detailed specifications of the slide guide mechanism, and an aspect of mounting the oscillating plate to the slide guide mechanism are not limited as long as a high speed reciprocating motion can be realized, and the oscillating plate is hard to release in the reciprocating motion.
- the shape etc. of the oscillating plate is not limited as long as it can fix the oscillated product, and if the oscillated product has a specific shape, the oscillated product may be fixed via a mounting jig.
- the rotational motion caused by the prime mover 16 is converted into two reciprocating motions in substantially horizontal opposite directions of the secondary rotation shift 20 of the oscillating plates 22a, 22b connected to the cranks 18, 19. Then, the two oscillated products 24a fixed on the oscillating plate 22a and the two oscillated products 24b fixed on the oscillating plate 22b are oscillated at the same time in horizontal opposite directions to cancel vibration each other.
- the oscillating apparatus is means for efficiently oscillating a work etc. while restraining vibration or dust, and does not limit specific use of what to oscillate, or advantages of the oscillation etc. Now, use and advantages provided by the oscillating device according to the present invention will be exemplified.
- a mixture of a work etc. with a burr, flash, scale, etc. and an abrasive or a grinding assistant is used as an oscillated product, and the mixture is put in a container and oscillated to smooth and clean a surface of the work. It is considered that the oscillation causes repeated collisions of the abrasive or the grinding assistant with the work to grind the surface of the work.
- the oscillating apparatus provides advantages similar to those of the vibration generating apparatus in Patent document 8 by different means.
- a hollow casting in which metal containing a polyhedral or spherical material is put in a hollow portion to close the hollow portion, is used as an oscillated product, and oscillating the product allows removal of powdery and particulate matters remaining on a surface of a wall portion defining the hollow portion.
- the oscillation causes repeated collisions of the metal containing at least the polyhedral or spherical material with the wall portion defining the hollow portion to causes the shock, which causes the powdery and particulate matters to leave the casting surface, and to be removed.
- the oscillating apparatus is suitable for the case where the oscillated product is a mixture of a hollow product and a surface treated material.
- the hollow product means a treated product including said hollow casting and having a hollow portion, and the treated product means an object that is to be subjected or has been subjected to predetermined treatment.
- a hollow product in which a surface treatment material containing a polyhedral or spherical material is put in a hollow portion to close the hollow portion is uses as an oscillated product, and oscillating the product allows a surface of a wall portion defining the hollow portion to be subjected to predetermined treatment.
- the predetermined treatment is, for example, forming dimples on the surface of the wall portion, though not limited.
- the hollow portion with dimples reduces resistance when a fluid passes, and the hollow product subjected to such treatment is suitable for machine members that treat a fluid such as gas or liquid.
- a fluid such as gas or liquid.
- the hollow product any one casting selected from the group of automotive air intake system parts consisting of an intake manifold, turbine housing, compressor cover, cylinder head, and air duct can be cited. These are hollow castings, therefore it is preferable that the surface treatment material contains at least the polyhedral or spherical material as described above, and made of at least a metal material.
- a frequency of oscillation is preferably about 3 t0 30 Hz
- a stroke (amplitude) of the oscillation is preferably about 10 to 500 mm
- total oscillation time is preferably about 3 to 180 minutes. It is preferable that, for the oscillating apparatus according to the present invention, materials of the components are selected and mechanical strength is determined, so as to provide appropriate specifications according to the above described values.
- the treatment of the hollow portion was performed by the same method as that in Example 1 except that stainless steel shot balls having a diameter of 0.6 mm were used as a surface treatment material and the oscillation time was 120 minutes.
- the result is given in Table 1.
- the treatment of the hollow portion was performed by the same method as that in Example 1 except that silica sand of sand blasting was used as a surface treatment material and the oscillation time was 120 minutes.
- the result is given in Table 1.
- Example 1 The treatment of the hollow portion was performed by the same method as that in Example 1 except that grindstone chips were used as a surface treatment material and the oscillation time was 120 minutes.
- the result is given in Table 1.
