EP1536898B1 - Verfahren zur herstellung eines pressgehärteten bauteils - Google Patents
Verfahren zur herstellung eines pressgehärteten bauteils Download PDFInfo
- Publication number
- EP1536898B1 EP1536898B1 EP03807811A EP03807811A EP1536898B1 EP 1536898 B1 EP1536898 B1 EP 1536898B1 EP 03807811 A EP03807811 A EP 03807811A EP 03807811 A EP03807811 A EP 03807811A EP 1536898 B1 EP1536898 B1 EP 1536898B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- blank
- trimmed
- hot
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
Definitions
- the invention relates to a method for producing a metallic mold component, in particular a body component, from a semifinished product of thermoformable sheet steel.
- a blank is first cut out of a coil, which then above the microstructure transformation temperature of the steel material, above which the material structure is in the austenitic state, heated, placed in the heated state in a forming tool and formed into the desired component shape and cooled with mechanical fixation of the desired Umform gleichs, wherein a compensation or curing of the component takes place.
- the invention is therefore based on the object to improve the process flow in the manufacture of components from hot-forming sheets to the effect that the cycle time - regardless of the length of the component outer contour - can be reduced.
- the basic idea of the invention lies in the consideration that the component manufacturing process should be designed in such a way that it is possible to dispense with the procedurally complex and costly final trimming of the hardened component.
- the edge regions are therefore according to the invention already cut in the uncured state of the component and not only - as usual in hot forming usual - after the heating and curing process.
- the production process according to the invention thus provides that a blank is first cut out of a coil of a hot-workable steel sheet. From this board is then removed by means of a conventional cold forming process, e.g. formed by deep drawing, and then trimming the edge regions a component blank, which has both (approximately) the desired three-dimensional shape as well as (approximately) the desired outer contour of the finished component.
- This component blank is then heated to a temperature lying above the forming temperature of the material and transferred in the hot state in a hot-forming tool in which the component is press-hardened. In this process step, the component blank undergoes a comparatively low deformation and at the same time undergoes a targeted heat treatment in the course of which a cross-component or local hardening takes place.
- component edges are changed only slightly, so that the need for a final trimming of the component edges deleted.
- component edges are both outer Boundaries as well as inner edge areas (boundaries of breakthroughs of the component) to understand.
- the trimming of the excess edge areas thus takes place before the hot forming;
- the component blank is in a soft (uncured) state and therefore can be trimmed using conventional mechanical methods.
- the cycle times can be significantly reduced compared to the conventional process flow.
- a high quality cut edge is achieved.
- thermoforming process is used as the cold-forming process for shaping the component geometry close to the final shape (see claim 2). Since a multi-stage formability of the component blank is possible in the soft state, even complex component geometries can be formed.
- mechanical cutting means are used (see claim 3). These cutting means can be integrated into the cold forming tool, in particular in the form of folding and / or punching tools, so that the edge trimming is not carried out in a separate method step but as part of the cold forming (see claim 4).
- the finished molded component should be cooled as quickly as possible.
- the finished molded component is quenched in a tool which is cooled by means of a brine (with temperature ⁇ 0 ° C) as a coolant (see claim 5);
- a brine has a particularly high thermal conductivity and heat capacity. In this way, a particularly rapid cooling of the component can be achieved.
- a semi-finished product made of an air-hardening steel is used for the production of the component (see claim 6).
- air-hardening steels quench the component In principle no additional cooling (eg by the hot forming tool) is necessary.
- the component blank is formed in the hot forming tool to final contour and then cooled only in the hot forming tool until sufficient heat resistance, rigidity and associated dimensional stability of the component is achieved. Subsequently, the component can be removed from the hot forming tool and cooled in the air ready; the hot forming tool is thus ready for receiving another component blank.
- the cycle times in the production of hardened components can be further shortened. - If the air hardening under a protective gas, it results - in addition to this time gain - the further advantage that forms no scale on the component and thus eliminates the costly subsequent descaling (see claim 7).
- the component With such heating and heat treatment under inert gas, the component remains free from surface contamination and therefore can advantageously be subjected to surface coating directly following hot working and quenching (i.e., after cooling to a temperature below the martensite temperature) (see claim 8).
- surface coating directly following hot working and quenching (i.e., after cooling to a temperature below the martensite temperature) (see claim 8).
- corrosion-inhibiting protective layers for example by galvanizing
- the residual heat resulting from the hot forming, remaining in the component can be used directly.
- a further heat treatment of the component can be carried out by tempering.
- the heating of the trimmed component blank before hot working can be carried out in a continuous furnace (see claim 9).
- the heating is carried out inductively (see claim 10).
- Such inductive heating takes place very quickly, which is why an additional time gain in the overall process time can be achieved in this case. Due to the short heating time continues to occur during heating only a negligible scaling of the component surfaces, which is why the use of inert gas can be omitted.
- Inductive heating has particular advantages in those applications in which not the entire component, but only selected areas of the component are to be press-hardened: Then selectively - by suitable design of the inductors - only the selected areas to be cured are heated and then hot-formed Tool hardened, while the remaining, unheated areas are formed in the hot forming tool, but remain in the original ductility.
- the induction heating allows adjustment of the component properties across the sheet thickness ("soft core - hard cover layer"). In this way, locally variable strength and stiffness properties can be achieved on the finished component.
- a separate, arranged between cutting device and hot forming tool heating station - analogous to the continuous furnace - are provided.
- the inductive heating is associated with a small footprint, resulting in cost savings.
- the shape and arrangement of the inductors is matched to the shape of the trimmed component blank or the areas to be heated.
- heating may also take place in the cutting device (directly after edge trimming) or in the hot forming tool (immediately before hot working).
- the cutting device or the forming tool is provided with internal inductors, or the component is heated by means of external, correspondingly shaped inductors which are introduced after the edge trimming or before the hot forming in the open cutting device or the open hot forming tool and there be placed at the desired location of the component.
- a board 3 is used as a semifinished product 2, which is cut out of a unwound Blechcoil.
- a composite sheet may be used as a semifinished product which, as described, for example, in DE 100 49 660 A1, consists of a base sheet and at least one reinforcing sheet.
- a semi-finished a Taylored Blank which consists of several welded together sheets of different material thickness and / or different material properties.
- the semifinished product may be a three-dimensionally shaped sheet metal part produced by any forming process which is to undergo further forming and a strength / rigidity increase with the aid of the method according to the invention.
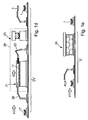
- a first process step I the board 3 - as shown in Figure la - cut from a developed and straightened portion of a coil 5 of a thermoformable sheet.
- the thermoformable material is in a "soft" (i.e., uncured) state at this time, so that the circuit board 3 can easily be cut out using conventional mechanical cutting means, such as a scissor lift 4.
- the cutting of the board 3 is advantageously carried out by means of a platinum press 6, which ensures an automated feed of the coil 5 and an automatic punching and removal of the cut-out board 3.
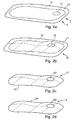
- the thus cut out board 3 is shown in Figure 2a in a schematic perspective view
- the cut-out blanks 3 are deposited on a stack 7 and are fed in a stacked form to a cold-forming station 8 (see FIG. 1b).
- a two-stage deep drawing tool 9 - a component blank 10 is formed.
- a predetermined, optimized material flow on the blank 3 must be ensured during the cold forming process.
- the board 3 has edge regions 11 which protrude beyond an outer contour 12 of the component 1 to be molded (indicated by dashed lines in FIG. 2 a). In these edge regions 11 controlled forces are exerted during the drawing process by hold-down 13, which cause a targeted flow of material on the board 3 and thus a high-quality drawing result.
- the component blank 10 is formed close to the final contour.
- the term "close-to-net shape” should be understood to mean that those parts of the geometry of the finished component 1 which are accompanied by a macroscopic flow of material are completely formed in the component blank 10 after the cold-forming process has been completed.
- the component blank 10 is shown in FIG. 2b.
- the near-net shape shaping can take place in a single deep-drawing step, or it can be multi-stage - for example, in the two-stage deep drawing press 9 shown in FIG. 1b.
- the component blank 10 is inserted into a cutting device 15 and cut there (process step III, FIG. 1c). Since the material of the component blank 10 is still in a "soft", ie uncured, state at this time, this cutting process can be carried out with the aid of mechanical cutting means 14 (Especially with cutting blades, folding and / or punching tools) done.