- Frequency [Hz] Oscillation amplitude [mm]
- Surface treating material Oscillation time [min]
- Example 1 8 60 Steel balls 10 mm in dia ⁇ 41 Steel balls 20 Steel balls 20 mm in dia ⁇ 3 100 2.00
- Comparative example 1 8 60 SUS shot balls (0.6 mm in dia) 120 6.90
- Comparative example 2 8 60 Blasting sand (silica sand) 120 9.48
- the surface treated product that moves relatively in the fluid and has the feature on its surface.
- the surface treatment method and the surface treatment apparatus that allow such a surface treated product to be obtained.
- the surface treated product according to the present invention improves the flow state when the fluid flows on the surface, and reduces the resistance of the fluid.
- an automotive air intake system part such as an intake manifold can be manufactured, and by providing this automotive air intake system part, the output of an engine can be increased.
- a core can be removed while smoothing without using the conventional means such as sand blasting, and a hollow casting can be obtained that has a smooth surface of a wall portion defining a hollow portion without using a core whose surface is especially smoothed. Therefore, the core can be manufactured at a lower cost, and a problem of the production of burrs etc. ascribed to the core is less liable to arise. Also, the equipment cost and operation cost for sand blasting etc. can be reduced, and the manufacturing process can be shortened. Further, the smoothing material can be used repeatedly. Since the change interval of a cutting oil and a cutter blade is lengthened in the subsequent process, the production of wastes can be restrained. In addition, the present invention can contribute to the reduction in environmental load through these advantages.
- core sand can be easily and sufficiently removed from a surface of a hollow casting, even if the hollow casting has a simple shape or a complex shape with a bent hollow portion, and a clean hollow casting with the core sand removed from the surface can be obtained.
- castings or other works can be efficiently oscillated while restraining vibration thereof and of the oscillating apparatus.
- Application to grinding, dimple forming, or other surface treatment, removal of core sand, and removal of other unnecessary residual matters, with respect to the castings or other works, contributes to improved competitiveness of castings or other works subjected to the treatment.
Applications Claiming Priority (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002187643 | 2002-06-27 | ||
| JP2002187643 | 2002-06-27 | ||
| JP2002289208 | 2002-10-01 | ||
| JP2002289208 | 2002-10-01 | ||
| JP2003113962A JP2004174602A (ja) | 2002-06-27 | 2003-04-18 | 中空鋳物の製造方法 |
| JP2003113962 | 2003-04-18 | ||
| JP2003113966A JP2004174603A (ja) | 2002-06-27 | 2003-04-18 | 中空鋳物の砂除去方法 |
| JP2003113966 | 2003-04-18 | ||
| JP2003121597 | 2003-04-25 | ||
| JP2003121597A JP3964349B2 (ja) | 2002-06-27 | 2003-04-25 | 表面加工体及び表面加工方法並びに表面加工装置 |
| JP2003132666A JP4703947B2 (ja) | 2002-06-27 | 2003-05-12 | 揺動装置 |
| JP2003132666 | 2003-05-12 | ||
| PCT/JP2003/008148 WO2004003394A1 (ja) | 2002-06-27 | 2003-06-26 | 表面加工体及び表面加工方法並びに表面加工装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1541877A1 true EP1541877A1 (de) | 2005-06-15 |
| EP1541877A4 EP1541877A4 (de) | 2006-01-25 |
| EP1541877B1 EP1541877B1 (de) | 2010-08-04 |
Family
ID=30004076
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03736286A Expired - Lifetime EP1541877B1 (de) | 2002-06-27 | 2003-06-26 | Objekt, dessen oberfläche zu behandeln ist, oberflächenbehandlungsverfahren und flächenbehandlungsvorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1541877B1 (de) |