- a separate cutting device 15 may be provided for the trimming process.
- the cutting means 14 may be integrated into the last stage 9 'of the deep-drawing tool 9, so that in the last deep-drawing stage 9' in addition to the finished molding of the sheet metal blank 10, the marginal cutting occurs.
- the board 3 produces a truncated component blank 17 which is close to the final contour and which is only slightly different from the desired one in terms of its three-dimensional shape and with respect to its edge contour 12 ' Deviates component shape.
- the cut edge portions 11 are removed in the cutting device 15; the component blank 17 (FIG. 2c) is removed from the cutting device 15 by means of a manipulator 19 and fed to the next process stage.
- the trimmed component blank 17 is now subjected to hot forming, in the context of which it is formed and hardened onto the final component mold 1.
- the trimmed component blank 17 is inserted by a manipulator 20 in a continuous furnace 21, where it is heated to a temperature which is above the structural transformation temperature in the austenitic state; Depending on the steel grade, this corresponds to a heating to a temperature between 700 ° C. and 1100 ° C.
- the atmosphere of the continuous furnace 21 is rendered inert by a targeted and sufficient addition of a protective gas in order to prevent scaling of uncoated interfaces 12 'of the trimmed blanks 17 or 17. when using uncoated sheets - to prevent the entire blank surface.
- protective gas for example, carbon dioxide and / or nitrogen can be used.
- the heated trimmed component blank 17 is then inserted by means of a manipulator 22 into a hot-forming tool 23, in which the three-dimensional shape and the edge contour 12 'of the trimmed component blank 17 are brought to their final, desired level. Since the trimmed component blank 17 already has near net shape dimensions, only a slight adaptation of the shape is necessary during hot forming.
- the hot-forming tool 23 the trimmed blank 17 is finish-formed and rapidly cooled, whereby a fine-grained martensitic or bainitic material structure is set. This process step corresponds to a hardening of the component 1 and allows a targeted adjustment of the material strength. Details and various embodiments of this curing process are described for example in DE 100 49 660 A1.
- a cross-component curing of the entire component 1 can take place; alternatively, portions of the component 1 selected by a suitable shape of the hot working tool (e.g., insulating inserts, air gaps, etc.) may be recessed from hardening so that the hardening of the component 1 is only local.
- a suitable shape of the hot working tool e.g., insulating inserts, air gaps, etc.
- the component 1 is removed from the hot forming tool 23. Due to the hot-forming process upstream near-net shape trimming of the component blank 10 and the shape adaptation of the outer boundary 12 'in hot forming tool 23, the component 1 after completion of the hot forming process already the desired outer contour 24, so that no time-consuming trimming of the component edge after hot forming is.
- the component 1 is quenched in a hot-working tool cooled by brine.
- a hot-working tool cooled by brine.
- Such a brine has a high thermal conductivity and heat capacity lapped.
- the brine can be cooled to temperatures well below the freezing point of water.
- the hot forming of the component 1 is usually accompanied by a scaling of the component surface, so that the component 1 in a further process step (process step V, Figure 1e) in a dry cleaning station 25 (for example by shot peening) must be descaled.
- the cooling of the finished molded component 1 in the hot forming tool 23 now represents the bottleneck of the overall process: With hardening in the tool 23, the cooling time required overall is about 20, with good design of the tool-integrated cooling, depending on the sheet thickness, workpiece size and final temperature to 40 seconds, with the majority of cases ranging between 25 and 30 seconds.
- a shortening of the cycle time can be achieved here by using air-hardening steels as materials for the components 1:
- the component 1 in the hot forming tool 23 only needs to be cooled until sufficient heat resistance, rigidity and associated dimensional stability of the Component 1 is reached; then the component can 1 are removed from the tool 23, so that the further heat treatment process takes place in air outside of the tool 23, and the hot forming tool 23 is ready for receiving a next component blank 17.
- the residence time of the component 1 in the hot forming tool 23 can be reduced to a few ( ⁇ 10) seconds, which leads to a further reduction of the overall cycle time.
- the heating can be carried out inductively.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Punching Or Piercing (AREA)
- Heat Treatment Of Articles (AREA)
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10242709 | 2002-09-13 | ||
| DE10242709 | 2002-09-13 | ||
| DE10254695A DE10254695B3 (de) | 2002-09-13 | 2002-11-23 | Verfahren zur Herstellung eines metallischen Formbauteils |
| DE10254695 | 2002-11-23 | ||
| PCT/EP2003/009607 WO2004033126A1 (de) | 2002-09-13 | 2003-08-29 | Pressgehärtetes bauteil und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1536898A1 EP1536898A1 (de) | 2005-06-08 |
| EP1536898B1 true EP1536898B1 (de) | 2006-05-31 |
Family
ID=32094615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03807811A Revoked EP1536898B1 (de) | 2002-09-13 | 2003-08-29 | Verfahren zur herstellung eines pressgehärteten bauteils |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7998289B2 (ja) |
| EP (1) | EP1536898B1 (ja) |
| JP (1) | JP4319987B2 (ja) |
| DE (1) | DE50303605D1 (ja) |
| WO (1) | WO2004033126A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2367962B1 (de) | 2008-12-19 | 2015-07-29 | voestalpine Metal Forming GmbH | Verfahren zum herstellen partiell gehärteter bauteile aus stahlblech |
| DE102017201674B3 (de) | 2017-02-02 | 2018-03-29 | Ford Global Technologies, Llc | Verfahren zur Herstellung eines pressgehärteten Bauteils sowie Pressform |
Families Citing this family (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10314115A1 (de) * | 2003-03-28 | 2004-10-14 | Audi Ag | Verfahren zur Umformung einer Platine aus einem Vergütungsstahl und Vorrichtung zur Durchführung des Verfahrens |
| DE10333165A1 (de) * | 2003-07-22 | 2005-02-24 | Daimlerchrysler Ag | Pressgehärtetes Bauteil und Verfahren zur Herstellung eines pressgehärteten Bauteils |
| DE10333166A1 (de) * | 2003-07-22 | 2005-02-10 | Daimlerchrysler Ag | Pressgehärtetes Bauteil und Verfahren zur Herstellung eines pressgehärteten Bauteils |
| JP2005305539A (ja) * | 2004-04-26 | 2005-11-04 | Nippon Steel Corp | 高強度自動車用部材の製造方法 |
| DE102005051403B3 (de) | 2005-10-25 | 2007-03-15 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Blechformteiles |
| JP2007136534A (ja) * | 2005-11-22 | 2007-06-07 | Nippon Steel Corp | プレス成形装置及びプレス成形方法 |
| JP4760338B2 (ja) * | 2005-11-29 | 2011-08-31 | 日産自動車株式会社 | 低温成形加工における素材冷却方法、およびその装置 |
| DE102007050907A1 (de) | 2007-10-23 | 2009-04-30 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| US10311519B2 (en) * | 2008-10-14 | 2019-06-04 | Interactive Brokers Llc | Computerized method and system for accumulation and distribution of securities |
| ES2350665B1 (es) * | 2008-12-02 | 2011-11-18 | Gestamp Vigo, S.A | Procedimiento y dispositivo para detección de defectos de embutición. |
| CN102906284B (zh) * | 2009-11-06 | 2015-05-20 | 江森自控科技公司 | 定制强度的座椅结构部件 |
| EP2369020B1 (en) * | 2010-03-16 | 2016-10-05 | Thermission AG | Method for treating a metal element for an automobile |
| DE102010020373A1 (de) * | 2010-05-12 | 2011-11-17 | Voestalpine Stahl Gmbh | Verfahren zur Herstellung eines Bauteils aus einem Eisen-Mangan-Stahlblech |
| DE102010049802A1 (de) * | 2010-10-27 | 2012-05-03 | Schuler Smg Gmbh & Co. Kg | Verfahren und Vorrichtung zur Bestimmung der Härte eines pressgehärteten Bauteils |
| DE102010050248B4 (de) * | 2010-11-02 | 2016-08-04 | Kirchhoff Automotive Deutschland Gmbh | Verfahren zur Herstellung eines Rohrprofils |
| KR101033767B1 (ko) * | 2010-11-03 | 2011-05-09 | 현대하이스코 주식회사 | 열처리 경화 강판을 이용한 국부적으로 이종강도를 가지는 자동차 부품 제조방법 |
| DE102011109010A1 (de) * | 2011-07-30 | 2013-01-31 | GEDIA Gebrüder Dingerkus GmbH | Verfahren zur Verbindung eines Warmformteils mit einem weiteren Teil aus beliebigem Werkstoff |