| CN (1) | CN1321271C (de) |
| AT (1) | ATE476604T1 (de) |
| AU (1) | AU2003244006A1 (de) |
| DE (1) | DE60333653D1 (de) |
| WO (1) | WO2004003394A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008060151A1 (de) * | 2008-12-02 | 2010-06-10 | Bosch Mahle Turbo Systems Gmbh & Co. Kg | Verfahren zur Erhöhung der Verschleißfestigkeit |
| WO2016164955A1 (de) * | 2015-04-17 | 2016-10-20 | Fill Gesellschaft M.B.H. | Entkernmaschine/rüttelmaschine mit verbessertem antrieb |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007114377A1 (ja) * | 2006-03-30 | 2007-10-11 | Asahi Tec Corporation | 上下揺動式加工装置 |
| CN105269327B (zh) * | 2015-11-25 | 2017-11-21 | 镇江市恒源汽车零部件有限公司 | 一种用于汽车发动机排气歧管加工的多工序换位加工装置 |
| CN108015265A (zh) * | 2017-11-02 | 2018-05-11 | 中国航发哈尔滨东安发动机有限公司 | 复杂腔体和油路铸件内壁清理方法 |
| CN113122849B (zh) * | 2019-12-31 | 2023-04-14 | 苏州丰川电子科技有限公司 | 笔记本电脑金属件的加工装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05149204A (ja) * | 1991-11-29 | 1993-06-15 | Asahi Tec Corp | エンジン用吸気管 |
| EP1065345A2 (de) * | 1999-06-30 | 2001-01-03 | General Electric Company | Turbinenelement mit erhöhter Wärmeleitfähigkeit und dessen Herstellungsweise |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5964267A (ja) * | 1982-10-05 | 1984-04-12 | Mitsubishi Heavy Ind Ltd | 表面処理方法 |
| JPS6124145U (ja) * | 1984-07-17 | 1986-02-13 | エ−ジ−エムフイルトレ−シヨン株式会社 | 工作物内面研削装置 |
| JPH02136559A (ja) * | 1988-11-17 | 1990-05-25 | Showa Alum Corp | 吸気マニホルド |
| JP2619740B2 (ja) * | 1990-12-07 | 1997-06-11 | 共栄電工 株式会社 | 磁気研磨装置 |
| JP2727039B2 (ja) * | 1991-05-20 | 1998-03-11 | 伸一 田代 | 燃料供給系及び気化器 |
| JPH05149132A (ja) | 1991-11-29 | 1993-06-15 | Asahi Tec Corp | エンジン用排気管 |
| JPH08246163A (ja) * | 1995-01-11 | 1996-09-24 | Kao Corp | 金属表面への撥液性付与方法 |
| JPH08247343A (ja) | 1995-03-09 | 1996-09-27 | Ishikawajima Harima Heavy Ind Co Ltd | 伝熱管及び該伝熱管の製造方法 |
| JP3016067B2 (ja) | 1995-11-02 | 2000-03-06 | 学校法人立命館 | 鋳物の中子の除去方法及び除去装置 |
| JPH1028314A (ja) | 1996-07-05 | 1998-01-27 | Fujikura Ltd | パイプ式ジャンパ装置 |
| JPH10138117A (ja) * | 1996-11-08 | 1998-05-26 | Sinto Brator Co Ltd | アルミホイールの研磨方法およびこれに用いる研磨用メディア並びにバレル研磨装置 |
| JPH11188477A (ja) | 1997-12-25 | 1999-07-13 | Ahresty Corp | 鋳物の中子除去方法 |
| JPH11190471A (ja) | 1997-12-26 | 1999-07-13 | Nkk Corp | 低管路抵抗管 |
| JPH11304300A (ja) | 1998-04-24 | 1999-11-05 | Toshiba Ave Co Ltd | 冷凍サイクル |
| JP2000055014A (ja) | 1998-08-05 | 2000-02-22 | Koichi Nagahisa | 流体の抵抗緩和装置 |
| JP2001030064A (ja) | 1999-07-22 | 2001-02-06 | Isuzu Motors Ltd | 内部付着物除去方法と加振装置 |
-
2003
- 2003-06-25 CN CNB031374859A patent/CN1321271C/zh not_active Expired - Lifetime
- 2003-06-26 WO PCT/JP2003/008148 patent/WO2004003394A1/ja active Application Filing
- 2003-06-26 DE DE60333653T patent/DE60333653D1/de not_active Expired - Lifetime
- 2003-06-26 AT AT03736286T patent/ATE476604T1/de not_active IP Right Cessation
- 2003-06-26 AU AU2003244006A patent/AU2003244006A1/en not_active Abandoned
- 2003-06-26 EP EP03736286A patent/EP1541877B1/de not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05149204A (ja) * | 1991-11-29 | 1993-06-15 | Asahi Tec Corp | エンジン用吸気管 |
| EP1065345A2 (de) * | 1999-06-30 | 2001-01-03 | General Electric Company | Turbinenelement mit erhöhter Wärmeleitfähigkeit und dessen Herstellungsweise |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 017, no. 544 (M-1489), 30 September 1993 (1993-09-30) & JP 05 149204 A (ASAHI TEC CORP), 15 June 1993 (1993-06-15) * |
| See also references of WO2004003394A1 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008060151A1 (de) * | 2008-12-02 | 2010-06-10 | Bosch Mahle Turbo Systems Gmbh & Co. Kg | Verfahren zur Erhöhung der Verschleißfestigkeit |