| US9238847B2 (en) | 2011-08-05 | 2016-01-19 | Honda Motor Co., Ltd. | Tailored hardening of boron steel |
| US9089886B2 (en) | 2011-09-23 | 2015-07-28 | Thermission Ag | Method of treating a metal element for an automobile |
| KR20130043812A (ko) * | 2011-10-21 | 2013-05-02 | 현대자동차주식회사 | 클래드 강판을 이용한 테일트림 제조방법 |
| KR101886074B1 (ko) * | 2012-10-26 | 2018-08-08 | 현대자동차 주식회사 | 초고장력강 부품 제조 방법 및 제조 장치 |
| CN103143623B (zh) * | 2013-02-20 | 2016-03-30 | 安徽江淮汽车股份有限公司 | 伺服冲压自动化生产工艺及其装置 |
| DE102013222242A1 (de) * | 2013-10-31 | 2015-04-30 | Magna International Inc. | Anlage zur Herstellung von Bauteilen mit Warmumformung und Verfahren |
| CN103722076B (zh) * | 2014-01-21 | 2016-02-17 | 东莞虹日金属科技有限公司 | 一种汽车座椅座框边板自动生产工艺 |
| MX2016008473A (es) | 2014-01-30 | 2016-10-12 | Nippon Steel & Sumitomo Metal Corp | Metodo de calentamiento de lamina de acero y aparato de calentamiento de lamina de acero. |
| DE102014006683A1 (de) * | 2014-05-08 | 2015-11-12 | GM Global Technology Operations LLC (n. d. Gesetzen des Staates Delaware) | Fertigungsstraße für die Bearbeitung mindestens eines Flächenbauteils und Verfahren zur Bearbeitung des mindestens einen Flächenbauteils in der Fertigungsstraße |
| WO2016016676A1 (fr) * | 2014-07-30 | 2016-02-04 | ArcelorMittal Investigación y Desarrollo, S.L. | Procédé de fabrication de tôles d'acier, pour durcissement sous presse, et pièces obtenues par ce procédé |
| DE102014112755B4 (de) * | 2014-09-04 | 2018-04-05 | Thyssenkrupp Ag | Verfahren zum Umformen eines Werkstücks, insbesondere einer Platine, aus Stahlblech |
| CN104525713B (zh) * | 2014-12-16 | 2016-05-25 | 成都环龙智能系统设备有限公司 | 一种具有搬运机器人的汽车车身冲压智能化系统 |
| US10308992B2 (en) * | 2015-08-20 | 2019-06-04 | Ford Motor Company | Method and system for selectively softening hot stamped parts by induction heating |
| US10767756B2 (en) * | 2015-10-13 | 2020-09-08 | Magna Powertrain Inc. | Methods of forming components utilizing ultra-high strength steel and components formed thereby |
| US10350741B2 (en) | 2015-11-02 | 2019-07-16 | Black & Decker Inc. | Powered nail driver with a nail placement assembly |
| EP3408421A1 (de) * | 2016-01-25 | 2018-12-05 | Schwartz GmbH | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| DE102016002889A1 (de) * | 2016-03-09 | 2017-09-14 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Verfahren zur Vermeidung von Kantenrissen |
| US10328504B2 (en) | 2016-12-02 | 2019-06-25 | Fca Us Llc | Two-stage method of cutting ultra-high strength material sheet |
| US11014137B2 (en) | 2017-10-26 | 2021-05-25 | Ford Motor Company | Warm die trimming in hot forming applications |
| DE102018207488A1 (de) * | 2018-05-15 | 2019-11-21 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Blechbauteils |
| CN109465331B (zh) * | 2018-12-29 | 2020-05-08 | 嘉善民鑫金属制品有限公司 | 针栅制作工艺 |
| WO2023014327A2 (en) * | 2021-08-03 | 2023-02-09 | Borcelik Celik San. Tic. A.S. | A detection mechanism for determining deformation on a work piece |
| WO2023023843A1 (en) * | 2021-08-24 | 2023-03-02 | Magna International Inc. | Process for manufacturing vehicle parts |
| SE545199C2 (en) * | 2021-08-30 | 2023-05-16 | Stilride AB | Processing of a two dimensional sheet material |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT321689B (de) | 1951-04-27 | 1975-04-10 | Egyesuelt Izzolampa | Verfahren und Werkzeug zur Durchführung von mindestens in vier Reihen erfolgendem Stanzen, abgestuftem Ziehen und Tiefziehen aus einem Bandmaterial |
| SE435527B (sv) * | 1973-11-06 | 1984-10-01 | Plannja Ab | Forfarande for framstellning av en detalj av herdat stal |
| US5669992A (en) * | 1996-01-30 | 1997-09-23 | Bronsema; Brand | Bumper beam making process |
| DE19743802C2 (de) | 1996-10-07 | 2000-09-14 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| SE510056C2 (sv) | 1997-08-07 | 1999-04-12 | Ssab Hardtech Ab | Sätt att tillverka en härdad ståldetalj |
| US5972134A (en) * | 1997-10-02 | 1999-10-26 | Benteler Ag | Manufacture of a metallic molded structural part |
| ATE271617T1 (de) * | 1999-05-12 | 2004-08-15 | Benteler Werke Ag | Verfahren zur herstellung von strukturteilen im automobilbau |
| FR2807447B1 (fr) | 2000-04-07 | 2002-10-11 | Usinor | Procede de realisation d'une piece a tres hautes caracteristiques mecaniques, mise en forme par emboutissage, a partir d'une bande de tole d'acier laminee et notamment laminee a chaud et revetue |
| DE10032297A1 (de) | 2000-07-03 | 2002-02-28 | C & E Fein Gmbh & Co Kg | Sägeblatt und Verfahren zur Herstellung eines solchen |
| DE20014361U1 (de) * | 2000-08-19 | 2000-10-12 | Benteler Ag, 33104 Paderborn | B-Säule für ein Kraftfahrzeug |
| DE10049660B4 (de) | 2000-10-07 | 2005-02-24 | Daimlerchrysler Ag | Verfahren zum Herstellen lokal verstärkter Blechumformteile |
| DE10055275A1 (de) * | 2000-11-08 | 2002-05-23 | Iropa Ag | Endlos-Fadenbremsband und Verfahren zu seiner Herstellung |
| DE10149220C1 (de) | 2001-10-05 | 2002-08-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| DE10149221C1 (de) * | 2001-10-05 | 2002-08-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| US6918224B2 (en) * | 2002-05-01 | 2005-07-19 | Benteler Automotive Corporation | Heat treatment strategically strengthened door beam |
-
2003
- 2003-08-29 US US10/527,721 patent/US7998289B2/en active Active
- 2003-08-29 WO PCT/EP2003/009607 patent/WO2004033126A1/de active IP Right Grant
- 2003-08-29 JP JP2004542330A patent/JP4319987B2/ja not_active Expired - Lifetime
- 2003-08-29 EP EP03807811A patent/EP1536898B1/de not_active Revoked
- 2003-08-29 DE DE50303605T patent/DE50303605D1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2367962B1 (de) | 2008-12-19 | 2015-07-29 | voestalpine Metal Forming GmbH | Verfahren zum herstellen partiell gehärteter bauteile aus stahlblech |
| DE102017201674B3 (de) | 2017-02-02 | 2018-03-29 | Ford Global Technologies, Llc | Verfahren zur Herstellung eines pressgehärteten Bauteils sowie Pressform |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4319987B2 (ja) | 2009-08-26 |
| US7998289B2 (en) | 2011-08-16 |
| EP1536898A1 (de) | 2005-06-08 |
| US20060137779A1 (en) | 2006-06-29 |
| DE50303605D1 (de) | 2006-07-06 |
| WO2004033126A1 (de) | 2004-04-22 |
| JP2005539145A (ja) | 2005-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1536898B1 (de) | Verfahren zur herstellung eines pressgehärteten bauteils | |
| DE10254695B3 (de) | Verfahren zur Herstellung eines metallischen Formbauteils | |
| EP1646458B1 (de) | Verfahren zur herstellung von pressgehärteten bauteilen | |
| EP1646459B2 (de) | Verfahren zur herstellung eines pressgehärteten bauteils | |
| DE102013010946B3 (de) | Verfahren und Anlage zum Herstellen eines pressgehärteten Stahlblechbauteils | |
| EP2993241B1 (de) | Verfahren und presse zur herstellung wenigstens abschnittsweise gehärteter blechbauteile | |
| DE102010004081B3 (de) | Verfahren zum Warmformen und Härten einer Platine | |
| EP1786936B1 (de) | Verfahren zum presshärten von bauteilen aus stahlblech | |
| DE102011101991B3 (de) | Wärmebehandlung von härtbaren Blechbauteilen | |
| DE102007043154B4 (de) | Verfahren und Vorrichtung zum Härten von Profilen | |
| EP2414551B1 (de) | Verfahren zur herstellung eines bauteils, insbesondere eines karosserieteiles, sowie fertigungsstrasse zur durchführung des verfahrens | |