| WO2016164955A1 (de) * | 2015-04-17 | 2016-10-20 | Fill Gesellschaft M.B.H. | Entkernmaschine/rüttelmaschine mit verbessertem antrieb |
| AT517133B1 (de) * | 2015-04-17 | 2017-09-15 | Fill Gmbh | Entkernmaschine/Rüttelmaschine mit verbessertem Antrieb |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60333653D1 (de) | 2010-09-16 |
| EP1541877B1 (de) | 2010-08-04 |
| CN1475677A (zh) | 2004-02-18 |
| WO2004003394A1 (ja) | 2004-01-08 |
| AU2003244006A1 (en) | 2004-01-19 |
| ATE476604T1 (de) | 2010-08-15 |
| CN1321271C (zh) | 2007-06-13 |
| EP1541877A4 (de) | 2006-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7458881B2 (en) | Surface treated product, surface treatment method, and surface treatment apparatus | |
| EP3053731B1 (de) | Verfahren zur herstellung und reinigung | |
| Hashimoto et al. | Abrasive fine-finishing technology | |
| US8893538B2 (en) | Instantaneous heat treatment method for metal product | |
| EP1541877B1 (de) | Objekt, dessen oberfläche zu behandeln ist, oberflächenbehandlungsverfahren und flächenbehandlungsvorrichtung | |
| US4823513A (en) | Apparatus and process for vibratory finishing of parts | |
| US5090870A (en) | Method for fluent mass surface texturing a turbine vane | |
| Lee et al. | Planetary motion combined with two-dimensional vibration-assisted magnetic abrasive finishing | |
| US20060046620A1 (en) | Process for forming spherical components | |
| JPWO2007013422A1 (ja) | 運動案内装置の製造方法、およびこの方法を用いて製造される運動案内装置 | |
| JP4331508B2 (ja) | 硬化鋳物及び製造方法、並びに鋳物の硬化方法 | |
| US7685855B2 (en) | Vertically shaking working device | |
| JP5059386B2 (ja) | 車両用アルミニウムホイールの塗装方法 | |
| US20040000384A1 (en) | Hollow casting and manufacturing method therefor, and method and apparatus for smoothing internal surface of hollow casting | |
| Yadav et al. | Effect of Unconventional Machining on Surface Roughness of Metal: Aluminum and Brass-A Case Study of Abrasive Flow | |
| Kiani et al. | Abrasive flow machining: A review on new developed hybrid AFM process | |
| KR20100099086A (ko) | 링 원심주조 장치 | |
| JP4703947B2 (ja) | 揺動装置 | |
| CN112959204B (zh) | 汽车发动机气缸内孔网纹的专用珩磨加工材料及加工工艺 | |
| CN109513885A (zh) | 一种用于发动机气缸盖的消失模涂料装置 | |
| Sharma et al. | Post-Processing of Additive Manufactured Components Through Abrasive Flow Machining Process | |
| CN116855701A (zh) | 一种大模数齿轮抗早期齿面微点蚀加工方法 | |
| Loh et al. | Experimental Investigation on the Effect of Surface Shape and Orientation in Magnetic Field Assisted Mass Polishing. Micromachines 2022, 13, 1060 | |
| RU2336154C2 (ru) | Способ вибрационной обработки порошковых деталей | |
| EP2620676A2 (de) | Verbesserungen bei oder in Zusammenhang mit Flüssigkeitsdichtungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050126 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20051208 |
|
| 17Q | First examination report despatched |
Effective date: 20070321 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60333653 Country of ref document: DE Date of ref document: 20100916 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101104 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101206 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101115 |
|
| 26N | No opposition filed |
Effective date: 20110506 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60333653 Country of ref document: DE Effective date: 20110506 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110626 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110626 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220523 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60333653 Country of ref document: DE |