| EP2366805B1 (de) | Verfahren zur Herstellung von pressgehärteten Formbauteilen | |
| DE102011054865B4 (de) | Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugkarosseriebauteils sowie Kraftfahrzeugkarosseriebauteil | |
| DE102008030279A1 (de) | Partielles Warmformen und Härten mittels Infrarotlampenerwärmung | |
| DE102009012940B4 (de) | Verfahren zur Herstellung eines Bauteils, insbesondere eines Blechbauteils sowie Fertigungsstraße zur Herstellung des Bauteils | |
| DE102006015666B4 (de) | Verfahren zur Herstellung eines metallischen Formbauteils durch Warmumformen mit simultaner Beschneideoperation | |
| DE112015000385T5 (de) | Halbwarmumformung von kaltverfestigten Blechlegierungen | |
| WO2016020148A1 (de) | Verfahren zur herstellung von warmumgeformten bauteilen | |
| DE102008044693B4 (de) | Verfahren zur Herstellung gehärteter Bauteile mit mehrfachem Erwärmen | |
| DE102010055148A1 (de) | Verfahren zur Herstellung formgehärteter Bauteile | |
| DE102016112231A1 (de) | Verfahren zur Herstellung eines gehärteten Blechbauteils | |
| WO2019048025A1 (de) | Verfahren zur herstellung eines bauteils und werkzeug dafür | |
| DE102023003636A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Formteils | |
| EP4174190A1 (de) | Verfahren zur herstellung eines kraftfahrzeug-formbauteils | |
| DE102021110702A1 (de) | Verfahren und Vorrichtung zum Herstellen gehärteter Stahlbauteile mit unterschiedlich duktilen Bereichen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050309 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR THE PRODUCTION OF A PRESS-HARDENED PART |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB IT SE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060531 |
|
| REF | Corresponds to: |
Ref document number: 50303605 Country of ref document: DE Date of ref document: 20060706 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: BENTELER AUTOMOBILTECHNIK GMBH Effective date: 20070227 |
|
| 26 | Opposition filed |
Opponent name: BMW AG Effective date: 20070227 Opponent name: BENTELER AUTOMOBILTECHNIK GMBH Effective date: 20070227 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: DAIMLERCHRYSLER AG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: DAIMLER AG |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Ref country code: FR Ref legal event code: CD |
|
| PLAH | Information related to despatch of examination report in opposition + time limit modified |
Free format text: ORIGINAL CODE: EPIDOSCORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APAY | Date of receipt of notice of appeal deleted |
Free format text: ORIGINAL CODE: EPIDOSDNOA2O |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APAY | Date of receipt of notice of appeal deleted |
Free format text: ORIGINAL CODE: EPIDOSDNOA2O |
|
| APBA | Date of receipt of statement of grounds of appeal deleted |
Free format text: ORIGINAL CODE: EPIDOSDNOA3O |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150901 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150831 Year of fee payment: 13 Ref country code: SE Payment date: 20150825 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151029 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R103 Ref document number: 50303605 Country of ref document: DE Ref country code: DE Ref legal event code: R064 Ref document number: 50303605 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20160405 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20160405 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160825 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50303605 Country of ref document: DE Owner name: DAIMLER AG, DE Free format text: FORMER OWNER: DAIMLER AG, 70327 STUTTGART, DE |